ГОСТ Р ИСО 815-1-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
РЕЗИНА И ТЕРМОЭЛАСТОПЛАСТЫ
Определение остаточной деформации при сжатии
Часть 1
Испытания при стандартной или повышенной температурах
Vulcanized rubber and thermoplasts. Determination of compression set. Part 1. Tests at standard or elevated temperatures
ОКС 83.060
Дата введения 2019-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ"), Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 июля 2017 г. N 703-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 815-1:2014 "Резина вулканизованная или термопластик. Определение остаточной деформации при сжатии. Часть 1. При стандартной или повышенной температурах" (ISO 815-1:2014 "Rubber, vulcanized or thermoplastic - Determination of compression set - Part 1: At ambient or elevated temperatures", IDT).
________________
Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC 2 "Испытания и анализ" технического комитета по стандартизации ISO/TC 45 "Каучук и резиновые изделия" Международной организации по стандартизации ISO.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Предупреждение 1 - Пользователи настоящего стандарта должны быть знакомы с нормальной лабораторной практикой. В настоящем стандарте не предусмотрено рассмотрение всех вопросов обеспечения безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за разработку соответствующих правил по технике безопасности и охране здоровья, а также определяет целесообразность применения законодательных ограничений перед его использованием.
Предупреждение 2 - Некоторые процедуры, указанные в настоящем стандарте, могут включать использование или образование веществ или образование отходов, которые могут представлять опасность для окружающей среды. Следует применять соответствующую документацию по безопасному обращению и утилизации после использования.
1 Область применения
Настоящий стандарт устанавливает методы определения характеристик остаточной деформации при сжатии вулканизированной резины (далее - резины) и термоэластопластов при температуре окружающей среды (один метод) или повышенных температурах (три метода: А, В и С - в зависимости от способа освобождения испытуемого образца в конце испытания).
Методы предназначены для определения способности резин твердостью от 10 до 95 IRHD сохранять упругие свойства при заданных температурах после длительного сжатия при постоянной деформации (как правило, 25%) при одном из указанных альтернативных наборов условий. Для резины номинальной твердостью не менее 80 IRHD используют более низкое значение деформации при сжатии: 15% - для резин номинальной твердостью от 80 до 89 IRHD и 10% - для резин номинальной твердостью от 90 до 95 IRHD.
Примечание 1 - При сжатии резины могут произойти физические или химические изменения, препятствующие возвращению резины к своим первоначальным размерам после снятия деформирующего усилия. В результате образуется остаточная деформация, величина которой зависит от продолжительности и температуры сжатия, а также от продолжительности, температуры и условий восстановления. При повышенных температурах химические изменения становятся более значимыми и приводят к постоянной остаточной деформации.
Примечание 2 - Ускоренные определения остаточной деформации при сжатии в течение короткого времени (как правило, в течение 24 ч) при повышенных температурах обычно используют для оценки степени вулканизации, для классификации материала и спецификации для гарантии качества смеси. Более длительные испытания (как правило, в течение 1000 ч) при повышенных температурах учитывают эффект старения и часто используют для прогнозирования эксплуатационных характеристик материалов, в том числе и уплотнительных материалов. Ускоренные испытания при температуре окружающей среды в основном показывают результат физических изменений (переориентации молекулярных цепей и наполнителей).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты:
________________
Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 188, Rubber, vulcanized or thermoplastic - Accelerated ageing and heat resistance tests (Резина вулканизованная или термопластик. Испытания на ускоренное старение и теплостойкость)
ISO 18899:2004, Rubber - Guide to the calibration of test equipment (Резина. Руководство по калибровке испытательного оборудования)*
________________
* Отменен. Действует ИСО 18899:2013 "Резина. Руководство по калибровке испытательного оборудования" (ISO 18899:2013. "Rubber - Guide to the calibration of test equipment").
ISO 23529:2010, Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры приготовления и кондиционирования образцов для физических методов испытаний)
3 Сущность метода
Испытуемый образец известной толщины сжимают при стандартной лабораторной температуре до определенной степени деформации, которую затем поддерживают постоянной в течение установленного времени при стандартной лабораторной температуре или при установленной повышенной температуре. Снимают усилие сжатия и после восстановления испытуемого образца при стандартной лабораторной температуре или повышенной температуре в течение определенного периода времени снова измеряют его толщину.
