ГОСТ 32329-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НЕФТЕПРОДУКТЫ
Определение коррозионного воздействия на медную пластинку
Petroleum products. Determination of corrosiveness to copper strip
МКС 75.080
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский центр стандартизации, информации и сертификации сырья, материалов и веществ" (ФГУП "ВНИЦСМВ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 октября 2013 г. N 60-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 671-ст межгосударственный стандарт ГОСТ 32329-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен стандарту ASTM D 130-10* "Стандартный метод определения коррозионного воздействия нефтепродуктов на медь испытанием на медной пластинке" ("Standard test method for corrosiveness to copper from petroleum products by copper strip test", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Стандарт разработан Комитетом ASTM D02 "Нефтепродукты и смазочные материалы" и находится под контролем Подкомитета D02.05 Американского общества по испытаниям и материалам.
Наименование настоящего стандарта изменено относительно наименования указанного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Август 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
1.1 Настоящий стандарт устанавливает метод определения коррозионного воздействия на медь авиационного бензина, топлива для турбореактивных двигателей, автомобильного бензина, очищающих растворителей (Стоддарта), керосина, дизельного топлива, топочного мазута, смазочных масел, газового конденсата и других углеводородов с давлением насыщенных паров не более 124 кПа (18 фунтов на квадратный дюйм) при температуре 37,8°С.
Предупреждение - Некоторые продукты, в частности газовый конденсат, могут иметь более высокое значение давления насыщенных паров, превышающее характерное для автомобильного или авиационного бензина. Поэтому сосуд высокого давления, используемый в настоящем методе испытания, содержащий газовый конденсат или другие продукты с высоким давлением насыщенных паров, не помещают в баню температурой 100°С (212°F). Пробы с давлением насыщенных паров более 124 кПа (18 фунтов на квадратный дюйм) при температуре 100°С могут разрушить сосуд высокого давления. Пробу, имеющую давление насыщенных паров более 124 кПа (18 фунтов на квадратный дюйм), испытывают по ASTM D 1838.
1.2 Значения в единицах системы СИ рассматривают как стандартные. Значения в скобках приведены для информации.
1.3 В настоящем стандарте не предусмотрено рассмотрение всех вопросов обеспечения безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил по технике безопасности и охране здоровья, а также определяет целесообразность применения законодательных ограничений перед его использованием. Особые меры предосторожности приведены в 1.1, 7.1 и приложении А2.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)
__________________
Ссылки на стандарты ASTM можно уточнить на сайте ASTM www.astm.org или в службе поддержки клиентов ASTM [email protected], а также в информационном томе ежегодного сборника стандартов ASTM (Website standard's Document Summary).
ASTM D 396, Standard specification for fuel oils (Стандартная спецификация на нефтяные топлива)
ASTM D 975, Standard specification for diesel fuel oils (Стандартная спецификация на дизельные топлива)
ASTM D 1655, Standard specification for aviation turbine fuels (Стандартная спецификация на авиационные реактивные топлива)
ASTM D 1838, Standard test method for copper strip corrosion by liquefied petroleum (Lp) gases [Стандартный метод определения коррозионного воздействия сжиженных нефтяных газов (Lp) на медную пластинку]
ASTM D 4057, Standard practice for manual sampling of petroleum and petroleum products (Стандартная практика ручного отбора проб нефти и нефтепродуктов)
ASTM D 4177, Standard practice for automatic sampling of petroleum and petroleum products (Стандартная практика автоматического отбора проб нефти и нефтепродуктов)
ASTM D 6300, Standard practice for determination of precision and bias data for use in test methods for petroleum products and lubricants (Стандартная практика определения прецизионности и смещения для использования в методах испытаний нефтепродуктов и смазочных материалов)
ASTM E1, Standard specification for ASTM liquid-in-glass thermometers (Стандартная спецификация на стеклянные жидкостные термометры ASTM)
ASTM Adjunct: Copper strip corrosion standard (Приложение ASTM: Стандарт для определения коррозии медной пластинки)
___________________
Доступен в ASTM International Headquarters. Номер приложения - ADJD0130. Информацию о поставщике в Великобритании можно получить в Энергетическом институте, 61 New Cavendish St., London, WIG 7AR, U.K., Великобритания. Два основных стандарта находятся в IP.
