ГОСТ ISO 814-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА ИЛИ ТЕРМОПЛАСТИК
Определение прочности связи с металлом методом двух пластин
Rubber vulcanized or thermoplastic. Determination of adhesion to metal by two-plate method
МКС 83.060
Дата введения 2016-01-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса", Научно-производственным республиканским унитарным предприятием "Белорусский государственный институт стандартизации и сертификации" (БелГИСС) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 59-П от 27 сентября 2013 г.)
За принятие проголосовали:
Краткое наименование страны | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Украина | UA | Минэкономразвития Украины |
4 Настоящий стандарт идентичен международному стандарту ISO 814:2011* Rubber vulcanized or thermoplastic - Determination of adhesion to metal - Two-plate method (Резина вулканизированная или термопластик. Определение прочности связи с металлом. Метод двух пластин).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC2 "Испытания и анализ" технического комитета ISO/TC 45 "Каучук и резиновые изделия" Международной организации по стандартизации (ISO).
Перевод с английского языка (en).
Наименование настоящего стандарта изменено относительно наименования указанного стандарта для приведения в соответствие с ГОСТ 1.5-2001 (подраздел 3.6).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном информационном фонде технических регламентов и стандартов.
В разделе "Нормативные ссылки" и тексте стандарта ссылки на международные стандарты актуализированы.
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении Д.А.
Степень соответствия - идентичная (IDT)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 28 марта 2014 г. N 252-ст межгосударственный стандарт ГОСТ ISO 814-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Предупреждение - Пользователи настоящего стандарта должны обладать навыками практической работы в лаборатории. Настоящий стандарт не предусматривает рассмотрение всех проблем безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за соблюдение техники безопасности, охрану здоровья, а также за соблюдение требований национального законодательства.
Предупреждение - При выполнении некоторых процедур, установленных настоящим стандартом, могут использоваться или образовываться вещества, либо образовываться отходы, представляющие опасность для окружающей среды. Следует руководствоваться соответствующей документацией по безопасному обращению с веществами и удалению отходов.
1 Область применения
Настоящий стандарт устанавливает метод определения прочности связи резины с металлом, прикрепленной между двумя параллельными металлическими пластинками.
Метод применяют в основном для испытательных образцов, подготовленных в лаборатории при стандартных условиях, и может быть использован при разработке рецептуры резиновых смесей и контроля качества на производстве.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 5893 Rubber and plastics test equipment - Tensile, flexural and compression types (constant rate of traverse) - Specification [Оборудование для испытания резины и пластмасс. Аппаратура для испытания на растяжение, изгиб и сжатие (при постоянной скорости перемещения). Спецификация]
ISO 18899 Rubber - Guide to the calibration of test equipment (Резина. Руководство по калибровке испытательного оборудования)
ISO 23529 Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры подготовки и кондиционирования образцов для физических методов испытаний)
3 Сущность метода
Измеряют усилие, направленное перпендикулярно поверхности соединения, необходимое для разрушения образца стандартных размеров, состоящего из резины, закрепленной между двумя параллельными металлическими пластинками с помощью исследуемого адгезионного соединения.
4 Аппаратура
4.1 Разрывная машина, соответствующая требованиям ISO 5893, способная измерять силу с точностью, соответствующей классу 2 по ISO 5893, со скоростью перемещения подвижного зажима (25±5) мм/мин.
Примечание - При использовании разрывной машины с электрическим (или маятниковым) силоизмерителем за счет фрикционных и инерционных эффектов получают разные результаты. Для исключения влияния таких эффектов и получения достоверных результатов предпочтительна разрывная машина с безынерционным силоизмерителем.
4.2 Приспособление для удержания образцов в разрывной машине (4.1) должно обеспечивать центрирование направления прикладываемого к образцу усилия так, чтобы при испытании усилие отрыва было перпендикулярно поверхности соединения.
Пример приспособления для удержания образцов приведен на рисунке 1.
