ГОСТ Р 59209-2020
(ИСО 23125:2015)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Безопасность. Станки токарные
Machine tools. Safety. Turning machines
ОКС 25.080
Дата введения 2021-09-01
Предисловие
1 ПОДГОТОВЛЕН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС") и Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП "") на основе официального перевода на русский язык англоязычной версии указанного в пункте 4 стандарта, который выполнен ФГУП ""
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 ноября 2020 г. N 1142-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 23125:2015* "Станки металлорежущие. Безопасность. Токарные станки" ("Machine tools - Safety - Turning machines", MOD) путем включения дополнительных положений, фраз, слов, внесения изменений в текст применяемого международного стандарта, которые выделены курсивом**, а также невключения отдельных структурных элементов, объяснения причин внесения этих технических отклонений приведены во введении к настоящему стандарту и в дополнительном приложении ДБ.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей;
** В оригинале обозначения и номера стандартов и нормативных документов в разделе "Введение" приводятся обычным шрифтом, отмеченные в разделе "Предисловие" и приложении ДА знаком "**" и остальные по тексту документа выделены курсивом. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/ТC 39 "Станки", подкомитетом SC 2 "Условия испытаний металлорежущих станков".
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р ИСО 23125-2012
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации"**. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт разработан как гармонизированный (MOD) с международным стандартом ИСО 23125:2015 и соответствует основным требованиям Директив Европейского Союза и связанным с ними нормам EFTA.
Международный стандарт является стандартом типа C в соответствии с ИСО 12100:2010.
Соответствующее оборудование и степень охвата опасностей, опасных ситуаций и событий указано в области применения настоящего стандарта. Кроме того, токарные станки должны соответствовать требованиям ИСО 12100:2010 в отношении опасностей, которые не охватываются настоящим стандартом.
Когда положения этого стандарта типа C отличаются от тех, которые указаны в стандартах типа A или B, положения этого стандарта типа C имеют приоритет над положениями других международных стандартов для машин, которые были спроектированы и изготовлены в соответствии с положениями настоящего стандарта типа C.
Настоящий стандарт предназначен для конструкторов, производителей, поставщиков и импортеров машин, согласно информации в разделе "Область применения".
Стандарт также включает в себя список информационных документов, которые производитель должен предоставить пользователю.
В международном стандарте (МС) ИСО 23125:2015 приведены в широкой номенклатуре требования и меры по устранению опасностей и снижению рисков в обозначенных группах станков. Однако, при достаточно высокой степени конкретизации вышеуказанных мер и требований безопасности, в МС не уделено должного внимания методике определения (расчета) допустимого уровня (степени) риска обрабатывающего оборудования, в том числе токарных станков. В связи с этим при гармонизации путем модификации МС в него включены отдельные положения вступившего в силу с 2018 года ГОСТ 33839-2016 "Определение допустимого уровня (степени) риска и опасности общеотраслевого обрабатывающего оборудования", в которое входят и токарные станки.
Наряду с включением в ИСО 23125:2015 отдельных положений из ГОСТ 33938, из содержания вышеуказанного МС исключены отдельные пункты и подпункты, в которых излишне изложена общедоступная подробная информация в части типов, конструкций токарных станков и дополнительных устройств к ним, которая не имеет прямого отношения к основному назначению - к безопасности токарных станков.
В целом, в настоящий стандарт включены следующие технические отклонения по отношению к международному стандарту ИСО 23125:2015:
Раздел 2 "Нормативные ссылки":
Добавлены межгосударственный стандарт ГОСТ 33938, содержащий методику по расчету допустимого уровня риска и ГОСТ EN 12415 по безопасности токарных станков с ЧПУ. Исключены отдельные ссылочные МС справочного и непрофильного характера.
Раздел 3 "Термины и определения":
Введены 2 определения в части понятия риска в связи с включением ГОСТ 33938.
Введен новый раздел 7 "Определение допустимого уровня риска" - это материалы в соответствии с ГОСТ 33938, которые дополняют положения по определению допустимого уровня (степени) риска, которых нет в базовом МС, но они необходимы и востребованы предприятиями для обеспечения требований безопасности эксплуатируемого оборудования.
Включены дополнительные приложения:
Приложение ДА (справочное) Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте.
Приложение ДБ (справочное) Обоснование причин основных технических отклонений в тексте применяемого МС.
1 Область применения
Настоящий стандарт устанавливает требования и/или меры по устранению опасностей или снижению рисков для следующих групп токарных станков и токарных обрабатывающих центров, которые предназначены для обработки металла резанием:
- группа 1: токарные станки с ручным управлением без числового программного управления (ЧПУ);
- группа 2: токарные станки с ручным управлением и возможностью ограниченного применения ЧПУ;
- группа 3: токарные станки с ЧПУ и токарные обрабатывающие центры;
- группа 4: одно и многошпиндельные токарные станки-автоматы.
Примечание 1 - Подробную информацию о группах станков см. в 3.4 описание основных и дополнительных режимов обработки см. в 3.3.
Примечание 2 - Требования настоящего стандарта распространяются в основном на все группы токарных станков. Если требования применимы только к какой-то специальной группе(ам) токарных станков, то специальная группа(ы) токарного станка(ов) указана(ы).
Примечание 3 - Опасности, возникающие при других процессах обработки металлов, отражены в других международных стандартах (см. библиографию).
Настоящий стандарт касается существенных опасностей, перечисленных в разделе 4, и распространяется также на встроенные в станок вспомогательные устройства (например, на приспособления для крепления обрабатываемых заготовок, инструментов, вспомогательные механизмы, устройства для ухода за станком, оборудование для уборки стружки и т.п.).
Настоящий стандарт применяется также к станкам, встроенным в автоматическую производственную линию или автоматизированный токарный участок, поскольку возникающие при их работе опасности и риски сопоставимы с таковыми от станков, работающих в отдельности.
Настоящий стандарт содержит минимальный перечень мер безопасности, относящиеся к информации которую производитель обязан предоставить пользователю. См. также ГОСТ ISO 12100-2013, рисунок 2, который иллюстрирует взаимодействие ответственности производителя и пользователя за безопасность эксплуатации.
Пользователь должен подходить ответственно к распознаванию специфических опасностей (например, возгорания или взрыва) и снижение связанных с этим рисков, которые могут критическими (например, проверить, исправно ли работает централизованная система удаления стружки и пыли).
Если при этом задействованы дополнительные процессы металлообработки (например, фрезерование, шлифование), требования безопасности настоящего стандарта принимаются за основу. За информацией, характерной для этих указанных процессов следует обращаться к соответствующим стандартам (см. библиографию).
Настоящий стандарт применяется к станкам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9146-79 Станки. Органы управления. Направление действия
ГОСТ 12593-93 (ИСО 702-3-75) Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств. Основные и присоединительные размеры
ГОСТ 12595-2003 (ИСО 702-1:2001) Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы зажимных устройств. Основные и присоединительные размеры
ГОСТ 30691-2001 (ИСО 4871-96) Шум машин. Заявление и контроль значений шумовых характеристик
ГОСТ 30804.6.2-2013 (IEC 61000-6-2:2005) Совместимость технических средств электромагнитная. Устойчивость к электромагнитным помехам технических средств, применяемых в промышленных зонах. Требования и методы испытаний
ГОСТ 33972.5-2016 (ISO 230-5:2000) Нормы и правила испытаний металлорежущих станков. Часть 5. Определение уровня шума
ГОСТ ISO 11202-2016 Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках с приближенными коррекциями на свойства испытательного пространства
ГОСТ ISO 11204-2016 Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках с точными коррекциями на свойства испытательного пространства
ГОСТ ISO 12100-2013 Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска
ГОСТ ISO 13849-1-2014 Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования
ГОСТ ИСО 13851-2006 Безопасность оборудования. Двуручные устройства управления. Функциональные аспекты и принципы конструирования
ГОСТ ИСО 13855-2006 Безопасность оборудования. Расположение защитных устройств с учетом скоростей приближения частей тела человека
ГОСТ ISO 13857-2012 Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону
ГОСТ ISO 14159-2012 Безопасность машин. Гигиенические требования к конструкции машин
ГОСТ IEC 60825-1-2013 Безопасность лазерной аппаратуры. Часть 1. Классификация оборудования, требования и руководство для пользователей
ГОСТ IEC 60947-5-1-2014 Аппаратура распределения и управления низковольтная. Часть 5-1. Аппараты и коммутационные элементы цепей управления. Электромеханические устройства цепей управления
ГОСТ IEC 61000-6-4-2016 Электромагнитная совместимость (ЭМС). Часть 6-4. Общие стандарты. Стандарт электромагнитной эмиссии для промышленных обстановок
ГОСТ ЕН 1837-2002 Безопасность машин. Встроенное освещение машин
ГОСТ EN 12198-1-2012 Безопасность машин. Оценка и уменьшение опасности излучения, исходящего от машин. Часть 1. Общие принципы
ГОСТ EN 12417-2016 Безопасность металлообрабатывающих станков. Центры обрабатывающие 2001
ГОСТ EN 12717-2011 Безопасность металлообрабатывающих станков. Станки сверлильные 2001
ГОСТ EN 13128-2016 Безопасность металлообрабатывающих станков. Станки фрезерные (включая расточные) 2001
ГОСТ ЕН 13218-2011 Безопасность металлообрабатывающих станков. Станки шлифовальные стационарные
ГОСТ ЕН 13478-2012 Безопасность машин. Противопожарная защита
ГОСТ EN 50370-1-2012 Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 1. Помехоэмиссия 2005
ГОСТ EN 50370-2-2012 Электромагнитная совместимость технических средств. Станки металлообрабатывающие. Часть 2. Помехоустойчивость 2003
ГОСТ Р ИСО 3744-2013 Акустика. Определение уровней звуковой мощности и звуковой энергии источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью 2010
ГОСТ Р ИСО 3746-2013 Акустика. Определение уровней звуковой мощности и звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью 2010
ГОСТ Р ИСО 6385-2016 Эргономика. Применение эргономических принципов при проектировании производственных систем
ГОСТ Р ИСО 9241-1-2007 Эргономические требования к проведению офисных работ с использованием видеодисплейных терминалов (VDTs). Часть 1. Общее введение
ГОСТ Р ИСО 9241-7-2007 Эргономические требования при выполнении офисных работ с использованием видеодисплейных терминалов (ВДТ). Часть 7. Требования к дисплеям при наличии отражений
ГОСТ Р ИСО 9241-8-2007 Эргономические требования при выполнении офисных работ с использованием видеодисплейных терминалов (ВДТ). Часть 8. Требования к отображаемым цветам
ГОСТ Р ИСО 9355-1-2009 Эргономические требования к проектированию дисплеев и механизмов управления. Часть 1. Взаимодействие с человеком
ГОСТ Р ИСО 9355-2-2009 Эргономические требования к проектированию дисплеев и механизмов управления. Часть 2. Дисплеи
ГОСТ Р ИСО 9355-3-2010 Эргономические требования к проектированию дисплеев и механизмов управления. Часть 3. Механизмы управления
ГОСТ Р ИСО 11161-2010 Безопасность машинного оборудования. Интегрированные производственные системы. Основные требования
ГОСТ Р ИСО 11228-1-2009 Система стандартов безопасности труда (ССБТ). Эргономика. Ручная обработка грузов. Часть 1. Поднятие и переноска. Общие требования
ГОСТ Р ИСО 13732-1-2015 Эргономика термальной среды. Методы оценки реакции человека при контакте с поверхностями. Часть 1. Горячие поверхности 2006
ГОСТ Р ИСО 14122-1-2009 Безопасность машин. Средства доступа к машинам стационарные. Часть 1. Выбор стационарных средств доступа между двумя уровнями
ГОСТ Р ИСО 14122-2-2010 Безопасность машин. Средства доступа к машинам стационарные. Часть 2. Рабочие площадки и проходы
ГОСТ Р ИСО 14122-3-2009 Безопасность машин. Средства доступа к машинам стационарные. Часть 3. Лестницы и перила
ГОСТ Р ИСО 14122-4-2009 Безопасность машин. Средства доступа к машинам стационарные. Часть 4. Лестницы вертикальные
ГОСТ Р ИСО 15534-1-2016 Эргономическое проектирование машин для обеспечения безопасности. Часть 1. Принципы определения размеров проемов для доступа всего тела человека внутрь машины
ГОСТ Р ИСО 15534-2-2016 Эргономическое проектирование машин для обеспечения безопасности. Часть 2. Принципы определения размеров отверстий доступа
ГОСТ Р ИСО 16156-2008 Безопасность металлообрабатывающих станков. Патроны кулачковые
ГОСТ Р МЭК 60204-1-2007 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования
ГОСТ Р МЭК 61800-5-2-2015 Системы силовых электроприводов с регулируемой скоростью. Часть 5-2. Требования функциональной безопасности 2007
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется принять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте в дополнение к ГОСТ ISO 12100 и ГОСТ ISO 13849-1 применены следующие термины с соответствующими определениями.
3.1 Общие термины и определения
3.1.1 токарный станок (turning machine): Станок, у которого главное движение - это вращение обрабатываемой детали относительно режущего инструмента.
3.1.2 ручное управление (manual control): Режим работы, в котором каждое движение станка включается отдельно и управляется оператором вручную.
3.1.3 токарный станок с ручным управлением (manually controlled turning machine): Токарный станок, в котором каждый этап процесса обработки включается и управляется оператором вручную без помощи программного управления.
3.1.4 числовое управление (numerical control, NC), числовое программное управление (ЧПУ) (computerized numerical control CNC): Автоматическое управление процессом, осуществляемое устройствами, которые используют цифровые данные, вводимые по мере процесса обработки.
Примечание - См. [1] (пункт 2.1.1).
3.1.5 токарный станок с числовым управлением (NC turning machine): Токарный станок, все движения которого включаются и управляются системой числового управления.
3.1.6 токарный обрабатывающий центр (turning centre): Токарный станок с ЧПУ оснащенный, кроме обычного токарного инструмента, приводным(ми) ииструментом(ами), при использовании которого(ых) главный шпиндель имеет возможность поворота вокруг своей оси на заданной угол.
Примечание 1 - Токарный обрабатывающий центр может включать в себя операции, такие как фрезерование, сверление, расточка, нарезание резьбы, калибровка, шлифовка, полировка, но этим его возможности не ограничиваются.
Примечание 2 - Если на обрабатывающем центре предусмотрен процесс шлифования, следует применять дополнительные меры безопасности согласно ГОСТ ЕН 13218-2011.
3.1.7 рабочая зона (work zone): Пространство, где производится металлообработка заготовки.
3.1.8 уровень эффективности защиты (performance level, PL): Дискретный уровень, используемый для определения способности элементов систем управления, связанных с обеспечением безопасности, осуществлять функцию безопасности в прогнозируемых условиях.
3.1.9 среднее время наработки на опасный отказ (mean time to dangerous failure, ![]() ): Ожидаемое среднее время наработки до наступления опасного отказа.
): Ожидаемое среднее время наработки до наступления опасного отказа.
3.1.10 категория (category): Классификация элементов системы управления, связанных с обеспечением безопасности, по их устойчивости к неисправностям и последующему поведению при неисправном состоянии, достигаемая структурным построением указанных элементов и/или определяемая их надежностью.
3.1.11 риск: Сочетание вероятности нанесения и степени тяжести возможных травм или другого вреда здоровью (введение методики определения допустимого уровня риска).
3.1.12 оценка степени риска: Сделанное на основе анализа риска заключение о возможности его снижения (введение вышеуказанной методики).
3.2 Термины, относящиеся к деталям токарных станков
3.2.1 окно обзора (vision panel): Окно, предусмотренное в защитном ограждении, для возможности оператора обозревать рабочую зону (3.1.7) или другие зоны станка при закрытых ограждениях.
3.2.2 зажимной патрон (chuck): Зажимное устройство, в котором заготовки зажимаются либо ручным усилием, либо с помощью пневматической, гидравлической, электрической энергии или механически накопленной энергии.
Примечание - См. рисунок 1.
|
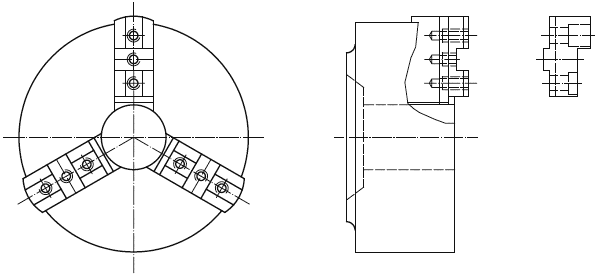
Примечание - Патрон с тремя кулачками является лишь примером; патрон может иметь 2, 3, 4, 6 и т.д. кулачка.
Рисунок 1 - Зажимной патрон
3.2.3 цанга (collet): Приспособление в виде пружинящей разрезной втулки для крепления в шпинделе станка заготовок цилиндрической или призматической формы.
Примечание - См. рисунок 2.
|
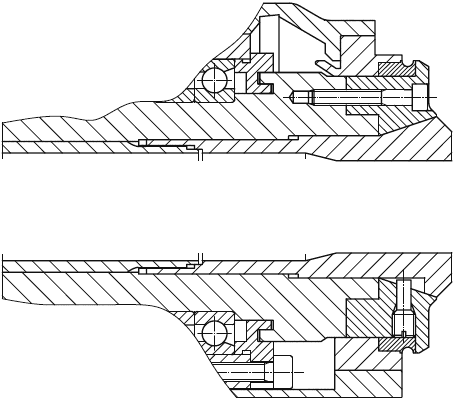
Рисунок 2 - Цанга в шпинделе
3.2.4 электронный маховичок (джойстик) (electronic handwheel): Включаемое вручную управляющее устройство, которое запускает и поддерживает в процессе обработки перемещение осей при помощи генерации импульсов для числового управления.
3.3 Термины, относящиеся к режимам работы, обязательные и дополнительные режимы работы для токарных станков
Примечание - В таблице 1 дан обзор обязательных, необязательных или недопустимых режимов работы для токарных станков.
Таблица 1 - Обзор групп токарных станков и режимов работы
Режимы управления | Токарные станки | |||
Группа 1 | Группа 2 | Группа 3 | Группа 4 | |
Режим 0, ручное управление | Обязательный | Обязательный | Необязательный | Не допускается |
Режим 1, автоматический режим | Не допускается | Обязательный ограниченный режим 1 | Обязательный | Обязательный |
Режим 2 | Не допускается | Необязательный | Обязательный | Обязательный |
Режим обслуживания | Не допускается | Необязательный | Необязательный | Необязательный |
| ||||
3.3.1 режим 0: ручное управление (mode 0: manual mode): Работа станка оператором без функций ЧПУ или осей неавтоматического режима станка, где оператор может управлять обработкой без использования запрограммированных операций.
3.3.2 режим 1: автоматический режим (mode 1: automatic mode): Автоматическая, программируемая, последовательная работа станка с возможностью ручной или автоматической загрузки/выгрузки заготовок и инструментов, пока не будет остановлена программой или оператором.
3.3.3 режим 2: наладка (mode 2: setting mode): Режим работы, при котором настройки для последующего процесса обработки выполняются оператором.
Примечание 1 к записи: Проверка положения инструмента или заготовки (например, путем прикосновения к заготовке с помощью щупа или инструмента) являются процедурами режима настройки (см. 5.2.4.4).
3.3.4 режим обслуживания (service mode): Режим для выполнения работ по уходу и техническому обслуживанию станка, например проверка норм точности станка и т.п.
Примечание - В режиме обслуживания обработка заготовки не допускается (см. 5.2.4.5).
3.4 Размеры и группы токарных станков, на которые распространяются положения настоящего стандарта
Примечание - По отношению к соответствующим опасностям, токарные станки подразделяются на четыре различные группы. Токарные станки группы 1, группы 2 и группы 3 по размерам подразделяются на "малогабаритные" или "крупногабаритные" размеры. См. в таблице 2.
Таблица 2 - Обзор размеров и групп токарных станков
Но- | Наименование группы | Подпункт, в котором дано опредение группы | Размерная подгруппа | Подпункт, в котором дано опредение подгруппы |
1 | Токарные станки с ручным управлением без ЧПУ | 3.4.3 | Малогабаритные | 3.4.1 |
Крупногабаритные | 3.4.2 | |||
2 | Токарные станки с ручным управлением и с ограниченными возможностями ЧПУ | 3.4.4 | Малогабаритные | 3.4.1 |
Крупногабаритные | 3.4.2 | |||
3 | Токарные станки с ЧПУ и токарные обрабатывающие центры | 3.4.5 | Малогабаритные | 3.4.1 |
Крупногабаритные | 3.4.2 | |||
4 | Одно- и многошпиндельные токарные станки-автоматы | 3.4.6 | Без подразделения по размерам | - |
3.4.1 малогабаритные токарные станки (small turning machine): Токарные станки, размеры которых ограничены следующими предельными значениями:
- горизонтальные токарные станки и токарные обрабатывающие центры с межцентровым расстоянием не более 2000 мм, наружным диаметром обрабатываемой заготовки не более 500 мм;
- вертикальные токарные станки и токарные обрабатывающие центры, предназначенные для обработки заготовок с наружным диаметром не более 500 мм.
3.4.2 крупногабаритные токарные станки (large turning machine): Токарные станки, размерные характеристики которых превышают следующие предельные значения:
- горизонтальные токарные станки и токарные обрабатывающие центры с межцентровым расстоянием более 2000 мм наружным диаметром обрабатываемой заготовки более 500 мм;
- вертикальные токарные станки и токарные обрабатывающие центры, предназначенные для обработки заготовок с наружным диаметром более 500 мм.
3.4.3 группа 1: токарные станки с ручным управлением без ЧПУ (Group 1: manually controlled turning machine without numerical control): Токарные станки, у которых все операции включаются и управляются одним оператором в данный промежуток времени.
Примечание - Данная группа токарных станков может быть оснащена следующими функциями:
- механическое оборудование для механической подачи или нарезания резьбы;
- электронные средства постоянной поверхностной скорости (ППС);
- копирование вложений (кулачок, шаблон и др.);
- не должен иметь ограниченную или полную систему числового контроля (ЧПУ).
Обязательные и необязательные режимы работы данной группы токарных станков см. в таблице 1.
3.4.4 группа 2: токарные станки с ручным управлением и с ограниченными возможностями ЧПУ (group 2: manually controlled turning machine with limited numerically controlled capability): Токарные станки, которые могут работать как станки группы 1 с использованием панели управления с помощью цифрового или как станки с ограниченным использованием ЧПУ.
Примечание - Данная группа токарных станков может быть оснащена некоторыми или всеми функциями токарных станков группы 1 (ручные токарные станки без ЧПУ), а также:
- ограниченной числовой системой управления (ЧПУ), обеспечивающей:
- постоянную скорость подачи:
- интерполяцию осей (т.е. настройку для копирования заданного профиля поверхности);
- управление циклом нарезания резьбы.
При этом не предусматриваются следующие функции:
- автоматический запуск программы;
- автоматическая смена инструмента, поворот револьверной головки, выдвижение и втягивание сменного шпинделя;
- перемещение осей со скоростью, превышающей допустимую по условиям безопасности;
- автоматическая смена обрабатываемой заготовки или автоматическая подача прутка.
Данные по обязательным и необязательным режимам обработки для этой группы токарных станков см. в таблице 1.
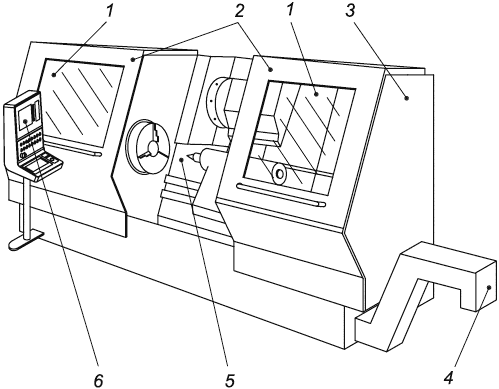
|
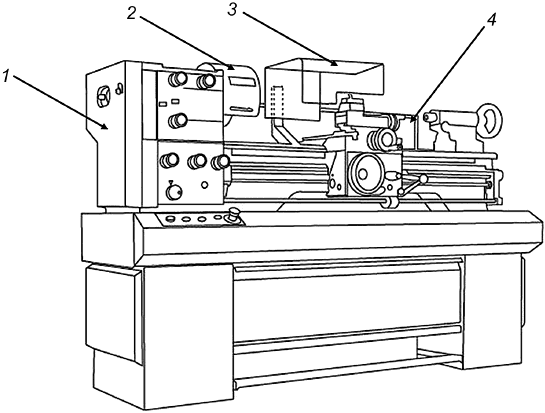
1 - защитное ограждение заднего конца шпинделя; 2 - защитное ограждение патрона; 3 - переднее защитное ограждение от стружки и смазочно-охлаждающей жидкости (СОЖ); 4 - заднее защитное ограждение от стружки и СОЖ
Рисунок 3 - Пример горизонтального токарного станка с ручным управлением
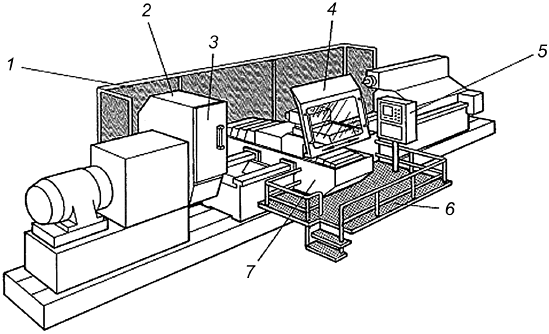
|
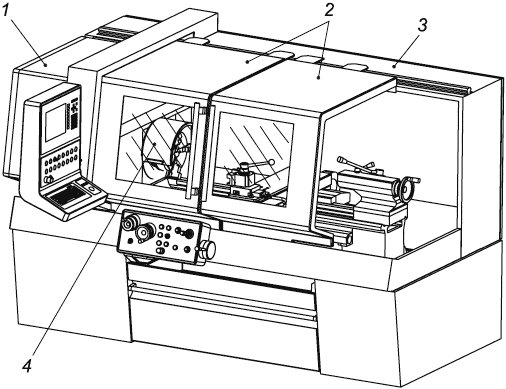
1 - защитное ограждение шпинделя; 2 - переднее защитное ограждение; 3 - заднее защитное ограждение от стружки; 4 - защитное ограждение патрона
Примечание - Частичное ограждение состоит из 2 и 3.
