ГОСТ ISO 3070-2-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
Условия испытаний. Проверка норм точности расточных и фрезерных станков с горизонтальным шпинделем
Часть 2
Станки с подвижной стойкой вдоль оси X и неподвижным столом
Machine tools. Test conditions. Testing the accuracy of boring and milling machines with horizontal spindle. Part 2. Machines with movable column along an axis X and fixed table
МКС 25.080.20
ОКП 38 1000
Дата введения 2019-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС") на основе официального перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5, который выполнен ФГУП ""
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 52)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 16 октября 2018 г. N 789-ст межгосударственный стандарт ГОСТ ISO 3070-2-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 Настоящий стандарт идентичен международному стандарту ISO 3070-2:2016* "Станки металлорежущие. Условия испытаний для проверки норм точности расточных и фрезерных станков с горизонтальным шпинделем. Часть 2. Станки с подвижной стойкой и неподвижным столом" ("Machine tools - Test conditions for testing the accuracy of boring and milling machines with horizontal spindle - Part 2: Machines with movable column and fixed table", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/ТС 39 "Станки", Подкомитетом SC 10 "Безопасность".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Большинство расточно-фрезерных станков с горизонтальным шпинделем разделяются на три категории в зависимости от особенностей конструкции:
a) станки с подвижной стойкой и столом, перемещающимся по поперечным салазкам суппорта;
b) станки со стойкой, перемещающейся вдоль оси X (напольного типа);
c) станки со стойкой, перемещающейся вдоль оси Z (Т-образный крестовой стол).
Предметом ISO 3070 (всех его частей) является предоставление как можно более полной информации об испытаниях, которые могут быть проведены для сравнения, приемки, технического обслуживания или с любой другой целью.
В данном пересмотренном ISO 3070-2 содержится дополнительная информация о необходимых испытаниях, и определяются новые допуски для более точного отражения современных технологий.
Проверка технических характеристик станка была исключена из пересмотренного ISO 3070-2, принимая во внимание, что обычно такие испытания могут являться объектом соглашения между производителем/поставщиком и потребителем (возможно), включая испытания, указанные в ISO/FDIS 10791-7 [2].
1 Область применения
Эта часть ISO 3070 определяет, со ссылкой на ISO 230-1, ISO 230-2 и ISO 230-7 испытания геометрической точности, испытания шпинделя и проверку точности и повторяемости позиционирования расточно-фрезерных станков с горизонтальным шпинделем, управляемых ЧПУ и имеющих станину, перемещающуюся вдоль оси X; стандарт также определяет допуски, соответствующие общей цели, и нормальную точность станков.
Этот тип станков обычно имеет перемещающиеся расточные шпиндели и может иметь дополнительные шпиндельные бабки различных типов, такие как планшайбы, и универсальные шпиндельные бабки следующих типов, условия испытания которых определены ISO 17543-1:
- неподвижные головки или головки с индексацией, с дополнительным шпинделем, перпендикулярным оси Z, с одним шпинделем или без единого шпинделя, параллельного оси Z;
- 45° разрезные головки с индексацией, с механической индексацией различных угловых положений двух тел (например, муфты Hirth с V-образными зубьями);
- поворотные шпиндельные головки, с двумя осями вращения управляемые ЧПУ, перпендикулярные друг к другу;
- 45° разрезные неразрезные головки, с непрерывным позиционированием двух осей управляемых ЧПУ.
Эта часть ISO 3070 рассматривает станки со стойками перемещающимися на станине (ось X), с вертикальным перемещением шпиндельной головки на станине (ось Y), осевым перемещением пиноли задней бабки (ось Z), осевым перемещением расточного шпинделя (ось W), и во многих случаях, с одним или несколькими столами, перемещающимися на станине параллельно шпинделю (ось R) и вращающимися вокруг вертикальной оси (ось B). В классификации осей рассматриваемых видов станков используется система их классификации согласно [1].
Эта часть ISO 3070 рассматривает только вертификацию точности станка. Она не применяется ни к испытаниям работы станка (например, вибрации, ненормальному шуму, прерывистому перемещению узлов станка), ни к характеристикам станка (скорости, подачи и т.п.), так как такие испытания проводятся обычно до испытаний точности.
2 Нормативные ссылки
Следующие ссылочные документы в целом или их часть являются необходимым условием для применения данного документа*. Для датированных ссылок применяется только указанное издание. Для недатированных - последнее издание ссылочного документа (включая все поправки).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or quasi-static conditions (Нормы и правила испытаний станков. Часть 1. Точность геометрических параметров станков, работающих на холостом ходу или в квазистатических условиях)
ISO 230-2:2014, Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning of numerically controlled axes (Нормы и правила испытаний станков. Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением)
ISO 230-7:2015, Test code for machine tools - Part 7: Geometric accuracy of axes of rotation (Нормы и правила испытаний станков - Часть 7. Геометрическая точность осей вращения)
ISO/TR 230-11, Test code for machine tools - Part 11: Measuring instruments suitable for machine tool geometry tests (Нормы и правила испытаний станков - Часть 11. Измерительные приборы, пригодные для испытаний геометрии станков)
3 Определения операций, выполняемых на этих станках
3.1 Операции растачивания
Растачивание - это машинная операция по изготовлению отверстий различного размера и геометрии, при которой основным режущим движением является вращение однолезвийного режущего инструмента против неподвижной заготовки, и где энергия резания вырабатывается вращением режущего инструмента.
Растачивание диаметра цилиндрических, конических, несквозных и сквозных отверстий до требуемого размера достигается использованием расточной оправки, которую размещают на режущей кромке расточного инструмента в четко определенном положении по отношению к средней осевой линии расточного шпинделя.
В случае, когда соосные отверстия расположены на противоположных торцах одной и той же заготовки, операция может выполняться с помощью перемещающегося расточного шпинделя, если он может проходить через всю деталь, или поворотного стола 180°, чтобы расточить обратную сторону детали (растачивание с обратным ходом).
3.2 Операции фрезерования
Фрезерование - это машинная операция по обработке не вращающихся поверхностей различной геометрии, при которой основным режущим движением является вращение режущего инструмента с несколькими режущими кромками против не вращающейся заготовки, и где энергия резания вырабатывается вращением режущего инструмента.
Операции фрезерования в основном касаются фрезерования торцовой фрезой или фрезерования концевой фрезой. Инструменты устанавливаются на конусе расточного шпинделя (см. рис. 2) или, для торцевых фрез, на хвостовике фрезерного шпинделя.
4 Терминология и обозначения осей
Расточно-фрезерный станок - это станок, в котором основным режущим движением является вращение режущего инструмента против не вращающейся заготовки, и где энергия резания вырабатывается вращением режущего инструмента.
Режущее движение реализуется вращением шпинделя(ей) и, возможно, планшайбы.
Существуют следующие движения подачи:
a) поперечное перемещение стойки на станине (ось X);
b) вертикальное перемещение шпиндельной бабки (ось Y);
c) осевое перемещение подвижного корпуса шпинделя (ось Z);
d) осевое перемещение шпинделя (ось W);
e) осевое перемещение стола (ось R), где имеется;
f) возможное (дополнительное) перемещение салазок радиального суппорта (ось U).
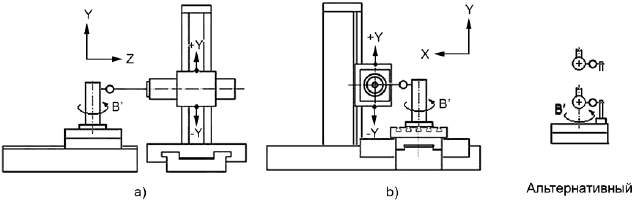
Рисунок 1 показывает типичную конфигурацию таких станков. Таблица 1 дает номенклатуру различных структурных компонентов станков, показанных на рисунке 1.
|

Рисунок 1 - Станок с подвижной стойкой вдоль оси X и 9 (дополнительным) поворотным столом с поступательным перемещением
Примечание - Обозначение элементов 1-10 см. в таблице 1.
Таблица 1 - Обозначения (см. рисунок 1)
N | Английский | Французский | Русский |
1 | bed | banc | станина |
2 | column base | base du montant | основание стойки |
3 | spindle head | chariot porte-belier | шпиндельная бабка |
4 | ram |
| корпус шпинделя |
5 | column | montant du chariot | стойка |
6 | spindle | broche | шпиндель |
7 | fixed table | table fixe | неподвижный стол |
8 | table bed | banc de la table | основание стола |
9 | rotary table saddle | trainard de la table | каретка поворотного стола |
10 | rotary table | table tournante | поворотный стол |
Примечание - В дополнение к терминам, представленным в настоящей таблице на трех официальных языках ISO, в таблице С.1 даны эквиваленты на итальянском; они представлены членом-комитетом Италии (UNI) и приведены только для информации. В качестве терминов ISO могут рассматриваться только термины на официальных языках ISO | |||
5 Особые замечания по отдельным элементам
5.1 Шпиндельные бабки
Примеры различных типов бабок представлены на рисунке 2. Соответствующие обозначения приведены в таблице 2.
Планшайбы обычно имеют радиальный шпиндель и в большинстве случаев являются второстепенными частями. Соответствующие испытания геометрической точности даны в ISO 17543-1.
|
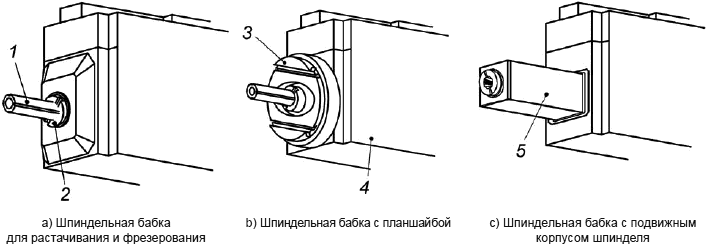
Примечание - Обозначение элементов 1-5 см. в таблице 2.
Рисунок 2 - Виды типовых шпиндельных бабок
Таблица 2 - Обозначения (см. рисунок 2)
N | Английский | Французский | Русский |
1 | boring spindle | broche | расточный шпиндель |
2 | milling spindle | broche | фрезерный шпиндель |
3 | facing head | plateau | планшайба |
4 | headstock with facing head |
| шпиндельная бабка с планшайбой |
5 | ram | coulisseau | подвижный корпус шпинделя |
Примечание - В дополнение к терминам, представленным в настоящей таблице на трех официальных языках ISO, в таблице С.2 даны эквиваленты на итальянском; они представлены членом-комитетом Италии (UNI) и приведены только для информации. В качестве терминов ISO могут рассматриваться только термины на официальных языках ISO | |||
5.2 Столы
В большинстве случаев этот тип станков имеет как подвижные, так и неподвижные столы с линейным и вращательным перемещением.
Вращательное перемещение может использоваться:
a) для углового позиционирования обрабатываемой детали;
b) как циркулярная подача при фрезерных операциях;
c) для вращательных режущих движений при токарных операциях.
6 Общие положения
6.1 Единицы измерения
В этой части ISO 3070 все линейные размеры и отклонения выражаются в миллиметрах. Все угловые размеры выражены в градусах. Угловые отклонения, в принципе, выражены в соотношениях, но в некоторых случаях в целях уточнения могут быть использованы микрорадианы и угловые секунды. Следует всегда иметь в виду эквиваленты следующих выражений:
![]()
6.2 Ссылки на серию стандартов ISO 230
При рассмотрении этой части ISO 3070 следует учитывать положения ISO 230-1:2012, особенно при установке станка перед испытанием, прогреве, описании методов измерения, оценке и представлении результатов.
В данный стандарт не включены испытания, связанные с проверкой тепловых эффектов, основанные на ISO 230-3. Если такие тесты представляют интерес, соответствующие испытания отражены в ISO 10791-10.
В блоке испытаний "Примечания", описанном в следующих разделах, за инструкциями следует ссылка на соответствующие разделы и подразделы в ISO 230-1:2012, ISO 230-2:2014 или ISO 230-7:2015, в случаях, когда проводимое испытание соответствует техническим требованиям одной или нескольких частей ISO 230.
6.3 Последовательность проведения испытаний
Последовательность, в которой испытания представлены в этой части ISO 3070, никоим образом не определяет практический порядок проведения испытаний. Чтобы облегчить монтаж инструментов или выверку по калибру, испытания можно проводить в любом порядке.
