ГОСТ 16015-91
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛУАВТОМАТЫ ПРОТЯЖНЫЕ ГОРИЗОНТАЛЬНЫЕ
Основные параметры и размеры. Нормы точности и жесткости
Semiautomatic horisontal broaching machines.
Basic parameters and dimensions. Standards of accuracy and rigidity
ОКП 38 1751
Дата введения 1992-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим Комитетом по стандартизации "Станки" (ТК "Станки")
РАЗРАБОТЧИКИ
В.Ф.Скиженок, В.А.Футлик, В.К.Савченко, А.В.Безенсон, В.В.Лагуновский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 13.11.91 N 1736
3. Срок проверки 1996 г., периодичность проверки - 5 лет
4. Стандарт соответствует международному стандарту ИСО 6480-83 в части норм точности и терминологии
5. ВЗАМЕН ГОСТ 10648-82, ГОСТ 16015-83
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | 2.1; 4.1 |
ГОСТ 6636-69 | 1.1 |
ГОСТ 22267-76 | 2.3; 2.4; 2.5; 2.7; 2.8 |
ГОСТ 25443-82 | 3.1 |
ГОСТ 25557-82 | 1.1 |
ГОСТ 26542-85 | 3.3 |
Настоящий стандарт распространяется на полуавтоматы протяжные горизонтальные общего назначения для внутреннего протягивания, изготавливаемые для нужд народного хозяйства и экспорта.
Требования стандарта по точности распространяются на полуавтоматы класса точности Н с номинальным тяговым усилием от 100 до 630 кН.
Требования настоящего стандарта являются обязательными, за исключением приложения.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
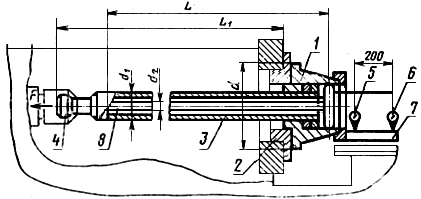
1.1. Основные параметры и размеры должны соответствовать указанным на черт.1 и в табл.1.
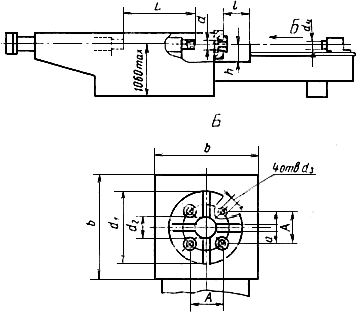
- наибольшая длина хода рабочих салазок;
- расстояние от станины до оси отверстия под планшайбу
в опорной плите; - расстояние от опорной плиты до направляющих приставной станины;
- размер рабочей поверхности опорной плиты;
- диаметр отверстия под планшайбу в опорной плите;
- диаметр планшайбы;
- ширина Т-образных пазов по ГОСТ 1574 в планшайбе при крестовом
их расположении; - диаметр отверстия в планшайбе;
- расстояние между центрами отверстий
под винты в планшайбе; - диаметр резьбовых отверстий в опорной плите
для крепления планшайбы; - центрирующий диаметр
под вспомогательный патрон
Черт.1
Примечание. Чертеж не определяет конструкцию полуавтоматов.
Таблица 1
Наименование параметра и размера | Значение | |||
Номинальное тяговое усилие, кН | 100 | 250 | 630 | 1000 |
| 1250 | 1600 | 2000 | |
| 250 | 280 | 320 | - |
| 280 | 560 | - | |
| 450 | 560 | ||
| 160 | 200 | 250 | 320 |
| 280 | 360 | 400 | 500 |
| 14 | 22 | ||
| 125 | 160 | 200 | 250 |
| 170 | 250 | 280 | |
М16 | М24 | |||
Конусное отверстие по ГОСТ 25557* под рабочий патрон | Метрический | |||
80АТ7 | 120АТ7 | |||
| 50 | |||
(Морзе 5АТ7) | (Метрический 80АТ7) | |||
______________
* На территории Российской Федерации действует ГОСТ 25557-2006. - .
