ГОСТ 28973-91
(ИСО 8442-87)
Группа У15
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРИБОРЫ СТОЛОВЫЕ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ И С СЕРЕБРЯНЫМ ПОКРЫТИЕМ
Общие требования и методы контроля
Stainless steel and silver-plated table cutlery and flatware.
General requirements and control methods
ОКП 14 8300
14 8500
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Госстандартом СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 12.04.91 N 496
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 8442-87 "Столовые приборы из нержавеющей стали и с серебряным покрытием. Требования" и полностью ему соответствует
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
|
|
|
ИСО 1463-82 | ГОСТ 9.302-88 |
ИСО 2177-85 | ГОСТ 9.302-88 |
ИСО 3543-81 | ГОСТ 9.302-88 |
ИСО 6508-86 | ГОСТ 9013-59 |
ИСО 4481-77 | Требования указаны в приложении Е настоящего стандарта |
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает:
а) требования к характеристикам столовых приборов (ножи, вилки, ложки, приборы для резки, разливательные ложки и другие столовые предметы);
б) ограничения по химическому составу стали и цветных металлов, применяемых для изготовления столовых приборов;
в) методы испытания прочности столовых приборов, прочности крепления рукояток, твердости клинков, коррозионной стойкости частей из нержавеющей стали и методы испытания толщины и адгезии серебряного покрытия для изделий с серебряным покрытием. Соответствующие методы испытаний определены в приложениях А-Д.
Стандарт распространяется на столовые приборы, изготовленные из нержавеющей стали, а также из нейзильбера, мельхиора или нержавеющей стали с серебряным покрытием.
Стандарт не устанавливает требований для столовых приборов, изготовленных из драгоценных металлов, алюминия, стали, не относящейся к нержавеющей, и столовые приборы, изготовленные из мельхиора, нейзильбера с золотым или хромовым покрытием, а также на столовые приборы с неметаллическими рукоятками.
Для столовых приборов с серебряным покрытием установлены два вида минимальной средней толщины серебряного покрытия - "нормальная толщина" и "специальная толщина" с более толстым слоем серебряного покрытия.
Настоящий стандарт определяет только качество столовых приборов и не включает требований к разработке изделий, их размеру, типу отделки, гибкости клинка и другим характеристикам, которые являются предметом индивидуального выбора или могут быть легко оценены покупателем на месте продажи. Стандарт не содержит правил отбора образцов, поскольку указанные характеристики имеют силу для каждого изделия, взятого отдельно.
Методы определения толщины серебряного покрытия распространяются на каждое изделие, в отличие от традиционных методов, в которых за толщину покрытия берется среднее значение для 12 или 24 изделий, так как среди них могут быть изделия со значительно меньшей толщиной серебряного покрытия.
Требования настоящего стандарта являются рекомендуемыми.
2. СПРАВОЧНАЯ ЛИТЕРАТУРА
ГОСТ 9.302 "Покрытия металлические и неметаллические неорганические. Методы контроля".
ГОСТ 9013 "Металлы. Метод измерения твердости по Роквеллу".
ИСО 4481 "Столовые и ножевые изделия - Номенклатура (приложение Е)".
3. ОПРЕДЕЛЕНИЯ
Определения, использованные в стандарте, приведены в приложении Е.
3.1. Столовые приборы частого использования - принадлежности, приведенные в приложении Е под номерами: 41, 44, 45, 49, 61, 72, 78, 79, 82, 93, 100, 102, 105.
3.2. Столовые приборы нечастого использования - принадлежности, перечисленные в приложении Е под номерами, не указанными в п.3.1.
3.3. Основные поверхности - части столовых приборов, которые соприкасаются с плоской горизонтальной поверхностью, на которую они укладываются. Для вилок, ложек и разливательных ложек это поверхности с вогнутой стороны рабочих частей. Для ножей основными поверхностями считаются обе стороны клинка.
3.4. Незаточенные ножи - ножи без заточенного клинка, предназначенные только для резки пищевых продуктов мягкой консистенции. Клинки таких ножей изготовлены из немартенситной нержавеющей стали (принадлежности, приведенные в приложении Е под номерами: 90, 92, 97, 102, 103).
4. МАТЕРИАЛЫ
4.1. Общие требования
Столовые приборы должны быть изготовлены из материалов, обеспечивающих соответствие изделий с отделкой требованиям разд. 7. Применяемые материалы должны соответствовать требованиям п.4.2.
4.2. Металлы
4.2.1. Химический состав металлических частей столовых приборов должен соответствовать приведенному в табл. 1.