Рисунок 4 - Группа 2: пример токарного станка с ручным управлением с возможностью ограниченного применения ЧПУ
3.4.5 группа 3: Токарные станки с ЧПУ и токарные обрабатывающие центры (group 3: numerically controlled turning machine and turning centre): Токарный станок с ЧПУ, обеспечивающий автоматическое функционирование.
Примечание - Токарные станки этой группы могут быть оснащены всеми или некоторыми из следующих устройств с соответствующими функциями:
- системой ЧПУ;
- механизмами для автоматической смены обрабатываемой заготовки или автоматической подачи прутка;
- автоматическим инструментальным магазином, системами перемещения и замены инструмента;
- автоматической револьверной головкой, выдвижным сменным шпинделем;
- узлами, обеспечивающими выполнение сопутствующих операций механической обработки (например, фрезерования, шлифования, сверления) - контршпинделем;
- сдвоенным рабочим шпинделем;
- вторичные операции обработки (например, фрезерование, шлифование, сверление);
- вспомогательные погрузочно-разгрузочные устройства.
Однако станки этой группы не оборудованы устройствами для перемещения шпинделя с одной позиции на другую.
Данные по обязательным и необязательным режимам обработки для этой группы токарных станков см. в таблице 1.
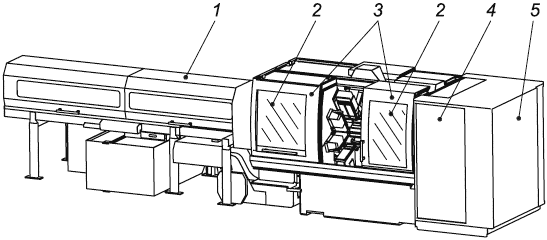
|
1 - окно обзора; 2 - перемещаемое ограждение с блокировкой; 3 - неподвижное ограждение; 4 - транспортер стружки; 5 - рабочая зона; 6 - главный пульт управления
Рисунок 5 - Группа 3: пример малого горизонтального токарного станка, оснащенного системой ЧПУ
|
1 - заднее ограждение; 2 - ограждение патрона; 3 - дверца доступа; 4 - переднее ограждение; 5 - пульт управления; 6 - площадка для оператора; 7 - салазки
Рисунок 6 - Группа 3: пример крупногабаритного горизонтального токарного станка с ЧПУ
|
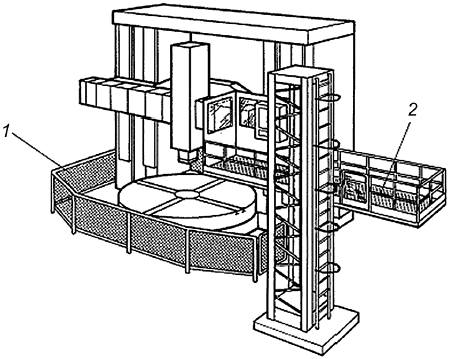
1 - ограждение по периметру; 2 - площадка для оператора
Рисунок 7 - Группа 3: пример крупногабаритного вертикального токарного станка, оснащенного системой ЧПУ
3.4.6 группа 4: одно- и многошпиндельные токарные станки-автоматы (group 4: single- or multi-spindle automatic turning machine): Токарные станки-автоматы с горизонтальным или вертикальным шпинделем, созданные для серийного производства деталей, оснащенные программой последовательности выполнения операций, заданной числовым и/или механическим путем (например, с использованием кулачков или копиров).
Примечание - Токарные станки этой группы могут быть оснащены всеми или некоторыми из следующих устройств с соответствующими функциями:
- устройствами, на которых закреплен(ы) один (или более) рабочий(их) шпиндель(ей), оснащеный(ых) приводными патронами или цангами;
- вспомогательными приспособлениями, например приводными инструментами, мехатронными модулями и одним или несколькими контршпинделями;
- приводом(ами) рабочего(их) шпинделя(ей), инструментальных шпинделей и контршпинделей как общими для всех шпинделей, так и независимыми.
На станках этой группы нельзя использовать патроны для крепления заготовки вручную.
Данные по обязательным и необязательным режимам обработки для этой группы токарных станков см. в таблице 1.
|
1 - ограждение устройства подачи прутка; 2 - окно обзора; 3 - перемещаемое ограждение с блокировкой; 4 - главный пульт управления; 5 - неподвижное ограждение
Рисунок 8 - Группа 4: пример многошпиндельного токарного станка-автомата с ЧПУ и вторыми салазками для контршпинделей
3.5 Термины, касающиеся максимально допустимых скоростей шпинделя и подачи осей
3.5.1 максимально допустимая частота вращения шпинделя (maximum spindle speed): Максимально допустимую частоту вращения основного и инструментальных шпинделей устанавливает производитель станка.
3.5.2 максимально допустимая частота вращения приводных устройств обеспечивающих процесс обработки (maximum work holding device speed): Максимально допустимую частоту вращения устройств, обеспечивающих процесс обработки, устанавливает их производитель.
3.5.3 максимально допустимая частота вращения рабочего шпинделя (maximum working spindle speed): Максимально допустимая частота вращения шпинделя, на котором закреплена обрабатываемая заготовка, зависит от условий крепления, размера, массы и симметричности (сбалансированности) конкретной заготовки, и должна соответствовать максимально допустимой скорости резания для инструмента.
Примечание - Максимально допустимая частота вращения шпинделя зависит от конструктивных ограничений, заданных производителем станка, шпинделя или крепежного устройства, а максимально допустимые размеры, массу, симметричность/асимметричность отдельной заготовки устанавливает поставщик станка с учетом требований потребителя.
3.5.4 пониженная частота вращения шпинделя в режиме наладки - максимально допустимая частота вращения шпинделя в режиме наладки (reduced spindle speed in setting mode).
Примечание - Частоту вращения шпинделя в режиме наладки следует уменьшать в цепях обеспечения безопасности (см. 5.2.4.4).
3.5.5 максимально допустимая скорость перемещения осей (maximum axes speed): Максимально допустимая скорость перемещения осей, установленная производителем станка.
Примечание - Максимально допустимая скорость перемещения осей зависит от конструктивных ограничений, устанавливаемых производителем станка.
3.5.6 пониженная скорость перемещения осей в режиме наладки (reduced axes speed in setting mode): Максимально допустимая скорость перемещения осей в режиме наладки.
Примечание - Скорость перемещения осей в режиме наладки следует уменьшать в целях обеспечения безопасности (см. 5.2.4.4).
4 Перечень существенных опасностей
4.1 Основные понятия
Производитель токарных станков обязан проводить оценку риска согласно ГОСТ ISO 12100. Перечень опасностей и опасных ситуаций, приведенный в таблице 3, является результатом работы по идентификации опасностей, определяемых на основе рисков, выявленных в соответствии с ГОСТ ISO 12100-2013 (раздел 5) и ГОСТ ISO 12100-2013 (подраздел 5.4), для групп токарных станков, перечисленных в разделе 1. Требования безопасности и/или защитные меры в разделах 5 и 6 базируются на оценке риска и должны обеспечивать устранение опасностей или снижение риска до минимума.
Суммарная оценка риска должна охватывать все предполагаемые опасности, такие как, например, непреднамеренный пуск. Риски как для оператора(ов), так и для другого персонала, которые могут иметь доступ в опасную зону, следует идентифицировать с учетом опасностей, которые могут иметь место в различных условиях в течение жизненного цикла станка (например, при вводе в эксплуатацию, наладке, производстве, техническом обслуживании, ремонте и выводе из эксплуатации). Эта оценка должна включать в себя также анализ воздействия сбоев в системе управления.
В дополнение, пользователь настоящего стандарта (разработчик, производитель и поставщик) путем оценки риска должен подтверждать, что эта оценка является полной для данного станка и учитывает:
a) использование станка по назначению, в том числе техническое обслуживание, наладку, очистку и предусмотренные обоснованные периоды простоя (см. ГОСТ ISO 12100-2013 подразделы 3.22 и 3.23) и
b) идентификацию существенных опасностей, относящихся к данному станку.
4.2 Основные опасные зоны
К основным опасным зонам относят:
a) рабочую зону с вращающимся шпинделем, зажимными элементами (патроном или цангой), перемещаемыми суппортами инструмента, револьверной головкой, колирующим узлом, люнетом, задней бабкой, механизмом поворота шпинделя на заданный угол, оборудованием для сбора и удаления стружки и пыли (если встроено);
b) устройства для загрузки/выгрузки обрабатываемой заготовки, включая устройство подачи пруткового материала;
c) инструментальный магазин и механизм смены инструмента;
d) зону удаления стружки;
e) коробки подач;
f) тыльную сторону шпинделя;
g) кулачковый механизм;
h) ходовой винт и ходовой валик (группа 1: токарные станки с ручным управлением без ЧПУ);
i) винт подачи (группа 1: токарные станки с ручным управлением без ЧПУ);
j) шариковую винтовую пару (группы 2-4: токарные станки с использованием ЧПУ);
k) линейные приводы.
4.3 Существенные опасности и опасные ситуации
Существенные опасности см. в таблице 3. Особое внимание сосредоточено на опасностях, происходящих от следующих причин:
a) выброса инструментов, кулачков от патрона, других зажимных устройств, заготовок или их частей, включая стружку и абразивную пыль;
b) запутывания или втягивания стружки в подвижные части станка, в частности в патрон, механизм поворота шпинделя, приводной инструмент, заготовку, прутковый или иной заготовительный материал, подаваемый с тыльной стороны шпинделя (см. таблицу 3 (А.4));
c) соприкосновения с движущимися частями станка, включая разрезание и сдавливание между подвижными и неподвижными частями станка;
d) скольжения, спотыкания и падения;
e) возгорания.
Таблица 3 - Перечень основных опасностей и ссылки на стандарты типа А и В
N | Наименование | Опасности, возникающие на токарных станках | ГОСТ ISO 12100-2013 | Соответствующий стандарт | Соответствующий пункт настоящего стандарта |
В.1 | 1 Механические опасности | ||||
- | Ускорение, замедление (кинетическая энергия) | 6.2.2.1, 6.2.2.2, 6.2.3 а), 6.2.3 б), 6.2.6, 6.2.10, 6.3.1, 6.3.2, 6.3.3, 6.3.5.2, 6.3.5.4, 6.3.5.5, 6.3.5.6, 6.4.1, 6.4.3, 6.4.4, 6.4.5 | ГОСТ Р ИСО 6385, [2]-[7], | 5.2.1.1 g), | |
- | Заостренные части | 5.1.2, 5.2 | |||
- | Приближение подвижных элементов к неподвижным | 5.1.2, 5.2 | |||
- | Режущие детали, острые кромки: раздавливание, разрезание | 5.1.2, 5.2 | |||
- | Эластичные элементы. Высокое давление: нагнетание или выброс жидкости. Вакуум, гравитация (накопленная энергия), высокое давление, высота над землей | Рассеяние накопленной энергии внутри станка | 5.2.4.5 б) 1) iii), 5.2.2.4 а) 1), 5.2.2.4 с) 6), 5.2.4.4 b), 5.2.4.3 а) 3), 5.2.4.4.1 с), 5.2.4.5 а) 3), 5.8 e) 1) iv), 5.8 и) 4), 5.10 d) | ||
- | Неустойчивые элементы | 5.2.3 | |||
- | Движущиеся элементы: запутывание | 5.1.2, 5.2 | |||
- | Вращающиеся элементы: запутывание | 5.1.2, 5.2 | |||
- | Неровная, скользкая поверхность, на которой возможно поскользнуться, споткнуться, упасть операторам | 5.15 | |||
- | Острые края деталей | 5.1.2, 5.2 | |||
- | Устойчивость | Потеря устойчивости | 5.14 | ||
В.3 | Ошибка монтажа узлов и принадлежностей | Во время замены зажимных устройств для инструмента и заготовки | 5.5.2.2, 6.4.1.3, 6.4.5.1 | 5.12, 6.2.1-6.2.3, 6.2.9 | |
- | Процесс обработки | Запуск станка после остановки/отключения | 5.5.2.2, 6.2.11.4, 6.2.11.5 | [5], | 5.10 |
- | Поиск неисправности | Отключение и рассеяние энергии | 6.2.10 | [5], | 5.8 h) |
В.4 | Падение или выброс предметов | При зажиме инструмента/ заготовки. Во время обработки, при подаче прутка или СОЖ | 6.2.3, 6.2.5, 6.2.10-6.2.12, 6.3.2.1, 6.3.2.2, 6.3.2.7, 6.3.3, 6.3.5.2, 6.3.5.4, 6.3.5.5, 6.4.4, 6.4.5 | [7], [8] [9] | 5.13, приложение А, приложение В, приложение С |
Неисправность в системе управления | - падение или выброс движущихся частей станка или зажим заготовки станка; | 5.5.2.2, 6.2.2, 6.2.3, 6.2.5, 6.2.11-6.2.13, 6.3.5.2-6.3.5.4, 6.4.3-6.4.5 | [5], ГОСТ Р МЭК 60204-1, [8]-[10], | 5.8, 5.9, 5.10, 5.11 | |
В.1 | 2 Электрические опасности | ||||
- | Элементы, находящиеся под напряжением (прямой контакт) | На электрооборудовании при техобслуживании | 5.3 а) | ||
- | Элементы, попавшие под напряжение из-за неисправности (непрямой контакт) | На электрооборудовании при наладке, обработке и техобслуживании | 6.2.9, 6.3.2, 6.3.3.2, 6.3.5.4, 6.4.4, 6.4.5 | ГОСТ Р МЭК 60204-1 | 5.3 b) |
- | Короткое замыкание | При любом режиме работы в случае оголения провода | 5.3 с) | ||
В.1 | 3 Термические опасности | ||||
- | Взрыв или возгорание | Работа с огнеопасными металлами, рабочими жидкостями, самовоспламеняющимися материалами | [11] | 5.6 в), 6.2.1 в), р), с), 6.2.8, приложение Е | |
- | Предметы или материалы с высокой или низкой температурой | Горячая стружка, инструмент или заготовка | ГОСТ Р ИСО 13732-1 | 6.2.2 с) | |
В.1 | 4 Опасности, связанные с шумом | ||||
- | Производственный процесс (штамповка, резание и т.д.) и/или: - подвижные части, царапающие поверхности, несбалансированные вращающиеся части, свистящая пневматика, выхлопная система | При любых рабочих режимах, при техническом обслуживании | 6.2.2.2 с) 1), 6.2.3. с), 6.2.4 с), 6.2.8 с), 6.3.2.1 b), 6.3.3.2.1, 6.3.4.2, 6.4.3, 6.4.5.1 с) 4) | ГОСТ 33972.5, [11], [12] | 5.4, 6.2.6, 6.2.8 |
В.1 | 6 Опасности, связанные с излучением | ||||
- | Низкочастотное электромагнитное излучение. Радиочастотное электромагнитное излучение | От электрооборудования в режимах наладки и техобслуживания | 6.2.2.2 с) 4), 6.2.3 с), 6.3.3.2.1, 6.3.4.5, 6.4.5.1 b) 4), 6.4.5.1 с) 4) | 5.5 а), 5.8 I) | |
- | Оптическое излучение (инфракрасное, видимое и ультрафиолетовое), включая лазерное | От лазерного оборудования в режимах наладки и техобслуживания | ГОСТ IЕС 60825-1 | 5.5 b), 6.2.1 g) | |
В.1 | 7 Опасности, связанные с материалами и веществами | ||||
- | Биологические и микробиологические агенты (вирусные или бактериальные) | Контакт с металлорежущими жидкостями в режимах загрузки/выгрузки, наладки техобслуживания | 6.2.2.2 с) 3), 6.2.3 b), 6.2.3 с), 6.2.4 а), 6.2.4 b), 6.3.1, 6.3.3.2.1, 6.3.4.4, 6.4.5.1 с), 6.4.5.1 9) | ГОСТ ISO 14159 | 5.6 b),5.6 d), 6.2 |
- | Взрывоопасные, огнеопасные и горючие вещества | В рабочей зоне во время обработки | ГОСТ ЕН 13478 | 5.6 с), 6.2 | |
- | Дым, туман (дымка), пыль | В системе подачи металлообрабатывающей жидкости во время наладки, обработки, техобслуживания. После активации системы гашения | 6.2.1 m), приложение F | ||
В.1 | 8 Эргономические опасности | ||||
- | Конструкция или размещение контрольно-измерительных приборов | На рабочем месте оператора | 5.7а), 5.7 b), 5.7 g) | ||
- | Конструкция, размещение или обозначение устройств управления | На рабочем месте оператора | ГОСТ Р ИСО 15534-1, | 5.7 а), 5.7 b), 5.7 d), 5.7 f) | |
- | Неудобная поза, чрезмерные усилия | У устройств управления при обращении с инструментом и частями станка | 6.2.2.1, 6.2.7, 6.2.8, 6.2.11.8, 6.3.2.1, 6.3.3.2.1 | ГОСТ Р ИСО 9355-1, | 5.7 с) |
- | Часто повторяющиеся и монотонные движения | Условия, не соответствующие анатомии рук или ног, при смене заготовки или инструмента | ГОСТ Р ИСО 6385, | 5.7 d) | |
- | Видимость, местное освещение | При наладке, установке заготовки в процессе резания | ГОСТ ЕН 1837 | 5.7 е) | |
В.1 | 9 Опасности, связанные с окружающей средой, в которой эксплуатируется станок | ||||
- | Электромагнитное возмущение | В оборудовании ЧПУ при всех рабочих режимах и при техобслуживании | 5.5.2.2, 6.2.12.2, 6.4.5.1 с) | 5.8 k) | |
В.4 | Человеческий фактор (ошибки, поведение) | Рабочее место оператора и/или рабочий процесс, не соответствующий анатомическим возможностям человека | 6.2.2.1, 6.2.7, 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.5, 6.4.3-6.4.5 | ГОСТ Р ИСО 9355-1, | 5.7 g), 5.7 f), 6.1 с), 6.2.4 |
| |||||
5 Требования безопасности и/или защитные меры
5.1 Общие требования
5.1.1 Обзор
Токарные станки и токарные обрабатывающие центры должны обеспечивать соблюдение требований безопасности и/или защитных мер, приведенных в данном разделе. Относительно опасностей, не рассматриваемых в настоящем стандарте: станки должны проектироваться и изготовляться в соответствии с требованиями ГОСТ ISO 12100-2013 (раздел 5).
В качестве руководства по снижению рисков при проектировании см. ГОСТ ISO 12100-2013 (раздел 4), а по мерам защиты - ГОСТ ISO 12100-2013 (раздел 5).
Инструкции по снижению рисков путем проектирования см. ГОСТ ISO 12100-2013, раздел 6, а меры предосторожности - в ГОСТ ISO 12100-2013, подраздел 6.3.
Конструктор должен принимать во внимание опасности, которые на протяжении жизненного цикла станка могут встретиться оператору или другим лицам, имеющим доступ в опасную зону, при условии использования станка по назначению, включая запланированный простой (см. ГОСТ ISO 12100-2013, пункты 3.23 и 3.24). Следует учитывать опасности, имеющие место, как при обработке, так и при других действиях, требующих вмешательства оператора (например, наладке, очистке, техническом обслуживании и ремонте). Анализ повреждений элементов станка, включая неполадки в системе(ах) управления, является составной частью оценки риска, а руководящие указания даны в ГОСТ ISO 13849-1-2014. Требования безопасности функций защиты - согласно ГОСТ ISO 13849-1-2014 определены как уровень эффективности защиты (PL).
Каждый станок должен быть спроектирован и изготовлен таким образом, чтобы он обеспечивал все специфические требования безопасности и/или защитные меры, перечисленные в настоящем разделе. По некоторым требованиям настоящий стандарт предоставляет выбор между двумя уровнями эффективности защиты (см. перечисление b) пункта 5.11). В случаях, не указанных в перечислении b) пункта 5.11 категории риска и/или уровень эффективности защиты определяется по ГОСТ ISO 13849-1-2014.
Требования и/или защитные меры, приведенные в настоящем стандарте, применимы ко всем группам токарных станков, если нет особых указаний.
5.1.2 Требования к ограждениям для станков всех групп
5.1.2.1 Общие положения
Конструкция ограждения - согласно [7]. При снятии неподвижных ограждений элементы их крепления должны оставаться на ограждении или на станке.
5.1.2.2 Расположение и безопасность
Требования к высоте и расположению ограждений:
a) если ограждения установлены на полу (например, ограждение по периметру), то они должны быть надежно закреплены и иметь высоту не менее 1,4 м на расстоянии от опасной зоны в соответствии с ГОСТ ISO 13857-2012 (таблица 2). Безопасные расстояния для предотвращения доступа нижними конечностями между нижней частью ограждения и полом должно соответствовать ГОСТ ISO 13857-2012 (таблица 7) (180 мм);
b) доступ к приводным механизмам (например, цепям, звездочкам, ведущим, подающим и шариковым винтовым парам), если они не расположены в безопасных местах, должен быть предотвращен неподвижными ограждениями (включая ограждения телескопического типа). Если требуется доступ к этим элементам во время нормальной работы станка, следует предусмотреть блокируемые перемещаемые ограждения.
Требования к защитным функциям устройств блокировки для перемещения ограждений в соответствии с перечислением b) 1) пункта 5.11.
c) требования к блокировке ограждений:
1) с целью предотвращения опасных перемещений станка, перемещаемые ограждения должны иметь блокировку с/без запирающим(его) устройством(а) по [6]. При выборе устройств блокировки следует руководствоваться [6] (раздел 6);
2) правильное срабатывание блокировочных устройств, в случае открытия защитного ограждения при работающем станке, т.е. в функциях и/или схемах, должны приводить к остановке станка по категории 1 в соответствии с ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.2);
3) требования, относящиеся к функциям безопасности устройств блокировки, для перемещаемых ограждений в соответствии с перечислением b) 1) пункта 5.11.
5.2 Особые требования по устранению механических опасностей (раздел 4)
5.2.1 Станки группы 1
5.2.1.1 Основные защитные ограждения для станков группы 1, токарных станков с ручным управлением без ЧПУ
Основные защитные ограждения:
a) ограждение патрона, обеспечивающее предотвращение или ограничение доступа к вращающемуся патрону зажима заготовки и защите от выброса кулачков или патрона обрабатываемой заготовки. Основные требования см. 5.13. Это ограждение должно быть закреплено на корпусе шпиндельной бабки см. перечисление b) 1) пункта 5.11:
1) ширина ограждения должна перекрывать всю длину и диаметр патрона, включая самые удаленные от центра части стандартного кулачкового патрона. Перекрывать части заготовки, выступающие из патрона, не требуется;
2) передний край ограждения должен быть не ниже оси вращения устройства зажима заготовки;
b) заднее защитное ограждение предназначено для сбора СОЖ и стружки сзади работающего станка и направления их в зону сбора. Ограждение следует закрепить на станке, и оно должно перекрывать всю длину рабочей зоны станка, а у крупногабаритных токарных станков ограждение следует закрепить на салазках, и оно должно быть шириной не менее ширины салазок. В качестве альтернативы заднему неподвижному ограждению может служить ограждение по периметру станка;
c) переднее перемещаемое ограждение должно обеспечивать предотвращение прямого выброса СОЖ и стружки (металлических опилок) в сторону оператора и доступ оператора в рабочую зону с этой позиции. Ширина этого ограждения должна быть не менее ширины салазок суппорта. Там, где переднее перемещаемое ограждение не перекрывает всю длину шпинделя до задней бабки, расположенной в конце станины, его следует устанавливать на салазках, и его положение должно быть регулируемым по оси Z (см. [13]);
d) если ограждение шпинделя предусматривает доступ к зубчатой передаче, то следует обеспечить блокировку вращения шпинделя с запиранием ограждения;
e) безопасность ведущих и подающих винтов должна обеспечиваться или их расположением, или ограждением;
f) конструкцией любого устройства управления ручным пуском шпинделя должно быть предусмотрено предотвращение непреднамеренного движения, например, с помощью механического устройства двойного действия или закрытой (скрытой) кнопки;
g) требуемую скорость резания нельзя устанавливать, пока рабочий шпиндель не наберет максимального числа оборотов. Необходим мониторинг максимального числа оборотов [см. перечисление b) 5) пункта 5.11]. Производитель станка должен указывать в инструкции для пользователя безопасные пути достижения максимальной частоты вращения рабочего шпинделя. Они могут включать в себя снижение скорости разгона, автоматическую индикацию дисбаланса и систему обучения персонала. Установка максимальной частоты вращения шпинделя должна сбрасываться, если электропривод станка отключается от электропитания;
h) при интерполяции осей их перемещение должно быть возможно только в одном направлении - вдоль главной оси, автоматический обратный ход (самовозврат) недопустим;
i) скорость поперечной подачи должна быть ограничена до:
- 6 м/мин для малогабаритных и среднегабаритных токарных станков;
- 10 м/мин для крупногабаритных токарных станков;
j) должны быть предусмотрены средства для предотвращения падения задней бабки с конца станины;
k) необходимо предотвращать опасность запутывания, удара в результате энергичного вращения маховичков, например с помощью автоматического отключения их вращения или использования гладких сплошных (без каких-либо спиц) маховичков или вообще без ручек, или с безопасно загнутыми ручками;
l) важны защитная одежда и обучение. Так как оператор не избавлен от необходимости находиться в рабочей зоне, особое внимание следует уделить тому, как он обучен и знает в необходимых объемах требования к защитной одежде и другим аспектам безопасности, например к использованию защитных очков и т.д. См. инструкции в 6.2.
