ГОСТ 211-75*
Группа Л69
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЭБОНИТ
Метод определения сопротивления срезу
Ebonite. Method for determination of shear strength
Дата введения 1976-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 16 апреля 1975 г. N 967 дата введения установлена 01.07.76
Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Взамен ГОСТ 211-41
* Издание (август 2001 г.) с Изменением N 1, утвержденным в июне 1981 г. (ИУС 9-81)
Настоящий стандарт распространяется на эбонит и устанавливает метод определения сопротивления срезу.
Сущность метода заключается в приложении срезывающей силы, вызывающей разрушение образца, и в измерении ее максимального значения.
1. АППАРАТУРА
1.1. Для проведения испытания допускается использовать любую разрывную машину, снабженную специальным приспособлением для среза образца до его разрушения.
1.2. Испытательная машина должна обеспечивать:
измерение максимальной силы от 15% до 85% максимального значения шкалы;
измерение силы с погрешностью не более 1,5% значения измеряемой величины;
скорость движения подвижного зажима 25-100 мм/мин.
1.3. Приспособление, рекомендуемое для определения сопротивления срезу, представлено на чертеже.
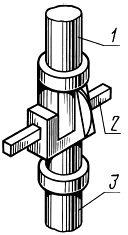
Приспособление состоит из двух стальных штанг (верхней 1 и нижней 3), которые укрепляются соответственно на месте верхнего и нижнего зажимов разрывной машины.
Обе штанги имеют в рабочей части сквозные прямоугольные отверстия высотой 10,3 мм и шириной 15,4 мм. Ширина верхней штанги в рабочей части - 30 мм, ширина каждой стороны нижней штанги - 25 мм.
В исходном положении прямоугольный конец штанги 1 вдвигается в корытообразную часть штанги 3 так, чтобы кромки края отверстий совпадали, образуя общий канал. Зазор между срезывающими плоскостями не должен быть более 0,1 мм.
Образец 2 закладывают в канал и при расхождении штанг срезают по плоскостям их соприкосновения.
1.4. Установка приспособления производится следующим образом.
Верхнюю штангу приспособления укрепляют на разрывной машине вместо верхнего зажима. Масса верхней штанги должна быть равна массе верхнего зажима разрывной машины, с которой произведена градуировка шкалы нагрузок.
Показатель силы разрывной машины должен оставаться на нуле после укрепления штанги.
Вместо подвижного зажима на машине укрепляют нижнюю штангу приспособления.
Подведением нижней штанги к верхней прямоугольный конец верхней штанги должен вдвигаться в корытообразную часть нижней штанги так, чтобы прямоугольные отверстия обеих штанг образовали общий канал.
Обе штанги должны быть укреплены на одной оси; наличие перекоса не допускается.
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Образцы для испытания
2.1.1. Образцы для испытания должны иметь форму бруска прямоугольного сечения длиной 100-120 мм, шириной (15±0,3) мм и толщиной (10±0,2) мм.
2.1.2. Образцы должны быть без посторонних включений, пор и наружных дефектов.
2.1.3. Подготовка образцов для испытания должна быть проведена в соответствии с требованиями ГОСТ 24841-81.
2.1.4. Вулканизацию лабораторных образцов проводят в формах с учетом припусков на последующую обработку в соответствии с требованиями ГОСТ 24841-81.
2.1.5. Образцы из готовых неформовых изделий вырезают по направлению каландрования или шприцевания.
2.1.6. Испытания образцов проводят не ранее чем через 6 ч и не позднее чем через 30 сут после вулканизации, кроме случаев, особо оговоренных технической документацией.
2.1.7. Число испытуемых образцов должно быть не менее трех.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Испытание проводят при температуре в соответствии с требованиями ГОСТ 24841-81.
3.2. Толщину и ширину образца измеряют в средней его части с погрешностью не более 0,05 мм.
3.3. Образец эбонита закладывают в канал, образуемый штангами 1 и 3, так, чтобы по обеим сторонам выступали одинаковые по длине концы, при этом образец в канале штанги должен быть помещен на широкую грань, чтобы приложение срезывающей нагрузки происходило по ширине образца.
3.4. Включением мотора приводят машину в движение и в момент разрушения образца на шкале машины фиксируют максимальную силу, вызвавшую разрушение.
3.5. После проведения испытания должны быть осмотрены плоскости среза образцов с целью установления наличия внутренних дефектов в виде пор, раковин или вкраплений.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Сопротивление срезу (), Н/м
, вычисляют по формуле
![]() ,
,
где - максимальная сила, вызвавшая срез, Н;
- площадь, подвергающаяся срезу (удвоенная площадь сечения образца), м
.
4.2. Результаты испытаний вычисляют в соответствии с требованиями ГОСТ 24841-81. Значение показателя сопротивления срезу вычисляют с погрешностью не более 0,1 и округляют до целых единиц.
4.3. При наличии дефектов на образце, обнаруженных в процессе испытания или после него, результаты испытания этого образца не учитывают.
За результат испытаний принимают среднее арифметическое значение всех испытанных образцов. Если результаты испытаний отклоняются от среднего значения сопротивления срезу более чем на ±5%, то их не учитывают, а среднее арифметическое вычисляют из оставшихся образцов, число которых должно быть не менее трех.
Если количество оставшихся значений показателей меньше трех, испытание повторяют на дополнительном количестве образцов.
(Измененная редакция, Изм. N 1).
4.4. Результаты испытаний сравнимы для образцов, изготовленных одинаковым способом.
4.5. Результаты испытаний записывают в протокол, который должен содержать следующие данные:
шифр смеси;
режим вулканизации;
размеры образцов;
силу при срезе образца;
сопротивление срезу;
среднее арифметическое результатов определяемого показателя;
дату испытания.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2001
{kind=link}