ГОСТ 23932-90
Группа П66
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОСУДА И ОБОРУДОВАНИЕ ЛАБОРАТОРНЫЕ СТЕКЛЯННЫЕ
Общие технические условия
Laboratory glassware and equipment.
General specifications
ОКП 43 2400; 43 2500
Дата введения 1991-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.05.90 N 1307
2. В стандарт введены требования ИСО 1773-76, ИСО 4797-81. Стандарт полностью соответствует требованиям СТ СЭВ 5855-87
3. ВЗАМЕН ГОСТ 23932-79; ГОСТ 4.318-85 в части немерной посуды
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер раздела, пункта |
ГОСТ 9.306-85 | 2.2.23 |
ГОСТ 166-89 | 4.1 |
ГОСТ 427-75 | 4.1 |
ГОСТ 1779-83 | 2.2.28 |
ГОСТ 2789-73 | 2.2.27 |
ГОСТ 2991-85 | 2.5.1 |
ГОСТ 3282-74 | 2.2.23 |
ГОСТ 3560-73 | 5.3 |
ГОСТ 4204-77 | 4.12 |
ГОСТ 4328-77 | 4.12 |
ГОСТ 5244-79 | 2.5.1, 2.5.2, 2.5.3 |
ГОСТ 5632-72 | 2.2.30 |
ГОСТ 5959-80 | 2.5.1 |
ГОСТ 6042-83 | 2.2.25 |
ГОСТ 6709-72 | 4.12 |
ГОСТ 7329-91 | 4.2 |
ГОСТ 7933-89 | 2.5.1, 2.5.2 |
ГОСТ 8273-75 | 2.5.1, 2.5.2, 2.5.6 |
ГОСТ 8828-89 | 2.5.3; 2.5.6 |
ГОСТ 9038-90 | 4.1 |
ГОСТ 9078-84 | 5.3 |
ГОСТ 9347-74 | 2.5.2 |
ГОСТ 9639-71 | 2.2.29 |
ГОСТ 10354-82 | 2.5.3; 2.5.6; 2.5.7 |
ГОСТ 14192-96 | 2.4.2 |
ГОСТ 15150-69 | 5.2 |
ГОСТ 15155-99 | 2.5.3 |
ГОСТ 15527-70 | 2.2.26 |
ГОСТ 15841-88 | 2.5.1 |
ГОСТ 16253-70 | 2.2.26 |
ГОСТ 16272-79 | 2.5.3; 2.5.6; 2.5.7 |
ГОСТ 16511-86 | 2.5.1 |
ГОСТ 16536-90 | 2.5.1 |
ГОСТ 17299-78 | 4.6 |
ГОСТ 18242-72* | 3.2 |
ГОСТ 19808-86 | 2.2.1, 2.2.3 (табл.1) |
ГОСТ 21400-75 | 2.2.1, 2.2.3 (табл.1) |
ГОСТ 22852-77 | 2.5.1 |
ГОСТ 24104-88 | 4.13 |
ГОСТ 24597-81 | 5.3 |
ГОСТ 24634-81 | 2.4.2; 2.5.2, 2.5.3, 2.5.7 |
ГОСТ 25336-82 | Разд.1 |
ГОСТ 25535-82 | 4.3 |
ГОСТ 25706-83 | 4.1 |
ГОСТ 29329-92 | 4.14 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на стеклянную лабораторную посуду и оборудование (далее - изделия), изготовляемые для потребностей экономики страны и экспорта.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Основные параметры и размеры изделий - по ГОСТ 25336.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Изделия следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Характеристики
2.2.1. Изделия должны изготовлять из химико-лабораторного стекла по ГОСТ 21400, медицинского стекла по ГОСТ 19808 или из другого стекла, по физико-химическим свойствам соответствующего стеклу по ГОСТ 21400.
Допускается слабый цветной оттенок стекла.
Чашки типа ЧБН исполнения 2 могут изготавливаться из светотехнического стекла по техническим условиям на него.
2.2.2. Изделия должны быть отожжены. Удельная разность хода лучей не должна превышать 10 млн.
2.2.3. Изделия должны быть термостойкими и выдерживать перепад температур, указанный в табл.1.
