ГОСТ 2624-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБКИ МЕДНЫЕ И ЛАТУННЫЕ КАПИЛЛЯРНЫЕ
Технические условия
Capillary copper and brass tubes. Specifications
МКС** 23.040.15*
________________
* Поправка (ИУС N 6-2017)
** См. ярлык "Примечания".
Дата введения 2017-04-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат", Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов Акционерное общество "Институт Цветметобработка" (АО "Институт Цветметобработка")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 февраля 2016 г. N 85-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 августа 2016 г. N 930-ст межгосударственный стандарт ГОСТ 2624-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2017 г.
5 ВЗАМЕН ГОСТ 2624-77
6 ПЕРЕИЗДАНИЕ. Апрель 2017 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2017 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на холоднодеформированные капиллярные трубки круглого сечения из меди и латуни, применяемые в аппарато- и приборостроении и холодильной технике.
Требования настоящего стандарта в части размеров трубок (раздел 4) обязательны.
Стандарт устанавливает сортамент, технические требования, правила приемки, методы контроля и испытаний, маркировку, упаковку, транспортирование и хранение трубок.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 859-2014 Медь. Марки
ГОСТ 1652.1-77 (ИСО 1554-76) Сплавы медно-цинковые. Методы определения меди
ГОСТ 1652.2-77 (ИСО 4749-84) Сплавы медно-цинковые. Методы определения свинца
ГОСТ 1652.3-77 (ИСО 1812-76, ИСО 4748-84) Сплавы медно-цинковые. Методы определения железа
ГОСТ 1652.4-77 Сплавы медно-цинковые. Методы определения марганца
ГОСТ 1652.5-77 (ИСО 4751-84) Сплавы медно-цинковые. Методы определения олова
ГОСТ 1652.6-77 Сплавы медно-цинковые. Методы определения сурьмы
ГОСТ 1652.7-77 Сплавы медно-цинковые. Методы определения висмута
ГОСТ 1652.8-77 Сплавы медно-цинковые. Методы определения мышьяка
ГОСТ 1652.9-77 (ИСО 7266-84) Сплавы медно-цинковые. Методы определения серы
ГОСТ 1652.10-77 Сплавы медно-цинковые. Методы определения алюминия
ГОСТ 1652.11-77 (ИСО 4742-84) Сплавы медно-цинковые. Методы определения никеля
ГОСТ 1652.12-77 Сплавы медно-цинковые. Методы определения кремния
ГОСТ 1652.13-77 Сплавы медно-цинковые. Методы определения фосфора
ГОСТ 2228-81 Бумага мешочная. Технические условия
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3728-78 Трубы. Метод испытания на загиб
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 9557-87 Поддон плоский деревянный размером 8001200 мм. Технические условия
ГОСТ 9569-2006 Бумага парафинированная. Технические условия
ГОСТ 9717.2-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9717.3-82 Медь. Метод спектрального анализа по оксидным стандартным образцам
ГОСТ 9932-75 Реометры стеклянные лабораторные. Технические условия
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 13938.11-2014 Медь. Метод определения мышьяка
ГОСТ 13938.13-93 Медь. Методы определения кислорода
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15102-75 Контейнер универсальный металлический закрытый номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля
_______________
На территории Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества".
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18477-79 Контейнеры универсальные. Типы, основные параметры и размеры
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25086-2011 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 27450-87 Трубки из меди и медно-цинковых сплавов. Метод определения загрязненности внутренней поверхности
ГОСТ 31382-2009 Медь. Методы анализа
ГОСТ 32597-2013 Медь и медные сплавы. Виды дефектов заготовок и полуфабрикатов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом, следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32597, а также следующие термины с соответствующими определениями:
3.1 трубка: Полое изделие круглое или многогранное в поперечном сечении, имеющее равномерную номинальную толщину стенки.
3.2 номинальная толщина стенки: Толщина стенки, указанная в заказе.
3.3 бухта: Отрезок изделия, намотанный в серию непрерывных витков правильными не перепутанными рядами, без резких изгибов.
3.4 мерная длина: Определенная длина изделия, указанного в заказе, в прямом отрезке или в бухте.
