
государственный стандарт
СОЮЗА ССР
ПЛАСТМАССЫ
МЕТОДЫ определения насыпной плотности ФОРМОВОЧНЫХ МАСС, ПРОСЫПАЕМЫХ И НЕ ПРОСЫПАЕМЫХ ЧЕРЕЗ ВОРОНКУ
ГОСТ 11035—64
(СТ СЭВ 1691—79, СТ СЭВ 4620—84)
Издание официальное
Цена 3 коп.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 678.5.001.4 :006.354 Группа Л29
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТМАССЫ
ГОСТ 11035—64*
(СТ СЭВ 1691—79, СТ СЭВ 4620—84)
Методы определения насыпной плотности формовочных масс, просыпаемых и не просыпаемых через воронку
Plastics. Methods Гог determination of apparent density <И moulding materials that can be and cannot be poured from a specified funnel
ОКСТУ 2209
Утвержден Государственным комитетом стандартов, мер и измерительных приборов СССР 9 сентября 1964 г. Срок введения установлен
с 01,01.65
Проверен в 1984 г. Постановлением Госстандарта от 15.08.84 N® 2870 срок действия продлен до 01.01.93
Несоблюдение стандарта преследуется по закону
Настоящий стандарт устанавливает методы определения насыпной плотности тех формовочных масс, которые просыпаются через воронку специальной конструкции (порошки, зерна, гранулы), и тех, которые не просыпаются (волокнистые материалы).
Насыпная плотность характеризуется отношением веса формовочной массы к ее объему и выражается в гем3.
Методы предназначены для контроля равномерности структуры формовочных масс разных партий, а также в качестве основы для расчета загрузочного пространства инструментов и бункеров машин, применяемых при переработке пластмасс в изделия.
Насыпные плотности формовочных масс можно сравнивать только в том случае, если плотности отформованных из них изделий примерно одинаковы.
Применение методов предусматривается в стандартах и технических условиях на продукцию, устанавливающих технические требования на нее.
Стандарт соответствует в части метола Л международным стандартам ИСО 60—77 и СЭВ 1691 — 79, в части метода Б — международным стандартам ИСО 61 —76 и СЭВ 4620—84.
Стр. 2 ГОСТ 11035—64
А. ОПРЕДЕЛЕНИЕ НАСЫПНОЙ ПЛОТНОСТИ ФОРМОВОЧНЫХ МАСС, ПРОСЫПАЕМЫХ ЧЕРЕЗ ВОРОНКУ
а) Аппаратура
1. Для определения насыпной плотности формовочных масс, просыпаемых через воронку, применяется следующая аппаратура.
Весы с точностью до 0,1 г.
Измерительный цилиндр с гладкой полированной внутренней поверхностью вместимостью 100+0,5 см'1 и внутренним диаметром 45+5 мм (можно изготовить из металла).
Воронка (черт. 1).
б) Проведение испытания
2. Для испытания берут две пробы формовочной массы, отобранные от средней пробы объемом от 110 до 120 см3 каждая.
(Измененная редакция, Изм. № 1).
3. Если пет особых указаний, то пробы испытывают в состоянии поставки.
4. Измерительный цилиндр взвешивают с погрешностью не более 0,1 г.
Воронку 3, укрепленную на штативе 4, устанавливают вертикально, следя за тем, чтобы ее нижнее отверстие 2 находилось над измерительным цилиндром 1 на расстоянии 20—30 мм и было соосно с ним.
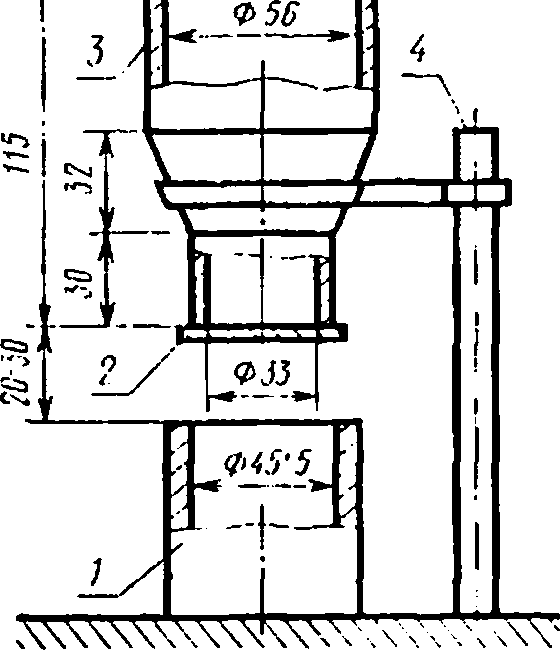
Затем при закрытом нижнем отверстии засыпают в воронку от 110 до 120 см3 формовочной массы.
Черт. 1
в) Обработка результатов
5. Открыв нижнее отверстие воронки, дают формовочной массе просыпаться в измерительный цилиндр. Если необходимо, то для лучшего просыпания массы используют палочку. После заполнения измерительного цилиндра для удаления излишка формовочной массы по его верхней части проводят шпателем с прямыми краями под углом 45°; затем измерительный цилиндр с материалом взвешивают с погрешностью не более 0,1 г.
6. Насыпную плотность (X) в г/см3 вычисляют по формуле
v —mQ
где то— масса пустого измерительного цилиндра, г;
mi—масса измерительного цилиндра, заполненного материалом, г;
V— объем измерительного цилиндра, см3.