4 Аппаратура
4.1 Устройство для сжатия, состоящее из сжимающих пластин, стальных проставок и зажимного приспособления.
Типовое устройство приведено на рисунке 1.
|
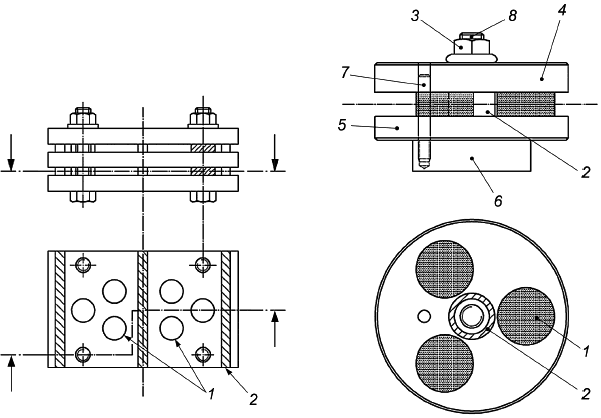
1 - испытуемый образец; 2 - проставка; 3 - гайка; 4 - верхняя пластина; 5 - нижняя пластина; 6 - часть для зажима в устройстве; 7 - направляющий штифт; 8 - болт
Рисунок 1 - Пример устройства для определения остаточной деформации при сжатии
4.1.1 Две параллельные плоские тщательно отполированные сжимающие пластины из хромированной или нержавеющей стали, между которыми сжимают испытуемый образец.
Пластины должны быть:
- жесткими, чтобы при сжатии испытуемого образца изгиб не превышал 0,01 мм;
- достаточного размера для гарантии того, чтобы весь испытуемый образец, сжатый между пластинами, оставался в пределах площади пластин.
Примечание - Установлено, что шероховатость поверхности Ra не более 0,4 мкм является подходящей (см. стандарт [1]) и достигается шлифованием или полированием.
4.1.2 Стальная(ые) проставка(и) для обеспечения требуемого сжатия
Проставка(и) должна(ы) быть таких размера и формы, чтобы избежать контакта со сжатым образцом.
Высоту проставки(ок) выбирают таким образом, чтобы сжатие испытуемого образца составляло:
- (25±2)% - для образца твердостью не более 80 IRHD;
- (15±2)% - для образца твердостью от 80 до 89 IRHD;
- (10±1)% - для образца твердостью не менее 90 IRHD.
4.1.3 Зажимное приспособление в виде обычного болтового приспособления (см. рисунок 1).
4.2 Термостат, соответствующий требованиям ИСО 188 (метод А или В) и способный поддерживать устройство для сжатия и испытуемые образцы при температуре испытания в пределах допуска, указанного в 7.2.
Примечание - Результаты испытаний при использовании термостата для метода А могут отличаться от результатов, полученных с использованием термостата для метода В.
Время, необходимое для достижения равновесной температуры, зависит от типа термостата и общей теплоемкости устройства для сжатия. Для получения сопоставимых результатов при повышенной температуре испытания и продолжительности испытания 24 ч необходимо достичь равновесной температуры внутри испытуемых образцов в пределах установленных допусков не более чем за 3 ч.
4.3 Щипцы для перемещения испытуемых образцов.
4.4 Толщиномер с точностью измерения до ±0,01 мм (см. ИСО 23529:2010, пункт 7.1), с плоской круглой пяткой диаметром (4,0±0,5) мм и плоской твердой опорной плитой, оказывающий давление (22±5) кПа для резины твердостью не менее 35 IRHD или (10±2) кПа - для резины твердостью не более 35 IRHD.
Примечание - При использовании цифрового прибора для получения требуемой точности необходимо разрешение 0,001 мм.
После испытаний при повышенной температуре иногда наблюдается неожиданная деформация образца. Две плоские поверхности могут быть деформированы, что усложняет измерение толщины. В этом случае для обеспечения точного измерение следует тщательно выбирать диаметр прибора для измерения толщины.
4.5 Устройство для измерения времени восстановления с точностью до ±1 с.
5 Калибровка
Калибруют аппаратуру в соответствии с графиком, приведенным в приложении В.
6 Образцы для испытаний
6.1 Размеры
Используют образцы типа А или типа В:
- тип А: цилиндрический диск диаметром (29,0±0,5) мм, толщиной (12,5±0,5) мм;
- тип В: цилиндрический диск диаметром (13,0±0,5) мм, толщиной (6,3±0,3) мм.