Тем не менее стоит помнить, что угловые отклонения влияют на измерения прямоты, таким образом следует проводить испытания по угловым отклонениям перед испытаниями по измерению прямоты.
6.4 Необходимые испытания
При испытаниях станка не всегда является необходимым или возможным провести все испытания, описанные в этой части ISO 3070. Когда испытания необходимы с целью приемки, право покупателя выбирать, в соответствии с соглашением с производителем/поставщиком, испытания соответствующих узлов и/или свойств станка, которые представляют интерес для покупателя. Эти испытания должны быть четко определены при заказе станка. Простая ссылка на эту часть ISO 3070 для проведения приемочных испытаний, без четкого определения необходимых испытаний или без соглашения о соответствующих расходах, не может считаться обязательной для любой из сторон контракта.
6.5 Измерительный инструмент
Указанные в нижеприведенных испытаниях измерительные приборы являются лишь примерами. Можно использовать другие измерительные инструменты для тех же величин и имеющих такую же или меньшую погрешность. Необходимо сделать ссылку на ISO 230-1:2012, Глава 5, в котором установлена связь между погрешностями измерений и допусками. Необходимая информация также содержится в ISO/TR 230-11.
Циферблатные индикаторы являются наиболее часто используемым типом датчиков линейного перемещения; поэтому они являются основными примерами датчиков на схемах и в разделе "Примечания".
Аналогичным образом, если есть ссылка на "поверочную линейку", может иметься в виду любой тип эталонного образца прямоугольности, такого как гранитная, стальная или чугунная поверочная линейка, одна из сторон угольника, одна из образующих цилиндрического поверочного угольника, любая прямая эталонного бруска или специальный образец, соответствующий Т-образным пазам, или другие эталоны.
Таким же образом, когда упоминается "угольник", то он может подразумевать любой тип эталонного образца перпендикулярности, такой как гранитный, стальной или чугунный поверочный угольник, цилиндрический угольник, эталонный брусок или специальный образец.
6.6 Коррекция с помощью программного обеспечения
Если для компенсации геометрических, контурных, тепловых отклонений и отклонений позиционирования доступно встроенное программное обеспечение, то его применение во время данных испытаний должно быть основано на соглашении между производителем/поставщиком и пользователем, с должным учетом предполагаемого использования станка. При использовании коррекции с помощью программного обеспечения это должно быть отражено в отчете об испытаниях.
Следует обратить внимание на то, что при коррекции с помощью программного обеспечения некоторые оси станков не могут быть заблокированы для целей испытания.
В ISO/TR 16907 приводится важная информация по цифровой компенсации геометрических ошибок.
6.7 Минимальное допустимое отклонение
Когда, по взаимному соглашению производитель/поставщик и покупатель будут устанавливать допуски на измеряемые длины, отличные от указанных допусков, которые описываются в следующих разделах, должно быть принято во внимание, что минимальное значение допуска равняется 0,005 мм.
7 Испытания на проверку геометрической точности
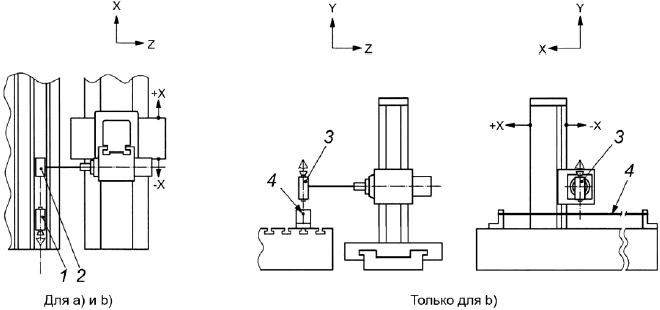
7.1 Отклонение от прямолинейности и угловые отклонения линейных осей
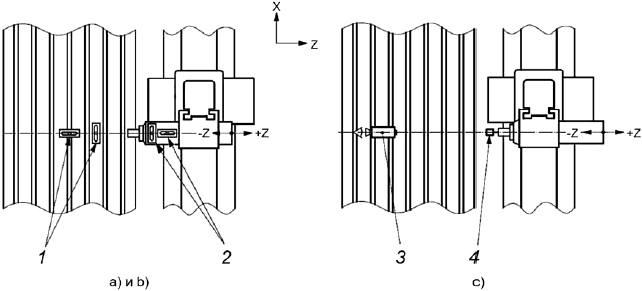
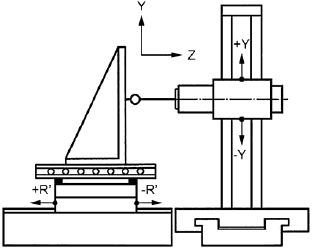
Объект | G1 | |||||
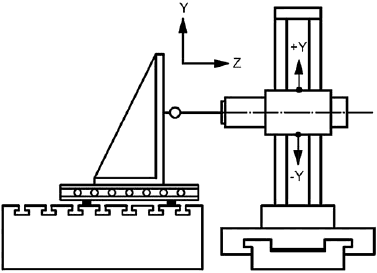
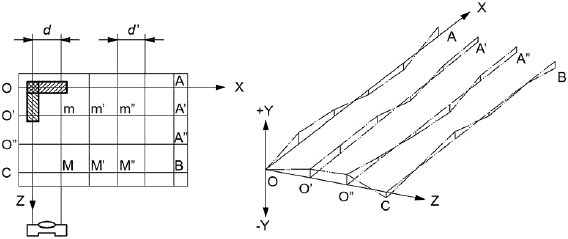
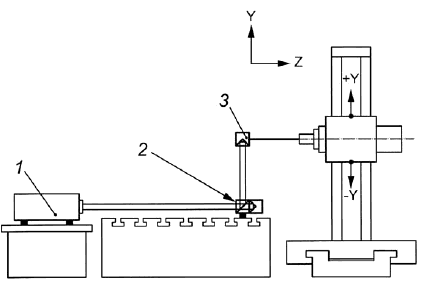
Проверка углового отклонения перемещения стойки (ось X): a) в вертикальной плоскости XY, b) в горизонтальной плоскости ZX, | ||||||
Схема | ||||||
| ||||||
Обозначения: 1 - поверочный телескоп; 2 - цель телескопа; 3 - микроскоп; 4 - натянутая струна | ||||||
Допуск | длина измерения до: | Измеренные отклонения | ||||
5000 | 10000 | 15000 | 20000 | a) | ||
для a) | 0,07 | 0,14 | 0,21 | 0,29 | b) | |
для b) | 0,06 | 0,11 | 0,16 | 0,21 | ||
При длине измерения более 20000 допуск должен быть оговорен между производителем/поставщиком и пользователем | ||||||
Измерительные инструменты Оптические методы, и только для b), микроскоп и натянутая струна | ||||||
Примечания и ссылки на ISO 230-1:2012 (8.2.2.1 и 8.2.2.3) a) Натянутая струна не рекомендуется из-за провисания струны. Поверочный телескоп может быть установлен на столе станка таким образом, чтобы оптический луч был параллелен движению стойки вдоль оси X, или при измерениях будет учитываться отсутствие параллельности. Если шпиндель может быть зафиксирован, заданная координата телескопа может быть смонтирована на нем. Если шпиндель не может быть заблокирован, заданная координата телескопа устанавливается на шпиндельной бабке. b) Когда используется натянутая струна, телескоп должен быть установлен на шпинделе или на шпиндельной бабке. Когда используется оптический метод, микроскоп должен быть установлен на шпинделе или на шпиндельной бабке. Когда используется оптический метод, телескоп устанавливается горизонтально. Для a) и b): Измерения должны проводиться на нескольких равноудаленных позициях, на этапах, не превышающих 500 по ходу перемещения. Переместите стойку по оси X и отметьте показания. | ||||||
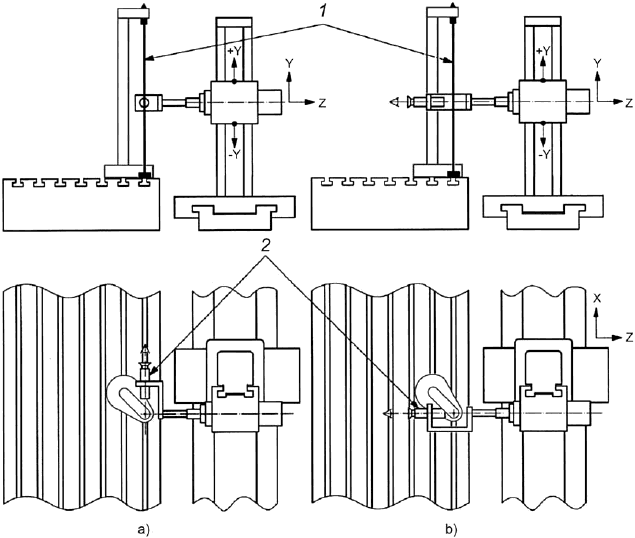
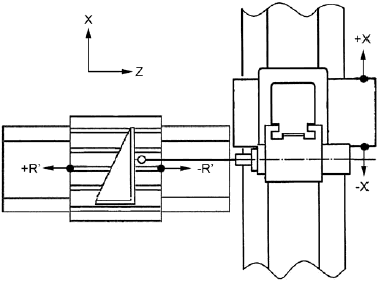
Объект | G2 | |||
Проверка углового отклонения перемещения стойки (ось X): a) в плоскости XY, b) в плоскости YZ, c) в плоскости ZX, | ||||
Схема | ||||
| ||||
Обозначения: 1 - эталонные уровни; 2 - измерительные уровни; 3 - зеркало; 4 - автоколлиматор | ||||
Допуск | для a) b) и c) | Измеренные отклонения | ||
X | 0,04/1000 | a) | ||
X>4000: | 0,06/1000 | b) | ||
Локальный допуск: 0,02/1000 для любой длины измерения из 500 | c) | |||
Измерительные инструменты a) Прецизионный уровень, лазерный интерферометр или другие оптические приборы измерения углового отклонения. b) Прецизионный уровень c) Лазерный интерферометр или другие оптические приборы измерения углового отклонения | ||||
Примечания и ссылки на ISO 230-1:2012 (3.4.16 и 8.4) Измерительный уровень или зеркало должны быть помещены на подвижный корпус шпинделя. a) ЕСХ (шаг) в направлении оси X (с оптическим инструментом, установленным вертикально). b) EAX (колебания относительно вертикальной оси) в направлении оси Z. c) EBX (отклонение от заданного направления движения) с оптическим инструментом, установленным горизонтально. Когда используются уровни, эталонный уровень должен быть установлен на неподвижном столе, а корпус шпинделя в середине диапазона перемещения (ось Z). Несколько предварительных движений стойки должны быть проведены с эталонным уровнем в различных положениях неподвижного стола, чтобы проверить, не является ли перемещение оси X источником углового отклонения какой-либо части неподвижного стола и/или станины (T-образного основания) поворотного стола. В этом последнем случае применяется метод дифференциальных измерений двух угловых перемещений, и это должно быть установлено. Измерения должны проводиться в обоих направлениях, на нескольких равноудаленных позициях на этапах, не превышающих 500 по ходу перемещения. Требуется указать место измерения | ||||
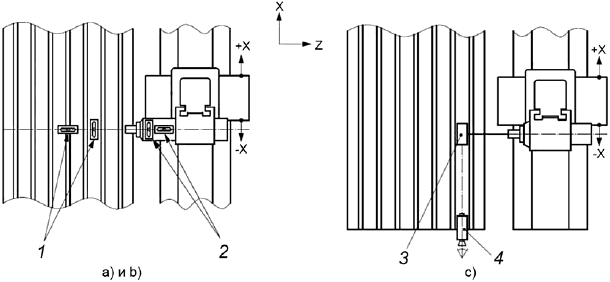
Объект | G3 | ||||
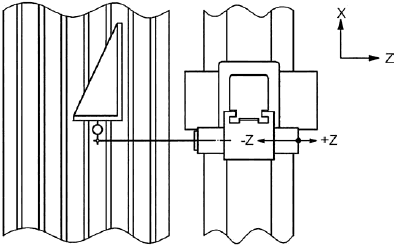
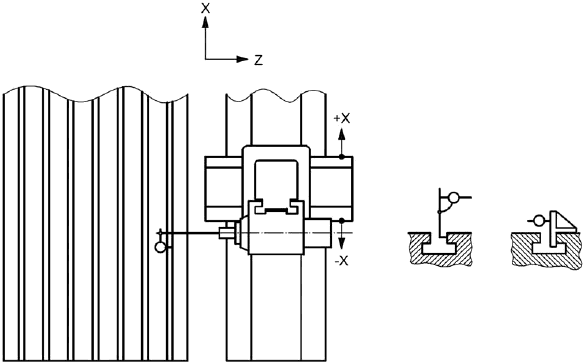
Проверка прямолинейности перемещения корпуса шпинделя (ось Z): a) в вертикальной плоскости YZ, b) в горизонтальной плоскости ZX, | |||||
Схема | |||||
| |||||
Допуск | длина измерения до: | Измеренные отклонения | |||
1000 | 1500 | 2000 | a) | ||
для a) и b) | 0,02 | 0,03 | 0,04 | b) | |
Локальный допуск: 0,006/1000 для любой длины измерения из 300 | |||||
При длине измерения более 20000 допуск должен быть оговорен между производителем/поставщиком и пользователем | |||||
Измерительные инструменты Датчик линейного перемещения и эталонный образец прямолинейности с набором концевых мер или лазерными методами | |||||
Примечания и ссылки на ISO 230-1:2012 (8.2.2.1 и 8.2.2.3) Установить поверочную линейку на столе параллельно движению корпуса шпинделя (оси Z) для a) вертикально и для b) горизонтально или отсутствие параллельности будет приниматься в расчет при измерениях. Если шпиндель может быть зафиксирован, циферблатный индикатор может быть установлен на него. Если шпиндель не может быть зафиксирован, циферблатный индикатор должен быть установлен на торец корпуса шпинделя. Измерительный наконечник должен располагаться перпендикулярно базовой торцевой поверхности поверочной линейки. Измерения должны проводиться в обоих направлениях перемещения, на нескольких равноудаленных позициях, на этапах, не превышающих 300 по ходу перемещения. Требуется указать место измерения | |||||
Объект | G4 | ||||
Проверка углового отклонения перемещения корпуса шпинделя (ось Z): a) в вертикальной плоскости YZ, b) в вертикальной плоскости XY, c) в горизонтальной плоскости ZX, | |||||
Схема | |||||
| |||||
Обозначения: 1 - эталонные уровни; 2 - измерительные уровни; 3 - автоколлиматор; 4 - зеркало | |||||
