ГОСТ 34479-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
Условия испытаний. Нормативно-техническое обеспечение совершенствования методов диагностирования и технологий ремонтно-восстановительных работ станочного парка
Machine tools. Test condition. Normtechnical ensuring for perfectioning of diagnostic and repair-recover work methods of all availability tools
ОКС 25.080.01
ОКП 38 1000
Дата введения 2021-08-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 ноября 2018 г. N 54)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 ноября 2020 г. N 1085-ст межгосударственный стандарт ГОСТ 34479-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 августа 2021 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Последние десятилетия XX века и первые наступившего XXI характеризуются глубокими изменениями качественной стороны производства: применением новых видов оборудования и материалов, прогрессивных технологий и различных видов современного режущего инструмента для обработки деталей изделия машиностроения, что обеспечило значительное повышение режимов резания, и, в конечном итоге, производительность. За этот период произошел значительный рост производства и в машиностроении, и в смежных отраслях в целом.
Вышеуказанные обстоятельства потребовали более высокой надежности и работоспособности обрабатывающего оборудования и безопасности его эксплуатации, в том числе исключения аварий и преждевременной потери надлежащей точности эксплуатируемого оборудования.
Выполнение всех перечисленных условий на современном высокотехнологичном производстве требует внедрения современных технологий ремонтно-восстановительных работ, современных методов и средств контроля (в т.ч. безразборной диагностики) диагностического состояния оборудования в целом и отдельных базовых и ответственных его деталей и узлов, оперативной, качественной и объективной информации о состоянии оборудования как под нагрузкой, так и при вспомогательных операциях.
Настоящий стандарт является базовым нормативным документом и представляет одну из первых составляющих будущей общей актуализированной методики - системы ППР [1]. В нем приведены условия и процедуры получения и регистрации данных измерений основных рабочих параметров различного вида обрабатывающего оборудования, что позволяет на основе своевременного выявления дефектов его узлов и деталей предотвратить внезапные отказы, снизить простои и обеспечить продолжительную работоспособность оборудования, надлежащее поддержание его технического уровня и основных критериев в значениях, установленных в ТУ. А внедрение системы компьютерного моделирования "КОМПАКС" [7] позволит обеспечить непрерывное управление техническим состоянием эксплуатируемого обрабатывающего технологического оборудования.
В целом же внедрение методов безразборной диагностики в вопросах технического обслуживания и ремонта (ТОиР) станочного парка позволит отказаться от услуг используемой до настоящего времени на предприятиях многих отраслей методики по системе ППР [1], которая в свое время позволяла комплексно решать вопросы как организационно-технического характера - расчета и формирования ремонтных служб, так и справочного - по расчету ремонтносложности оборудования, планированию сроков и проведению плановых ремонтно-востановительных работ эксплуатируемого оборудования. Более 30 лет эта методика была востребована практически предприятиями всех отраслей машиностроительного комплекса и ОПК, поскольку не только четко излагала организационный процесс ТОиР для различного назначения предприятий, но и включала конкретные данные по расчету ремонтосложности более чем на 2 тысячи конкретных моделей станочного парка, регламентировала плановые сроки их ремонта - в зависимости от режимов и условий эксплуатации на предприятиях машиностроительных и смежных отраслей.
Однако эта методика значительно морально устарела и по ряду причин (устарели и номенклатура оборудования, и режимы резания, и режущий инструмент, и обрабатываемые материалы, и условия организации производства и пр.) не отвечает современным требованиям машиностроительного производства, поэтому она требует коренной переработки по всем разделам - организационному, расчетно-техническому, справочному.
Основная задача настоящего стандарта: довести и широко распространить внедрение современных методов по ТОиР технологического обрабатывающего оборудования, уже апробированных и обеспечивающих эффективность в производстве в рыночных условиях и стабильность качества выпускаемой продукции, чтобы различные предприятия, использующие обрабатывающее оборудование, могли оценить степень применения у себя современных методов организации и структуры ремонтных служб по ТОиР при модернизации или техническом перевооружении предприятия на базе и имеющегося устаревшего, и нового обрабатывающего оборудования типового технологического и специального назначения.
Настоящий стандарт разработан на основе новаторского опыта многих отечественных предприятий и организаций как гражданского машиностроения, так и ОПК, разработавших и освоивших в своих условиях производства современные методы диагностирования, в том числе без разборки оборудования, непрерывного контроля его технического состояния, внедрившие на своих предприятиях новые, соответствующие времени формы организации и проведения ремонтно-восстановительных работ станочного парка с конкретными рекомендациями по организации и выполнению системы ТОиР станочного парка.
1 Область применения
Настоящий стандарт распространяется на все основные виды металлорежущих станков (МРС). Возможно его применение и для других видов обрабатывающего оборудования (деревообрабатывающие станки, КПО и пр.) с соответствующей привязкой к аналогичным деталям и узлам МРС.
Стандарт представляет общие положения по организации ремонтно-восстановительных работ станочного парка, методы, способы и критерии оценки фактического состояния эксплуатируемого оборудования, в том числе на основе безразборной диагностики, как наиболее эффективного современного способа обеспечения и поддержания установленного ТУ технического уровня эксплуатируемого обрабатывающего оборудования.
Организация и проведение технического обслуживания и ремонта с использованием данных по его "фактическому техническому состоянию" (ТС) - с использованием современных методов и средств диагностики технического состояния ответственных узлов, деталей и станка в целом позволяет реализовать постоянно возрастающие требования как к качеству выпускаемой продукции, так и к производительности и сроку эксплуатации обрабатывающего оборудования, повысить эффективность его технического обслуживания и ремонта (ТОиР), упреждая отказы и преждевременную потерю точности.
В настоящее время широкое распространение и внедрение на предприятия различных отраслей восстановительных работ ТОиР методов диагностики имеет разнообразный характер и специфику для каждого предприятия, а потому требует соответствующего анализа, синтеза и последующего соответствующего нормативного оформления и обеспечения. Настоящий стандарт, в отличие от устаревшей методики [1] система ППР, комплексно решавшей многие вопросы в целом всей системы ТОиР станочного парка, включает рекомендации по решению на современных предприятиях отдельных локальных вопросов ТОиР станочного парка применительно к современным условиям, в первую очередь, методам диагностирования оборудования. Разработка же аналогичной методики по комплексному решению всех вопросов ТОиР станочного парка (разработки нового принципа классификации современного обрабатывающего оборудования, введения новых видов оборудования, в т.ч. нетрадиционных, разработанных на основе прогрессивных технологий, введения новых обрабатываемых материалов, режущего инструмента и соответствующих прогрессивных режимов обработки, расчета ремонтосложности станочного парка, формирование типовых служб по ТОиР) остается сегодня актуальной проблемой для машиностроительных предприятий.
В 70-80-е гг. XX в. был разработан целый ряд методик по комплексному решению на предприятиях вопросов ТОиР технологического оборудования применительно к тому или иному виду технологического оборудования (энергетическому, подъемно-транспортному, оборудование минсредмаш и пр.), которые к настоящему времени медленно устарели по тем же причинам, что и указанная выше методика [1] - для типовых видов широко применяемого обрабатывающего оборудования. К тому же в них справочные данные по определению ремонтносложности восстановительных работ применялись или непосредственно, или по аналогам со справочными данными из той же методики [1].
Все они не утратили свое предназначение при решении вопросов эксплуатации, ТОиР морально устаревшего соответствующего специализированного или типового обрабатывающего оборудования при плановом ведении производства, как и "Система ППР", но оказались неприемлемыми для рыночных условий с новыми технологиями, современным оборудованием и прогрессивными режимами резания с использованием соответствующих видов режущего инструмента.
Разработанных методик по комплексному решению вопросов ТОиР современного оборудования и его эксплуатации в рыночных условиях, аналогичных методике [1] практически нет, а несколько нижеприведенных методических материалов только частично могут применяться для решения локальных вопросов ТОиР в современных условиях эксплуатации технологического (в том числе станочного) парка, при этом рекомендации по комплексному решению (в определенной степени) вопросов ТОиР обрабатывающего оборудования общеотраслевого применения носят больше справочный характер и направлены на получение только ориентировочных или усредненных показателей.
Так, в работе Ящура А.И. [2] приводятся самые общие рекомендации для разных отраслей по применению, обеспечению и проведению технической диагностики: приспособленности технологического оборудования к указанным испытаниям, методам технического диагностирования, определению параметров, контроль которых при данных испытаниях необходим, приводятся доступные виды средств технической диагностики. В этой книге приводятся перечень и формы документации при диагностировании оборудования и пр. Однако ни конкретной методики формирования структуры ремонтных служб для современного машиностроительного предприятия, ни расчета ремонтосложности и периодичности проведения различных стадий ТОиР нового и модернизации устаревшего типового обрабатывающего оборудования в частности, станочного парка, в этой работе не приводится.
В разработанном корпорацией "Мир" комплекте нормативной документации [3] излагается методически специфический комплексный подход к решению вопросов восстановительно-ремонтных работ станочного парка, излагаются общие технические требования к проведению модернизации и капитального ремонта металлообрабатывающего оборудования, разработке программы технического перевооружения станочного парка отдельного предприятия или нескольких предприятий в целом, а также конкретные рекомендации по экспертной оценке технического состояния оборудования. Одновременно в комплексе разработаны конкретные методики определения затрат на ТОиР и стоимости НИР по оборудованию, и пр. Но расчеты сами по себе сложны, носят ориентировочный характер, а исходными данными в них являются справочные материалы устаревшей методики [1]. Применение этих нормативных материалов может выполняться только выборочно - для ориентировочных сроков и стоимости модернизации конкретных единиц (групп) станков.
Комплект из нескольких стандартов по общим вопросам контроля состояния и диагностирования машин широкой номенклатуры (ГОСТ ИСО 7919-1, ГОСТ ИСО 10816-1, ГОСТ 30848) подготовлен АНО "НИЦ КД" (г.Нижний Новгород) на базе международных стандартов аналогичного направления под общим названием "Контроль состояния и диагностика машин", разработанных международным техническим комитетом по стандартизации ISO ТС 108, в которых приводятся принятые самые общие понятия и рекомендации по организации вышеуказанных работ, выбору контролируемых параметров различного вида и назначения машин, выявлению возможных неисправностей, методам и средствам измерения при диагностировании, методы и процедуры реализации исследований и пр. Но все изложенные рекомендации даны в общих чертах, конкретных методик диагностирования станочного парка, в т.ч. без разборки оборудования, не приведено, хотя отдельными организациями и предприятиями в этом уже был приобретен практический опыт. Этот новаторский справочно-методический материал был не только разработан, но и внедрен на действующих предприятиях, отдельных отраслей в производстве, показав свою эффективность в решении вопросов сохранения основных технических показателей (их стабильность) станков и качества обработки детали согласно ТТ и ТУ. Ниже он излагается наравне с вышеуказанными нормативными материалами с целью довести до многих отечественных предприятий машиностроения этот опыт, современные рекомендации по проведению испытаний фактического состояния конкретных видов станочного парка методами вибродиагностики, в том числе без его разборки, соответствующие методики исследований, выбор рабочих параметров и мест установки контрольных средств и приборов на станке.
Приведены и рекомендации по формированию соответствующих служб для выполнения отдельных функций на отдельных этапах диагностики оборудования в общей системе работ по ТОиР станочного парка и пр.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ ISO 230-4-2015 Методика испытаний металлорежущих станков. Часть 4. Испытания на отклонения круговых траекторий для станков с ЧПУ
ГОСТ ИСО 7919-1-2002 Вибрация. Контроль состояния машин по результатам измерений на вращающихся валах. Общие требования
ГОСТ 10816-1-97* Вибрация. Контроль состояния машин по результатам измерения вибраций на невращающихся частях. Общие требования
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ ИСО 10816-1-97. - .
ГОСТ 20911-89 Техническая диагностика. Термины и определения
ГОСТ 27843-2006 Станки металлорежущие. Методы проверки точности позиционирования
ГОСТ 30544-97 Станки металлорежущие. Методы проверки точности и постоянства обработки круговой траектории
ГОСТ 30848-2003 Диагностирование машин по рабочим характеристикам. Общие положения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
Термины и определения в настоящем стандарте использованы в соответствии с терминами и определениями, установленными нормативными документами (ГОСТ, ГОСТ Р), разработанными ТК 132 "Техническая диагностика" и ТК 183 "Вибрация, удар и контроль технического состояния" и ГОСТ 20911.
4 Общие положения
4.1 Техническое обслуживание и ремонт (ТОиР) станочного парка в общем процессе технического перевооружения предприятия
Как ранее, так и в настоящее время, когда режимы эксплуатации обрабатывающего оборудования значительно ужесточены, обеспечение бесперебойной работы оборудования в производственном процессе было и остается особо важным для получения качественной продукции в соответствующие сроки и запланированных объемах. Работы ремонтно-восстановительного характера требовали и требуют систематического выполнения как при обычном рабочем режиме предприятия, так и на всех стадиях его модернизации, включая стадию полного технического перевооружения, являясь неотъемлемой частью всего комплекса мероприятий уже при разработке проекта технического перевооружение* - это означает, что планирование выполнения и организация комплекса работ по выполнению ТОиР, включенная планирование расходов на технологическое перевооружение станочного парка, осуществляется на стадии формирования планов общего технологического перевооружения предприятия в целом, источником финансирования которых являются федеральные инвестиции и ассигнования по федеральным целевым программам (ФЦП).
___________________
* Текст документа соответствует оригиналу. - .
4.2 Классификация и ремонтосложность станочного парка на современном этапе
Разработанная под руководством д.т.н., профессора Н.С.Ачеркана во второй половине XX века классификация станочного парка по технологическому признаку была одобрена и принята на внедрение всеми предприятиями Минстанкопрома и смежных отраслей. Эта классическая схема оправдала себя (и до настоящего времени применима для номенклатуры обрабатывающего оборудования, выпускавшегося заводами Минстанкопрома), поскольку четко определяла функциональные возможности каждой технологической группы, что позволяет рассчитать ремонтносложность каждой модели во всех группах и подгруппах типового и специального обрабатывающего оборудования, спланировать сроки и виды ремонта в зависимости от режимов резания и условий его эксплуатации, а также основы параметров всех моделей основных видов типовых обрабатывающего оборудования, исходящих из назначения станка каждой модели.
