ГОСТ 16817-71*
Группа Г44
0241-0000
0281-0020
0245-0000
0402-0350
0211-0000
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФОРМЫ ПЕСЧАНАЯ И МЕТАЛЛИЧЕСКАЯ ДЛЯ
ОПРЕДЕЛЕНИЯ ЛИНЕЙНОЙ УСАДКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Конструкция и размеры. Технические требования
Sand and metal moulds for determination of linear shrinkage of non-ferrous metals
and alloys. Design and dimensions. Technical requirements
Дата введения 1972-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 18 марта 1971 г. N 505 дата введения установлена 01.01.72 г.
* ПЕРЕИЗДАНИЕ (август 1999 г.) с Изменением N 1, утвержденным в январе 1981 г. (ИУС 3-81)
Настоящий стандарт распространяется на песчаную (сухую) и металлическую (полукокильную) формы для определения линейной усадки цветных металлов и сплавов.
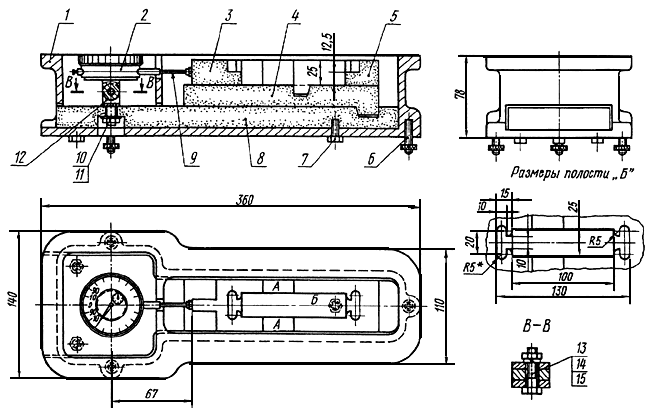
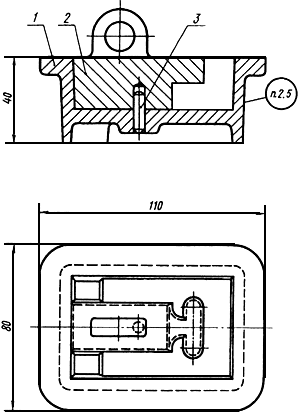
1. Конструкция и размеры песчаной формы должны соответствовать указанным на черт.1.
________________
* Размер для справок
Масса - 5,42 кг
1 - корпус по черт.1 приложения 1 (1 шт.); 2 - измерительное устройство (индикатор ИЧ 05 кл. 0 ГОСТ 577-68)
(1 шт.); 3 - стержень N 1 по черт.2 (1 шт.); 4 - стержень N 2 по черт.3 (1 шт.); 5 - стержень N 3 по черт.4 (1 шт.);
6 - опора 7035-0475 по ГОСТ 4086-68 (3 шт.); 7 - болт М6х20.58.05 по ГОСТ 7798-70 (3 шт.); 8 - плита
асбоцементная по черт.2 приложения 1 (1 шт.); 9 - головка индикатора по черт.13 приложения 1 (1 шт.);
10 - шайба 6.01.05 по ГОСТ 10450-78 (1 шт.); 11 - гайка 2М6.5 по ГОСТ 5915-70 (1 шт.); 12 - вилка по черт.14
приложения 1 (1 шт.); 13 - болт М5х20.58.05 по ГОСТ 7805-70 (1 шт.); 14 - шайба 5Л65Г05
по ГОСТ 6402-70 (1 шт.); 15 - гайка 2М5.5 по ГОСТ 5915-70 (1 шт.)
Черт.1
(Измененная редакция, Изм. N 1).