Допуск | длина измерения до: | Измеренные отклонения | |||
1000 | 1500 | 20000 | a) | ||
для a) | 0,06/1000 | 0,08/1000 | 0,10/1000 | b) | |
для b) | 0,04/1000 | 0,05/1000 | 0,06/1000 | c) | |
При длине измерения более 20000 допуск должен быть оговорен между производителем/поставщиком и пользователем | |||||
Измерительные инструменты a) Прецизионный уровень, лазерный интерферометр или другие оптические приборы измерения углового отклонения. b) Прецизионный уровень. c) Лазерный интерферометр или другие оптические приборы измерения углового отклонения | |||||
Примечания и ссылки на ISO 230-1:2012 (3.4.16 и 8.4) Измерительный уровень должен быть помещен на корпус шпинделя, зеркало должно быть помещено на торец корпуса шпинделя: a) EAZ, в направлении оси Z (с оптическим инструментом, установленным вертикально). b) ECZ, в направлении оси X. c) EBZ, с оптическим инструментом, установленным горизонтально. Когда используются уровни, эталонный уровень должен быть установлен на неподвижном столе (или на поворотном столе), чтобы проверить, не является ли перемещение оси Z источником углового отклонения какой-либо части неподвижного компонента. Если обнаружены угловые перемещения, должны быть проведены различные измерения и это должно быть установлено. Измерения должны проводиться в обоих направлениях, минимум на пяти равноудаленных позициях, походу перемещения | |||||
Объект | G5 | ||||||
Проверка прямолинейности перемещения шпиндельной бабки (ось Y): a) в вертикальной плоскости YZ, b) в вертикальной плоскости XY, | |||||||
Схема | |||||||
| |||||||
Обозначения: 1 - натянутая струна; 2 - микроскоп | |||||||
Допуск | длина измерения до: | Измеренные отклонения | |||||
2000 | 3000 | 4000 | 5000 | 6000 | a) | ||
для a) и b): | 0,03 | 0,04 | 0,05 | 0,07 | 0,09 | b) | |
При длине измерения более 6000 допуск должен быть оговорен между производителем/поставщиком и пользователем | |||||||
Измерительные инструменты Микроскоп и натянутая струна или оптические методы | |||||||
Примечания и ссылки на ISO 230-1:2012 (8.3, 8.2.2.2 или 8.2.2.3) Пиноль задней бабки (ось Z) должна быть на середине перемещения. Натянутая струна должна быть натянута между неподвижным столом и другим неподвижным узлом независимым от стойки станка. Если шпиндель может быть заблокирован, микроскоп или заданная цель поверочного телескопа может быть смонтирована на нем. Если шпиндель не может быть заблокирован, микроскоп или заданная координата устанавливается на торце корпуса шпинделя. Требуется указать место измерения | |||||||
Объект | G6 | ||||||
Проверка угловых отклонений перемещения шпиндельной бабки (ось Y): a) в вертикальной плоскости YZ, b) в вертикальной плоскости XY, c) в горизонтальной плоскости Zx, | |||||||
Схема | |||||||
| |||||||
Обозначения: 1 - эталонный уровень; 2 - измерительный уровень; 3 - цилиндрический угольник; d - расстояние измерения | |||||||
Допуск | длина измерения до: | Измеренные отклонения: | |||||
2000 | 3000 | 4000 | 5000 | 6000 | a) | ||
0,04 | 0,04 | 0,04 | 0,05 | 0,06 | b) | ||
При длине измерения более 6000 допуск должен быть оговорен между производителем/поставщиком и пользователем | c) | ||||||
Измерительные инструменты a) и b) Прецизионный уровень, лазерный или другие оптические приборы измерения углового отклонения | |||||||
Примечания и ссылки на ISO 230-1:2012 (3.4.16 и 8.4) a) и b) Установить уровень на шпиндельной бабке в направлении оси Z для a) и в направлении оси X для b). Эталонный уровень должен быть расположен на столе, держащем заготовку, в том же направлении, что и измерительный уровень, чтобы проверить, что перемещение оси Y не вызывает угловое перемещение любого неподвижного узла. Некоторые предварительные перемещения оси Y должны быть выполнены с обоими уровнями, чтобы проверить, не вызывает ли перемещение оси Y угловое перемещение любой части неподвижного стола или основания поворотного стола. В этом последнем случае применяется метод дифференциальных измерений двух угловых перемещений, и это должно быть установлено. с) Измерьте EZY отклонение прямолинейности оси Y с помощью прибора, размещенного на специальном плече с горизонтальным смещением d от оси шпинделя: с 1) с помощью циферблатного индикатора напротив цилиндрического поверочного угольника стоящего на выровненной поверхности с 2) с помощью микроскопа, нацеленного на натянутую струну или с 3) с помощью нацеливания на широкий установочный лазер, который генерирует оптическую плоскость XY. Отметьте показания и соответствующие позиции измерения перемещения шпиндельной бабки (ось Y). Переверните специальный рычаг (несущий инструмент) на другую сторону шпинделя и переместите ось X на расстояние 2d, чтобы отметить показания относительно тех же эталонов. Возможное отклонение по крену перемещения оси X должно быть измерено и принято во внимание. Для c) 3 движение по оси X не требуется. Прибор нужно переустановить и сделать новые измерения на тех же высотах, что и прежние, а затем записать показания. Для каждого положения измерения рассчитать алгебраическую разницу между двумя показаниями, затем подсчитать разницу между максимумом и минимумом и разделить на расстояние 2d для получения углового отклонения. Измерения должны проводиться на нескольких равноудаленных позициях, в шаге, не превышающем 500 по ходу перемещения в направлениях вверх и вниз. Примечание - Если инструмент не компенсируется при помощи ПО, вращение по оси Y также может быть измерено двумя измерениями EXY со смещением по оси Z. | |||||||
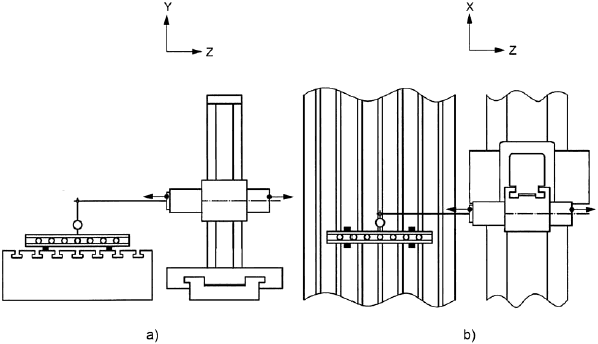
7.2 Перпендикулярность и параллельность линейных осей
Объект | G7 | ||
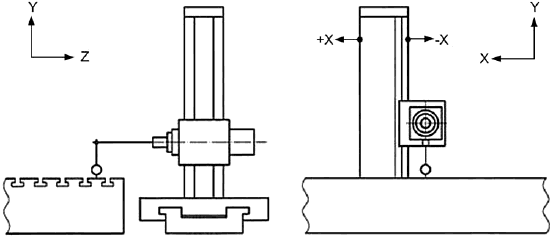
Проверка перпендикулярности между перемещением шпиндельной бабки (ось Y) и перемещением стойки (ось X), | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,04/1000 | |||
Измерительные инструменты Эталонный образец перпендикулярности, поверочная линейка, регулируемые вставки и датчик линейного перемещения | |||
Примечания и ссылки на ISO 230-1:2012 (10.3.2) Установите поверочную линейку на столе параллельно движению станины (ось X), используя регулируемые вставки, либо отсутствие параллельности будет учитываться при измерениях, а затем поместите на линейку угольник. Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Наконечником циферблатного индикатора коснитесь угольника, измеряя направление X. Поместите ось Y для измерений рядом с одним концом угольника и обнулите циферблатный индикатор. Переместите ось Y для измерений рядом с другим концом угольника и запишите показания. Измеренное отклонение от перпендикулярности, EC,(0X)Y, является соотношением показаний и расстояния, пройденного вдоль оси Y. | |||
Объект | G8 | ||
Проверка перпендикулярности между перемещением шпиндельной бабки (ось Y) и перемещением корпуса шпинделя (ось Z), | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,06/1000 | |||
Измерительные инструменты Эталонный образец перпендикулярности, поверочная линейка, регулируемые вставки и датчик линейного перемещения | |||
Примечания и ссылки на ISO 230-1:2012 (10.3.2) Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Наконечником циферблатного индикатора коснитесь угольника, измеряя направление Z. Поместите ось Y для измерений рядом с одним концом угольника и обнулите циферблатный индикатор. Переместите ось Y для измерений рядом с другим концом угольника и запишите показания. Измеренное отклонение от перпендикулярности, EA(0Z)Y, является соотношением показаний и расстояния, пройденного вдоль оси Y. Альтернативный вариант: Выровняйте поверочную линейку таким образом, чтобы вертикальный рычаг угольника находился на линейке параллельно движению шпиндельной бабки (ось Y). Наконечником циферблатного индикатора коснитесь поверочной линейки, измеряя направление Y. Верните назад ось Z и обнулите циферблатный индикатор. Переместите ось Z на нужное расстояние и считайте показания. Измеренное отклонение от перпендикулярности, EA(0Y)Z, является соотношением показания и расстояния, пройденного вдоль оси Z | |||
Объект | G9 | ||
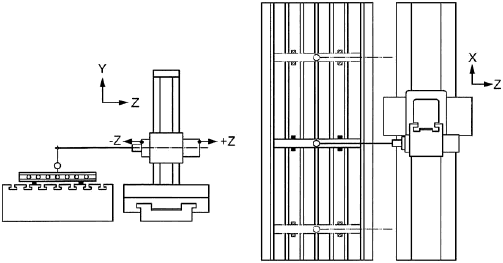
Проверка перпендикулярности между перемещением корпуса шпинделя (ось Z) и перемещением стойки (ось X) | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,06/1000 | |||
Измерительные инструменты Эталонный образец перпендикулярности и датчик линейного перемещения. | |||
Примечания и ссылки на ISO 230-1:2012 (10.3.2) Установите угольник на станине и выровняйте одну сторону параллельно движению стойки (ось X) либо отсутствие параллельности будет учитываться при измерениях. Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Наконечником циферблатного индикатора коснитесь угольника, измеряя направление оси X. Поместите ось Z для измерений рядом с одним концом угольника и обнулите циферблатный индикатор. Переместите ось Z для измерений рядом с другим концом угольника и запишите показания. Измеренное отклонение от перпендикулярности, EB(0X)Z, является соотношением показаний и расстояния, пройденного вдоль оси Y. | |||
Объект | G10a | ||