4 Сортамент
4.1 Капиллярные трубки изготовляют групп А и Б. Область применения трубок указана в приложении А.
4.2 Наружный и условный внутренний диаметры трубок группы А, а также предельные отклонения по наружному диаметру должны соответствовать указанным в таблице 1.
Таблица 1
Наружный диаметр, мм | Предельное отклонение по наружному диаметру, мм | Теоретическая масса 1 м трубки, г, при условном внутреннем диаметре, мм | |||||
0,35 | 0,40 | 0,45 | 0,5 | 0,55 | 0,60 | ||
1,20 | ±0,05 | 9,20 | 8,94 | 8,65 | 8,31 | 7,95 | 7,54 |
1,30 | 10,95 | 10,69 | 10,39 | 10,06 | 9,69 | 9,29 | |
1,40 | 12,83 | 12,57 | 12,28 | 11,94 | 11,58 | 11,17 | |
1,50 | 14,86 | 14,60 | 14,30 | 13,97 | 13,60 | 13,20 | |
1,60 | 17,02 | 16,77 | 16,47 | 16,14 | 15,77 | 15,37 | |
1,70 | 19,33 | 19,07 | 18,77 | 18,44 | 18,07 | 17,67 | |
1,80 | 21,78 | 21,52 | 21,22 | 20,89 | 20,52 | 20,12 | |
1,90 | 24,36 | 24,10 | 23,80 | 23,47 | 23,10 | 22,70 | |
2,00 | 27,69 | 26,83 | 26,53 | 26,19 | 25,83 | 25,43 | |
2,10 | 29,95 | 29,69 | 29,39 | 29,06 | 28,69 | 28,29 | |
2,20 | 32,95 | 32,69 | 32,40 | 32,06 | 31,70 | 31,29 | |
2,30 | 36,10 | 35,84 | 35,54 | 35,21 | 34,84 | 34,44 | |
2,40 | 39,38 | 39,12 | 38,82 | 38,49 | 38,13 | 37,72 | |
2,50 | 42,81 | 42,56 | 42,25 | 41,92 | 41,55 | 41,15 | |
Примечания 1 По требованию потребителя трубки изготовляют наружным диаметром 2,5 мм и внутренними диаметрами 0,80 и 1,30 мм, а также трубки наружным диаметром 2,0 мм и внутренним диаметром 0,75 мм. Предельные отклонения по внутреннему диаметру этих трубок - от +0,07 мм до -0,03 мм. 2 По требованию потребителя трубки изготовляют внутренним диаметром 0,20 мм. 3 При определении теоретической массы плотность меди и латуни принята равной 8,9 г/см | |||||||
4.3 Наружный и условный внутренний диаметры трубок группы Б, а также предельные отклонения по наружному диаметру должны соответствовать указанным в таблице 2.
Таблица 2
Наружный диаметр, мм | Предельное отклонение по наружному диаметру, мм | Теоретическая масса 1 м трубки, г, при условном внутреннем диаметре, мм | ||||||
нормальной точности | повышенной точности | 0,6 | 0,65 | 0,70 | 0,80 | 0,85 | 0,90 | |
1,80 | ±0,10 | ±0,05 | 20,12 | 19,68 | - | - | - | - |
1,90 | - | 22,27 | - | - | - | - | ||
2,00 | 25,43 | 24,99 | 24,45 | 23,47 | - | 22,28 | ||
2,10 | - | 27,86 | - | 26,34 | 25,76 | - | ||
Примечание - При определении теоретической массы плотность меди принята равной 8,9 г/см | ||||||||
4.3.1 По согласованию изготовителя с потребителем трубки изготовляют промежуточных размеров по наружному и внутреннему диаметрам с предельными отклонениями по наружному диаметру, в соответствии с таблицами 1 и 2.
4.4 Трубки группы А изготовляют в бухтах.
Трубки толщиной стенки менее 0,40 мм изготовляют длиной не менее 10 м. Трубки толщиной стенки 0,40 мм и более изготовляют длиной не менее 100 м.
Допускается изготовление трубок длиной менее 100 м, но не короче 10 м, в количестве не более 10% массы партии.
4.5 Трубки группы Б изготовляют в бухтах или мерных отрезках.