Таблица 1
Материалы для столовых приборов
| ||||||||
Применение | Материалы | углерода | фосфора | серы | хрома | никеля | молиб- | ванадия* |
не более | не менее | не более | ||||||
|
|
|
|
|
|
|
|
|
________________ *Легирование молибденом и ванадием необязательно. | ||||||||
Ложки, вилки, разливательные ложки | Аустенитная нержавеющая сталь | Не более 0,07 | 0,045 | 0,030 | 17,0 | 7,0 | 3,0 | - |
Рукоятки ножей и разделочных вилок | Ферритная нержавеющая сталь | Не более 0,10 | 0,040 | 0,030 | 16,0 | - | 1,30 | - |
Подвижные предохранители и зубцы разделочных вилок | Мартенситная малоуглеро- | Не менее 0,16 | 0,040 | 0,030 | 12,0 | - | 1,30 | 0,40 |
Клинки ножей | Мартенситная высокоугле- | Не менее | 0,040 | 0,030 | 12,0 | - | 1,30 | 0,40 |
Продолжение
Применение | Материалы |
| Массовая доля примесей, % не более | Массовая доля, % | ||||
|
| меди | никеля | марган- | железа | свинца | общее содержа- | цинка |
|
| не менее | не более |
|
|
|
| |
|
|
|
|
|
|
|
|
|
Ложки, вилки, разливательные ложки | Мельхиор, нейзильбер | 60,0 | 9,0 | 0,50 | 0,30 | 0,05 | 0,50 | Остальное |
Покрытие | Серебро | Массовая доля серебра не менее 92,5 | ||||||
4.2.2. Любая часть изделия, изготовленная из мельхиора, нейзильбера, должна иметь серебряное покрытие, отвечающее требованиям разд.6.
4.2.3. Любая часть изделия, изготовленная из нержавеющей стали с серебряным покрытием, должна отвечать требованиям разд. 6.
5. ТРЕБОВАНИЯ К ИЗДЕЛИЯМ
5.1. Общие требования
Столовые приборы, изготовленные из материалов, приведенных в разд. 4, должны соответствовать требованиям настоящего раздела и разд. 7.
5.2. Балансировка, однородность и качество поверхности
5.2.1. На всех поверхностях изделия не должно быть трещин, раковин и других дефектов.
5.2.2. Все изделия должны быть прямолинейными и симметричными, за исключением изделий, имеющих конструктивную асимметрию и непрямолинейность в соответствии с их назначением.
5.2.3. Одинаковые изделия в пределах одной партии не должны отличаться друг от друга по размерам и форме.
5.2.4. Все кромки ложек, вилок и разливательных ложек, а также внутренняя поверхность зубцов вилок не должны иметь заусенцев и шероховатых необработанных поверхностей, которые должны быть устранены с помощью соответствующих операций.
5.2.5. Столовые ножи должны быть сбалансированы таким образом, чтобы при выкладывании их на ровную плоскую поверхность клинок не прикасался к этой поверхности.
5.2.6. Соответствие столовых приборов требованиям пп.5.2.1-5.2.5 должно проверяться опробыванием или визуально.
5.3. Полые рукоятки
Соединение полей рукоятки и клинка ножа должно быть водонепроницаемым.
5.4. Режущие кромки ножей
Режущая кромка заточенных столовых ножей должна иметь волнистость, пилочку или заточку с углом не более 70°.
Режущая кромка ножей для резки должна иметь заточку с углом не более 40° и быть толщиной не менее 0,46 мм на расстоянии 1 мм от края.
5.5. Подвижные предохранители для вилок
Подвижные предохранители вилок при их наличии должны фиксироваться в открытом и закрытом положениях с помощью пружины.
6. СТОЛОВЫЕ ПРИБОРЫ С СЕРЕБРЯНЫМ ПОКРЫТИЕМ
6.1. Общие требования
Столовые приборы с серебряным покрытием должны соответствовать требованиям пп.6.2 и 6.3.
6.2. Средняя толщина покрытия
Средняя толщина покрытия на каждом изделии, измеренная в соответствии с методами, приведенными в приложениях А (определение массы покрытия) и Б (определение площади поверхности покрытия) должна составлять для покрытия:
а) нормальной толщины не менее 20 мкм для столовых приборов частого использования;
б) не менее 12 мкм для столовых приборов нечастого использования;
в) специальной толщины: не менее 33 мкм для столовых приборов частого использования;
г) не менее 19 мкм для столовых приборов нечастого использования.
6.3. Минимальная толщина серебряного покрытия
Минимальная толщина серебряного покрытия на основной поверхности изделия (части изделия, которые подвергаются наибольшему износу, см. п.3.3) не должна быть менее 60% средней толщины, установленной для данного изделия.
Минимальную толщину измеряют по одному из методов, определенных в ГОСТ 9.302 (кулонометрический метод, метод обратного рассеяния бета-излучения, металлографический метод). В спорных случаях толщину покрытия определяют металлографическим методом.