Таблица 1
Наименование изделий | Перепад температур, °С | ||||
Группа стекла | Стекло по ГОСТ 19808 | Стекло свето- | |||
ХС1, ХС2, ХС3 | ТХС1, ТХС2 | ТС | |||
Стаканчики для взвешивания, пробирки | 80 | 100 | 200 | 80 | - |
Колбы Фаворского | - | - | 180 | - | - |
Фильтры стеклянные и изделия с фильтрами | 70 | - | 150 | - | - |
Спиртовки | 60 | 80 | - | - | - |
Трубки соединительные, каплеуловители, воронки, дефлегматоры, соединительные элементы | 60 | - | 190 | 50 | - |
Холодильники | 90 | 100 | 190 | - | - |
Насадки для экстрагирования | 50 | - | 180 | - | - |
Эксикаторы, аппараты для получения газа | 60 | - | - | - | - |
Стаканы, колбы толщиной стенки, мм, не более: | |||||
1,0 | - | 130 | 200 | - | - |
1,5 | - | 120 | 180 | - | - |
2,0 | - | 110 | 145 | - | - |
3,0 | - | 70 | 120 | - | - |
4,0 | - | 60 | 100 | - | - |
5,0 | - | 55 | 90 | - | - |
Чашки типов ЧБВ и ЧБН (исполнение 1) | 80 | 80 | - | 80 | - |
Чашки типа ЧБН (исполнение 2) | 50 | 50 | - | 50 | 50 |
Чашки типов ЧКЦ, ЧВП, ЧВК вместимостью до 500 см | - | - | 160 | - | - |
Чашки типов ЧКЦ, ЧВП, ЧВК вместимостью св. 500 см | - | - | 130 | - | - |
2.2.4. На поверхности и в толще стекла изделий не допускаются:
1) окалина, камни;
2) мошка в сосредоточенном виде;
3) нитевая свиль, шлиры и узлы, сопровождаемые внутренним напряжением, не соответствующим удельной разности хода лучей, указанной в п.2.2.2;
4) шлиры, размером и числом превышающими, указанные в табл.2;
Таблица 2
Наименование изделий | Диаметр шлира, мм, не более | Число шлиров на одно изделие, шт., не более |
Приборы для поглощения газов и паров воды, склянки с тубусом исполнений 4 и 5 | 1 | 3 |
Сосуды и ванны вместимостью, см | ||
До 5000 | 1 | 2 |
Св. 5000 | 1 | 3 |
Кюветы | 1 | 3 |
5) узлы, размером и числом превышающие, указанных в табл.3;
Таблица 3
Наименование изделий | Диаметр узла, мм, не более, для сорта изделий | Число узлов на одно изделие, шт., не более, для сорта изделий | ||
1 | 2 | 1 | 2 | |
Стаканчики для взвешивания | 1 | 2 | 1 | 3 |
Насосы водоструйные | 1 | 1 | 1 | 1 |
Краны | 0,5 | 0,5 | 2 | 2 |
Аппараты для получения газа, насадки для экстрагирования, колбы Фаворского, капельницы, спиртовки, воронки, пробирки | 1 | 3 | 3 | 4 |
Соединительные элементы, холодильники из стекла групп: | ||||
ХС1, ХС2 и ХС3 | 0,5 | 0,5 | 3 | 3 |
ТХС и ТС | 1 | 1 | 3 | 3 |
Фильтры и изделия с фильтрами | 1 | 1 | 2 | 2 |
Трубки соединительные | 0,5 | 1 | 1 | 3 |
Склянки с тубусом вместимостью, см | ||||
до 5000 | 1 | 3 | 2 | 4 |
св. 5000 | 1 | 3 | 3 | 6 |
Склянки для промывания газов вместимостью, см | ||||
до 500 | 1 | 2,5 | 1 | 3 |
св. 500 | 1 | 3 | 2 | 2 |
6) пузыри открытые и продавливаемые острием из материала одинаковой со стеклом твердости или менее твердым;
7) капиллярные пузыри открытые и продавливаемые острием из материала одинаковой со стеклом твердости или менее твердым;
8) капиллярные пузыри шириной более 0,3 мм для изделий из стекла групп ХС, ТХС, медицинского и светотехнического и более 0,5 мм для изделий из стекла группы ТС;
9) пузыри, размером и числом превышающими, указанные в табл.4;
Таблица 4
Наименование изделий | Размеры изделий | Диаметр пузырей, мм, не более, для сорта изделий | Число пузырей на одно изделие, шт., не более, для сорта изделий | |||
