ГОСТ 7640-76
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ЗУБОШЛИФОВАЛЬНЫЕ С КОНИЧЕСКИМ КРУГОМ
ДЛЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Нормы точности
Cylindrical gear grinders with cone grinding wheel.
Standards of accuracy
ОКП 38 1562
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
B.C.Белов, д-р наук; Е.К.Филиппов, канд. наук; В.А.Веденский; В.И.Абанкин; Н.С.Бургомистров; Т.Ю.Ротницкая; Е.С.Актова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.09.76 N 2221
3. ВЗАМЕН ГОСТ 7640-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | Вводная часть |
ГОСТ 1643-81 | 2.1 |
ГОСТ 2789-73 | 2.5 |
ГОСТ 22267-76 | 1.1, 1.3-1.7 |
5. Ограничение срока действия снято Постановлением Госстандарта от 22.06.88 N 2056
6. ПЕРЕИЗДАНИЕ (сентябрь 1998 г.) с Изменениями N 1, 2, утвержденными в сентябре 1983 г., июне 1988 г. (ИУС 1-84, 10-88)
Настоящий стандарт распространяется на зубошлифовальные станки, работающие с коническим крутом по методу обкатки, с единичным делением общего назначения классов точности В и А для прямозубых и косозубых цилиндрических колес с внешними зубьями.
Стандарт распространяется на станки, изготовляемые для нужд народного хозяйства и экспорта.
Общие требования к испытаниям станков на точность - по ГОСТ 8.
Нормы точности станков классов точности В и А не должны превышать значений, указанных в табл.1-18.
Стандарт не распространяется на зубошлифовальные станки с электронной системой связи кинематической цепи.
(Измененная редакция, Изм. N 2).
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
Проверка 1.1. Плоскостность рабочей поверхности стола
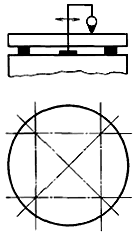
Черт.1
Таблица 1
Длина измерения, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 320 | 6 | 4 |
Св. 320 до 500 | 8 | 5 |
" 500 " 800 | 10 | 6 |
" 800 " 1250 | 12 | 8 |
Выпуклость не допускается |
Метод проверки
Измерения - по ГОСТ 22267, разд.4, метод 3 (черт.1) не менее, чем в трех поперечных и продольных и двух диагональных направлениях.
(Измененная редакция, Изм. N 1, 2).
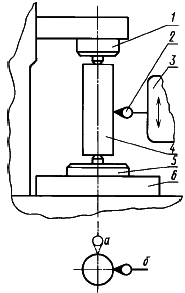
Проверка 1.2. Стабильность положения стола в радиальном направлении (для станков без отверстия для центрирования оправки):
а) у рабочей поверхности;
б) на расстоянии
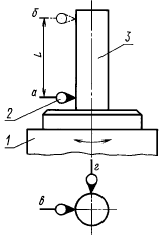
Черт.2
Таблица 2
Наибольший диаметр обрабатываемого колеса, мм | Номер проверки |
| Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 320 | 1.2а | - | 2,5 | 1,6 |
1.2б | 150 | 4 | 2,5 | |
Св. 320 до 500 | 1.2а | - | 3 | 2 |
1.2б | 200 | 5 | 3 | |
Св. 500 до 800 | 1.2а | - | 4 | 2,5 |
1.2б | 300 | 6 | 4 | |
Св. 800 до 1250 | 1.2а | - | 5 | 3 |
1.2б | 300 | 8 | 5 |
На столе 1 станка укрепляют регулируемую контрольную оправку 3 с цилиндрической рабочей частью так, чтобы ее ось совпала с осью вращения стола.
Измерительный прибор 2 укрепляют так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Второй измерительный прибор укрепляют под 90° к первому.
Измерения производят двумя измерительными приборами одновременно в двух положениях в и г.
Биение определяют как наибольшую алгебраическую разность из двух алгебраических разностей показаний каждого из двух измерительных приборов, установленных в положениях в и г.
(Измененная редакция, Изм. N 1, 2).