Примечание - См. рисунок 3.
5.2.2 Токарные станки групп 2-4
5.2.2.1 Доступ в рабочую зону
Ограждения должны обеспечивать снижение рисков, перечисленных в таблице 3 (запутывание, раздавливание, разрезание и т.д.), путем предотвращения доступа к опасным частям станков. Если нельзя избежать опасностей от перемещаемых частей в процессе проектирования, следует руководствоваться пунктами 5.2, 5.3 и ГОСТ ISO 12100-2013 (рисунок 4) для выбора средств защиты. Рабочие характеристики ограждений, используемых для минимизации опасности выброса, см. в 5.13.
5.2.2.2 Особые требования к характеристикам ограждений для станков групп 2-4
a) Блокировка ограждений:
1) все ограждения, через которые требуется частый доступ к опасным движениям во время обработки, должны быть спроектированы как перемещаемые ограждения с блокировкой. Открывание ограждения или активация защитного устройства в режиме 1 должны вызывать остановку опасных движений и препятствовать дальнейшему перемещению (см. [5]). Если перемещаемые ограждения обеспечивают доступ в рабочую зону, они должны быть дополнительно оборудованы запирающим устройством. Необходимо предпринимать меры по минимизации возможных неполадок устройств блокировки [см. [6] (раздел 7)];
2) если оператор должен иметь доступ всем телом и находиться в опасной зоне вне поля зрения оператора, следует предусмотреть средства, препятствующие повторному пуску, например защитное оборудование наблюдения в реальном времени или двери, закрыванию которых препятствует автоматический ключ.
b) Для ограждений, оснащенных приводом:
1) должны также применяться требования перечисления а) пункта 5.2.2.2;
2) если ограждение, оснащенное приводом, предусматривает доступ для оператора в опасную зону, оно должно соответствовать ГОСТ ISO 12100-2013 (подпункт 6.3.3.2.6) и [7] (подпункт 5.2.5.2) и должно быть оборудовано защитным устройством, реагирующим на давление, установленным на передней кромке ограждения для предотвращения опасностей разрезания (см. перечисление b) 9) 5.11). Защитное устройство, реагирующее на давление, должно действовать вдоль всей длины передней кромки ограждения, если его высота не превышает 2,5 м. Для более высоких ограждений защитное устройство, реагирующее на давление, должно охватывать высоту в 2,5 м над уровнем пола или площадки. Устройство, реагирующее на давление, должно соответствовать требованиям [3].
3) Усилие, препятствующее закрытию ограждения, не должно превышать 75 Н, а кинетическая энергия ограждения не должна превышать 4 Дж. Если ограждение снабжено защитным устройством, автоматически вызывающим повторное открывание ограждения, то для срабатывания защитного устройства допускаются увеличения максимального приводного усилия до 150 Н, максимальной кинетической энергии - до 10 Дж.
4) Пуск станка, пока ограждение не закроется полностью, недопустим. Закрытие ограждения может служить командой к пуску станка, если система ограждения соответствует ГОСТ ISO 12100-2013 (подпункт 6.3.3.2.5).
5) Эти требования могут быть применимы только для ограждений, определенных в ГОСТ ISO 12100-2013 (подраздел 3.27).
5.2.2.3 Основные защитные ограждения для станков группы 2 - токарных станков с ручным управлением и возможностью ограниченного применения ЧПУ
Для основных защитных ограждений станков этой группы следует соблюдать следующие требования:
a) для режима 0 (режима ручного управления) распространяются требования для токарных станков группы 1, указанные в 5.2.1.1. Переднее противостружечное ограждение может быть выполнено как частичное (см. перечисление с) 5.2.1.1);
b) для режима 1 (автоматический режим) в качестве основного ограждения, соответствующего требованиям для ограждения зажимного патрона, предусматривается переднее полное или частичное ограждение. Переднее ограждение должно быть сблокировано со шпинделем вне зависимости от того, закреплено ли оно на салазках;
c) только для малогабаритных и среднегабаритных станков группы 2 частичное ограждение должно иметь протяженность от торца рабочего шпинделя до задней бабки, если та располагается на конце станины;
d) для крупногабаритных станков группы 2 только в режиме 1 (автоматический режим) применимы также требования к ограждениям, приведенные в перечислениях b)-e) 5.2.2.4 для крупногабаритных станков группы 3.
Примечание - См. рисунок 4.
5.2.2.4 Основные защитные ограждения токарных станков группы 3 - токарных станков с ЧПУ и токарных обрабатывающих центров
Основные требования к защитным ограждениям станков этой группы:
a) особые требования для малогабаритных токарных станков группы 3:
1) конструкцией защитных ограждений должно быть предусмотрено предотвращение выбрасывания из станка металлических опилок/стружки, жидкостей, газов и других компонентов [см. также 5.13 и перечисление b) 5.15];
2) для режима 0 (режим ручного управления) распространяются также требования для основных ограждений токарных станков группы 1 (см. 5.2.1.1);
3) для режима 1 (автоматический режим) во время обработки рабочая зона должна быть закрыта неподвижными и/или блокируемыми перемещаемыми ограждениями. Конструкцией защитных устройств должно быть предусмотрено предотвращение доступа в опасную зону.
Примечание 1 - Ограждения, обеспечивающие предотвращение доступа в опасную зону, могут также выполнять функции минимизации рисков от выбросов, описанных в 5.13.
Примечание 2 - Размещение защитных ограждений см. на рисунке 5.
b) в число специфических требований к крупногабаритным токарным станкам группы 3 входит обязательное наличие неподвижных или перемещаемых ограждений с блокировкой для предотвращения доступа с рабочего места оператора в опасные зоны [см. также [7], пункт 5.2.2 и ГОСТ ISO 13857-2012 (таблица 2)]:
1) требования, применимые к малогабаритным и среднегабаритным станкам группы 3 [см. перечисление а) 5.2.2.4], могут быть также применимы и к крупногабаритным станкам группы 3;
2) кроме того, для предотвращения доступа в рабочую зону с рабочего места оператора крупногабаритные станки группы 3 должны быть оборудованы:
- перемещаемыми ограждениями на салазках [см. перечисления b) 1) i) пункта 5.11];
- площадкой для оператора [см. перечисление c) пункта 5.2.2.4];
- ограждением по периметру [см. перечисление d) пункта 5.2.2.4];
- ограждениями, описанными в 5.13.2 или 5.13.3;
c) требования к платформам (площадкам для оператора) для крупногабаритных токарных станков и обрабатывающих центров группы 3 такие, что если необходимо наблюдение за процессом обработки в пределах области, ограниченной ограждением по периметру, или сквозь ограждение салазок/суппорта, то следует предусматривать защиту рабочего места оператора с помощью ограждения или площадки для оператора при выполнении следующих требований:
1) при необходимости иметь возможность регулировки ограждения для обеспечения безопасности оператора;
2) конструкция должна соответствовать эргономическим принципам в соответствии с ГОСТ Р ИСО 6385;
3) иметь освещение и вентиляцию рабочего места оператора;
4) быть оборудованными средствами доступа и выхода на любой рабочей позиции (например, лестницей) в соответствии с ГОСТ Р ИСО 14122-3 и ГОСТ Р ИСО 14122-4;
5) иметь конструкцию, исключающую доступ в опасную зону, т.е. иметь ограждение, оборудованное окном обзора или обеспечивающее безопасные расстояния доступа в соответствии с ГОСТ ISO 13857;
6) иметь защиту оператора от стружки и/или СОЖ и компонентов, которые могут выводиться или выбрасываться из станка [см. также перечисление b) пунктов 5.13 и 5.15]. Ограждения, предусматриваемые для этих целей, должны быть высотой не менее 1,8 м от уровня пола или платформы;
7) должны быть предусмотрены средства, обеспечивающие минимальный риск раздавливания, разрезания и удара при перемещении и регулировании (по горизонтали или вертикали) площадки для оператора и ограждений (например, амортизаторов, роликовых жалюзи, защитных устройств, реагирующих на давление). Регулирование положения площадки для оператора и ограждений должно быть возможно только в режиме 2 (режим наладки), т.е. при регулировании рабочего хода устройством управления с удержанием в толчковом режиме [см. перечисление b) 2) пункта 5.11].
Примечание 3 - См. рисунки 6 и 7;
d) относительно доступа в зону обработки для крупногабаритных горизонтальных токарных станков группы 3:
1) если скорость перемещения платформы превышает 25 м/мин, опасность разрезания в некоторых позициях, например, между платформой и станиной станка, должна быть исключена, например, с помощью регулируемых концевых упоров, или такие позиции должны быть защищены, например, с помощью амортизаторов;
2) амортизаторы должны соответствовать [4] и останавливать движение, прежде чем усилие удара достигнет 400 Н. Усилие удара следует измерять с использованием контактного датчика в форме сегмента окружности диаметром 80 мм, расположенного перпендикулярно к направлению движения. Активная часть амортизатора должна быть изготовлена из эластичного материала, например, каучука, резины, и шириной более 80 мм;
3) амортизатор должен быть высотой соответствующего элемента, до 1800 мм, а усилие, оказываемое амортизатором, не должно превышать 400 Н;
Примечание 4 - См. рисунок 6.
e) доступ в зону обработки для крупногабаритных вертикальных станков группы 3 должен быть исключен установкой ограждения по периметру, состоящего из неподвижных и перемещаемых ограждений с блокировкой и защитным запором. Если ограждение по периметру устанавливают на полу, оно должно быть высотой не менее 1,4 м, надежно закреплено и установлено на расстоянии от опасной зоны в соответствии с ГОСТ ISO 13857-2012 (таблица 2).
Примечание 4 - См. рисунок 7.
5.2.2.5 Основные защитные ограждения для станков группы 4 - одно- и многошпиндельных токарных станков-автоматов
Для станков этой группы применимы также требования, приведенные в перечислениях а) 1) и а) 3) пункта 5.2.2.4.
5.2.3 Устройства крепления обрабатываемой заготовки
a) Основные требования к устройствам крепления заготовки:
1) устройства крепления заготовки - согласно ГОСТ Р ИСО 16156;
2) устройства крепления заготовки, за исключением цанг, должны быть четко маркированы с указанием максимально допустимой частоты вращения (см. 6.2.8);
3) открывание и закрывание вручную устройства крепления заготовки во время вращения шпинделя(ей) не допускается;
4) для станков, оборудованных устройствами крепления заготовки иными, чем цанги, и при наличии программирования частоты вращения шпинделя программа на станке не должна включать в себя режим обработки, пока не будут выполнены следующие требования:
i) станки должны быть оборудованы устройствами для ввода и/или подтверждения максимально допустимой частоты вращения шпинделя (см. 3.5.3) с учетом максимальной окружной скорости обрабатывающего приводного устройства (см. 3.5.2) и устройства для крепления заготовки (см. 6.2.8) в режиме 2 (режиме наладки). В случае ошибки ввода и/или подтверждения достижения максимально допустимой частоты вращения при каждом изменении программы может возникнуть блокирование работы станка в режиме 1 (автоматическом режиме). Система управления должна отслеживать превышение частоты вращения сверх норматива [см. перечисление b) 5) пункта 5.11];
ii) для крупногабаритных станков во избежание износа устройств крепления заготовки должны быть предусмотрены средства для предотвращения резких ускорений и/или замедлений установленных скоростей устройств для крепления заготовки (например, устройства динамического ускорения/замедления или ручная регулировка (мягкие пуск, остановка) обычно на станках с ручным управлением).
5) патроны, планшайба и другие устройства для крепления заготовок должны быть закреплены на шпинделе в соответствии с требованиями ГОСТ 12593-93 и ГОСТ 12595;
b) Для устройств крепления заготовки, работающих от подачи какой-либо энергии:
1) приводное усилие крепления заготовки должно сохраняться при перебоях в энергоснабжении согласно ГОСТ Р ИСО 16156-2008 (пункт 5.2.1), например, с помощью устройства, обеспечивающего сохранение зажимного усилия в течение определенного периода, в гидравлических системах - с помощью обратного клапана;
2) должны быть предусмотрены средства эффективного контроля усилия зажима, приводного устройства крепления заготовки (например, мониторинг давления в гидравлической или пневматической цепи). Кроме того, следует предусмотреть контроль перемещения кулачков в патронах, чтобы убедиться, что крепление заготовки осуществляется должным образом. Если требуемое усилие или необходимое перемещение кулачков не достигается, не должен допускаться пуск рабочего шпинделя [см. перечисления b) 7) пункта 5.11]. Если невозможно обеспечить наблюдение за перемещением кулачков, следует предпринять другие меры безопасности;
3) если при вращающемся шпинделе приводное усилие зажима патрона для крепления заготовки становится ниже расчетного значения, должна быть осуществлена остановка станка по категории 1 в соответствии с ГОСТ Р МЭК 60204-1;
4) при разогреве станка, загрузке станка или чистовой обработке для станков групп 3 и 4 должна быть предусмотрена возможность прогона цикла на холостом ходу без заготовки в автоматическом режиме при закрытом ограждении. В этом случаев можно обойтись без мониторинга устройства крепления заготовки. Производитель должен предусмотреть безопасную процедуру, позволяющую отключить контроль зажима [см. перечисление b) 7) пункта 5.11], например, включаемой с помощью специальной стандартной программы или специального ключа, или контроля доступа.
В станках с контршпинделем, на который передается заготовка с основного шпинделя, необходимо обеспечить прогон станка на холостом ходу без заготовки в автоматическом режиме при закрытом ограждении. В этом случае можно обойтись без мониторинга устройства крепления заготовки в основном шпинделе или в контршпинделе. Необходимо предусмотреть средство для подтверждения того, что, по крайней мере, один из шпинделей работает при действующем мониторинге устройства крепления заготовки [см. перечисления b) 7) пункта 5.11];
5) при ручной загрузке/выгрузке следует предусмотреть следующие меры, предотвращающие захват пальцев:
i) регулируемое перемещение кулачка не должно превышать 4 мм, или следует установить ограждение на безопасном расстоянии согласно ГОСТ ISO 13857;
ii) регулируемые дискретные перемещения с шагом, не превышающим 4 мм;
iii) скорость перемещения кулачков не должна превышать 4 мм/с;
iv) применение устройства крепления заготовки, управляемого вручную из-за пределов рабочей зоны, например, с помощью двуручного устройства управления в сочетании с перемещающимся устройством крепления заготовки.
c) Для патронов с ручным перемещением кулачков с помощью торцового ключа должна быть предусмотрена блокировка для предотвращения включения вращения шпинделя при оставленном в патроне станка этом инструменте.
Примечание - Это следует осуществлять с помощью ограждения патрона с блокировкой или за счет конструкции ключа или гнезда под него в патроне, обеспечивающие самоудаление ключа.
5.2.4 Режимы механообработки
5.2.4.1 Выбор и/или опции режимов работы
a) режимы работы, предусмотренные для токарных станков всех групп, приведены в таблице 1;
b) общие требования к выбору режима работы:
1) выбор режима работы должен осуществлять оператор с помощью переключателя, кода доступа или других столь же надежных средств и только за пределами рабочей зоны. Выбранный режим должен хорошо идентифицироваться (или с помощью дисплея, или по положению переключателя). Выбор режима не должен приводить к опасным ситуациям. Если используют переключатель с блокировкой, он должен соответствовать ГОСТ ISO 12100-2013 (пункт 6.2.11.10) или ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.3);
2) конструкцией и расположением устройства выбора режима и связанной с ним системы управления должна быть предусмотрена гарантия, что в любой конкретный момент времени возможен выбор и функционирование только одного режима. Требования, относящиеся к функциям безопасности при выборе режима, изложены в перечислении b) 10) пункта 5.11.
5.2.4.2 Режим 0: ручное управление
В режиме 0 (ручного управления) следует выполнять следующие требования:
a) пуск шпинделя вручную должен быть возможен только при наличии устройства, контролирующего зажим патрона;
b) поворот револьверной головки может быть осуществлен как вручную, так и отдельным приводом. Поворот должен осуществляться дискретно и включаться только тогда, когда обе руки оператора находятся вне опасной зоны (например, с помощью соответствующих устройств блокировки) [см. перечисления b) 2) пункта 5.11] или закрыто ограждение (например, для станков групп 2 и 3);
c) быстрые перемещения вдоль оси следует осуществлять при ручном управлении, а быстрые установочные перемещения должны быть возможны только при наличии управления с удержанием (в толчковом режиме) [см. перечисление b) 2) пункта 5.11]. Скорость быстрого перемещения вдоль оси должна быть ограничена:
1) 6 м/мин - для малогабаритных и среднегабаритных токарных станков;
2) 10 м/мин - для крупногабаритных токарных станков;
d) пуск перемещения вдоль других осей должен быть возможен только после включения главного осевого перемещения.
5.2.4.3 Режим 1: автоматический режим
a) В режиме 1 (автоматическом режиме) при открытых перемещающихся ограждениях не допускается никакое перемещение элементов станка, за исключением следующего:
1) разжим и зажим устройств (устройства) крепления заготовки и перемещение пиноли задней бабки для смены заготовки (см. 5.2.3);
2) вращение шлинделя(ей) следует контролировать устройством управления с удержанием [см. перечисление b) 2) пункта 5.11], частота вращения не должна превышать 50 с, а окружная скорость при наибольших диаметрах устройства для крепления обрабатываемых заготовок, предусмотренного конструкций станка - 1,3 м/с. Эти ограничения следует постоянно контролировать [см. перечисление b) 5) пункта 5.11);
3) струя СОЖ должна автоматически отводиться в сторону при открывании перемещаемых ограждений.
b) Все запрограммированные перемещения узлов станка должны быть возможны только при закрытых защитных ограждениях. Скорость перемещений следует постоянно контролировать [см. перечисление а) 4) i) пункта 5.2.3].
c) Для станков группы 2 (токарные станки с ручным управлением и возможностью ограниченного применения ЧПУ) допускается работа в автоматическом режиме (режим):
1) только при закрытых защитных ограждениях (например, ограждение патрона и переднее ограждение станка) и включенном контроле частоты вращения и окружной скорости: 1) следует использовать для этих целей все возможности применяемой системы ЧПУ (см. 3.4.1.4);
2) скорость установочных перемещения линейных осей не должна превышать 10 м/мин.
5.2.4.4 Режим 2: режим наладки, общие положения
В данном подпункте приведены общие требования для всех групп токарных станков. Поскольку режим наладки имеет свои особенности для разных групп токарных станков, дополнительные требования для станков групп 2 и 3 приведены в 5.2.4.4.1, а для станков группы 4 - в 5.2.4.4.2.
В режиме 2 при открытых перемещаемых ограждениях должны выполняться следующие общие требования:
a) требования к включению, подтверждению максимально допустимой окружной скорости обрабатывающего приводного устройства [см. перечисление а) 4) i) пункта 5.2.3];
b) механизм автоматической смены инструмента и заготовки должен быть выключен. Его включение допускается только после закрытия всех защитных ограждений;
c) должны быть предусмотрены устройства, исключающие опасные перемещения по вертикальным и наклонным осям под действием силы тяжести (например, дополнительная тормозная система). Требования по предотвращению неожиданных перемещений по вертикальным или наклонным осям [см. перечисление b) 12) пункта 5.11];
d) если предусмотрен доступ в опасную зону(ы) через перемещаемые ограждения более чем с одной позиции, а часть опасной зоны не просматривается с рабочего места оператора, то не допускаются никакие движения элементов станка, пока не будут закрыты защитные ограждения непросматриваемой части опасной зоны;
e) если станок оборудован устройством для ручной загрузки/выгрузки заготовки:
1) необходимо обеспечить безопасность и/или принять защитные меры при применении устройств ручной загрузки/выгрузки заготовки в соответствии с 5.2.5.2;
2) ручная установка каких-либо устройств должна быть возможной только при пониженной скорости (не более 2 м/мин) [см. перечисление b) 6) пункта 5.11] перемещения элементов станка, управлении с удержанием или при закрытых защитных ограждениях;
3) если необходим доступ в опасную зону при открытых заграждениях или отключенных защитных устройствах, пуск любых приводных перемещений должен быть возможен только при управлении с удержанием с применением соответствующих устройств, позволяющих осуществлять пошаговое перемещение элементов станка. При продолжительном движении элементов станка устройства пуска и контроля скорости должны быть на безопасном расстоянии, чтобы обе руки оператора находились вне опасной зоны. Расстояние до опасной зоны - согласно ГОСТ ИСО 13855. Требования по обеспечению безопасности устройств пуска и контроля скорости [см. перечисления b) 2) и 4) пункта 5.11]. Не должно происходить никаких опасных движений элементов станка при воздействии на какие-либо датчики или устройства обратной связи;
4) при использовании робота для загрузки/выгрузки заготовки следует руководствоваться [14].
5.2.4.4.1 Режим 2: дополнительные требования для станков групп 2 и 3 (токарных станков с ручным управлением и с возможностью ограниченного применения ЧПУ токарных станков и токарных центров с ЧПУ). При открытых перемещаемых ограждениях движения элементов станка должны быть возможны только при соблюдении следующих условий:
a) скорость перемещения по осям не должна превышать 2 м/мин и должна постоянно контролироваться в соответствие с перечислением b) 6) пункта 5.11. При этом должны быть выполнены следующие требования:
1) управление перемещением следует осуществлять устройством управления с удержанием [см. перечисление б) 2) пункта 5.11];
2) допускается только дискретное перемещение с шагом не более 6 мм;
b) допускается только пошаговый поворот револьверной головки, который должен включаться, когда обе руки оператора находятся вне опасной зоны [например, при двуручном управлении в соответствии с ГОСТ ИСО 13851 или в режиме с контролем устройства управления пуском или скоростью в соответствии с перечислением b) 4) пункта 5.11]. В противном случае поворот револьверной головки допускается только при закрытых защитных ограждениях. Если используют управление поворотом и продольной подачей револьверной головкой от системы ЧПУ, требования перечисления b) пункта 5.2.4.2 распространяются на максимально допустимую подачу и скорость поворота;
c) подача СОЖ должна отключаться при открывании защитного ограждения для доступа в рабочую зону;
d) частота вращения шпинделя(ей) приводного инструмента не должна превышать 50 мин;
e) только для малогабаритных и среднегабаритных станков групп 2 и 3 частота вращения шпинделя, в котором крепится заготовка, не должна превышать 50 мин. Управление частотой вращения должно осуществляться с помощью устройств управления с удержанием, а ее предельные значения необходимо постоянно контролировать [см. перечисления b) 2) или 4) и 5) пункта 5.11];
f) для крупногабаритных станков групп 2 и 3 частота вращения шпинделя или планшайбы, в которых крепится заготовка, должна ограничиваться получаемой при этом окружной скоростью при наибольшем диаметре обрабатываемой заготовки, которая не должна превышать 1,3 м. Частоту вращения каждого рабочего шпинделя, чтобы не выйти за пределы опасной зоны, необходимо постоянно контролировать [см. перечисление b) 5) пункта 5.11] с использованием устройств управления с удержанием и ограничения частоты вращения [см. перечисления b) 2) или 4) пункта 5.11].
