ГОСТ 32501-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СМАЗКИ ПЛАСТИЧНЫЕ
Определение противозадирных свойств на четырехшариковой машине
Lubricating greases. Determination of extreme-pressure properties on four-ball mashine
МКС 75.080
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и общие правила работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский центр стандартизации, информации и сертификации сырья, материалов и веществ" (ФГУП "ВНИЦСМВ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 ноября 2013 г. N 61-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 695-ст межгосударственный стандарт ГОСТ 32501-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен стандарту ASTM D 2596-10* "Метод испытания противозадирных свойств пластичных смазок (четырехшариковый метод)" ["Test method for measurement of extreme-pressure properties of lubricating grease (four-ball method)", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Стандарт разработан комитетом по стандартизации ASTM D02 "Нефтепродукты и смазочные материалы", и непосредственную ответственность за метод несет подкомитет D02.GO.04 "Функциональные испытания - Трибология".
Наименование настоящего межгосударственного стандарта изменено относительно наименования стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Август 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
1.1 Настоящий стандарт устанавливает метод определения противозадирных свойств пластичных смазок на четырехшариковой машине.
Противозадирные свойства пластичных смазок оценивают по двум показателям:
1.1.1 Индексу износа при нагрузке [прежнее название - средняя нагрузка Герца (Mean-Hertz Load)] и
1.1.2 Нагрузке сваривания (ЕР) на четырехшариковой машине.
1.2 Значения, приведенные в системе СИ, считают стандартными. Значения, приведенные в скобках, даны для информации.
1.3 Настоящий стандарт не претендует на полноту описания всех мер безопасности, если таковые имеются, связанных с его использованием. Вся ответственность за установление соответствующих правил техники безопасности и мер по охране здоровья, а также определение пределов применимости этих правил до начала применения настоящего стандарта лежит на пользователе стандарта.
Особые требования к мерам предосторожности приведены в 7.1 и 7.2.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ANSI В3.12 Metal balls (Металлические шарики).
________________
Можно получить в Американском национальном институте стандартов (ANSI), 25 W,
St.
Floor. New York. NY 10036, //www.ansi.org.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 линия компенсации (compensation line): Участок линии на графике (на логарифмической бумаге), координатами которого являются диаметр пятна износа в миллиметрах и прилагаемая нагрузка в килограмм-силах (или в ньютонах), полученная в динамических условиях.
3.1.1.1 Пояснение
На рисунке 1 линия компенсации - линия ABE.
|
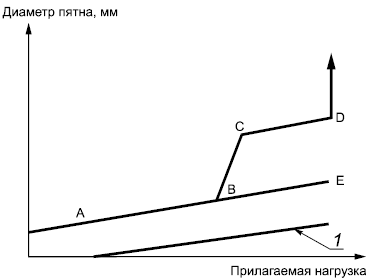
ABE - линия компенсации; В - последняя нагрузка без схватывания; ВС - область начинающегося схватывания; CD - область непосредственного схватывания; D - нагрузка сваривания
1 - линия Герца
Рисунок 1 - График зависимости значения диаметра пятна износа от прилагаемой нагрузки
3.1.2 диаметр компенсации пятна износа (compensation scar diameter): Среднеарифметическое значение диаметров пятен износа в миллиметрах на неподвижных шариках, вызванных вращающимся шариком под нагрузкой в присутствии смазочного материала, без схватывания или сваривания.
3.1.3 скорректированная нагрузка (corrected load): Нагрузка в килограмм-силах (или в ньютонах), полученная умножением прилагаемой нагрузки на отношение значения диаметра пятна износа Герца к измеренному диаметру пятна при этой нагрузке.
3.1.3.1 Пояснение
В настоящем методе испытания скорректированную нагрузку вычисляют для каждого определения.
3.1.4 линия Герца (Hertz line): График на логарифмической бумаге, координатами которого являются диаметр пятна износа в миллиметрах и прилагаемая нагрузка в килограмм-силах (или в ньютонах), полученные в статических условиях.
3.1.4.1 Пояснение
Линия Герца приведена на рисунке 1.