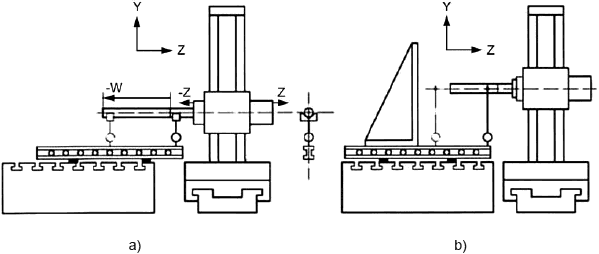
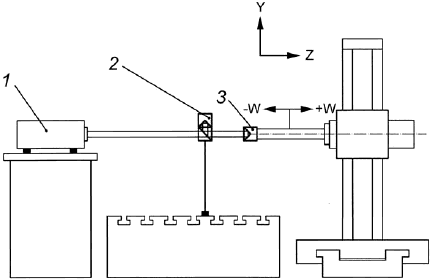
Проверка ориентации осевого перемещения расточного шпинделя (ось W) в плоскости YZ: a) параллельность между осевым перемещением шпинделя (ось W) и перемещением стойки (ось Z), b) перпендикулярность между осевым перемещением шпинделя (ось W) и перемещением шпиндельной бабки (ось Y), | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
Для удлинения шпинделя равного: | a) или альтернативно: | ||
2D: | +0,015/2D (вверх); | b) | |
4D: | ±0,02/4D; | ||
6D: | -0,06/6D (вниз). | ||
где D - диаметр расточного шпинделя Удлинение шпинделя ограничено величиной, равной шести диаметрам шпинделя и не должно превышать 900. Допуск ограничен для шпинделя диаметром до 150. При диаметре шпинделя более 150, допуск должен быть оговорен между производителем/поставщиком и пользователем | |||
Измерительные инструменты Эталонный образец прямолинейности или эталонный образец перпендикулярности, регулируемые вставки и датчик линейного перемещения | |||
Примечания и ссылки на ISO 230-1:2012 (12.3.2.3 и 10.3.2) a) Поместите поверочную линейку на стол вертикально в плоскости, содержащей шпиндельную ось, и отрегулируйте ее параллельно движению корпуса шпинделя (ось Z) либо отсутствие параллельности должно учитываться при измерении. Вращение шпинделя должно быть остановлено. Наконечником циферблатного индикатора коснитесь поверхности поверочной линейки и обнулите индикатор. Вытяните шпиндель на нужную длину и запишите показания циферблатного индикатора. Измеренное отклонение от параллельности, EA(0Z)W, является соотношением показаний индикатора и расстоянием, пройденным вдоль оси W. Альтернативный вариант: b) Выровняйте поверочную линейку таким образом, чтобы вертикальный рычаг угольника находился на линейке параллельно движению шпиндельной бабки (ось Y) и далее проводите проверку, как в пункте a). Измеренное отклонение от перпендикулярности, EA(0Y)W, является соотношением показаний индикатора к расстоянию, пройденному вдоль оси W | |||
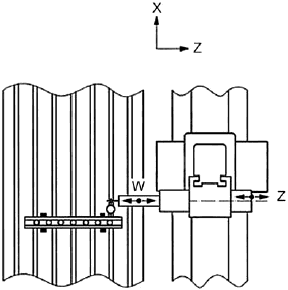
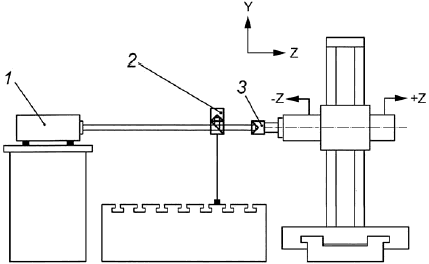
Объект | G10b | ||
Проверка параллельности осевого перемещения расточного шпинделя (ось W) и перемещения стойки (ось Z), a) параллельность между осевым перемещением шпинделя (ось W) и перемещением стойки (ось Z), b) перпендикулярность между осевым перемещением шпинделя (ось W) и перемещением шпиндельной бабки (ось Y), | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,04/1000 | |||
Измерительные инструменты Эталонный образец прямолинейности и датчик линейного перемещения | |||
Примечания и ссылки на ISO 230-1:2012 (12.3.2.3 и 10.3.2) Поместите поверочную линейку горизонтально на стол в плоскости, содержащей шпиндельную ось, и отрегулируйте ее параллельно движению корпуса шпинделя (ось Z), отсутствие параллельности должно учитываться при измерении. Вращение шпинделя должно быть остановлено. Наконечником циферблатного индикатора коснитесь поверхности поверочной линейки и обнулите индикатор. Выдвиньте шпиндель на нужную длину и запишите показания циферблатного индикатора. Измеренное отклонение от параллельности, EB(0Z)W, является соотношением показаний индикатора к расстоянию, пройденному вдоль оси W | |||
7.3 Неподвижный стол, независимый от станка
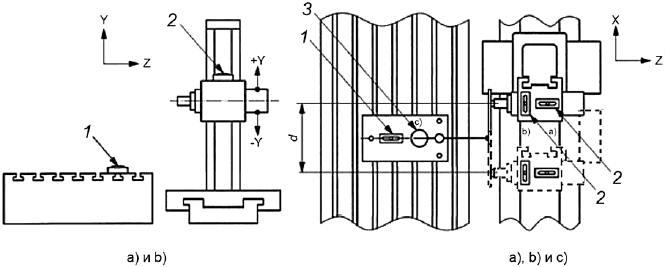
Объект | G11 | |||||
Проверка плоскостности поверхности неподвижного стола Схема | ||||||
| ||||||
Обозначения: d - измеряемое расстояние | ||||||
Допуск | длина самой длинной стороны стола до: | Измеренные отклонения | ||||
допуск плоскостности | 5000 | 10000 | 15000 | 20000 | ||
0,12 | 0,22 | 0,32 | 0,42 | |||
При длине измерения более 20000 допуск должен быть оговорен между производителем/поставщиком и пользователем | ||||||
Измерительные инструменты Прецизионный уровень или оптические методы. | ||||||
Примечания и ссылки на ISO 230-1:2012 (12.2.4 и 12.2.5) Измерения должны проводиться на нескольких равноудаленных позициях, с расстоянием измерения, не превышающим 1/10 самой длинной стороны стола | ||||||
Объект | G12 | |||||
Проверка параллельности между эталонным Т-образным пазом или любой другой эталонной поверхностью неподвижного стола и перемещением стойки (ось X) | ||||||
Схема | ||||||
| ||||||
Допуск | длина самой длинной стороны стола до: | Измеренные отклонения | ||||
допуск параллельности | 5000 | 10000 | 15000 | 20000 | ||
0,15 | 0,20 | 0,25 | 0,30 | |||
При длине измерения более 20000 допуск должен быть оговорен между производителем/поставщиком и пользователем | ||||||
Измерительные инструменты Датчик линейного перемещения и угольник | ||||||
Примечания и ссылки на ISO 230-1:2012 (12.3.2.5.2) Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Измерения должны проводиться на нескольких равноудаленных позициях, с расстоянием измерения, не превышающим 1/10 самой длинной стороны стола. Перемещайте ось X от одной позиции измерения до следующей без контакта между наконечником и эталонной поверхностью. На каждой позиции измерения перемещайте вниз ось Y, чтобы циферблатный индикатор вошел в контакт с эталонной поверхностью, или вставьте угольник между наконечником и поверхностью стола. Погрешностью параллельности является разница между максимальным и минимальным значением | ||||||
Объект | G13 | |||||
Проверка параллельности между поверхностью неподвижного стола и перемещением стойки (ось X) | ||||||
Схема | ||||||
| ||||||
Допуск | длина самой длинной стороны стола до: | Измеренные отклонения | ||||
допуск параллельности | 5000 | 10000 | 15000 | 20000 | ||
0,10 | 0,20 | 0,30 | 0,40 | |||
При длине измерения более 20000 должен быть оговорен между производителем/поставщиком и пользователем | ||||||
Измерительные инструменты Датчик линейного перемещения и угольник | ||||||
Примечания и ссылки на ISO 230-1:2012 (12.3.2.5.2) Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Корпус шпинделя нужно поместить в среднее положение. Перед измерением, каждую точку контакта необходимо вручную шлифовать абразивом, чтобы свести к минимуму малые погрешности стола. Перемещайте ось X от одной позиции измерения до следующей без контакта между наконечником и поверхностью стола. На каждой позиции измерения вставляйте набор концевых мер между наконечником и поверхностью стола и считывайте показания. Погрешностью параллельности является разница между максимальным и минимальным значением | ||||||
Объект | G14 | ||
Проверка параллельности между поверхностью неподвижного стола и перемещением стойки (ось Z) | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,07/1000 | |||
Измерительные инструменты Эталонный образец прямолинейности и датчик линейного перемещения | |||
Примечания и ссылки на ISO 230-1:2012 (12.3.2.5.2) Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Это испытание должно проводиться в нескольких положениях стойки (ось X) вдоль станины. Установите поверочную линейку на неподвижный стол в направлении оси Z, параллельно поверхности стола; перемещайте корпус шпинделя по всей измеряемой длине и запишите изменения показаний. Вместо поверочной линейки возможно прямое измерение поверхности стола с помощью циферблатного индикатора и набора концевых мер. Погрешностью параллельности является разница между максимальным и минимальным значением | |||
7.4 Расточный шпиндель
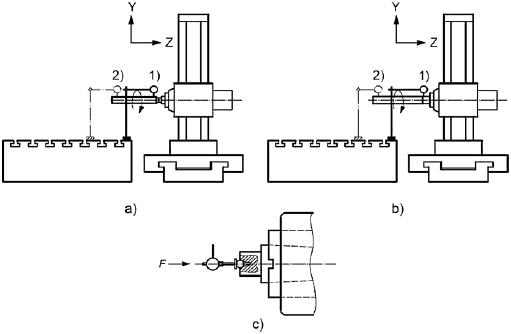
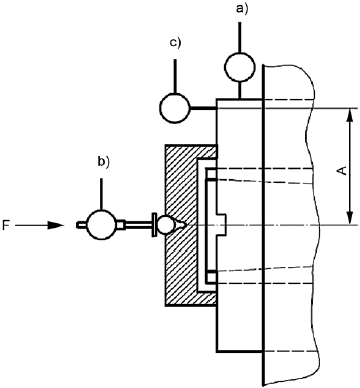
Объект | G15 | ||||||
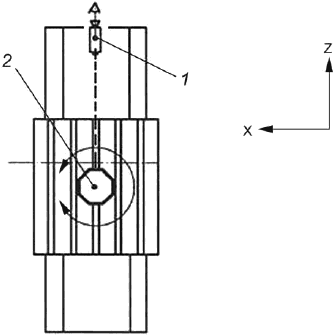
Проверка расточного шпинделя: a) биение внутри конуса, шпиндель отведен назад 1) близко к мерной линии шпинделя; 2) на расстоянии 300 от торца шпинделя b) биение наружного диаметра: 1) со шпинделем, отведенным назад; 2) со шпинделем, вытянутым на 300 c) осевая погрешность, со шпинделем, отведенным назад, | |||||||
Схема | |||||||
| |||||||
Допуск | Измеренные отклонения | ||||||
D | D | D>200 | a) | ||||
для a) и b) | 1) | 0,01 | 0,015 | 0,02 | 1) 2) | ||
2) | 0,02 | 0,03 | 0,04 | b) | |||
для c) | 0,01 | 0,015 | 0,02 | 1) | |||
где D - диаметр расточного шпинделя | 2) | ||||||
c) | |||||||
Измерительные инструменты Датчик линейного перемещения [с плоским наконечником для c)] и проверочная оправка для a) | |||||||
Примечания и ссылки на ISO 230-1:2012 для a) и b) 12.5.2; ISO 230-7:2015 для с) 5.4.4 Значение и направление силы, F, должно быть определено производителем/поставщиком. Если используются подшипники с предварительным натягом, то нет необходимости применять силу. Примечание - Испытание AR1 является испытанием для оценки погрешности перемещения оси вращения шпинделя | |||||||
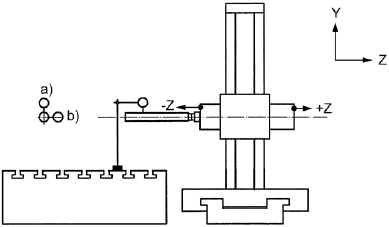
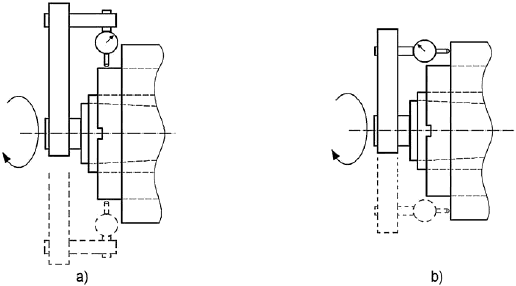
Объект | G16 | ||
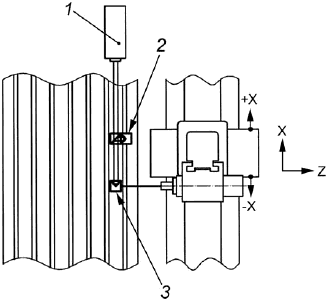
Проверка параллельности между осью вращения расточного шпинделя и перемещением стойки (ось Z). a) в вертикальной плоскости YZ, b) в горизонтальной плоскости ZX, | |||
Схема | |||
| |||
Допуск | для a) и b) | Измеренные отклонения | |
0,02/300 | a) b) | ||
Измерительные инструменты Проверочная оправка и датчик линейного перемещения | |||