7. ТРЕБОВАНИЯ К ХАРАКТЕРИСТИКАМ
7.1. Коррозионная стойкость
Поверхности частей изделия из нержавеющей стали при испытаниях в соответствии с методами, описанными в приложении В, должны отвечать следующим требованиям:
а ) не должны образовываться поперечные трещины, а продольные трещины допускаются длиной не более 1,5 мм;
б) не должно быть более трех раковин площадью более площади круга диаметром 0,4 мм каждая, на рукоятке и более трех раковин, площадью более площади круга диаметром 0,4 мм (0,126 мм) каждая, на других поверхностях изделия;
в) не должно быть более трех раковин площадью более площади круга диаметром 0,75 мм (0,442 мм).
7.2. Прочность
7.2.1. Ножи с клинками из мартенситной нержавеющей стали и разделочные вилки
Ножи и разделочные вилки не должны ломаться и иметь трещин, а также иметь остаточную деформацию более 3° после испытаний по методу, описанному в приложении Г. Кроме того, не должно быть ослабления крепления рукоятки.
7.2.2. Ложки, вилки, разливательные ложки и незаточенные ножи
Изделие не должно иметь остаточную деформацию более 1 мм в месте прикладывания нагрузки, если уложить изделие на плоскую поверхность таким образом, чтобы самая высокая точка рукоятки была направлена вверх, и приложить нагрузку, эквивалентную наименьшему из двух значений 7Н на 1 см общей длины или 100 Н, прилагаемую в течение 10 с (см. черт. 1).
Испытание на прочность ложки
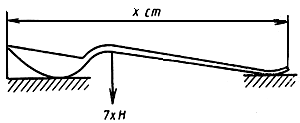
Черт. 1
Для изделий с присоединенными рукоятками такая нагрузка должна прикладываться в месте соединения. В этом месте не должно образовываться трещин, и остаточная деформация не должна быть более 1 мм.
7.3. Прочность крепления рукоятки
Рукоятки, которые не являются одним целым с остальными частями изделия, должны крепиться таким образом, чтобы не было проворачивания рукоятки по отношению к другим частям изделия или не было возможности выпадения клинка из рукоятки, когда сразу же после выдержки в воде, нагретой до 100°, в течение 10 мин прикладывают:
а) растягивающую нагрузку в 180 Н в течение 10 с;
б) крутящий момент в 4,5 Н·м для изделий, у которых площадь рукоятки (площадь поверхности) более или равна 37 см, или крутящий момент в 3,7 Н·м для изделий, у которых площадь поверхности рукоятки менее 37 см
. Крутящий момент следует прикладывать в течение 10 с.
Растягивающая нагрузка и крутящий момент должны быть приложены последовательно, сразу после выдержки рукоятки в течение 10 мин в воде, нагретой до 100 °С.
7.4. Твердость клинков ножей
Клинки ножей, изготовленные из мартенситной нержавеющей стали, должны иметь твердость не менее 50 HRC. Проверку проводят по методике, установленной ГОСТ 9013. Твердость определяют на расстоянии не менее 40 мм от рукоятки.
7.5. Адгезия серебряного покрытия
Серебряное покрытие не должно шелушиться, отслаиваться или вспучиваться после обработки столовых приборов в течение 40 мин в полировальном барабане со стальными шариками в соответствии с приложением Д.
Примечание. Могут использоваться и альтернативные методы определения адгезии серебряного покрытия, дающие такой же результат.
8. МАРКИРОВКА И ЭТИКЕТКИ
8.1. Маркировка
8.1.1. Каждое изделие, качество которого признано соответствующим требованиям настоящего стандарта, должно иметь маркировку* с указаниями:
_______________
* Маркировка является заявлением изготовителя о соответствии его изделий требованиям настоящего стандарта. Определение соответствия качества изделий требованиям настоящего стандарта является компетенцией изготовителя и ответственность за такое соответствие полностью несет изготовитель.
а) наименования, товарного знака или условного обозначения изготовителя или основного поставщика;
б) обозначения настоящего стандарта;
дополнительно должны быть указаны:
в) для серебряного покрытия, кроме обозначения настоящего стандарта, обозначение толщины серебряного покрытия:
I - для изделий со специальной толщиной серебрянного покрытия;
II - для изделий с нормальной толщиной серебряного покрытия (см. пп.6.2б и 6.2а соответственно);
г) для столовых приборов без серебряного покрытия, изготовленных из нержавеющей стали, кроме обозначения настоящего стандарта, значение среднего содержания в стали Сr в процентах или для столовых приборов, изготовленных из аустенитной нержавеющей стали, - среднее содержание в стали Сr и Ni в процентах, например "18/8".
Система маркировки обязательна только для изделий, изготовленных через год с момента публикации настоящего стандарта.
8.1.2. Если в маркировку включается значение минимальной средней толщины серебряного покрытия, которым покрыто изделие, то соответствующее значение должно быть выражено в микрометрах.