За результат испытания принимают среднее арифметическое двух параллельных определений, допускаемое расхождение между которыми не должно превышать 0,01 г/см3. При превышении допускаемого расхождения более 0,01 г/см3 испытание повторяют на новой средней пробе. Протокол испытания должен содержать следующие данные: наименование и марку материала, дату изготовления, насыпную плотность, дату и обозначение настоящего стандарта.
4—6. (Измененная редакция, Изм. № 1).
Б. ОПРЕДЕЛЕНИЕ НАСЫПНОЙ ПЛОТНОСТИ ФОРМОВОЧНЫХ МАСС НЕ ПРОСЫПАЕМЫХ ЧЕРЕЗ ВОРОНКУ
а) Аппаратура
7. Для определения насыпной плотности формовочных масс, не просыпаемых через воронку, применяется следующая аппаратура.
Весы с точностью до 0,1 г.
Измерительный цилиндр с гладкой полированной внутренней поверхностью вместимостью 1000±20 см3 и внутренним диаметром 90±2 мм (можно изготовить из металла).
Поршень, представляющий собой полый цилиндр массой 2300±20 г, входящий в измерительный цилиндр с зазором.
Масса поршня может быть отрегулирована с помощью металлической дроби.
б) Проведение испытания
(Измененная редакция, Изм. № 2).
8. Для испытания берут три пробы массой 60 г каждая с точностью до ±0,2 г.
9. Если нет особых указаний, то пробы испытывают в состоянии поставки.
10. Испытуемый материал небольшими порциями насыпают в измерительный цилиндр таким образом, чтобы слой имел ровную горизонтальную поверхность. Затем в измерительный цилиндр медленно опускают поршень, пока он не будет полностью опираться на испытуемый материал.
11. По истечении 1 мин измеряют высоту испытуемого материала при опущенном поршне с погрешностью не более 1 мм при помощи измерительной шкалы, нанесенной на наружной поверхности поршня.
12. Насыпную плотность (Xi) в г/см3 вычисляют по формуле
где пг— масса материала, помещенная в измерительный цилиндр, г;
S—площадь внутреннего поперечного сечения измерительного цилиндра, см2;
1г— высота материала в измерительном цилиндре, см.
За результат испытания принимают среднее арифметическое трех определений, допускаемое расхождение между которыми не должно превышать 10%.
Протокол испытания должен содержать следующие данные: наименование, вид и условное обозначение материала; результат испытания (отдельные результаты и среднее арифметическое значение);
дату испытания;
обозначение настоящего стандарта.
10—12. (Измененная редакция, Изм. № 2).
Редактор Л. Д, Курочкина Технический редактор Э. В. Митяй Корректор М. М. Герасименко
Сдано в наб. 08.10.86 Подп. в псч. 24.11.86 0,5 усл. п. л. 0,5 усл. кр.-отт. 0,25 уч.-изд. л. Тираж 6000 Цена 3 коп.
Цена 3 коп.
Величина
Единиц» | |
Наммемоаамие | Обозначение |
международное | русское |
ОСНОВНЫ Е ЕДИНИЦЫ СИ
Длина | метр | m |
Масса | килограмм | |
Время | секунда | s |
Сила электрического тока | ампер | А |
Термодинамическая температура | кельвин | X |
Количество вещества | моль | mol |
Сила света | кандела | cd |
ДОПОЛНИТЕЛЬНЫЕ ЕДИНИЦЫ СИ
м
кг
с
А
К
моль
кд
Плоский угол Телесный угол
[радиан | rad
рад
ср
стерадиан Sr
ПРОИЗВОДНЫЕ ЕДИНИЦЫ СИ, ИМЕЮЩИЕ СПЕЦИАЛЬНЫЕ НАИМЕНОВАНИЯ
Величина | Единица | Выражение через основные и до* полммтельные единицы СИ | ||
Наименование | Обозначение | |||
международное | русское | |||
Частота | герц | Hz | Гц | с-' |
Сила | ньютон | N | H | м-кг-с-2 |
Давление | паскаль | Ра | Па | м“* - КГ С"2 |
Энергия | джоуль | .1 | Дж | м2 • КГ -С"2 |
Мощность | ватт | W | Вт | М2- КГ*С“Э |
Количество электричества | кулон | с | Кл | с А |
Электрическое напряжение | вольт | V | В | м’ кг с-’-А-* |
Электрическая емкость | фарад | F | Ф | м-2кг^* «с4*А1 |
Электрическое сопротивление | ом | и | Ом | м2-кг-с—5 А"2 |
Электрическая проводимость | сименс | S | См | м-Якг-’.с’ А2 |
Поток магнитной индукции | вебер | Wb | Вб | м2 - КГ- С-2 А~’ |
Магнитная индукция | тесла | т | Тп | кг с~г А-' |
Индуктивность | генри | н | Гн | м2-кг с~2 А"2 |
Световой ноток | люмен | Im | лм | кд ср |
Освещенность | люкс | lx | лк | М-2 - кд • ср |
Активность радионуклида | беккерель | Bq | Бк | С-1 |
Поглощенная доза ионизирую- | грзй | Gy | Гр | м2 • с“2 |
щего излучения Эквивалентная доза излучения | зиверт | Sv | Зв | м2 • с“2 |
{kind=link}