Но объективные условия, производственная необходимость по увеличению производительности, качества и точности при обработке деталей современных машин и изделий широкого спроса не обеспечивалась оборудованием с одним видом обработки (точение, шлифование и пр.) и вынужденно стала реализовываться с расширением функциональных возможностей классической структуры станков за счет комплектации их приспособлениями, выполняющими смежные технологические функции и применения значительно большего набора режущего инструмента. В итоге появились принципиально новые группы станков: многоинструментальные, многоцелевые, типа "обрабатывающий центр" и пр., которые не вписывались в принятую классификацию станков. С другой стороны, открытие совершенно новых, нетрадиционных технологий обработки (магнито-, электро-релаксационные, аддитивные и пр.) потребовало для их реализации создания станков специфического назначения и конструктивного исполнения. В итоге и многофункциональные станки, и станки для нетрадиционных технологий обработки требуют при классификации иного подхода, специфического метода определения их ремонтосложности, периодичности и вида ремонта. Усугубляется эта проблема еще и тем обстоятельством, что присваиваемая выпускаемому оборудованию последние годы модель определяется личными интересами производителя, по обозначению которой определить его функциональные возможности и даже главные параметры для обрабатываемых на нем деталей вызывает очень большие сложности.
Номенклатура и удельный вес станков многофункциональных и нетрадиционной компоновки и назначения в общем станочном парке страны постоянно возрастает, что вызывает острую необходимость разработки принципиально нового метода классификации обрабатывающего оборудования, как методом моделирования по степени сложности и широты функционального назначения станка (от простого станка с ручным управлением до самой сложной конструкции типа "ОЦ" и т.п.), также методами на основе реализуемых при обработке физических процессов или их сочетания в конкретном соотношении, или методом сочетания подвижных и неподвижных узлов (деталей станка), как предлагается в работе д.т.н. проф. А.П.Кузнецова [4]. Или - на принципах "модульной технологии", согласно которым обрабатываемая деталь представляется совокупностью функциональных модулей поверхностей - это сочетание поверхностей, объединенных совместным выполнением служебной функции детали, значит, и модели (конструкции) станка [5].
Соответственно, на этих предлагаемых принципах классификации станков и определение ремонтосложности любой модели станка не представляло бы большой сложности. А сегодня в вопросах определения ремонтосложности вышеуказанных нетрадиционных видов обрабатывающего оборудования нужно руководствоваться реальным производственным опытом эксплуатации и ТОиР нетрадиционного обрабатывающего оборудования и нормативными материалами [3] - методиками (Стп) с ориентировочными расчетами ремонтосложности механической и электрической частей станков.
4.3 Основные виды технического обслуживания и ремонта оборудования
Для настоящего времени практических изменений в традиционных видах ТОиР, применяемых предприятиями самых разных отраслей, нет. На предприятиях машиностроительного комплекса и смежных отраслей реализуются несколько видов ремонтно-восстановительных работ. Типовой ТОиР классифицируют по 3 признакам:
- по способу организации: регламентированный, планово-предупредительный, неплановый;
- по техническому состоянию: по реально отработанному станком времени, потребляемой энергии и пр., по диагностике фактического состояния станка, по проведению непрерывного мониторинга состояния основных рабочих критериев станка;
- по качественному составу работ: текущий, средний, капитальный, аварийный.
В обобщенном варианте система мероприятий по проведению ТОиР станочного парка на предприятиях осуществляется в 3-х видах:
- плановое обслуживание;
- предупредительная система;
- система комплексного непрерывного мониторинга.
|
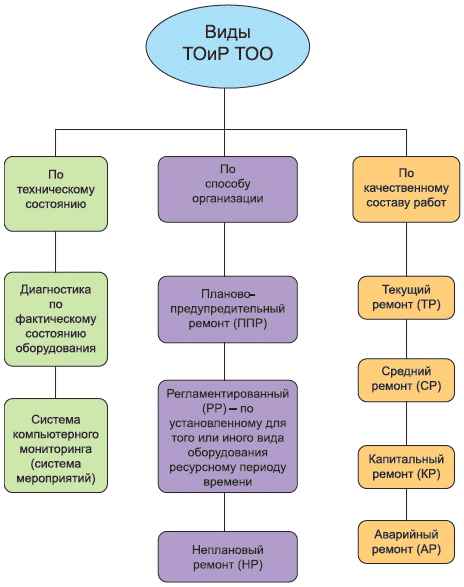
Рисунок 1 - Виды ТОиР
Регламентированный - разновидность ППР, выполняется по заранее разработанному плану. Объем и сроки ТОиР определяются спецификой производств с характерными признаками - непрерывным технологическим циклом изготовления изделия, вредных производств, производств с закрытой номенклатурой изделий и пр. Он направлен в первую очередь на упреждение аварийных отказов и поломок в период, определяемый непрерывностью технологического цикла производства и на основе обозначенных в ТУ ресурсов основных узлов и деталей оборудования, исходя из среднестатистического срока его работоспособности и усредненных условий его эксплуатации. Эта система мониторинга АИС "Диспетчер" [6] позволяет автоматически подсчитать время работы станка до начала проведения различных видов ТОиР, указать дату проведения ремонтно-восстановительных работ и проконтролировать их выполнение.
Система планово-предупредительного ремонта (ППР) выполняется в соответствии с нормами и правилами, установленными в [1] - это совокупность взаимосвязанных положений и норм, определяющих организацию и выполнение ремонта через установленное нормами этой системы число часов оперативного времени, отработанных оборудованием - в целях сохранения в течение обусловленного времени (при заданных условиях эксплуатации) основных точностных показателей конкретного вида оборудования. Эта система ТОиР использовалась десятилетиями на многих предприятиях различных отраслей при плановом ведении и организации производства. И ценна она в первую очередь сбалансированностью различных критериев ТОиР: номенклатуры (в методике приведена практически полная номенклатура выпускавшегося и массово эксплуатировавшегося станочного парка на предприятиях машиностроительного комплекса по видам обработки и технологическому назначению) и ремонтосложности оборудования, материалов обрабатываемой детали, режущего инструмента и режимов резания, сроками выполнения ТОиР и видом организации производства.
Метод "безразборной диагностики по фактическому состоянию оборудования" и его более высокая стадия - "система комплексного мониторинга технического состояния оборудования" [7]. В этом направлении уже накоплен определенный положительный опыт как по прогрессивным видам ТОиР, хотя и разнообразным по способам исполнения и форме организации, но эффективным и по времени проведения виброисследований, и по материально-техническим затратам, хотя и требующих каждый свои специфические условия реализации и возможности в применении.
Система компьютерного непрерывного мониторинга состояния оборудования типа [7] осуществляет наиболее полный комплекс по ТОиР, она предназначена для безопасной эксплуатации оборудования, предупреждения аварий, контроля и управления техническим состоянием оборудования путем его непрерывного компьютерного мониторинга. Эта сложная дорогостоящая система ТОиР в настоящее время получила применение только в отдельных отраслях, имеющих материальные возможности для ее организации, так как ее реализация обеспечивает:
- максимальное увеличение межремонтного периода всего технологического комплекса и входящего в его состав оборудования;
- снижение деятельности и сложности остановочных ремонтов технологических объектов;
- снижение эксплуатационных затрат и потерь путем исключения неэффективных внеплановых и планово-предупредительных ремонтов.
5 Диагностирование оборудования
5.1 Цели и задачи технического диагностирования оборудования. Рабочие условия проведения измерений
Сущность, принципы и основные виды диагностирования машин достаточно четко отражены в нормативных документах разработки ТК 132 и ТК 183 (ГОСТ ИСО 7919-1, ГОСТ ИСО 10816-3, ГОСТ 30848, ГОСТ 20911), и в общих технических и учебных материалах [8], [9], и представляют собой проведение соответствующих испытаний (контроль), оценку и прогноз технического состояния оборудования или его узлов.
Техническая диагностика - это область науки и техники, изучающая и разрабатывающая методы и средства определения и прогнозирования технического состояния механизмов, машин и оборудования без их разборки. Техническое состояние механизмов, машин и оборудования в определенной степени оценивали и раньше, однако ограниченная информация о машинах и механизмах далеко не всегда позволяла выявить причины их отказов.
Основной целью диагностики технического состояния (ТС) металлообрабатывающих станков с ЧПУ является предотвращение внезапных отказов в их работоспособности и снижение простоев. С помощью диагностики ТС решаются следующие задачи:
- своевременное выявление дефектов узлов и деталей оборудования;
- поддержание эксплуатационных показателей оборудования в установленных пределах;
- прогнозирование ТС узлов и оборудования в целом;
- планирование ТОиР оборудования по фактическому состоянию.
Само по себе значение параметра состояния или диагностического параметра еще не дает оценки технического состояния объекта. Чтобы оценить состояние машины или оборудования, необходимо знать (и внести в управляющую программу) не только фактические значения параметров, но и соответствующие их эталонные (предельные) значения.
Основные этапы технической диагностики
Первым этапом оценки технического состояния любого оборудования является определение номенклатуры дефектов, которые представляют наибольшую опасность для его функционирования и должны обнаруживаться в процессе диагностики. Для ее решения этой задачи проводятся специальные исследования причин наиболее частых аналогов его или их отказов, а также тех изменений параметров состояния, которые измеряются в процессе предремонтного определения объектов диагностики, отработавших межремонтный ресурс.
Второй этап - это определение совокупности максимально возможных параметров состояния, диагностических признаков и диагностических параметров, которые могут быть измерены для определения технического состояния объекта. Как правило, вторая задача решается на основе многочисленных опубликованных результатов исследований влияния дефектов на разные параметры состояния и диагностические параметры сигналов контролируемых объектов.
Третий этап оценки технического состояния - это оптимизация совокупности измеряемых параметров состояния и диагностических параметров. Эта совокупность должна отражать развитие всех дефектов, определяющих ресурс контролируемого узла или машины в целом. При этом желательно, чтобы каждый параметр из выбранной совокупности зависел бы преимущественно от одного вида дефекта. При выборе параметров предпочтение отдается тем, которые в значительной степени зависят от дефектов и в меньшей степени - от режимов и условий работы, наиболее доступны для измерения, имеют минимальные ошибки определения диагностических симптомов и позволяют обнаруживать дефекты на стадии их зарождения.
Общая структура основных составляющих диагностики представлена на рисунке 2.
|

Рисунок 2 - Функциональная схема технической диагностики
5.2 Объекты диагностики, контролируемые параметры
Поскольку механическая система станка состоит из множества элементов - узлов и деталей, являющихся объектами диагностики, ее ТС характеризуется множеством состояний отдельных объектов диагностики и соответствующей структурой (рисунок 3, приложение А) и нахождением в допустимых пределах диагностических признаков (прямых или косвенных), присущих каждому объекту диагностики [10].
|
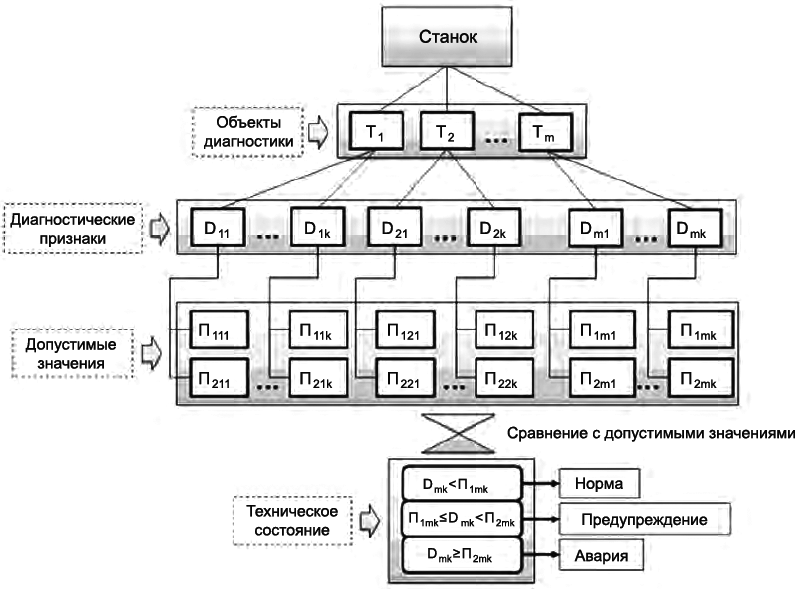
m - количество объектов диагностики; ![]() - объект диагностики;
- объект диагностики; ![]() - диагностический признак; K - количество диагностических признаков
- диагностический признак; K - количество диагностических признаков
Рисунок 3 - Иерархическая структура диагностической модели
В качестве объектов диагностики ТС металлообрабатывающего станка выступают его механические узлы и детали: подшипники, шпиндель, валы редукторов и коробки скоростей, муфты, зубчатые передачи, ременные передачи, электродвигатели, шариковые винтовые передачи, направляющие [11]. В свою очередь, каждый диагностический признак должен обладать набором допустимых значений, характеризующих следующие состояния: нормальное состояние (Dmk<П1mk), состояние предупреждения, при котором механизм может работать ограниченное время до ближайшего возможного ремонта (П1mkDmk<П2mk), аварийное состояние (Dmk
П2mk). В связи с тем, что наряду с функциональной надежностью станочное оборудование должно обеспечивать параметрическую надежность, в объекты диагностики следует внести точностные характеристики его формообразующих узлов: точность вращения шпинделя, прямолинейность перемещения вдоль осей, взаимную перпендикулярность осей, точность линейного позиционирования осей, точность углового позиционирования поворотных осей и т.д.
|

Рисунок 4 - Объекты виброакустической диагностики
Контроль геометрических параметров с использованием современных средств измерения позволяет производить оперативную оценку точности перемещения формообразующих узлов и диагностировать параметрические отказы оборудования.