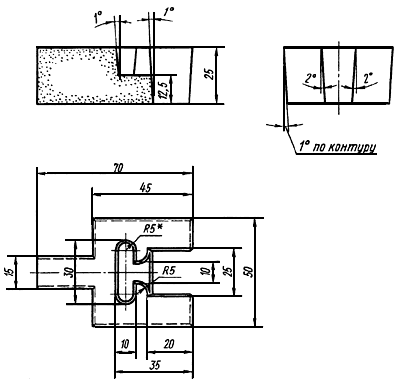
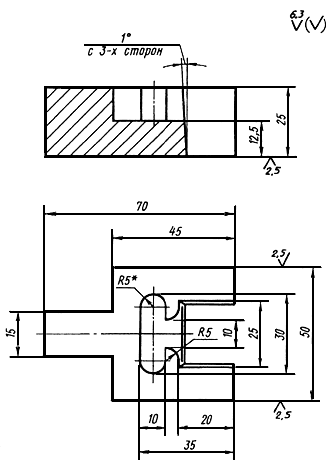
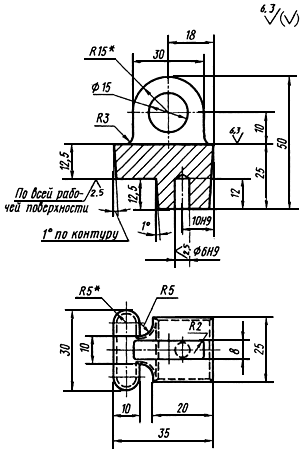
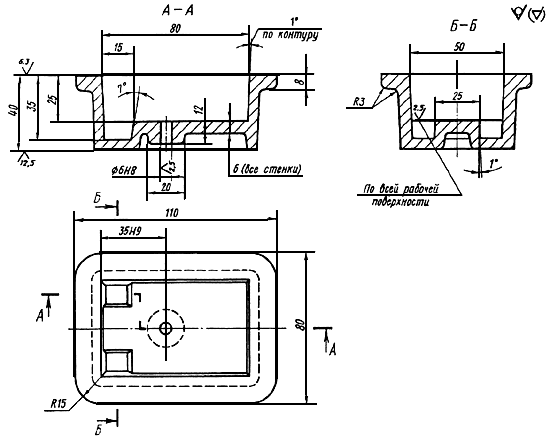
1.1. Конструкция и размеры стержня N 1 (деталь 3) должны соответствовать указанным на черт.2.
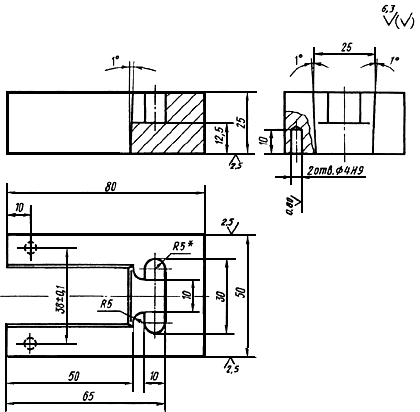
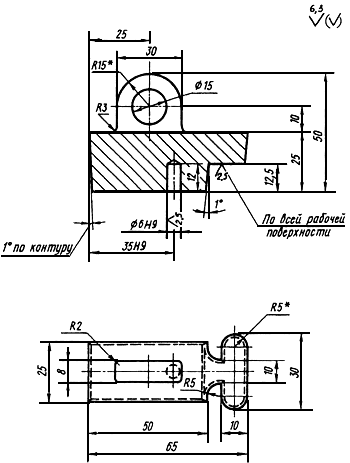
1.2. Конструкция и размеры стержня N 2 (деталь 4) должны соответствовать указанным на черт.3.
______________
* Размер для справок.
Масса - 0,09 кг.
Черт.2
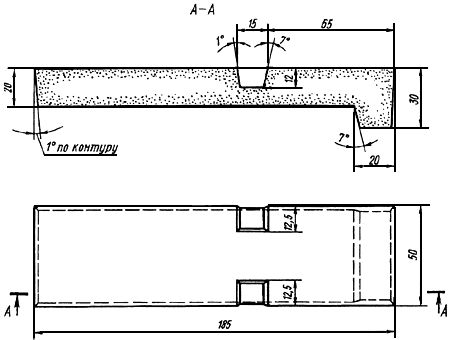
Масса - 0,3 кг.