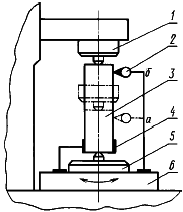
Проверка 1.3. Осевое биение стола
Черт.3
Таблица 3
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 320 | 3 | 2 |
Св. 320 до 500 | 4 | 2,5 |
" 500 " 800 | 5 | 3 |
" 800 " 1250 | 6 | 4 |
Метод проверки
Измерения - по ГОСТ 22267, разд.17, метод 1 (черт.3).
(Измененная редакция, Изм. N 1, 2).
Проверка 1.4. Торцовое биение рабочей поверхности стола
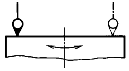
Черт.4
Таблица 4
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 320 | 8 | 5 |
Св. 320 до 500 | 10 | 6 |
" 500 " 800 | 12 | 8 |
" 800 " 1250 | 16 | 10 |
Метод проверки
Измерения - по ГОСТ 22267, разд.18, метод 1 (черт.4).
Измерительный наконечник должен отстоять от оси вращения на расстоянии не менее 0,4 диаметра рабочей поверхности стола.
(Измененная редакция, Изм. N 1, 2).
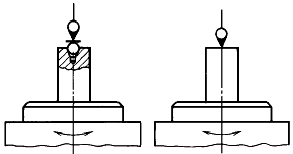
Проверка 1.5. Радиальное биение базирующей конической поверхности шлифовального шпинделя
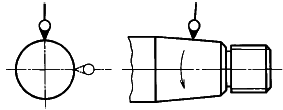
Черт.5
Таблица 5
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 500 | 3 | 2 |
Св. 500 до 1250 | 4 | 2,5 |
Метод проверки
Измерения - по ГОСТ 22267, разд.15, метод 1 (черт.5).
(Измененная редакция, Изм. N 1, 2).
Проверка 1.6. Осевое биение шлифовального шпинделя
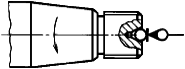
Черт.6
Таблица 6
Наибольший диаметр | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 500 | 2 | 1,2 |
Св. 500 до 1250 | 3 | 2 |
Метод проверки
Измерения - по ГОСТ 22267, разд.17, метод 1 (черт.6).
(Измененная редакция, Изм. N 1, 2).
Проверка 1.7. Параллельность рабочей поверхности стола направлению его продольного перемещения
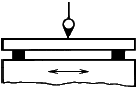
Черт.7
Таблица 7
Длина перемещения, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 160 | 8 | 5 |
Св. 160 до 250 | 10 | 6 |
" 250 " 400 | 12 | 8 |
" 400 " 630 | 16 | 10 |
Метод проверки
Измерения - по ГОСТ 22267, разд.6, метод 1а (черт.7).
Стол перемещают в продольном направлении на всю длину хода.
(Измененная редакция, Изм. N 1, 2).
Проверка 1.8. Соосность центра контрподдержки с осью вращения стола (для станков с нерегулируемым положением центра и контрподдержкой):
а) в нижнем положении пиноли;
б) в верхнем положении пиноли.
Черт.8
Таблица 8
Наибольшее расстояние между центрами, мм | Номер проверки | Допуск, мкм, для станков классов точности | |
B | А | ||
До 320 | 1.8а | 6 | 4 |
1.8б | 10 | 6 | |
Св. 320 до 630 | 1.8а | 8 | 5 |
1.8б | 12 | 8 | |
Св. 630 до 1000 | 1.8а | 10 | 6 |
1.8б | 16 | 10 | |
На столе 6 станка укрепляют регулируемый нижний центр 5 так, чтобы его ось совпадала с осью вращения стола.
Контрольную оправку 3 устанавливают между центрами и скрепляют со столом поводком 4.
Измерительный прибор 2 укрепляют на столе 6 так, чтобы его измерительный наконечник касался верхней части цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Измерение производят при закрепленной пиноли в верхнем и нижнем ее положениях при повороте стола 6 на 360°.
Отклонение определяют как наибольшую алгебраическую полуразность показаний измерительного прибора в каждом его положении.
