ГОСТ 18139-72
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОЛУАВТОМАТЫ ТОКАРНЫЕ МНОГОШПИНДЕЛЬНЫЕ ПАТРОННЫЕ ВЕРТИКАЛЬНЫЕ
Основные размеры
Multi-spindle chuck vertical semiautomatic lathes.
Basic dimensions
MКC 25.080.10
Дата введения 1974-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.09.72 N 1784
3. Стандарт соответствует СТ СЭВ 5938-87 в части типоразмерного ряда полуавтоматов токарных многошпиндельных патронных вертикальных: 250; 320; 400; 500; 630 в соответствии со специализацией СССР
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 6636-69 | 2 |
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ (январь 2007 г.) с Изменениями N 1, 2, 3, утвержденными в ноябре 1978 г., августе 1986 г., июне 1988 г. (ИУС 12-78, 11-86, 9-88)
1. Настоящий стандарт распространяется на токарные многошпиндельные патронные вертикальные полуавтоматы последовательного действия.
2. Основные размеры токарных полуавтоматов должны соответствовать указанным на черт.1, 2 и в таблице.
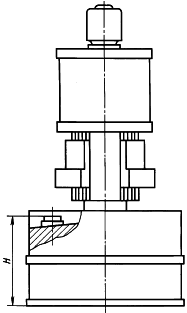
Черт.1
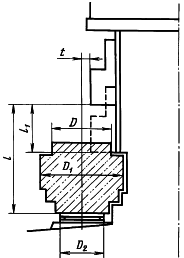
Черт.2
Черт.1, 2 не определяют конструкции станков.
Размеры в мм
1. Наибольший диаметр | 250 | 320 | 400 | 500 | 630 |
2. Наибольший диаметр | 500 | 530 | 560 | 600 | 800 |
3. Посадочный диаметр | 250 | 425 | 340 | 500 | 500 |
4. Количество шпинделей | 8 | 6 | 8 | 8 | 6 |
5. Расстояние | 56 | 56 | 56 | 56 | 56 |
6. Наибольшее расстояние | 600 | 600 | 600 | 630 | 670 |
7. Наибольший вертикальный ход суппорта | 200 | 200 | 320 | 400 | 400 |
8. Расстояние | 1180 | 1180 | 1180 | - | - |
Примечания:
1. Зазоры между обрабатываемой деталью и станиной станка не менее - 1% от и
.
2. Размеры, приведенные в скобках, для нового проектирования не применять.
3. Размеры, указанные в пп.2, 5, 6 и 7, могут быть увеличены, а в п.8 - уменьшены по ряду Ra 40 ГОСТ 6636.
(Измененная редакция, Изм. N 1, 2).
Электронный текст документа
и сверен по:
, 2007
{kind=link}