Результаты проводимых виброиспытаний оформляются в виде таблицы дефектов каждой детали или в графическом виде, согласно схеме состояний деталей станка. Как частный пример, результаты испытаний токарно-карусельного станка модели 1 М512 МФЗ (и других), представлены в приложении Б (в качестве критерия на основе статистических данных принята допустимая величина износа 10%. Детали, имеющие износ более 10%, подлежат замене, имеющие меньший износ - допустимы к работе (комплексная методика испытаний горизонтально-фрезерного станка изложена в приложении Д).
Как видно из вышеуказанной схемы состояния деталей станка модели 1 М512 МФЗ N 1, имеется следующий износ:
- в поворотном столе износились подшипники 3614, 3618 и 2316;
- в продольном приводе износился винт ШВП и шарики, подшипники 206 и 1000917, роликовые опоры Р88-102;
- в вертикальном приводе износилась гайка и шарики ШВП, подшипники 9116 и 1000917.
Из приведенного примера следует, что для станка, подошедшего, согласно графику выполнения планово-предупредительных ремонтов [1] к проведению капитального ремонта (с полной разборкой), реально необходимо выполнить только ограниченный объем работ.
5.3 Точки измерения. Процедура измерения
Для каждого вида машин выбираются свои схемы точек измерения (типовые схемы изложены в приложении Б).
В настоящее время внедряется система автоматизированной диагностики ТС механических узлов с использованием средств измерений, стационарно установленных на оборудовании с ЧПУ. Система, основанная на методах виброакустической диагностики, позволяет не только выявлять дефекты узлов и деталей станка, но и предотвращать выход из строя дорогостоящих узлов путем отключения станка при столкновениях, а также контролировать технологический процесс обработки. Для автоматизации обработки результатов измерений параметров вибрации разработано специальное программное обеспечение. Алгоритм программного обеспечения содержит математические модели для расчета диагностических признаков объектов диагностики. Путем мониторинга параметров вибрации во времени и последующей статистической обработкой результатов измерения параметров вибрации были разработаны допустимые уровни параметров вибрации для всех основных моделей станков с ЧПУ, работающих на предприятии. Принятие решения о ТС станка в целом и его отдельных узлов в частности осуществляется посредством анализа трендов изменений параметров вибрации во времени на рисунке 5.
|
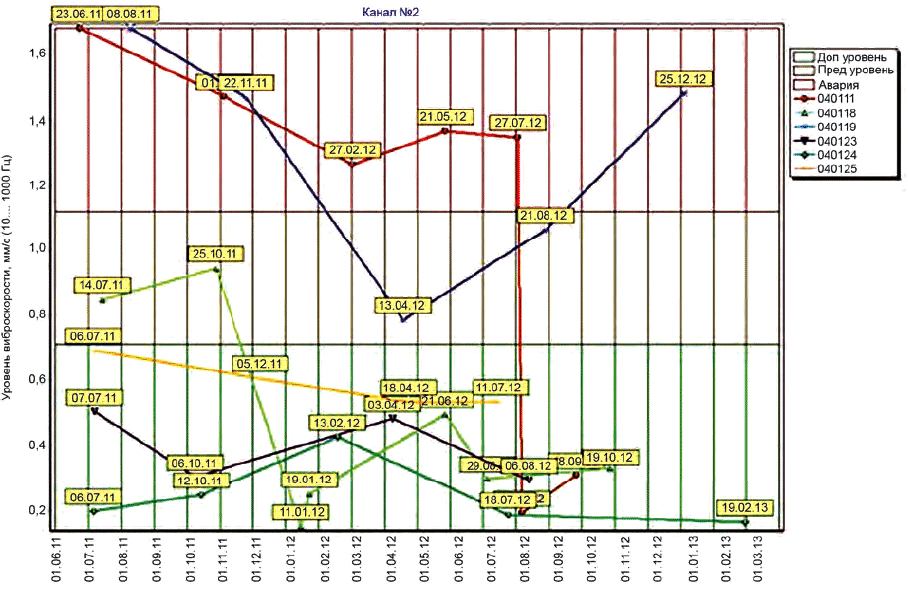
Рисунок 5 - Тренды изменений параметров вибрации во времени однотипного оборудования с ЧПУ
По результатам вибродиагностических испытаний оценивается техническое состояние (без разборки станка) деталей каждого подшипника, шестерни или ременной передачи, шарико-винтовых пар и т.д. На получаемом графике экспериментальные данные, т.е. измеренный спектр вибраций, сопоставляются с расчетными данными. Идентифицируются виды дефектов, а их величина определяется отношением значений амплитуд сигналов на частотах, характеризующих дефекты, к среднеквадратичному значению экспериментально полученного сигнала.
По результатам проведенных испытаний возможно представление итоговых результатов или в виде таблицы дефектов каждой детали, или в графическом виде, согласно схеме состояния деталей станка с описанием дефектов.
5.4 Контрольно-измерительная аппаратура
Для выполнения качественной диагностики станка требуется соответствующая качественная аппаратура, а в случае ее отсутствия проводится "удаленная" диагностика аналогичных станков. При этом методе используется база данных диагностических центров, в которых уже имеются разработанные и проверенные управляющие программы диагностических испытаний аналогичных станков - на удаленном предприятии проводятся только измерения эксплуатируемого аналогичного станка, а их результаты направляются на анализ в лабораторию диагностического центра, которая по результатам анализа испытаний "удаленного станка" и выдает результаты фактического состояния его узлов и деталей этого аналогичного станка удаленного предприятия.
При выполнении вибродиагностики станка выбираются опорные точки для установки виброметра (акселерометра - для измерения ускорений), который поочередно устанавливается в выбранные точки (варианты схем - приложение В). Затем выполняются измерения и проводится расшифровка данных.
Виброметр - это наиболее распространенный прибор различного исполнения для оценки фактического технического состояния оборудования, универсальный прибор для измерения параметров вибрации: виброускорения, виброскорости, виброперемещения и частоты колебаний. Он простой в использовании и не требует специальной подготовки.
Выделяют две группы виброметров:
1) для измерения вибрации вращающегося оборудования;
2) для измерения вибрации, воздействующей на человека для целей охраны труда.
Виброметр измеряет и оценивает вибрацию оборудования с вращающимися частями, где вибрация повторяется с каждым оборотом детали. Чаще всего вибрация в виброметрах измеряется в диапазоне (10±1000) Гц. Этот диапазон позволяет измерять одинаковое значение вибрации на разных приборах.
Максимальное значение вибрации обычно указывается в паспорте на то или иное оборудование или в ГОСТ ИСО 10816-1. "Вибрация. Контроль состояния машин по результатам измерений вибрации на невращающихся частях". Сравнение текущей вибрации с указанным в РЭ позволяет оценить состояние оборудования.
Основные функции виброанализаторов - это измерение временной формы сигнала, фильтрация сигнала, получение прямого спектра, получение спектра огибающей.
Использование современного виброанализатора мод. CSI 2140 для экспресс вибродиагностики [12] эффективнее проявляется и на значительном сокращении времени проведения виброиспытаний, и на времени анализа результатов испытаний, и на более качественной картине фактического ТС оборудования.
При использовании современных методов диагностических испытаний станков на базе полученных вибрационных данных выявляется не только состояние деталей станка, но и качество сборки, наличие перекосов подшипников или шестерен при сборке, есть ли излишнее (выше контрольного значения) биение шпинделей, валов, отклонения осей винтов ШВП относительно направляющих и т.д.
Значительные амплитуды вибраций наблюдаются на частотах, связанных с неуравновешенностью валов. Причинами могут быть как погрешности в изготовлении и сборке валов, так и дефекты, возникшие при эксплуатации. Они проявляются на частоте вращения вала, а также на частотах, кратных ей. При соединении валов муфтами, которые имеют дефекты изготовления, дефекты проявятся на частоте вращения вала, а при соединении муфтами не имеющими дефектов, но установленных с перекосами, возникнут колебания с двойной частотой вращения.
Колебания в зубчатых передачах часто являются причиной возникновения вибраций в узлах металлорежущих станков, что ведет к увеличению деформаций как в самих шестернях, так и в валах, где они установлены.
Периодические измерения вибрации виброметром с выдачей отчетов о состоянии оборудования, проведенные через некоторое время (например, через 1 месяц) позволяют строить прогноз развития вибрации и планировать сроки следующих ремонтов. Это дает значительную экономию денег по сравнению с плановыми ремонтами.
5.5 Основные методы диагностирования оборудования, требования к диагностическим испытаниям
Абсолютное большинство диагностических задач решается методом виброакустической диагностики.
Однако это не единственный метод оценки вибрационного состояния, контроль вибрационного частот и состояния машин можно проводить и другими методами [13]:
- используя спектральный анализ тока, потребляемого электроприводами станков;
- метод спектрального анализа модулей векторов парка напряжения, питающего электроприводы станков (%);
- методом диагностики приводов станочного оборудования на основе использования искусственных нейронных сетей.
Но метод безразборной виброакустической диагностики по фактическому состоянию технологического оборудования обладает широкими возможностями и многовариантен, поскольку при работе станка возникает широкий спектр колебаний, обусловленных источниками вибрации и, в первую очередь, колебаниями вращающихся деталей станков: валов, подшипников, шестерен, шарико-винтовых пар, шкивов, муфт и пр. Их вибрации непосредственно отражаются на точности обрабатываемых деталей, и при установке датчика на корпусе того или иного узла можно получить информацию о вибрационном состоянии каждого вала, каждого подшипника, шестерни и пр.
Это позволяет использовать данный метод на всех этапах жизненного цикла различных видов оборудования, в т.ч. станков в целом и отдельных его механизмов. Ниже изложен ряд методик проведения мониторинга и диагностирования различного по видам оборудования и их составляющих, а так же их систем или групп, они во многом одинаковы, аналогичны их включают основные следующие этапы [13]:
1) конфигурирование объекта диагностики в программном обеспечении комплекса;
2) выбор параметров диагностирования объекта;
3) определение точек контроля вибрации на данном объекте;
4) определение вида крепления датчиков и подготовка мест крепления датчиков;
5) снятие показаний вибрации объекта;
6) обработка и анализ снятых показаний;
7) выдача информации о техническом состоянии объекта.
Виброиспытания проводят как на вращающихся деталях (валах, опорах подшипников и т.п.) так и на невращающихся (корпусах шпиндельных бабок, станинах и пр.), при этом предусмотрены два варианта критериальной оценки испытаний: по одному из них сравнивают абсолютные значения вибрации, по-другому - изменения этих значений.
Широко распространены два основных направления диагностики оборудования, первое - виброиспытание при вводе в эксплуатацию нового обрабатывающего оборудования, и второе, наиболее актуальное - диагностика эксплуатируемого оборудования, оценка его фактического состояния, выявление причин и неисправностей тех элементов станка, из-за которых нарушились параметры станка, снизившие требуемое качество обработки деталей.
Наибольшее распространение получили методы диагностики станочного парка в зависимости от обследуемого станка [10]:
- виброакустическая диагностика - для диагностики элементов привода главного движения и других механизмов, совершающих вращательное движение;
- диагностика по параметрам точности и постоянства отработки круговой траектории с использованием систем Renishaw ballbar QC10, QC20W - для диагностики привода подач;
- контроль геометрических параметров и точности позиционирования - для диагностики параметров точности перемещения формообразующих узлов и др.
Диагностика по параметрам точности и постоянства отработки круговой траектории позволяет производить комплексную оценку приводов подач станка с ЧПУ при круговой интерполяции с возможностью количественного определения следующих отклонений: рассогласование приводов: люфты в ШВП, люфты в направляющих, отклонение от перпендикулярности, отклонение от прямолинейности. Типовой вариант комплексной диагностики горизонтально-расточного станка изложен в приложении Д.
В методике проведения диагностики ТС виброакустическим методом важную роль играет подготовка диагностической карты. Исходными данными (рисунок 6) для построения диагностической карты являются: кинематическая схема, схема расположения подшипников, схема установки датчиков, геометрические характеристики диагностируемых элементов (объектов диагностики), режим работы диагностируемого механизма (частота вращения), передаточные отношения механических передач на всех ступенях (при их наличии).
|
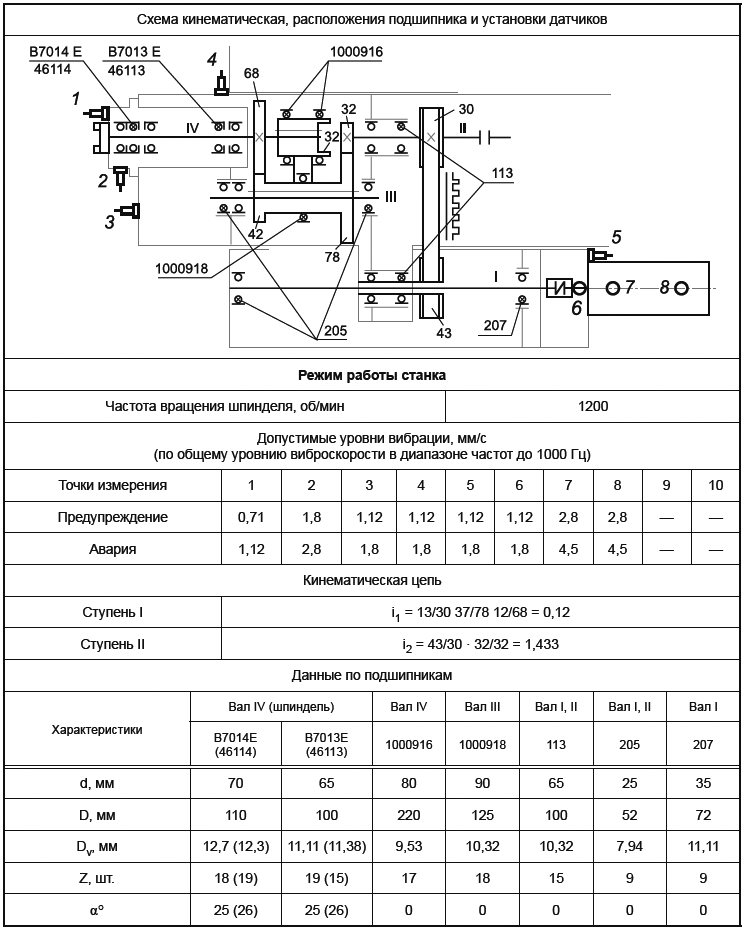
Рисунок 6 - Диагностическая карта для проведения виброакустической диагностики привода главного движения обрабатывающего центра с ЧПУ
Для выявления фактического технического состояния ответственных элементов станка необходимо составить математическую модель, при этом в управляющую программу вводятся такие параметры, которые оказывают существенное влияние на работоспособность станка: параметры подшипников, ременных передач, шестерен, шкивов шарико-винтовых пар и пр., устанавливается частотный диапазон для измерения вибрационных испытаний конкретного станка. Для качественной диагностики станка, т.е. чтобы определить тип и степень износа самых ответственных деталей его узлов - шпиндельного узла, рабочего (поворотного) стола, главного привода и привода подач - управляющую программу необходимо ввести не менее 20-30 параметров. При проведении виброиспытаний для всех основных узлов станка с большим количеством важнейших параметров станка, участвующих в процессах формообразования обрабатываемой детали, необходимо использовать автоматизированные системы диагностики, в которой состояние каждого показателя измеряется с помощью установленных специальных датчиков и на основе анализа показаний которых составляется заключение о состоянии и работоспособности как узла, так и станка в целом. Пример комплексной диагностики г/фрезерного станка мод. 2В622Ф4 - приложение Д [11].