(Измененная редакция, Изм. N 2).
Проверка 1.9. Параллельность перемещения шлифовальных салазок оси центров контрподдержки и стола:
а) в плоскости, проходящей через линию центров и параллельной оси шлифовального шпинделя;
б) в плоскости, проходящей через линию центров и перпендикулярной оси шлифовального шпинделя
Черт.9
Таблица 9
Длина перемещения, мм | Номер проверки | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 160 | 1.9а | 5 | 3 |
1.9б | 6 | 4 | |
Св. 160 до 250 | 1.9а | 6 | 4 |
1.9б | 8 | 5 | |
Св. 250 до 400 | 1.9а | 8 | 5 |
1.9б | 10 | 6 | |
Св. 400 до 630 | 1.9а | 10 | 6 |
1.9б | 12 | 8 | |
Допускается наклон верхнего конца направляющих салазок только в сторону стола | |||
На столе 6 станка устанавливают регулируемый нижний центр 5 так, чтобы его ось совпала с осью вращения стола.
Регулируемый верхний центр 1 укрепляют в коническом отверстии пиноли контрподдержки так, чтобы его ось совпала с осью вращения стола.
Между нижним центром и центром контрподдержки устанавливают контрольную оправку 4 с цилиндрической рабочей частью.
На салазках шлифовальной бабки 3 укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Измерения производят на длине хода салазок шлифовального круга.
Отклонение в каждой плоскости определяют как алгебраическую полусумму двух алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, а затем по противоположной (при повороте стола на 180°).
Примечание. В станках, не имеющих контрподдержки, измерения производят по контрольной регулируемой оправке, выставленной по условиям проверки 1.2.
(Измененная редакция, Изм. N 2).
Проверка 1.10. Параллельность направления перемещения шлифовальных салазок (при наклоне поворотной части салазок поочередно в левое и правое положение) оси центров контрподдержки и стола в плоскости, проходящей через линию центров и параллельной оси шлифовального шпинделя
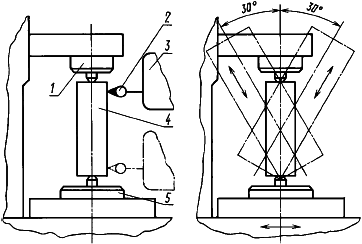
Черт.10
Таблица 10
Длина перемещения, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 160 | 8 | 5 |
Св. 160 до 250 | 10 | 6 |
" 250 " 400 | 12 | 8 |
" 400 " 630 | 16 | 10 |
Допускается наклон верхнего конца направляющих салазок только в сторону стола | ||
Положение центров должно быть по проверке 1.9.
Между нижним центром 5 и центром контрподцержки 1 устанавливают контрольную оправку 4 с цилиндрической рабочей частью. На салазках шлифовальной бабки 3 укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Измерения производят в крайних верхнем и нижнем положениях шлифовальных салазок при наклоне поворотной части салазок на угол 30° поочередно в левое и правое крайние положения (с закреплением поворотной части в этих положениях) и при продольном перемещении стола (фиксацией показания измерительного прибора в наивысшей точке оправки).
Отклонение определяют как алгебраическую полусумму двух алгебраических разностей показаний измерительного прибора, полученных в верхнем и нижнем сечениях сначала по одной образующей, а затем по противоположной (при повороте стола на 180°) отдельно для каждого углового положения шлифовальных салазок.
Примечание. В станках, не имеющих контрподдержки, измерения производят по контрольной регулируемой оправке, выставленной по условиям проверки 1.2.
(Измененная редакция, Изм. N 2).
Проверка 1.11. Точность положения в одной плоскости траектории рычага алмазодержателя механизма правки
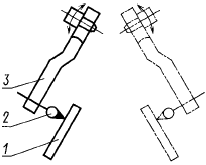
Черт.11
Таблица 11
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 1250 | 1 | 1 |
Измерительный прибор 2 укрепляют так, чтобы его измерительный наконечник касался контрольной линейки 1, установленной в плоскости перемещения алмаза.