3 Сокращения
В настоящем стандарте применены следующие сокращения:
3.1 CAMI - Институт производителей абразивной бумаги.
3.2 FEPA - Федерация европейских производителей абразивов.
4 Сущность метода
4.1 Отшлифованную медную пластинку погружают в испытуемый образец, нагреваемый при температуре и в течение времени, установленных для данного класса материала. После нагревания медную пластинку вынимают, промывают и определяют ее цвет и степень тусклости сравнением с эталоном ASTM по определению коррозии медной полоски.
5 Назначение и применение
5.1 Сырая нефть содержит сернистые соединения, большинство из которых должны быть удалены при очистке. Однако сернистые соединения остаются в нефтепродукте и некоторые из них могут вызывать коррозию различных металлов. Эта коррозионная способность может не зависеть от общего содержания серы. Коррозионность зависит от типов сернистых соединений. Испытание на медной пластинке предназначено для оценки относительной степени коррозионности нефтепродуктов.
6 Аппаратура
6.1 Для проведения испытания на медной пластинке применяют сосуд высокого давления из нержавеющей стали размерами, указанными на рисунке 1. Сосуд должен выдерживать испытательное давление 700 кПа (100 psi). Можно использовать разные конструкции крышки сосуда и резиновые прокладки, однако внутренние размеры сосуда должны соответствовать приведенным на рисунке 1. Внутренние размеры сосуда высокого давления должны обеспечивать размещение пробирок номинальными размерами 25х150 мм.
6.2 Пробирки из боросиликатного стекла номинальным размерами 25x150 мм. Внутренние размеры проверяют с помощью медной пластинки (см. 7.3). При добавлении в пробирку с медной пластинкой 30 см жидкости над верхней поверхностью пластинки должен быть слой жидкости высотой не менее 5 мм.
|
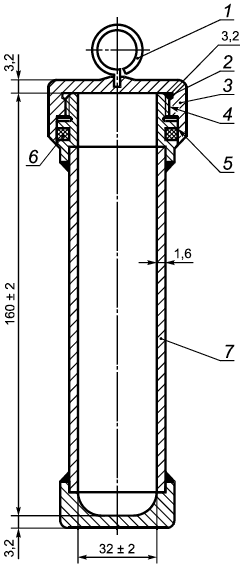
1 - подъемная петля; 2 - широкий паз для сброса давления; 3 - завинчивающаяся крышка; 4 - резьба NF - 12 витков на 1 дюйм или аналогичная; 5 - углубление внутри головки для защиты уплотнительного кольца круглого сечения при закрывании сосуда высокого давления; 6 - уплотнительное резиновое кольцо круглого сечения, не содержащее свободную серу; 7 - цилиндрический сосуд из нержавеющей стали (сварная конструкция; максимальное избыточное давление - 700 кПа)
Примечание 1 - Приведены номинальные размеры (без допусков).
Рисунок 1 - Сосуд высокого давления для испытания на медной пластинке
6.3 Бани для проведения испытания
6.3.1 Общие требования
Бани должны поддерживать температуру испытания с точностью ±1°С (2°F) от установленной температуры испытания.
6.3.2 Жидкостная баня, используемая для погружения сосудов высокого давления
Баня должна обеспечивать погружение одного или более сосудов высокого давления (см. 6.1). В качестве среды для бани используют воду или другую жидкость, обеспечивающую поддержание температуры при проведении испытаний. Баню оснащают стойками для фиксирования сосуда высокого давления в вертикальном положении.
6.3.3 Бани для пробирок
Жидкостные бани оснащают стойками для фиксирования пробирок в вертикальном положении (см. 6.2) при погружении пробирок приблизительно на 100 мм (4 дюйма) в жидкость бани. В качестве среды для бани используют воду или масло. Блочные бани должны поддерживать тот же температурный режим и условия погружения и быть откалиброванными по измерению температуры (передаче тепла) для каждого класса продукта при нагревании пробирок, наполненных 30 см продукта, с медной пластинкой установленных размеров и с датчиком температуры.
6.4 Датчик температуры (TSD), контролирующий заданную температуру испытаний в бане с точностью ±1°С или выше. Пригодны термометры ASTM 12С (12F) (см. ASTM Е1) или IP 64C (64F) полного погружения. При их использовании столбик ртути, выступающий над поверхностью бани при температуре испытания, должен быть не более 10 мм (0,4 дюйма).