3.1.5 диаметр пятна Герца (Hertz scar diameter): Среднеарифметическое значение диаметра пятна износа в миллиметрах, обусловленное деформацией шариков под статической нагрузкой (до испытания), вычисляемое по формуле
![]() , (1)
, (1)
где - среднеарифметическое значение диаметра пятна Герца, мм;
- прилагаемая статическая нагрузка, кгс.
3.1.6 непосредственная зона схватывания (immediate seizure region): Область графика "диаметр пятна износа - нагрузка", характеризуемая схватыванием или большими пятнами износа.
3.1.6.1 Пояснение
В условиях настоящего метода испытания непосредственная область схватывания на рисунке 1 - линия CD. Начальное отклонение самописца (при использовании) устройства для измерения трения больше, чем с нагрузками без схватывания.
3.1.7 начинающееся схватывание или область начального схватывания (incipient seizure or initial seizure region): Область, в которой при прилагаемой нагрузке происходит мгновенный разрыв пленки смазки.
3.1.7.1 Пояснение
Разрыв пленки смазки характеризуется внезапным увеличением измеряемого диаметра пятна износа (на рисунке 1 - линия ВС) и мгновенным отклонением самописца (при использовании) устройства для измерения трения.
3.1.8 последняя нагрузка без схватывания (last nonseizure load): Последнее измеряемое значение нагрузки, при которой диаметр пятна износа превышает не более чем на 5% значение компенсации при этой нагрузке.
3.1.8.1 Пояснение
Последняя нагрузка без схватывания - точка В на рисунке 1.
3.1.9 индекс задира (или противозадирные свойства пластичной смазки в зависимости от нагрузки) [load-wear index (or the load-carrying property of a lubricant)]: Способность пластичной смазки предотвращать износ при прилагаемых нагрузках.
3.1.9.1 Пояснение
В условиях настоящего метода испытания конкретные нагрузки в килограмм-силах (или в ньютонах), имеющие интервалы, равные приблизительно 0,1 логарифмических единиц, прилагают к трем неподвижным шарикам в течение 10 определений до сваривания. Индекс задира в зависимости от нагрузки равен среднеарифметическому значению скорректированных нагрузок, определенных для десяти прилагаемых нагрузок, предшествующих нагрузке сваривания.
3.1.10 нагрузка сваривания (weld point): Минимальная прилагаемая нагрузка, при которой трущиеся поверхности сначала схватываются, а затем свариваются.
3.1.10.1 Пояснение
У некоторых смазочных жидкостей не происходит истинное сваривание, при этом на трех неподвижных шариках образуется очень глубокая бороздка. В таких случаях за нагрузку сваривания принимают нагрузку, при которой образуется пятно износа диаметром не более 4 мм.
3.1.11 точка сваривания (weld point): Самая низкая прилагаемая нагрузка, при которой трущиеся поверхности схватываются, а затем свариваются.
3.1.11.1 Пояснение
В условиях настоящего метода испытания минимальная нагрузка в килограмм-силах (или в ньютонах), при которой вращающийся шарик схватывается, а затем сваривается с тремя неподвижными шариками, указывая на превышение уровня противозадирных свойств пластичной смазки. На рисунке 1 - точка D.
3.1.10.2 Пояснение
У некоторых пластичных смазок не происходит истинное сваривание, при этом на трех неподвижных шариках образуется очень глубокая бороздка. В таких случаях за нагрузку сваривания принимают нагрузку, при которой образуется пятно износа диаметром не более 4 мм.
4 Сущность метода
4.1 Испытание проводят на четырехшариковой машине, при этом один шарик вращается под нагрузкой со скоростью (1770±60) об/мин, три шарика неподвижно закреплены в чашке машины. Пластичную смазку доводят до температуры (27±8)°С [(80±15)°F] и затем подвергают серии испытаний длительностью 10 с при возрастающих нагрузках до тех пор, пока не произойдет сваривание.
5 Назначение и применение
5.1 Настоящий метод испытания, применяемый в спецификациях, позволяет различать пластичные смазки с низким, средним и высоким уровнем противозадирных свойств. Полученные результаты не всегда сопоставимы с результатами, полученными при эксплуатации смазок в реальных узлах трения.