При испытании образцов разных типов не всегда получают одинаковые значения остаточной деформации при сжатии, при сравнении разных смесей следует избегать сравнения результатов, полученных с использованием разных образцов.
Образцы типа А предпочтительнее для испытания резин, имеющих низкую остаточную деформацию при сжатии, т.к. при использовании больших образцов получают более высокую точность.
Образцы типа В предпочтительнее, если образцы вырубают из изделий. В этом случае, если нет других указаний, образцы следует вырубать как можно ближе к центру изделия. По возможности образец должен быть вырублен таким образом, чтобы его ось была параллельна направлению сжатия изделия при эксплуатации.
6.2 Подготовка
По возможности испытуемые образцы получают формованием диска. Допускается вырубать диск или готовить образец требуемой толщины, используя не более трех дисков меньшей толщины. Использование для контроля качества готовой продукции образцов, подготовленных из нескольких дисков, должно быть согласовано между заинтересованными сторонами.
Образцы вырубают в соответствии с ИСО 23529. При возможности коробления (образования вогнутой поверхности) форму испытуемого образца можно улучшить вырубанием в два этапа: сначала вырубают образец большего размера, а затем обрезают до точных размеров вторым резаком.
Образцы, получаемые накладыванием друг на друга резиновых пластинок или дисков, вырубленных из пластинок, для получения требуемой высоты, должны соответствовать размерам, указанным в 6.1; для таких образцов не применяют клей. Для слипания диски сжимают на несколько процентов в течение 1 мин. Количество слоев в испытуемом образце не должно превышать трех. Затем измеряют общую толщину.
При испытании образцов, подготовленных разными способами, можно получить разные результаты, поэтому не следует сравнивать полученные значения.
Примечание - Следует учитывать зависимость значения остаточной деформации при сжатии от степени вулканизации. Для получения представительного образца для пластин разных толщин или формованных изделий можно регулировать степень вулканизации формованных образцов.
6.3 Количество испытуемых образцов
Испытывают не менее трех образцов (по отдельности или в виде набора).
6.4 Время между изготовлением и испытанием
Для всех испытаний время между изготовлением и испытанием должно быть не менее 16 ч.
Для испытаний материалов время между изготовлением и испытанием должно быть не более 4 недель, для получения сопоставимых результатов испытаний по возможности их следует проводить после одинаковых интервалов времени.
Для испытаний изделий время между изготовлением и испытанием по возможности не должно быть более 3 мес. В других случаях испытания должны быть проведены в течение 2 мес с даты получения изделия покупателем (см. ИСО 23529).
6.5 Кондиционирование
Образцы должны быть защищены от воздействия света и тепла в максимально возможной степени в период между изготовлением и испытанием.
Кондиционируют подготовленные образцы непосредственно перед испытанием не менее 3 ч при одной из стандартных лабораторных температур в соответствии с ИСО 23529. Такую же температуру используют при любом испытании или серии испытаний, предназначенных для сравнения.
Для снятия внутренних напряжений, возникающих в процессе формования, образцы термоэластопластов перед испытанием нагревают в термостате при температуре и в течение времени, соответствующих данному материалу. Затем их кондиционируют при стандартной лабораторной температуре.
Примечание - Для многих материалов подходит нагревание при температуре 70°С в течение 30 мин.
7 Условия проведения испытаний
7.1 Продолжительность
Время выдерживания составляет ,
,
![]() ч или время, кратное 168 ч, измеренное с момента помещения устройства для сжатия в термостат (4.2).
ч или время, кратное 168 ч, измеренное с момента помещения устройства для сжатия в термостат (4.2).
7.2 Температура
Температура испытания для испытаний при стандартной температуре должна быть одной из стандартных лабораторных температур: (23±2) или (27±2)°С (см. ИСО 23529), для испытаний при повышенной температуре - одной из следующих температур: (40±1), (55±1), (70±1), (85±1), (100±1), (125±2), (150±2), (175±2), (200±2), (225±2) или (250±2)°С.
