
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ПОСУДА ФАРФОРОВАЯ И ФАЯНСОВАЯ
МЕТОД ОПРЕДЕЛЕНИЯ СОПРОТИВЛЕНИЯ УДАРУ
ГОСТ 26407—84
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством легкой промышленности СССР ИСПОЛНИТЕЛИ
Г. М. Имамов, канд. техн. наук; В. Г. Пантелеев, канд. техн. наук; В. А. Бе-резовская
ВНЕСЕН Министерством легкой промышленности СССР
Зам. министра А. А. Бирюков
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 декабря 1984 г. № 4989
УДК 642.72—033.6:620.178.7:006.354 Группа У19
ГОСУДАРСТВЕННЫЙ СТАНДА РТ СОЮЗА ССР т^яяяттшшшяпште^ятяттшатятатятатеяшшшяшатштттаятяшиатттт
ПОСУДА ФАРФОРОВАЯ И ФАЯНСОВАЯ Метод определения сопротивления удару
Porcelain and Faience Ware. Method for Determination of Impact Resistance
ГОСТ
26407-84
ОКСТУ 5909
Постановлением Государственного комитета СССР по стандартам от 28 декабря 1984 г. Ns 4989 срок действия установлен
с 01.07.87 до 01.07.92
Настоящий стандарт устанавливает метод определения сопротивления удару.
Сущность метода заключается в определении ударной вязкости образца, лежащего на двух опорах и разрушающегося при ударе маятника.
Настоящий стандарт применяют при исследовательских испытаниях.
1. ОТБОР ОБРАЗЦОВ
1.1. Для испытания отбирают не менее, чем по десяти глазурованных и неглазурованных образцов из фарфора или фаянса круглого сечения, диаметром (Ю,0±0,5) мм и длиной (80±1) мм.
1.2. Для испытания образцы должны изготовлять методом, указанным в обязательном приложении 1 или рекомендуемом приложении 2.
1.3. Стрела прогиба образца должна быть не более 1 мм.
2. АППАРАТУРА
2.1. Для проведения испытания используют следующую аппаратуру:
Издание официальное
Перепечатка воспрещена
© Издательство стандартов, 1985
копер маятниковый по ГОСТ 10708—82, обеспечивающий измерение энергии удара, затраченной на разрушение образца и определяемой как разность между первоначальным запасом потенциальной энергии маятника и энергией, оставшейся у маятника после разрушения испытуемого образца.
Характеристика маятникового копра: запас энергии маятника не более (0,500 ±0,005) Дж; скорость движения маятника в момент удара (2,90±0,05) м/с; потеря энергии при свободном качании маятника за половину полного колебания не более 2 %;
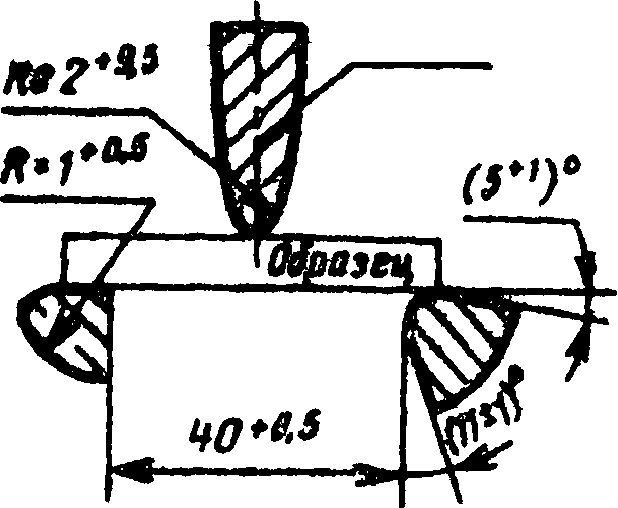
угол заострения кромки ножа маятника (30±1)°, радиус закругления кромки ножа (2,0+ 0,5) мм;
передний угол скоса опор (5±1)°, задний угол скоса опор (11±1)°, радиус закругления опор (1,0 + 0,5) мм, расстояние в свету между опорами (40,0±0,5) мм;
несимметричность установочной шкалы опор относительно оси ножа маятника не должна быть более 0,5 мм; линейку по ГОСТ 17435—72; микрометр по ГОСТ 6507—78;
набор щупов для определения деформации плоских изделий.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Перед испытанием определяют линейкой середину образца с погрешностью измерения ±0,5 мм.