__________________
Дополнительную информацию по методу испытания можно получить в Sayles F.S. et al, National Lubricating Grease Institute Spokesman, Vol 32. No.5. August 1968, pp.162-167.
5.2 Настоящий метод не используют для испытания пластичных смазок, имеющих в качестве жидкого компонента силикон, галогенизированный силикон или смесь, содержащую силиконовую жидкость и нефтяное масло.
6 Аппаратура
6.1 Четырехшариковая машина для определения противозадирных свойств пластичных смазок приведена на рисунке 2.
Примечание 1 - Следует различать четырехшариковые машины для определения противозадирных свойств и для определения износа. Четырехшариковую машину для определения износа используют в разных условиях при нагрузках до 490 Н (50 кгс). Четырехшариковую машину для определения противозадирных свойств применяют в более жестких условиях и ее чувствительности недостаточно для определения износа.
6.2 Микроскоп с калиброванной измерительной шкалой с ценой деления не более 0,01 мм.
__________________
Микроскоп (103.10А и 103.10В) можно получить в Falex Corporation, 1020 Airpark Dr., Sugar Grove, IL, 60554-9585.
6.3 Таймер (секундомер) с ценой деления 0,1 с.
Примечание 2 - Дополнительное оборудование для четырехшариковой машины включает прибор с электрическим приводом, измеряющий трение и для удобства градуированный 10 метками.
|
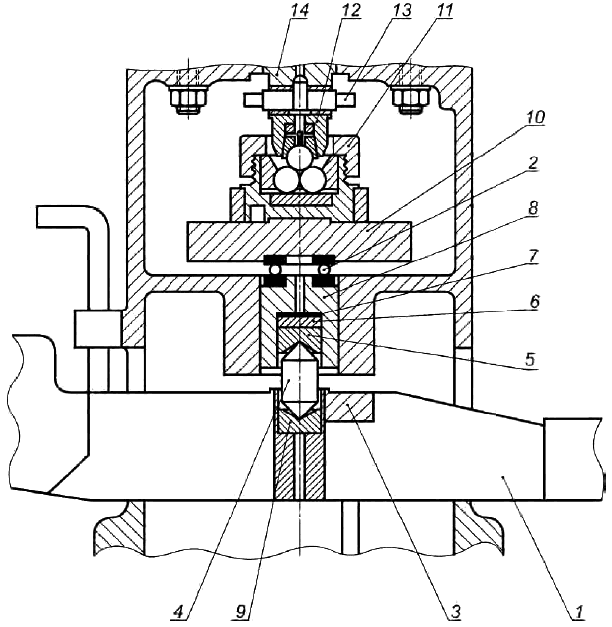
1 - плечо уравновешивающего рычага; 2 - упорный подшипник; 3 - точка приложения силы (ось шарнира); 4 - нажимной штифт; 5 - упорный подшипник; 6 - резиновая прокладка; 7 - латунные прокладки; 8 - ползун; 9 - упорный подшипник; 10 -установочный диск чашки для шариков; 11 - комплект чашки для шарика; 12 - патрон для шарика; 13 - кулачок для удаления патрона для шарика; 14 - держатель патрона для шарика
Рисунок 2 - Схема четырехшариковой машины для определения противозадирных свойств
7 Материалы
7.1 Промывочные жидкости
Конструкция аппаратуры и шарики при подготовке к испытанию должны позволять удалять смазочные материалы предыдущего испытания. Используемая промывочная жидкость не должна образовывать пленку на поверхности аппаратуры и снижать противоизносные свойства испытуемого смазочного материала (например, не следует применять растворители, содержащие хлор).
7.1.1 Растворитель Стоддарда или уайт-спирит квалификации х.ч. (Предупреждение - Легковоспламеняющийся. Опасен для здоровья).
7.1.2 н-гептан (Предупреждение - Легковоспламеняющийся. Опасен для здоровья).
________________
Требования приведены в сборниках стандартов ASTM 05.04.1998 г. "Моторные топлива", раздел 1, приложение 2.
7.2 Испытательные шарики
________________
При определении прецизионности настоящего метода испытания использованы стальные шарики, соответствующие указанному требованию. Их можно приобрести у изготовителя машины для испытания. Все шарики, используемые в одном испытании, следует брать из одной упаковки (из 500 шариков).