Трубки в бухтах изготовляют длиной не менее 100 м. Трубки в мерных отрезках изготовляют длиной, указанной в таблице 4.
При изготовлении трубок в бухтах допускаются трубки в отрезках длиной, указанной в таблице 4, в количестве не более 5% массы партии.
Трубки в бухтах с увеличенной минимальной длиной изготовляют по согласованию изготовителя с потребителем.
Условные обозначения трубок проставляют по схеме:
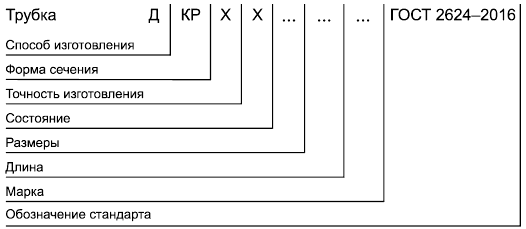
Знак "X" в схеме обозначает данные, имеющие более одного значения.
При этом используют следующие сокращения:
способ изготовления: | холоднодеформированная (тянутая) - Д; |
форма сечения: | круглая - КР; |
точность изготовления | нормальная - Н, |
повышенная - П; | |
состояние: | твердая - Т, |
мягкая - М; | |
длина: | мерная - МД, |
в бухтах - БТ. |
Примеры условных обозначений трубок:
Трубка группы А, холоднодеформированная, круглая, мягкая, наружным диаметром 1,2 мм, толщиной стенки 0,35 мм, в бухтах, из латуни марки 96:
Трубка ДКРХМ 1,20,35 БТ Л96 ГОСТ 2624-2016
Трубка группы Б, холоднодеформированная, круглая, твердая, наружным диаметром 2,10 мм, толщиной стенки 0,85 мм, длиной 9 м, из меди марки М2:
Трубка ДКРХТ 2,100,85
9000 МД М2 ГОСТ 2624-2016
5 Технические требования
5.1 Трубки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2 Трубки изготовляют из меди марок М1р, М2, М2р, МЗ с химическим составом по ГОСТ 859.
Допускается трубки групп А изготовлять из латуни марки Л96 с химическим составом по ГОСТ 15527.
5.3 Трубки групп А и Б изготовляют в мягком и твердом состояниях.
5.4 Наружная поверхность трубок должна быть чистой, свободной от загрязнений, затрудняющих их осмотр, и не должна иметь плен, раковин, окалины, пузырей, расслоений, надрывов, трещин, забоин и вмятин.
На наружной поверхности трубок не должно быть остатков жидкостей и солей, вызывающих окисление трубок.
Допускаются цвета побежалости, а также следы удаления дефектов зачисткой, местные дефекты в виде плен, вмятин, забоин, раковин, рисок, если их контрольная зачистка не выводит трубку за предельные отклонения по наружному диаметру. Такие дефекты и следы зачистки допускаются не более двух на 1 м трубки.
5.5 Внутренняя поверхность трубок должна быть чистой, сухой, не иметь окалины, грязи, солей и остатков и кислот.
Канал трубок не должен быть загрязнен пылью, маслом и окалиной.
Для трубок группы Б количество сухого осадка в канале трубки не должно превышать 1,7 мг на 1 м длины.
5.6 Трубки должны быть герметичными.
5.7 Пропускная способность трубок группы А должна соответствовать нормам, указанным в таблице 3.
Таблица 3
Условный внутренний диаметр, мм | Давление воздуха или азота, МПа (кгс/см | Длина отрезка трубки, мм | Пропускная способность, см |
0,35 | 0,098 (1) | 10000±500 | 15 |
0,40 | 20 | ||
0,45 | 30±10 | ||
0,50 | 60±15 | ||
0,55 | 90±15 | ||
0,60 | 150±20 | ||
Примечание - Для трубок наружным диаметром 2,50 мм и внутренними диаметрами 0,80 и 1,30 мм, а также для трубок наружным диаметром 2,00 мм и внутренним диаметром 0,75 мм пропускную способность не устанавливают. | |||
5.8 Пропускная способность трубок группы Б должна соответствовать нормам, указанным в таблице 4.