3.2. Измеряют микрометром диаметр образца в найденной середине.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
воздуха от 10 до
W*t)*
4.1. Испытание проводят при температуре 45°С и относительной влажности (65± 15) %.
4.2. Образец помещают на опоры таким образом, чтобы середина ножа касалась его (см. чертеж). Погрешность установки середины образца по отношению к ножу маятника должна быть ±0,5 мм.
4.3. Указатель шкалы энергии устанавливают так, чтобы он касался ведущего кулачка, когда маятник находится в положении, при котором нож маятника соприкасается с образцом.
4.4. Поднимают и закрепляют маятник, л затем осторожно (без рывка) освобождают его.
4.5. Отсчитывают по шкале значение энергии,, затраченной на разрушение образца.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Ударную вязкость (а) в килоджоулях на квадратный метр вычисляют по формуле
где Л — энергия удара, затраченная на разрушение образца, Дж; F — площадь поперечного сечения, мм2.
За результат испытания принимают среднее арифметическое результатов испытаний всех образцов. Результат округляют до
второго десятичного знака.
5.2. Разброс значений ударной вязкости характеризуется отклонением (6), которое вычисляют по формуле
где a i — ударная вязкость /-того образца, кДж/м2;
а — среднее арифметическое значение ударной вязкости, кДж/м2;
п — количество образцов, шт.
5.3. По результатам испытаний составляют протокол. Форма протокола испытания приведена в рекомендуемом приложении 3.
1.1. При изготовлении образцов должны быть использованы фарфоровая или фаянсовая масса и глазурь, находящиеся в производстве.
1.2. Первый и второй обжиги образцов должны производиться по производственным режимам в промышленных печах.
ПРИЛОЖЕНИЕ 1 Обязательное
ИЗГОТОВЛЕНИЕ ОБРАЗЦОВ МЕТОДОМ ПРОТЯЖКИ
1. Общие требования
2. Изготовление образцов
2.1. Берут готовую производственную массу после вакуумирования. Заготовки образцов изготовляют методом протяжки на вакуум-прессе или на поршневом прессе. Диаметр мундштука выбирают с учетом усадки массы. Полученные заготовки укладывают на гипсовые плиты.
2.2. Заготовки подвергают подвялке в течение 24 ч при комнатной температуре. Подвяленные стержни разрезают на цилиндры необходимой длины с учетом усадки при сушке и обжиге, а также неглазуруемого конца образца, необходимого для обжига.
2.3. Образцы сушат до остаточной влажности, предусмотренной в действующей нормативно-технической документации на продукцию.
2.4. Глазурование образцов производят окунанием.
2.5. Неглазурованные образцы обжигают в горизонтальном положении. Глазурованные образцы обжигают в вертикальном положении, установив их перед обжигом неглазурованной частью в шамотную массу.
ПРИЛОЖЕНИЕ 2 Рекомендуемое
ИЗГОТОВЛЕНИЕ ОБРАЗЦОВ МЕТОДОМ ЛИТЬЯ
1. Общие требования
1.1. При изготовлении образцов должны быть использованы фарфоровый или фаянсовый шликер и глазурь, находящиеся в производстве.
1.2. Первый и второй обжиги образцов должны производиться по производственным режимам в промышленных печах.
2. Изготовление образцов
2.1. Берут готовый производственный шликер. Заготовки образцов изготовляют путем заливки шликера в гипсовую форму.
Заготовки подвергают оправке.
2.2. Подвялку, сушку, глазурование и обжиг проводят по обязательному приложению 1, пп. 2.2—2.5.
ПРИЛОЖЕНИЕ 3 Рекомендуемое
от «
ПРОТОКОЛ ИСПЫТАНИЯ
» 19
Количество образцов, шт. _
Дата изготовления и обозначение образцов Способ изготовления образцов _
1. Образцы
2. Условия испытаний
Температура, °С _
Относительная влажность, %
3. Результаты испытаний и их обработка
Номер п.п. | d, мм | мм2 | А, Дж | а1' кДж/м2 | кДж/м2 | (Oi—a), кДж/м2 | (tff-a)2, (кДж/м2)2 | S, кДж/м2 | Примечание |
1 2 •> • • п | п S at t=i | 2 (ai~a)2 |
Исполнитель ___ (фамилия, подпись)
ГОСТ 26407—84 Стр.
{kind=link}