Примечание - При повышении температуры в термостате результаты в большей степени зависят от термостойкости резины. При еще более высоких температурах окисление поверхности испытуемого образца вносит значительный вклад в наблюдаемую остаточную деформацию при сжатии. Отсутствует простая зависимость между остаточной деформацией при сжатии, наблюдаемой при повышенной и стандартной температурах.
8 Проведение испытаний
8.1 Подготовка устройства для сжатия
Тщательно очищают рабочие поверхности устройства для сжатия (4.1) при стандартной лабораторной температуре. Наносят тонкий слой смазки на поверхности сжимающих пластин (4.1.1), контактирующие с испытуемыми образцами. Используемая смазка не должна оказывать существенного воздействия на резину во время испытания и должна быть указана в протоколе испытаний (см. раздел 11).
Примечание - Используют силиконовую или фторсиликоновую жидкость номинальной кинематической вязкостью 100 мм/с при стандартной лабораторной температуре.
Если смазку не используют, это должно быть указано в протоколе испытаний.
8.2 Измерение толщины
Измеряют толщину при стандартной лабораторной температуре в центре каждого испытуемого образца с точностью до 0,01 мм.
8.3 Прикладывание усилия сжатия
Помещают испытуемые образцы между парами сжимающих пластин с проставкой(ами) (4.1.2), избегая контакта образцов с болтами или проставкой(ами). Затягивают зажимное приспособление (4.1.3) таким образом, чтобы пластины равномерно стягивались до контакта с проставкой(ами). Сжимают образец до (25±2)% исходной толщины, за исключением резины с высокой твердостью, для которой прикладываемое усилие сжатия должно составлять (15±2) или (10±1)% (см. 4.1.2).
8.4 Начало испытания
Для испытания при повышенной температуре немедленно помещают устройство для сжатия с испытуемым образцом в центральную часть термостата (4.2) при температуре испытания (см. 7.2).
Для испытания при стандартной температуре выдерживают устройство для сжатия с испытуемым образцом в кондиционируемом помещении при стандартной лабораторной температуре (см. ИСО 23529).
8.5 Завершение испытания
8.5.1 Испытание при стандартной температуре
При испытании при стандартной температуре освобождают образцы по окончании требуемого времени выдерживания (см. 7.1) и переносят их на деревянную полку. Выдерживают (30±3) мин при стандартной лабораторной температуре, затем измеряют толщину.
8.5.2 Испытание при повышенной температуре
Метод А
По окончании требуемого времени выдерживания (см. 7.1) удаляют устройство для сжатия из термостата, немедленно освобождают образцы и быстро переносят их на деревянную полку. Выдерживают (30±3) мин при стандартной лабораторной температуре, затем измеряют толщину.
Если нет других указаний, следует использовать метод А.
Метод В
По окончании требуемого времени выдерживания удаляют устройство для сжатия из термостата, охлаждают до стандартной лабораторной температуры в течение от 30 до 120 мин включительно и освобождают образцы. После восстановления образцов еще в течение (30±3) мин при стандартной лабораторной температуре измеряют их толщину.
Метод С
По окончании требуемого времени выдерживания не удаляют устройство для сжатия из термостата, но немедленно освобождают образцы и выдерживают их в термостате при температуре испытания в течение (30±3) мин, затем выдерживают еще (30±3) мин при стандартной лабораторной температуре и измеряют их толщину.
Примечание - Температура образца после освобождения от сжатия может повлиять на скорость и степень восстановления и, следовательно, на значение остаточной деформации при сжатии. Восстановление при повышенной температуре, как правило, происходит быстрее, чем при стандартной лабораторной температуре, и приводит к более низкому значению остаточной деформации при сжатии.
8.6 Внутренний осмотр
После завершения испытания разрезают образцы на две части по диаметру. При обнаружении каких-либо внутренних дефектов, таких как пузырьки газа, повторяют испытание.
9 Оформление результатов
Остаточную деформацию при сжатии, % от первоначального сжатия, определяют по формуле
![]() , (1)
, (1)
где - первоначальная толщина испытуемого образца, мм;
- толщина испытуемого образца после восстановления, мм;
- высота проставки, мм.
Результат регистрируют с точностью до 1%.
10 Прецизионность
Прецизионность приведена в приложении А.