Рычагу 3 сообщают качательное движение в обе стороны на угол поворота алмазодержателя.
Отклонение определяют как наибольшую алгебраическую разность показаний измерительного прибора.
Примечание. Проверку проводят вне станка.
Проверка 1.12. Точность червячной передачи цепи деления:
а) кинематическая;
б) циклическая
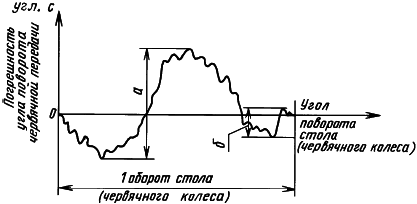
Черт.12
Таблица 12
Наибольший диаметр обрабатываемого колеса, мм | Номер проверки | Допуск, угл. с | Допуск, угл. с, для станков класса точности А |
До 320 | 1.12а | 20 | 12 |
1.12б | 8 | 5 | |
Св. 320 до 500 | 1.12а | 16 | 10 |
1.12б | 6 | 4 | |
Св. 500 до 800 | 1.12а | 12 | 8 |
1.12б | 5 | 3 | |
Св. 800 до 1250 | 1.12а | 10 | 6 |
1.12б | 4 | 2,5 |
Проверку проводят угломерным прибором, непрерывно или периодически указывающим погрешность поворота, например кинематомерами соответствующего типа.
Станок во время проверки настраивают на обработку образца-изделия (см. проверку 2).
Измерение кинематической и циклической погрешностей производят за один оборот стола.
При проверке определяют кинематическую и циклическую погрешности как наибольшие алгебраические разности:
- ординат графика за один оборот стола;
- соседних ординат графика, соответствующих частоте вращения кинематических элементов червячной передачи цепи деления.
Примечание. При отсутствии приборов данную проверку заменяют проверкой точности образца-изделия (см. проверки 2.1 и 2.2). Проверку проводят при всех испытаниях, кроме приемо-сдаточных.
(Измененная редакция, Изм. N 1, 2).
Проверка 1.13. Точность цепи обката на длине продольного перемещения стола, соответствующей углу поворота стола на 30°
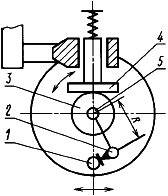
Черт.13
Таблица 13
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 320 | 6 | 4 |
Св. 320 до 500 | 8 | 5 |
" 500 " 800 | 10 | 6 |
" 800 " 1250 | 12 | 8 |
Проверку проводят с помощью прибора для контроля цепи обката, либо специальным кинематомером для проверки кинематической точности связанного вращательного и поступательного перемещений. На оправку 5, установленную по условиям проверки 1.9 или 1.2, надевают диск 3 прибора. Диаметр диска берут равным диаметру делительной окружности обрабатываемого колеса.
К диску прижимают подпружиненную линейку 4 прибора, укрепленную на станке параллельно направлению перемещения стола.
На оправке укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался укрепленного на столе упора 1.
Отклонение определяют пересчетом, исходя из наибольшей алгебраической разности показаний измерительного прибора
за соответствующий период измеряемой погрешности, по формуле
![]() ,
,
где - наибольший радиус делительной окружности обрабатываемой заготовки;
- длина плеча измерительного прибора.
Примечание. При отсутствии приборов для проверки цепи обката данную проверку заменяют проверкой точности образца-изделия (см. проверки 2.1 и 2.2). Проверку проводят при всех испытаниях, кроме приемо-сдаточных.
(Измененная редакция, Изм. N 2).
2. ПРОВЕРКА ТОЧНОСТИ ОБРАЗЦА-ИЗДЕЛИЯ
На станке шлифуют (при чистовом режиме шлифования) образец - стальное закаленное прямозубое колесо с размерами: ![]() ,
, ![]() и
и ![]() , где
, где ![]() и
и ![]() - соответственно наибольший диаметр и наибольший модуль устанавливаемой на станке заготовки;
- соответственно наибольший диаметр и наибольший модуль устанавливаемой на станке заготовки;
,
и
- соответственно диаметр, модуль и ширина венца зубчатого колеса образца-изделия.