Испытательные шарики диаметром 12,7 мм (0,5 дюйма) серии 25 ЕР (экстра-полировка) из хромистой стали по стандарту AISI Е 52100. В ANSI В3.12 установлены требования к аналогичным шарикам, но не приведено описание окончательной полировки. Твердость поверхности шариков серии 25 ЕР по шкале С Роквелла должна быть 64-66 единиц, что является более строгим ограничением по сравнению с требованием ANSI В3.12.
8 Подготовка аппаратуры
8.1 Тщательно промывают четыре новых испытательных шарика, чашку для шариков и комплекты патронов для шариков сначала растворителем Стоддарда (см. предупреждение в 7.1.1), затем н-гептаном (см. предупреждение в 7.1.2) и сушат на воздухе.
8.2 Не используют растворители, такие как тетрахлорид углерода, которые имеют высокое давление насыщенных паров и могут влиять на результаты испытаний.
8.3 Поднимая плечо уравновешивающего рычага, опускают ползун. Фиксируют плечо рычага в поднятом положении с помощью закрепляющего устройства.
9 Проведение испытания
9.1 Доводят температуру испытуемой пластичной смазки до (27±8)°С [(80±15)°F].
9.2 Полностью заполняют чашку для шариков испытуемой пластичной смазкой, избегая образования пустот, и погружают в нее три стальных шарика. Аккуратно помещают стопорное кольцо над тремя шариками и надежно закручивают контргайку. Удаляют смазку, выдавленную на контргайку.
Примечание 3 - При проведении в 1971 г. независимых испытаний в нескольких лабораториях было установлено, что оптимальную воспроизводимость результатов испытания получают, если контргайку закручивают динамометрическим гаечным ключом с усилием (68±7) Н·м [(50±5) футов/фунтов]. Более низкие значения нагрузки сваривания получены при закручивании с усилием приблизительно 134 Н·м (100 футов/фунтов).
9.3 Продавливают шарик в патрон, вставляют патрон в держатель патрона.
9.4 Перед каждым определением тщательно проверяют патрон для шарика. Патрон в процессе испытания непрерывно подвергается износу, его следует заменить, если держатель патрона для шарика установлен недостаточно плотно, чтобы поддерживать свой собственный вес, или при наличии признаков схватывания в гнезде шарика.
9.5 Помещают комплект чашки с шариками в испытательную машину так, чтобы они соприкасались с четвертым шариком. Между чашкой и упорным подшипником помещают прокладку.
9.6 Устанавливают держатель и достаточное количество грузов на горизонтальный рычаг в выемку для основной нагрузки для испытания, равной 784 Н (80 кгс). Освобождают плечо рычага и аккуратно прилагают испытательную нагрузку (примечание 4) к шарикам, при этом проверяют центровку комплекта чашки с шариком и установочного диска. При использовании устройства, измеряющего трение, присоединяют калиброванный рычаг на чашке с шариком к пружине указателя зажимом или проволокой.
Примечание 4 - Следует избегать критической нагрузки, так как при постоянном воздействии она может деформировать шарики.
9.7 Включают двигатель и проводят испытание в течение (10,0±0,2) с, не учитывают время, необходимое для его полной остановки.
9.8 Поднимают и фиксируют плечо рычага, затем снимают нагрузку с шариков. При использовании устройства, измеряющего трение, снимают проволоку и убирают зажим. Снимают комплект чашки с шариками, патрон и вынимают шарик.
9.9 Измеряют диаметр пятна износа испытательных шариков по варианту А или В.
9.9.1 Вариант А. Вынимают испытательные шарики и промывают растворителем для очистки (7.1), затем растворителем для ополаскивания (7.2). Вытирают насухо мягкой тканью. Помещают шарики по одному в соответствующий держатель и с помощью микроскопа измеряют диаметр пятна износа во взаимно перпендикулярных плоскостях одного из трех нижних шариков (примечание 9) с точностью до 0,01 мм.