Черт.3
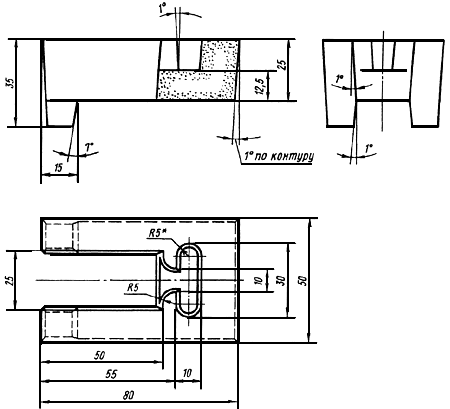
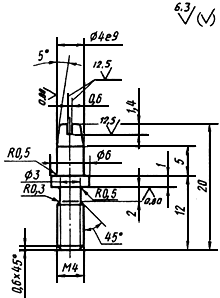
1.3. Конструкция и размеры стержня N 3 (деталь 5) должны соответствовать указанным на черт.4.
______________
* Размер для справок.
Масса - 0,12 кг.
Черт.4
1.4. Для получения песчаной формы применять формовочную смесь со следующими физико-механическими свойствами:
газопроницаемость - 1,166·10 м
/кг·с (70 см
/г·мин);
прочность на сжатие по сырому - 0,025-0,045 МПа (0,25-0,45 кгс/см);
влажность - 5,0-6,0%;
зерновая основа - сетка N 05К - 1,0 по ГОСТ 6613-86;
степень уплотнения смеси - 70-80 ед. по твердомеру.
(Измененная редакция, Изм. N 1).
1.5. Сушка форм допускается любым способом, при этом остаточная влага не должна превышать 0,2%.
1.6. Стержни N 1-N 3 формуются в стержневых ящиках N 1-N 3.
1.7. Соприкасающиеся поверхности стержней N 1 и N 2 натираются графитом для уменьшения трения.
1.8. В случае замера линейной усадки индикатором заменить подвижную головку его на другую, изготовленную по черт.13 приложения 1.
1.9. Конструкция, размеры деталей и технические требования к этим деталям даны в приложении 1.
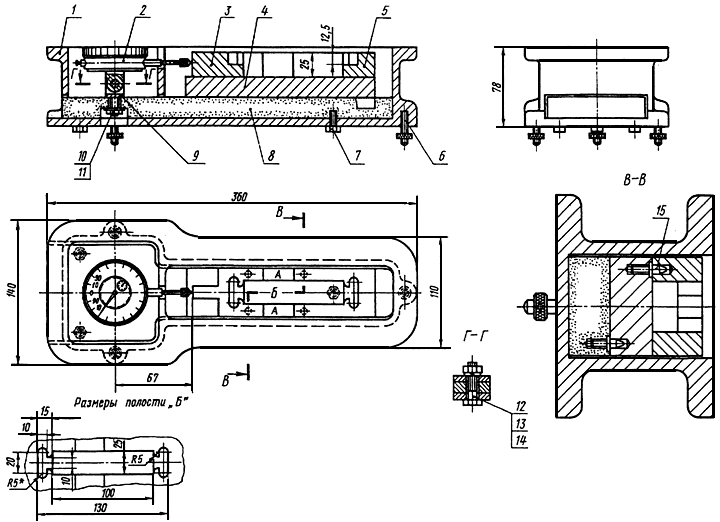
2. Конструкция и размеры металлической (полукокильной) формы должны соответствовать указанным на черт.5.
_______________
* Размер для справок
Масса - 7,09 кг.