При необходимости исследования дополняют измерением параметров температуры, шумовых характеристик, измерением усилия зажима инструментальных оправок в шпинделях фрезерных станков и обрабатывающих центров.
Ниже приведены наиболее отработанные варианты виброакустической диагностики без разборки оборудования рядом фирм и организаций.
Наибольший опыт в разработке, апробации и внедрении новых методов ТОиР, в т.ч. безразборной диагностики, организации современных служб по ее проведению, диагностики отдельных базовых узлов и комплексной диагностики типовых и специализированных моделей многих технологических групп накоплен на предприятиях Роскосмоса и в первую очередь на "РКЦ "Прогресс" и НПО "Техномаш".
"РКЦ "Прогресс" - единственное предприятие в отрасли, на котором в широком масштабе и на системной основе реализуется комплексный подход в решении базовых задач разработки и внедрения современных методов ТОиР непосредственно при эксплуатации станочного парка, включающую более пятисот единиц обрабатывающего оборудования с ЧПУ, как универсальных станков, так и специализированных, в том числе уникальных моделей, капитальный ремонт которых проводится с глубокой модернизацией.
Особенность подхода специалистов данного предприятия к разработке и внедрению новых методов и технологий при ремонтно-восстановительных работах на "РКЦ "Прогресс" - обеспечение ресурса времени работоспособности узлов станка, а не станка как отдельной единицы [14]. Исходя из этого и учитывая, что привод главного движения (ПГД) металлообрабатывающего станка является важнейшей его подсистемой, от надежного функционирования которой во многом зависит точность формообразования, производительность и качество обрабатываемых на станке деталей, для его диагностирования разработаны системы автоматического мониторинга (САМ) технического состояния ПГД [15].
К объектам диагностики относятся все механические узлы и детали вращения ПГД, такие как подшипники, шпиндель, валы, коробки скоростей, зубчатые или именные передачи, муфты, электродвигатели. Они представляют в диагностической модели ПГД объекты диагностики, представленные на рисунке 7. Каждому объекту диагностики соответствует измеряемый диагностический признак. Конкретный вид диагностики определяется конструкцией ПГД, при невозможности выбора одного диагностического признака для объекта диагностики, однозначно определяющее его технического состояние (например, для подшипников качения), измеряемые диагностические параметры должны представлять суммарную величину.
Каждому виду привода соответствует свой состав объектов. На основании анализа конструкции современных станков с ЧПУ, работающих на предприятии, выделены 6 типов компоновок ПГД, для которых разработаны типовые схемы установки датчиков (приложение В, рисунок В.7).
В общем случае при построении системы мониторинга [16], [17] диагностические параметры представляют собой определенные частоты в спектре вибросигнала, а диагностические параметры представляют собой численное значение, полученное путем математических операций со значениями амплитуд в спектре сигнала. Дальнейшая математическая обработка строится на работе с этими амплитудами. Оценка технического состояния объектов диагностики ПГД осуществляется путем сравнения измеренных диагностических параметров с допустимыми (базовыми значениями), которые определяются соответствующей математической формулой. Спектры вибросигналов, диагностические признаки дефектов для каждого объекта ПГД, как и типовые схемы установки датчиков, приведены в настоящей работе.
|
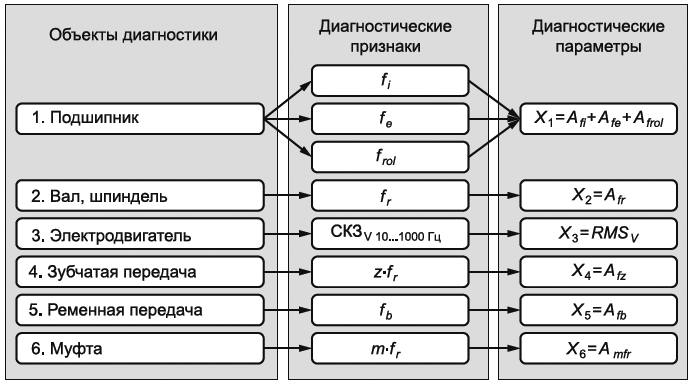
Рисунок 7 - Диагностическая модель ПГД
Методика и результаты внедрения на предприятиях "РКЦ "Прогресс" системы технического обслуживания и ремонта по фактическому состоянию на основе безразборной диагностики технического состояния не отдельных узлов, а металлобрабатывающих станков с ЧПУ, эксплуатируемых и модернизируемых на указанном предприятии, изложена в совместной работе [10] группы ученых и сотрудников нескольких организаций, выполнявших эти комплексные исследования.
Научные сотрудники НПО "Техномаш" более 10 лет совершенствуют и практически выполняют комплексную диагностику фактического состояния различных моделей станков и приложение Д ([11]; [18]; [19]) - от схем установки датчиков на станке до конкретных рекомендаций по восстановительным работам непосредственно на предприятиях. При этом используются различные методы и аппаратура [20] для диагностики одиночных станков и целых групп, со схемами состояния (приложение В) и с последующим анализом дефектов наиболее ответственных деталей (валов, подшипников и пр.), спектрами колебаний. А также с соответствующими выводами и предложениями по сохранению или восстановлению технического уровня станка согласно ТУ. Диагностируются десятки параметров, при этом не только выявляются изношенные детали, но и степень - идентифицируются составляющие того или иного дефекта (износа). Идентифицируются дефекты в электромагнитных системах и гидроприводе - неуравновешенный и биение ротора, статический и динамический, эксцентритеты зазора, дефекты обмоточного ротора, статора и пр.
Апробируется и удаленная диагностика состояния деталей и узлов станка по отработанной схеме (приложение Г).
Фирмой "Станкосервис" (г.Смоленск) разработана и внедрена комплексная система "Диспетчер" мониторинга производства различных предприятий [6] - система технического обслуживания (ТО) и планово-предупредительных работ (ППР) на станках с ЧПУ. Полная картина всей системы: общая схема, ее состав и этапы диагностирования оборудования представлены ниже.
Функции системы мониторинга "Диспетчер" для организации проведения ТО и ППР.
При организации проведения ТО и ППР на станках с ЧПУ и на другом оборудовании система мониторинга реализует следующие функции:
1. Планирование проведения ТО и ППР по реально отработанному станком времени, потребленной им мощности и контроль выполнения этих работ.
2. Контроль выполнения ТО и ППР станков согласно заранее составленным графикам их проведения.
3. Учет реального времени выполнения ТО и ППР и составление соответствующих отчетов.
В зависимости от моделей терминалов и настройки системы мониторинга организация и контроль проведения ТО и ППР может выполняться в автоматическом, полуавтоматическом режиме, а также при помощи ручного ввода.
|
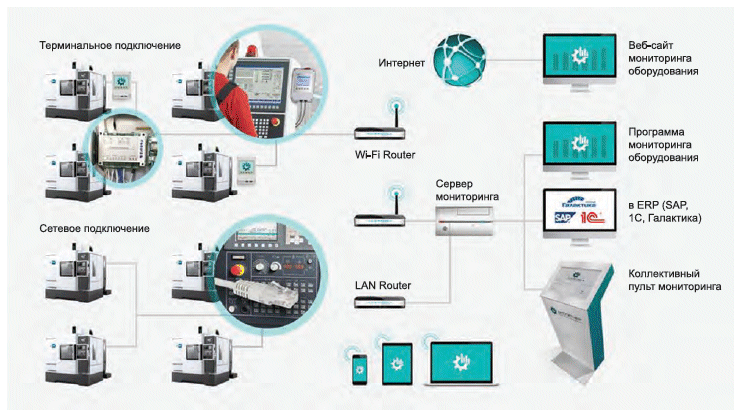
Рисунок 8 - Состав системы "Диспетчер"
Исходя из рекомендаций завода-изготовителя и текущего состояния станка, в настройки системы требуется задать периодичность проведения ТО и ППР, индивидуально для всех станков предприятия, т.е. указать значения параметров, при достижении которых следует приступить к выполнению ТО или ППР. Например, время работы шпинделя достигло величины 3000 часов или потребленная станком мощность составила 5000 кВт*час, тогда надо проводить годовое обслуживание.
Таблица 1 - Пример задания параметров
Вид ТО, ППР | Время вып. (час) | Интервал | Состояние | Мин. | Макс. | Отв. |
ТО1 ежедневное | 0,3 | Смена | Оператор | |||
ТО2 недельное | 0,5 | Наработка | Станок включен (час) | 40 | 50 | Оператор |
ТО3 месячное | 0,5 | Наработка | Станок включен (час) | 200 | 250 | Оператор |
ТО5 годовое | 3 | Наработка | Станок включен (час) | 1000 | 1050 | ОГМ |
ТОШ1 шпиндель недельное | 0,2 | Наработка | Шпиндель включен (час) | 100 | 120 | Оператор |
ТОШ3 шпиндель годовое | 4 | Наработка | Шпиндель включен (час) | 3000 | 3100 | ОГМ |
МРм малый ремонт механика | 48 | График | Мощность потребл. станком (кВт*час) | ОГМ | ||
Средний ремонт механика | 79 | График | ОГМ |
После достижения указанными параметрами заданного в настройках системы значения система мониторинга автоматически формирует задание на проведение данного вида ТО на определенном станке и вносит это задание в план проведения ТО и ППР. После этого система сообщает обслуживающему персоналу (оператору станка, мастеру, ремонтному персоналу) наименование станка, вид ТО и сроки выполнения.
Система [6] подключается к любому промышленному оборудованию на предприятии и контролирует ход производственных процессов. Система [6] накапливает статистику работы оборудования и персонала при круглосуточном мониторинге, позволяет менеджменту предприятия существенно повышать эффективность производства, способствует созданию на предприятии единого информационного пространства и ускоряет переход к цифровому производству.
Система [6] взаимодействует с оборудованием по широкому набору интерфейсов и протоколов обмена данными и отличается "умением" снимать информацию с любого станочного оборудования. Подключение станков при помощи оригинальных аппаратных устройств или прямым соединением УЧПУ с локальной сетью мониторинга осуществляется по эффективной методике, отработанной на большом числе предприятий и моделей оборудования, в том числе для станков, выпущенных много лет назад.
Наличие нескольких специализированных устройств собственной разработки позволяет гибко приспосабливаться к особенностям и потребностям конкретных предприятий, подразделений и даже отдельных станков. Терминалы ввода-вывода с богатым функционалом полностью закрывают все вопросы сбора данных и управления действиями обслуживающего персонала. Терминалы-регистраторы также обеспечивают сбор всей необходимой информации о состояниях и параметрах станков, при этом пользовательский ввод осуществляется при помощи дополнительных устройств - от простых ручных пультов до цеховых компьютеров или мобильных устройств.
Большой опыт подключения станков как с помощью терминалов, так и с непосредственной интеграцией УЧПУ в локальную сеть позволяет осуществлять развертывание системы мониторинга в короткие сроки.
Компания СК "Станкоснаб" (г.Москва) рекомендует свою систему диагностики (представлена на рисунке 9), которая разделяется на диагностику нерабочего оборудования для определения возможности восстановления его работоспособности и диагностику эксплуатируемого оборудования - для предотвращения выхода его из строя, так называемую планово-предупредительную диагностику.
Чтобы не было простоя оборудования, компания СК "Станкоснаб" разбивает планово-предупредительную диагностику на этапы исходя от типа диагностируемого оборудования, например, диагностика гидравлических листогибочных прессов выполняется по диагностированию гидравлической системы, диагностики ЧПУ и диагностики приводов [21].
Диагностика приводов
Т.к. сервопривода имеют три контура слежения: крутящий момент, скорость и позиционирования, инженеры СК "Станкоснаб" рекомендуют производить диагностику приводов в автономном режиме, т.е. подключив компьютер напрямую к сервоусилителю, исключив при этом ЧПУ. Такой подход исключает некорректную настройку ПИД-регулятора на работоспособность привода.
Диагностика гидравлической системы станков
Диагностика гидравлической системы будет различна в зависимости от того, используется ли внешний гидравлический усилитель или усилитель, интегрированный в ЧПУ.
Для 1-го случая диагностических средств ЧПУ может оказаться не достаточным, поэтому дополнительно используются внешний компьютер и специализированный софт.
Во 2-м случае достаточно диагностических средств самого ЧПУ.
Также во время диагностики гидравлической системы производится калибровка пропорциональных клапанов давления и потока, измеряется давление в линиях нагнетания и слива.
Диагностика ЧПУ станочного оборудования
Так как ЧПУ - это такой же персональный компьютер, но только в промышленном исполнении, его диагностика практически не отличается от компьютерной диагностики - в начале тестируются компьютерные комплектующие, далее - операционная система и прикладная программа. Компания СК "Станкоснаб" предлагает и удаленную диагностику - круглосуточный мониторинг и анализ программных логов, такой подход почти полностью исключает даже небольшие поломки в гарантийный и постгарантийный периоды.