Примечания и ссылки на ISO 230-1:2012 (10.1.4) Измерение должно проводиться с помощью проверочной оправки, смонтированной на торце шпинделя. Шпиндель должен быть перемещен назад. Проводите измерение в средней позиции выхода шпинделя из вращения или оценивайте среднее значение измерений, сделанных на двух позициях вращения шпинделя на 180° | |||
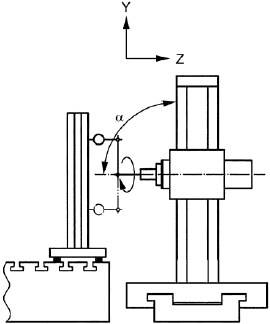
Объект | G17 | ||
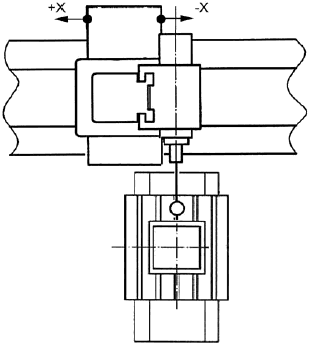
Проверка перпендикулярности оси расточного шпинделя по отношению к движению стойки (ось X), | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,04/1000 | |||
(1000 расстояние между двумя измерительными точками) | |||
Измерительные инструменты Датчик линейного перемещения, специальный рычаг и эталонный образец перпендикулярности | |||
Примечания и ссылки на ISO 230-1:2012 (10.3.3) Стойка (ось Z) должна быть зафиксирована. Шпиндель должен быть перемещен назад. Установите поверочную линейку параллельно на неподвижном столе и выровняйте ее с движением стойки (ось X). Установите циферблатный индикатор на специальном рычаге, смонтированном на шпинделе. Наконечником циферблатного индикатора коснитесь поверхности поверочной линейки и обнулите индикатор. Поворачивайте расточный шпиндель, пока наконечник опять не коснется базовой торцевой поверхности поверочной линейки, и запишите показания циферблатного индикатора. Разница между двумя показаниями, деленная на расстояние между двумя точками измерения является погрешностью перпендикулярности EB(0X)(C). Специальный рычаг должен быть достаточно жестким, чтобы предотвратить любые погрешности показаний из-за противодействующих отклонений в двух положениях измерения. Требуется указать значения угла | |||
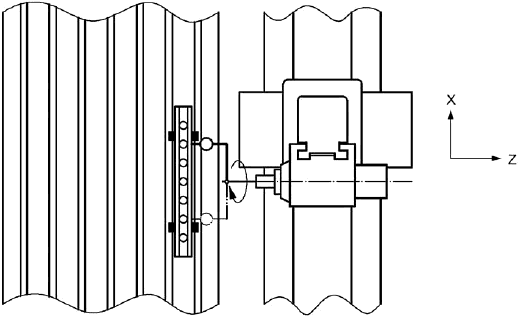
Объект | G18 | ||
Проверка перпендикулярности оси расточного шпинделя по отношению к движению шпиндельной головки (ось Y), | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,04/1000 с | |||
(1000 расстояние между двумя измерительными точками) | |||
Измерительные инструменты Датчик линейного перемещения, специальный рычаг эталонный образец перпендикулярности, поверочная плита и регулируемые вставки | |||
Примечания и ссылки на ISO 230-1:2012 (10.3.3) Установите поверочную плиту на столе и поместите на нее цилиндрический поверочный угольник. Выровняйте поверочную плиту с помощью регулируемых вставок, пока угольник не будет параллелен движению шпиндельной бабки (ось Y), либо отсутствие параллельности должно учитываться при измерениях. Шпиндель и корпус шпинделя должны быть перемещены назад. Установите наконечник циферблатный индикатор напротив угольника и обнулите индикатор. Поворачивайте расточный шпиндель, пока наконечник опять не коснется угольника, и запишите показания циферблатного индикатора. Разница между двумя показаниями, деленная на расстояние между двумя точками измерения является погрешностью перпендикулярности EA(0Y)(C). Специальный рычаг должен быть достаточно жестким, чтобы предотвратить любые погрешности показаний из-за противодействующих отклонений в двух положениях измерения. Требуется указать значения угла | |||
7.5 Фрезерный шпиндель
Объект | G19 | |||||
Проверка торца фрезерного шпинделя: a) биение наружной цилиндрической центрирующей поверхности b) осевая погрешность, c) осевое биение торца шпинделя (включая осевую погрешность) | ||||||
Схема | ||||||
| ||||||
Допуск | Измеренные отклонения | |||||
D | D | D>200 | a) | |||
для a) и b) | 1) | 0,01 | 0,015 | 0,02 | b) c) | |
2) | 0,01 | 0,015 | 0,02 | |||
для с) | 0,02 | 0,03 | 0,04 | |||
где D - диаметр шпинделя | ||||||
Измерительные инструменты Датчик линейного перемещения [с плоским наконечником для b)] | ||||||
Примечания и ссылки на ISO 230-1:2012 для а) и с) 12.5.2; ISO 230-7:2015 для b) 5.4.4 Значение и направление силы, F, должно быть определено производителем/поставщиком. Если используются подшипники с предварительным натягом, то нет необходимости применять силу. Расстояние, A, циферблатного индикатора c) должно быть максимально большим от шпиндельной оси. Примечание - Испытание AR1 является испытанием для оценки погрешности перемещения оси вращения шпинделя. | ||||||
Объект | G20 | ||
a) Проверка биения между осью средней линии фрезерного шпинделя и внешней цилиндрической центровки инструмента или приспособлений стойки. b) Проверка перпендикулярности между опорной поверхностью инструмента или приспособлений стойки и осью вращения фрезерного шпинделя. Примечание - Эти проверки верны, только если у стойки круговая установочная поверхность | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
a) 0,02 | a) | ||
b) 0,02/1000 | b) | ||
(500 расстояние между двумя измерительными точками) | |||
Измерительные инструменты Датчик линейного перемещения и проверочная оправка | |||
Примечания и ссылки на ISO 230-1:2012 a) 12.3.4 Радиальное биение составляет половину максимальной разницы показаний индикатора. b) 12.4.8 | |||
7.6 Вращающийся и подвижный стол
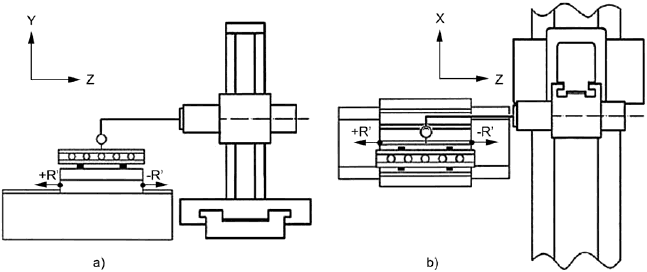
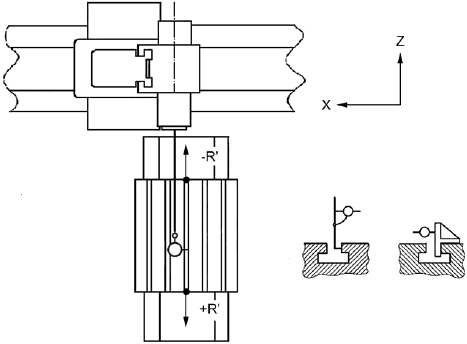
Объект | G21 | |
Проверка прямолинейности перемещения направляющих стола (ось R'): a) в вертикальной плоскости YZ, b) в горизонтальной плоскости ZX, | ||
Схема | ||
| ||
Допуск | Измеренные отклонения | |
для a) и b) | a) | |
0,02 для измерения длины до 1000 добавить 0,01 к допуску при каждом увеличении длины на 1000 после 1000 Максимальный допуск 0,05 | b) | |
Измерительные инструменты Эталонный образец прямолинейности, датчик линейного перемещения и набор концевых мер или оптические методы или натянутая струна и микроскоп для b) | ||
Примечания и ссылки на ISO 230-1:2012 (8.2.2.1, 8.2.2.3 и 8.2.2.5) Установите поверочную линейку на стол, вертикально для b), параллельно перемещению оси R' направляющей стола, либо отсутствие параллельности должно будет учитываться при измерениях. Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Наконечник должен быть параллелен базовой торцевой поверхности поверочной линейки. Переместите стол в поперечном направлении к оси R' и запишите показания | ||
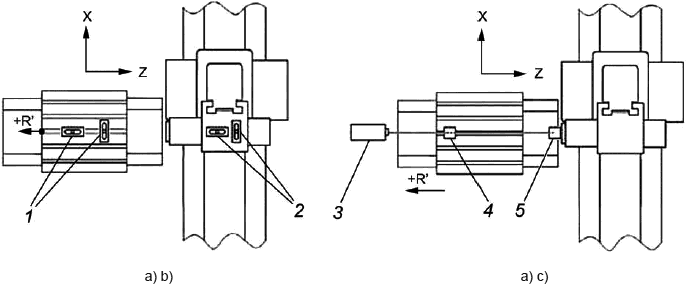
Объект | G22 | |||
Проверка угловых отклонений перемещения направляющей стола (ось R'): a) в вертикальной плоскости YZ, b) в вертикальной плоскости XY, c) в горизонтальной плоскости ZX, | ||||
Схема | ||||
| ||||
Обозначения: 1 - измерительные уровни; 2 - эталонные уровни; 3 - лазерная головка; 4 - угловой интерферометр; 5 - ретроотражатель | ||||
Допуск | для a) b) и c) | Измеренные отклонения | ||
R | 0,04/1000 | a) | ||
R>4000: | 0,06/1000 | b) | ||
Локальный допуск 0,02/1000 для любой измеряемой длины до 300 | c) | |||
Измерительные инструменты a) Прецизионные уровни, лазерный интерферометр или другие оптические приборы измерения углового отклонения. b) Прецизионные уровни c) Лазерный интерферометр или другие оптические приборы измерения углового отклонения | ||||
Примечания и ссылки на ISO 230-1:2012 (3.4.16 и 8.4) Уровень или инструмент должен быть размещен на столе: a) EAR (шаг) в направлении оси Z (с оптическим инструментом, установленным вертикально); b) ECR (колебания относительно вертикальной оси) в направлении оси X; c) EBX (отклонение от заданного направления движения) в направлении оси Z (с оптическим инструментом, установленным горизонтально). Эталонный уровень должен быть размещен на корпусе шпинделя, а корпус должен находиться в середине диапазона перемещения. Когда перемещение оси R' вызывает угловое перемещение и шпиндельной бабки и стола, с обрабатываемой деталью, должны быть сделаны дифференциальные измерения двух угловых перемещений и это должно быть зафиксировано | ||||
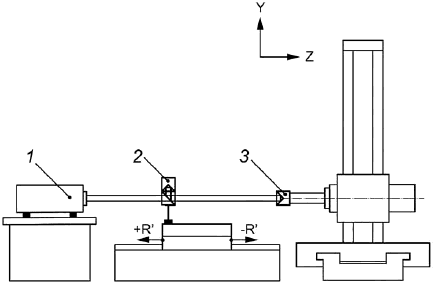
Объект | G23 | ||
Проверка параллельности между перемещением направляющей стола (ось R') и перемещением стойки (ось Z): a) в вертикальной плоскости YZ, b) в горизонтальной плоскости ZX, | |||
Схема | |||
| |||
Допуск | для a) и b) | Измеренные отклонения | |
0,03/500 | a) b) | ||
Измерительные инструменты Эталонный образец прямолинейности, датчик линейного перемещения и регулируемые вставки | |||
Примечания и ссылки на ISO 230-1:2012 (10.1.2) Установите поверочную линейку на стол, вертикально для a), параллельно перемещению направляющей стола (ось R'), либо отсутствие параллельности должно будет учитываться при измерениях. Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Установите наконечник циферблатного индикатора против угольника, измеряющего в направлении Y для a) и в направлении X для b). Отведите назад корпус шпинделя и обнулите индикатор. Переместите ось Z в нужное положение и запишите показания индикатора. Измеренное отклонение от параллельности, EA(0Z)R, для a) или EB(0Z)R, для b), является разницей между показаниями и дистанцией, пройденной вдоль оси Z Примечание - Эти испытания также могут проводиться при помощи одиночных измерений (синхронное движение Z оси и R'-оси). | |||

Объект | G24 | ||
Проверка перпендикулярности между перемещением шпиндельной бабки (ось Y) и перемещением направляющей стола (ось R'), | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,04/1000 | |||