6.5 Зажимное устройство для шлифования, прочно удерживающее медную пластинку, не царапая ее кромки при полировании. Можно использовать любой тип держателя (см. приложение Х1), обеспечивающий надежное крепление пластинки при полировании ее поверхности.
6.6 Пробирки для наблюдения
Применяют плоскую стеклянную пробирку для защиты корродированной медной пластинки при визуальном осмотре или хранении (см. приложение Х1). Пробирки для наблюдения должны иметь размеры, достаточные для размещения медной пластинки (см. 7.3), и не иметь царапин и других видимых дефектов.
6.7 Пинцет с кончиками из нержавеющей стали или фторопласта (PTFE) для удержания медных пластинок.
6.8 Электронный или ручной счетчик времени, обеспечивающий измерение времени с допускаемым отклонением.
7 Реактивы и материалы
7.1 Промывочный растворитель
Используют любой летучий углеводородный растворитель с содержанием серы не более 5 мг/кг, если он не вызывает потускнения всех металлов при испытании в течение 3 ч при температуре 50°С (122°F). При разногласиях арбитражным является растворитель 2,2,4-триметилпентан (изооктан) чистотой не менее 99,75%.
Предупреждение - Легковоспламеняющееся вещество, см. А2.1.
7.2 Материалы для подготовки (полировки) поверхности пластинки
Для подготовки поверхности пластинки применяют тонкую металлическую стружку или абразивную бумагу с напылением порошкообразного карбида кремния класса 00 или менее, или ткань разной тонкости, включая класс 65 мкм (класса 220-грит по CAMI или класса Р220 по FEPA), а также гранулы или порошок карбида кремния с размером частиц 105 мкм (класса от 120-грит до 150-грит по CAMI или класса от Р120 до Р150 по FEPA), хлопковую техническую или медицинскую вату.
7.3 Характеристики медных пластинок
Используют пластинки шириной приблизительно 12,5 мм (1/2 дюйма), толщиной от 1,5 до 3,0 мм (от 1/16 до 1/8 дюйма) и длиной приблизительно 75 мм (3 дюйма), изготовленные из листа холоднотянутой меди максимальной твердости с гладкой поверхностью чистотой не менее 99,9% или прутка для электрической шины (см. приложение А1). Пластинки используют повторно; их меняют, если на поверхности появляются глубокие царапины или углубления, которые невозможно устранить специальной полировкой, или поверхность деформирована.
7.4 Для защиты медной полоски от контакта с руками во время окончательного полирования используют беззольную фильтровальную бумагу или одноразовые перчатки.
8 Эталоны ASTM по определению коррозии медной пластинки
8.1 Эталоны ASTM по определению коррозии медной пластинки (далее - эталоны) представляют собой цветные копии типичных испытательных пластинок с увеличением степени потускнения и коррозии. Для защиты пластинки помещают в пластиковый футляр.
8.1.1 Облицованные пластиком эталоны хранят защищенными от воздействия прямых солнечных лучей во избежание возможного обесцвечивания. Тщательно проверяют степень обесцвечивания сравнением двух разных пластинок, одна из которых была полностью защищена от воздействия солнечного света (или, например, с новой полоской). Проверяют оба набора при рассеянном дневном (или аналогичном) свете сначала непосредственно над пластинками, затем под углом 45°. При разной интенсивности окраски левых частей пластинок более светлую пластинку заменяют.
8.1.1.1 На верхнюю окрашенную поверхность новой пластинки наклеивают непрозрачные полосы подходящего размера [например, черную изоляционную ленту шириной 20 мм (3/4 дюйма)]. Периодически удаляют непрозрачные полосы и проверяют эталон. При обнаружении обесцвечивания незакрытой части эталоны заменяют.
8.1.1.2 Эталоны являются полноцветными копиями оригинальных медных пластинок. Их печатают на алюминиевых листах четырехцветной печатью, для защиты эталоны облицовывают пластиком. Инструкцию по использованию помещают на оборотной стороне каждой пластинки.
8.1.2 Пластинки заменяют, если на поверхности пластика образуются царапины.