Вместимость, см | Диаметр, мм | |||||
1 | 2 | 1 | 2 | |||
Стаканчики для взвешивания, трубки соединительные, краны, соединительные элементы, приборы для поглощения газов, каплеуловители, насосы водоструйные, пробирки, капельницы, спиртовки | - | - | 2 | 2 | 2 | 2 |
Фильтры и изделия с фильтрами | - | - | 3 | 3 | 3 | 3 |
Колбы и склянки с тубусом, склянки для промывания газов, аппараты для получения газа, сосуды | До 250 | - | 3 | 3 | 2 | 2 |
Св. 250 до 1000 | - | 3 | 3 | 4 | 4 | |
Св. 1000 до 3000 | - | 5 | 5 | 6 | 6 | |
Св. 3000 до 6000 | - | 6 | 6 | 12 | 12 | |
Стаканы, колбы и чашки из стекла групп: | ||||||
ТХС1 и ТХС2 | 2,5 | 2,5 | 3 | 3 | ||
ТС | До 250 | До 100 | 4 | 4 | 3 | 3 |
ТХС1 и ТХС2 | Св. 250 до 1000 | Св. 100 до 150 | 3 | 3 | 5 | 5 |
ТС | 4 | 4 | 5 | 5 | ||
ТХС1 и ТХС2 | Св. 1000 до 5000 | Св. 150 до 250 | 4 | 4 | 8 | 8 |
ТС | 7 | 7 | 8 | 8 | ||
ТХС1 и ТХС2 | Св. 5000 | Св. 250 | 5 | 5 | 10 | 10 |
ТС | 10 | 10 | 10 | 10 | ||
Колбы Фаворского | До 250 | - | 3 | 3 | 2 | 2 |
Св. 250 до 500 | - | 3 | 3 | 4 | 4 | |
Воронки типов ВД и ВК | До 250 | - | 3 | 3 | 2 | 2 |
Св. 250 до 1000 | - | 3 | 3 | 4 | 4 | |
Св. 1000 | - | 5 | 5 | 6 | 6 | |
Воронки (кроме типов ВД и ВК) | - | До 100 | 3 | 3 | 2 | 2 |
- | Св. 100 до 150 | 3 | 3 | 4 | 4 | |
- | Св. 150 | 5 | 5 | 6 | 6 | |
Эксикаторы | - | 140 | 3 | 3 | 4 | 4 |
- | 190 | 5 | 5 | 6 | 6 | |
- | 250 | 5 | 5 | 10 | 10 | |
Насадки для экстрагирования | До 250 | - | 2 | 3 | 2 | 2 |
Св. 250 до 1000 | - | 2 | 3 | 2 | 4 | |
Св. 1000 | - | 2 | 5 | 2 | 6 | |
Холодильники и дефлегматоры | - | До 200 | 2 | 3 | 2 | 2 |
- | Св. 200 | |||||
до 400 | 2 | 3 | 2 | 4 | ||
- | Св. 400 | 2 | 5 | 2 | 6 | |
10) свищи в местах сгибов и спаев изделий;
11) трещины;
12) посечки;
13) формовочная рифленость стаканов, колб и чашек, резко выступающая на поверхность;
14) пороки маркировки, ухудшающие ее четкость.
2.2.5. В местах спаев и сгибов изделий не должно быть наплывов стекла более 1 мм для тонкостенных изделий и более 3 мм - для толстостенных изделий.
2.2.6. Края изделий (оливок, тубусов, горловин, отводных трубок и т.д.) должны быть ровно обрезаны или зашлифованы.
2.2.7. Края шлифованных поверхностей не должны иметь сколов более 1 мм для тонкостенных изделий и более 2 мм для толстостенных изделий.
2.2.8. Дно изделий должно быть плоским или незначительно вогнутым и обеспечивать устойчивое положение изделий на горизонтальной поверхности.
При наклоне поверхности на 15° изделие не должно опрокидываться.
Вогнутость поверхностей чашек и крышек типов ЧБВ и ЧБН не должна превышать 0,01 изделия.
2.2.9. Колбы и стаканы должны быть симметричной формы. Отклонение от вертикальной оси не должно превышать 2°.
2.2.10. Отклонение от круглости изделия, определяемое разностью двух взаимно перпендикулярных диаметров, не должно превышать предельных отклонений на диаметр изделий.
2.2.11. Носик изделия должен быть симметричной формы и обеспечивать слив жидкости без подтекания.
2.2.12. На поверхности и толще фильтра не допускаются окрашивание и загрязнение (приплавленные посторонние частицы).
2.2.13. Фильтр должен иметь ровную поверхность функциональной (рабочей) стороны.
Допускаемое число неровностей поверхности (бугорки, углубления) размером не более 1 мм указано в табл.5.