5.2.4.4.2 Режим 2: дополнительные требования для станков группы 4 (одно- и многошпиндельных токарных станков-автоматов). При открытых перемещаемых ограждениях движения элементов станка должны быть возможны только при следующих условиях:
a) продольная подача возможна только, если:
1) скорость подачи не превышает 2 м/мин и предельное значение этой величины постоянно контролируют [см. перечисление b) 6) пункта 5.11],
2) значение осевого перемещения по каждой оси контролируют устройством управления с удержанием [см. перечисление б) 2) пункта 5.11] или;
3) значение осевого перемещения ограничивается дискретными перемещениями с шагом не более 6 мм;
b) частота вращения шпинделя(ей) приводного инструмента, работающего от отдельного привода или привода основного рабочего шпинделя, должна соответствовать следующим требованиям:
1) частоту вращения необходимо постоянно контролировать, и она не должна превышать 50 мин [см. перечисление b) 5) пункта 5.1];
2) перемещения должны контролировать с помощью устройства управления с удержанием [см. перечисление б) 2) пункта 5.11] и;
3) на станках с механическим управлением, где не предусмотрена функция снижения скорости, работа главного рабочего шпинделя и шпинделя(ей) приводного инструмента должна быть возможна только при использовании устройства двуручного управления типа II или III в соответствии с ГОСТ ИСО 13851 (подраздел 6.3). Расположение этого устройства - согласно ГОСТ ИСО 13855;
c) перемещение шпиндельной бабки должно быть возможно только:
1) при частоте вращения шпинделя не более 2 м/мин и постоянном контроле этой частоты вращения [см. перечисление b) 5) пункта 5.11]. Перемещения необходимо контролировать с помощью устройства управления с удержанием [см. перечисление b) 2) пункта 5.11];
2) при дискретном перемещении с одной позиции на другую, когда обе руки оператора находятся вне опасной зоны, например, с использованием устройства управления с удержанием [см. перечисления b) 2) и 4) пункта 5.11] или с помощью устройства двуручного управления типа II или IIIB в соответствии с ГОСТ ИСО 13851 (подраздел 6.3). Расположение этого устройства - согласно ГОСТ ИСО 13855;
d) для зон кулачковых механизмов приводные перемещения должны быть возможны только при использовании устройства управления пуском совместно с устройством управления с удержанием [см. перечисление b) 2) и 4) пункта 5.11] или устройства двуручного управления закрытием двери, преграждающей доступ к кулачковому механизму.
5.2.4.5 Режим обслуживания
К режиму обслуживания допускается только персонал, специально обученный в соответствии с требованиями производителя станка.
Инструкцию для пользователя см. в 6.2.8:
a) Общие положения для режима обслуживания:
1) для выбора режима обслуживания следует использовать переключатель с ключом в цепях с электропроводкой, и должна быть предусмотрена возможность подключения съемных средств обслуживания к электропитанию станка. Для этого должны быть предусмотрены места подключения средств обслуживания, расположенные, например, на наружной стороне ограждения. На средствах обслуживания должны быть установлены предупреждающие знаки о том, что к использованию этих средств допускается только обслуживающий персонал, специально обученный в соответствии с требованиями производителя станка. Если средства обслуживания подключены к станку, выбор других режимов работы, кроме установленного, не допускается. После завершения обслуживания все устройства обслуживания в соответствии с инструкцией производителя должны быть удалены со станка;
2) в режиме обслуживания механизм автоматической смены заготовки должен быть отключен. Его автоматический пуск должен быть возможен только при переключении на режим 1;
3) необходимо предусмотреть средства для предотвращения опасных перемещений элементов станка по вертикальным или наклонным осям под действием силы тяжести (например, дополнительную тормозную систему), требования, касающиеся функции управления безопасностью для предотвращения непреднамеренного отклонения вертикальных или наклонных осей [см. перечисление b) 12) пункта 5.11];
4) по результатам анализа опасностей могут потребоваться дополнительные меры защиты, такие как дополнительные ограждения, барьеры или экраны, в сочетании с предупреждающими сигналами и надписями, если это возможно.
b) В режиме обслуживания должна быть предусмотрена возможность отключения автоматического режима работы станка при открытых ограждениях рабочей зоны, которое должно обеспечивать;
1) исключение возможности обработки в режиме обслуживания, при этом:
i) скорость перемещения по всем осям [см. перечисление а) пункта 5.2.4.4.1] при ее постоянном контроле [см. перечисления b) 6) пункта 5.11] не должна превышать 2 м/мин.
ii) должна быть предусмотрена проверка непрерывности цикла обработки на холостом ходу (например, при испытаниях на повторяемость);
iii) исключена возможность выброса СОЖ, если анализ опасностей показывает, что ее давление представляет угрозу;
iv) необходимо выполнение требований перечисления b) пункта 5.2.5.5, если предусматривается автоматическая смена инструмента;
v) необходимо ограничение частоты вращения шпинделя одновременно с ограничением скорости осевого перемещения по режиму 2 и при их постоянном контроле [см. перечисления b) 5) и 6) пункта 5.11];
2) все периферийные устройства (механизм смены инструмента, конвейер для уборки стружки и т.п.) должны включаться по отдельности. Чтобы удостовериться в безопасном и надежном функционировании механизма смены инструмента, допускается включение вращения держателя приводного инструмента. В этом случае скорость на наибольшем наружном диаметре инструмента не должна превышать 2 м/мин. Включаться этот механизм должен устройством управления, расположенным за пределами опасной зоны, в соответствии с ГОСТ ISO 13857-2012 [см. перечисление b) 6) пункта 5.11];
3) если при частоте вращения рабочего шпинделя более 50 мин или окружной скорости на наибольшем диаметре обрабатываемой заготовки более 1,3 м/с не предусмотрено ограждение патрона [см перечисление а) пункта 5.2.1.1]. Дверца переднего ограждения станка должна быть оборудована дополнительным позиционным переключателем. Позиционный переключатель должен быть сблокирован с приводом шпинделя, так чтобы пуск шпинделя был возможен только при условии, что переднее ограждение перекрывает зону не менее длины корпуса патрона;
4) рядом с переключателем режимов должны быть маркированы предупреждающие знаки и пиктограммы, наглядно изображающие защитные меры, необходимые для обеспечения безопасности в режиме обслуживания.
5.2.5 Особые требования к станкам, оборудованным дополнительными механизмами
5.2.5.1 Станки, оборудованные механизмом подачи пруткового материала
Если станок оборудован механизмом подачи пруткового материала, следует выполнять следующие требования:
a) доступ к вращающемуся или перемещающемуся прутковому материалу или к подвижным частям механизма подачи пруткового материала должен быть исключен за счет применения неподвижных и/или перемещаемых защитных ограждений с блокировкой [см. перечисление a) пункта 5.2.2.2]. Доступ должен быть возможен только, если выполняются требования [6];
b) поворот механизма подачи пруткового материала (периодическая круговая подача прутка) должен быть невозможен при открытых защитных ограждениях;
c) должна быть блокировка подачи пруткового материала с закрытым положением перемещаемого ограждения механизма подачи [см. перечисление b) 1) viii) пункта 5.11];
d) ограждения, препятствующие доступу в рабочую зону станка, должны быть сблокированы с системой подачи пруткового материала, чтобы исключить подачу прутка в станок при открытых ограждениях;
e) подача пруткового материала в рабочую зону станка при открытом ограждении должна быть возможна только под контролем устройства управления с удержанием [см. перечисление b) 2) пункта 5.11] при скорости, не превышающей 2 м/мин, или при двуручном управлении из-за пределов рабочей зоны;
f) должны быть предусмотрены средства остановки подачи пруткового материала, если остающаяся длина пруткового материала меньше достаточной для его надежного крепления (см. пункт 6.1).
5.2.5.2 Станки, оборудованные транспортно-загрузочными устройствами для ручной или автоматической загрузки/выгрузки штучных заготовок
a) Если станок оборудован транспортно-загрузочным устройством для загрузки/выгрузки штучных заготовок, следует выполнять следующие требования (указанные в [14] и ГОСТ Р ИСО 11161):
1) рабочее место оператора для загрузки/выгрузки заготовки в/из устройство(а), пере-мещающее(его) заготовку, должно быть расположено вне рабочей зоны станка в стороне от других опасных механизмов;
2) доступ к опасным движениям устройства для загрузки/выгрузки заготовки должен быть исключен неподвижными и/или перемещаемыми защитными ограждениями с блокировкой [см. перечисление b) 1) iii) пункта 5.11], обеспечивающими остановку или замедление опасных движений вводом в действие защитных устройств (например, ограждения с блокировкой и/или легкой перегородки);
3) требования, касающиеся устройств загрузки/выгрузки заготовки в режиме наладки, см. перечисление b) пункта 5.2.4.4;
4) ввод в действие устройств аварийной остановки станка должен вызывать также аварийную остановку устройства загрузки/выгрузки заготовки;
5) доступ в рабочую зону станка должен быть исключен, если возможен доступ в опасную зону устройства загрузки/выгрузки заготовки, в противном случае станок должен быть остановлен, а его неуправляемый повторный пуск исключен (см. [5]). Доступ к опасным движениям устройства загрузки/выгрузки и другим опасным движениям станка, например, в рабочей зоне, должен быть исключен неподвижным и/или перемещаемым ограждением с блокировкой.
b) Для станков группы 4 (одно- и многошпиндельные токарные станки-автоматы) должен быть предусмотрен съем обработанной детали без доступа оператора к опасным перемещениям.
5.2.5.3 Станки, оборудованные приводным перемещением задней бабкой и/или пиноли задней бабки
a) Если станок оборудован приводным перемещением задней бабкой и/или пиноли задней бабки, необходимо исключить возможность их падения с конца станины при ручном регулировании положения этих устройств (например, с помощью жесткого упора);
b) Требования к станкам, оборудованным приводным перемещением задней бабки и/или пиноли задней бабки с механическим приводом:
1) скорость механического перемещения пиноли при открытом защитном ограждении не должна превышать 1,2 м/мин [см. перечисление b) 6) пункта 5.11]; перемещения пиноли вперед должны управляться или:
- двумя руками из-за пределов рабочей зоны (например, двуручным устройством управления);
- устройством управления с удержанием [см. перечисление b) 2) пункта 5.11];
- трехпозиционным ножным переключателем с функцией остановки при освобождении и возвратом в исходное положение при нажатии педали до упора;
- двухпозиционным ножным переключателем и упором с функцией остановки при освобождении педали;
2) должны быть предусмотрены средства непрерывного контроля зажимного усилия пиноли [см. перечисление b) 7) пункта 5.11], а при автоматическом цикле - управляемая остановка при уменьшении усилия ниже установленных предельных значений;
3) ручной пуск механического привода перемещения задней бабки и пиноли задней бабки должен быть исключен при вращающемся рабочем шпинделе [см. перечисление b) 7) пункта 5.11];
4) или:
- должно быть указано предельное положение задней бабки, при котором сохраняется ее надежное крепление, а конечное положение пиноли задней бабки должно быть обозначено каким-либо знаком (например, цветным кольцом);
- предельное положение задней бабки, при котором сохраняется ее надежное крепление, необходимо постоянно контролировать с помощью конечного выключателя, сблокированного с вращением шпинделя (см. перечисление b) 7) пункта 5.11];
5) механическое перемещение задней бабки по направлению к заготовке при открытом защитном заграждении должно быть возможно только при использовании устройства управления с удержанием [см. перечисление b) пункта 5.11]. Заднюю бабку следует отводить в исходную позицию, обеспечивая зазор, необходимый во избежание поломки в соответствии с требованиями [2]. Максимальная скорость перемещения задней бабки при возврате не должна превышать 2 м/мин.
5.2.5.4 Сбор и удаление стружки
a) Доступ к опасным частям системы сбора и удаления стружки и металлических опилок должен быть исключен неподвижными и/или перемещающимися защитными ограждениями с блокировкой [см. перечисление а) пункта 5.2 2.2], если нет другого способа защиты (см. ГОСТ ISO 13857-2012).
b) Если перемещаемые защитные ограждения с блокировкой открыты, движение механизмов системы сбора и удаления стружки и металлических опилок должно быть остановлено. Если при открытом ограждении рабочей зоны возможен доступ к опасным элементам системы сбора и удаления стружки и металлических опилок (например, к ремням) с рабочего места оператора, движения этих элементов должно быть остановлено. Область выгрузки стружки и металлических опилок для снижения опасности, например, раздавливания или запутывания, должна иметь предупреждающие таблички. Там, где требуется движение механизмов системы сбора и удаления стружки и металлических опилок при открытом ограждении (например, для очистки), оно должно быть возможно только под контролем устройства управления с удержанием [см. перечисление b) 2) пункта 5.11], а устройство аварийной остановки должно быть расположено поблизости;
c) Доступ в область выгрузки стружки и металлических опилок должен быть исключен, например, за счет ограждения по периметру и/или использования бункера к/или вагонетки для стружки соответствующей высоты. Если бункер или вагонетка располагаются под концом элеватора выгрузки, доступ в эту зону должен быть исключен. Там, где используются перемещаемые ограждения, они должны быть сблокированы с системой транспортирования стружки [см. перечисление а) пункта 5.2.2.2].
5.2.5.5 Инструментальный магазин, механизм транспортирования и смены инструмента
При применении инструментального магазина, механизма транспортирования и смены инструмента следует выполнять следующие требования:
a) доступ к внешнему инструментальному магазину, механизму транспортирования и смены инструмента должен быть надежно защищен комбинацией неподвижных и перемещаемых ограждений с блокировкой [см. перечисление а) пункта 5.2.2.2] в соответствии с [6] (подраздел 7.1). Требования, касающиеся функций безопасности устройств блокировки, связанных с механизмом смены инструмента, инструментальным магазином, см. перечисление b) 1) iii) пункта 5.11;
b) если перемещаемые ограждения с блокировкой открыты для доступа к инструментальному магазину, то привод инструментального магазина должен останавливаться устройством соответствующей категории по ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.2). В режиме 2 (наладка) или в режиме обслуживания при открытом перемещаемом ограждении с блокировкой механическое движение узлов инструментального магазина (например, в целях пополнения магазина инструментом, технического обслуживания или регулирования) должно быть возможно только под контролем пошагового устройства управления рабочим ходом, позволяющего производить позиционное перемещение узлов магазина, или с помощью двуручного устройства управления - при непрерывном движении. Эти движения должны быть возможны со скоростью, не превышающей 2 м/мин, или должны приводиться в действие устройством управления, расположенным за пределами опасной зоны, в соответствии с ГОСТ ISO 13857-2012. Требования, касающиеся функций безопасности устройств блокировки, связанных с механизмом смены инструмента, инструментальным магазином, см. перечисление c) 1) iii) пункта 5.11;
c) там, где возможен доступ к инструментальному магазину оператора всем телом, необходимо предусмотреть защитное устройство (например, датчик), предотвращающее любые движения узлов инструментального магазина или других потенциально опасных движений станка при проникновении человека в опасную зону. Это устройство должно обеспечить возможность наблюдения за движением инструментального магазина при закрытом положении защитного ограждения с блокировкой. Чтобы предотвратить падение или выброс инструментов, они должны быть надежно закреплены в держателях инструмента магазина. Конструкцией держателя инструмента должно быть предусмотрено обеспечение требований пользователя к инструменту (см. пункт 6.2) (например, предельные значения массы инструмента, момента инерции и покрытие инструмента);
d) неподвижные или перемещаемые ограждения с блокировкой должны исключать доступ к подвижным частям механизма смены инструмента. При открытых перемещаемых ограждениях с блокировкой, предотвращающих доступ к механизму смены инструмента в какой-либо опасной зоне, движение механизма смены инструмента должно быть остановлено. Никакое движение на станке не должно начинаться при воздействии на какой-либо датчик или устройства обратной связи. Для предотвращения падения или выброса инструментов они должны быть надежно закреплены в держателе инструмента при всех условиях работы, включая прекращение энергоснабжения.
5.3 Особые требования по устранению электрических опасностей
а) Исключение прямого контакта с электрическим оборудованием:
1) электрическое оборудование должно соответствовать ГОСТ Р МЭК 60204-1, если нет других требований, определяемых настоящим стандартом;
2) для защиты от поражения электрическим током см. ГОСТ Р МЭК 60204-1-2007 (раздел 6). для защиты от короткого замыкания и перегрузок см. ГОСТ Р МЭК 60204-1-2007 (раздел 7). Наименьшая степень защиты всех электрических блоков должна соответствовать IP54 по ГОСТ Р МЭК 60204-1. В частности, должны быть выполнены требования ГОСТ Р МЭК 60204-1-2007, следующих разделов:
i) раздел 7 - защита оборудования;
ii) раздел 8 - эквипотенциальные соединения;
iii) раздел 12 - провода и кабели;
iv) раздел 13 - монтаж электрических проводов;
v) раздел 14 - электродвигатели и сопутствующее им оборудование;
3) электрические оболочки не должны подвергаться риску повреждения из-за выброса инструментов и/или обрабатываемых заготовок. Доступ к токоведущим частям должен быть закрыт в соответствии с требованиями ГОСТ Р МЭК 60204-1-2007 (пункт 6.2.2). Риск возгорания не рассматривается для станков, в которых силовые электрические цепи выполнены в соответствии с требованиями ГОСТ Р МЭК 60204-1-2007 (пункт 7.2.2).
c) для исключения непрямого контакта с электрическим оборудованием следует выполнять требования ГОСТ Р МЭК 60204-1-2007 (подраздел 6.3).
Примечание - Определение термина "косвенное прикосновение" см. ГОСТ Р МЭК 60204-1-2007 (статья 3.29);
c) для защиты целей управления их оболочка должна обеспечивать степень защиты не менее IP2X по ГОСТ Р МЭК 60204-1-2007 (пункт 6.2.2) за исключением оболочек со степенью защиты IP55, отделяющих цепи управления от рабочей зоны.
5.4 Особые требования по устранению шумовых опасностей
При проектировании станка следует учитывать все специализированные материалы и проводить технические мероприятия по снижению шума в соответствии с [12].
Примечание - Основные источники шума:
- рабочая зона в процессе резания;
- приводы шпинделя/механизмов перемещения;
- механизм подачи пруткового материала (если предусмотрен);
- механизмы удаления стружки (если предусмотрены).
Рабочие условия для измерения шума должны соответствовать [11].
Для определения шумовой эмиссии следует руководствоваться ГОСТ 33972.5.
Декларация о шумовой эмиссии должна соответствовать 6.2.6.
5.5 Особые требования по устранению излучения
a) Требования к низкочастотным, радиочастотным и микроволновым излучениям см. перечисление k) пункта 5.8. Более подробную информацию, см. также в ГОСТ EN 12198-1, [15], [16];
b) Для лазеров должны быть спроектированы встроенные системы обратной связи с лазером для исключения преграждения луча или его зеркального отражения в соответствии с требованиями ГОСТ IEC 60825-1.
5.6 Меры безопасности при использовании материалов или веществ
a) Так как технологические процессы обработки различных материалов зависят от специфических свойств этих материалов, не представляется возможным дать в настоящем стандарте подробные рекомендации по снижению рисков от применения некоторых материалов, однако ниже приведены основные требования к СОЖ, применяемой при токарной металлообработке;
b) Требования к очистке, подаче, сбору и удалению СОЖ:
1) конструкцией станка должно быть предусмотрено обеспечение сохранности СОЖ, легкости очистки системы подачи и удаления СОЖ и замены фильтров (см. 6.2);
2) чтобы избежать застоя жидкости в станке или около него, система удаления СОЖ со станка должна обеспечивать слив СОЖ в специальный резервуар для СОЖ под воздействием силы тяжести.
c) Требования по обеспечению безопасности при возможности возгорания СОЖ и/или при взрыве:
1) станок, включая систему управления, должен быть спроектирован таким образом, чтобы системы пожаротушения, аварийного оповещения, снижения давления и т.п. соответствовали рекомендациям изготовителя, позволяющим эксплуатировать станок в контакте с огнеопасным оборудованием (см. приложение E, рисунки E.1, E.2);
2) не допускается эксплуатировать станок при неисправной системе подачи и удаления СОЖ (см. приложение E, рисунок E.2, пункт 5);
3) при нарушениях в подаче СОЖ процесс обработки должен быть остановлен автоматически любым предусмотренным конструкцией станка способом, например, отводом инструмента от заготовки, отключением привода шпинделя, инструмента и системы отсоса;
4) в случае появления огня необходимо отключить систему отсоса. Если используют автоматическую систему пожаротушения, задержка времени до остановки воздушного потока должна приводить к увеличению количества гасящего агента.
Примечание - Возрастание рисков возгорания и взрыва зависит от фактических условий использования станка и/или от использования воспламеняющихся жидкостей. Защитные меры - согласно ГОСТ ЕН 13478.
d) Требования по обеспечению безопасности для исключения биологических и микробиологических (вирусных и бактериальных) опасностей:
1) система подачи СОЖ, применяемая при металлообработке, должна обеспечивать циркуляцию СОЖ, так чтобы внутри резервуара не создавался застойный объем СОЖ, за исключением случаев, предусмотренных конструкцией;
2) слив СОЖ от станка в резервуар для СОЖ должен осуществляться под действием силы тяжести во избежание застоя СОЖ внутри станка;
3) сливной трубопровод систем должен иметь достаточный диаметр и наклон для обеспечения минимизации грязевых осадков;
4) система подачи и удаления СОЖ должна быть оснащена фильтрами;
5) если предусмотрен сбор осадка, конструкцией сборников осадков должно быть предусмотрено обеспечение их легкой очистки (например, закругленные углы). Очистка не требует дренирования всей системы. См. ГОСТ ISO 14159;
6) внутренность резервуара для СОЖ не должна способствовать росту бактерий (например, должна иметь гладкую неокрашенную поверхность);
7) резервуары для СОЖ должны иметь крышку для предотвращения попадания в них инородных веществ;
8) необходимо избегать загрязнения СОЖ маслом или смазкой, применяемыми при эксплуатации станка, и/или следует предусмотреть средства для их удаления. При необходимости конструкцией должна быть предусмотрена система удаления масла и смазки;
9) если токарный станок спроектирован со встроенным ограждением, при применении СОЖ это ограждение должно иметь возможность подключения к вытяжной системе для вывода СОЖ. Чтобы обеспечить эффективную работу вытяжной системы, система отвода газов должна учитывать внутренние воздушные потоки, создаваемые самим станком при нормальной работе.
5.7 Основные требования по устранению опасностей из-за пренебрежения эргономическим принципам
a) Конструкция станка должна соответствовать принципам эргономики, приведенным в ГОСТ ISO 12100-2013 (таблица B.1, N 8), ГОСТ ISO 12100-2013 (пункты 6.2.6, 6.2.8 и 6.3.5.6), ГОСТ Р ИСО 6385, ГОСТ Р ИСО 15534-1, ГОСТ Р ИСО 15534-2.
b) Требования к расположению главного пульта управления:
1) главный пульт управления категории 2 должен быть расположен на рабочем месте оператора. Дисплей на пульте управления должен быть защищен от мелкой стружки, опилок, абразивной пыли, непреднамеренных действий, например, западания кнопки или дублирования управляющего устройства, и должен соответствовать ГОСТ Р ИСО 9355-1, ГОСТ Р ИСО 9355-2, ГОСТ Р ИСО 9355-3 и ГОСТ Р МЭК 60204-1-2007 (раздел 10);
2) переключатель выбора режима или управления пуском в режиме 1 (автоматическом режиме) не должен быть установлен ни в какой другой точке, кроме главного пульта управления. Если оператору необходим улучшенный визуальный контроль опасной зоны, следует предусмотреть обеспечивающий этот контроль отдельный выключатель на позиции, отдаленной от главного пульта управления. Если предусмотрено более одного выключателя, конструкция системы управления должна быть такой, чтобы использование одного из выключателей устраняло возможность включения всех остальных;
3) для управления работой станка в режиме 2 могут быть предусмотрены органы управления, удаленные от главного пульта, например, перемещаемый пульт. В качестве альтернативы может быть предусмотрен отдельный пульт, расположенный за пределами опасной зоны;
4) если для управления движениями станка в режиме 2 предусмотрено несколько пультов управления, то в каждый конкретный момент должен работать только один из них.
c) Станок должен соответствовать эргономическим принципам во избежание чрезмерных усилий оператора (повторяющихся нагрузок), поз, вредных для здоровья или способствующих утомлению оператора во время работы, в том числе:
1) допускается перемещение вручную заготовок, инструментов и принадлежностей до 10 кг. Для груза массой более 10 кг следует предусмотреть подъемное оборудование (см. ГОСТ Р ИСО 11228-1);
2) для возможности применения подъемных механизмов, блоков, лебедок конструкцией станка должна быть предусмотрена, например, возможность доступа в рабочую зону сверху к обрабатываемым заготовкам при открытых ограждениях;
3) там, где обрабатываемые заготовки, инструменты загружают вручную, устройства для их установки и крепления должны быть расположены так, чтобы исключить чрезмерное проникновение оператора в опасную зону (см. ГОСТ Р ИСО 11228-1);
4) устройства управления зажимными или захватными устройствами (например, затяжными винтами патронами) следует располагать таким образом, чтобы исключить чрезмерное проникновение оператора в опасные зоны при установке заготовки или инструмента (например, применение ножного управления) (см. ГОСТ Р ИСО 9355-3);
5) перемещаемые ограждения должны быть приводными, если их повторяющееся использование требует чрезмерных усилий (см. ГОСТ ISO 12100-2013 пункт 4.2.2).
d) Расположение органов управления и точек наблюдения или обслуживания станка, например, заполнение и удаление резервуаров СОЖ должно соответствовать принципам эргономики, учитывающим положение рук, ног, состояние зрения (см. ГОСТ ИСО 13855, ГОСТ Р ИСО 6385, ГОСТ Р ИСО 9355-1, ГОСТ Р ИСО 9355-2, ГОСТ Р ИСО 9355-3, ГОСТ Р ИСО 11228-1);
e) Должно быть предусмотрено освещение рабочей зоны для работы во всех режимах. Освещенность должна быть не менее 500 лк на расстоянии диаметра токарного патрона для станков с горизонтальным шпинделем и 500 лк - на поверхности зажимного устройства для станков с вертикальным шпинделем (см. ГОСТ ЕН 1837);
f) Конструкция, размещение и идентификация органов ручного управления (например, устройства ввода, клавишные и кнопочные выключатели) должны соответствовать требованиям ГОСТ Р ИСО 9355-1 и ГОСТ Р ИСО 9355-3;
g) Конструкция и расположение средств визуального контроля должны обеспечивать четкость и однозначность информации на экране дисплея. Следует минимизировать зеркальное отражение и блики на экране дисплея (см. ГОСТ Р ИСО 9355-1, ГОСТ Р ИСО 9355-2, ГОСТ Р ИСО 9241-1, ГОСТ Р ИСО 9241-7 и ГОСТ Р ИСО 9241-8).