9 Образцы
9.1 Все типы проб топлива, вызывающие слабое потускнение пластинок, отбирают в чистые бутылки из темного стекла, пластиковые бутылки или другие подходящие емкости, не оказывающие воздействия на коррозионные свойства топлива, в соответствии с ASTM D 4057 и/или ASTM D 4177. Для отбора проб не используют жестяные контейнеры, т.к. установлено, что они могут способствовать повышению коррозионной активности образца.
9.2 Наполняют контейнер по возможности полно, обеспечивая для теплового расширения пробы достаточно свободного пространства над пробой в емкости во время транспортирования, и сразу закрывают его после отбора пробы. Летучими образцами рекомендуется наполнять 70%-80% емкости контейнера. При наполнении пробу защищают от воздействия прямого солнечного света или рассеянного дневного света. Испытание пробы проводят по возможности быстро после получения и сразу же после открытия емкости.
9.3 Если проба содержит взвешенную воду (помутнение), перед испытанием ее сушат, пропуская достаточный объем через среднескоростной качественный фильтр в сухую чистую пробирку. Данную процедуру следует проводить в темной комнате или в защищенном от света месте.
9.3.1 Контакт медной пластинки с водой до, во время или после испытания вызовет потускнение, что усложнит оценку пластинки.
10 Подготовка испытательных пластинок
10.1 Подготовка поверхности
С поверхностей пластинки удаляют пятна, образовавшиеся после предыдущего анализа (см. примечание 1), тонкой металлической стружкой или абразивной бумагой с напылением порошкообразного карбида кремния класса 00 или менее, или тканью необходимой тонкости. Затем обрабатывают пластинку абразивной бумагой на основе карбида кремния или тканью класса 65 мкм (класса 220-грит по CAMI или класса Р220 по FEPA), удаляя следы, которые могут быть нанесены ранее использованной бумагой другой зернистости. Защищают подготовленные медные пластинки от окисления до окончательной подготовки, например погружением пластинки в промывочный растворитель, из которого пластинку вынимают перед окончательной подготовкой (полировкой), или в растворитель, в котором хранят пластинку.
Примечание 1 - Для приобретенных заранее полированных пластинок необходима только окончательная подготовка (10.2). При испытании образцов бензина заранее полированные пластинки можно использовать без окончательной подготовки. Это основано на результатах межлабораторных исследований 2008 г. при сравнении результатов с подготовленными вручную медными пластинками. В настоящее время нет статистической оценки результатов с использованием заранее подготовленных медных пластинок, применяемых при испытании образцов другого типа. Подробная информация приведена в разделе 14.
_________________
Данные находятся в ASTM International Headquarters и могут быть получены по запросу отчета RR:D02-1703.
10.1.1 При ручной подготовке медной пластинки помещают лист абразивной бумаги на основе карбида кремния или ткань на плоскую поверхность и увлажняют керосином или промывочным растворителем. Шлифуют медную пластинку абразивной бумагой на основе карбида кремния или ткани круговыми движениями, используя беззольную фильтровальную бумагу или одноразовые перчатки, или используют машину с механическим приводом с соответствующими классами сухой бумаги или ткани.
10.2 Окончательная подготовка
Извлекают пластинки, подготовленные по 10.1, или новые пластинки из промывочного растворителя. Для предотвращения возможного загрязнения поверхности во время конечной подготовки используют защитные перчатки или беззольную фильтровальную бумагу. Сначала полируют ватным тампоном, увлажненным промывочным растворителем, порошком карбида кремния с размером гранул 105 мкм (класса от 120-грит до 150-грит по САМI или класса от Р120 до Р150 по FEPA) боковые поверхности, затем - торцевые. Тщательно протирают пластинку чистыми ватными тампонами и переносят пинцетом. Закрепляют пластинку зажимами и полируют боковые поверхности ватным тампоном с порошком карбида кремния. Для полирования не используют круговые движения. Полируют пластинку вдоль длинной оси, выходя за концы пластинки перед возвратным движением. Очищают пластинку от металлической пыли чистыми ватными тампонами до получения чистых ватных тампонов. Очищенную пластинку сразу же погружают в подготовленную пробу.