9.9.2 Вариант В. Оставляют шарики зафиксированными в чашке. Удаляют пластичную смазку. Промывают шарики растворителем Стоддарда, затем н-гептаном. С помощью микроскопа измеряют диаметр пятен износа во взаимно перпендикулярных направлениях одного из трех шариков с точностью до 0,01 мм. Оператор может измерять диаметры пятен износа с помощью микроскопа как по варианту А, так и по варианту В сразу на всех трех шариках или отдельно на каждом.
9.10 Регистрируют (таблица 1, графа "Среднеарифметическое значение диаметра пятна") для нагрузки 784 Н (80 кгс) среднеарифметическое значение диаметра пятна износа, полученное в результате измерения по одному из вариантов, указанных в 9.9. Сравнивают полученное среднеарифметическое значение диаметра пятна износа с диаметром компенсации пятна износа (таблица 1, графа "Диаметр компенсации пятна"). Повторно шарики не используют. Если среднеарифметическое значение диаметра пятна износа не более чем на 5% превышает диаметр компенсации пятна (таблица 1, графа "Диаметр компенсации пятна"), продолжают испытание при следующей более высокой нагрузке (таблица 1, графа "Прилагаемая нагрузка") и сравнивают диаметры пятен. Испытание продолжают до определения последней критической нагрузки без схватывания.
9.11 Если измеряемый диаметр пятна для нагрузки 784 Н (80 кгс) более чем на 5% превышает диаметр компенсации пятна, проводят следующее определение при более низкой нагрузке (таблица 1, графа "Прилагаемая нагрузка"). Испытание продолжают до определения последней критической нагрузки без схватывания.
Примечание 5 - При применении устройства для измерения трения последнюю нагрузку без схватывания определяют по поперечному движению самописца.
9.12 Проводят дополнительные определения при последовательно возрастающей испытательной нагрузке (таблица 1, графа "Прилагаемая нагрузка"), регистрируют диаметры измеряемых пятен и меняют испытательные шарики до тех пор, пока не произойдет сваривание шариков. При этой нагрузке проводят контрольное определение. Если при контрольном определении не происходит сваривание, повторяют испытание при следующей более высокой нагрузке до подтверждения сваривания.
9.13 Сразу же выключают двигатель для предотвращения поломки машины. При неосторожности может произойти схватывание патрона и шарика. Сваривание можно определить по следующим признакам:
1) резкому отклонению движения самописца, регистрирующего трение;
2) повышению уровня шума двигателя;
3) дымлению из чаши с шариками;
4) внезапному падению плеча рычага.
Таблица 1 - Рекомендуемая форма записи результатов испытания
Прила- | Значение диаметра пятна для шарика 1, мм | Значение диаметра пятна для шарика 2, мм | Значение диаметра пятна для шарика 3, мм | Средне- | Значение диаметра компен- | Значение диаметра компен- | Коэф-
| Скоррек-
|
6 | ... | ... | ... | ... | ... | ... | 0,95 | ... |
8 | ... | ... | ... | ... | ... | ... | 1,40 | ... |
10 | ... | ... | ... | ... | ... | ... | 1,88 | ... |
13 | ... | ... | ... | ... | 0,21 | 0,22 | 2,67 | ... |
16 | ... | ... | ... | ... | 0,23 | 0,24 | 3,52 | ... |
20 | ... | … | ... | ... | 0,25 | 0,26 | 4,74 | ... |
24 | ... | ... | ... | ... | 0,26 | 0,27 | 6,05 | ... |
32 | ... | ... | ... | ... | 0,29 | 0,30 | 8,87 | ... |
40 | ... | ... | ... | ... | 0,31 | 0,33 | 11,96 | ... |
50 | ... | ... | ... | ... | 0,34 | 0,36 | 16,10 | ... |
63 | ... | ... | ... | ... | 0,37 | 0,39 | 21,86 | ... |
80 | ... | ... | ... | ... | 0,40 | 0,42 | 30,08 | ... |
100 | ... | ... | ... | ... | 0,44 | 0,46 | 40,5 | ... |
126 | ... | ... | ... | ... | 0,47 | 0,49 | 55,2 | ... |
160 | ... | ... | ... | ... | 0,52 | 0,55 | 75,8 | ... |
200 | ... | ... | ... | ... | 0,58 | 0,61 | 102,2 | ... |
250 | ... | ... | ... | ... | ... | ... | 137,5 | ... |
315 | ... | ... | ... | ... | ... | ... | 187,1 | ... |
400 | ... | ... | ... | ... | ... | ... | 258 | ... |
500 | ... | ... | ... | ... | ... | ... | 347 | ... |
620 | ... | ... | ... | ... | ... | ... | 462 | ... |
800 | ... | ... | ... | ... | ... | ... | 649 | ... |
| ||||||||
10 Вычисления и протокол испытания
10.1 Скорректированная нагрузка
Вычисляют скорректированную нагрузку, кгс, и регистрируют (таблица 1, графа "Скорректированная нагрузка") для каждой прилагаемой нагрузки между последней критической нагрузкой без схватывания и нагрузкой сваривания по формуле
![]() , (2)
, (2)
где - прилагаемая нагрузка, т.е. общая масса (держатель и разновесы), прилагаемая к плечу рычага, кгс;
- диаметр пятна Герца, мм;
- среднеарифметическое значение диаметра пятна, мм.