Для решения более широкого круга задач - от мониторинга фактического состояния или контроля производительности и оптимизации непосредственно процесса резания на отдельных станках или группе станков, - до разносторонних статистических отчетов не только о состоянии каждого станка, его простоях, но и выполнении производственной программы в цехах на предприятиях авиационной, автомобильной отраслей энергетической промышленности и др. отраслей нашли применение следующие системы "OMATIVE" [22] - система мониторинга вибраций (VCM), система контроля технических параметров станков (СКПТС), система управления производительностью станков или системы Адаптивного Регулирования и Мониторинга для металлообрабатывающих станков с ЧПУ, в частности:
|
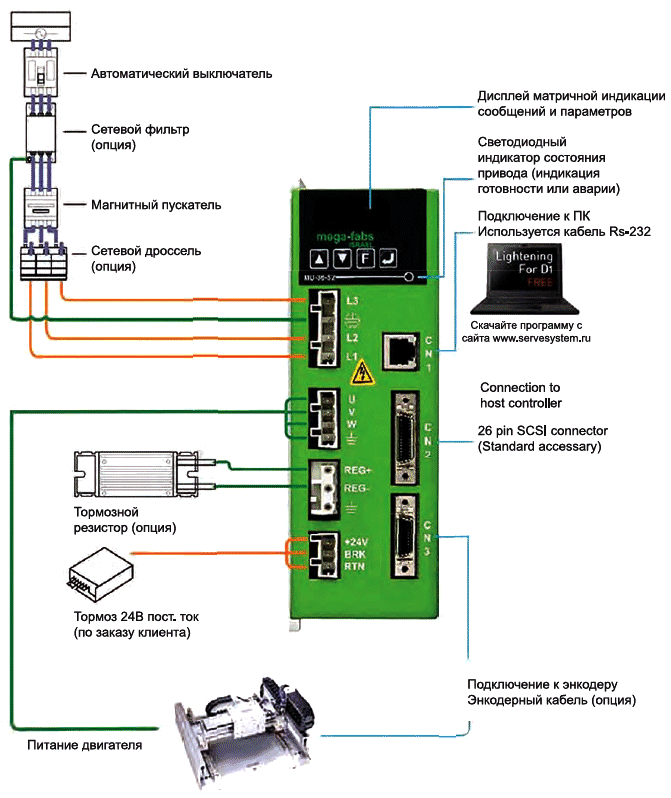
Рисунок 9 - Состав и функции системы компании СК "Станкоснаб"
1) система мониторинга вибраций - представляет собой встроенное в станки с ЧПУ устройство, обеспечивающее решение многочисленных проблем, связанных с вибрациями, возникающими при работе станков с ЧПУ.
VCM является микропроцессорной системой, работающей в режиме реального времени и позволяющей проводить анализ параметров вибрации с целью предвидения и предотвращения возможных аварий, снижая таким образом затраты, связанные с выходом из строя дорогостоящих деталей и узлов станка, таких как шпиндели, приводы подачи, подшипники, режущие инструменты, зажимные устройства. Встроенная экспертная система VCM постоянно отслеживает вибрацию работающего станка в режиме реального времени и анализирует параметры вибрации с целью выдачи предупреждающих сообщений и/или остановки станка в случае возникновения недопустимых вибраций - предотвращая, таким образом, возможные поломки и аварии. Система также позволяет потребителю распознавать возможные проблемы и принимать профилактические меры, основанные на анализе спектра вибрации характерного для конкретного станка (Vibration signature).
Основные задачи системы:
- предотвращение поломок шпинделя и станка в целом при помощи функции мониторинга суммарной вибрации станка;
- защита режущего инструмента, а также обрабатываемой детали с использованием функции мониторинга параметров вибрации конкретного инструмента;
- предотвращение нанесения ущерба жизненно важным узлам станка с использованием функции быстрого реагирования на столкновение и рабочих узлов станка и др.;
- возможность встраивания в любую систему ЧПУ, основанную на персональном компьютере, либо в отдельно стоящий персональный компьютер, связанный с любой как новейшей, так и устаревшей системой ЧПУ;
- заблаговременное предупреждение о близкой поломке, позволяющее потребителю принять своевременные и оптимальные профилактические меры;
- система может использоваться в качестве "черного ящика" для анализа причин поломок и аварий.
2) система контроля технических параметров станков (СКПТС) - это стационарная система технической диагностики, которая постоянно отслеживает три наиболее важных параметра функционирования станка:
- вибрации на контрольных точках (подшипники шпинделя, коробка передач и т.д.);
- нагрузка на главном приводе;
- температура главного привода.
СКПТС останавливает станок в случае высокого уровня вибраций, перегрузки или перегрева, а также заблаговременно предупреждает о возможных авариях.
|
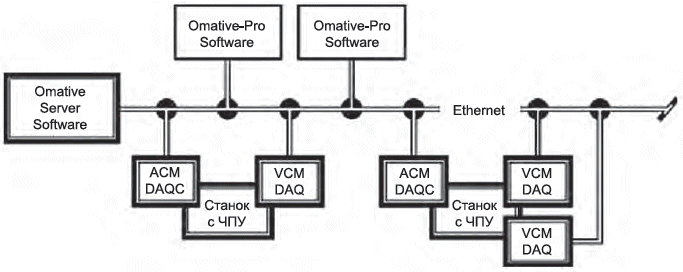
Рисунок 10 - Структура сети системы СКПТС
3) системы адаптивного регулирования и мониторинга для металлообрабатывающих станков с ЧПУ.
Основные функции системы:
- регулирование подачи;
- защита инструмента;
- защита шпинделя;
- регулирование подачи и износ инструмента;
- мониторинг состояния инструмента;
- обнаружение поломки инструмента.
В режиме мониторинга система выполняет мониторинг нагрузки шпинделя и состояния инструмента для обеспечения защиты инструментов, шпинделя и заготовки. В режиме мониторинга, также как и в режиме управления подачей, OMATIVE АСМ сохраняет в памяти станка информацию как о событиях, так и о состоянии станка на каждый момент времени. Два механизма контроля могут применяться:
- "максимальная нагрузка" мониторинг - OMATIVE АСМ непрерывно сравнивает нагрузку на шпинделе с предварительно записанной максимальной величиной для данной операции. Контролируются два уровня:
1) уровень предупреждения - если только превышен уровень предупреждения, OMATIVE АСМ индикатирует предупредительное сообщение и обработка продолжается. Движение останавливается в воздухе или в конце операции в том случае, если для данной операции это задано;
2) уровень аварии - если превышен уровень аварии. OMATIVE АСМ останавливает движение на станке немедленно в том случае, если это задано для данной операции.
- мониторинг "полосы нагрузки" - OMATIVE АСМ непрерывно сравнивает нагрузку на шпинделе с предварительно записанным графиком изменения нагрузки для данной операции. Отслеживается две граничные полосы:
1) предупредительная полоса - если только отклонение превысило уровень предупреждения, OMATIVE АСМ индикатирует предупредительное сообщение, и обработка продолжается. Движение останавливается в воздухе или в конце операции в том случае, если для данной операции это задано;
2) аварийная полоса - если отклонение превысило уровень аварии, OMATIVE АСМ останавливает движение на станке немедленно в том случае, если это задано для данной операции.
При всех своих достоинствах, вышеперечисленные виды вибродиагностических испытаний оборудования по фактическому его состоянию не обеспечивают непрерывной и полной качественной картины состояния системы ТОиР, поскольку носят локальный характер и применимы к отдельным единицам или группе эксплуатируемого оборудования. Для получения полной качественной картины ТС станка необходима непрерывная диагностика с автоматической доставкой объективных результатов для отслеживания и анализа специалистами, ответственными за эксплуатацию оборудования. Только непрерывный мониторинг технического состояния машинных агрегатов в реальном времени позволяет перевести большинство отказов из категории внезапных в категорию предотвращаемых. Накопленный опыт отдельных предприятий и организаций, в т.ч представленных выше, излагается в следующем разделе 6.
|
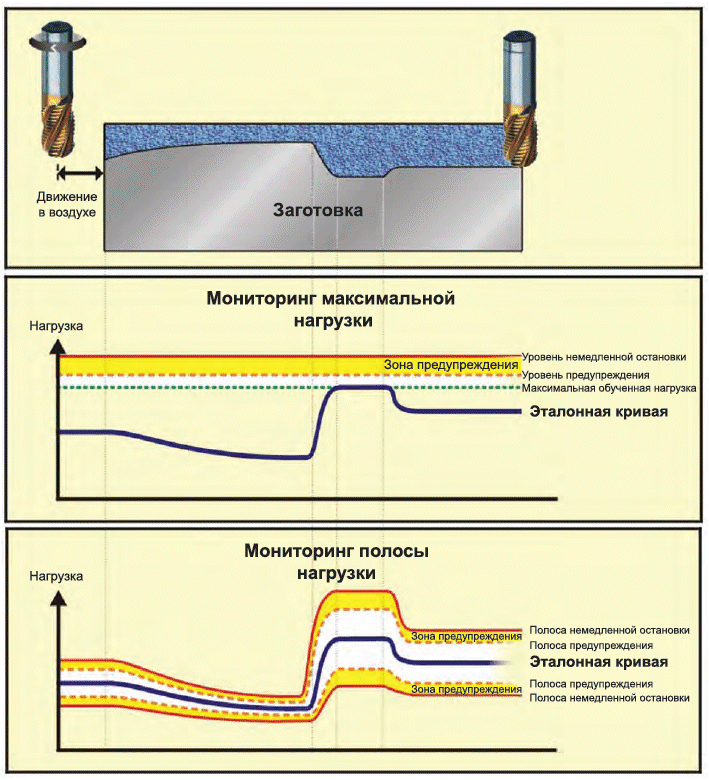
Рисунок 11 - Два механизма контроля операции
6 Функции и организационная структура служб диагностирования на современном производстве
В настоящее время разработаны и апробированы новые структуры ремонтных служб (ФГУП ГНП РКЦ "ЦСКБ-Прогресс", система "КОМПАКС" [7], "Диспетчер" [6]) и методов диагностики технического состояния станков с ЧПУ.
Главной особенностью структуры современных ремонтных служб является обязательное введение в ее состав специалистов по обслуживанию и ремонту электронной аппаратуры станка (машины) в целом и систем ЧПУ в частности, удельный вес ремонта которых в общем объеме выполнения ТОиР может достигать до 50%.
Состав реализуемых этими системами функций в общем аналогичный, в частности наибольшие наработки в вопросе организации современных служб по ТОиР выполнены ФГУП ГНП РКЦ "ЦСКБ-Прогресс".
На ФГУП ГНП РКЦ "ЦСКБ-Прогресс" реализована двухуровневая структура реализации диагностики ТС оборудования с ЧПЦ виброакустическим методом. При реализации двухуровневой структуры [10] процесса диагностики ТС оборудования с ЧПУ виброакустическим методом на первом уровне специалисты группы диагностики технических бюро по ремонту, расположенных непосредственно в цехах, эксплуатирующих оборудование с ЧПУ, периодически проводят измерение параметров вибрации (общего уровня виброскорости, мм/с, в стандартном диапазоне частот 10-1000 Гц) универсальными приборами - виброметрами, при этом, если общий уровень виброскорости узлов станка во всех точках измерения находится на низком уровне, то эксплуатация станка продолжается.
Если общий уровень виброскорости повышенный, то вызываются специалисты группы диагностики централизованного бюро диагностики и мониторинга для детальной диагностики станка по второму уровню. По результатам проведения диагностики виброакустическим методом выдается протокол с заключением о ТС узлов и деталей станка и рекомендациями по ТОиР. Для обеспечения реализации вибродиагностики на втором уровне используется виброанализаторы - они предназначены для детальной спектральной диагностики механизмов анализатора.
Стационарная система компьютерного мониторинга для предупреждения аварий и контроля ТС оборудования [7] для непрерывного мониторинга состояния оборудования предназначена для обеспечения безопасной экологически чистой ресурсосберегающей эксплуатации оборудования взрывопожароопасных производств, предупреждения аварий, производственных неполадок и управления техническим состоянием оборудования путем его непрерывного компьютерного мониторинга. Эта система вибромониторинга включает в себя:
- систему датчиков, контролирующих основные параметры оборудования; распределенную систему выносных модулей, обеспечивающих первичное преобразование сигналов с датчиков и их трансляцию в диагностический контроллер, а также обеспечивающих контроль за целостностью самих датчиков и линий связи. Датчики вибрации позволяют измерять совместно 3 вибропараметра: виброускорение, виброскорость и виброперемещение;
- диагностическую станцию, обеспечивающую сбор, хранение, обработку данных, отображение результатов мониторинга; диагностическую сеть предприятия Compacs-Net для предоставления на компьютерах пользователей (от персонала цеха до руководства предприятия) полной и своевременной информации о техническом состоянии оборудования.
Система вибродиагностики такого типа обеспечивает в автоматическом режиме, без участия человека, диагностику, мониторинг и прогноз технического состояния агрегатов с выдачей предписаний по ближайшим неотложным действиям с оборудованием технологическому персоналу в операторную установки и руководству предприятия посредством диагностической сети.