Таблица 5
Диаметр или ширина фильтра, мм | Число допускаемых неровностей поверхности (углублений и бугорков), шт. |
До 40 | 1 |
Св. 40 до 60 | 2 |
Св. 60 | 3 |
2.2.14. Поры фильтра должны быть распределены равномерно не менее чем на его поверхности.
2.2.15. Фильтры типов ФКП и ФКВ диаметром свыше 32 мм допускается выпускать с оплавленной и неоплавленной кромками.
Ширина оплавленного кольца кромки фильтров не должна превышать 3 мм у фильтров диаметром до 60 мм и 5 мм - диаметром свыше 60 мм.
2.2.16. Фильтр должен быть равномерно впаян в изделие, не должен иметь непропаянных мест и заплавленных пор.
Допускается заплавленность пор по кромке фильтра:
не | более | 1 мм | - | для | фильтра | диаметром | 10 и 20 мм; | |||
" | " | 2 мм | " | " | " | 32, 40, 50 и 60 мм; | ||||
" | " | 3 мм | " | " | " | 90, 125 и 160 мм; | ||||
" | " | 5 мм | " | " | " | 180 и 220 мм. | ||||
Допускается впадина на изделии в месте впая фильтра глубиной не более 1 мм.
2.2.17. Кран склянки с тубусом исполнений 2 и 4 должен крепиться к тубусу металлическими пружинами на разъемной скобе. Крепление крана должно выдерживать давление столба жидкости в склянке, наполненной до горловины.
2.2.18. Баллоны и колпачки к капельницам исполнений 1 и 2 следует изготовлять из резины, химически стойкой к воздействию щелочей и кислот, или заменяющих резину материалов, не уступающих по свойствам качеству резины.
Объем баллона и колпачка к капельнице должен обеспечивать наполнение пипеток дозированным раствором за один прием.
2.2.19. Пробка нижнего тубуса аппарата для получения газа должна быть пришлифована к тубусу.
Внутренняя поверхность тубуса под резиновую пробку должна быть пришлифована.
2.2.20. Внутренний борт эксикатора должен обеспечивать горизонтальное положение фарфоровой вставки.
2.2.21. Крышка и корпус эксикатора, стеклянный колпачок и горловина спиртовки типа СЛ-1 должны быть пришлифованы.
Крышка и корпус эксикатора одного и того же размера и исполнения, горловина и переходник склянок с тубусом исполнений 4 и 5 должны быть взаимозаменяемыми.
Пластины к кюветам должны быть шлифованными с одной стороны по всей поверхности и плотно прилегать к кромке кюветы.
2.2.22. Внутренняя поверхность горловины и тубуса склянок с тубусом исполнения 1, нижнего и верхнего тубуса склянок с тубусом исполнений 4 и 5, боковых горловин и тубуса склянок для промывания газов типов С2Г и С3Г должна быть пришлифована.
По заказу потребителя склянки с тубусом исполнения 3 должны изготовляться с шлифованной горловиной.
2.2.23. Подставка спиртовки типа СЛ-2 должна быть изготовлена из стальной проволоки по ГОСТ 3282 и иметь антикоррозионное покрытие по ГОСТ 9.306.
2.2.24. Колпачок спиртовки типа СЛ-2 должен быть изготовлен из фенопласта, полиэтилена или пропилена.
2.2.25. Колпачок и горловина резервуара спиртовки типа СЛ-2 должны иметь резьбу по ГОСТ 6042.
2.2.26. Втулки спиртовок должны изготовляться из латуни по ГОСТ 15527 или стали по ГОСТ 16253.
2.2.27. Шероховатость поверхности металлических деталей спиртовок должна быть 20 мкм по ГОСТ 2789.
2.2.28. Фитиль спиртовок должен быть из асбестового шнура по ГОСТ 1779.
2.2.29. Вкладыш к аппарату для получения газа должен быть изготовлен из винипласта по ГОСТ 9639.
2.2.30. Насадки и пробки склянок для промывания газа типов СН, СПЖ, СЗГ и аппаратов для получения газа должны прочно крепиться к горловинам пружинами, закрепленными на разъемной скобе. Скобы и пружины должны быть изготовлены из коррозионностойкой стали по ГОСТ 5632.
2.2.31. Масса приборов для поглощения газов и паров воды типа ПС должна быть не более 40 г, типа ПГ - более 60 г.
2.2.32. Изделия в упаковке для транспортирования должны выдерживать воздействие транспортной тряски ускорением 30 м/с и частотой ударов от 80 до 120 в минуту.