1 - корпус по черт.1 приложения 1 (1 шт.); 2 - измерительное устройство (индикатор ИЧ 05 кл. 0 ГОСТ 577-68)
(1 шт.); 3 - подвижная головка по черт.6 (1 шт.); 4 - поддон по черт.7 (1 шт.); 5 - неподвижная головка по черт.8
(1 шт.); 6 - опора 7035-0475 по ГОСТ 4086-68 (3 шт.); 7 - болт М6х20.58.05 по ГОСТ 7798-70 (3 шт.); 8 - плита
асбоцементная по черт.2 приложения 1 (1 шт.); 9 - вилка по черт.14 приложения 1 (1 шт.); 10 - шайба 6.01.05
по ГОСТ 10450-78 (1 шт.); 11 - гайка 2М6.5 по ГОСТ 5915-70 (1 шт.); 12 - болт М5х20.58.05 по ГОСТ 7805-70
(1 шт.); 13 - шайба 5Л65Г05 по ГОСТ 6402-70 (1 шт.); 14 - гайка 2М6.5 по ГОСТ 5915-70 (1 шт.);
15 - штырь по черт.12 приложения 1 (4 шт.)
Черт.5
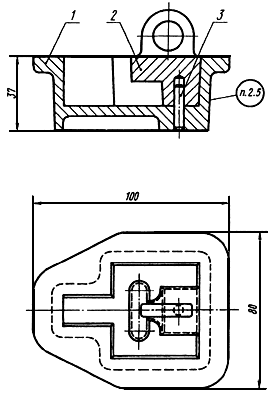
2.1. Конструкция и размеры подвижной головки (деталь 3) должны соответствовать указанным на черт.6.
_____________
* Размер для справок.
Масса - 0,41 кг.
Черт.6
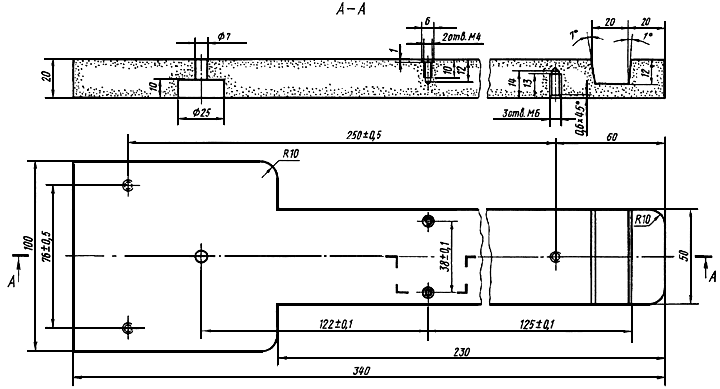
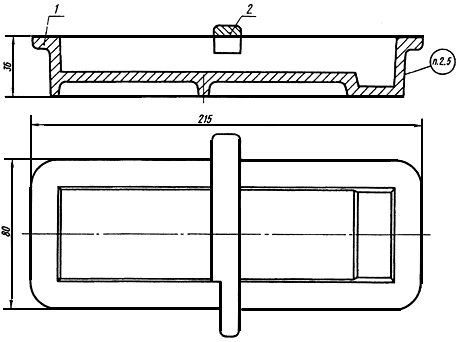
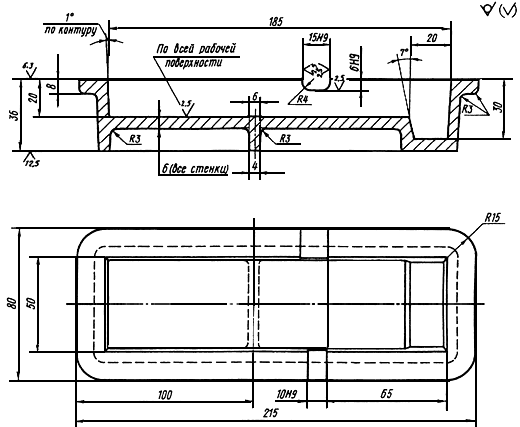
2.2. Конструкция и размеры поддона (деталь 4) должны соответствовать указанным на черт.7.