Это диагностика всех основных неисправностей оборудования и входящих в его состав узлов с вероятностью, близкой к 1, на непрерывно примыкающих интервалах времени, в течение которого состояние оборудования существенно не меняется. Мониторинг технического состояния оборудования позволяет своевременно обнаруживать возникновение деструктивных нагрузок, дефектов и неисправностей и принять оперативные меры по восстановлению удовлетворительного технического состояния оборудования или приостановить развитие неисправностей в нем. Система является универсальной системой комплексного мониторинга технического состояния оборудования и обладает гибкой распределенной параллельно-последовательной архитектурой, обеспечивающей высокую скорость и точность обработки информации (для динамического оборудования скорость опроса менее 0,02 мин на канал, а для статического в режиме реального времени), что позволяет реализовать следующие основные принципы:
- информационной полноты - обеспечивает выбор диагностических признаков, снижающий вероятность пропуска отказа;
- достаточности - определяет выбор минимального числа датчиков, обеспечивающих наблюдаемость технического состояния оборудования;
- инвариантности и коллективного распознавания - регламентирует выбор и селекцию коллективных диагностических признаков, которые инвариантны к конструкции машины и форме связи с параметрами ее технического состояния;
- структурной гибкости и программируемости - обеспечивает реализацию оптимальной параллельно-последовательной структуры системы;
- самодиагностики и автоматизированной поверки измерительных и управляющих каналов системы - обеспечивает легкий пуск системы в эксплуатацию, простоту обслуживания и ремонта отдельных каналов, метрологическую и функциональную надежность системы, ее выживаемость и приспособляемость к постоянно меняющимся условиям реального производства;
- слаженности интерфейса при максимальной информационной емкости экрана представления данных - обеспечивает восприятие оператором состояния технологической системы в целом при одном взгляде на монитор и получение предписания на ближайшие неотложные действия;
- многоуровневой организации - обеспечивает работу с системой специалистам разных уровней квалификации и ответственности.
Приложение А
(справочное)
Объекты и параметры диагностирования станков
|
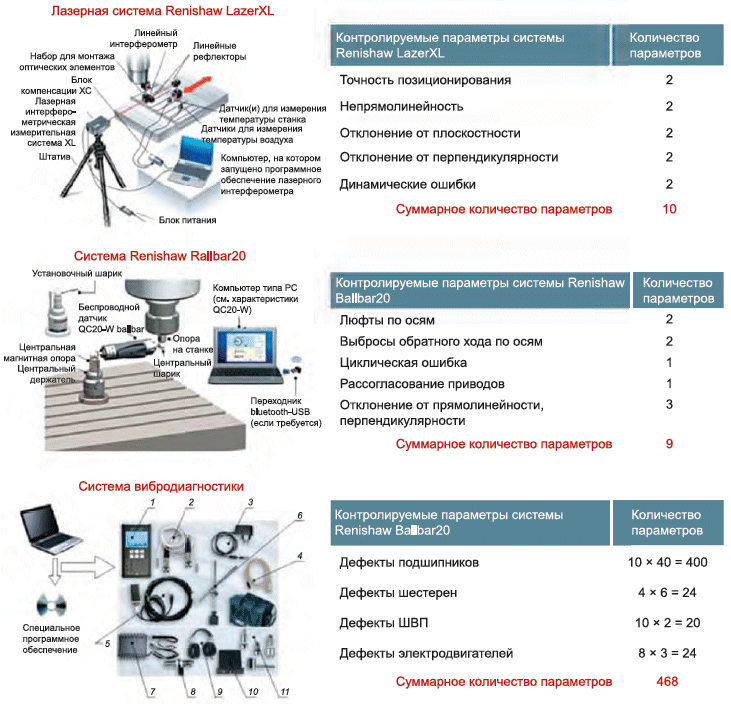
Рисунок А.1 - Типовые системы диагностирования
Таблица А.1 - Диагностические параметры, определяемые с помощью вибродиагностических методов
N | Определяемые параметры | Результаты измерения |
1 | Износ наружного кольца подшипника | |
2 | Износ внутреннего кольца подшипника | |
3 | Износ шариков или роликов подшипника | |
4 | Износ сепаратора | |
5 | Перекос наружного кольца подшипника | |
6 | Биение валов, шпинделей | |
7 | Неравномерный радиальный натяг в подшипнике | |
8 | Раковины, трещины на наружном кольце подшипника | |
9 | Раковины, трещины на внутреннем кольце подшипника | |
10 | Раковины, сколы на телах качения подшипника | |
11 | Дефект ведущей шестерни | |
12 | Дефект ведомой шестерни | |
13 | Дефект зацепления ведущей шестерни | |
14 | Дефект зацепления ведомой шестерни | |
15 | Биение винта шарико-винтовой передачи | |
16 | Перекос винта шарико-винтовой передачи | |
17 | Износ шариков шарико-винтовой передачи | |
18 | Раковины, сколы на телах качения шарико-винтовой передачи | |
19 | Износ винта шарико-винтовой передачи | |
20 | Раковины, трещины винта шарико-винтовой передачи | |
21 | Износ гаек шарико-винтовой передачи | |
22 | Раковины, трещины гаек шарико-винтовой передачи | |
23 | Дисбаланс валов, шпинделей, шкивов |
Параметры и объекты диагностики по методу точности и постоянства отработки круговой траектории.
|
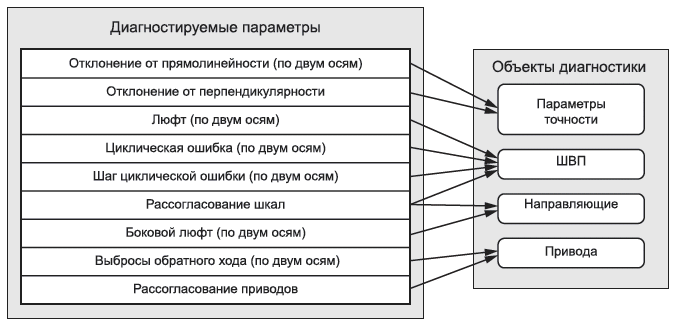
Рисунок А.2 - Диагностируемые параметры и объекты диагностики
|
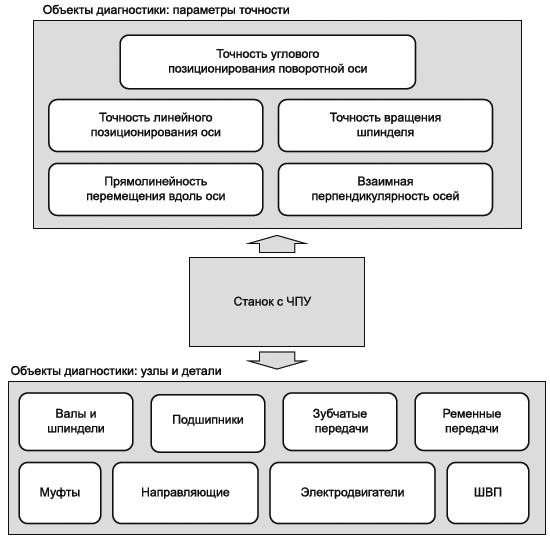
Рисунок А.3 - Объекты диагностики: параметры точности, узлы и детали
Приложение Б
(справочное)
Результаты диагностирования технического состояния станков
|
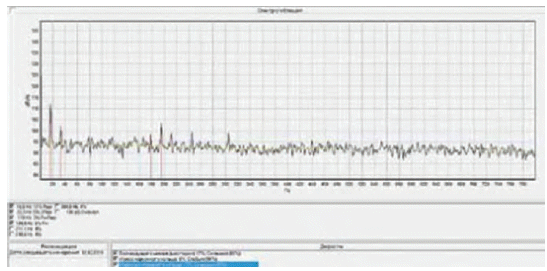
Рисунок Б.1 - График спектра вибрационного сигнала, характеризующего ременный привод станка
|
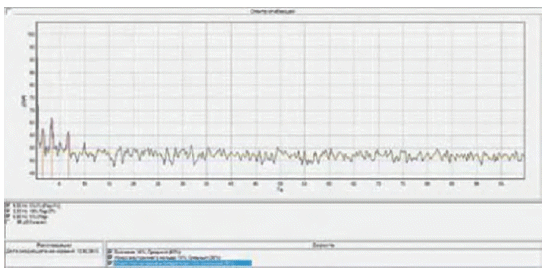
Рисунок Б.2 - Спектр огибающей вибрационного сигнала, определенный для подшипника SKF 3062, установленного в опоре привода подач по оси Z
|
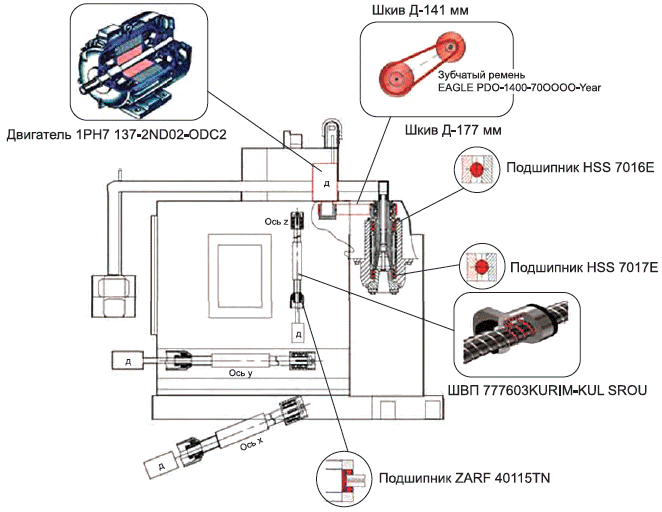
Рисунок Б.3 - Схема состояния деталей станка 1 М512 МФЗ N 1
|
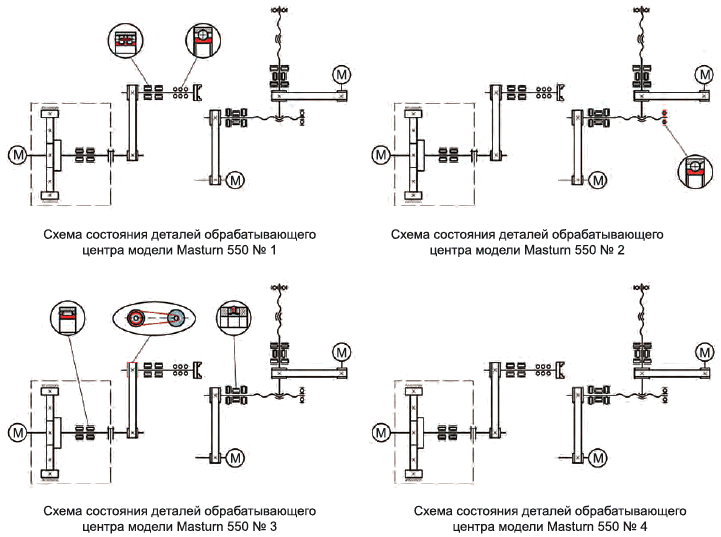
Рисунок Б.4 - Общие схемы состояния деталей по испытаниям четырех обрабатывающих центров
Как видно из схем состояния деталей ОЦ, имеются следующие дефекты:
- в станке модели Masturn 550 N 1 требуется заменить шпиндельные подшипники SKF7024 и SKFNN3022;
- в станке Masturn 550 N 2 требуется заменить подшипник привода "Z" SKF6006;
- в станке Masturn 550 N 3 требуется заменить подшипник привода "Z" SKF3062 и подшипник коробки скоростей SKFNUP210, а также устранить биение шкива с диаметром 306 мм;
- в станке Masturn 550 N 4 замен не требуется.