2.3. Комплектность
В комплект изделия должны входить запасные части:
вакуумный кран к эксикатору исполнения 1 - 1 шт.;
отводная трубка с краном к аппарату для получения газа - 1 шт.;
чашка к эксикатору - 1 шт.
По требованию потребителя эксикатор чашками не комплектовать.
2.4. Маркировка
2.4.1. На каждом изделии должны быть нанесены:
товарный знак предприятия-изготовителя;
номинальная вместимость, см, на круглодонных, плоскодонных, конических колбах и стаканах;
размеры взаимозаменяемых конусов;
класс фильтра (на изделиях с фильтрами);
матовая поверхность для нанесения лабораторных надписей (если требует характер изделия).
Детали с индивидуальной пришлифовкой должны быть пронумерованы одним номером для каждой пары.
Маркировка изделий, предназначенных для экспорта, - по договору между предприятием и внешнеэкономической организацией.
2.4.2. Транспортная маркировка грузов - по ГОСТ 14192.
Транспортная маркировка грузов, предназначенных для экспорта, должна соответствовать требованиям ГОСТ 14192, ГОСТ 24634 и договору между предприятием и внешнеэкономической организацией.
2.5. Упаковка
2.5.1. Изделия должны быть уложены с мягкой прокладкой в ящики по ГОСТ 2991 и ГОСТ 5959. Размеры ящиков - по ГОСТ 15841, ГОСТ 16511, ГОСТ 16536.
Перед упаковкой в ящики изделия следует завернуть в бумагу по ГОСТ 8273.
Допускается упаковка изделий в ящики из гофрированного картона по ГОСТ 22852 или коробки из картона по ГОСТ 7933, в возвратную тару, а также другой вид упаковки, обеспечивающий сохранность изделий при транспортировании.
Чашки типа ЧБН исполнения 2, завернутые по 10 шт. в бумажные пакеты, могут укладываться с прокладкой древесной стружки по ГОСТ 5244 в контейнер.
Указанные виды упаковки распространяют и на перевозку изделий в контейнерах.
2.5.2. Изделия, предназначенные для экспорта, должны быть завернуты в бумагу по ГОСТ 8273 и упакованы с прокладкой из стружки влажностью не более 12% по ГОСТ 5244 в деревянные ящики по ГОСТ 24634.
Изделия, упаковка которых предусмотрена в коробки, перед упаковкой в ящики должны быть уложены в коробки из картона по ГОСТ 7933 или картона прокладочного по ГОСТ 9347.
Допускается другая упаковка в соответствии с договором между предприятием и внешнеэкономической организацией.
Картонные коробки для изделий, предназначенных для экспорта в страны с тропическим климатом, должны быть парафинированы.
2.5.3. Изделия, предназначенные для экспорта в страны с тропическим климатом, должны быть завернуты в водонепроницаемую бумагу по ГОСТ 8828 и упакованы с прокладкой древесной стружки влажностью не более 12% по ГОСТ 5244 в мешок из полиэтиленовой пленки по ГОСТ 10354 или поливинилхлоридной пленки по ГОСТ 16272.
Допускается использовать другие пленочные материалы, обеспечивающие сохранность изделий.
Швы мешка с изделиями должны быть герметично сварены.
Мешки с изделиями должны быть уложены в деревянные ящики по ГОСТ 24634.
Допускается изделия, упакованные в картонные коробки, в водонепроницаемую бумагу не заворачивать.
В соответствии с договором между предприятием и внешнеэкономической организацией стружка для изделий, предназначенных для экспорта в страны с тропическим климатом, должна быть обработана антисептиком по ГОСТ 15155.
2.5.4. Масса ящика с упакованными изделиями не должна превышать 50 кг.
2.5.5. В каждый ящик с изделиями должна быть вложена сопроводительная документация с указанием:
товарного знака или наименования предприятия-изготовителя;
наименования или условного обозначения (типа или исполнения) и числа изделий;
сорта изделий;
даты выпуска;
обозначения стандарта.
2.5.6. Товаросопроводительная документация для изделий, предназначенных для экспорта, должна соответствовать требованиям внешнеэкономической организации и составляться на русском языке или на языке, указанном в договоре, между предприятием и внешнеэкономической организацией.
Товаросопроводительная документация должна быть завернута в оберточную бумагу марки А по ГОСТ 8273 и вложена в пакет из полиэтиленовой пленки по ГОСТ 10354. Для стран с тропическим климатом перед упаковкой в полиэтиленовый пакет документация должна быть завернута в водонепроницаемую бумагу по ГОСТ 8828.