10.2.1 Для получения однородного коррозионного воздействия важно, чтобы поверхность пластинки была отполирована одинаково. Если кромки выглядят изношенными (эллиптическая поверхность), они показывают большую степень коррозии, чем центр пластинки. Равномерную полировку обеспечивает использование зажимного приспособления (приложение Х1).
10.2.2 Важно соблюдать порядок подготовки пластинки, используя гранулы карбида кремния необходимого размера, как описано в 10.1 и 10.2. Окончательную подготовку проводят, используя гранулы карбида кремния размером 105 мкм. Это больше, чем класс бумаги 65 мкм, используемой на стадии подготовки поверхности. Использование при окончательной подготовке гранул карбида кремния большего размера необходимо для образования неровностей (контролируемой шероховатости) на поверхности меди, которые выступают в качестве центра начала реакций коррозии.
11 Проведение испытания
11.1 Общие положения
Условия проведения испытаний могут быть разными, характерными для конкретной продукции. Для некоторых классов продукции возможно применение разных условий проведения испытаний (времени и/или температуры). Авиационный бензин в основном испытывают в сосуде высокого давления при температуре 100°С, другие топлива с высоким давлением насыщенных паров, например газовый конденсат, испытывают при температуре 40°С. Некоторые жидкие продукты испытывают в испытательных пробирках при температуре 50°С, 100°С или выше. Время и температуру, приведенные ниже, широко используют и указывают в спецификации на продукт. Приведенные условия испытания являются рекомендуемыми. Также могут быть использованы другие условия, установленные в спецификации на продукт или по согласованию между заинтересованными сторонами. При оформлении протокола испытаний наряду с результатами указывают время и температуру проведения испытаний (см. 13.1).
11.2 Испытания в сосудах высокого давления
Для авиационного бензина и других образцов с высоким давлением насыщенных паров применяют сосуды высокого давления.
11.2.1 Испытание авиационного бензина и топлива для турбореактивных двигателей
Помещают 30 см пробы [полностью очищенной, не содержащей осадка, взвешенной или растворенной воды (см. 9.3)] в химически чистую и сухую испытательную пробирку размерами 25х150 мм. Не позже чем через 1 мин после завершения окончательной подготовки (шлифования) опускают в пробирку медную пластинку. Помещают пробирку с пробой в сосуд высокого давления (рисунок 1) и плотно завинчивают крышку. При одновременном испытании нескольких проб допускается готовить партию сосудов высокого давления до полного погружения каждого сосуда высокого давления в жидкостную баню при температуре (100±1)°С [(212±2)°F], если время между подготовкой первой и последней проб минимальное. После выдерживания в бане в течение (120±5) мин извлекают сосуд высокого давления и погружают его на несколько минут в холодную воду (водопроводную воду). Открывают сосуд высокого давления, вынимают испытательную пробирку и исследуют пластинку, как описано в 11.4.
11.2.2 Испытание газового конденсата
Испытание проводят в соответствии с 11.2.1 при температуре 40°С (104°F) в течение (180±5) мин.
11.3 Испытание в испытательных пробирках
Для жидких продуктов используют испытательные пробирки.
11.3.1 Испытание дизельного топлива, топочного мазута, автомобильного бензина
Помещают 30 см пробы [полностью очищенной, не содержащей осадка, взвешенной или растворенной воды (см. 9.3)] в химически чистую и сухую испытательную пробирку размерами 25х150 мм. Не позже чем через 1 мин после завершения окончательной подготовки (полирования) опускают медную пластинку в пробирку. При одновременном испытании нескольких проб готовят партию пробирок, закрывая их пробкой с отверстием, такой как корковая пробка, до помещения каждой пробирки в жидкостную баню при температуре (50±1)°С [(122±2)°F], время между подготовкой первой и последней проб должно быть минимальным. При проведении испытания защищают пробирки от воздействия прямого солнечного света. После выдерживания в бане в течение (180±5) мин исследуют пластинку, как описано в 11.4. При испытании дизельного топлива и топочного мазута, изготовляемого по стандартам, отличающимся от ASTM D 396 и ASTM D 975, в качестве альтернативных условий используют температуру 100°С (212°F) и время испытания 3 ч. При испытании некоторых автомобильных бензинов с давлением насыщенных паров более 80 кПа при температуре 37,8°С потери от испарения превышают 10% общего объема. Для испытания таких продуктов рекомендуется использовать сосуды высокого давления (см. 11.2).