Приложение В
(справочное)
Типовые схемы точек измерения
|
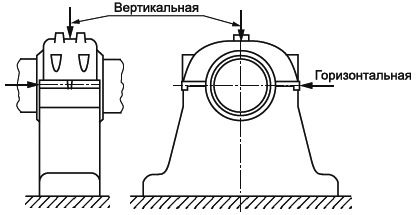
Рисунок В.1 - Точки измерения на опорах подшипника
|
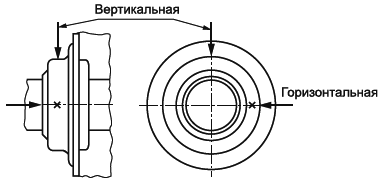
Рисунок В.2 -Точки измерения на корпусе подшипника
|
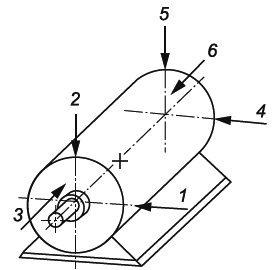
Рисунок В.3 - Точки измерения на малых электрических машинах
|
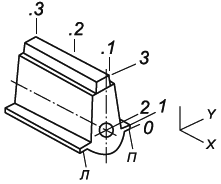
Рисунок В.4 - Точки измерения на двигателе
|
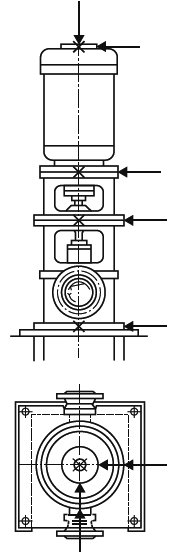
Рисунок В.5 - Точки измерения на вертикально установленной машине
|
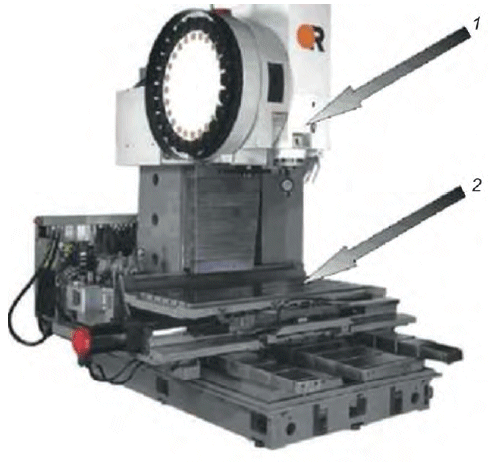
Рисунок В.6 - Схема измерения вибрационных характеристик станка модели 1 М521 МФ3
|
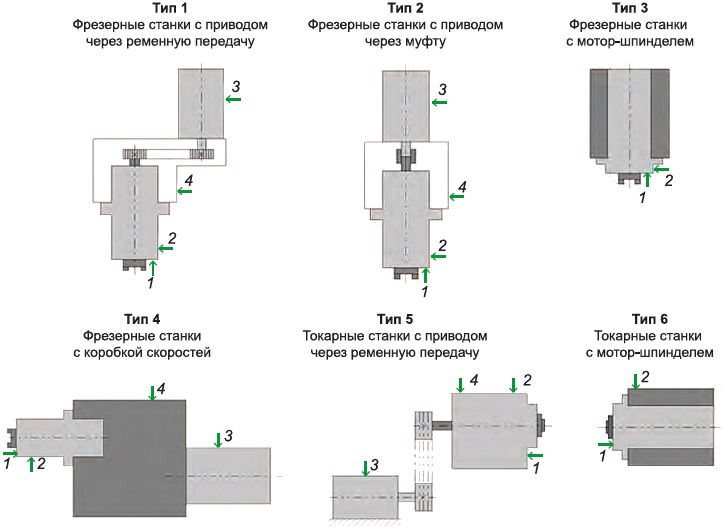
Рисунок В.7 - Типовые схемы установки датчиков по типам привода
Приложение Г
(справочное)
Базовые схемы диагностирования на современном производстве
Состав различных схем технического диагностирования:
|
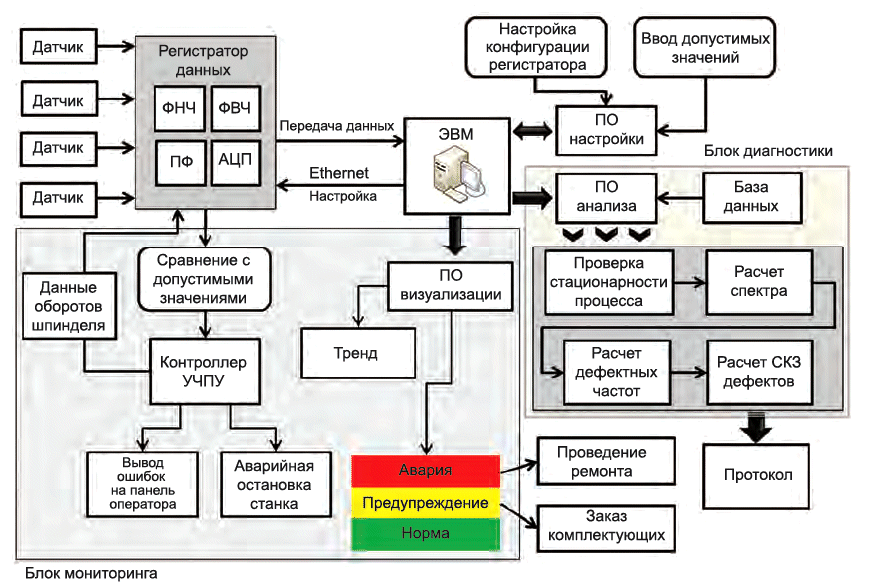
Рисунок Г.1 - Структура стационарной системы автоматизированной диагностики ТС оборудования с ЧПУ
|
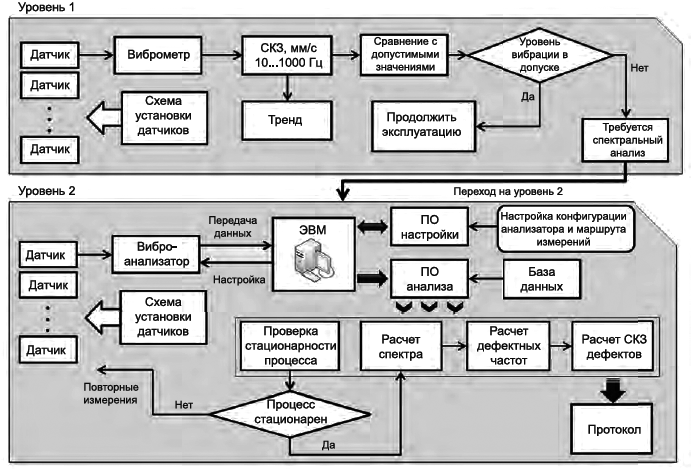
Рисунок Г.2 - Двухуровневая структура реализации диагностики ТС оборудования с ЧПУ виброакустическим методом
|
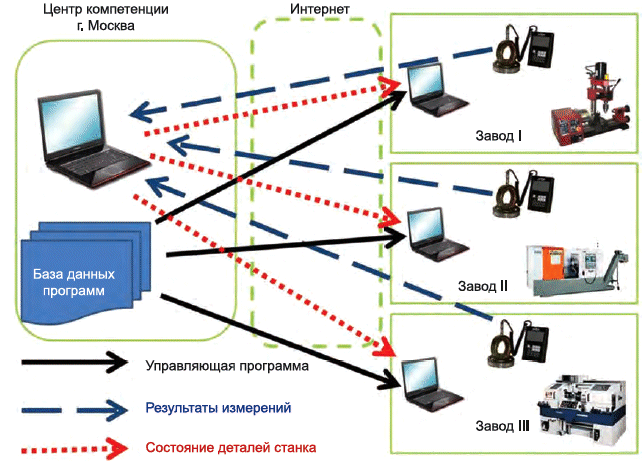
Рисунок Г.3 - Схема удаленной диагностики станков
Приложение Д
(справочное)
Комплексная диагностика горизонтально-расточного станка модели 2В622Ф4 после модернизации, не обеспечивающей обработку с требуемой точностью (фирма ООО "Перитон индастриал")
Диагностика выполнялась двумя методами: проверка точности и постоянства отработки круговой траектории станков с ЧПУ и вибродиагностическим методом.
Оценка точности и постоянства отработки круговой траектории станка проводилась при наиболее сложном кинематическом режиме работы станка, при его интерполяции по окружности, причем два прохода против часовой стрелки, а затем по часовой стрелке, в соответствии с методикой в ГОСТ 30544 при использовании высокоточных измерительных средств для контроля 17 важнейших параметров станка.
|

Рисунок Д.1 - Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости X и Y по методике Renishaw
На рисунке Д.2 приведены результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 по методике ГОСТ ISO 230-4:2015 в плоскости X и Y. Отличие от методики Renishaw состоит в том, что проверка выполняется при отработке круговой интерполяции только в одном направлении.
|

Рисунок Д.2 - Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости X и Y по методике ГОСТ ISO 230-4:2015
|
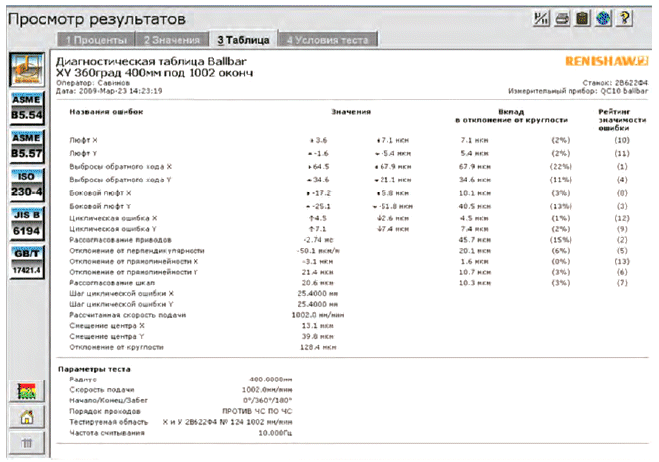
Рисунок Д.3 - Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости X и Y по методике Renishaw
Как следует из приведенных данных, отклонение от точности отработки круговой траектории станка 2В622Ф4 в плоскости X и Y составляет 128,4 мкм. Наибольшую погрешность в отклонении от крутости в плоскости X и Y вносят следующие составляющие:
- выбросы обратного хода по оси X - 67,9 мкм, что составляет 22% от суммарного отклонения от круглости;
- выбросы обратного хода по оси Y - 34,6 мкм, что составляет 1% от суммарной ошибки;
- рассогласование приводов по осям X и Y - 45,7 мкм, что составляет 15% от суммарного отклонения от круглости;
- боковой люфт по оси Y - 40,5 мкм, что составляет 13% от суммарной ошибки;
- отклонение от перпендикулярности 20,1 мкм, что составляет 6% от суммарной ошибки.
Остальные составляющие вносят в суммарную ошибку не более 5%, вследствие этого не требуют регулировки.
|
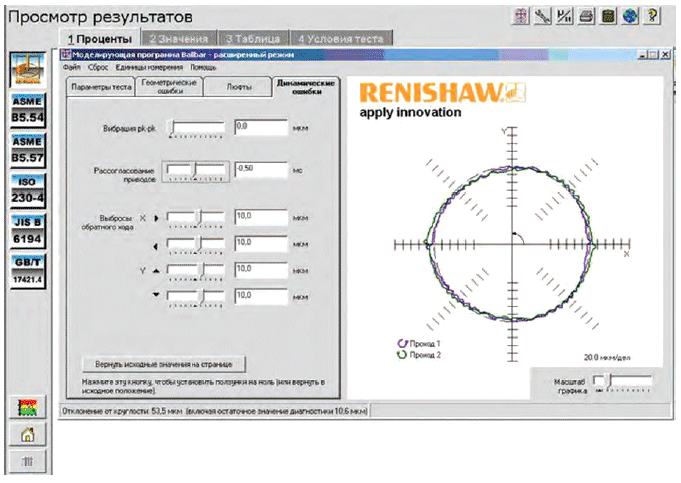
Рисунок Д.4 - Результаты модуляции проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости X и Y по методике Renishaw, при устранении вышеприведенных недостатков
|
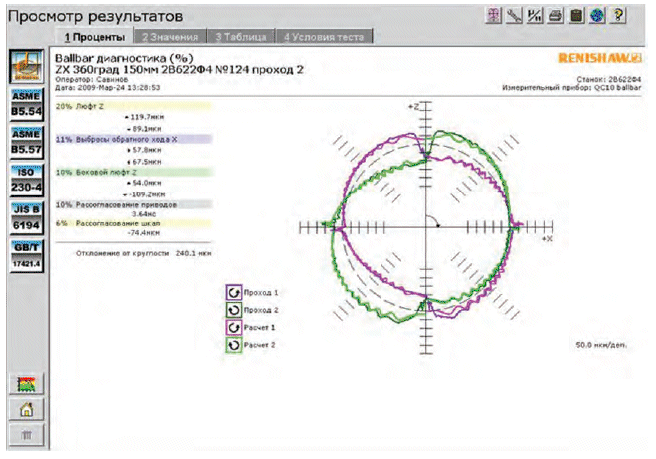
Рисунок Д.5 - Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости X и Z по методике Renishaw
|
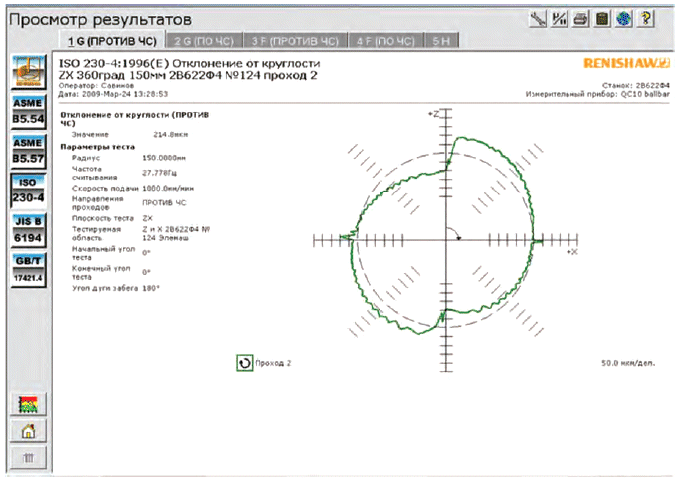
Рисунок Д.6 - Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости X и Z по методике ГОСТ ISO 230-4:2015
|
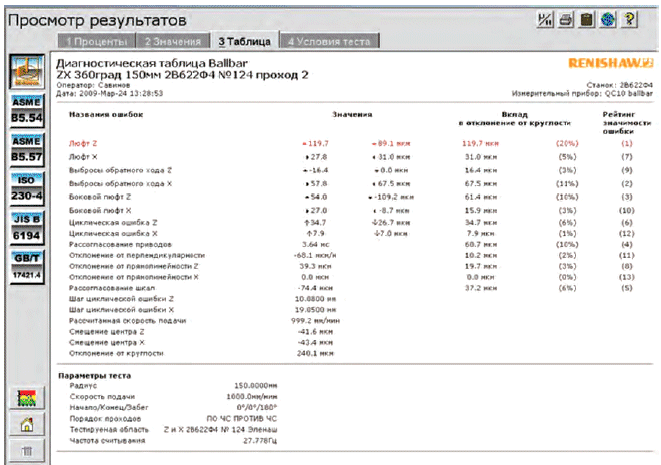
Рисунок Д.7 - Результаты проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости X и Z по методике Renishaw
Как следует из приведенных данных, отклонение от точности отработки круговой траектории станка 2В622Ф4 в плоскости X и Z составляет 240,1 мкм. Наибольшую погрешность в отклонении от крутости в плоскости X и Z вносят следующие составляющие:
- люфт по оси Z - 119,7 мкм, что составляет 20% от суммарного отклонения от крутости;
- выбросы обратного хода по оси X - 67,5 мкм, что составляет 11% от суммарного отклонения от крутости;
- боковой люфт по оси Z - 61,4 мкм, что составляет 10% от суммарной ошибки;
- рассогласование приводов по осям X и Z - 60,7 мкм, что составляет 10% от суммарного отклонения от круглости;
- рассогласование шкал по осям X и Z - 37,2 мкм, что составляет 6%.
Остальные составляющие вносят в суммарную ошибку не более 6%, вследствие этого не требуют регулировки.