5.8 Особые требования по устранению неожиданного пуска, выбега или превышении скорости
a) Для исключения вышеуказанных опасностей следует руководствоваться ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.5.2). При применении устройств защиты в соответствии с перечислением а) пункта 5.2.2.2;
b) Для предотвращения отказов/сбоев системы управления следует выполнять следующие требования:
1) системы управления должны соответствовать требованиям ГОСТ Р МЭК 60204-1, [8], [9] и ГОСТ ISO 13849-1. Конструкцией станка должно быть предусмотрено исключение самопроизвольных движений на станке (например, вращение шпинделя, перемещение узлов по осям, выпадение инструмента) (см. [5]);
2) доступ к системам управления и/или программируемым функциям для внесения изменений в режиме 1 (автоматическом режиме), если он предусмотрен, например, для коррекции траектории инструмента должен быть заблокирован. Это может быть достигнуто использованием пароля или выключателя с ключом;
3) программное обеспечение системы управления, связанное с безопасностью, должно быть защищено от несанкционированного изменения. В частности, должна быть исключена возможность отключения пользователем функций безопасности (например, ограждений с блокировкой) посредством применения встроенных или дополнительных программ.
c) Пуск станка должен соответствовать следующим требованиям:
1) функции безопасности для первоначального и повторного пусков приведены в перечислении b) 13) пункта 5.11;
2) там, где предусмотрено расположение устройств управления с удержанием в нескольких местах (главный пункт управления, подвесной пульт), в каждый конкретный момент времени должна быть возможность функционирования только одного из этих устройств;
3) закрытие передвижных ограждений с блокировкой не должно приводить к повторному пуску перемещающихся элементов станка. Требования к приводам ограждений в перечислении b) 1) пункта 5.2.2.2;
4) в режиме 0 при открытом перемещающемся ограждении непреднамеренный пуск опасных движений на станке, например вращение рабочего шпинделя, перемещение по осям узлов станка или устройства крепления заготовки, должен быть исключен в соответствии с требованиями [5] (раздел 6);
5) в режиме 1 первоначальный или повторный пуск станка может быть осуществлен приведением в действие предназначенного для этих целей пускового устройства только при закрытых защитных ограждениях. См. ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.5.2).
d) Следующие требования применимы ко всем устройствам контроля предельных значений частоты вращения и осевой подачи для всех режимов работы, за исключением станков группы 1 (токарных станков с ручным управлением без ЧПУ):
1) максимально допустимые значения частоты вращения шпинделя и осевой подачи зависят от режима работы, их следует контролировать соответственно. Это относится как к максимально допустимой окружной скорости обрабатывающего устройства, так и к сниженной частоте вращения шпинделя в режиме наладки в зависимости от группы (малогабаритные, среднегабаритные или крупногабаритные) токарных станков;
2) при превышении допустимых значений частоты вращения шпинделя или скорости осевой подачи привод этих узлов должен автоматически выключиться и включиться; тормозное устройство - по категории 1 см. ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.2);
3) требования, касающиеся контроля предельных значений скорости перемещения заготовки и инструментального шпинделя, равно как и предельных скоростей перемещения узлов по осям, изложены в перечислении b) 5) и 6) пункта 5.11.
d) К перемещению салазок, кареток или суппортов предъявляют следующие требования;
1) перемещение салазок, кареток или суппортов может осуществляться или вручную, или через приводной механизм, связанный с приводом рабочего шпинделя, или через отдельный приводной механизм:
i) направление перемещения рукоятки устройства управления должно быть согласовано с направлением перемещения салазок, кареток или суппортов (см. ГОСТ 9146);
ii) в режиме 0 каждое движение салазок, кареток или суппортов должно включаться вручную;
iii) следует исключить самопроизвольный пуск перемещений салазок, кареток или суппортов от силового привода (см. [5] (раздел 6)];
iv) самопроизвольное перемещение элементов станка по вертикальным или наклонным осям под действием силы тяжести должно быть исключено (например, с помощью дополнительной тормозной системы);
2) требования, касающиеся функций безопасности при пуске перемещения узлов по осям или самопроизвольного опускания элементов станка по вертикальным или наклонным осям, изложены в перечислении b) 12) и 14) пункта 5.11;
f) Следующие требования к безопасности в режиме торможения по категории 2 не применяют к станкам группы 4 с механическим управлением (одно- и многошпиндельные токарные станки-автоматы):
1) функции торможения по категории 2 см. ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.2), которые приводятся в действие тормозным устройством, должны быть предусмотрены для каждого станка и каждого режима работы. Если приведена в действие функция торможения по категории 2, то во время торможения не требуется прекращения подачи энергии к механизму привода осей, приводу обрабатывающего устройства (например, приводному патрону или цанге) и к системе ЧПУ. Однако из-за остаточной энергии, связанной с приводными механизмами рабочего шпинделя и инструментального суппорта, необходимо постоянное наблюдение, чтобы обнаружить какие-либо перемещения (см. [5], подраздел 6.4);
2) требования, касающиеся функций безопасности при торможении по категории 2, изложены в перечислении b) 11) пункта 5.11;
3) если конструкцией станка предусмотрена остановка станка тормозным устройством по категории 2, открытия защитных ограждений должны также приводить к торможению станка по категории 2 (см. ГОСТ Р МЭК 60204-1-2007, пункт 9.2.2);
4) нарушения в части системы управления, обеспечивающей безопасность по категории 2, должны вызывать торможение станка по категории 1 или по категории 0 согласно ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.2).
g) Конструкцией системы управления должно быть предусмотрено исключение автоматического повторного пуска станка после восстановления подачи энергии, для повторного включения привода станка необходимо осознанное включение оператором пускового устройства (см. [5]).
h) Отключение энергии и рассеивание остаточной энергии:
1) меры по отключению энергии и рассеиванию остаточной энергии см. ГОСТ ISO 12100-2013 (подраздел 4.10, пункт 5.5.4) и [5] (раздел 5);
2) необходимо предусмотреть средства для отключения энергии (см. [8] (подпункт 5.4.7.2.1), [9] (пункт 5.2.8) и ГОСТ Р МЭК 60204-1-2007 (подраздел 5.3), а также для рассеивания остаточной энергии см. [5] (раздел 5, пункт 5.3.1.3);
3) устройство прерывания подачи электроэнергии должно соответствовать требованиям ГОСТ Р МЭК 60204-1-2007 (подраздел 5.3), за исключением перечислений d) или e) пункта 5.3.2;
4) если станок имеет свой собственный гидравлический насос и/или пневматический компрессор, отключение электроэнергии от станка должно также прекратить подачу электричества к двигателю насоса и/или компрессора. Если предусмотрена подача к станку гидравлической или пневматической энергии извне, станок должен иметь надежные включаемые и блокируемые вручную устройства прерывания подачи энергии (клапаны, вентили, задвижки), соответствующие требованиям [5] (раздел 5). Там, где нет возможности автоматического рассеяния энергии после отключения ее подачи (см. [5] пункт 5.3.1.3), необходимо предусмотреть средства для сброса или снижения давления без разъединения трубопровода. Эти средства могут включать в себя клапаны, вентили, задвижки.
i) Пневматические системы должны соответствовать [9].
j) Гидравлические системы должны соответствовать [8].
k) К внешним воздействиям на электрическое оборудование предъявляются следующие требования по электромагнитной совместимости:
1) конструкция и установка электронных систем управления должны быть такими, чтобы эта система была защищена от электромагнитного излучения и сохраняла стабильность во время работы, несмотря на воздействие на нее какой-либо электрической системы в соответствии с ГОСТ 30804.6.2;
2) в электрических/электронных конструкциях следует применять программно-технические и физические средства ограничения электромагнитных излучений в соответствии с ГОСТ IEC 61000-6-4.
Примечание - По вопросам электромагнитной совместимости также допустимо руководствоваться ГОСТ EN 50370-1 и ГОСТ EN 50370-2.
5.9 Особые требования по устранению самопроизвольного изменения частоты вращения инструментов
Обеспечение функций безопасности устройств контроля предельных значений частоты вращения инструментальных шпинделей см. перечисление b) 5) пункта 5.11.
5.10 Особые требования по устранению нарушений в подаче энергии
Для обеспечения безопасности при нарушении в подаче энергии следует выполнять следующие требования:
a) должно быть предусмотрено устройство для своевременного обнаружения недостаточного давления в гидравлических и пневматических системах или напряжения в электрических цепях и обеспечения в этом случае остановки станка;
b) прерывание или нарушение подачи энергии не должно приводить к опасному ослаблению крепления заготовки или инструмента (например, при использовании устройств, приводимых в действие электрической гидравлической или пневматической энергией);
c) восстановление подачи энергии не должно приводить к автоматическому повторному пуску станка [см. [5] и ГОСТ ISO 12100-2013 (пункт 4.11.4)];
d) восстановление подачи энергии должно исключать опасное перемещение узлов по вертикальным или наклонным осям под действием силы тяжести (например, с помощью резервной тормозной системы). Требования, касающиеся функций безопасности, предназначенных для предотвращения самопроизвольного перемещения элементов станка по вертикальным или наклонным осям, изложены в перечислении b) 12) пункта 5.11;
e) конструкцией систем подачи энергии должно быть предусмотрено исключение потери функций безопасности при разрыве любой цепи подачи энергии (см. ГОСТ Р МЭК 60204-1, [8], [9]);
f) необходимо предусмотреть средства отключения подачи энергии [см. [8] (пункт 5.3.2.2). О рассеивании остаточной энергии см. [5] (подраздел 5.3).
5.11 Особые требования по устранению повреждения цепей управления
a) В настоящем стандарте установлены требования безопасности ко всей системе управления станком от исходного органа управления (например, позиционного выключателя или датчика) до конечного исполнительного механизма (например, двигателя или тормозного устройства). Для осуществления функций безопасности в системе управления следует использовать соответствующие компоненты, спроектированные, созданные и применяемые в соответствии с ГОСТ ISO 13849-1. Устройство включения функций безопасности должно обеспечивать остановку опасных перемещений по категории 1 в соответствии с ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.2) и исключать непредусмотренный пуск станка;
b) Функции безопасности по уровню эффективности защиты должны соответствовать требованиям, как это задано в данном подразделе. У производителя есть выбор между двумя стандартами для каждой функции безопасности, перечисленными в таблице 4:
Если применяется ГОСТ ISO 13849-1, должен быть достигнут требуемый уровень эффективности защиты (PLr).
Если применяется [17], требуемая категория должна быть обеспечена.
Примечание - Для определения уровня эффективности защиты см. также пример расчета в приложении F.
В таблице 4 приведено сравнение уровней эффективности защиты согласно ГОСТ ISO 13849-1-2014 и [17].
Таблица 4 - Сравнение уровней эффективности защиты согласно ГОСТ ISO 13849-1-2014 и EN 954-1:1996 [17]
Уровень эффективности защиты PLr согласно ГОСТ ISO 13849-1-2014 | Требуемая категория согласно EN 954-1:1996 [17] | |
1) блокирующее устройство, связанное с подвижным защитным кожухом в следующих областях, электрочувствительное защитное оборудование (ESPE) или другое защитное оборудование, применяемое для | ||
i) Рабочая зона для оператора | d категория 3 | 3 |
Рабочая зона только для техобслуживания | с | 1 |
ii) Передаточные и приводные механизмы | c или d | 1 или 3 |
iii) Инструментальные магазины и другие устройства для смены инструмента | d | 3 |
iv) Устройства для ручной загрузки/выгрузки заготовок | c или d | 1 или 3 |
v) Полета для смены заготовки | c или d | 1 или 3 |
vi) Конвейер для удаления опилок/стружки | с | 2 |
vii) Доступ к дверце или окну в ограждении по периметру | c или d | 1 или 3 |
viii) Устройства подачи пруткового материала | с | 1 |
ix) Силовые приводы, доступные во время нормальной работы | c или в | 1 или 3 |
2) Управление рабочим ходом | d | 3 |
3) Система управления с электронным маховичком | См. 6) | См. 6) |
4) Вспомогательные приспособления | d | 3 |
5) Мониторинг предельных значений частоты вращения шпинделей (см. перечисление d) пункт 5.8) | d | 3 |
6) Мониторинг скорости подачи для осей | с | 2 |
7) Система управления зажимом инструмента и заготовки | b | 1 |
8) Аварийная остановка (см. перечисление c) пункт 5.11) | с | 1 или 3 |
9) Предотвращение опасности сдавливания кромками приводных ограждений/дверей с помощью, например, реагирующих на давление защитных устройств (РДЗУ) | d | 2 или 3 |
10) Функция выбора режима работы | с | 1 |
11) Безопасная остановка по категории 2 по ГОСТ Р МЭК 61800-5-2 | с | 2 или 3 |
12) Функция предотвращения непроизвольного перемещения элементов станка по вертикальным или наклонным осям | c или d | 2 или 3 |
13) Функции первоначального и повторного пуска (см. перечисление в) пункт 5.8) | с | 1 |
14) Пуск осевого перемещения (см. перечисление e) пункт 5.8) | с | 1 |
| ||
c) Аварийная остановка:
1) функции аварийной остановки должны быть категории 1 (или категории, определяемой оценкой риска) и соответствовать ГОСТ Р МЭК 60204-1-2007 (пункт 9.2.5.4.2), ГОСТ ISO 12100-2013 (пункт 6.3.5.2) и [18];
2) функция аварийной остановки должна инициироваться устройством (устройствами) аварийной остановки, которые должны соответствовать ГОСТ Р МЭК 60204-1-2007 (пункт 10.7) и [18]. Устройство управления аварийной остановкой должно быть обеспечено на рабочем месте каждого оператора, включая:
i) на главной панели управления;
ii) на любой переносной панели управления (если имеется);
iii) близко к и внутри корпуса или магазина инструментов (где возможен доступ ко всему корпусу);
iv) когда инструментальный магазин присутствует и отделен от области обработки;
v) на станции погрузочно-разгрузочных работ для загрузки и выгрузки детали (если она имеется и отдельно от основного рабочего места оператора);
vi) на станции погрузки и разгрузки заготовок (если она имеется и отдельно от позиции основного рабочего места оператора).
5.12 Особые требования по устранению ошибок монтажа
Любой элемент станка, демонтируемый пользователем в целях наладки или технического обслуживания, например кулачок, револьверная головка, держатель инструмента и др. механические устройства для предотвращения ошибок монтажа, должен иметь конструкцию, обеспечивающую асимметричную сборку, например, шпильки, штифты, шплинты и т.д. (см. 6.2).
5.13 Особые требования по устранению выбросов жидкостей, газов и предметов
5.13.1 Общие требования
a) Необходимо предусмотреть ограждения для предотвращения выброса гидравлических жидкостей, сжатого воздуха и газов (см. [8] и [9]), жидкостей и материалов, используемых в процессе металлообработки. Ограждения должны соответствовать требованиям [7] (раздел 8). Они могут быть выполнены в форме устанавливаемых на шпиндельной бабке регулируемых ограждений, направляющих жидкости, газы и материалы в зону их сбора, или в виде неподвижных ограждений, полностью закрывающих зону выброса.
b) Ограждения против выброса:
1) ограждения должны обеспечивать в пределах всей рабочей зоны минимизацию опасности выброса элементов станка, обрабатываемой заготовки, инструментов (или их частей), стружки, СОЖ и т.п. (см. также 5.1 и 5.2);
2) ограждения, закрывающие рабочую зону, должны быть спроектированы и изготовлены так, чтобы они могли выдерживать максимальную расчетную силу удара. Значение силового удара зависит от диаметра самого большого зажимного патрона, каким может быть оборудован станок, и его окружной скорости (см. приложения B и C).
Примечание - Эти требования не следует применять к переднему ограждению станков группы 1, т.к. защиту от выбросов жидкостей, газов и предметов должно обеспечивать ограждение патрона.
c) Расчеты прочности ограждения в зависимости от энергии удара отрезка прутка, зависящей от его диаметра, длины и частоты вращения, приведены в приложении C.
d) Материалы, используемые для ограждений, должны соответствовать требованиям, приведенным в приложении А. Ограждения должны защищать персонал по обе стороны станка от стружки и СОЖ. Информация об испытательном оборудовании для таких материалов приведена в приложении В;
e) Если ограждение имеет окно для визуального наблюдения, оно также должно обеспечивать исключение опасности выброса, быть изготовлено из соответствующих материалов и иметь надлежащие способы крепления (см. [7] пункт 5.2.2). Материал для окна визуального наблюдения (например, поликарбонат) со временем склонен к уменьшению сопротивления удару (старению) из-за контакта со смазками, очистителями, растворителями, СОЖ и абразивами, поэтому конструкция крепления окна должна это учитывать и иметь уплотняющую многослойную или ламинированную конструкцию.
Примечание 2 - Требование не следует применять к переднему ограждению станков группы 1, т.к. защиту от выброса жидкости, газов и предметов должно обеспечивать ограждение патрона.
f) Перечень рекомендуемых материалов с необходимым классом ударной прочности приведен в приложении B.
g) Если прямой удар исключен, ограждения могут быть изготовлены из листовой стали толщиной не менее 2 мм с прочностью на разрыв ![]() не менее 369 Н/мм
не менее 369 Н/мм или из поликарбоната толщиной 6 мм с прочностью на разрыв
![]() не менее 68 Н/мм
не менее 68 Н/мм и должны обеспечивать защиту от СОЖ, опилок и стружки.
h) Если поставщик станка предполагает возможность выброса заготовки, происходящего из-за предсказуемом неправильной эксплуатации станка, поставщик обязан снабдить пользователя информацией, наглядно показывающей возможность выброса заготовок, который может привести к катастрофическому разрушению ограждения. Пользователь обязан обеспечить выполнение защитных мер, рекомендованных поставщиком, для обеспечения снижения риска до приемлемого уровня (см. 6.2, 6.2.1 и 6.2.3).
i) Конструкцией крепления заготовки и инструмента должно быть предусмотрено исключение выброса заготовки или инструмента при отключении энергии. Должен быть обеспечен мониторинг усилия зажима затягивающего механизма для своевременного выявления неполадок в этом механизме и отключения станка при любом рабочем режиме [см. перечисление b) 6) пункта 5.11].
5.13.2 Защитные ограждения для крупногабаритных вертикальных станков группы 3 (токарные станки и токарные центры с числовым программным управлением)
a) Неподвижные и/или перемещаемые ограждения с блокировкой должны обеспечивать минимальные опасности выброса стружки/опилок и/или СОЖ и элементов станка, обрабатываемой заготовки, инструмента и/или их частей и заготовки, и направление их в зону сбора.
b) Конструкцией защитных ограждений должно быть предусмотрено предотвращение накопления стружки и жидкостей на самом ограждении. Вокруг рабочей зоны, отверстия системы удаления стружки должны быть предусмотрены надежно зафиксированные или перемещаемые ограждения с блокировкой (см. перечисление а) пункта 5.2.2.2), если доступ необходим, возвышающиеся над поверхностью планшайбы не менее чем на 0,25 м.
c) Защитные ограждения вокруг рабочей зоны должны быть выполнены из листовой стали толщиной не менее 3 мм или из материала такой же прочности. Окно для визуального наблюдения, встроенное в ограждение рабочей зоны, должно быть выполнено из поликарбоната толщиной не менее 8 мм и должно иметь защиту по периметру от СОЖ, стружки и т.п. (энергия удара - до 3000 Дж). Эти защитные Ограждения могут комбинироваться с защитными Ограждениями для доступа в зону обработки с пола или платформы (см. рисунок 7).
5.13.3 Защитные ограждения для крупногабаритных горизонтальных станков группы 3 (токарные станки и токарные центры с числовым программным управлением)
a) Должны быть предусмотрены ограждения, обеспечивающие минимальные опасности выброса стружки/опилок и/или СОЖ и элементов станка, обрабатываемой заготовки, инструмента или их частей и направления их в зону сбора.
b) Конструкцией защитных ограждений должно быть предусмотрено предотвращение накопления стружки и жидкостей на самом ограждении. Сзади станка ограждение должно обеспечивать задержание опилок/стружки и/или СОЖ и отлетающих частей инструментов и заготовок. Ограждения должны быть установлены на салазках суппорта или на самом станке. Если ограждение установлено на салазках суппорта, оно должно закрывать всю ширину салазок. Если ограждение установлено на станке, оно должно закрывать всю ширину зоны обработки.
c) Если необходим доступ к станку через установленные неподвижные и перемещаемые ограждения с блокировкой, необходимо предусмотреть платформу у рабочего места оператора или возле салазок, возвышающуюся над рабочим местом оператора на полу не менее чем на 1,8 м, а по ширине не менее чем ширина рабочего места оператора или салазок соответственно. Любая подвижная часть этого ограждения должна быть заблокирована [см. перечисление а) пункт 5.2.2.2] с приводом удерживающего шпинделя. Перемещение этих защитных ограждений должно блокироваться с помощью устройства для блокировки перемещения салазок. Защитное ограждение вокруг рабочей зоны должно быть выполнено из стали толщиной не менее 3 мм. Окно для визуального наблюдения, встроенное в ограждение рабочей зоны, должно быть выполнено из поликарбоната толщиной не менее 8 мм, защищенного с двух сторон от СОЖ, стружки и т.п. (см. рисунок 6).
5.14 Особые требования по устранению потери устойчивости
Рабочие места и средства доступа к станку, такие как лестницы, платформы и настилы, должны быть устроены так, чтобы с помощью опор для ног и рук, а где необходимо использование нескользких поверхностей, уменьшить вероятность поскользнуться, споткнуться или упасть.
5.15 Особые требования по устранению опасности поскользнуться, споткнуться или упасть
а) Рабочие места и средства доступа к станку (такие как лестницы, платформы, настилы) должны быть изготовлены так, чтобы уменьшить вероятность поскользнуться, споткнуться или упасть с помощью опор для ног и рук, а также при необходимости с использованием нескользящих поверхностей. Необходимо выполнять требования ГОСТ Р ИСО 14122-1, ГОСТ Р ИСО 14122-2 и ГОСТ Р ИСО 14122-3. Предупреждения об опасности и необходимых мерах предосторожности должны быть включены в информацию для пользователя (см. раздел 6).
b) Там, где предусмотрена система подачи СОЖ, ее конструкцией должно быть предусмотрено обеспечение предотвращения выплескивания, разбрызгивания и распыления жидкости за пределы ограждения, чтобы избежать загрязнения пола. Информация для пользователя должна указывать на важность предотвращения разлива жидкости вокруг станка и возникающую от этого опасность поскользнуться.
5.16 Проверка выполнения требований безопасности и/или защитных мер
Для проверки выполнения требований безопасности и/или защитных мер следует использовать испытания в соответствии с таблицей 5. Для примера см. также приложение D.