8.2. Этикетки
При реализации столовых приборов должна быть обеспечена следующая информация:
а) подтверждение соответствия столовых приборов требованиям настоящего стандарта;
б) для столовых приборов с серебряным покрытием - указание толщины серебряного покрытия ("нормальная толщина" или "специальная толщина") и наименование основного металла (ферритная нержавеющая сталь или аустенитная нержавеющая сталь, или мельхиор, нейзильбер);
в) для столовых приборов без серебряного покрытия, изготовленных из нержавеющей стали, за исключением клинков ножей, изготовленных из мартенситной стали, - наименование основного металла (аустенитная или ферритная нержавеющая сталь).
Эта информация может быть представлена на вкладышах в упаковку, ярлыках или этикетках.
ПРИЛОЖЕНИЕ А
Обязательное
МЕТОДЫ ПРОВЕРКИ СРЕДНЕЙ ТОЛЩИНЫ СЕРЕБРЯНОГО ПОКРЫТИЯ
Предупреждение. Для этого метода используются концентрированные кислоты или цианистый натрий. Предполагается, что к проверке по данному методу будут обращаться только опытные и компетентные лица, применяя надлежащие меры предосторожности.
A.1. Принцип метода
Метод основан на том, что серебряное покрытие растворяется химическим или электрохимическим способом, не затрагивая материал основы. Среднюю толщину серебряного покрытия вычисляют из значений массы серебра, площади поверхности, покрытой серебром, плотности серебра.
А.2. Растворы для снятия покрытия
А.2.1. Для изделий из мельхиора, нейзильбера с серебряным покрытием, не имеющих подслоя никеля, химический раствор для растворения покрытия состоит из 19 объемных частей серной кислоты (=1,84 г/см
) и 1 объемной части азотной кислоты (
=1,42 г/см
).
А.2.2. Для изделий из нержавеющей стали с серебряным покрытием, имеющих подслой никеля, или изделий из мельхиора, нейзильбера с серебряным покрытием, имеющих подслой никеля, электролит для анодного растворения покрытия состоит из раствора, полученного при растворении в литре воды 90 г цианистого натрия и 15 г едкого натра (вода должна быть деминерализованной или дистиллированной).
А.З. Методика испытания
А.3.1. Общие требования
Образец необходимо тщательно обезжирить и при необходимости прополоскать и высушить, а затем взвесить. Подходящим раствором снять серебряное покрытие (см. пп.А.2.1 или А.2.2), затем тщательно промыть образец в проточной воде, высушить и снова взвесить.
А.3.2. Химический способ растворения покрытия
При химическом способе растворения покрытия необходимо убедиться, что части образца, с которых будет сниматься покрытие, тщательно высушены, а в химическом растворе отсутствует вода. Погружают образец в смесь кислот (п.А.2.1) при постоянной температуре смеси (80±2) °С и оставляют в смеси до полного растворения покрытия.
А.3.3. Электрохимический способ растворения покрытия
При электрохимическом способе растворения покрытия используют в качестве катода пластинку из нержавеющей стали, а в качестве анода - образец. Образец погружают в электролит при комнатной температуре (п.А.2.2) и прикладывают напряжение от 2 до 8 В до полного растворения покрытия.
А.4. Обработка результатов
А.4.1. Расчет результата
Среднюю толщину серебряного покрытия, , мкм, вычисляют по формуле
![]()
где - потеря массы образца после снятия покрытия, г;
- площадь поверхности, покрытой серебром (см. приложение Б), см
;
10,5 - плотность серебра, г/см.
Площадь поверхности, покрытой серебром, определяют методом, изложенным в приложении Б.
А.5. Погрешность
Метод позволяет получить результаты с точностью ±3%, учитывая погрешность метода, указанного в приложении Б. Результат может быть проверен по соответствию потерянной массы образцом после снятия покрытия массе серебра, оставшейся в растворе для снятия покрытия.
ПРИЛОЖЕНИЕ Б
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПОВЕРХНОСТИ, ПОКРЫТОЙ СЕРЕБРОМ ПО ШЛЕГЕЛЮ
Б.1. Принцип метода
Для определения площади поверхности, покрытой серебром, образец покрывают адгезионным составом и погружают в сосуд, заполненный мелкими и однородными стеклянными шариками, абсолютно сухими или изготовленными из водоотталкивающего материала. Масса шариков, прилипших к поверхности образца, пропорциональна площади поверхности образца.
Зависимость между массой прилипших шариков и площадью поверхности образца определяют данным методом для образцов с заранее известной площадью поверхности, т. е. образцов, имеющих правильную форму, которая легко может быть измерена.
Б.2. Оборудование и материалы
Б.2.1. Сосуд для псевдоожиженной массы - сосуд со стеклянными шариками (п.Б.2.5) с подачей воздуха для псевдоожижения и для варианта применения шариков из материала, не обладающего водоотталкивающими свойствами, снабженный устройством для подогрева подаваемого воздуха. Таким устройством может быть электрический нагревательный элемент, расположенный в нижней части сосуда и управляемый с помощью изменения подаваемого напряжения, способный поднимать температуру в сосуде с псевдожидкостью (температуру стеклянных шариков) от 50 до 80 °С.