Измерительные инструменты Эталонный образец перпендикулярности, поверочная линейка, датчик линейного перемещения и регулируемые вставки | |||
Примечания и ссылки на ISO 230-1:2012 (10.3.2) Установите поверочную линейку на столе, параллельно перемещению направляющей стола (ось R'), с использованием регулировочных вставок, либо отсутствие параллельности должно будет учитываться при измерениях. Установите угольник на поверочную линейку. Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Установите наконечник циферблатного индикатора против угольника, измеряющего в направлении оси Z. Расположите ось Y как можно ближе к одному концу поверхности угольника для проведения измерений и обнулите индикатор. Переместите ось Y как можно ближе к другому концу поверхности угольника и запишите показания индикатора. Измеренное отклонение от перпендикулярности, EA(0Y)R, является разницей между показаниями и дистанцией, пройденной вдоль оси Y | |||
Объект | G25 | ||
Проверка перпендикулярности между и перемещением направляющей стола (ось R') и перемещением стойки (ось X), | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,04/1000 | |||
Измерительные инструменты Эталонный образец перпендикулярности и датчик линейного перемещения | |||
Примечания и ссылки на ISO 23-1:2012 (10.3.2) Установите угольник на стол и выровняйте одну сторону параллельно перемещению стойки (ось X), либо отсутствие параллельности должно будет учитываться при измерениях. Установите угольник на поверочную линейку. Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Установите наконечник циферблатного индикатора против угольника, измеряющего в направлении оси X. Расположите ось R' как можно ближе к одному концу поверхности угольника для проведения измерений и обнулите индикатор. Переместите ось R' как можно ближе к другому концу поверхности угольника и запишите показания индикатора. Измеренное отклонение от перпендикулярности, EB(0X)R, является разницей между показаниями и дистанцией, пройденной вдоль оси R' | |||
Объект | G26 | ||
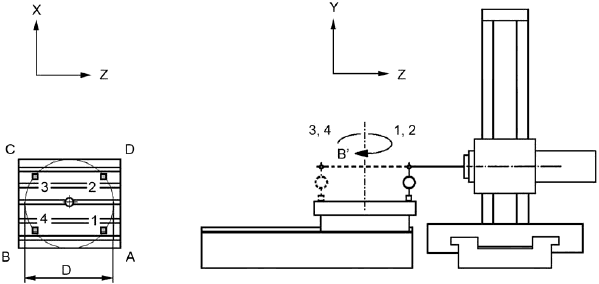
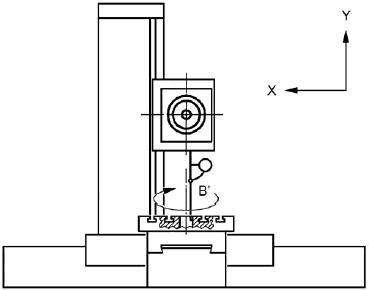
Проверка отклонения от параллельности оси вращения стола B' и оси перемещения Y: a) b) | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,04/1000 | a) b) | ||
Измерительные инструменты Цилиндрический поверочный угольник с широким основанием и датчик линейного перемещения | |||
Примечания и ссылки на ISO 230-1:2012 (3.6.4, 10.1.4, 10.1.4.3 или 10.1.4.4 как альтернатива) Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на шпиндельной бабке. a) ось Z при возможности должна быть заблокирована b) ось X при возможности должна быть заблокирована 1) Установите цилиндрический поверочный угольник с широким основанием на столе, и центрировать его по оси вращения. 2) Установить циферблатный индикатор так, чтобы его наконечник был ориентирован в направлении оси Z для a) и по оси X для b). 3) Коснуться наконечником цилиндрического поверочного угольника ближе к нижней части цилиндра и найти максимальное показание с помощью небольших перемещений по оси X для a) и по оси Z для b). Обнулить индикатор. 4) Переместите головку в направлении от стола по оси Y и снова коснуться цилиндра вблизи его верхней части. Отметить длину перемещения по оси Y. Найти максимальное показание с помощью небольших перемещений по оси X для a) и по оси Z для b) и записать новые показания. 5) Развернуть стол на 180° и повторить пункты 3) и 4). 6) Для двух измерений a) и b) среднее значение двух показаний на вершине цилиндра, разделенное на длину перемещения по оси Y, является искомым отклонением. Альтернативный метод Сферический образец устанавливается на шпиндельную головку станка, а датчик линейного перемещения - на стол. Сферический образец центрируется по средней осевой линии B' с помощью перемещений осей X и Z при вращении оси B'. Затем ось Y необходимо переместить в другое положение. Датчик линейного перемещения переустанавливается для снятия показаний со сферического образца в его новом положении. Погрешность центрирования необходимо записать как половину разницы показаний датчика перемещения на противоположных точках сферического образца. Данный альтернативный метод может применяться, когда можно коснуться полной горизонтальной окружности сферы (напр., экватора сферы). Ориентация отклонений параллельности между осью B' и осью Y должна быть указана в обоих измерениях | |||
Объект | G27 | ||
Проверка параллельности между медианой опорного Т-образного слота во вращательной позиции B0 и перемещением направляющей стола (ось R') | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,03/1000 | |||
Измерительные инструменты Датчик линейного перемещения и cross-square | |||
Примечания и ссылки на ISO 230-1:2012 (12.3.2.5.1) Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Наконечник циферблатного индикатора может касаться базовой торцевой поверхности Т-образного паза непосредственно или при помощи cross-square. Переместите ось R' от одной позиции измерения к следующей без контакта между наконечником и контрольной поверхностью. На каждой позиции измерения перемещайте ось Y вниз, чтобы циферблатный индикатор вошел в контакт с контрольной поверхностью, или вставьте cross-square между наконечником и поверхностью стола. Разница между максимальным и минимальным значениями является отклонением от параллельности | |||
7.7 Делительные или вращающиеся столы
Объект | G28 | |||||
Проверка торцевого биения поверхности стола при его повороте | ||||||
Схема | ||||||
| ||||||
Обозначения: D - измеряемый диаметр; 1, 2, 3 и 4 - позиции измерения; A, B, C и D - углы стола | ||||||
Допуск | длина измерения диаметра D, до: | Измеренные отклонения | ||||
2000 | 3000 | 4000 | 5000 | |||
допуск | 0,04 | 0,05 | 0,08 | 0,10 | ||
При длине измерения более 5000 допуск должен быть оговорен между производителем/ поставщиком и пользователем | ||||||
Измерительные инструменты Датчик линейного перемещения и набор концевых мер | ||||||
Примечания и ссылки на ISO 230-1:2012 (12.5) Когда циферблатный индикатор стоит в позиции 1, поместите набор концевых мер в направлении угла A стола и проведите измерения. Снимите набор концевых мер и поверните стол к В90, проведите измерения, вставив тот же набор концевых мер (в направлении угла B). Проведите ту же операцию в направлении углов C и D, размещая стол на В180 и В270. Повторите тот же процесс, размещая циферблатный индикатор последовательно в позиции 2, 3 и 4 или по крайней мере, в позицию 2. Для каждой из этих позиций записывайте разницу между максимальным и минимальным показаниями. Используйте наибольшую величину разницы в качестве значения осевого биения. Всякий раз перед измерениями, по возможности, фиксируйте стол | ||||||
Объект | G29 | ||
Проверка биения центрирующего отверстия стола при его повороте | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
0,015 | |||
Измерительные инструменты Датчик линейного перемещения (рычажного типа) | |||
Примечания и ссылки на ISO 230-1:2012 (12.5) Если шпиндель может быть заблокирован, циферблатный индикатор может быть смонтирован на нем. Если шпиндель не может быть заблокирован, циферблатный индикатор должен быть установлен на торце корпуса шпинделя. Установите наконечник циферблатного индикатора в одной плоскости с осью центрирующего отверстия как можно ближе к поверхности стола. Поверните стол и запишите разницу между максимальным и минимальным показаниями | |||
Объект | G30 | ||
Проверка точности угловых положений стола при 0°, 180°, 270°. a) для поворотных столов с индикацией только с 4 фиксированными позициями на расстоянии 90° b) для поворотных столов с индикацией с любым количеством позиций | |||
Схема | |||
| |||
Допуск | Измеренные отклонения | ||
a) 0,06/1000 | a) | ||
b) 0,05/1000 | b) | ||
Измерительные инструменты Эталонный образец перпендикулярности и датчик линейного перемещения или оптические методы | |||
Примечания и ссылки на ISO 230-1:2012 (9.2) Для a) и b) Установите угольник на столе, чтобы одна его кромка была параллельной перемещению стойки (ось X). Поверните стол четыре раза на 90° в одном направлении (90°, 180°, 270° и 360°) и на каждой позиции проверьте параллельность (угол наклона) между перемещением стола и соответствующей кромкой угольника. Поверните стол четыре раза на 90° в другом направлении (90°, 180°, 270° и 360°) и на каждой позиции проверьте параллельность (угол наклона). Максимальная разница этих восьми показаний представляет собой измеренную погрешность. Примечание - Заметка: Испытания по проверке точности и повторяемости позицирования поворотного стола при помощи ЧПУ (ось B'), Ebb описаны в Р6 | |||
8 Проверка точности и повторяемости позиционирования посредством ЧПУ
Эти испытания применяются только к горизонтальным расточно-фрезерным станкам с ЧПУ для линейных и поворотных позиционирующих степеней подвижности.
При проведении этих испытаний нужно ссылаться на ISO 230-2, особенно для условий окружающей среды, разогрева станка, методов измерений, оценки и интерпретации результатов.