Таблица 5 - Методы проверки
п/п | Наименование пункта | Метод проверки | ||||
Визуаль- | Функциональ- | Измере- | Расчет | Докумен- | ||
5.1 | Общие требования | |||||
5.1.1 | Требования к ограждениям для станков всех групп | Х | Х | Х | ||
5.2 | Особые требования по устранению механических опасностей (раздел 4) | |||||
5.2.1 | Станки группы 1 | |||||
5.2.1.1 | Предпочтительные ограждения для станков группы 1 | Х | Х | Х | ||
5.2.2 | Станки групп 2-4 | |||||
5.2.2.1 | Доступ в рабочую зону | Х | Х | |||
5.2.2.2 | Характеристики ограждений, общие требования для станков групп 2-4 | Х | Х | |||
5.2.2.3 | Особые требования для станков группы 2 | Х | Х | |||
5.2.2.4 | Особые требования для станков группы 3 | Х | Х | Х | Х | |
5.2.2.5 | Особые требования для станков группы 4 | Х | Х | Х | Х | |
5.2.3 | Условия крепления заготовки | Х | Х | Х | Х | |
5.2.4 | Режим работы станка | |||||
5.2.4.1 | Выбор и/или опции режимов работы | Х | Х | Х | ||
5.2.4.2 | Режим 0: ручной | Х | Х | Х | ||
5.2.4.3 | Режим 1: автоматический | Х | Х | Х | ||
5.2.4.4 | Режим 2: наладка | Х | Х | Х | ||
5.2.4.5 | Режим обслуживания | Х | Х | Х | ||
5.2.5 | Особые требования при применении дополнительного оборудования для токарных станков | Х | Х | Х | ||
5.2.5.1 | Механизм подачи прутка | Х | Х | Х | ||
5.2.5.2 | Приспособления для ручной или автоматической загрузки/ выгрузки заготовки | Х | Х | Х | ||
5.2.5.3 | Механически перемещаемой задней бабки и/или пиноли | Х | Х | Х | ||
5.2.5.4 | Устройства сбора и удаление стружки и опилок | Х | Х | Х | ||
5.2.5.5 | Внешний инструментальный магазин, механизм смены инструмента | Х | Х | Х | ||
5.3 | Особые требования по устранению электрических опасностей | Х | Х | Х | ||
5.4 | Особые требования по устранению опасностей, связанных с шумом | Х | Х | Х | ||
5.5 | Особые требования по устранению опасностей излучения | Х | Х | Х | ||
5.6 | Особые требования по устранению опасностей, связанных с материалами или веществами | Х | Х | Х | ||
5.7 | Особые требования по устранению опасностей, связанных с пренебрежением принципами эргономики | Х | Х | Х | ||
5.8 | Особые требования по устранению опасностей, связанных с неожиданным выбегом или превышением скорости | Х | Х | Х | ||
5.9 | Особые требования по устранению опасностей, связанных с изменением скорости вращения | Х | Х | Х | ||
5.10 | Особые требования по устранению опасностей, связанных с повреждением системы подачи энергии | Х | Х | Х | ||
5.11 | Особые требования по устранению опасностей, связанных с повреждением цепи управления | Х | Х | Х | ||
5.12 | Особые требования по устранению опасностей, связанных с ошибками монтажа | Х | Х | Х | ||
5.13 | Особые требования по устранению опасностей, связанных с выбросом жидкостей, газов и предметов | Х | Х | Х | Х | |
5.13.1 | Общие требования | Х | Х | Х | Х | |
5.13.2 | Защитные ограждения для крупногабаритных вертикальных станков группы 3 | Х | Х | Х | Х | |
5.13.3 | Защитные ограждения для крупногабаритных горизонтальных станков группы 3 | Х | Х | Х | Х | |
5.14 | Особые требования по устранению опасностей, связанных с потерей устойчивости | Х | Х | Х | ||
5.15 | Особые требования по устранению опасностей поскользнуться, споткнуться или упасть | Х | Х | Х | ||
6 | Информация для пользователя | |||||
6.1 | Маркировка | Х | Х | |||
6.2 | Инструкция для пользователя | |||||
6.2.1 | Общие положения | Х | Х | Х | ||
6.2.2 | Инструментальное оснащение | Х | Х | Х | ||
6.2.3 | Крепление заготовки | Х | Х | Х | ||
6.2.4 | Функция станка, управляемого с пульта управления | Х | Х | Х | ||
6.2.5 | Повторный пуск | Х | Х | Х | ||
6.2.6 | Шум | Х | Х | Х | ||
6.2.7 | Вспомогательное оборудование | Х | Х | Х | ||
6.2.8 | Остаточные риски, которые должен учитывать пользователь | Х | Х | Х | ||
6.2.9 | Инструкция по монтажу станка | Х | Х | Х | ||
6.2.10 | Инструкция по обслуживанию станка | Х | Х | Х | ||
6 Информация для пользователя
Примечание - См. ГОСТ ISO 12100-2013 (пункт 6.4).
6.1 Маркировка
Токарные станки должны иметь маркировку в соответствии с ГОСТ ISO 12100-2013 (пункт 6.4.4). Должна быть предусмотрена следующая маркировка:
a) информация для однозначной идентификации станка:
- наименование производителя и полный адрес изготовителя и, если применимо, его уполномоченного представителя;
- серия или тип станка, группа токарных станков и соответствующие размеры;
- серийный или идентификационный номер;
- месяц и год изготовления, т.е. месяц и год, в котором был завершен процесс изготовления.
b) информация о соответствии обязательным требованиям (например, маркировка СЕ);
c) информация для обеспечения безопасной эксплуатации станка:
- максимально допустимая частота вращения шпинделя(ей) в оборотах в минуту;
- максимально допустимая частота вращения патрона в оборотах в минуту, за исключением случаев использования зажимных цанг или цанговых патронов с механическим приводом в соответствии с ГОСТ Р ИСО 16156;
- на горизонтальных станках или на станках для обработки прутка, где предусматривается возможность использования заготовок в виде пруткового материала, необходимо предусмотреть соответствующие предупреждающие знаки об опасности и установку защитных ограждений для заднего конца шпинделя, через который подается пруток и/или устройства подачи прутка;
- съемные защитные ограждения и другие части станка, которые находятся на станке непостоянно, должны иметь маркировку, указывающую на их принадлежность к конкретному станку;
- станки должны быть снабжены соответствующей предупреждающей маркировкой, если существует опасность возгорания на станке или взрыва. На этой маркировке должен быть также указан способ тушения огня.
6.2 Руководство по эксплуатации
6.2.1 Общие положения
В соответствии с ГОСТ ISO 12100-2013 (пункт 6.4.5) вместе со станком следует поставлять информацию по его применению.
Руководство по эксплуатации должно обеспечить пользователя необходимой информацией по безопасной транспортировке, монтажу/демонтажу, работе, наладке, очистке и т.п. обучению и повышению квалификации персонала для соответствия назначению и безопасной эксплуатации данного станка.
Руководство по эксплуатации должно подчеркивать важность адекватного обучения операторов безопасной эксплуатации, наладке и работе на станке. В руководстве по эксплуатации как минимум должна быть приведена следующая информация:
а) технические условия на процессы обработки и режимы работы, соответствующие конкретному токарному станку. Если предусматривается режим 2 (режим наладки) и/или режим технического обслуживания, должны быть указаны подробности выполнения этих режимов:
1) предвидимое неправильное использование;
2) возможности снижения рисков для любого предусмотренного режима (например, 0.1.2 или режим обслуживания);
3) необходимая квалификация операторов, в частности, если станок позволяет использовать режимы обработки, наладки и/или ручного управления, и/или технического обслуживания, которые требуют, например, опыта:
- в установке и креплении заготовки и устройств;
- в наладке токарного станка, работе на нем и мониторинге его работы;
- в выборе, установке и использовании инструмента;
- в вводе данных для обработки заготовки и оптимизации процесса обработки;
- в специфических опасностях и соответствующих защитных мерах;
- в использовании индивидуальных средств защиты.
Примечание - В режиме технического обслуживания могут потребоваться дополнительные навыки (см. 6.2.8).
b) требование об обязательной установке всех защитных ограждений и включении всех блокировок перед пуском станка при любом режиме работы;
c) требования по монтажу станка, в том числе рекомендации по средствам предотвращения доступа в зону выхода стружки;
d) требования по техническому обслуживанию, включая перечень устройств, которые необходимо контролировать или испытывать, а также частоту и способы проведения этих операций;
e) требования по эксплуатации окна наблюдения в ограждениях для обеспечения сохранения их защитных функций в том числе:
1) методы контроля и описания дефектов, которые могут сделать окно наблюдения непригодным для дальнейшего использования, и требования о его замене. Эта информация должна содержать описание состояния окна наблюдения, препятствующего его нормальной эксплуатации и требующего его срочной замены;
2) например, пластическая деформация (вспучивание, зазубрины) из-за воздействия ударов, растрескивания, повреждения уплотнения, просачивания СОЖ в материал окна, проявление старения материала окна в виде потускнения, помутнения, других повреждений защитных слоев. Окна наблюдения из поликарбоната становятся опасными при потускнении или помутнении (см. приложение B), поэтому их следует заменять на новые, прежде чем это произойдет;
3) рекомендации изготовителя по замене окон наблюдения должны учитывать свойства материалов, из которых эти окна изготовлены. Об особых случаях использования поликарбоната см. рисунок В.2;
4) рекомендованные способы очистки окон наблюдения без их повреждения и выбор подходящих чистящих средств;
5) рекомендованный поставщиком способ очистки окон наблюдения из поликарбоната, исключающий их повреждения;
е) рекомендации по перемещению и подъему тяжелых элементов станка, инструментов или заготовок, включая расположение мест установки подъемных механизмов для подъема этих элементов, например инструментов, составных частей станка, зажимных приспособлений;
g) рекомендации по использованию калибровочного лазера, если применяется (см. ГОСТ IEC 60825-1);
h) рекомендации по выбору, подготовке, применению смазочных материалов и техническому обслуживанию тормозных систем и механизмов станка;
i) рекомендации по выбору, подготовке, применению СОЖ и мерам, ухудшающих их свойства;
j) рекомендации по мерам, способствующим предотвращению выброса СОЖ, например по очистке системы подачи и удаления СОЖ;
k) инструкция по освобождению лиц, захваченных частями станка;
l) рекомендации по применению индивидуальных средств защиты (например, средств защиты рук, ушей и глаз);
m) инструкция по применению вытяжных систем при обработке материалов, выделяющих опасные вещества (например, пыль и туман);
n) рекомендации по применению дополнительных мер предосторожности при обработке с использованием легко воспламеняемых жидкостей и самовозгорающихся материалов;
o) рекомендации по СОЖ, особенно рекомендации, относящиеся к вязкости и температуре воспламенения СОЖ, если конструкция станка предусматривает использование воспламеняющейся жидкости;
p) запрет на удержание наждачной ткани руками без специального приспособления при обработке;
q) четкие предостережения об опасностях захватывания (см. ГОСТ ISO 12100) для всех горизонтальных токарных станков, на которых прутковый материал выходит по длине за пределы защитных ограждений.
6.2.2 Оснащение инструментом
a) Информация, позволяющая выбирать, устанавливать и/или заменять инструменты, например, относящиеся к станку данные о присоединительных размерах в системе "инструмент - станок";
b) Рекомендации по инструментам, предназначенным для использования на данном станке, включая, например, предельные значения массы, момента инерции и размеров гнезда для инструмента в зажимном устройстве;
c) Предупреждение оператору о нагреве инструмента.
6.2.3 Крепление обрабатываемой заготовки
Должна быть предоставлена следующая информация о способе и устройствах крепления обрабатываемой заготовки:
a) рекомендации по эксплуатации и обслуживанию устройств крепления обрабатываемой заготовки, поставляемых вместе со станком (например, графики технического обслуживания и смазки);
b) информация по зажимным устройствам, включая цанги и патроны, которые можно использовать на данном станке, вместе с рекомендациями в руководстве по эксплуатации;
c) информация, способствующая выбору, установке и замене сменных устройств крепления обрабатываемой заготовки (например, патронов, планшайб, цанг и т.д.), например, данные о присоединительных размерах в системе "инструмент - станок" или требования о снижении дисбаланса патронов и планшайб до допустимого уровня;
d) информация о возможности модернизации устройств крепления обрабатываемой заготовки:
1) предупреждение о том, что модернизация устройств для крепления обрабатываемой заготовки может привести к необходимости снижения максимально допустимой частоты вращения шпинделя или эффективности этих зажимных устройств;
2) информация о том, что модернизация устройств для крепления обрабатываемой заготовки может осуществляться только в пределах, установленных производителем конкретного станка, в соответствии с рекомендациями производителей этих зажимных устройств;
3) информация о дополнительном оснащении зажимных устройств (например, кулачками), которое может потребовать снижения максимально допустимой частоты вращения этих устройств. Такая оснастка должна иметь маркировку с указанием этой частоты вращения в оборотах в минуту.
6.2.4 Функции станка, доступные с пульта числового программного управления
В руководстве по эксплуатации должно быть описание правил выбора и использования функций станка, доступных с пульта управления ЧПУ, например, коррекция инструмента, доступ и смена режима.
6.2.5 Повторный пуск
Должна быть предоставлена информация о процедуре повторного пуска. В частности, о том, что после смены кулачка наладчик должен проверить возможность работы на максимально допустимой частоте вращения. После каждой смены программы оператор должен проверить возможность обработки при максимально возможной скорости резания.
Эту процедуру оператор должен проводить для каждой конкретной обрабатываемой заготовки (см. 3.5.1).
6.2.6 Шум
Должна быть предоставлена следующая информация по шуму, в частности должны быть указаны:
a) рабочие места, где фактическое значение уровня звукового давления может превышать 70 дБ (А), и те, где оно не должно превышать этого значения;
b) рабочие места, где максимальное расчетное значение кратковременного звукового давления может превышать 130 дБ (А);
c) рабочие места, где фактическое значение уровня звуковой мощности, возникающей в процессе обработки, может превышать 80 дБ (А).
Все эти значения должны быть получены или в результате измерений, проводимых на данном станке, или установлены на базе измерений, проведенных на аналогичном станке, выбранном в качестве образца для данного станка.
Для крупногабаритных станков вместо фактических значений уровня звуковой мощности допускается указывать фактические значения уровня звукового давления на определенных позициях вокруг такого станка.
Где бы ни указывались значения звуковой эмиссии, должно быть приблизительно определено окружающее пространство, в котором они действуют. Должны быть описаны используемые методы измерения и условия работы станка во время измерения.
Должны быть указаны позиция и значение максимального звукового давления.
Декларацию о шуме следует сопровождать отчетом о применявшемся методе измерения, условиях работы во время испытания и значении погрешности К, используя при этом форму записи с удвоенными числами в соответствии с ГОСТ 30691-2001:
К=4 дБ при пользовании ГОСТ Р ИСО 3746 или ГОСТ ISO 11202 (уровень 3);
К=2,5 дБ при пользовании ГОСТ Р ИСО 3744 или ГОСТ ISO 11204 (уровень 2).
Пример - Для корректированного уровня звуковой мощности ![]() равного 83 дБ (А) (измеренное значение), при измерении, выполненном по ГОСТ Р ИСО 3746, погрешность К равна 4 дБ (А).
равного 83 дБ (А) (измеренное значение), при измерении, выполненном по ГОСТ Р ИСО 3746, погрешность К равна 4 дБ (А).
Если точность значений шумовой эмиссии нуждается в подтверждении, измерения должны быть проведены (тот же метод и условия работы) в соответствии с декларацией.
Декларация о шуме должна сопровождаться следующим текстом; "Приведенные данные отражают предельные значения уровня шума, но необязательно являются безопасными рабочими уровнями. Несмотря на то, что существует соотношение между уровнями излучения и уровнем звукового давления, они не могут быть надежно использованы для определения, требуются ли дополнительные меры предосторожности. Факторы, оказывающие влияние на фактический уровень воздействия шума на работников, включают в себя характеристики рабочего помещения, другие источники шума и т.п., а именно количество станков и других сопутствующих процессов. Допустимый уровень воздействия шума может быть также различным в зависимости от страны. Тем не менее, указанная информация даст пользователю станка возможность наилучшим образом оценить опасности и риски".
Информация о шумовой эмиссии должна быть представлена также в документах по продажам.
6.2.7 Манипуляторы
Если на станке предусмотрена установка манипуляторов, в руководстве по эксплуатации должна быть приведена необходимая информация по их установке, полученная от производителя/поставщика этих манипуляторов.
6.2.8 Остаточные риски, с которыми может столкнуться пользователь
В руководстве по эксплуатации должна содержаться информация о том, что предусмотренные или поставляемые вместе со станком защитные ограждения, в соответствии с приложением A, могут обеспечить уменьшение риска выброса, а не его полное исключение.
Должно быть указано минимальное расстояние от оператора до окна наблюдения, предупреждение о том, что обрабатываемые материалы, такие как алюминий и магний, могут вызвать дополнительные опасности, например возгорание, взрыв или вредную для здоровья пыль.
Необходимо включить инструкцию по необходимым проверкам после замены или удалению элементов станка, или замены программного обеспечения, которые могут повлиять на функции безопасности (см. также 6.2).
Необходимо информировать пользователя о том, что обработка несбалансированной детали может привести к опасности ее выброса и что для уменьшения этого риска следует использовать контрбаланс или уменьшить частоту вращения.
Необходимо информировать пользователя о технических процессах обработки и режимах работы, которые могут производиться на данном токарном станке.
Необходимо включать информацию о путях снижения рисков в режиме наладки и режиме ручного управления (см. 6.2).
Если предусмотрен режим обслуживания станка в соответствии с 5.2.4.5, изготовитель станка обязан указать:
- подробности применения режима обслуживания;
- навыки и квалификационный уровень оператора, необходимые для проведения технического обслуживания;
- на необходимость удаления со станка всех режущих инструментов и держателей обрабатываемой заготовки.
Для токарных станков с горизонтальным шпинделем, которые могут быть оборудованы устройством подачи прутка, там, где прутковый материал может выступать за пределы защитного ограждения, на механизм подачи прутка должны быть нанесены четко различимые знаки, предупреждающие об опасностях запутывания (см. ГОСТ ISO 12100-2013 (пункт 6.4.4)].
Необходимо привести информацию, которая позволит потребителю обеспечить более низкий уровень шумовой эмиссии, например:
- выбор инструмента;
- способ крепления обрабатываемой заготовки и инструмента;
- техническое обслуживание.
6.2.9 Инструкции по установке станка
Необходимо привести информацию о требуемом фундаменте и способе установки и креплении данного станка. Кроме того, должно быть дано описание безопасного обращения с тяжелыми деталями крупногабаритных станков.
6.2.10 Инструкция по очистке станка
Должна быть представлена информация о предполагаемых процедурах очистки. Необходимо дать описание всех вспомогательных средств (например, опор для рук и ног и/или поверхностей, препятствующих скольжению) и объяснение способов доступа ко всем сторонам/частям станка.
7 Определение допустимого уровня риска
Допустимый уровень риска определяется в соответствии с положениями ГОСТ 33938-2016 (раздел 6, приложения B и C).
Приложение А
(справочное)
Методика испытаний защитных ограждений токарных станков на ударную прочность
А.1 Общие положения
Настоящее приложение определяет методику испытания защитных ограждений, применяемых на токарных станках с ЧПУ и обрабатывающих токарных центрах с целью снижения риска выброса за пределы рабочей зоны частей инструмента или обрабатываемой заготовки.
Данную методику следует применять для испытаний, как защитных ограждений, так и для материалов защитных ограждений.
А.2 Метод проверки
А.2.1 Общие положения
Данный метод испытания применим к станкам, оборудованными патронами со сборными кулачками, имеющими верхнюю часть стандартной твердости, и воспроизводит опасность при выбросе верхней части сборного кулачка. Испытание позволяет оценить противодействие (прочность 0) защитного ограждения и материала, из которого оно изготовлено, против проникновения в них инородных тел или смещения их относительно станка в результате выброса из станка частей режущего инструмента или обрабатываемой заготовки. Метод испытания базируется на имитации скорости и энергии (см. таблицу А.2), которые могут возникнуть при выбросе верхней части сборного кулачка при его максимальной окружной скорости. Расчет скорости и энергии удара приведен в таблице А.2.
А.2.2 Испытательное оборудование
А.2.2.1 Испытательное оборудование состоит из приводного устройства ("пушки"), перемещаемого испытательного "снаряда", опоры для крепления объекта испытания, системы измерения и регистрации скорости перемещения "снаряда" с точностью ±5% (см. таблицу А.2 и уравнение А.1).
А.2.2.2 Перемещаемый "снаряд" для испытания защитных ограждений (см. рисунок А.1 и таблицу А.1) представляет собой цилиндр, изготовленный из стали со следующими механическими свойствами:
- предел прочности на растяжение: ![]() =560-690 Н/мм
=560-690 Н/мм;
- предел текучести: ![]() >330 Н/мм
>330 Н/мм;
- удлинение при разрыве: А>20%.
А.2.2.3 Опора для проверки ограждения.
|
Примечание - Снаряд твердости до 56 HRC на глубине не менее 0,5 мм.
Рисунок А.1 - Снаряд
А.2.3 Измерение скорости
Скорость испытательного "снаряда" следует измерять в точке, где на него уже не влияет ускорение, после его выхода из ствола пушки, придающего ему заданную скорость. Для измерения скорости следует использовать бесконтактные датчики, фотоэлементы или другие аналогичные средства.
Таблица А.1 - Масса и размеры испытательного снаряда
Масса, кг | Диаметр, мм | Торцовая поверхность, а |
0,625 | 30 | 19 |
1,25 | 40 | 25 |
2,5 | 50 | 30 |
А.2.4 Объект испытания
Испытанию следует подвергать защитные ограждения и образцы материалов, применяемые для их изготовления. Крепление ограждения должно быть идентично креплению его на станке. Для испытания материалов, из которых изготовлены ограждения, следует использовать образцы, закрепленные на рамке с размерами внутреннего отверстия 450450 мм. Рамка должна быть достаточно жесткой. Образец должен быть закреплен к рамке нежестким (эластичным) зажимом. Крепление образца должно быть надежным.
А.2.5 Порядок проведения испытаний
Испытание на ударную прочность следует проводить с использованием описанного в пункте А.2.2.2 "снаряда", перемещаемого со скоростью, приведенной в таблице А.2.
Чтобы оценить класс прочности защитного ограждения, испытательный "снаряд" выстреливается в сторону испытуемого образца с направлением удара в его центр перпендикулярно к поверхности. Мишенью для перемещаемого "снаряда" должны быть наиболее слабые и неблагоприятные места на образце материала или на ограждении. Для станков, оборудованных зажимными патронами со стандартными сменными кулачками, испытания следует проводить с использованием "снарядов", масса, размеры и характеристики удара которых соответствуют данным таблицы А.2, таким образом, чтобы масса "снаряда" соответствовала массе стандартного сменного кулачка.
А.3 Результаты испытаний
А.3.1 Повреждения
После окончания испытаний защитного ограждения или образца материала следует выявить следующие виды повреждений:
a) выпучивание/коробление (постоянная деформация без трещин);
b) зарождающуюся трещину (видимую только на поверхности);
c) сквозную трещину (видимую насквозь);
d) проникновение (проникновение испытательного "снаряда" в испытуемый объект);
e) срыв рамки с образцом из своего крепления;
f) срыв защитного ограждения с опоры.
А.3.2 Оценка
Защитное ограждение или образец материала считают выдержавшими испытание, если повреждения относятся к видам, описанным в перечислениях а) и b) пункта А.3.1. Объект считается не выдержавшим испытание, если обнаруживается любое из повреждений, описанных в перечислениях с)-е) пункта А.3.1.
А.4 Акт об испытании
Акт об испытании должен содержать как минимум следующую информацию:
a) дату и место проведения испытания, наименование организации, проводившей испытания;
b) массу, размеры и скорость испытательного "снаряда";
c) наименование производителя станка, тип станка, максимальный диаметр обработки, максимальную частоту вращения шпинделя, массу и размеры кулачка зажимного патрона;
d) конструкцию, материал и размеры испытуемого объекта;
e) способ крепления испытуемою объекта;
f) направление выстрела и точку прицела для удара испытательным "снарядом";
g) результат испытания.
А.5 Определение класса прочности
А.5.1 Метод определения
Для определения класса прочности от ![]() -
-![]() следует вычислить скорость удара (см. таблицу А.2, сноску b) по формуле A.1:
следует вычислить скорость удара (см. таблицу А.2, сноску b) по формуле A.1:
![]() , (А.1)
, (А.1)
где ![]() - скорость удара м/с;
- скорость удара м/с;
1,25 - постоянный коэффициент;
В - диаметр устройства для крепления заготовки, м;
n - частота вращения, об/мин.
Необходимые классы прочности определяют диаметром устройства для крепления заготовки в соответствии с окружной скоростью. Массу испытательного "снаряда", скорость и энергию удара для испытаний на ударную прочность устанавливают согласно таблице А.2, по которой выбирают скорость удара, превышающую окружную скорость на 25% из-за возможного ускоряющего воздействия в пазу базовой плоскости зажимного патрона.
Испытательный "снаряд" следует выбирать в соответствии с таблицей А.1 так, чтобы он соответствовал массе верхней части стандартных кулачков, применяемых на данном станке, и обеспечивал максимальное приближение к реальным условиям, которые могут возникнуть на станке. Он должен быть выполнен по форме, показанной на рисунке А.1 и должен иметь размеры в соответствии с таблицей А.1. Этот "снаряд" разгоняется до скорости удара (см. таблицу A.2, b)) и выстреливает в образец материала или реальный элемент ограждения станка (например, из "пушки", как показано на рисунке В.1). При этом образец материала или элемент ограждения либо получает сквозное проникновение, либо выдерживает воздействие (возможно деформируется).