Края водонепроницаемой бумаги должны быть склеены синтетическим клеем. Швы пакета из полиэтиленовой пленки должны быть герметично сварены.
Допускается применять поливинилхлоридную пленку по ГОСТ 16272 или другие пленочные материалы, обеспечивающие сохранность документации.
Товаросопроводительная документация помещается в ящик с упакованными изделиями.
2.5.7. Упаковочный лист укладывается в пакет из полиэтиленовой пленки по ГОСТ 10354 или поливинилхлоридной пленки по ГОСТ 16272, швы которого герметично свариваются, и помещается в карман ящика по ГОСТ 24634.
Допускается использовать другие пленочные материалы, обеспечивающие сохранность документации.
При упаковывании изделий в несколько ящиков карман укрепляется в ящик N 1.
В соответствии с договором между предприятием и внешнеэкономической организацией упаковочный лист может быть помещен в ящик с упакованными изделиями.
2.6. Номенклатура показателей качества, рекомендуемая при разработке технических заданий на изделия конкретных типов, приведена в приложении.
3. ПРИЕМКА
3.1. Изделия должны подвергаться приемосдаточным и периодическим испытаниям.
3.2. При приемосдаточных испытаниях подвергаются сплошному контролю изделия на соответствие требованиям пп.2.2.6; 2.2.4 (перечисления 5, 9); 2.2.7; 2.3.
Соответствие требованиям разд.1 и пп.2.1; 2.2.2-2.2.4 (перечисления 1-4, 6-8, 10-14); 2.2.5; 2.2.8-2.2.32; 2.4.1 следует проверять по плану одноступенчатого нормального контроля, соответствующего II уровню контроля по ГОСТ 18242*, с приемочным уровнем дефектности 4% в соответствии с табл.6.
_______________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
Таблица 6
Объем партии | Объем выборки | Приемочное число | Браковочное число |
26-50 | 8 | 1 | 2 |
51-90 | 13 | 1 | 2 |
91-150 | 20 | 2 | 3 |
151-280 | 32 | 3 | 4 |
281-500 | 50 | 5 | 6 |
501-1200 | 80 | 7 | 8 |
1201-3200 | 125 | 10 | 11 |
3201-10000 | 200 | 14 | 15 |
10001-35000 | 315 | 21 | 22 |
35001-150000 | 500 | 21 | 22 |
Партией считают изделия, предъявляемые к приемке по одному документу.
Партию продукции следует считать соответствующей требованию стандарта, если число дефектных единиц в выборке меньше или равно приемочному числу, и несоответствующей, если число дефектных единиц равно или больше браковочного числа.
3.3. Периодические испытания проводят раз в год. При периодических испытаниях проверяют не менее 10% изделий от партии, но не менее 5 шт. каждого типа или исполнения на соответствие всем требованиям настоящего стандарта.
При периодических испытаниях колб, стаканов, чашек, пробирок проверяют 2% изделий от партии, но не менее 20 шт. каждого типа или исполнения на соответствие всем требованиям настоящего стандарта.
При неудовлетворительных результатах испытаний хотя бы по одному показателю проводят повторные испытания на удвоенном числе изделий, взятых из этой партии.
Результаты повторных испытаний считают окончательными.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Дефекты стекла и качество исполнения (разд.1; пп.2.1; 2.2.4 (перечисления 4, 5, 8, 9); 2.2.5; 2.2.7; 2.2.9; 2.2.10; 2.2.13; 2.2.15; 2.2.16) следует проверять универсальным измерительным инструментом по ГОСТ 166, ГОСТ 427 и с помощью лупы по ГОСТ 25706 с увеличением не менее 6и нестандартизованным толщиномером, аттестованным в установленном порядке; дефекты стекла и качество исполнения (пп.2.2.4 (перечисления 1, 2, 11-14); 2.2.6; 2.2.12; 2.2.21; 2.2.22; 2.2.30); комплектность (п.2.3); маркировку (п.2.4.1) следует проверять внешним осмотром; качество изготовления дна и носика изделий (пп.2.2.8; 2.2.11), объем баллона и колпачка к капельнице (п.2.2.18), положение фарфоровой вставки в эксикаторе (п.2.2.20) следует проверять опробованием; дефекты стекла (п.2.2.4 (перечисления 6, 7) следует проверять продавливанием острием из материала одинаковой со стеклом твердости или менее твердым.