Примечания:
1. Размеры, заключенные в скобки, допускается применять в конструкторской документации, разработанной до 01.07.92.
2. Допускается увеличивать размер по ряду Ra 40 ГОСТ 6636.
3. Наибольшая длина хода рабочих салазок указана по жестким упорам.
1.2. По заказу потребителя полуавтоматы должны оснащаться устройствами для автоматической загрузки и выгрузки деталей.
1.3. По заказу потребителя полуавтоматы изготовляются:
с тяговым усилием 63; 160 и 400 кН;
с тяговым усилием 250 и 400 кН без приставной станины и планшайбы.
2. ТОЧНОСТЬ ПОЛУАВТОМАТОВ
2.1. Общие требования к испытаниям на точность - по ГОСТ 8.
Схемы и способы измерений геометрических параметров - по ГОСТ 22267 и настоящему стандарту.
Допускается применение методов проверки и средств измерений, отличающихся от указанных в настоящем стандарте, при условии обеспечения выполнения требуемой точности измерения и достоверности определения проверяемых параметров точности в соответствии с ГОСТ 8.
2.2. Нормы точности полуавтоматов не должны превышать значений, указанных в пп.2.3-2.8.
2.3. Плоскостность рабочей поверхности опорной плиты
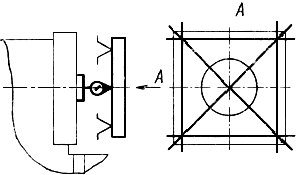
Черт.2
Примечание. Выпуклость не допускается.
Таблица 2
Длина большей стороны рабочей поверхности опорной плиты, мм | Допуск, мкм |
До 400 | 30 |
Св. 400 " 630 | 40 |
" 630 " 1000 | 50 |
Измерение - по ГОСТ 22267, разд.4, метод 3 (черт.2).
Количество и расположение проверяемых сечений - в соответствии с черт.2.
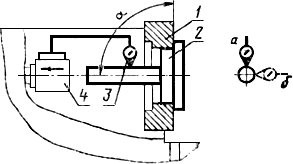
2.4. Параллельность оси отверстия под рабочий патрон в рабочих салазках траектории их перемещения:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
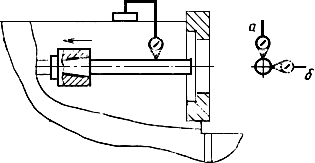
Черт.3
Допуск 30 мкм на длине 300 мм.
Измерение - по ГОСТ 22267, разд.6, метод 3б (черт.3).
Измерение проводят в начале рабочего хода салазок.
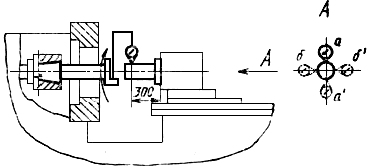
2.5. Концентричность оси отверстия под рабочий патрон в рабочих салазках с осью отверстия под планшайбу в опорной плите:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
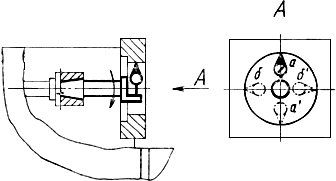
Черт.4
Допуск 40 мкм.
Измерение - по ГОСТ 22267, разд.14, метод 5 (черт.4).
Измерительный прибор с помощью вращающейся втулки устанавливают на контрольной оправке.
Поворачивая втулку с измерительным прибором на один оборот, обкатывают поперечное сечение отверстия в опорной плите.
Измерение проводят в одном сечении у начала рабочего хода салазок.
2.6. Перпендикулярность траектории перемещения рабочих салазок к рабочей поверхности опорной плиты:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
Черт.5
Допуск:
а) 30 мкм на длине 300 мм, 90°, где
- угол между траекторией перемещения рабочих салазок и рабочей поверхностью опорной плиты;
б) 25 мкм на длине 300 мм.