А.5.2 Интерпретация результатов испытания на прочность
a) Для станков, оборудованных кулачковыми патронами со стандартными верхними частями сборных кулачков, определяют девять классов прочности от ![]() -
-![]() (см. таблицу В.1) с учетом массы, размеров и расчетной скорости удара от выброса этих верхних частей (см. таблицу А.2). Класс прочности в основном определяют диаметром устройства для крепления заготовки и соответствующей окружной скоростью кулачка для реального станка или его аналога (см. таблицу А.2). Энергию удара вычисляют по формуле (С.1), в которой принимается скорость удара, превышающая окружную скорость на 25% (воздействие ускорения из-за паза в базовой плоскости зажимного патрона). Следовательно, требуемый класс прочности определяют диаметром устройства для крепления заготовки, скоростью удара и реальной массой кулачка. Например, если указанный диаметр В=254 мм, а максимальная частота вращения n=3500 мин
(см. таблицу В.1) с учетом массы, размеров и расчетной скорости удара от выброса этих верхних частей (см. таблицу А.2). Класс прочности в основном определяют диаметром устройства для крепления заготовки и соответствующей окружной скоростью кулачка для реального станка или его аналога (см. таблицу А.2). Энергию удара вычисляют по формуле (С.1), в которой принимается скорость удара, превышающая окружную скорость на 25% (воздействие ускорения из-за паза в базовой плоскости зажимного патрона). Следовательно, требуемый класс прочности определяют диаметром устройства для крепления заготовки, скоростью удара и реальной массой кулачка. Например, если указанный диаметр В=254 мм, а максимальная частота вращения n=3500 мин, окружную скорость м/с вычисляют по формуле
![]() . (A.2)
. (A.2)
Скорость удара м/с вычисляют по формуле
![]() . (A.3)
. (A.3)
При массе стандартной верхней части кулачков, равной 1,21 кг, энергию удара ![]() вычисляют по формуле
вычисляют по формуле
![]() . (A.4)
. (A.4)
Соответствующий класс прочности определяют по таблице А.2. Если в графе "Энергия удара" отсутствует соответствующее значение энергии удара ![]() , для определения класса прочности следует использовать следующее более высокое значение энергии удара. Следовательно, для данного примера требуется класс прочности не менее
, для определения класса прочности следует использовать следующее более высокое значение энергии удара. Следовательно, для данного примера требуется класс прочности не менее ![]() , потому что класс
, потому что класс ![]() слишком мал. Класс прочности
слишком мал. Класс прочности ![]() может обеспечить поликарбонат толщиной 8 мм (см. таблицу В.1);
может обеспечить поликарбонат толщиной 8 мм (см. таблицу В.1);
b) Для станков, оборудованных цанговыми патронами, также применимы классы прочности от ![]() -
-![]() , а энергию удара следует вычислять по формуле С.2, учитывая схему, показанную на рисунке С.1. Результат следует сравнивать с энергией удара, приведенной в таблице А.2. Необходимый класс прочности следует определять так же, как в перечислении а);
, а энергию удара следует вычислять по формуле С.2, учитывая схему, показанную на рисунке С.1. Результат следует сравнивать с энергией удара, приведенной в таблице А.2. Необходимый класс прочности следует определять так же, как в перечислении а);
c) Класс прочности считается достигнутым, если образец материала или элемент защитного ограждения не был пробит ударом испытательного "снаряда". В таблице В.1 приведены результаты проведенных в Германии испытаний на ударную прочность, которыми может воспользоваться изготовитель станка, что избавит его от необходимости проводить собственные испытания.
А.5.3 Выводы
Важным выводом по результатам испытания на ударную прочность является то, что поступательная энергия выброшенной верхней части стандартного кулачка является существенным параметром для определения размеров защитного ограждения. Установлено, что кинетическая энергия от вращения обрабатываемых деталей с максимальным диаметром зажимного патрона при соотношении длины и диаметра l/d равном 1, при выбросе может преобразоваться в поступательную энергию, значение которой ниже поступательной энергии, выброшенной верхней частью стандартного кулачка. Если соотношение длины к диаметру l/d больше 1, энергию удара следует вычислять по формуле (С.2), а класс прочности следует выбирать соответственно результату. От этого положения отличается ситуация для длинных деталей, которые зажимаются между патроном и задней бабкой. В этом случае предполагается, что их вращательная энергия менее опасна для оператора, т.к. вращательная энергия может преобразоваться в поступательную только в незначительной степени. Для более надежного крепления длинных деталей рекомендуется использование промежуточных опор (люнетов). Для специализированных операций механической обработки, таких как токарная обработка кулачковых, распределительных, управляющих валов и валов эксцентрика, потенциальные положения удара анализируют отдельно. Приложения А-С предоставляют полезную информацию для такого анализа.
Таблица А.2 - Классы прочности
Диаметр устройств для закрепления заготовки, мм | Окружная скорость кулачка, м/с | Размеры снаряда | Масса снаряда, кг | Скорость удара | Энергия удара | Класс прочности | |
от | до | ||||||
<130 | 25 | 30 | 0,625 | 32 | 310 |
| |
40 | 50 | 781 |
| ||||
63 | 80 | 2000 |
| ||||
130 | <260 | 40 | 40 | 1,25 | 50 | 1562 |
|
50 | 63 | 2480 |
| ||||
63 | 80 | 4000 |
| ||||
260 | <500 | 40 | 50 | 2,50 | 50 | 3124 |
|
50 | 63 | 4960 |
| ||||
63 | 80 | 8000 |
| ||||
| |||||||
Приложение B
(справочное)
Оборудование для испытания на ударную прочность и примеры испытуемых материалов
B.1 Приводное устройство ("пушка")
"Пушка" состоит из баллона со сжатым воздухом и ствола, подсоединенного к нему через фланец (см. рисунок B.1). Чтобы придать "снаряду" ускорение в направлении испытуемого объекта, из баллона с помощью вентиля выпускают сжатый воздух.
Воздух в баллон нагнетается компрессором. Скорость "снаряда" регулируется давлением воздуха.
Скорость "снаряда" следует измерять вблизи дула ствола с помощью соответствующего измерительного прибора, например, бесконтактного датчика или фотоэлемента.
B.2 Примеры испытуемых материалов
Для подтверждения класса ударной прочности в соответствии с таблицей А.2 следует подвергать испытаниям (ударом "снарядом" в центр пластины) нижеперечисленные материалы.
Таблица B.1
Материал | Толщина | Прочность | Предельное | Класс ударной прочности | ||||||||
d, мм | на разрыв | удлинение А, % |
|
|
|
|
|
|
|
|
| |
Стальной лист | 2 | 370 | 28 | + | + | - | - | - | - | - | - | - |
2,5 | 370 | 28 | + | + | - | + | - | - | + | - | - | |
3 | 400 | 28 | + | + | - | + | + | - | + | - | - | |
4 | 340 | 25 | + | + | + | + | + | + | + | + | - | |
5 | 300 | 40 | + | + | + | + | + | + | + | + | - | |
6 | 340 | 25 | + | + | + | + | + | + | + | + | + | |
Al Mg 3 | 5 | 240 | 18 | + | + | - | + | - | - | + | - | - |
Поликарбонат | 6 | 68 | 80 | + | + | - | + | - | - | - | - | - |
8 | 68 | 80 | + | + | - | + | + | - | + | - | - | |
10 | 68 | 80 | + | + | + | + | + | - | + | + | - | |
12 | 68 | 80 | + | + | + | + | + | - | + | + | - | |
Поликарбонат с защитным слоем | 2 | 68 | 80 | + | + | + | + | + | + | + | + | - |
2 | 68 | 80 | + | + | + | + | + | + | + | + | + | |
19 | 68 | 80 | + | + | + | + | + | + | + | + | + | |
Небьющееся стекло + поликарбонат с защитным слоем | 6-18 | + | + | + | + | + | + | + | + | + | ||
+ Требования выполнены. | ||||||||||||
Обозначение "требования выполнены" в таблице B.1 указывает только ударопрочность. Если ударопрочность достигается только с помощью ПК-пластин, производитель должен обеспечить защиту от истирания и старения с помощью дополнительных мер (например, составной дизайн с герметичными краями).
Прочность ограждений и/или панелей наблюдения не зависит от размеров стальных листов и пластин, а также от способа установки панели наблюдения в ограждении и крепления ограждения на станке. Панели из поликарбоната должны в достаточной мере перекрывать корпус станка, чтобы в случае удара избежать их выталкивания из рамки. На рисунке B.1 показаны контрольные точки для окна размером 450450 мм, закрепленного на образце из поликарбоната толщиной 8 мм. Чтобы удержать окно в рамке показанного образца необходимо перекрытие не менее 40 мм, а для поликарбоната толщиной 12 мм - не менее 25 мм. Если размеры оконного проема больше или меньше, чем 450
450 мм, то значение перекрытия возрастает или уменьшается соответственно.
|
1 - измеритель скорости; 2 - ствол "пушки"; 3 - "снаряд"; 4 - панель управления; 5 - баллон со сжатым выходом; 6 - испытуемый объект
Рисунок B.1 - Оборудование для испытания на ударную прочность
|
Х - срок эксплуатации, годы; Y - ударная прочность, %
Примечание - Панель из всесторонне защищенного поликарбоната показывает только незначительную потерю ударной прочности, в то время как кривая показывает, что ударная прочность незащищенного поликарбоната существенно снижается со временем.
Рисунок B.2 - Кривая зависимости ударной прочности поликарбоната от срока эксплуатации (усредненные данные по всем контрольным точкам)
Приложение С
(справочное)
Расчет энергии прямого удара
Энергию удара ![]() , Дж вычисляют по формулам:
, Дж вычисляют по формулам:
a) для токарных станков, оборудованных кулачковыми патронами:
![]() , (С.1)
, (С.1)
где ![]() - масса верхушки кулачка стандартной твердости, кг;
- масса верхушки кулачка стандартной твердости, кг;
![]() - скорость удара, вычисленная по формуле (А.1).
- скорость удара, вычисленная по формуле (А.1).
b) для токарных станков, оборудованных зажимными цангами:
 , (С.2)
, (С.2)
где - удельная масса, кг/м
;
d - максимальный диаметр прутка, м;
- максимальная длина обрабатываемой детали, м;
n - максимальная скорость вращения шпинделя, об/мин.
Для станков, оборудованных цанговыми зажимами, в формуле (С.2) при расчете используют данные для прямого удара при выбросе куска прутка с соотношением d/l меньше 0,2, вылетающего под углом 30° к оси вращения.
Примечание - Расчет имеет специфическое применение и приведен для ориентировки. Изготовитель может устанавливать предельные значения максимального диаметра и длины обрабатываемой детали при использовании цангового патрона.
|
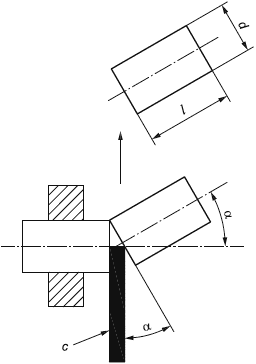
d - максимальный диаметр прутка, м; l - максимальная длина обрабатываемой детали, м; с - лезвие отрезного инструмента; ![]() - угол разрушения
- угол разрушения
Рисунок С.1 - Схема перемещения обработки детали после ее отрезания от прутка
c) для других процессов механической обработки, кроме токарной обработки. Если на токарном столике производят фрезерование, шлифование или другой подобный процесс механической обработки, см. ГОСТ ЕN 12417 для фрезерования, ГОСТ EN 13128 для шлифования и ГОСТ EN 12717 для сверления.
Приложение D
(справочное)
Перечень функций безопасности
Данное приложение служит пояснением к соотношению между отдельным станком и концепциями безопасности, которым он должен соответствовать. В нем приведены основные правила безопасности, которые распространяются на различные типы станков, в том числе на токарные станки с точки зрения контроля функций безопасности (см. таблицу D.1) и разработки перечня операции, разрешенных и запрещенных на конкретных станках в зависимости от выбранного режима работы и положения перемещаемого защитного ограждения (см. таблицу D.2).
Таблица D.1 - Контроль функций безопасности
Установка | Режим | Положение перемещаемого защитного ограждения | |||
переключа- | работы | Закрыто | Открыто | Условие открывания | Закрыто повторно |
Режим 1 - обработка | Ручной и одиночный цикл | Функции станка задействованы. | Нельзя запускать: шпиндель, устройства управления инструментом или обрабатываемой деталью. Движение узлов по осям координат, револьверную головку. Извещение об ошибке при команде "Пуск". Патрон и заднюю бабку запускать можно | Шпиндель неподвижен: остановлены: устройства перемещения инструмента и обрабатываемой детали, движения узлов по осям координат, повороты револьверной головки; отключена подача СОЖ | Ни одна операция не должна включаться автоматически. |
Автоматический и одиночный цикл | Функции станка задействованы; устройства, обеспечивающие безопасность, включены | Нельзя запускать: шпиндель, устройства управления инструментом или обрабатываемой деталью, движение узлов по осям координат, револьверную головку. Извещение об ошибке при команде "Пуск". Патрон и заднюю бабку запускать можно | Остановка цикла. Остановлены: основной шпиндель и шпиндели приводного инструмента, устройства управления обрабатываемой деталью или инструментом, движения узлов по осям координат, движение револьверной головки, отключена подача СОЖ | Ни одна операция не должна включаться автоматически. | |
Режим 2 - наладка | Ручной и одиночный цикл или холостой ход | - | В сочетании с устройствами безопасности выполнимы следующие функции: сниженная частота вращения шпинделя; работа устройств управления инструментом и обрабатываемой деталью только на сниженной скорости; движения узлов по осям координат только с пониженной подачей или пошаговые | Сниженная скорость шпинделя и подачи. Устройства управления обрабатываемой деталью или инструментом задействованы и контролируются. Для перехода в рабочий режим требуется командное устройство с возвратом в исходное положение или согласующее устройство вместе с командным устройством "Пуск" | - |
- | Автоматический и одиночный цикл или холостой ход | Те же условия, что для режима "Обработка" | Те же условия, что для режима "Обработка" | - | - |
Таблица D.2 - Взаимосвязь работы шпинделей с положением зажимных устройств
Установка | Положение зажимного патрона или устройства зажима обрабатываемой детали | |||
переключателя режимов | Открыто | Закрыто | Деталь в патроне | Смена кулачков |
Режим 2 "Наладка" | Шпиндель нельзя запускать | Шпиндель можно запускать | Шпиндель можно запускать | Шпиндель нельзя запускать |
Режим 1 "Обработка" | Шпиндель можно запускать | Шпиндель нельзя запускать | Шпиндель можно запускать | Шпиндель нельзя запускать |
Для специальных патронов см. инструкции, предоставленные поставщиком или производителем.
Приложение E
(справочное)
Примеры системы подачи и удаления смазочно-охлаждающей жидкости и системы пожаротушения
Постоянное наблюдение за системами подачи и удаления СОЖ является существенным фактором для безопасной эксплуатации станка. Содержание в СОЖ промышленных масел более 15% может привести к риску возгорания или взрыва.
Защитные меры при обнаружении возгорания зависят от вида систем удаления СОЖ (централизованного или локального):
a) или при централизованной системе автоматического удаления СОЖ следует немедленно:
1) остановить процесс обработки (с/без управляемым(ого) отводом(а) инструмента);
2) исключить распространение огня в систему удаления СОЖ с помощью заслонки или вентиля перекрывающего устройства (см. рисунок Е.3);
3) включить систему пожаротушения;
4) остановить систему подачи СОЖ;
5) централизованная система удаления СОЖ может продолжать свою работу без станка, на котором произошло возгорание.
b) при локальной системе удаления СОЖ (установленной непосредственно у станка) следует немедленно:
1) остановить процесс обработки (с/без управляемым(ого) отводом(а) инструмента);
2) отключить работу системы удаления СОЖ;
3) включить систему пожаротушения;
4) остановить систему подачи СОЖ.
Примечание - Эти защитные меры недостаточны для обработки огнеопасных материалов, таких как магний или титан. Для этих типов материалов следует применять особые меры безопасности.
Для выполнения вышеперечисленных защитных мер системы подачи и удаления СОЖ и пожаротушения должны быть взаимосвязаны (см. рисунок E.1). Ответственность производителя и пользователя должна распределяться, как показано на рисунках E.2 и E.3.
Если внутри системы подачи и удаления СОЖ станка присутствуют взрывоопасные материалы или смеси (например, от других процессов), не разрешается подсоединение локальной системы подачи и удаления СОЖ станка к централизованной системе.
|
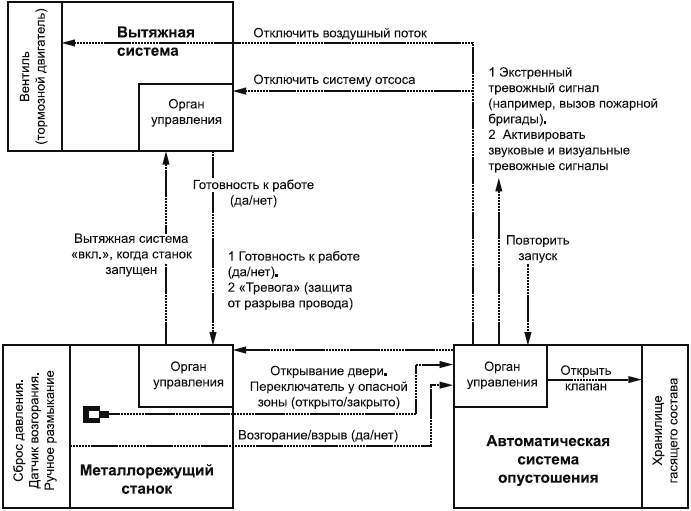
Рисунок Е.1 - Пример взаимодействия между системами управления токарным станком и пожаротушением
|
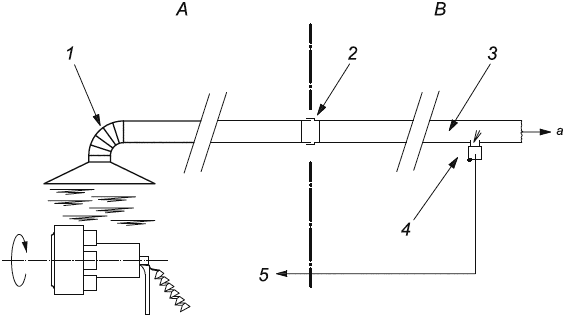
1 - устройство вытяжки дыма; 2 - соединительное устройство; 3 - система отсоса дыма; 4 - датчик воздушного потока; 5 - сигнал "не запускать обработку", если воздушный поток недостаточен; А - производитель; В - пользователь; а - направление воздушного потока
Рисунок Е.2 - Пример взаимодействия между токарным станком и системой подачи и удаления СОЖ
|
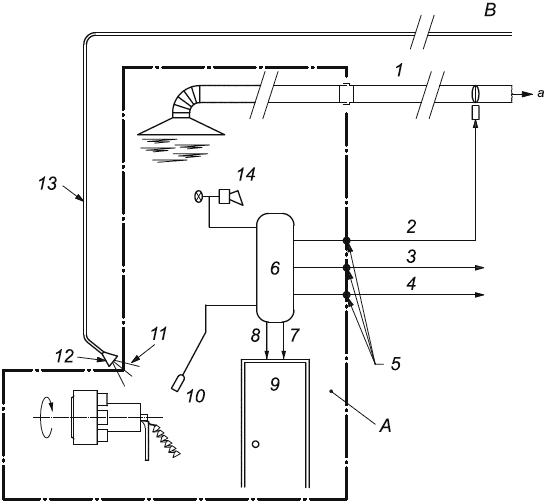
1 - устройство вытяжки дыма; 2 - затворное устройство; 3 - пуск огнетушителей; 4 - дистанционное устройство пожарной тревоги; 5 - выходные аварийные сигналы; 6 - датчик возгорания; 7 - выходная команда датчика возгорания; 8 - сигнал остановки работы; 9 - электронный блок; 10 - датчик обнаружения огня; 11 - выхлопное отверстие распылителя реагентов гасящего вещества; 12 - сопло; 13 - трубопровод гасящего вещества; 14 - сигнал о месте возгорания; А - производитель; В - пользователь; а - направление воздушного потока
Рисунок E.3 - Пример взаимодействия между токарным станком и автоматической системой пожаротушения
Приложение F
(справочное)
Пример определения уровня эффективности защитного ограждения с блокировкой
F.1 Общие положения
В данном приложении описаны примеры применения методов, приведенных в ГОСТ ISO 13849-1, для идентификации защитных функций и определения уровня эффективности защиты (PL). В нем дана количественная оценка широко применяемых схем управления. Пошаговая процедура оценки состоит из следующих этапов:
- идентификацию защитных функций следует проводить при посредстве относящихся к безопасности частей системы управления (SRP/CS). Для каждой защитной функции следует выполнять следующие этапы:
- уточнение требуемых характеристик;
- определение требуемого уровня эффективности защиты (PL);
- проектирование и техническую реализацию защитных функций;
- идентификацию относящихся к безопасности компонентов, которые будут осуществлять эти защитные функции;
- проектную оценку уровня эффективности защиты (PL), учитывающую;
- поддающиеся количественной оценке факторы категории надежности компонентов, характеризуемые среднеарифметическим временем до опасной поломки (![]() ), величины диагностируемой зоны (DC), меры по исключению повреждений по общим причинам (ССF);
), величины диагностируемой зоны (DC), меры по исключению повреждений по общим причинам (ССF);
- не поддающиеся количественной оценке факторы, влияющие на поведение относящихся к безопасности частей системы управления (SRP/CS) (проявление защитных функций при погрешностях, связанных с безопасностью программного обеспечения, систематических повреждениях и влиянием неблагоприятных условий окружающей среды);
- подтверждение уровня эффективности защиты для данной защитной функции (действительно ли PL не меньше требуемого значения PLr ?);
- обоснование выполнения или невыполнения всех заданных требований. Оценка уровня эффективности защиты (PL) с учетом не поддающихся количественной оценке факторов и ее обоснование в настоящем приложении не приведены.
F.2 Защитные функции и требуемый уровень эффективности защиты
В выбранном примере для проверки защитных функций, относящихся к безопасности схемы управления (см. рисунок F.1) защитных функций, использовалась защитная заслонка с блокировкой, которая должна отвечать следующим требованиям.
Если защитная заслонка открыта (остановка по категории 1 - в соответствии с ГОСТ Р МЭК 60204-1, надежная остановка 1 - в соответствии с ГОСТ Р МЭК 61800-5-2), опасные движения должны быть остановлены.
Для применения графического метода представления риска использованы определения параметров риска из ГОСТ ISO 13849-1-2014 (приложение А).
F.2.1 Тяжесть повреждений, категории S1, S2
Оценка риска от снижения защитных функций систем управления базируется на определении характера и тяжести, связанных с этим травм персонала - легкие (восстановимые), тяжелые (невосстановимые) и летальный исход. Для принятия решения об определении категории S1 или S2 необходимо учитывать последствия несчастных случаев и типичные процессы выздоровления. Например, наличие синяков, порезов и/или подобных ран без осложнений следует классифицировать как S1, в то время как ампутацию или смерть - как S2.
F.2.2 Частота и/или продолжительность периода до возникновения опасной ситуации, категории F1 и F2
Частотные параметры следует выбирать в соответствии с частотой и продолжительностью возникновения опасности (опасной ситуации). Значение периода времени, которое должно быть выбрано для категории F1 (редкие случаи появления опасности) и для категории F2 (частые случаи появления опасности), не может быть четко определено. Однако данное объяснение должно способствовать принятию правильного решения в случае возникновения сомнений - категория F2 должна быть выбрана, если человек часто или подолгу подвергается опасности. Не имеет значение, что один и тот же человек или разные люди подвергаются конкретной опасности, например, при пользовании подъемниками. При проектировании следует задавать такие требования к функциям безопасности, чтобы частоту и продолжительность опасных ситуаций (категории F1 и F2) можно было определить по ГОСТ ISO 13849-1, где частота возникновения опасных ситуаций не превышала одного раза в год. Продолжительность периода до возникновения опасной ситуации следует оценивать на основе средних значений, наблюдавшихся в течение полного периода эксплуатации рассматриваемого вида оборудования. Например, если во время циклической обработки должна быть постоянная согласованность между инструментами, подачей и вращением заготовки, следует выбирать категорию F2. Если подобная согласованность может потребоваться только иногда, следует выбирать категорию F1.
При отсутствии обоснований категорию F2 следует выбирать, если частота возникших ситуаций больше одного раза в час.
F.2.3 Возможность ликвидации опасности, категории Р1 и Р2
Очень важно определить, можно ли распознать опасность и ликвидировать ее до того, как она приведет к несчастному случаю. Например, важно принимать во внимание, возможна ли непосредственная идентификация опасности по ее характеристикам, или для этого необходимо использовать какие-то технические средства, например, индикаторы. К другим важным факторам, которые влияют на выбор категории Р относятся:
- осуществляется ли работа на станке с постоянным наблюдением или без него;
- выполняется ли работа специалистом или непрофессионалом;
- скорость, при которой возникает опасность (например, быстрая или медленная);
- возможность избежания опасности (например, ликвидация);
- практические испытания надежности, относящиеся к данному процессу обработки.
Категорию Р1 (ликвидация возможна) следует выбирать только тогда, когда есть реальный шанс избежать несчастного случая или существенно снизить его воздействие; категорию Р2 (ликвидация невозможна) следует выбирать, если почти нет никаких шансов ликвидировать опасность.