Примечание. Не рекомендуется поддерживать температуру стеклянных шариков псевдожидкости с помощью электрического термостатического устройства, потому что в момент отключения питания от нагревательного элемента шарика псевдожидкости могут увлажняться подаваемым воздухом.
Б.2.2. Лабораторные весы
Лабораторные весы, позволяющие производить взвешивание с погрешностью ±2 мг.
Б.2.3. Подъемник
Подъемник для образцов, обеспечивающих скорость подъема образца из адгезионного состава со скоростью 20 мм/мин.
Б.2.4. Адгезионный состав
Адгезионный состав состоит из:
алкидной смолы* - 1 часть (по массе);
толуол (без примесей серы) - 1 часть (по массе).
______________
* Коммерчески доступная подходящая для данного метода смола Alkydal L 64. Эта информация приведена для удобства пользования настоящим стандартом и не означает, что данная продукция выделяется по своему качеству среди других подобных видов смолы.
Б.2.5.Стеклянные шарики
Стеклянные шарики размером от 200 до 250 мкм. Предпочтительно использовать шарики из водоотталкивающего материала.
Примечание. В имеющихся в продаже стеклянных шариках установленного размера может содержаться некоторое количество шариков других размеров, в таком случае шарики должны быть отсортированы.
Б.2.6. Образцы с заранее известной площадью поверхности
Образцы с заранее известной площадью поверхности (по крайней мере два образца) изготавливаются из нержавеющей стали со следующими размерами:
а) цилиндр диаметром 16 мм и длиной 110 мм для определения массы стеклянных шариков, прилипающих на 1 см поверхности полых рукояток;
б) прямоугольная пластина с примерным размером 100х30Х1 мм для определения массы стеклянных шариков, прилипших на 1 см поверхности остальных частей изделия, за исключением полых рукояток.
Б.3. Методика определения площади
Б.3.1. Необходимо убедиться при применении материала для изготовления шариков, не отталкивающего воду, что шарики псевдожидкости тщательно высушены и не слипаются между собой. Шарики могут быть высушены и не слипаться при применении нагрева сосуда с псевдожидкостью до температуры 50-80 °C. Такой нагрев позволяет предотвратить увлажнение шариков проходящим через них воздухом. Массу шариков нагревают до тех пор, пока к чистому высушенному образцу, погруженному в псевдожидкость, не перестанут прилипать шарики. Обычно время сушки 1 ч.
Примечание. Отмечено, что после высушивания шариков псевдожидкости, шарики остаются сухими, если не выключается нагревательный элемент.
Следует поддерживать температуру сосуда с псевдожидкостью в пределах 50-80 °С, пока не будет выполнена операция, описанная в п.Б.3.8. При применении шариков из водоотталкивающего материала операция по п.Б.3.7 может быть выполнена при температуре окружающего воздуха.
Б.3.2. К образцу присоединяют тонкую проволочную подвеску с петлей для последующего взвешивания и выполнения других операций.
Б.3.3. Образец тщательно протирают метиловым спиртом.
Б.3.4. Погружают образец в адгезионный состав и вынимают с помощью подъемника со скоростью 20 мм/мин (пп.Б.2.4 и Б.2.3). Если предусматривается определение площади поверхности только рукоятки, то погружают в адгезионный состав только рукоятку. Не допускается контакт образца с какими-либо предметами, пока не будет выполнена операция по п.Б.3.7.
Б.3.5. Для подсушки адгезионного состава образец выдерживают в течение (60±5) мин.
Б.3.6. Взвешивают образец с погрешностью ±2 мг.
Б.3.7. Погружают образец в сосуд с псевдожидкостью и непрерывно перемещают его там в течение (10±1)с. Во время погружения образца поток воздуха должен быть достаточно сильным, чтобы поднять уровень шариков псевдожидкости на 40 мм выше первоначального. Не допускается погружение проволочной подвески более, чем необходимо.
Б.3.8. Вновь взвешивают образец с погрешностью ±2 мг.
Б.3.9. Выполняются операции по определению площади поверхности на каждом образце два раза, включая не менее двух образцов с заранее известной площадью поверхности (Б.2.6) для каждой серии испытаний.
Б.4. Обработка результатов
Б.4.1. Метод расчета
Для вычисления площади образца (), см
, используют формулу
![]()
где - средняя масса прилипших к образцу шариков псевдожидкости, г;
- средняя плотность прилипших шариков на 1 см
поверхности, определенная с помощью соответствующих образцов с заранее известной площадью поверхности, г/см
.
Б.4.2. Погрешность
Метод дает результат с точностью ±1,5% для образцов любых размеров, которые имеют столовые приборы.