В отверстие опорной плиты 1 (черт.5) вставляют специальную контрольную оправку 2, фланец которой прижимают к рабочей поверхности опорной плиты.
Измерительный прибор 3 устанавливают на рабочих салазках 4 так, чтобы его измерительный наконечник касался образующей контрольной оправки 2 и был перпендикулярен к ней.
Отклонение от перпендикулярности равно наибольшей алгебраической разности показаний измерительного прибора на длине перемещения.
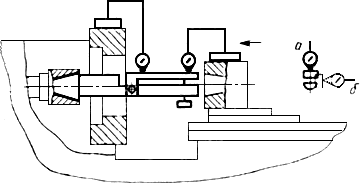
2.7. Концентричность оси центрирующего буртика под вспомогательный патрон (оси отверстия под вспомогательный патрон) во вспомогательных салазках с осью отверстия под рабочий патрон в рабочих салазках:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
Черт.6
Допуск 60 мкм.
Измерение - по ГОСТ 22267, разд.14, метод 5 (черт.6).
Измерительный прибор с помощью вращающейся втулки устанавливают на контрольной оправке.
Поворачивая втулку с измерительным прибором на один оборот, обкатывают поперечное сечение контрольной оправки.
Измерение проводят в одном сечении у крайнего переднего положения рабочих и вспомогательных салазок.
2.8. Взаимная параллельность траекторий перемещения рабочих и вспомогательных салазок:
а) в вертикальной плоскости;
б) в горизонтальной плоскости.
Черт.7
Допуск 60 мкм на длине 300 мм.
Измерение - по ГОСТ 22267, разд.5, метод 2 (черт.7).
Регулируемую линейку устанавливают на державке, закрепленной на рабочих салазках.
Измерение проводят у крайнего переднего положения рабочих салазок и у крайнего переднего положения вспомогательных салазок.
2.9. Дополнительная проверка перпендикулярности перемещения вспомогательного патрона относительно опорной плиты, регламентированная в международном стандарте ИСО 6480-83, приведена в приложении.
3. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
(проверяется при приемочных испытаниях)
3.1. Общие требования к образцу-изделию - по ГОСТ 25443.
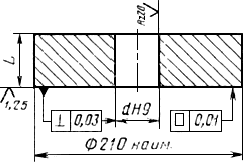
3.2. Образец из стали с временным сопротивлением не ниже 450-550 МПа или чугуна, подготовленный под обработку в соответствии с требованиями черт.8, протягивают на полуавтомате.
3.3. Торцовое биение опорной поверхности образца-изделия относительно оси протянутого отверстия.
![]() ;
; ![]() ,
,
где - наибольший диаметр обрабатываемого отверстия на полуавтомате
Черт.8
Допуск 60 мкм на диаметре 200 мм.
Измерение - по ГОСТ 26542, метод 2.
Измерительный наконечник измерительного прибора должен отстоять от оси образца на радиусе 100 мм.
Образец поворачивают на 360°.
4. ЖЕСТКОСТЬ ПОЛУАВТОМАТОВ
4.1. Общие условия испытания полуавтоматов на жесткость - по ГОСТ 8.
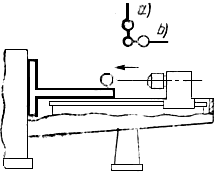
4.2. Положение узлов полуавтомата, направление действия нагружающей силы должны соответствовать указанным на черт.9 и табл.4.
4.3. Значения нагружающей силы должны соответствовать, а измеренные перемещения не должны превышать значений, указанных в табл.3.
Таблица 3
Номинальное тяговое усилие, кН | 100 | 250 | 630 |
Нагружающая сила, | 52 | 76 | 94 |
Допускаемые угловые перемещения, мкм | 75 | 190 | 470 |
Таблица 4
Номинальное тяговое усилие, кН | 100 | 250 | 630 |
| 200 | 245 | 280 |
| 55 | 70 | 96 |
| 30 | 40 | |
| 900 | 1100 | |
| 980 | 1190 | |
4.4. Угловое перемещение под нагрузкой оси испытательной оправки относительно рабочей поверхности планшайбы в вертикальной плоскости.