Число зубьев образца-изделия выбирают таким образом, чтобы оно не было равным или кратным числу зубьев делительного колеса.
Примечание. Для пересчета допускаемых отклонений, заданных в угловых секундах, в микрометры следует пользоваться формулой
![]() ,
,
где - делительный диаметр образца-изделия, мм;
- допускаемое отклонение, мкм;
- допускаемое отклонение, угл. с.
(Измененная редакция, Изм. N 1, 2).
Проверка 2.1. Точность положения профилей соседних зубьев. Разность соседних окружных шагов
Таблица 14
Наибольший диаметр обрабатываемого колеса, мм | Допуск, угл. с | Допуск, угл. с, для станков класса точности А |
До 320 | 10 | 6 |
Св. 320 до 500 | 8 | 5 |
" 500 " 800 | 6 | 4 |
" 800 " 1250 | 5 | 3 |
Примечание. При переходе к отклонению шага по ГОСТ 1643 следует пользоваться формулой
![]() ,
,
где - разность соседних окружных шагов.
Измерения производят по обоим профилям зубьев соответствующим измерительным прибором.
Отклонение определяют как наибольшую разность между соседними окружными шагами.
(Измененная редакция, Изм. N 1, 2).
Проверка 2.2. Точность положения профилей зубьев на всей окружности. Накопленная погрешность окружного шага
Таблица 15
Наибольший диаметр обрабатываемого колеса, мм | Допуск, угл. с | Допуск, угл. с, для станков класса точности А |
До 320 | 32 | 20 |
Св. 320 до 500 | 25 | 16 |
" 500 " 800 | 20 | 12 |
" 800 " 1250 | 16 | 10 |
Измерения производят по обоим профилям зубьев соответствующим измерительным прибором, позволяющим проверить точность положения их профилей непосредственно или с последующим пересчетом.
Отклонение определяют как наибольшую алгебраическую разность накопленных погрешностей окружных шагов по всей окружности колеса.
(Измененная редакция, Изм. N 2).
Проверка 2.3. Точность профиля зуба
Таблица 16
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 320 | 6 | 4 |
Св. 320 до 500 | 8 | 5 |
" 500 " 800 | 10 | 6 |
" 800 " 1250 | 12 | 8 |
Измерение производят по обоим профилям зубьев на эвольвентомере.
Проверку проводят не менее чем на четырех зубьях, расположенных под углом 90° на окружности образца-изделия.
Погрешность профиля зуба определяют как наибольшее расстояние по нормали между двумя теоретическими профилями зуба, прилегающими к его фактическому профилю.
(Измененная редакция, Изм. N 1, 2).
Проверка 2.4. Точность направления зуба
Таблица 17
Ширина зубчатого венца образца, мм | Допуск, мкм | Допуск, мкм, для станков класса точности А |
До 40 | 6 | 4 |
Св. 40 до 60 | 8 | 5 |
" 60 " 100 | 10 | 6 |
" 100 " 160 | 12 | 8 |
" 160 " 250 | 16 | 10 |
Измерения производят по обоим профилям зубьев соответствующим измерительным прибором.
Проверку проводят не менее чем на четырех зубьях, расположенных под углом 90° на окружности образца-изделия.
Погрешность направления зуба определяют как наибольшее расстояние по нормали между двумя теоретическими направлениями зуба, прилегающими к его фактическому направлению.
(Измененная редакция, Изм. N 2).
Проверка 2.5. Шероховатость обработанной поверхности зуба
Таблица 18
Наибольший диаметр обрабатываемого колеса, мм | Параметр шероховатости | |
В | А | |
До 1250 | 0,8 | 0,63 |
Проверку шероховатости обработанной поверхности проводят по обоим профилям зубьев при помощи универсальных средств измерения шероховатости поверхности не менее, чем на четырех зубьях, расположенных под углом 90° на окружности образца-изделия.
(Измененная редакция, Изм. N 1, 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}