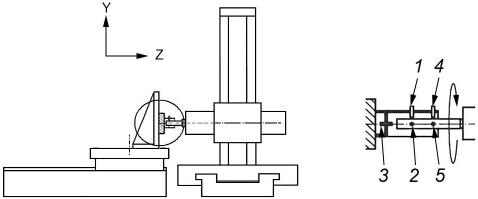
Объект | P1 | ||||||
Проверка точности и повторяемости позиционирования перемещения стойки (ось X) с помощью ЧПУ, | |||||||
Схема | |||||||
| |||||||
Обозначение 1 - лазерная головка 2 - интерферометр 3 - отражатель | |||||||
Допуск | Измеряемая длина | Измеренные отклонения | |||||
|
|
| |||||
Двунаправленная точность позиционирования |
| 0,014 | 0,020 | 0,022 | |||
Однонаправленная повторяемость позиционирования |
| 0,007 | 0,009 | 0,011 | |||
Двунаправленная повторяемость позиционирования |
| 0,011 | 0,014 | 0,017 | |||
Средняя зона нечувствительности оси |
| 0,005 | 0,006 | 0,008 | |||
Систематическое отклонение двунаправленного позиционирования |
| 0,008 | 0,011 | 0,013 | |||
Среднее отклонение двунаправленного позиционирования оси |
| 0,003 | 0,005 | 0,006 | |||
Оси превышающие 2000 | |||||||
Систематическое отклонение двунаправленного позиционирования |
| 0,016+0,006 для каждой дополнительной 1000 | |||||
Среднее отклонение двунаправленного позиционирования оси |
| 0,008+0,003 для каждой дополнительной 1000 | |||||
| |||||||
Измерительные инструменты Лазерное измерительное оборудование или мерная линейка | |||||||
Примечания и ссылки на ISO 230-2:2014 (3, 5.3.2 и 5.3.3) Мерная линейка и луч лазерного измерительного устройства должны быть установлены параллельно оси перемещения. Регулировка скорости подачи должна быть согласована между производителем/поставщиком и пользователем. Положение стартовой точки измерения должно быть четко установлено | |||||||
Объект | P2 | ||||||
Проверка точности и повторяемости позиционирования перемещения шпиндельной бабки (ось Y) с помощью ЧПУ, | |||||||
Схема | |||||||
| |||||||
Обозначение 1 - лазерная головка 2 - интерферометр 3 - отражатель | |||||||
Допуск | Измеряемая длина | Измеренные отклонения | |||||
|
|
| |||||
Двунаправленная точность позиционирования |
| 0,014 | 0,020 | 0,022 | |||
Однонаправленная повторяемость позиционирования |
| 0,007 | 0,009 | 0,011 | |||
Двунаправленная повторяемость позиционирования |
| 0,011 | 0,014 | 0,017 | |||
Средняя зона нечувствительности оси |
| 0,005 | 0,006 | 0,008 | |||
Систематическое отклонение двунаправленного позиционирования |
| 0,008 | 0,011 | 0,013 | |||
Среднее отклонение двунаправленного позиционирования оси |
| 0,003 | 0,005 | 0,006 | |||
Оси превышающие 2000 | |||||||
Систематическое отклонение двунаправленного позиционирования |
| 0,016+0,006 для каждой дополнительной 1000 | |||||
Среднее отклонение двунаправленного позиционирования оси |
| 0,008+0,003 для каждой дополнительной 1000 | |||||
| |||||||
Измерительные инструменты Лазерное измерительное оборудование или мерная линейка | |||||||
Примечания и ссылки на ISO 230-2:2014 (3, 5.3.2 и 5.3.3) Мерная линейка и луч лазерного измерительного устройства должны быть установлены параллельно оси перемещения. Регулировка скорости подачи должна быть согласована между производителем/поставщиком и пользователем. Положение стартовой точки измерения должно быть четко установлено | |||||||
Объект | P3 | ||||||
Проверка точности и повторяемости позиционирования перемещения корпуса шпинделя (ось Z) с помощью ЧПУ, | |||||||
Схема | |||||||
| |||||||
Обозначение 1 - лазерная головка 2 - интерферометр 3 - отражатель | |||||||
Допуск | Измеряемая длина | Измеренные отклонения | |||||
|
|
| |||||
Двунаправленная точность позиционирования |
| 0,014 | 0,014 | 0,020 | |||
Однонаправленная повторяемость позиционирования |
| 0,007 | 0,007 | 0,009 | |||
Двунаправленная повторяемость позиционирования |
| 0,011 | 0,011 | 0,014 | |||
Средняя зона нечувствительности оси |
| 0,005 | 0,005 | 0,006 | |||
Систематическое отклонение двунаправленного позиционирования |
| 0,007 | 0,007 | 0,011 | |||
Среднее отклонение двунаправленного позиционирования оси |
| 0,002 | 0,002 | 0,005 | |||
| |||||||
Измерительные инструменты Лазерное измерительное оборудование или мерная линейка | |||||||
Примечания и ссылки на ISO 230-2:2014 (3, 5.3.2 и 5.3.3) Мерная линейка и луч лазерного измерительного устройства должны быть установлены параллельно оси перемещения. Регулировка скорости подачи должна быть согласована между производителем/поставщиком и пользователем. Положение стартовой точки измерения должно быть четко установлено | |||||||
Объект | P4 | |||||
Проверка точности и повторяемости позиционирования движения перемещающегося расточного шпинделя (ось W) с помощью ЧПУ, | ||||||
Схема | ||||||
| ||||||
Обозначение 1 - лазерная головка 2 - интерферометр 3 - отражатель | ||||||
Допуск | Измеряемая длина | Измеренные отклонения | ||||
|
| |||||
Двунаправленная точность позиционирования |
| 0,017 | 0,022 | |||
Однонаправленная повторяемость позиционирования |
| 0,007 | 0,011 | |||
Двунаправленная повторяемость позиционирования |
| 0,014 | 0,017 | |||
Средняя зона нечувствительности оси |
| 0,006 | 0,008 | |||
Систематическое отклонение двунаправленного позиционирования |
| 0,010 | 0,012 | |||
Среднее отклонение двунаправленного позиционирования оси |
| 0,004 | 0,005 | |||
| ||||||
Измерительные инструменты Лазерное измерительное оборудование или мерная линейка | ||||||
Примечания и ссылки на ISO 230-2:2014 (3, 5.3.2 и 5.3.3) Мерная линейка и луч лазерного измерительного устройства должны быть установлены параллельно оси перемещения. Регулировка скорости подачи должна быть согласована между производителем/поставщиком и пользователем. Положение стартовой точки измерения должно быть четко установлено | ||||||
Объект | P5 | ||||||
Проверка точности и повторяемости позиционирования перемещения направляющей стола (ось R') с помощью ЧПУ, | |||||||
Схема | |||||||
| |||||||
Обозначение 1 - лазерная головка 2 - интерферометр 3 - отражатель | |||||||
Допуск | Измеряемая длина | Измеренные отклонения | |||||
|
|
| |||||
Двунаправленная точность позиционирования |
| 0,014 | 0,020 | 0,022 | |||
Однонаправленная повторяемость позиционирования |
| 0,007 | 0,009 | 0,011 | |||
Двунаправленная повторяемость позиционирования |
| 0,011 | 0,014 | 0,017 | |||
Средняя зона нечувствительности оси |
| 0,005 | 0,006 | 0,008 | |||
Систематическое отклонение двунаправленного позиционирования |
| 0,008 | 0,011 | 0,013 | |||
Среднее отклонение двунаправленного позиционирования оси |
| 0,003 | 0,005 | 0,006 | |||
| |||||||
Измерительные инструменты Лазерное измерительное оборудование или мерная линейка | |||||||
Примечания и ссылки на ISO 230-2:2014 (3, 5.3.2 и 5.3.3) Мерная линейка и луч лазерного измерительного устройства должны быть установлены параллельно оси перемещения. Регулировка скорости подачи должна быть согласована между производителем/поставщиком и пользователем. Положение стартовой точки измерения должно быть четко установлено | |||||||
Объект | P6 | ||||
Проверка точности и повторяемости позиционирования поворотного стола (ось В') с помощью ЧПУ, | |||||
Схема | |||||
| |||||
Обозначение 1 - автокололиматор со стороны шпинделя 2 - многогранное зеркало | |||||
Допуск | Для 360° | Измеренные отклонения | |||
a) | b) | ||||
Двунаправленная точность позиционирования |
| 7" | 11" | ||
Однонаправленная повторяемость позиционирования |
| 4" | 6" | ||
Двунаправленная повторяемость позиционирования |
| 6" | 8" | ||
Средняя зона нечувствительности оси |
| 4" | 6" | ||
Систематическое отклонение двунаправленного позиционирования |
| 4" | 6" | ||
Среднее отклонение двунаправленного позиционирования оси |
| 2" | 4" | ||
| |||||
Измерительные инструменты Многогранник и автоколлиматор или лазерное измерительное оборудование | |||||
Примечания и ссылки на ISO 230-2:2014 (3, 5.3.2 и 5.3.3) Установить автоколлиматор на неподвижной части станка или независимо от станка и установить многогранник близко к центру стола по одной прямой с автоколлиматором на первой измерительной поворотной позиции. Целевые позиции выбираются в соответствии с ISO 230-2:2014, таблица 1. Скорость подачи при угловом позиционировании должна быть согласована между производителем/ поставщиком и пользователем | |||||
Приложение A
(справочное)
Геометрическая точность осей вращения
Объект | AR1 | ||||
Определение погрешности движения оси вращения инструментального шпинделя(ей) (C) a) радиальная погрешность движения b) осевая погрешность движения c) погрешность движения вследствие наклона Примечание - Во время испытания расточный шпиндель отведен, по возможности. | |||||
Схема | |||||
| |||||
Обозначение: 1, 2, 3, 4 и 5 - бесконтактный датчик линейного перемещения | |||||
Допуск | Измеренные отклонения | ||||
При долях от максимальной скорости | |||||
10% | 50% | 100% | |||
a) общее значение радиальной погрешности движения b) общее значение осевой погрешности движения c) общее значение погрешности движения вследствие наклона Примечание - Если минимальная скорость больше чем 10% от максимальной скорости, то шпиндель должен работать на минимальной скорости | |||||
Различные скорости вращения шпинделя могут быть выбраны на основе взаимной договоренности между производителем/поставщиком и пользователем.