Вогнутость чашек типов ЧБВ и ЧБН (п.2.2.8) проверяют концевыми мерами по ГОСТ 9038 или щупами по техническим условиям на них и нормативно-технической документации, утвержденной в установленном порядке.
4.2. Качество отжига изделий (пп.2.2.2; 2.2.4, перечисление 3) следует проверять по ГОСТ 7329.
4.3. Термическую стойкость изделий (п.2.2.3) следует проверять по ГОСТ 25535 по методам А и Б при однократном охлаждении.
4.4. Для проверки отсутствия свищей в спае изделий (п.2.2.4, перечисление 10) конец одной отводной трубки изделия герметично закрывают, на конец другой отводной трубки надевают резиновую грушу. Конец изделия с проверяемым спаем опускают в воду, а затем с помощью груши нагнетают в изделие воздух. При отсутствии свищей в спае в воде не должны появляться пузырьки воздуха.
4.5. Предельное остаточное давление, создаваемое водоструйным насосом, следует проверять присоединением насоса к водопроводной сети и измерением остаточного давления и времени установления давления.
При работе вакуумное пространство корпуса не должно заполняться водой.
4.6. Герметичность спиртовок следует проверять опрокидыванием спиртовки, заполненной спиртом по ГОСТ 17299, который не должен просачиваться через шлиф или резьбу фенопластового колпачка.
4.7. Класс фильтра определяют на специальной установке, указанной на чертеже, следующим образом: на фильтр или изделие с фильтром, закрепленное в приборе, наливают воду на четыреххлористый углерод слоем 20 мм. Затем с помощью крана повышают давление в приборе с максимальной скоростью 6,65 гПа (0,7 кН/м) в секунду, до отрыва первого пузырька от поверхности фильтра. По показанию манометра определяют давление воздуха в момент отрыва первого пузырька от поверхности фильтра. Класс фильтра определяют в соответствии с табл.7.
Таблица 7
Классы фильтров | Давление гПа (мм рт. ст.) при отрыве первого пузырька при испытании | |||
водой | четыреххлористым углеродом | |||
ПОР 500 | Св. 5 до 12 включ. | (4-9) | - | |
ПОР 250 | " 17 " 19 " | (9-14) | - | |
ПОР 160 | " 19 " 29 " | (14-22) | - | |
ПОР 100 | " 29 " 73 " | (22-55) | - | |
ПОР 40 | " 73 " 183 " | (55-137) | - | |
ПОР 16 | " 183 " 293 " | (137-220) | Св. 73 до 108 включ. | (55-81) |
ПОР 10 | " 293 " 975 " | (220-730) | " 108 " 307 " | (81-270) |
ПОР 3,0 | - | " 307 " 733 " | (270-505) | |
ПОР 1,6 | - | " 733 " 1080 " | (505-810) | |
ПОР 1,0 | - | " 1080 | (810) | |
Схема установки для определения класса фильтра
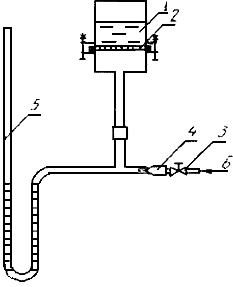
1 - жидкость, применяемая для испытаний; 2 - испытуемый фильтр; 3 - кран регулирования;
4 - тормозной капилляр; 5 - U-образный манометр; 6 - направление подачи профильтрованного воздуха
4.8. Равномерность распределения пор (п.2.2.14) определяют на том же приборе сразу после определения класса путем постепенного повышения давления воздуха в пределах данного класса.
При этом пузырьки должны проходить равномерно не менее чем на поверхности фильтра.
4.9. Для проверки качества пришлифовки пробки к нижнему тубусу аппарата для получения газа (п.2.2.19) реактор аппарата заполняют водой. По истечении 5 мин не должно наблюдаться просачивания жидкости через пробку.
4.10. Для проверки герметичности конусов стаканчиков для взвешивания их предварительно обрабатывают дистиллированной водой, соляной кислотой, снова водой, высушивают до постоянной массы, взвешивают и заполняют на высоты дистиллированной водой, плотно закрывают крышкой, взвешивают и помещают на 16 ч в эксикатор со свежепрокаленным хлористым кальцием или концентрированной серной кислотой. По истечении указанного срока стаканчики вынимают из эксикатора и взвешивают.