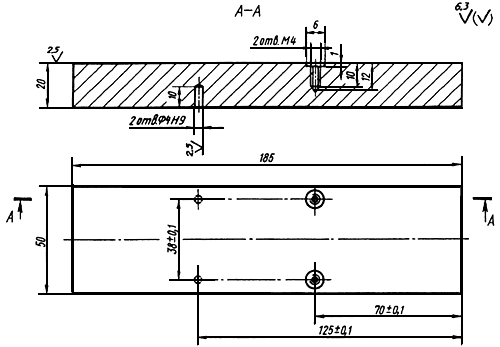
Масса - 1,35 кг.
Черт.7
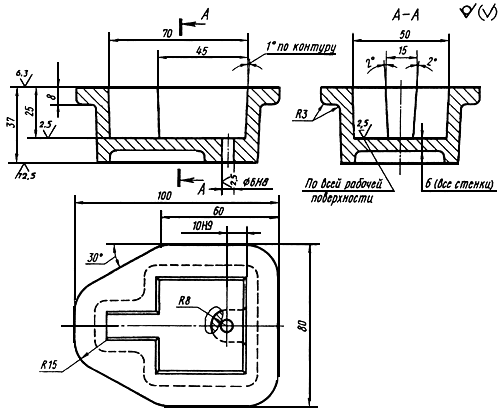
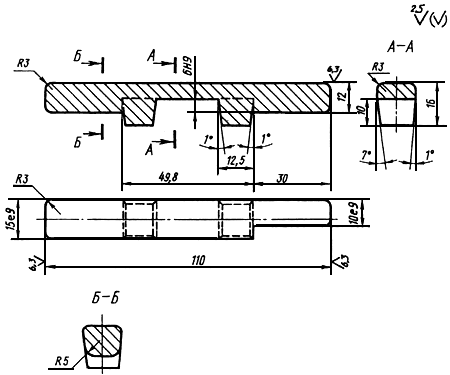
2.3. Конструкция и размеры неподвижной головки (деталь 5) должны соответствовать указанным на черт.8.
_______________
* Размер для справок.
Масса - 0,48 кг.
Черт.8
2, 2.1-2.3. (Измененная редакция, Изм. N 1).
2.4. Подвижная и неподвижная головки и поддон должны изготовляться из чугуна марки СЧ 18-36 по ГОСТ 1412-85.
2.5. Соприкасающиеся поверхности подвижной головки и поддона для уменьшения трения припылить коллоидальным графитом.
2.6. Поверхности кокиля, соприкасающиеся с жидким металлом, припылить коллоидальным графитом.
2.7. Припыл наносить равномерно любым способом.
3. Методика сборки и заливки форм металлом
3.1. Формы собирают для заливки металлом, как показано на черт.1 и 5.
Порядок сборки форм:
закрепить асбоцементную плиту в корпусе; установить поддон (стержень N 2);
на поддоне (стержне N 2) закрепить неподвижную головку (стержень N 1);
установить по модели (черт.15 приложения 1) подвижную головку (стержень 1);
заформовать полости формовочной смесью, степень уплотнения которой не должна превышать 10-12 ед. по твердомеру; извлечь модель;
установить измерительное устройство на 0.
3.2. Собранную форму установить горизонтально.
3.3. Размеры рабочей полости формы должны соответствовать указанным на черт.1 и 5.
3.4. Температура заливки металлов и сплавов должна превышать температуру ликвидуса на 50 °С.
3.5. Замерить температуру расплава, предназначенного для заливки.
3.6. Металл заливается в форму мерной ложкой объемом 65 см в участок посредине ее длины.
3.7. Измерение и расчет линейной усадки цветных металлов и сплавов даны в приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
1. КОНСТРУКЦИЯ И РАЗМЕРЫ ДЕТАЛЕЙ ДЛЯ ПОЛУЧЕНИЯ ПЕСЧАНОЙ И МЕТАЛЛИЧЕСКОЙ ФОРМЫ
1.1. Конструкция и размеры деталей для получения песчаной и металлической формы должны соответствовать указанным на черт.1-15.