ПРИЛОЖЕНИЕ В
Обязательное
МЕТОД ИСПЫТАНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ СТОЛОВЫХ ПРИБОРОВ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ БЕЗ СЕРЕБРЯНОГО ПОКРЫТИЯ
B.1. Принцип метода
Образец периодически погружают в раствор с массовой долей хлористого натрия 1%, температура которого поддерживается в течение всего процесса на уровне 60 °С. Длительность процесса 6 ч. Число и размеры появившихся коррозионных раковин определяют визуально с помощью оптических приборов.
В.2. Реактив
Раствор с массовой долей хлористого натрия 1% (по массе) в деминерализованной или дистиллированной воде.
В.3. Оборудование
Оборудование, как показано на черт. 2, состоящее из стеклянного сосуда и крышки, которая может быть изготовлена из стекла или пластмассы, и пластмассового держателя образцов с устройством для периодического подъема и опускания образцов в сосуд с pacтвором.
Оборудование для испытания коррозионной
стойкости столовых приборов
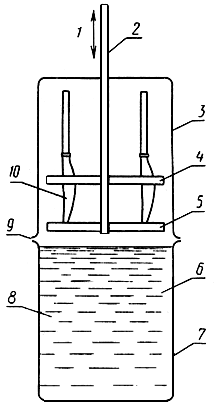
1 - 2-3 цикла в минуту; 2 - пластмассовый стержень;
3 - пластмассовая или стеклянная крышка для предотвращения испарения; 4 - пластмассовый
диск с отверстиями, для установки столовых приборов; 5 - пластмассовый диск с углублениями
для установки столовых приборов и отверстиями для стекания раствора; 6 - уровень
раствора, обеспечивающий полное погружение стальных частей изделия; 7 - стеклянный
сосуд; 8 - раствор с массовой долей хлористого натрия 1%, температура которого
поддерживается на уровне (60±2)°С; 9 - воздухопроницаемое соединение; 10 - ножи, укрепленные
за клинки, с направленными вверх рукоятками (ложки, вилки, разливательные
ложки могут располагаться по-другому)
Черт. 2
Примечание. Может быть применен альтернативный метод крепления образцов при условии обеспечения минимального контакта образцов и устройства их крепления.
В.4. Методика испытания
В.4.1. Тщательно промывают образцы в горячей мыльной воде. Тщательно прополаскивают образцы в проточной воде и обезжиривают их метиловым спиртом или ацетоном.
В.4.2. Заполняют сосуд раствором хлористого натрия (см. п.В.2) в расчете, чтобы на каждый квадратный дециметр площади образца из нержавеющей стали приходился литр раствора. Доводят температуру сосуда и его содержимого до (60±2) °С. Эта температура должна оставаться постоянной в течение всего времени испытаний.
Не допускается повышение температуры более 62 °С даже перед началом испытаний. Для каждого испытываемого образца применяют свежий раствор.
Примечание. Удобно поддерживать температуру раствора хлористого натрия, поместив сосуд с раствором, полностью снаряженный для испытания образца, в заполненную водой ванну, в которой температура воды поддерживается термостатическим устройством, уровень воды в ванне должен совпадать с уровнем раствора в погруженном сосуде.
В.4.3. Устанавливают образцы в держателе. Если испытывают ножи, то их устанавливают таким образом, чтобы их рукоятки, изготовленные из нержавеющей стали, не соприкасались с держателем. Устанавливают крышку на сосуд.
В.4.4. Полностью погружают образцы и полностью вынимают их из раствора с периодичностью два или три раза в минуту в течение 6 ч.
В.4.5. После окончания процесса периодического погружения образцов в раствор их тщательно промывают и прополаскивают для исследования на наличие коррозии.
Примечание. Продукты коррозии, которые мешают визуальному определению числа и размеров коррозионных раковин, могут быть удалены путем протирания образца мягкой тканью с полировальной пастой для изделий из нержавеющей стали.
В.5. Обработка результатов
Оценивают размеры коррозионных раковин и длину трещин визуально с помощью калиброванного микроскопа или увеличительного стекла с кратностью увеличения не менее четырех. Когда ясно видно, что две коррозионные раковины сливаются в одну, то их следует оценивать, как две раковины.
Примечание. Использование проволоки диаметром 0,4 до 0,75 мм для обеспечения контакта с поверхностью образцов дает возможность оценивать размеры раковин с помощью ручной лупы.
ПРИЛОЖЕНИЕ Г
Обязательное
МЕТОД ПРОВЕРКИ ПРОЧНОСТИ НОЖЕЙ С КЛИНКАМИ ИЗ МАРТЕНСИТНОЙ НЕРЖАВЕЮЩЕЙ
СТАЛИ И РАЗДЕЛОЧНЫХ ВИЛОК
Г.1. Принцип метода
Нож и разделочную вилку крепят за рукоятку в зажим, а со стороны клинка или кончиков зубцов прикладывают нагрузку и затем нож или вилку приподнимают до тех пор, пока не поднимается приложенный груз. После снятия нагрузки измеряют угол остаточной деформации.
Г.2. Оборудование
Оборудование, которое подходит для выполнения данных испытаний, показано на черт. 3.