При устранении вышеприведенных недостатков, приведя регулировку каждой из составляющих до величины не более 10 мкм, возможно повышение точности станка в плоскости X и Z до 90,2 мкм, то есть в 2,6 раза, что показано на рисунке Д.8.
|
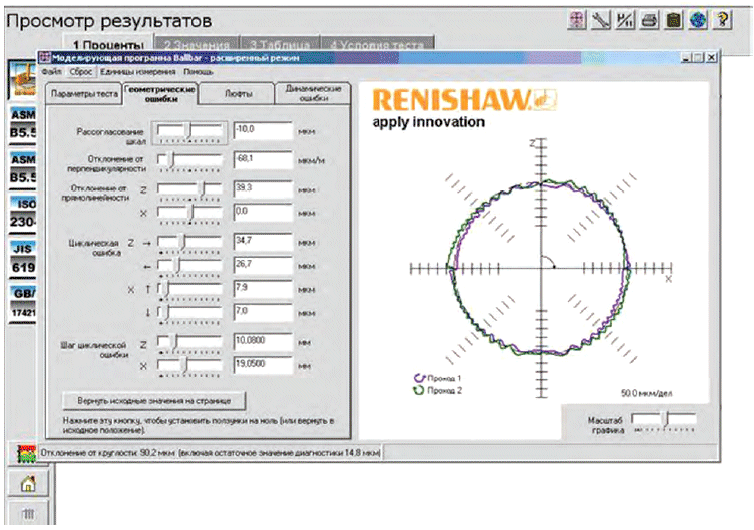
Рисунок Д.8 - Результаты модуляции проверки точности и постоянства отработки круговой траектории на станке 2В622Ф4 в плоскости X и Z по методике Renishaw при устранении вышеприведенных недостатков
Оценка состояния подшипников, шестерен, деталей шариково-винтовых пар
При этом методе диагностировалось 23 параметра станка. Дефекты каждого подшипника, в том числе износ наружного или внутреннего кольца, перекос наружного кольца, износ шариков или роликов, биение или перекос валов и шпинделей, износ каждой шестерни, погрешность зацепления каждой передачи, износ гаек или винта ШВП, износ шариков ШВП, перекос винта ШВП и пр. (качественная и количественная картина дефектов узлов станка изложена в таблице Д.1).
Предварительно, перед испытаниями, создавалась управляющая программа, в которую были введены параметры подшипников, шестерен, шариково-винтовых пар, установлен частотный диапазон для измерения вибрационных характеристик и показатели, характеризующие динамику работы узлов и деталей станка. Выбираются опорные точки для установки акселерометра, показанные на рисунке Д.9. Ниже на рисунке Д.10 приведен спектр огибающей линии частоты вибрации горизонтально-расточного станка 2В622Ф4. Как следует из спектра, дефекты проявляются в виде пиков на спектре, причем частота пика определяет вид дефекта, а величина пика по сравнению со среднеквадратичным уровнем сигнала - величину дефекта. При рассмотрении графика видно, что пик-факторы спектра огибающей, снятые экспериментально и рассчитанные для конкретного элемента, совпадают на 18 частотах, что говорит о высокой точности идентификации дефекта. Экспериментальные значения, приведенные на графике, изображены в виде непрерывной синей линии, а расчетные значения, характеризующие износ внутреннего кольца конкретного подшипника, приведены в виде дискретных линий красного цвета. При совместном наложении экспериментальных и расчетных значений на одном графике, видно отличное совпадение на следующих частотах: 3,35 Гц; 6,69 Гц; 10,04 Гц; 13,41 Гц; 16,75 Гц; 20,08 Гц; 26,77 Гц; 33,44 Гц; 40,19 Гц; 46,91 Гц; 50,25 Гц; 56,93 Гц; 66,96 Гц; 76,98 Гц; 87,01 Гц; 103,87 Гц; 113,81 Гц; 130,48 Гц.
|
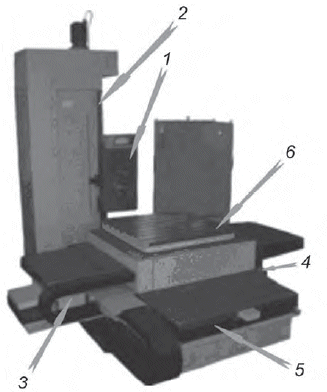
Рисунок Д.9 - Схема расположения точек измерения для вибродиагностики горизонтально-расточного станка модели 2В622Ф4
|
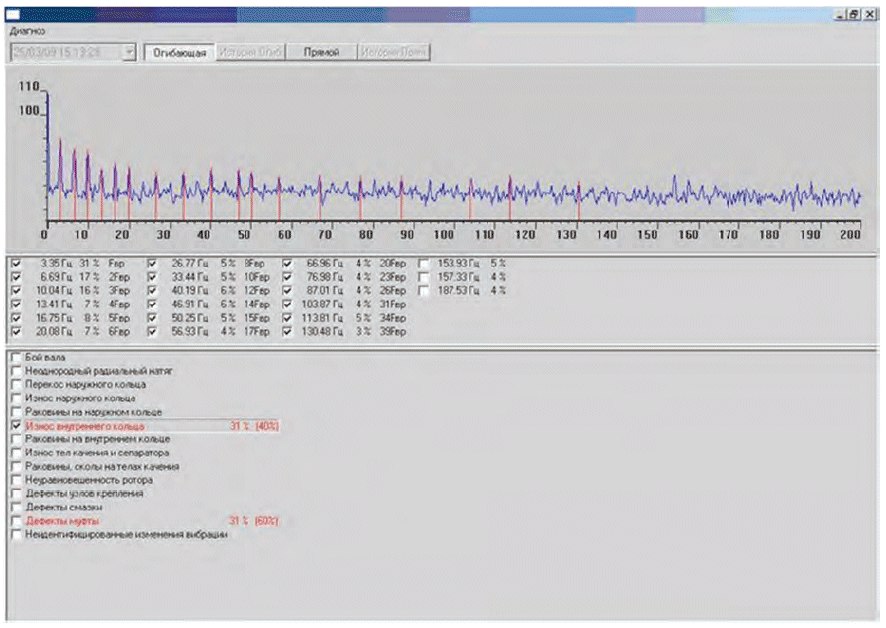
Рисунок Д.10 - График спектра огибающей станка модели 2В622Ф4
Таблица Д.1 - Результаты вибродиагностических измерений горизонтально-расточного станка 2В622Ф4 без его разборки
Наименование детали | Дефект | Процент износа детали |
(До 10% износ допустимый) | ||
Шпиндельный узел | ||
Раковины на наружном кольце | 9% | |
Подшипник качения 2007934 | Износ наружного кольца | 7% |
Редуктор 33/41 | Без износа | |
Подшипник качения вала 117732 | Раковины на внутреннем и на наружном кольце | 7% |
Износ тел качения и сепаратора | 6% | |
Раковины на наружном кольце | 9% | |
Подшипник качения вала 178817 | Без износа | |
Подшипник качения 216 | Износ наружного кольца | 5% |
Редуктор 78/48 | Без износа | |
Подшипник качения вала 1000818 | Раковины на внутреннем кольце | 9% |
Подшипник качения 1000818 | Обкатывание наружного кольца | 7% |
Износ тел качения и сепаратора | 7% | |
Раковины на наружном кольце | 6% | |
Подшипник качения вала 2007118 | Без износа | |
Подшипник качения вала 203 | Раковины на внутреннем кольце | 5% |
Подшипник качения вала 216 | Без износа | |
Редуктор 20/96 | Без износа | |
Подшипник качения 8107 | Неоднородный радиальный натяг | 4% |
Износ наружного кольца | 4% | |
Привод шпиндельного узла | Без износа | |
Подшипник качения вала 210 | Бой вала | 19% |
Износ внутреннего кольца | 19% | |
ШВП | Раковины на резьбовой поверхности гайки | 9% |
Бой вала | 6% | |
Износ резьбовой поверхности гайки | 7% | |
Износ резьбовой поверхности винта | 6% | |
Подшипник качения вала 8209 | Без износа | |
Подшипник качения вала 108 | Без износа | |
Подшипник качения 8208 | Без износа | |
Поперечный привод | ||
Подшипник качения вала 208 | Износ внутреннего кольца | 10% |
Бой вала | 10% | |
ШВП | Износ тел качения и сепаратора | 7% |
Подшипник качения вала 8211 | Без износа | |
Подшипник качения 109 | Обкатывание наружного кольца | 3% |
Продольный привод | ||
Подшипник качения вала 111 | Бой вала | 32% |
Износ внутреннего кольца | 32% | |
Подшипник качения вала 80213 | Бой вала | 36% |
Износ внутреннего кольца бой вала | 36% | |
Подшипник качения вала 8313 | Износ внутреннего кольца | 28% |
Перекос винта ШВП | 28% | |
ШВП | Износ резьбовой поверхности винта | 31% |
Перекос винта ШВП | 31% | |
Подшипник качения 4074111 | Обкатывание наружного кольца | 31% |
Раковины на внутреннем кольце | 5% | |
Износ наружного кольца | 4% | |
Вертикальный привод | ||
Подшипник качения вала 208 | Без износа | |
ШВП | Неоднородный радиальный натяг | 10% |
Износ резьбовой поверхности винта | 10% | |
Износ тел качения | 7% | |
Подшипник качения вала 8211 | Без износа | |
Подшипник качения 109 | Обкатывание наружного кольца | 4% |
Поворотный стол | ||
Подшипник качения вала 109 | Без износа | |
Редуктор 79/79 | Без износа | |
Подшипник качения вала 110 | Без износа | |
Подшипник качения вала 80108 | Износ тел качения и сепаратора | 6% |
Подшипник качения вала 8111 | Без износа | |
Подшипник качения вала 111 | Без износа | |
Редуктор 2/35 | Без износа | |
Подшипник качения вала 306 | Без износа | |
Подшипник качения вала 2007118 | Раковины и сколы на телах качения | 11% |
Редуктор 13/188 | Деформация шестерни с числом зубьев 13 | 9% |
Подшипник качения вала 3182120 | Износ тел качения и сепаратора | 15% |
На основании проведенных вибродиагностических испытаний станка 2В622Ф4 необходимо провести следующие ремонтные работы:
1. Для привода шпиндельного узла необходимо заменить подшипник 210;
2. Для продольного привода заменить подшипники 111,80213,8313,4074111, а также ШВП;
3. Для поворотного стола заменить подшипники 2007118,3182120.
В результате выполненной полной диагностики выявлены основные дефекты, которые не позволяют выполнить на станке 2В622Ф4 обработку деталей с необходимой точностью.
Таким образом, вместо полной разборки станков, требуется лишь частичный разбор тех узлов, где имеются дефектные детали и устранение конкретных неисправностей, то есть, реально необходимый объем работы сокращается по сравнению с затратным методом, согласно ППР. Также сокращается время ремонта, так как не требуется разбирать исправные узлы и можно заранее заказать требующиеся для замены комплектующие. Также выявлены практически все параметры, детали и комплектующие, которые требуют регулировки или замены, что обеспечивает обоснованную трудоемкость работ и служит основанием качественного выполнения ремонта оборудования.
Библиография
[1] | Клягин В.И., Сабиров Ф.С. Типовая система технического обслуживания и ремонта металлорежущего и деревообрабатывающего оборудования. М. Машиностроение, 1988 (Методика "Система ППР") |
[2] | Ящура А.И. Система технического обслуживания и ремонта общепромышленного оборудования. М.: НЦ ЭНАС, 2006 |
[3] | НП Корпорация "Мир", система стандартов "СТИ-Мир-001-009", г.Москва |
[4] | Кузнецов А.П. Технический уровень и конкурентоспособность и конкурентоспособность металлорежущих станков // "Станкоинструмент", N 4, 2016 |
[5] | Базаров Б., Сахаров А. Определение технологических возможностей станочного парка предприятия//"Станкоинструмент", N 2, 2016 |
[6] | Система мониторинга "Диспетчер" |
[7] | АСУ БЭР "Компакс", НПЦ "Динамика" |
[8] | Барков А.В., Баркова Н.А. Вибрационная диагностика машин и оборудования. Спб: Изд. Центр СПб МТУ, 2004 |
[9] | Азовцев Ю.А., Баркова Н.А., Гаузе А.А. Вибрационная диагностика роторных машин и оборудования целлюлозно-бумажных комбинатов. Спб.: Изд. Центр СПб МТУ, 2014 |
[10] | Писарев В.И., Ваганов А.А., Денисенко А.Ф., Тютерев И.О. Техническое обслуживание и ремонт металлообрабатывающих станков с ЧПУ на основе безразборной диагностики технического состояния // Известия Самарского народного центра Российской академии наук, т. 16, N 1(2), 2014 |
[11] | Савинов Ю.И. Полная диагностика горизонтально-расточного станка модели 22В22Ф4, 125130, г.Москва, Старопетровский проезд, 11, ООО "Перитон индастриал" |
[12] | Виброанализатор для экспресс вибродиагностики CSI 2140 ф. "BALTECH", 194044, Россия, Санкт-Петербург, ул.Чугунная, 40 |
[13] | Митрофанов С.В., Сташкевич А.С. Методы вибрационного контроля оборудования. Материалы ВНМ конференции. Оренбург: Оренбургский государственный университет, 2013 |
[14] | Писарев В.И. АСУ ТОиР по техническому состоянию с прогнозированием надежности оборудования с ЧПУ // Материалы научно-технической конференции, "Эффективное производство", Сколково, 2016 |
[15] | Ваганов А.А., Писарев В.И. Система автоматизированного мониторинга технического состояния привода главного движения металлообрабатывающих станков с ЧПУ // VII Всероссийская конференция "Актуальные проблемы машиностроения", 25-27 марта 2015 г. |
[16] | Пискарев П.Ю., Шмаков В.А. Методологические и технические проблемы диагностики металлорежущих станков. Спб.: СПГТУ |
[17] | Шадский Г.В., Ерзин О.А., Рожков С.В. О диагностике технического состояния узлов металлорежущих станков // ежег. ж-л "Известия Тульского ГУ". Техническая наука, 2014 |
[18] | Савинов Ю.И. Современная комплексная диагностика технического состояния станков // СТИН, N 9, 2008 |
[19] | Савинов Ю.И. Управление жизненным циклом станков на предприятиях Роскосмоса // "Станкоинструмент", N 2, 2016 |
[20] | Савинов Ю.И. Обслуживание станков по фактическому состоянию // РИТМ, N 4, 2011 |
[21] | Диагностика станков в компании Станкостроительная компания ООО "Станкоснаб", г.Москва, Алтуфьевское шоссе, 44 |
[22] | Системы диагностики "OMATIVE" ООО "Вектор": Челябинск, Проспект Победы, 215, 2017 г . |
УДК 621.9.02-4945:006.354 | ОКС 25.080.01 | ОКП 38 1000 |
Ключевые слова: методика испытаний, погрешность, отклонения, круговые траектории, станки с ЧПУ | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}