11.3.2 Испытание углеводородных растворителей (Стоддарта) и керосина
Испытание проводят в соответствии с 11.3.1 при температуре (100±1)°С [(212±2)°F].
11.3.3 Испытание смазочных масел
Испытание проводят в соответствии с 11.3.1, допускается температура выше 100°С (212°F) и другое время испытания. Для сопоставимости результатов рекомендуется начинать испытания с температуры 150°С, затем ее повышают на 5°С.
11.4 Исследование пластинки
11.4.1 Выливают содержимое пробирки в приемник подходящего размера. При использовании стеклянного приемника, например высокого лабораторного стакана вместимостью 150 см, пластинку осторожно опускают в стакан. Сразу вынимают пластинку пинцетом и опускают в промывочный растворитель. Затем вынимают пластинку, сушат и проверяют ее на наличие коррозии или помутнения сравнением с эталоном по определению коррозии медной пластинки. Пластинку можно сушить фильтровальной бумагой, воздухом или другим подходящим способом. Испытательную пластинку и эталонную пластинку удерживают так, чтобы свет отражался от них под углом примерно 45°.
11.4.2 При осмотре и сравнении пластинки для исключения загрязнения и повреждения пластинку помещают в плоскую стеклянную пробирку (см. приложение Х1), которую закрывают ватой.
12 Оценка результатов испытания
12.1 Коррозионную активность пробы оценивают по эталону ASTM для определения коррозии медной пластинки (таблица 1).
Таблица 1 - Классификация медных пластинок
Класс | Описание состояния коррозии | Описание эталона |
Свежеполированная пластинка | - | |
1 | Легкое потускнение | a) Светло-оранжевый, почти такой, как свежеполированная пластинка. |
2 | Умеренное потускнение | a) Темно-красный. |
3 | Сильное потускнение | a) Пурпурно-красный на медной полоске. |
4 | Коррозия | a) Прозрачно-черный, темно-серый или коричневый с едва заметным переливчато-зеленым цветом. |
| ||
12.1.1 Если описание внешнего вида пластинки находится на границе между двумя соседними эталонами, пробе присваивают класс более сильного потускнения. Если пластинка имеет более темный оранжевый цвет, чем эталонная пластинка 1b) (таблица 1), оценивают пластинку по классу 1. При обнаружении красного цвета пластинке присваивают класс 2.
12.1.2 Пластинка класса 2а) (таблица 1) может быть ошибочно оценена как пластинка класса 3а), если медный слой пластинки класса 3а) приобретает пурпурный оттенок. Для выявления различия опускают пластинку в промывочный растворитель; пластинка 2а) будет иметь вид пластинки 1b), а окраска пластинки 3а) не изменится.
12.1.3 Для отличия пластинки класса 2с) от пластинки класса 3b) (таблица 1) помещают пластинку в испытательную пробирку размерами 25х150 мм и нагревают в горизонтальном положении на плитке при температуре (340±30) °С в течение 4-6 мин. Температуру контролируют термометром для высокотемпературной перегонки, помещенным во вторую испытательную пробирку. После нагревания цвет пластинки класса 2с) соответствует цвету пластинки класса 2d) и постепенно тускнеет, пластинка класса 3b) будет иметь цвет пластинки класса 4а) (таблица 1).
12.1.4 Испытание повторяют при обнаружении пятен от пальцев, посторонних частиц или капель воды, которые могли касаться пластинки при испытании.
12.1.5 Испытание также повторяют, если острые края пластинки оценивают классом выше, чем большую часть поверхности пластинки, что является подтверждением того, что края были отшлифованы во время подготовки (полировки).
13 Протокол испытаний
13.1 Регистрируют коррозионность в соответствии с одним из классов, перечисленных в таблице 1. Указывают время и температуру испытания следующим образом:
![]() ,
,
где - продолжительность испытания, ч;
- температура проведения испытания, °С;
- обозначение класса (1, 2, 3 или 4);
- описание соответствующего класса
, например а), b).
14 Прецизионность и смещение
_________________
Доступно в С&Р Catalyst Inc., 2300 Riverside Drive, Unit 16G, Tulsa, OK 74114.