10.2 Индекс задира в зависимости от нагрузки (см. примечание 6)
Вычисляют индекс задира в зависимости от нагрузки, кгс, по формуле
![]() , (3)
, (3)
где - сумма скорректированных нагрузок, определенная для десяти прилагаемых нагрузок до нагрузки сваривания (см. примечание 7).
Примечание 6 - Метод вычисления был уточнен в 1982 г. Для пластичных смазок с нагрузкой сваривания не более 400 кг индекс задира в зависимости от нагрузки при вычислении методами до и после уточнения одинаковый.
Примечание 7 - Если результаты испытания пластичных смазок укладываются по линии компенсации (см. рисунок 1), сумму скорректированных нагрузок можно определить следующим образом:
скорректированные нагрузки + скорректированные нагрузки по линии компенсации для десяти нагрузок до нагрузки сваривания.
Для вычисления заполняют таблицу 2 с указанием скорректированной нагрузки по линии компенсации для любого участка линии компенсации. Значение получают на пересечении значения последней нагрузки без схватывания и нагрузки сваривания. Например, последняя нагрузка без схватывания пластичной смазки равна 490 Н (50 кгс), последующие измерения на участке схватывания проводились при нагрузках 618, 784, 981, 1236 и 1569 Н (63, 80, 100, 126 и 160 кгс) с зафиксированной нагрузкой сваривания 1961 Н (200 кгс). По таблице 2 получаем значение в точке пересечения 490 и 1961 Н (50 и 200 кгс) равное 148,6 кгс (1456 Н). Это значение (скорректированная нагрузка для участка линии компенсации) получено с помощью скорректированных нагрузок, равных 490, 392, 314, 235 и 196 Н (50, 40, 32, 24 и 20 кгс), использующих линию диаметра компенсации пятна износа. Это соответствует определению индекса задира в зависимости от нагрузки по результатам двенадцати определений, при одиннадцатом определении происходит схватывание, при двенадцатом определении происходить сваривание. Если при испытании пластичной смазки установлено, что пятна износа не соответствуют линии компенсации, таблицу 2 не используют и текущие определения проводят при десяти нагрузках.