| |||||
Измерительные инструменты Контрольная оправка и бесконтактный датчик или две прецизионные сферы, расположенные с небольшим эксцентриситетом по отношению к средней линии шпинделя, и бесконтактные датчики. | |||||
Примечания и ссылки на ISO 230-7:2015 Это испытание является испытанием шпинделя с вращением в направлении повышенной чувствительности (5.4, ISO 230-7). После установки измерительного инструмента шпиндель должен быть разогрет на скорости 50° от максимальной в течение 10 мин, если иное не согласовано между производителем/поставщиком и потребителем. Общая погрешность движения описана в пункте 3.2.4 ISO 230-7, общая погрешность движения вследствие наклона - в пункте 3.5.1 ISO 230-7. a) общая радиальная погрешность движения Измерение радиальной погрешности движения описано в пункте 5.4.2 ISO 230-7. Радиальная погрешность движения измеряется как можно ближе к переднему концу шпинделя (датчики 4 и 5 на схеме данного испытания). Для радиальной погрешности движения b) общая осевая погрешность движения Измерение осевой погрешности движения описано в пункте 5.4.4 ISO 230-7. Для осевой погрешности движения c) общая погрешность движения вследствие наклона Измерение погрешности движения вследствие наклона описано в пункте 5.4.3 ISO 230-7. Погрешность движения вследствие наклона также можно измерить с помощью двух бесконтактных датчиков (см. 5.4.3.1 и 5.4.3.2, ISO 230-7). Для погрешности движения вследствие наклона должна быть представлена полярная диаграмма общей погрешности движения вследствие наклона (3.3.1, ISO 230-7) с центром полярной диаграммы (PC) (3.4.1, ISO 230-7). Для этих испытаний должны быть указаны следующие параметры: - радиальные, осевые или торцевые положения, в которых производятся измерения; - название всех используемых образцов, позиций и приспособлений; - расположение измерительной установки; - положение всех ступеней линейного или вращательного позиционирования, которые связаны испытываемым устройством; - направляющий угол чувствительного направления, например, осевые, радиальные или промежуточные углы в зависимости от обстоятельств; - представление результата измерения, например: значение погрешности движения, диаграмма в полярных координатах, диаграмма последовательности, диаграмма спектрального состава; - скорость вращения шпинделя (ноль для статической ошибки движения); - длительность в секундах или число оборотов шпинделя; - необходимость процедуры прогрева или обкатки; - частотная характеристика измерительной аппаратуры, данные в герцах или циклах на оборот, в том числе обкатка характеристик каких-либо электронных фильтров. Что касается цифровой аппаратуры, дискрета отклонения и частота измерений; - структурный цикл, в том числе местоположение и ориентация датчиков относительно корпуса шпинделя, из которого сообщается ошибка движения, указанные объекты, относительно которых расположены оси шпинделя и опорный оси, и элементы соединения этих объектов; - время и дата измерения; - тип и статус калибровки всех измерительных приборов; - другие рабочие параметры, которые могут повлиять на измерение, такие как температура окружающей среды. Если измерения наклона не нужны (по согласованию между поставщиком и пользователем), то используются только три датчика (3, 4, и 5) и испытание оправки может быть заменено на испытание точности прецизионной сферы | |||||
Объект | AR2 | ||||
Определение погрешности движения оси вращения стола, несущего заготовку a) радиальная погрешность движения b) осевая погрешность движения c) погрешность движения вследствие наклона | |||||
Схема | |||||
| |||||
Обозначение: 1, 2, 3, 4 и 5 - бесконтактный датчик линейного перемещения | |||||
Допуск | Измеренные отклонения | ||||
При долях от максимальной скорости | |||||
10% | 50% | 100% | |||
a) общее значение радиальной погрешности движения | |||||
b) общее значение осевой погрешности движения | |||||
с) общее значение погрешности движения вследствие наклона | |||||
Примечание - Если минимальная скорость больше чем 10% от максимальной скорости, то шпиндель должен работать на минимальной скорости. | |||||
Различные скорости вращения шпинделя могут быть выбраны на основе взаимной договоренности между производителем/поставщиком и пользователем
| |||||
Измерительные инструменты Контрольная оправка и бесконтактный датчик или две прецизионные сферы, расположенные с небольшим эксцентриситетом по отношению к средней линии шпинделя, и бесконтактные датчики | |||||
Примечания и ссылки на ISO 230-7:2015 Это испытание с фиксацией в направлении повышенной чувствительности (5.5, ISO 230-7). Если стол может быть использован для токарных работ, после установки измерительного инструмента стол должен быть разогрет на скорости 50° от максимальной в течение 10 мин, если иное не согласовано между производителем/поставщиком и потребителем. Общая погрешность движения описана в пункте 3.2.4 ISO 230-7, общая погрешность движения вследствие наклона - в пункте 3.5.1 ISO 230-7. a) общая радиальная погрешность движения Измерение радиальной погрешности движения описано в пункте 5.4.2 ISO 230-7. Радиальная погрешность движения измеряется как можно ближе к переднему концу шпинделя (датчики 4 и 5 на схеме данного испытания). Для радиальной погрешности движения b) общая осевая погрешность движения Измерение осевой погрешности движения описано в пункте 5.4.4 ISO 230-7. Для осевой погрешности движения c) общая погрешность движения вследствие наклона Измерение погрешность движения вследствие наклона описано в пункте 5.5.5 ISO 230-7. Погрешность движения вследствие наклона также можно измерить с помощью двух бесконтактных датчиков (см. 5.5.5.2 и 5.5.5.4, ISO 230-7). Для погрешности движения вследствие наклона Для этих испытаний должны быть указаны следующие параметры: - радиальные, осевые или торцевые положения, в которых производятся измерения; - название всех используемых образцов, позиций и приспособлений; - расположение измерительной установки; - положение всех ступеней линейного или вращательного позиционирования, которые связаны испытываемым устройством; - направляющий угол чувствительного направления, например, осевые, радиальные или промежуточные углы в зависимости от обстоятельств; - представление результата измерения, например: значение погрешности движения, диаграмма в полярных координатах, диаграмма последовательности, диаграмма спектрального состава; - скорость вращения шпинделя (ноль для статической ошибки движения); - длительность в секундах или число оборотов шпинделя; - необходимость процедуры прогрева или обкатки; - частотная характеристика измерительной аппаратуры, данные в герцах или циклах на оборот, в том числе обкатка характеристик каких-либо электронных фильтров. Что касается цифровой аппаратуры, дискрета отклонения и частота измерений ; - структурный цикл, в том числе местоположение и ориентация датчиков относительно корпуса шпинделя, из которого сообщается ошибка движения, указанные объекты, относительно которых расположены оси шпинделя и опорный оси, и элементы соединения этих объектов; - время и дата измерения; - тип и статус калибровки всех измерительных приборов; - другие рабочие параметры, которые могут повлиять на измерение, такие как температура окружающей среды. Если измерения наклона не нужны (по согласованию между поставщиком и пользователем), то используются только три датчика (3, 4, и 5) и испытание оправки может быть заменено на испытание точности прецизионной сферы | |||||
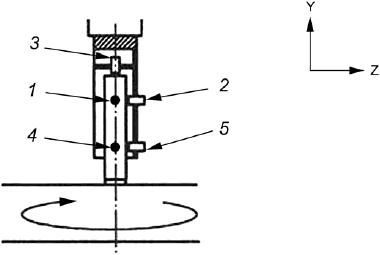
Приложение B
(обязательное)
Испытания для фронтального шпинделя [см. рисунок 2b)]
Объект | BBG1 |
Проверка перпендикулярности между осью вращения шпинделя и осью X. | |
Схема | |
| |
Допуск 0,03/1000 | |
Измеренные отклонения | |
Измерительные инструменты Датчик линейного смещения, специальный крепеж и угольник | |
Примечания и ссылки на ISO 230-1 (5.512.1 и 5.512.32) Ось Z необходимо зафиксировать, по мере возможности. Установите датчик линейного смещения на шпиндель при помощи специального крепежа, достаточно крепко, чтобы предотвратить возможные ошибки считывания данных из-за отклонений в двух позициях измерений. Приложите стилус датчика линейного смещения к угольнику. Обнулите датчик. Поверните шпиндель и сдвигайте его по оси X до тех пор, пока стилус снова не коснется угольника в той же точке. Запишите результат. Разница между двумя измерениями делится на расстояние по оси X, это и есть искомое отклонение. Требуется указать величину и знак отклонения | |
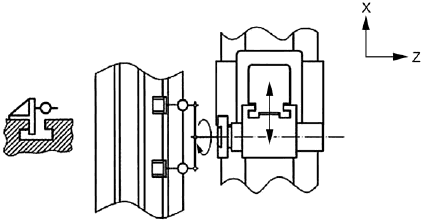
Объект | BG2 |
Проверка перпендикулярности между осью вращения шпинделя и осью Y. | |
Схема | |
| |
Допуск 0,03/1000 | |
Измеренные отклонения | |
Измерительные инструменты Цилиндрический угольник, контрольная плита, набор вставок, датчик линейного смещения, специальный крепеж | |
Примечания и ссылки на ISO 230-1 (5.512.1 и 5.512.32) Ось Z необходимо зафиксировать, по мере возможности. Установите контрольную плиту на стол, поставьте на нее угольник. Установите плиту таким образом, чтобы угольник был параллелен оси Y при помощи набора вставок, или же учтите отсутствие параллельности при измерении. Установите датчик линейного смещения на шпиндель при помощи специального крепежа, достаточно крепко, чтобы предотвратить возможные ошибки считывания данных из-за отклонений в двух позициях измерений. Приложите стилус датчика линейного смещения к угольнику. Обнулите датчик. Поверните шпиндель до тех пор, пока стилус снова не коснется угольника. Запишите результат. Разница между двумя измерениями делится на расстояние по оси X, это и есть искомое отклонение. Требуется указать величину и знак отклонения | |
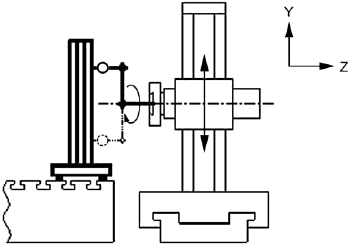
Объект | BBG3 | |
Проверка перпендикулярности между радиальным перемещением (ось U) и осью вращения шпинделя. | ||
Схема | ||
| ||
Допуск 0,025/300 | Измеренные отклонения | |
Измерительные инструменты Поверочная линейка, датчик линейного смещения и набор вставок. | ||
Примечания и ссылки на ISO 230-1 (5.422.5 и 5.422.2) Ось Z необходимо зафиксировать, по мере возможности. Установите поверочную линейку на столе. Закрепите датчик смещения на радиальной рамке и направьте стилус на поверочную линейку. Установите линейку перпендикулярно оси вращения шпинделя, поворачивая шпиндель более чем на 180° пока одинаковые значения не будут получены с обеих сторон без перемещения по оси U. Обнулите датчик линейного смещения. Сдвигайте радиальную рамку (ось U) по ходу движения и записывайте разницу между значениями на обеих сторонах движения. Эта разница, деленная на длину перемещения по оси U, и есть искомое отклонение | ||
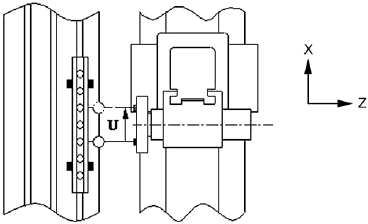
Объект | BG4 | |||
Проверка точности и повторяемости позиционирования радиальной рамки (ось U) при помощи ЧПУ. | ||||
Схема | ||||
| ||||
Обозначение: 1 - лазерная головка; 2 - интерферометр; 3 - отражатель | ||||
Допуск | Измеренная длина | Измерительное отклонение | ||
| ||||
Двунаправленная точность позиционирования по оси Ua |
| 0,014 | ||
Повторяемость позиционирования по оси Ua |
| 0,007 | ||
Двунаправленная повторяемость позиционирования по оси Ua |
| 0,011 | ||
Возвращение к норме по оси U |
| 0,005 | ||
Двунаправленная систематичная ошибка позиционирования по оси Ua |
| 0,007 | ||
Средняя двухнаправленная ошибка позиционированния по оси Ua |
| 0,003 | ||
| ||||
Измерительные инструменты Лазерное измерительное оборудование или измерительная линейка | ||||
Примечания и ссылки на ISO 230-2 (4.3.2) Измерительная линейка или ось лазера измерительного оборудования должны быть направлены параллельно оси. Быстрая подача обычно используется для позиционирования, но конкретная скорость подачи может быть обговорена между поставщиком и пользователем. Требуется установить точку начала измерения | ||||
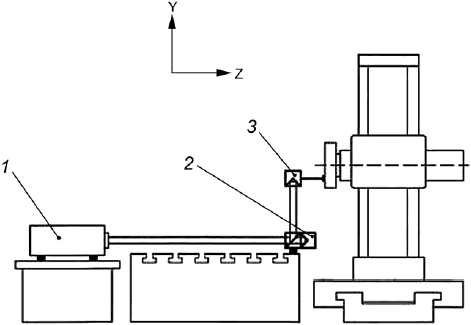
Приложение C
(справочное)
Номенклатура компонентов станков на других языках
Таблица C.1 - Номенклатура компонентов, указанных на рисунке 1
N на рисунке 1 | Английский | Итальянский |
1 | bed | banco |
2 | column base | base del montante |
3 | spindle head | testa |
4 | ram | slittone |
5 | column | montante |
6 | spindle | mandrino |
7 | fixed table | tavola fissa |
8 | table bed | banco della tavola |
9 | rotary table saddle | slitta della tavola |
10 | rotary table | tavola girevole |
Примечание - В дополнение к терминам, представленным на трех официальных языках ISO в таблице 1, в настоящей таблице даны эквиваленты на итальянском; они представлены членом-комитетом Италии (UNI) и приведены только для информации. В качестве терминов ISO могут рассматриваться только термины на официальных языках ISO | ||
Таблица C.2 - Номенклатура компонентов, указанных на рисунке 2
N на рисунке 2 | Английский | Итальянский |
1 | boring spindle | mandrino di alesatura |
2 | milling spindle | mandrino di fresatura |
3 | facing head | testa a sfacciare |
4 | headstock with facing head | slittone con testa a sfacciare |
5 | ram | slittone |
Примечание - В дополнение к терминам, представленным на трех официальных языках ISO в таблице 2, в настоящей таблице даны эквиваленты на итальянском; они представлены членом-комитетом Италии (UNI) и приведены только для информации. В качестве терминов ISO могут рассматриваться только термины на официальных языках ISO. | ||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта, документа | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-1:2012 | - | * |
ISO 230-2:2014 | - | * |
ISO 230-7:2015 | - | * |
ISO/TR 230-11 | - | * |
* Соответствующий межгосударственный стандарт, документ отсутствует. | ||
Библиография
[1] | 841:2001 | Industrial automation systems and integration. Numerical control of machines. Coordinate system and motion nomenclature (Системы промышленной автоматизации и интеграция. Числовое программное управление станками. Системы координат и обозначение осей) |
[2] | ISO 10791-7 | Test conditions for machining centres. Part 7: Accuracy of a finished test piece (Условия испытания обрабатывающих центров. Часть 7. Точность обработки испытательных образцов) |
УДК 621.9.02-434.5:006.354 | МКС 25.080.20 | ОКП 38 1000 |
Ключевые слова: фрезерно-расточные станки, шпиндельная головка, расточной шпиндель, проверка геометрической точности, методы проверок, средства измерений, схема измерений, отклонение, допуск, поверочная плита, поверочная линейка, оптические средства измерения, лазерный интерферометр | ||
Электронный текст документа
и сверен по:
, 2018
{kind=link}