14.1 Метод определения прецизионности вида "соответствует/не соответствует" существует только для проб бензина (см. 14.1.1 и 14.1.2). Для настоящего метода испытания смещение не определено.
14.1.1 На основании результатов межлабораторных испытаний бензина в 2008 г., проведенных с участием 18 лабораторий, получивших случайный набор 12 проб бензина, было установлено, что результаты испытаний, полученные с использованием предварительно полированных медных пластинок
, были статистически эквивалентны результатам, полученным на пластинках меди, подготовленных вручную (т.е. степень предсказуемых расхождений между предварительно полированными и полированными вручную медными пластинками не была статистически значимой). Прецизионность, указанная в 14.1.2, определена статистически в рамках данного испытания.
_________________
Доступно в С&Р Catalyst Inc., 2300 Riverside Drive, Unit 16G, Tulsa, OK 74114.
14.1.2 В связи с тем, что результаты по настоящему методу неколичественные и включают несколько классов (например, 1, 2, 3 и 4) и описаний классов (например, а), b), с) и т.д.) коррозионности, обычные статистические методы комитета D02, такие как ASTM D 6300, для определения прецизионности не подходят. Взамен математической оценки "степени несоответствия" в условиях повторяемости и воспроизводимости
для набора данных ILS был использован статистический метод моделирования. На основе последующего статистического подхода не было определено статистически значимой разности в процентном несоответствии между условиями
и
для классов 1, 2 и 3. Однако для класса 4 образцы показали большее несоответствие внутри класса. На основании этой информации установлено, что прецизионность метода
и
такая, что номинально существует 5%-ная вероятность того, что расхождение между двумя любыми оценками будет превышать критерии, приведенные в таблице 2.
Таблица 2 - Определение прецизионности при испытании бензина
Класс | Обе оценки находятся в одном классе | Одна оценка находится на границе классов [например, 1b) и 2а)] |
1, 2, 3 | 1 буквенная категория внутри класса | 1 буквенная категория внутри класса или ближайшая категория в смежном классе |
4 | 2 буквенные категории внутри класса | 2 буквенные категории внутри класса или ближайшая категория в смежном классе |
Приложения А
(обязательные)
А1 Качество меди
А1.1 Качество меди
А1.1.1 Холоднотянутая электролитическая медь максимальной твердости (типа ЕТР).
__________________
Соответствующая N 110 Ассоциации содействия развитию промышленности медных сплавов [Copper Development Association (CDA)], США или BS EN 1652 или BS 4608.
А2 Меры предосторожности
А2.1 Изооктан
Опасен при вдыхании. Пары могут вызвать вспышку.
Хранят вдали от источников тепла, искр и открытого пламени в закрытой таре.
Используют в хорошо проветриваемом помещении.
Избегают накопления паров и устраняют все источники возгорания, особенно взрывоопасное электрооборудование и нагреватели.
Избегают длительного вдыхания паров или аэрозоля, а также длительного или многократного контакта с кожей.
А2.2 Авиационное топливо для газотурбинных двигателей (Jet А или Jet A-1, см. ASTM D 1655)
Хранят вдали от источников тепла, искр и открытого огня в закрытой таре.
Используют в хорошо проветриваемом помещении.
Избегают вдыхания паров или аэрозоля, а также длительного или многократного контакта с кожей.
А2.3 Бензин (содержащий свинец)
Хранят вдали от источников тепла, искр и открытого пламени в закрытой таре.
Используют в хорошо проветриваемом помещении.
Избегают накопления паров и устраняют все источники возгорания, особенно взрывоопасное электрооборудование и нагреватели.
Избегают длительного вдыхания паров или аэрозоля, а также длительного или многократного контакта с кожей.
А2.4 Бензин (высокой очистки или неэтилированный)
Хранят вдали от источников тепла, искр и открытого пламени в закрытой таре.
Используют в хорошо проветриваемом помещении.
Избегают накопления паров и устраняют все источники возгорания, особенно взрывоопасное электрооборудование и нагреватели.
Избегают длительного вдыхания паров или аэрозоля, а также длительного или многократного контакта с кожей.
А2.5 Керосин
Хранят вдали от источников тепла, искр и открытого пламени в закрытой таре.
Используют в хорошо проветриваемом помещении.