11 Протокол испытаний
Протокол испытаний должен содержать:
a) подробное описание образцов:
1) полное описание образцов и их происхождение;
2) подробное описание смеси и ее вулканизации в соответствующих случаях;
3) метод подготовки испытуемых образцов, например формование или вырубание;
b) метод испытаний:
1) обозначение настоящего стандарта;
2) тип образца: А или В, дублированный образец или нет;
3) метод охлаждения после испытания: А, В или С и точное время охлаждения для метода В;
4) использованный тип смазки;
5) испытывали ли образцы по отдельности или набором;
c) условия испытания:
1) стандартную лабораторную температуру;
2) температуру и периоды кондиционирования и восстановления;
3) продолжительность и температуру испытания;
4) значение усилия сжатия;
5) подробности любых процедур, не указанных в настоящем стандарте;
d) результаты испытаний:
1) количество испытанных образцов;
2) первоначальную толщину испытуемых образцов, при необходимости;
3) толщину образцов после восстановления, при необходимости;
4) медианное значение остаточной деформации при сжатии и отдельные значения результатов испытаний;
e) дату проведения испытаний.
Приложение А
(справочное)
Прецизионность
А.1 Общие положения
Прецизионность (повторяемости и воспроизводимости) вычисляли в соответствии со стандартом [2], в котором также приведены принципы и терминология по прецизионности.
А.2 Сведения о прецизионности
А.2.1 Программа межлабораторных испытаний (ITP) была организована в 1986 г. опытно-исследовательской лабораторией по каучукам и пластмассам (Laboratorie de recherches et de controle du caoutchouc et des plastiques, LRCCP). Были использованы три материала (вулканизованные резиновые смеси): на основе бутадиен-стирольного каучука (SBR), бутадиен-нитрильного каучука (NBR) и этилен-пропилен-диенового каучука (EPDM).
Испытуемые образцы были направлены всем участвующим лабораториям и испытаны при температуре 100°С в соответствии с настоящим стандартом.
А.2.2 Использовали образцы типов А и В.
А.2.3 Испытания проводили в течение 24 ч при сжатии 25% на трех испытуемых образцах. За результат испытаний принимали медианное значение остаточной деформации при сжатии. Остаточную деформацию при сжатии измеряли после восстановления при стандартной лабораторной температуре в течение (30±3) мин после удаления из аппарата в соответствии с методом А.
А.2.4 Определяли прецизионность типа 1. Период времени для повторяемости и воспроизводимости отсчитывался по шкале в днях. Участвовали 19 лабораторий.
А.3 Показатели прецизионности
А.3.1 Результаты вычисления прецизионности определения остаточной деформации при сжатии при температуре 100°С приведены в таблице А.1.
А.3.2 В таблице А.1 использованы следующие обозначения:
- повторяемость, единицы измерения;
- повторяемость, % (относительные);
- воспроизводимость, единицы измерения;
() - воспроизводимость, % (относительные).
Таблица А.1 - Прецизионность определения остаточной деформации при сжатии при температуре 100°С
Материал | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
( | |||||
Испытуемые образцы типа А: | |||||
EPDM | 10,3 | 2,7 | 26 | 4,0 | 38 |
NBR | 19,8 | 3,3 | 17 | 4,3 | 21 |
SBR | 41,1 | 4,7 | 11 | 13,6 | 33 |
Объединенное значение | 23,7 | 3,6 | 15 | 8,6 | 36 |
Испытуемые образцы типа В: | |||||
EPDM | 14,8 | 3,3 | 22 | 4,5 | 30 |
NBR | 24,4 | 4,3 | 18 | 7,7 | 32 |
SBR | 44,9 | 5,1 | 11 | 14,0 | 33 |
Объединенное значение | 28,0 | 6,0 | 15 | 10,0 | 35 |
Приложение В
(обязательное)
График калибровки
В.1 Проверка
Перед проведением любой калибровки проверяют состояние аппаратуры, подлежащей калибровке, и регистрируют в протоколе калибровки или сертификате. Также регистрируют, проводилась ли калибровка в состоянии при получении или после устранения каких-либо отклонений или неисправностей.
Должно быть установлено, что аппаратура пригодна для предполагаемого применения, включая любые параметры, указанные как приблизительные и по которым аппаратура формально не должна быть откалибрована. Если такие параметры могут изменяться, то необходимость периодических проверок должна быть записана в детальных процедурах калибровки.