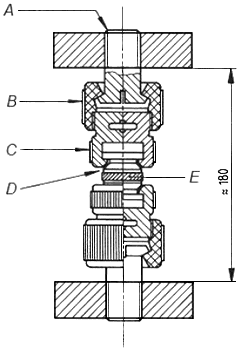
Детали А, В, С приведены ниже, D - металлическая деталь образца, Е - резина
а) сборка деталей
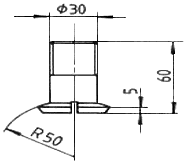
b) Деталь А - хвостовик для крепления в разрывной машине
Рисунок 1 - Пример приспособления для удержания образца
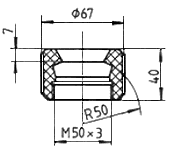
с) Деталь В - устройство сопряжения резьбового соединения с деталью С

d) Деталь С - съемная резьбовая вставка для установки и крепления образца в деталь В
Рисунок 1, лист 2
5 Калибровка
Аппаратуру калибруют в соответствии с приложением А.
6 Образец для проведения испытания
6.1 Размеры
Стандартный образец для испытания (далее - образец) должен состоять из резинового диска толщиной (3,0±0,1) мм, диаметром 35-40 мм с предельным отклонением ±0,1 мм, основания которого соединены с двумя металлическими пластинками одинакового диаметра. Размеры образца измеряют по ISO 23529. Диаметр металлических пластинок должен быть примерно на 0,1 мм меньше диаметра резинового диска. Толщина металлических пластинок должна быть не менее 9 мм. Стандартный образец приведен на рисунке 2.
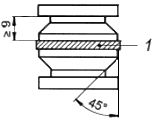
1 - образец
Рисунок 2 - Пример стандартного образца
6.2 Подготовка образца
6.2.1 Круглые металлические пластинки стандартных размеров должны быть изготовлены предпочтительно из прутков катаной углеродистой стали. Можно использовать другие металлы при условии, что детали соответствуют требуемым размерам. Гладкие металлические поверхности должны быть подготовлены и обработаны соответствующим адгезионным соединением.
6.2.2 Резиновые заготовки вырубают штанцевым ножом такого размера, чтобы при формовании была минимальная выпрессовка. Поверхность резины, соединяемая с металлом, должна быть обработана соответствующим адгезионным соединением.
6.2.3 Резиновые заготовки и металлические пластинки помещают в пресс-форму для формования. Конструкция пресс-формы должна обеспечивать вытекание резины за пределы металлических пластинок приблизительно на 0,05 мм для предотвращения вырывания резины кромкой металла при испытании.
6.2.4 При подготовке образца поверхности резины и металла должны быть защищены от пыли, влаги и других посторонних веществ. При сборке образца не допускается касаться его поверхности руками.
6.2.5 Образцы формуют в пресс-форме при нагревании и под воздействием давления в течение заданного времени при контролируемой температуре и давлении. Время и температура формования - в соответствии с требованиями к исследуемому адгезионному соединению.
6.2.6 После формования осторожно удаляют образцы из пресс-формы во избежание деформации поверхности перед охлаждением.
6.3 Количество образцов
Испытывают не менее трех образцов.
6.4 Кондиционирование
6.4.1 Образцы перед испытанием кондиционируют по ISO 23529 не менее 16 ч при стандартной температуре (23±2) °С или (27±2) °С, такую же температуру используют при единичном испытании или серии сравнительных испытаний.
6.4.2 Время между вулканизацией и испытанием - по ISO 23529.
7 Проведение испытания
7.1 Закрепляют образец в зажимах (4.2) разрывной машины (4.1), уделяя особое внимание центрированию образца для равномерного распределения усилия растяжения по поперечному сечению при проведении испытания.
7.2 Растягивают образец до разрушения при постоянной скорости движения зажима (25±5) мм/мин, регистрируют максимальное усилие.
8 Оценка результатов испытания
8.1 Значение прочности связи
Прочность связи резины с металлом каждого образца в паскалях вычисляют делением максимальной силы на площадь поперечного сечения образца.
8.2 Тип разрушения образцов
Тип разрушения образцов обозначают следующими символами:
a) R - разрушение произошло по массиву резины;
b) RC - разрушение произошло по границе резина - адгезионный слой;
c) СР - разрушение произошло по границе адгезионный слой - основание (грунтовка);
d) М - разрушение произошло по границе металл - основание (грунтовка).