F.2.4 Необходимый уровень эффективности защиты
Необходимые уровни эффективности защиты PL, для токарных станков определены и описаны в перечислении b) пункта 5.11. Для примера, приведенного в данном приложении (см. рисунок F.1), выбрано устройство блокировки перемещаемого ограждения, закрывающего доступ к инструментальному магазину и/или к устройству смены инструмента. Согласно перечислению b) 1). iii) пункта 5.11, необходимый уровень эффективности защиты для этой функции безопасности РL будет равняться PL=d.
F.3 Идентификация компонентов, относящихся к безопасности
Все компоненты, способствующие осуществлению функций безопасности, даны на рисунке F.1. Те компоненты, которые не участвуют в осуществлении функций безопасности (такие как, например, переключатели пуска и остановки или контактор K1 с задержкой включения), в расчет не принимают. Метод, описанный в ГОСТ ISO 13849-1-2014, с использованием преобразователя переменного тока без блокировки импульсов управления представлен на рисунке F.1. Если в качестве независимого отключателя контура используют блокировку импульсов управления, контактор K1 при определенных обстоятельствах также можно не учитывать.
|
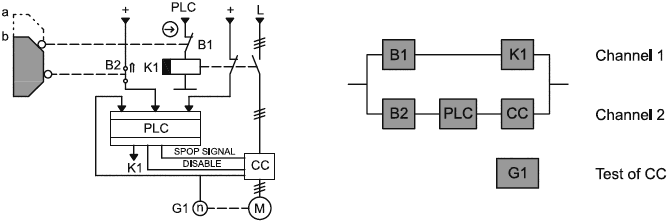
В1 - позиционный переключатель с отдельным толкателем прямого размыкающего действия; В2 - позиционный переключатель (нормальное положение "открыт"); PLC - программируемый логический контроллер; К1 - контактор; СС - преобразователь переменного тока; G1 - датчик вращения; М - двигатель; а - "открыто"; b - "закрыто"
Рисунок F.1 - Схема управления и диаграмма, определяющая компоненты, связанные с безопасностью
В данном примере используют два дублирующих друг друга канала. Первый (электромеханический) канал с позиционным переключателем В1 (нормально закрытым) с отдельным пускателем и прямым включением рабочего процесса связан с контактором К1 механически соединенными компонентами, позволяющими отключать подачу энергии к двигателю. Во втором (программируемом) канале используют электронные компоненты. Второй позиционный переключатель В2 (нормально открытый) со скрытым размещением во избежание повреждения связан с программируемым логическим контроллером PLC, который может управлять преобразователем переменного тока СС для остановки двигателя ("стоп-сигнал"). После остановки двигателя его самопроизвольный пуск должен быть исключен. Датчик вращения G1, который контролирует скорость двигателя, служит для контроля преобразователя переменного тока. Таким образом, относящиеся к безопасности компоненты и их распределение по каналам могут быть представлены на диаграмме, как это показано на рисунке F.1.
F.4 Оценка уровня эффективности защиты
F.4.1 Общие положения
Значение средней наработки на отказ ![]() , среднее значение диагностируемой зоны
, среднее значение диагностируемой зоны ![]() для каждого канала и общий фактор нарушения CCF следует оценивать суммарно согласно с ГОСТ ISO 13849-1-2014 (см. приложения С-F) или они должны быть заданы изготовителям. Категории надежности устройств, обеспечивающих безопасность, определяют в соответствии с 6.2 и ГОСТ ISO 13849-1-2014 (приложение В).
для каждого канала и общий фактор нарушения CCF следует оценивать суммарно согласно с ГОСТ ISO 13849-1-2014 (см. приложения С-F) или они должны быть заданы изготовителям. Категории надежности устройств, обеспечивающих безопасность, определяют в соответствии с 6.2 и ГОСТ ISO 13849-1-2014 (приложение В).
F.4.2 Количественная оценка средней продолжительности периода до наступления опасной ситуации для каждого канала, среднего значения диагностируемой зоны, общих факторов, категорий надежности устройств, обеспечивающих безопасность, и уровня эффективности защиты
Позиционный переключатель В1 имеет возможность прямого размыкания при положительном воздействии. Поэтому исключено повреждение, т.к. связано с отсутствием контакта и пуска выключателем из-за механического повреждения (например, поломки плунжера, износа привода, расстройства регулировки).
Примечание - Требование действительно для переключателей вспомогательной цепи в соответствии с ГОСТ IEC 60947-5-1-2014 (приложение К) при механическом креплении и режимах работы переключателей в соответствии с техническими условиями изготовителя (см. ГОСТ Р ИСО 13732-1). Относительно повреждения блокировочных устройств - см. [6].
Надежность компонентов первого канала (В1 и К1) способствует определению средней продолжительности периода ![]() до наступления опасной ситуации
до наступления опасной ситуации ![]() . Для определения времени работы без механических повреждений переключателя В1 (включая повреждение пускателя) изготовитель должен определить количество циклов безопасной работы переключателя
. Для определения времени работы без механических повреждений переключателя В1 (включая повреждение пускателя) изготовитель должен определить количество циклов безопасной работы переключателя ![]() в 2000000 циклов. Принимая во внимание число рабочих дней в году - 365, число рабочих часов в день - 16, продолжительность одного цикла - 10 мин, получается среднее число циклов в год
в 2000000 циклов. Принимая во внимание число рабочих дней в году - 365, число рабочих часов в день - 16, продолжительность одного цикла - 10 мин, получается среднее число циклов в год ![]() - 35040. Таким образом,
- 35040. Таким образом, ![]() вычисляют по формуле
вычисляют по формуле
![]() . (F.1)
. (F.1)
Для контактора K1 также принимается заданное изготовителем среднее значение ![]() в 2600000 циклов (жизненный цикл электрических устройств при индуктивной нагрузке АСЗ, принимая в расчет 50% опасных повреждений). С учетом величины
в 2600000 циклов (жизненный цикл электрических устройств при индуктивной нагрузке АСЗ, принимая в расчет 50% опасных повреждений). С учетом величины ![]() , определенной выше, это приведет к среднему значению
, определенной выше, это приведет к среднему значению ![]() равному 742а.
равному 742а.
Параметры первого канала представлены в формуле
![]() . (F.2)
. (F.2)
Отсюда следует, что значение ![]() , для первого канала равно 322а, которое уменьшается до максимального значения 100а, допустимого для любого канала.
, для первого канала равно 322а, которое уменьшается до максимального значения 100а, допустимого для любого канала.
Что касается второго канала, то В2, PLC и СС вносят свою долю в расчет ![]() . В2 - позиционный переключатель (нормальное положение "открыт") со значением
. В2 - позиционный переключатель (нормальное положение "открыт") со значением ![]() для 1000000 циклов, принимаемым как заданное изготовителем. С учетом значения
для 1000000 циклов, принимаемым как заданное изготовителем. С учетом значения ![]() , упомянутого выше,
, упомянутого выше, ![]() =285а, что составляет половину показателя для В1. Для PLC и СС величина
=285а, что составляет половину показателя для В1. Для PLC и СС величина ![]() =50а принимается по данным изготовителя.
=50а принимается по данным изготовителя.
Параметры второго канала определяются уравнением (F.3):
![]() . (F.3)
. (F.3)
Поскольку оба канала имеют различные значения ![]() , формула симметризации, заданная формулой (F.4), может быть использована для расчета подстановочной (замещающей) величины этого параметра для одного из каналов симметричной двухканальной системы:
, формула симметризации, заданная формулой (F.4), может быть использована для расчета подстановочной (замещающей) величины этого параметра для одного из каналов симметричной двухканальной системы:
 . (F.4)
. (F.4)
Датчик вращения G1 на величину ![]() не влияет, т.к. находится в информационном канале.
не влияет, т.к. находится в информационном канале.
Для оценки величины диагностируемой зоны DC для каждого компонента цепи управления - В1, В2, К1, PLC и СС - следует обратиться к уровню надежности защиты с учетом того, что логически программируемый контроллер PLC выполняет также функции самоконтроля, а через датчик вращения G1 получает показания для общих причин СС. Связанное с этими параметрами значение диагностируемой зоны каждого испытуемого компонента будет:
- ![]() =60% (низкая), благодаря перекрестному наблюдению включений без динамических испытаний;
=60% (низкая), благодаря перекрестному наблюдению включений без динамических испытаний;
- ![]() =99% (высокая), благодаря прямому наблюдению (мониторингу с помощью электромеханических устройств с механически соединенными контактными элементами);
=99% (высокая), благодаря прямому наблюдению (мониторингу с помощью электромеханических устройств с механически соединенными контактными элементами);
- ![]() =30% (ничтожная), из-за низкой эффективности самоконтроля (предполагается, что это значение задано FMEA изготовителя);
=30% (ничтожная), из-за низкой эффективности самоконтроля (предполагается, что это значение задано FMEA изготовителя);
- ![]() =90% ("средний"), потому что предусматривается страховочное отключение контура одному из двух каналов по механическим или логическим цепям. Если логически программируемый контроллер наблюдает повреждение по общей причине, он может остановить движение с помощью контактора К1, отключающего подачу электроэнергии.
=90% ("средний"), потому что предусматривается страховочное отключение контура одному из двух каналов по механическим или логическим цепям. Если логически программируемый контроллер наблюдает повреждение по общей причине, он может остановить движение с помощью контактора К1, отключающего подачу электроэнергии.
Для оценки уровня эффективности защиты PL нужно определить среднее значение величины диагностируемой зоны ![]() , как это представлено в формуле:
, как это представлено в формуле:
 . (F.5)
. (F.5)
Что касается повреждений по общим причинам (CCF), предполагается, что оценку этого фактора, проводят в соответствии с ГОСТ ISO 13849-1-2014 как и было упомянуто в F.2. Против поломок по общим причинам необходимо принимать следующие меры (в скобках указана доля в процентах каждой меры в успешном предотвращении CCF).
Физическое разделение между сигнальным и контурами (15), разновременность их срабатывания (20), защита против недопустимо повышенных напряжения, давления (15), предотвращение загрязнения и обеспечение электромагнитной совместимости (ЕМ С) в соответствии с соответствующими стандартами (25), предотвращение повреждений по температурным, ударным, вибрационным и влажностным причинам относятся к общим причинам (10).
Меры по предотвращению повреждений по общим причинам (CCF) считаются достаточными, если их суммарная эффективность не менее 65%. Таким образом, вышеперечисленные меры, обеспечивающие суммарную эффективность в размере 85%, достаточны для полного выполнения требований против повреждений по общим причинам (CCF).
В качестве категорий надежности устройств, обеспечивающих безопасность, выбрана категория В (проектирование, изготовление, выбор, монтаж и комбинация согласно соответствующим стандартам, чтобы противостоять ожидаемому воздействию; применение основных принципов безопасности). Необходимо использовать испытанные принципы безопасности. Одно единственное повреждение не должно приводить к потере функций безопасности. Однако благоразумней это единственное повреждение своевременно обнаружить. Диагностический охват (DC) от 60% до 90%. Воздействие повреждения функций безопасности по общим причинам (![]() ) снижено в достаточной мере. Эти характеристики соответствуют требованиям категории 3.
) снижено в достаточной мере. Эти характеристики соответствуют требованиям категории 3.
Что касается оценки уровня эффективности защиты PL входные данные для ГОСТ ISO 13849-1-2014 (рисунок 5 и приложение К) следующие: ![]() для каждого канала - высокая (69а), диагностический охват (
для каждого канала - высокая (69а), диагностический охват (![]() ) - высокий (61%), а категория - 3. Принимая заданное время в 20 лет (см. ГОСТ ISO 13849-1-2014 пункт 4.5.4), получаем уровень эффективности защиты d со средней вероятностью опасного повреждения 1,84·10
) - высокий (61%), а категория - 3. Принимая заданное время в 20 лет (см. ГОСТ ISO 13849-1-2014 пункт 4.5.4), получаем уровень эффективности защиты d со средней вероятностью опасного повреждения 1,84·10 в час.
F.5 Подтверждение
Этот результат согласуется с требуемым уровнем надежности защиты d по F.2. Следовательно, цепь управления соответствует обеспечивающим снижение риска требованиям, приведенным в примере F.2.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДА.1
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта | |
ГОСТ 9146-79 | NEQ | ISO 447:1984 "Станки. Органы управления. Направление действия" | |
ГОСТ 12593-93 | MOD | ISO 702-3:1975 "Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть 3. Байонетный тип" | |
ГОСТ 12595-2003 | MOD | ISO 702-1:2001 "Станки. Соединительные размеры концов шпинделя и рабочих зажимных патронов. Часть 1. Коническое соединение" | |
ГОСТ 30691-2001 | MOD | ISO 4871:1996 "Шум машин. Заявление и контроль значений шумовых характеристик" | |
ГОСТ 30804.6.2-2013 | MOD | IEC 61000-6-2:2005 "Совместимость технических средств электромагнитная. Устойчивость к электромагнитным помехам технических средств, применяемых в промышленных зонах. Требования и методы испытаний" | |
ГОСТ 33972.5-2016 | MOD | ISO 230-5:2000 "Нормы и правила испытаний металлорежущих станков. Часть 5. Определение уровня шума" | |
ГОСТ ISO 11202-2016 | IDT | ISO 11202:2010 "Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках с приближенными коррекциями на свойства испытательного пространства" | |
ГОСТ ISO 11204-2016 | IDT | ISO 11204:2010 "Шум машин. Определение уровней звукового давления излучения на рабочем месте и в других контрольных точках с точными коррекциями на свойства испытательного пространства" | |
ГОСТ ISO 12100-2013 | IDT | ISO 12100:2010 "Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска" | |
ГОСТ ISO 13849-1-2014 | IDT | ISO 13849-1:2006 "Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования" | |
ГОСТ ИСО 13851-2006 | IDT | ISO 13851:2002 "Безопасность оборудования. Двуручные устройства управления. Функциональные аспекты и принципы конструирования" | |
ГОСТ ИСО 13855-2006 | IDT | ISO 13855:2010 "Безопасность оборудования. Расположение защитных устройств с учетом скоростей приближения частей тела человека" | |
ГОСТ ISO 13857-2012 | IDT | ISO 13857:2008 "Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону" | |
ГОСТ ISO 14159-2012 | IDT | ISO 14159:2002 "Безопасность машин. Гигиенические требования к конструкции машин" | |
ГОСТ IEC 60825-1-2013 | IDT | IEC 60825-1:2007 "Безопасность лазерной аппаратуры. Часть 1. Классификация оборудования, требования и руководство для пользователей" | |
ГОСТ IEC 61000-6-4-2016 | IDT | IEC 61000-6-4:2011 "Электромагнитная совместимость (ЭМС). Часть 6-4. Общие стандарты. Стандарт электромагнитной эмиссии для промышленных обстановок" | |
ГОСТ ЕН 1837-2002** | IDT | ЕН 1837:1999 "Безопасность машин. Встроенное освещение машин" | |
ГОСТ EN 12198-1-2012** | IDT | EN 12198-1:2000+А1:2008 "Безопасность машин. Оценка и уменьшение опасности излучения, исходящего от машин. Часть 1. Общие принципы" | |
ГОСТ EN 12417-2016** | IDT | EN 12417:2001+А2:2009 "Безопасность металлообрабатывающих станков. Центры обрабатывающие" | |
ГОСТ EN 12717-2011** | IDT | EN 12717:2001 "Безопасность станков. Сверлильные станки" | |
ГОСТ EN 13128-2016** | IDT | EN 13128:2001 "Безопасность металлообрабатывающих станков. Станки фрезерные (включая расточные)" | |
ГОСТ ЕН 13218-2011 | IDT | EN 13218:2002 "Безопасность станков. Стационарные шлифовальные станки" | |
ГОСТ ЕН 13478-2012 | IDT | EN 13478:2001+А1:2008 "Безопасность машин. Противопожарная защита" | |
ГОСТ EN 50370-1-2012** | IDT | EN 50370-1:2005 "Электромагнитная совместимость. Станки металлообрабатывающие. Часть 1. Помехоэмиссия" | |
ГОСТ EN 50370-2-2012** | IDT | EN 50370-2:2003 "Электромагнитная совместимость. Станки металлообрабатывающие. Часть 2. Помехоустойчивость" | |
ГОСТ Р ИСО 3744-2013** | IDT | ISO 3744:2010 "Акустика. Определение уровней звуковой мощности и звуковой энергии источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью" | |
ГОСТ Р ИСО 3746-2013** | IDT | ISO 3746:2010 "Акустика. Определение уровней звуковой мощности и звуковой энергии источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью" | |
ГОСТ Р ИСО 6385-2016** | IDT | ISO 6385:2016 "Применение эргономических принципов при проектировании производственных систем" | |
ГОСТ Р ИСО 9241-1-2007** | IDT | ISO 9241-1:1997 "Эргономические требования к проведению офисных работ с использованием видеодисплейных терминалов (VDTs) Часть 1. Общее введение" | |
ГОСТ Р ИСО 9241-7-2007** | IDT | ISO 9241-7:1998 "Эргономические требования при выполнении офисных работ с использованием видеодисплейных терминалов (ВДТ). Часть 7. Требования к дисплеям при наличии отражений" | |
ГОСТ Р ИСО 9241-8-2007** | IDT | ISO 9241-8:1997 "Эргономические требования при выполнении офисных работ с использованием видеодисплейных терминалов (ВДТ). Часть 8. Требования к отображаемым цветам" | |
ГОСТ Р ИСО 9355-1-2009** | IDT | ISO 9355-1:1999 "Эргономические требования к проектированию дисплеев и механизмов управления. Часть 1. Взаимодействие человека с дисплеями и механизмами управления" | |
ГОСТ Р ИСО 9355-2-2009** | IDT | ISO 9355-2:1999 "Эргономические требования к проектированию дисплеев и механизмов управления. Часть 2. Дисплеи" | |
ГОСТ Р ИСО 9355-3-2010** | IDT | ISO 9355-3:2006 "Эргономические требования к проектированию дисплеев и механизмов управления. Часть 3. Механизмы управления" | |
ГОСТ Р ИСО 11161-2010** | IDT | ISO 11161:2007 "Безопасность машинного оборудования. Интегрированные производственные системы. Основные требования" | |
ГОСТ Р ИСО 11228-1-2009** | IDT | ISO 11228-1:2003 "Эргономика. Ручная обработка. Часть 1. Поднятие и переноска" | |
ГОСТ Р ИСО 13732-1-2015** | IDT | ISO 13732-1:2006 "Эргономика термальной среды. Методы оценки реакции человека при контакте с поверхностями. Часть 1. Горячие поверхности" | |
ГОСТ Р ИСО 14122-1-2009** | IDT | ISO 14122-1:2001 "Безопасность машин. Cредства доступа к машинам стационарные. Часть 1. Выбор стационарных средств доступа между двумя уровнями" | |
ГОСТ Р ИСО 14122-2-2010** | IDT | ISO 14122-2:2001 "Безопасность машин. Постоянные средства доступа к машинам. Часть 2. Рабочие платформы и мостики" | |
ГОСТ Р ИСО 14122-3-2009** | IDT | ISO 14122-3:2001 "Безопасность машин. Постоянные средства доступа к машинам. Часть 3. Трапы, приставные лестницы и перила" | |
ГОСТ Р ИСО 14122-4-2009** | IDT | ISO 14122-4:2004 "Безопасность машин. Постоянные средства доступа к машинам. Часть 4. Стационарные лестницы" | |
ГОСТ Р ИСО 15534-1-2016** | IDT | ISO 15534-1:2000 "Эргономическое проектирование машин для обеспечения безопасности. Часть 1. Принципы определения необходимых размеров проемов для доступа всего тела человека внутрь машины" | |
ГОСТ Р ИСО 15534-2-2016** | IDT | ISO 15534-2:2000 "Эргономическое проектирование машин для обеспечения безопасности. Часть 2. Принципы определения размеров отверстий доступа" | |
ГОСТ Р ИСО 16156-2008** | IDT | ISO 16156:2004 "Безопасность станков. Требования безопасности для разработки и конструирования зажимных патронов заготовок" | |
ГОСТ Р МЭК 60204-1-2007** | IDT | IEC 60204-1:2005 "Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования" | |
ГОСТ Р МЭК 61800-5-2-2015** | IDT | IEC 61800-5-2:2007 "Системы силовых электроприводов с регулируемой скоростью. Часть 5-2. Требования функциональной безопасности" | |
Примечани е - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | |||
Приложение ДБ
(справочное)
Обоснование причин основных технических отклонений в тексте применяемого МС
При гармонизации международного стандарта ИСО 23125:2015 в настоящий стандарт по отношению базовому внесены отдельные технические отклонения как по введению дополнительных положений, так и по исключению незначительных отдельных положений применяемого МС, в частности введены:
В раздел "Термины и определения" введены 2 дополнительных определения (пп.3.2.5 и 3.2.6) в части понятия риска;
Введен Раздел 7 "Определение допустимого уровня (степени) риска и опасности общеотраслевого обрабатывающего оборудования".
Библиография
[1] | ISO 2806, Industrial automation systems - Numerical control of machines - Vocabulary (Системы промышленной автоматизации. Числовое программное управление. Словарь) |
[2] | ISO 13854, Safety of machinery - Minimum gaps to avoid crushing of parts of the human body (Безопасность машин. Минимальные расстояния, предохраняющие части тела человека от повреждений) |
[3] | ISO 13856-2, Safety of machinery - Pressure-sensitive protective devices - Part 2: General principles for design and testing of pressure-sensitive edges and pressure-sensitive bars (Безопасность машин. Сенсорные защитные устройства. Часть 2. Общие принципы расчета и испытания сенсорных кромок и штанг) |
[4] | ISO 13856-3, Safety of machinery - Pressure-sensitive protective devices - Part 3: General principles for design and testing of pressure-sensitive bumpers, plates, wires and similar devices (Безопасность машин. Сенсорные защитные устройства. Часть 3. Общие принципы расчета и испытания сенсорных бамперов, пластинок, проводов и аналогичных устройств) |
[5] | ISO 14118, Safety of machinery - Prevention of unexpected start-up Safety of machinery. Prevention of unexpected start-up (Безопасность машин. Предупреждение неожиданных пусков) |
[6] | ISO 14119, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection (Безопасность машин. Блокировочные устройства для ограждений. Принципы конструкции и выбора) |
[7] | ISO 14120, Safety of machinery - Guards - General requirements for the design and construction of fxed and movable guards (Безопасность машин. Защитные ограждения. Общие требования к проектированию и конструированию стационарных и съемных защитных ограждений) |
[8] | ISO 4413, Hydraulic fuid power - General rules and safety requirements for systems and their components (Гидравлика. Общие правила и требования безопасности, касающиеся систем и их компонентов) |
[9] | ISO 4414, Pneumatic fuid power - General rules and safety requirements for systems and their components (Пневматика. Общие правила и требования безопасности, касающиеся систем и их компонентов) |
[10] | ISO 13849-2, Safety of machinery - Safety-related parts of control systems - Part 2: Validation (Безопасность машин. Детали систем управления, связанные с обеспечением безопасности. Часть 2. Валидация) |
[11] | ISO 8525, Airborne noise emitted by machine tools - Operating conditions for metal-cutting machines (Шумы, распространяющиеся по воздуху при работе станков. Режимы работы металлорежущих станков) |
[12] | ISO/TR 11688-1, Acoustics - Recommended practice for the design of lownoise machinery and equipment - Part 1: Planning (Акустика. Рекомендуемая практика проектирования машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование) |
[13] | ISO 841, Industrial automation systems and integration - Numerical control of machines - Coordinate system and motion nomenclature (Системы промышленной автоматизации и интеграция. Числовое программное управление станками. Системы координат и обозначение перемещений) |
[14] | ISO 10218-2, Robots and robotic devices - Safety requirements for industrial robots - Part 2: Robot systems and integration (Роботы манипуляционные промышленные. Требования к технике безопасности. Часть 2. Системы роботов и их интеграция) |
[14а] | ISO 11161+Amd.1, Safety of machinery - Integrated manufacturing systems - Basic requirements (Безопасность машин и механизмов. Интегрированные производственные системы. Основные требования) |
[15] | DIN EN 12198-2, Safety of machinery - Assessment and reduction of risks arising from radiation emitted by machinery - Part 2: Radiation emission measurement procedure; German version EN 12198-2:2002+A1:2008 (Безопасность машин. Оценка и снижение риска, возникающего при излучении от машин. Часть 2. Методика измерения возникающего излучения) |
[16] | DIN EN 12198-3, Safety of machinery - Assessment and reduction of risks arising from radiation emitted by machinery - Part 3: Reduction of radiation by attenuation or screening; German version EN 12198-3:2002+A1:2008 (Безопасность машин. Оценка и снижение риска, возникающего при излучении от машин. Часть 3. Уменьшение излучения методом затухания или экранирования) |
[17] | EN 954-1, Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design (Безопасность машин. Детали систем управления, обеспечивающие безопасность. Часть 1. Основные принципы конструкции) |
[18] | ISO 13850, Safety of machinery - Emergency stop function - Principles for design (Безопасность машин. Аварийный останов. Принципы проектирования) |
УДК 621.9.02-434.5.006.35 | ОКС 25.080 | MOD |
Ключевые слова: металлорежущие станки, шлифовальные станки, допустимый уровень опасности, риски | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}