Потери в массе не должны превышать, мг:
3 - для стаканчиков типа СВ;
5 - для стаканчиков типов СН 34/12, СН 45/13, СН 60/14;
10 - для стаканчиков типа СН 85/15.
Для проверки герметичности эксикатора его со слегка смазанными вакуумной смазкой пришлифованными частями присоединяют к вакуумной установке, создают разрежение внутри эксикатора до предельного остаточного давления 2,7-4 гПа (2-3 мм рт. ст.), закрывают кран. По истечении 24 ч предельное остаточное давление в эксикаторе не должно быть более 66,7 гПа (50 мм рт. ст.).
Герметичность склянок с тубусом исполнений 4 и 5 проверяют при закрытых кранах газоотводной трубки и нижнего тубуса к заполненной водой воронкой склянки до уравновешивания давления воздуха в склянке и воды в воронке, при этом отмечают уровень воды. Через 24 ч уровень воды не должен изменяться более чем на 5 мм.
4.11. Для проверки крепления крана склянки с тубусом (п.2.2.17) склянку наполняют водой до горловины и выдерживают в течение 2 ч, по истечении указанного времени не должно наблюдаться просачивания жидкости через пробку.
4.12. Для проверки химической стойкости материала баллонов и колпачков к капельницам (п.2.2.18) их заполняют 5 н. раствором NаОН по ГОСТ 4328 или 11 н. раствором HSO
по ГОСТ 4204, выдерживают при температуре воздуха (19±1) °С в течение 24 ч.
Затем промывают дистиллированной водой по ГОСТ 6709, разрезают и проверяют наличие разрушений на внутренней поверхности баллонов и колпачков.
4.13. Массу изделий (п.2.2.31) проверяют на лабораторных весах по ГОСТ 24104*.
_______________
* С 1 июля 2002 г. введен в действие ГОСТ 24104-2001.
4.14. Массу ящика с изделиями (п.2.5.4) проверяют взвешиванием на весах по ГОСТ 29329.
4.15. Проверку изделий в упаковке на механические воздействия при транспортировании (п.2.2.32) следует проводить на ударном стенде в течение 2 ч. Изделия считают выдержавшими испытания, если после испытаний не обнаружены механические повреждения.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование изделий может производиться любым видом транспорта в закрытых транспортных средствах в соответствии с действующими на транспорте каждого вида правилами, утвержденными в установленном порядке.
5.2. Условия транспортирования и хранения изделий в упаковке предприятия-изготовителя должны соответствовать условиям хранения по ГОСТ 15150.
5.3. Транспортирование изделий, упакованных в ящики, должно производиться в пакетированном виде.
Укрупнение грузовых мест в транспортные пакеты - в соответствии с действующими на транспорте каждого вида правилами, утвержденным в установленном порядке.
Пакетирование грузовых мест производится на поддоне по ГОСТ 9078. Число ящиков в одном пакете от 4 до 8 шт. Ящики с поддоном должны быть обвязаны в двух местах металлической лентой 0,4х20 мм по ГОСТ 3560.
Габаритные размеры пакета и масса брутто - по ГОСТ 24597.
Допускается транспортирование изделий в транспортных ящиках без пакетирования.
5.4. Хранение изделий следует производить на складах в транспортных ящиках не более чем в 4 яруса.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие изделий требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
6.2. Гарантийный срок эксплуатации - 18 мес со дня ввода в эксплуатацию, а для изделий, предназначенных для экспорта, - 12 мес с момента проследования их через Государственную границу СССР.
ПРИЛОЖЕНИЕ
Справочное
Номенклатура показателей качества посуды и оборудования
лабораторных стеклянных
Наименование показателя качества | Применяемость показателя в ТЗ на ОКР |
Термостойкость (перепад температур), °С | + |
Удельная разность хода лучей, млн | + |
Номинальная вместимость, см | ± |
Материал | + |
Герметичность, гПа (мм рт. ст.) | - |
Предельное остаточное давление, гПа (10 мм рт. ст.) | - |
Размер пор фильтров, мкм | ± |
Толщина стенки, мм | ± |
Габаритные размеры, мм | + |
Время установления предельного остаточного давления, мин | - |
Давление воды, гПа (кгс/см | - |
_______________ | |
Масса изделия, г | + |
Пороки стекла: | |
окалина | - |
камни | - |
свиль | - |
шлиры | - |
пузыри | - |
Показатель патентной защиты | + |
Показатель патентной чистоты | + |
Текст документа сверен по:
Посуда и оборудование лабораторные. Общие требования.
Типы, основные параметры, размеры: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}