Конструкция и размеры корпуса
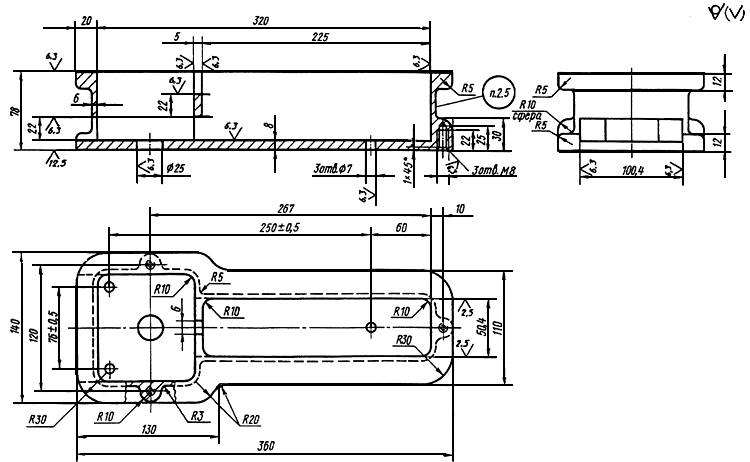
Масса - 4,2 кг.
Черт.1
Условное обозначение корпуса:
Корпус 0241-0001 ГОСТ 16817-71
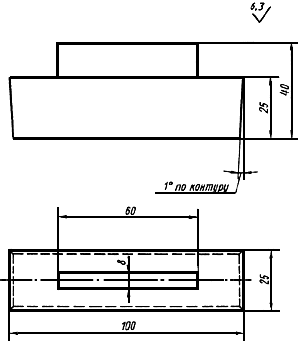
Конструкция и размеры асбоцементной плиты
Масса - 0,58 кг.
Черт.2
Условное обозначение асбоцементной плиты:
Плита асбоцементная 0281-0021 ГОСТ 16817-71
Конструкция и основные размеры стержневого ящика N 1
Масса - 0,9 кг.
1 - корпус по черт.4 (1 шт.); 2 - вставка по черт.5 (1 шт.); 3 - цилиндрический штифт 6h8х20 по ГОСТ 3128-70
Черт.3
Условное обозначение стержневого ящика N 1:
Ящик стержневой 0245-0001 ГОСТ 16817-71
Конструкция и размеры корпуса (деталь 1)
Масса - 0,68 кг.
Черт.4
Условное обозначение корпуса:
Корпус 0245-0001/001 ГОСТ 16817-71
Конструкция и размеры вставки (деталь 2)
Масса - 0,15 кг.
______________
* Размеры для справок.
Черт.5
Условное обозначение вставки:
Вставка 0245-0001/002 ГОСТ 16817-71
Конструкция и основные размеры стержневого ящика N 2
Масса - 1,49 кг.
1 - корпус по черт.7 (1 шт.); 2 - вставка по черт.8 (1 шт.).
Черт.6
Условное обозначение стержневого ящика N 2:
Ящик стержневой 0245-0011 ГОСТ 16817-71
Конструкция и размеры корпуса (деталь 2)
Масса - 1,49 кг.
Черт.7
Условное обозначение корпуса:
Корпус 0245-0011/001 ГОСТ 16817-71
Конструкция и размеры вставки (деталь 2)
Масса - 0,12 кг.
Черт.8
Условное обозначение вставки:
Вставка 0245-0011/002 ГОСТ 16817-71
Конструкция и основные размеры стержневого ящика N 3
Масса - 0,9 кг.
1 - корпус по черт.10 (1 шт.); 2 - вставка по черт.11 (1 шт.);
3 - цилиндрический штифт 6h8х20 по ГОСТ 3128-70 (1 шт.)
Черт.9
Условное обозначение стержневого ящика N 3:
Ящик стержневой 0245-0021 ГОСТ 16817-71
Конструкция и размеры корпуса (деталь 1)
Масса - 0,68 кг.