- диаметр опорной детали;
- диаметр нагрузочной оправки;
- диаметр испытательной оправки;
- длина испытательной оправки до сферической опоры;
- длина нагрузочной оправки
до рабочей поверхности стола
Черт.9
Опорную деталь 1 диаметром (табл.4) устанавливают на планшайбу 2 полуавтомата и закрепляют. Нагрузочную оправку 3 диаметром
вставляют в рабочий патрон 4. Измерительные приборы 5 и 6 устанавливают на свободном конце испытательной оправки 8 так, чтобы их измерительные наконечники касались планки 7 опорной детали и были перпендикулярны к ней.
Испытательная оправка 8 диаметром жестко соединена с нагрузочной оправкой 3 и имеет сферическую опору в опорной детали 1. Положение рабочих салазок определяется длиной
нагрузочной оправки (табл.4).
Нагружение осуществляют силой в направлении хода рабочих салазок. После достижения заданного значения силы
фиксируют показания измерительных приборов 5 и 6.
Перед каждым нагружением осуществляют обратный ход рабочих салазок на 5...20 мм.
Результат измерения для каждого нагружения равен алгебраической разности показания измерительных приборов 5 и 6.
Угловое перемещение оси испытательной оправки относительно рабочей поверхности планшайбы равно средней арифметической величине результатов двух измерений.
ПРИЛОЖЕНИЕ
Справочное
ИСО 6480-80 "СТАНКИ ПРОТЯЖНЫЕ ГОРИЗОНТАЛЬНЫЕ
ДЛЯ ВНУТРЕННЕГО ПРОТЯГИВАНИЯ. ПРОВЕРКА ТОЧНОСТИ".
ГЕОМЕТРИЧЕСКИЕ ПРОВЕРКИ И ТЕРМИНОЛОГИЯ
1. Геометрические проверки
Таблица 1
Но- | Схема | Проверка | Допуска- | Измери- | Примечание и ссылки на пункты ИСО Р/230 |
G4 |
| Перпенди- кулярность перемещения вспомогательного патрона относительно опорной плиты а) в вертикальной плоскости б) в горизонтальной плоскости | а) и b) 0,075/300 | Индикатор с круговой шкалой и специальный угольник | П.5.522.2 Индикатор закрепляют на вспомогательном патроне. Специальный угольник устанавливают на опорной плите. Перемещают вспомогательный патрон и определяют отклонения в горизонтальной и вертикальной плоскостях. |
2. Терминология
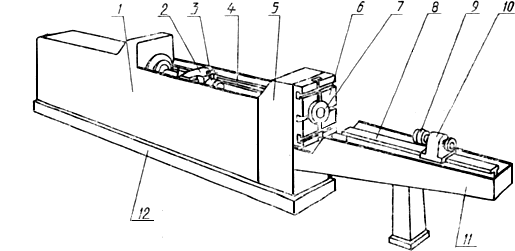
Черт.10
Таблица 2
Номер позиции | Русский язык | Английский язык | Французский язык |
1 | Станина | Bed |
|
2 | Рабочие салазки | Pull block | Chariot de traction |
3 | Рабочий патрон | Pulling chuck |
|
4 | Направляющие рабочих салазок | Pull block ways | Guidage du chariot de traction |
5 | Стол | Table | Montant du plateau de fixation |
6 | Опорная плита | Face plate | Plateau de fixation |
7 | Планшайба | Work support bush | Support de |
8 | Направляющие приставной станины | Outer support ways | Guidage du chariot d'amenage et d'accompagnement |
9 | Вспомогательный патрон | Retrieving chuck |
|
10 | Вспомогательные салазки | Outer support block | Chariot d'amenage et d'accompagnement |
11 | Приставная станина | Outer support table | Support du chariot d'amenage |
12 | Основание | Base box | Socle |
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1992
{kind=link}