Пропускная способность мерных отрезков трубок в пределах одной бухты не должна отличаться более чем на 300 см/мин.
Таблица 4
Условный внутренний диаметр, мм | Длина отрезка трубки, мм | Пропускная способность, 10 | |
0,8 (8) | 1,0 (10) | ||
0,60 | 2900-3100 | - | 4,3-4,9 |
0,65 | - | 4,6-5,2 | |
0,70 | - | 6,2-6,8 | |
0,90 | - | 11,4-12,6 | |
0,80 | 2800-3300 | 5,9-6,5 | 7,2-9,2 |
0,85 | 5500-7000 | 5,6-6,2 | |
5.8.1 Нормы пропускной способности трубок по 4.3.1 устанавливают по согласованию изготовителя с потребителем.
5.9 Трубки группы Б должны выдерживать без образования трещин или надрывов испытание на изгиб.
5.10 Механические свойства трубок должны соответствовать нормам, указанным в таблице 5.
Таблица 5
Состояние материала | Временное сопротивление | Относительное удлинение после разрыва, % | |
|
| ||
Не менее | |||
Мягкое | 200 (21) | 35 | 40 |
Твердое | 250 (26) | 4 | 5 |
5.11 Концы трубок должны быть сплющены на длину 10-15 мм до соприкосновения противоположных стенок.
5.12 Трубки должны быть намотаны в бухты правильными не перепутанными рядами. Витки бухт не должны слипаться и затруднять размотку трубок с бухты.
5.13 Трубки поставляют ровно обрезанными с двух сторон. Рез должен быть перпендикулярным к диаметру к оси трубки и не иметь заусенцев.
5.14 Овальность трубок не должна превышать предельных отклонений по наружному диаметру.
6 Правила приемки
6.1 Трубки принимают партиями. Партия должна состоять из трубок одной марки металла, одной группы, одного размера, одного состояния материала и быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и/или продавца;
- условное обозначение трубок;
- группу трубок;
- номер партии;
- массу нетто партии;
- количество мест в партии.
Масса партии должна быть не более 500 кг.
Допускается оформлять один документ о качестве для нескольких партий трубок, отгружаемых одновременно одному потребителю.
6.2 Проверке наружной поверхности, герметичности и пропускной способности подвергают каждую бухту и каждый пучок партии.
6.3 Для контроля наружного диаметра и овальности отбирают две бухты или два пучка от партии.
6.4 Для проверки чистоты канала отбирают две бухты или два пучка от партии.
6.5 Для испытания на растяжение и загиб отбирают три бухты или три пучка от партии.
Испытания на загиб проводят по требованию потребителя.
6.6 Для определения химического состава материала трубок отбирают две бухты или два пучка от партии. Допускается у изготовителя проводить обор проб для проверки химического состава от расплавленного металла.
6.7 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве бухт и пучков, взятых от той же партии.
Результаты повторных испытаний распространяют на всю партию.
6.8 Допускается по согласованию изготовителя с потребителем применять статистические методы контроля качества поверхности, толщины стенки, длины, косины реза, механических свойств и кривизны. От партии отбирают трубки "вслепую" (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. Количество контролируемых трубок определяют по таблице 6.
Таблица 6
В штуках | ||
Количество трубок в партии | Количество контролируемых трубок | Браковочное число |
2-8 | 2 | 1 |
9-15 | 3 | 1 |
16-25 | 5 | 1 |
26-50 | 8 | 2 |
51-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
501-1200 | 80 | 8 |
1201-3200 | 125 | 11 |
Количество трубок в партии , шт., вычисляют по формуле
![]() , (1)
, (1)
где - масса трубок в партии, кг;
- теоретическая масса 1 м трубок, кг;
- средняя длина трубки, м.
Партию считают соответствующей требованиям настоящего стандарта, если браковочное число менее приведенного в таблице 6.
7 Методы контроля и испытаний
7.1 Осмотр наружной поверхности трубок проводят без применения увеличительных приборов.
7.2 Измерение наружного диаметра и овальности проводят микрометром с ценой деления шкалы 0,01 мм по ГОСТ 6507 в двух взаимно перпендикулярных направлениях в одном сечении.