Оборудование для испытания прочности ножей
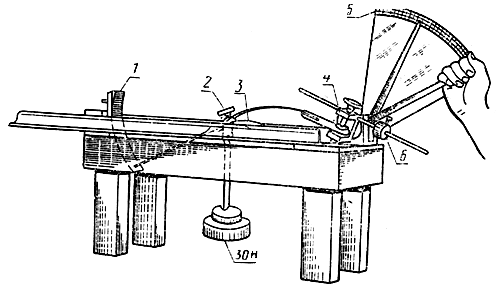
1 - шкала для измерения угла ; 2 - зажим для кончиков клинков;
3 - противовес указателя; 4 - зажим на оси; 5 - шкала для измерения угла ; 6 - противовес
Черт. 3
Г.3. Методика испытаний
Г.3.1. Рукоятку образца закрепляют в зажим, установленный на оси. Уравновешивают образец противовесом. Рукоятку располагают в зажиме таким образом, чтобы рукоятка и клинок или рукоятка и кончики зубцов находились в одной горизонтальной плоскости.
Г.3.2. Зажимают клинок или кончики зубцов в ненагруженном зажиме и обе шкалы устанавливают на ноль.
Г.3.3. Прикрепляют груз для испытаний к зажиму для кончика ножа или зубцов вилки и проворачивают вал зажима, установленного на оси, с помощью рычага до тех пор, пока груз не приподнимется над направляющей. Оставляют образец в таком положении в течение 10 с. Рычаг возвращают в первоначальное положение, снимают груз и снимают показания шкал для углов и
остаточной .деформации образца. Сумма этих углов даст полный угол
остаточной деформации образца (черт. 4).
Определение угла остаточной деформации
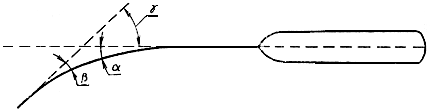
Черт. 4
Г.3.4. Затем следует перевернуть образец и произвести те же операции.
Г.4. Обработка результатов
Остаточную деформацию рассчитывают как среднее значение углов остаточной деформации в двух направлениях.
ПРИЛОЖЕНИЕ Д
Обязательное
МЕТОД ИСПЫТАНИЯ АДГЕЗИИ СЕРЕБРЯНОГО ПОКРЫТИЯ
Д.1. Принцип
Исследуют столовые приборы после обработки в барабане с полировальными стальными шарами в мыльном растворе.
Д.2. Оборудование и материалы
Д.2.1. Вращающийся барабан
Вращающийся барабан обрезиненный, имеющий шестиугольное сечение (250±20) мм по плоским частям, вращающийся со скоростью (25±2) об/мин и оснащенный поперечными перегородками, образующими отсеки, которые должны быть короче, чем образцы, для того чтобы помешать последним смешиваться. Барабан заполняют наполовину закаленными шариками в следующих пропорциях (для препятствия их перегруппировки):
диаметром 4,8 мм - 50 % (от массы);
" 4,0 мм - 25 % " " ;
" 5,6 мм - 25% " " .
Следует добавлять достаточное количество охлажденного мыльного раствора (п Д.2.2) для обволакивания стальных шариков и предотвращения коррозии.
Д.2.2. Мыльный раствор
Мыльный раствор получают, растворив 1,2 г мыла в 1 дм деминерализованной или дистиллированной воды.
Д.3. Методика испытаний
Образцы укладывают в барабан (п. Д.2.1) и вращают со скоростью (25±2) об/мин в течение 40 мин.
Вынимают образцы из барабана и тщательно осматривают их.
Д.4. Обработка результатов
В отчет испытаний записываются все признаки отслаивания или шелушения серебряного покрытия.
ПРИЛОЖЕНИЕ Е
Обязательное
РАЗДЕЛЫ ИЗ ИСО 4481 ПО НОМЕНКЛАТУРЕ СТОЛОВЫХ ПРИБОРОВ И НОЖЕВЫХ ИЗДЕЛИЙ
Е1. Общие определения
Ложка - прибор, состоящий из ручки и черпака.
Вилка - прибор, состоящий из ручки и копья с несколькими зубцами.
Нож - прибор, состоящий из ручки и одного или более лезвия (клинка).
Прибор столовый - комплект, состоящий из ложки, вилки и ножа одинакового оформления, предназначенный для сервировки стола.
Прибор сервизный - комплект столовых приборов, предназначенный для сервировки стола, дополненный приборами специального назначения.