В.2 График калибровки
Проверка/калибровка испытательной аппаратуры является обязательной частью настоящего стандарта. Если нет других указаний, частоту калибровки и выполнение используемых процедур устанавливает отдельная лаборатория, руководствуясь ИСО 18899.
График калибровки, приведенный в таблице В.1, включает все параметры, установленные в методе испытаний вместе с указанным требованием. Параметр и требование могут относиться к основной испытательной аппаратуре, к части этой аппаратуры или к вспомогательной аппаратуре, необходимой для проведения испытаний.
Для каждого параметра процедура калибровки обозначена ссылкой на ИСО 18899, другую публикацию или на детальную процедуру, характерную для метода испытаний (если доступна процедура калибровки, являющаяся более специфичной или подробной, чем в ИСО 18899, предпочтительно следует использовать такую процедуру).
Частота проверки для каждого параметра задана буквенным обозначением. В графике калибровки использованы следующие буквенные обозначения:
- C - требование должно быть подтверждено, но без измерения;
- N - только первоначальная проверка;
- S - стандартный интервал, как указано в ИСО 18899;
- U - при использовании.
Таблица В.1 - График частоты проведения калибровки
Параметр | Требование | Подраздел | Частота проверки | Примечание |
Сжимающие пластины | Две параллельные плоские, тщательно отполированные пластины из хромированной или нержавеющей стали. | C | N | Подходящей является шероховатость поверхности Ra не более 0,4 мкм |
Пластины при сжимании испытуемого образца не должны изгибаться более чем на 0,01 мм. | C | N | ||
Размеры пластины должны обеспечивать размещение всего испытуемого образца в пределах их площади | C | U | ||
Стальная(ые) проставка(и) | Проставка(и) должна(ы) быть таких размера и формы, чтобы избежать контакта со сжатым образцом. | C | U | - |
Высоту проставки(ок) выбирают таким образом, чтобы сжатие испытуемого образца составляло: | 15.2 | U | ||
(25±2)% - для твердости не более 80 IRHD; | ||||
(15±2)% - для твердости от 80 до 89 IRHD; | ||||
(10±1)% - для твердости не менее 90 IRHD | ||||
Зажимное при- | Обычное болтовое или другое приспособление | С | N | - |
Термостат | Термостат, соответствующий требованиям ИСО 188, обеспечивающий поддержание устройства для сжатия и испытуемых образцов при температуре испытания в пределах допуска, указанного в 7.2 настоящего стандарта. | См. ИСО 188 | S | - |
Толщиномер | Должен обеспечивать точность измерений ±0,01 мм, иметь плоскую круглую пятку диаметром (4,0±0,5) мм и плоскую твердую опорную плиту, оказывать давление (22±5) кПа для резины твердостью не менее 35 IRHD или (10±2) кПа - для резины твердостью не более 35 IRHD | 15.2 | S | При использовании цифрового прибора для получения требуемой точности необходимо разрешение 0,001 мм |
Устройство для измерения времени | Должно обеспечивать точность ±1 с | 23.1 | S | - |
В дополнение к параметрам, перечисленным в таблице В.1, предполагается использование средств измерений для определения размеров испытуемых образцов, которые следует калибровать по ИСО 18899.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
ISO 188 | IDT | ГОСТ ISO 188-2013 "Резина или термоэластопласты. Испытания на ускоренное старение и теплостойкость" |
ISO 18899:2004 | - | * |
ISO 23529:2010 | IDT | ГОСТ ISO 23529-2013 "Резина. Общие методы приготовления и кондиционирования образцов для определения физических свойств" |
* Соответствующий национальный, межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | ISO 4287, Geometrical product specifications (GPS) - Surface texture: Profile method - Terms, definitions and surface texture parameters [Геометрические характеристики изделий (GPS). Структура поверхности: Профильный метод. Термины, определения и параметры структуры]* |
[2] | ISO/TR 9272, Rubber and rubber products - Determination of precision for test method standards (Резина и резиновые изделия. Определение показателей прецизионности для стандартов на методы испытаний)* |
________________
* Официальный перевод этого стандарта находится в Федеральном информационном фонде стандартов.
УДК 678.06:539.373:006.354 | ОКС 83.060 |
Ключевые слова: резина, термоэластопласты, определение, остаточная деформация при сжатии, испытания при стандартной или повышенной температурах | |
Электронный текст документа
и сверен по:
, 2017
{kind=link}