Допускается изготовителю проводить контроль размеров трубок другим инструментом, обеспечивающим соответствующую точность измерения.
Для измерения наружного диаметра и овальности отбирают по одному отрезку или одной трубке от каждой бухты или пучка, взятых от партии.
Условный внутренний диаметр контролируют пропускной способностью.
7.3 Для контроля чистоты канала трубок отбирают по одной трубке от каждой бухты или каждого пучка, взятого от партии.
Чистоту канала проверяют путем продувки отрезков трубок из числа взятых для контроля пропускной способности.
Продувку проводят сухим воздухом или азотом под давлением не менее 4,9 МПа (50 кгс/см) на экран из белой бумаги или ткани, расположенный на расстоянии 30 мм от конца отрезка в течение 10 с. Отсутствие потемнения экрана является признаком чистоты канала.
Оценку чистоты канала по массе сухого осадка проводят по ГОСТ 27450.
7.4 Контролю пропускной способности подвергают каждую трубку бухты или пучка. От каждой трубки, взятой от бухты, отбирают по одному отрезку от ее концов.
7.5 Пропускную способность трубок группы А проверяют по методу вытеснения воды из бюретки воздухом или азотом под давлением 1 кгс/см в течение 1 мин.
Пропускную способность трубок с условными внутренними диаметрами 0,55 и 0,60 мм проверяют в течение 30 с.
Пропускную способность трубок группы Б проверяют при комнатной температуре реометром по ГОСТ 9932. Допускается проверять пропускную способность трубок группы Б расходометром, не уступающим по точности реометру.
7.6 Давление воздуха или азота контролируют манометром класса точности 0,6 по ГОСТ 2405 или другим манометром, обеспечивающим соответствующую точность измерения. Предельное отклонение давления воздуха или азота при определении пропускной способности трубок не должно превышать ±1%.
Проверку проводят на отрезке максимальной длины, указанной в таблице 4. Если пропускная способность этого отрезка выше нормы, указанной в таблице 4, его считают не выдержавшим испытание. Если пропускная способность этого отрезка ниже нормы, то его длину уменьшают вначале до среднего, затем до минимального значения. Отрезок считают выдержавшим испытание, если его пропускная способность при длине (максимальной, средней или минимальной) находится в пределах норм, указанных в таблице 4.
Разницу пропускной способности в пределах одной бухты определяют по результатам контроля отрезков одинаковой длины, взятых от обоих концов бухты.
При возникновении разногласий определение пропускной способности проводят по образцам, согласованным между потребителем и изготовителем.
7.7 Испытание трубок на растяжение проводят по ГОСТ 10006 на длинных или коротких образцах.
Для испытания отбирают по одному образцу от каждой бухты или каждого пучка, взятых от партии.
7.8 Испытание трубок на загиб вокруг оправки радиусом 3 мм на угол 90° проводят по ГОСТ 3728.
Для испытания отбирают по одному образцу от каждой бухты или каждого пучка, взятых от партии.
7.9 Испытанию на герметичность подвергают каждую трубку бухты или пучка партии.
Испытание на герметичность проводят следующим образом: трубку со сплющенным концом опускают в воду, через другой конец трубки вдувают сухой воздух или азот под давлением 3,9-4,9 МПа (40-50 кгс/см), при этом на поверхности трубок не должны появляться пузырьки.
По требованию потребителя трубки должны выдерживать испытание на герметичность под давлением 6,9-7,9 МПа (70-80 кгс/см).
Время выдержки при указанном давлении - не менее 10 с.
7.10 Для определения химического состава отбирают по одному образцу от каждой бухты или каждого пучка выборки.
Отбор и подготовку образцов для контроля химического состава проводят по ГОСТ 24231.
Химический состав материала трубок из латуни марки Л96 определяют по ГОСТ 1652.1 - ГОСТ 1652.13, из меди по ГОСТ 9717.2, ГОСТ 9717.3, ГОСТ 13938.11, ГОСТ 13938.13, ГОСТ 25086, ГОСТ 31382.
При возникновении разногласий между потребителем и изготовителем в оценке качества химический состав трубок определяют по ГОСТ 1652.1 - ГОСТ 1652.13, ГОСТ 25086.