Таблица 2 - Значения скорректированных нагрузок по линии компенсации
Последняя нагрузка без схваты- | Нагрузка сваривания, кгс | ||||||||||
800 | 620 | 500 | 400 | 315 | 250 | 200 | 160 | 126 | 100 | 80 | |
200 | 583,0 | 639,0 | 684,0 | 720,0 | 749,0 | 770,0 | - | - | - | - | - |
160 | 410,0 | 466,0 | 511,0 | 547,0 | 576,0 | 597,0 | 615,0 | - | - | - | - |
126 | 269,8 | 325,8 | 370,5 | 407,0 | 435,0 | 457,0 | 474,0 | 489,0 | - | - | - |
100 | 159,7 | 215,8 | 260,5 | 296,7 | 325,3 | 346,9 | 364,4 | 378,0 | 390,0 | - | - |
80 | 71,6 | 127,7 | 172,4 | 208,6 | 237,2 | 258,2 | 276,3 | 290,0 | 302,0 | 311,0 | - |
63 | - | 56,1 | 100,8 | 137,0 | 165,6 | 187,1 | 204,7 | 218,8 | 230,4 | 239,3 | 246,7 |
50 | - | - | 44,7 | 80,9 | 109,5 | 131,0 | 148,6 | 162,7 | 174,3 | 183,2 | 190,6 |
40 | - | - | - | 36,2 | 64,8 | 86,4 | 103,9 | 118,0 | 129,6 | 138,6 | 145,9 |
32 | - | - | - | - | 28,6 | 50,2 | 67,7 | 81,8 | 93,4 | 102,4 | 109,7 |
24 | - | - | - | - | - | 21,6 | 39,1 | 53,2 | 64,8 | 73,8 | 81,1 |
20 | - | - | - | - | - | - | 17,6 | 31,6 | 43,2 | 52,2 | 59,5 |
16 | - | - | - | - | - | - | - | 14,1 | 25,7 | 34,6 | 42,0 |
13 | - | - | - | - | - | - | - | - | 11,6 | 20,6 | 27,9 |
10 | - | - | - | - | - | - | - | - | - | 9,0 | 16,3 |
8 | - | - | - | - | - | - | - | - | - | - | 7,4 |
| |||||||||||
10.3 Нагрузка сваривания
Регистрируют подтвержденную нагрузку сваривания, определенную по 9.12.
11 Прецизионность и смещение
________________
Можно получить в ASTM International Headquarters при запросе исследовательского отчета RR:D02-1182.
11.1 Прецизионность настоящего метода испытания получена по результатам статистического анализа результатов межлабораторных испытаний.
11.1.1 Индекс задира в зависимости от нагрузки [прежнее название - средняя нагрузка Герца (Mean-Hertz Load)]
11.1.1.1 Повторяемость
Расхождение между двумя последовательными результатами испытаний, полученными одним и тем же оператором на одной и той же аппаратуре в постоянных рабочих условиях на идентичном испытуемом материале в течение длительного времени при нормальном и правильном выполнении метода, может превышать следующее значение только в одном случае из двадцати:
![]() , (4)
, (4)
где - среднеарифметическое значение двух результатов испытаний.
11.1.1.2 Воспроизводимость
Расхождение между двумя единичными и независимыми результатами испытания, полученными разными операторами, работающими в разных лабораториях на идентичном испытуемом материале в течение длительного времени при нормальном и правильном выполнении метода испытания, может превышать следующее значение только в одном случае из двадцати:
![]() , (5)
, (5)
где - среднеарифметическое значение двух результатов испытаний.
Примечание 8 - В межлабораторных испытаниях участвовали восемь лабораторий. Статистические данные обработаны по ISO 4259.
11.1.2 Нагрузка сваривания
Прецизионность определяли на образцах с нагрузкой сваривания не более 620 кгс (6080 Н).
Примечание 9 - Прецизионность для пластичных смазок смазочных с нагрузкой сваривания более 620 кгс (6080 Н) не определена.
11.1.2.1 Повторяемость
Расхождение между двумя последовательными результатами испытаний, полученными одним и тем же оператором на одной и той же аппаратуре в постоянных рабочих условиях на идентичном испытуемом материале в течение длительного времени при нормальном и правильном выполнении метода, может превышать одно значение увеличения нагрузки только в одном случае из двадцати.
11.1.2.2 Воспроизводимость
Расхождение между двумя единичными и независимыми результатами испытания, полученными разными операторами, работающими в разных лабораториях на идентичном испытуемом материале в течение длительного времени при нормальном и правильном выполнении метода испытания, может превышать одно значение увеличения нагрузки только в одном случае из двадцати.
11.2 Прецизионность для последней нагрузки без схватывания следующая:
![]() , (6)
, (6)
![]() , (7)
, (7)
где - среднее арифметическое значение двух результатов испытаний.
11.3 Смещение
Процедура настоящего метода испытания не имеет смещения, т.к. смещение определяют только в терминах настоящего стандарта.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ANSI В3.12 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного стандарта. | ||
УДК 665.765:006.354 | МКС 75.080 | |
Ключевые слова: пластичные смазки, определение противозадирных свойств на четырехшариковой машине | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}