Черт.10
Условное обозначение корпуса:
Корпус 0245-0021/001 ГОСТ 16817-71
Конструкция и размеры вставки (деталь 2)
Масса - 0,27 кг.
_______________
* Размеры для справок.
Черт.11
Условное обозначение вставки:
Вставка 0245-0021/002 ГОСТ 16817-71
Конструкция и размеры штыря
Масса - 0,002 кг.
Черт.12
Условное обозначение штыря:
Штырь 0402-0351 ГОСТ 16817-71
Конструкция и размеры головки индикатора
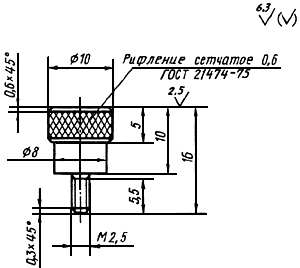
Масса - 0,002 кг.
Черт.13
Условное обозначение головки индикатора:
Головка индикатора 0241-0001/001 ГОСТ 16817-71
Конструкция и размеры вилки
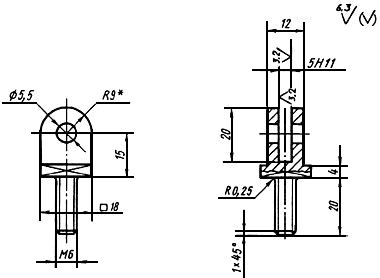
Масса - 0,017 кг.
______________
* Размер для справок.
Черт.14
Условное обозначение вилки:
Вилка 0241-0001/002 ГОСТ 16817-71
Конструкция и размеры модели
Масса - 0,49 кг.
Черт.15
Условное обозначение модели:
Модель 0211-0001 ГОСТ 16817-71
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Материал деталей: стержневых ящиков N 1-N 3, корпуса - из чугуна марки не ниже СЧ 15-32 по ГОСТ 1412-85, штыря, вилки - из стали марок 35, 45 по ГОСТ 1050-88; головки индикатора - из алюминиевого сплава марки АЛ9В по ГОСТ 1583-93; доска асбестоцементная обработанная марки 350 по ГОСТ 4248-92.
2.2. Неуказанные предельные отклонения размеров: отверстий - Н14, валов - h14, остальных - ±![]() .
.
2.1, 2.2. (Измененная редакция, Изм. N 1).
2.3. Предельные отклонения размеров рабочей поверхности стержневых ящиков по III классу ГОСТ 3212-92.
2.4. Резьба - метрическая с углом профиля 60°. Поле допуска - 7Н по ГОСТ 16093-81*.
_________________
* На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание "КОДЕКС".
(Измененная редакция, Изм. N 1).
2.5. Маркировать на корпусе и стержневых ящиках N 1-N 3: условное обозначение изделий и товарный знак предприятия-изготовителя.
ПРИЛОЖЕНИЕ 2
Справочное
ИЗМЕНЕНИЕ* И РАСЧЕТ ЛИНЕЙНОЙ УСАДКИ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
________________
* Текст соответствует оригиналу. - Примечание "КОДЕКС".
1. Измерительным устройством должен быть стрелочный индикатор, механотрон или любая измерительная система перемещений с чувствительностью не ниже 0,01 мм.
2. Зафиксировать по измерительному устройству максимальную величину предусадочного расширения залитого сплава и после полного охлаждения формы величину линейной усадки отливки.
3. Величину относительной усадки рассчитывать по формуле:
![]() %,
%,
где:
- полная свободная линейная усадка;
= 100 мм;
![]() - максимальное показание измерительного устройства при предусадочном расширении образца;
- максимальное показание измерительного устройства при предусадочном расширении образца;
- показание измерительного устройства после полного охлаждения формы.
Пример условной записи линейной усадки алюминиевого сплава марки АЛ4, заливаемого при температуре 650 °С в кокиль:
Линейная усадка АЛ4 1,14% (t=650 °С, кокиль)
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1999
{kind=link}