9 Протокол испытания
Протокол испытания должен содержать:
a) обозначение настоящего стандарта;
b) информацию об образце:
1) время и температуру вулканизации;
2) дату вулканизации;
3) диаметр резиновой части образца;
4) информацию о металле, используемом для металлических пластинок, если он отличается от предпочтительного;
c) условия проведения испытания:
1) время и температуру кондиционирования перед испытанием;
2) температуру проведения испытания;
3) любые отклонения при испытании;
4) количество испытанных образцов;
5) другие данные, не приведенные в настоящем стандарте или в ссылочных стандартах, а также другую необходимую информацию;
d) результаты испытания:
1) результат испытания каждого образца, определенный по 8.1;
2) описание типа (или типов) разрушения по 8.2 с указанием процента разрушения каждого типа;
e) дату проведения испытания.
Приложение А
(обязательное)
Проведение калибровки
А.1 Внешний контроль
Перед калибровкой проводят визуальную оценку состояния приборов, подвергаемых калибровке, и регистрируют результат в протоколе калибровки или сертификате. Отражают, что калибровка проведена в состоянии "как получено" или после устранения отклонений или неисправностей.
Определяют, что аппаратура подобрана по назначению, включая любые параметры, установленные как приблизительные и для которых аппаратуру не калибруют в установленном порядке. Если параметры могут меняться, необходимость периодических проверок приводят в подробных процедурах калибровки.
А.2 Порядок проведения калибровки
Контроль/калибровка испытательной аппаратуры является обязательной частью настоящего стандарта. Если нет других указаний, периодичность калибровки и используемые процедуры должны быть установлены с учетом рекомендаций испытательной лаборатории в соответствии с ISO 18899.
График калибровки, приведенный в таблице А.1, содержит перечисление всех параметров и требований, установленных в методе испытания по настоящему стандарту. Параметры и требования должны быть установлены для основной аппаратуры, деталям такой аппаратуры или вспомогательной аппаратуре, необходимой для проведения испытания.
Для каждого параметра процедура калибровки указывается в соответствии с требованиями ISO 18899 или другой документации, или в документации на конкретный метод испытания (если процедура калибровки более конкретная или подробная, чем приведенная в ISO 18899, то она должна быть предпочтительной).
Периодичность контроля параметра обозначается буквенным кодом, используемым в графике калибровки:
С - требования подтверждаются без измерений;
N - только начальная калибровка;
Р - подробная процедура;
S - стандартная периодичность по ISO 18899.
U - при испытании.
Таблица А.1 - График калибровки
Параметр | Требование | Пункт ISO 18899 | Периодичность калибровки | Примечание |
Металлические пластины: | Должны быть круглыми | С | U | Предпочтительна катаная |
- толщина, мм, не менее | 9 | 15.2 | U | углеродистая сталь |
- диаметр | Измеряют с точностью ±0,1 мм | 15.2 | U | |
Резиновый диск в образце: | ||||
- диаметр | Приблизительно на 0,1 мм больше диаметра металлической пластины | 15.2 | U | |
- толщина | (3,0±0,1) мм | 15.2 | U | |
Разрывная машина: | По ISO 5893 | Р | N | Предпочтительна безынерционная |
- скорость движения зажима, мм/мин | 25±5 | 21.2 | S | машина |
- точность измерения усилия | Класс 2 по ISO 5893 | 23.4 | S | |
Приспособления | Для центрирования образца | С | ||
Температура кондиционирования и испытательных камер | (23±2) °С или | 18 | S |
Дополнительно к пунктам, перечисленным в таблице А.1, в соответствии с ISO 18899 при калибровке используют:
- термометр для контроля температуры проведения испытаний и кондиционирования;
- инструменты для определения размеров образцов.
Приложение Д.А
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица Д.А.1
Обозначение и наименование ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 5893:2002 Оборудование для испытания резины и пластмасс. Аппаратура для испытания на растяжение, изгиб и сжатие (при постоянной скорости перемещения). Спецификация | - | * |
ISO 18899:2004 Резина. Руководство по калибровке испытательного оборудования | - | * |
ISO 23529:2010 Резина. Общие методы подготовки и кондиционирования образцов для испытания физических свойств | IDT | ГОСТ ISO 23529-2013 Резина. Общие методы приготовления и кондиционирования образцов для определения физических свойств |
* Соответствующий межгосударственный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: IDT - идентичный стандарт. | ||
__________________________________________________________________________
УДК 678.067.6:678.017:006.354 МКС 83.060 IDT
Ключевые слова: резина, термопластик, испытания, прочность связи с металлом, метод двух пластин
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}