Избегают вдыхания паров или аэрозоля, а также длительного или неоднократного контакта с кожей.
А2.6 Растворитель Стоддарта
Хранят вдали от источников тепла, искр и открытого огня в закрытой таре.
Используют в хорошо проветриваемом помещении.
Избегают вдыхания паров или аэрозоля, а также длительного или неоднократного контакта с кожей.
Приложение Х1
(справочное)
Дополнительное оборудование
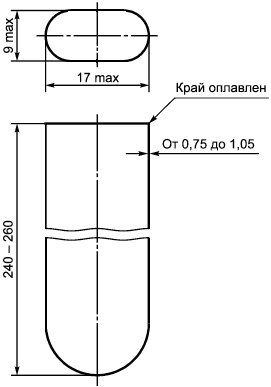
Х1.1 Пробирка для исследования пластинок
Х1.1.1 Плоская стеклянная пробирка для размещения потускневших медных пластинок при исследовании или хранении до следующего испытания с размерами, приведенными на рисунке Х1.1.
|
Примечания
1 Приведены минимальные размеры.
2 Стекло пробирки должно быть без свилей или аналогичных дефектов.
Рисунок Х1.1 - Плоская стеклянная пробирка для исследования пластинок
Х1.2 Зажимы для медных пластинок
Х1.2.1 Зажимное устройство для удержания до четырех медных пластинок во время окончательной полировки с размерами, приведенными на рисунке Х1.2.
|
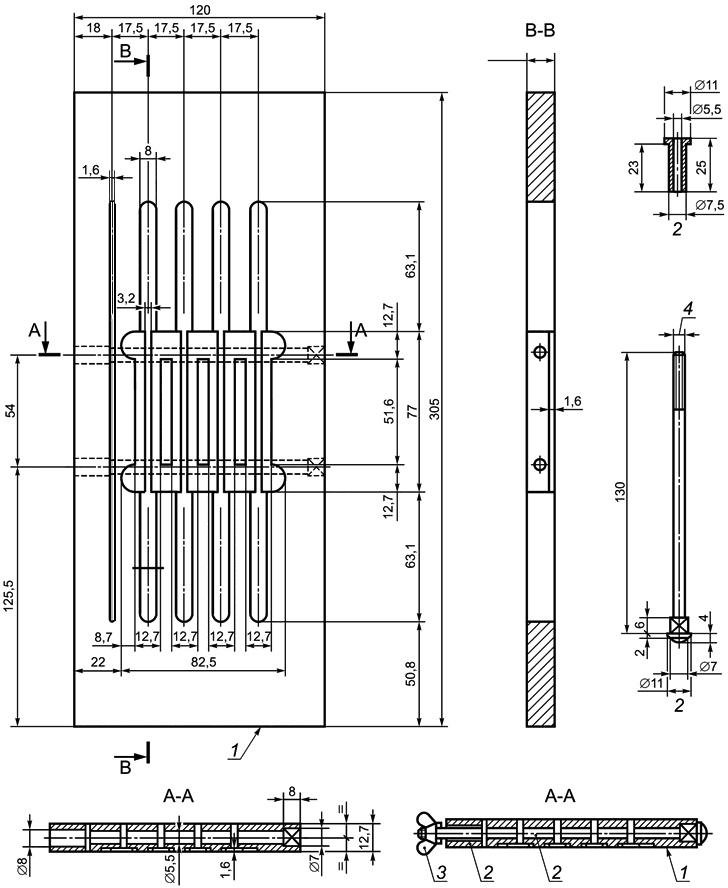
1 - материал - пластик; 2 - материал - латунь; 3 - барашковая шайба; 4 - резьба М5 или аналогичная
Рисунок Х1.2 - Зажимное приспособление для нескольких пластинок
Приложение ДА
(справочное)
Сведения о соответствии ссылочных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ASTM D 396 | - | * |
ASTM D 975 | - | * |
ASTM D 1655 | - | * |
ASTM D 1838 | - | * |
ASTM D 4057 | - | * |
ASTM D 4177 | - | * |
ASTM D 6300 | - | * |
ASTM E 1 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного стандарта. | ||
УДК 665.7:620.193.47:006.354 | МКС 75.080 | |
Ключевые слова: нефтепродукты, коррозионное воздействие, медная пластинка | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}