7.11 При возникновении разногласий между потребителем и изготовителем проверку трубок по 5.12 проводят путем перемотки бухты.
7.12 Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность, установленную в настоящем стандарте.
8 Маркировка, упаковка, транспортирование и хранение
8.1 Трубки поставляют в бухтах массой до 50 кг. По согласованию сторон масса бухты может быть увеличена.
Бухты должны быть перевязаны шпагатом из синтетических материалов по нормативным документам или упаковочной стальной лентой размером 0,215 мм и более по ГОСТ 3560 с прокладкой любой бумаги под ленту или другим материалом по технической документации, не ухудшающим качества упаковки, не менее чем в четырех местах.
Каждый отрезок в бухте должен быть перевязан отдельно не менее чем в двух местах.
Внутренний диаметр бухты должен быть 250-750 мм.
Трубки группы Б, поставляемые отрезками, упаковывают в отдельные бухты. Трубки в мерных отрезках длиной 3000 мм и менее можно поставлять в пучках массой до 80 кг. Пучки должны быть перевязаны не менее чем в трех местах.
8.2 К каждой бухте и пучку должна быть прикреплена бирка с указанием:
- наименования или товарного знака предприятия-изготовителя;
- страны-изготовителя;
- условного обозначения трубок;
- номера партии;
- штампа технического контроля.
8.3 Трубки в бухтах и пучках упаковывают в сплошные деревянные ящики типов I и II по ГОСТ 2991, которые внутри выкладывают оберточной бумагой по ГОСТ 2228, ГОСТ 8828 или парафинированной бумагой по ГОСТ 9569, или другим материалом по нормативным документам, предохраняющим их от механических повреждений и коррозии.
8.4 В каждый ящик с трубками должен быть вложен или прикреплен металлический, картонный или фанерный ярлык по ГОСТ 14192, на котором указывают:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- условное обозначение трубок;
- номер партии;
- обозначение настоящего стандарта;
- штамп технического контроля или номер контролера.
8.5 Допускается бухты и пучки трубок, обернутые в бумагу, транспортировать без упаковки в ящики в контейнерах по ГОСТ 15102, ГОСТ 18477.
8.6 Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 26663, ГОСТ 24597 и других нормативных документов.
Пакетирование осуществляют на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм и обвязкой не менее чем в двух местах или крестообразно стальной проволокой диаметром не менее 3 мм по ГОСТ 3282, или стальной лентой размером не менее 0,330 мм по ГОСТ 3560, или с использованием пакетируемых строп.
8.7 Упаковка продукции, отправляемой в районы Крайнего Севера и приравненные к ним местности, - по ГОСТ 15846, группа "Металлы и металлические изделия".
8.8 Транспортная маркировка грузовых мест - по ГОСТ 14192 с нанесением манипуляционного знака "Беречь от влаги" и дополнительной надписи номера партии в свободном от транспортной маркировки месте. Транспортную маркировку наносят любым способом, предусмотренным ГОСТ 14192.
8.9 Транспортирование трубок осуществляют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Размещение и крепление грузов, транспортируемых по железной дороге, должно соответствовать правилам погрузки и крепления грузов.
8.10 Трубки хранят в закрытых помещениях в условиях, исключающих механические повреждения трубок, попадание на них влаги и действие активных химических веществ.
При соблюдении указанных условий транспортирования и хранения потребительские свойства трубок не изменяются.
Приложение А
(справочное)
Рекомендуемая область применения капиллярных трубок
Таблица А.1
Группа | Назначение |
А | Для общих целей, например для измерительных приборов. Применяемая среда: воздух, масло, бензин и др. |
Б | Для дросселей между конденсатором и испарителем холодильных установок. Применяемая среда: хладагенты |
УДК 669.3-462:532.66:006.354+669.35'5-462:532.66:006.354 | МКС 23.040.15 |
Ключевые слова: капиллярные медные и латунные трубки, круглые, холодно-деформированные (тянутые), нормальная и повышенная точность, мягкое и твердое состояния, мерная длина, бухты, овальность, пропускная способность, испытание на загиб, механические свойства | |
(Поправка. ИУС N 6-2017).
Электронный текст документа
и сверен по:
, 2017
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}