Е2. Части каждого прибора
(см. черт. 5)
Е2.1. Ложка
10 | Черпак |
11 | Носок |
12 | Кромка черпака |
13 | Шейка |
14 | Вогнутая поверхность черпака |
15 | Выпуклая поверхность черпака |
16 | Ручка |
17 | Ребро ручки |
18 | - |
19 | - |
Е2.2. Вилка
20 | Копье |
17 | Ребро ручки |
13 | Шейка |
21 | Зубцы |
22 | Вогнутая поверхность копья |
15 | Выпуклая поверхность копья |
23 | Паз |
24 | Основание паза |
25 | Вершины зубцов |
26 | Фаска паза |
16 | Ручка |
17 | Ребро ручки (повторение) |
18 | - |
19 | - |
Е2.3. Нож
27 | Клинок |
28 | Конец клинка |
15 | Спинка |
29 | Плоскости клинка |
30 | Буртик |
31 | Хвостовик |
32 | Режущая кромка |
16 | Ручка |
17 | Ребра ручки |
33 | Конец ручки |
29 | Ребро ручки (повторение) |
34 | Обечайка |
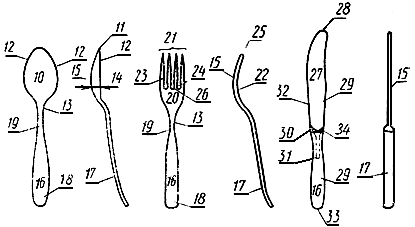
Черт. 5
Е3. Разные виды изделий
Е3.1. Ложки
|
| |
40 |
| Ложка для каши |
41 |
| Ложка чайная или кофейная |
42 |
| Ложка для компота* |
________________ * Столовая принадлежность | ||
43 |
| Ложка для варенья* |
________________ * Столовая принадлежность | ||
44 |
| Ложка разливательная |
45 |
| Ложка десертная |
46 |
| Cuiller а entremets |
47 |
| Ложка для фруктов* |
________________ * Столовая принадлежность | ||
48 |
| Ложка для мороженного * |
________________ * Столовая принадлежность | ||
49 |
| Ложка стандартная |
50 |
| Ложка кофейная |
51 |
| Ложка для горчицы* |
________________ * Столовая принадлежность | ||
52 |
| Ложка для яиц |
53 |
| Ложка для грейпфрутов |
54 |
| Ложка для картофеля* |
_______________ * Столовая принадлежность | ||
55 |
| Ложка для риса* |
________________ * Столовая принадлежность | ||
56 |
| Ложка для салата* |
________________ * Столовая принадлежность | ||
57 |
| Ложка для соуса* |
________________ * Столовая принадлежность | ||
58 |
| Ложка для соли* |
________________ * Столовая принадлежность | ||
59 |
| Ложка сервизная* |
________________ * Столовая принадлежность | ||
60 |
| Ложка для соды |
61 |
| Ложка столовая |
70 |
| Вилка для раскладывания мяса* |
________________ * Столовая принадлежность | ||
71 |
| Вилка для раскладывания рыбы* |
________________ * Столовая принадлежность | ||
72 |
| Вилка десертная |
73 |
| Вилка для улиток |
74 |
| Вилка для фондю |
75 |
| Вилка для пирога |
76 |
| Вилка для омаров |
77 |
| Вилка для устриц |
78 |
| Вилка стандартная |
79 |
| Вилка для рыбы |
80 |
| Вилка для салата |
81 |
| Вилка сервизная* |
________________ * Столовая принадлежность | ||
82 |
| Вилка столовая |
83 |
| Вилка для раскладывания салата* |
________________ * Столовая принадлежность | ||
90 |
| Нож для масла |
91 |
| Нож для резания* |
________________ * Столовая принадлежность | ||
92 |
| Лопатка для рыбы* |
________________ * Столовая принадлежность | ||
93 |
| Нож десертный |
94 |
| Нож для чистки овощей |
95 |
| Нож для сыра |
96 |
| Нож для фруктов |
97 |
| Нож для мороженого* |
________________ * Столовая принадлежность | ||
98 |
| Нож для устриц |
99 |
| Нож для ветчины или окорока |
100 |
| Нож стандартный |
101 |
| Нож для резания хлеба |
102 |
| Нож для рыбы |
103 |
| Нож для приготовления бутербродов |
104 |
| Нож кухонный |
105 |
| Нож столовый |




3.4. Другие приборы
|
| |
110 |
| Щипцы для разделки домашней птицы |
111 |
| Шумовка |
112 |
| Ложка разливательная |
113 |
| Ложка для сливок |
114 |
| Ложка для раздачи мороженого |
115 |
| Лопатка для спаржи* |
________________ * Столовая принадлежность | ||
116 |
| Лопатка для пирога* |
________________ * Столовая принадлежность | ||
117 |
| Лопатка для торта* |
________________ * Столовая принадлежность | ||
118 |
| Щипцы для улиток |
119 |
| Щипцы для пирожного* |
________________ * Столовая принадлежность | ||
120 |
| Щипцы для льда |
121 |
| Щипцы для омаров |
122 |
| Щипцы для спагетти |
123 |
| Щипцы для сахара |
124 |
| Щипцы для орехов |








Текст документа сверен по:
М.: Издательство стандартов, 1991
{kind=link}