Группа В62
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 9941-72*
Взамен
ГОСТ 9941—62
ТРУБЫ БЕСШОВНЫЕ ХОЛОДНО-И ТЕПЛОДЕФОРМИРОВАННЫЕ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ
Seamles cold and warm deformed tubes made of corrosion resistant steel
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 января 1972 г. № 147 срок введения установлен
с 01.0L 1973 г.
Несоблюдение стандарта преследуется по закону
1. СОРТАМЕНТ
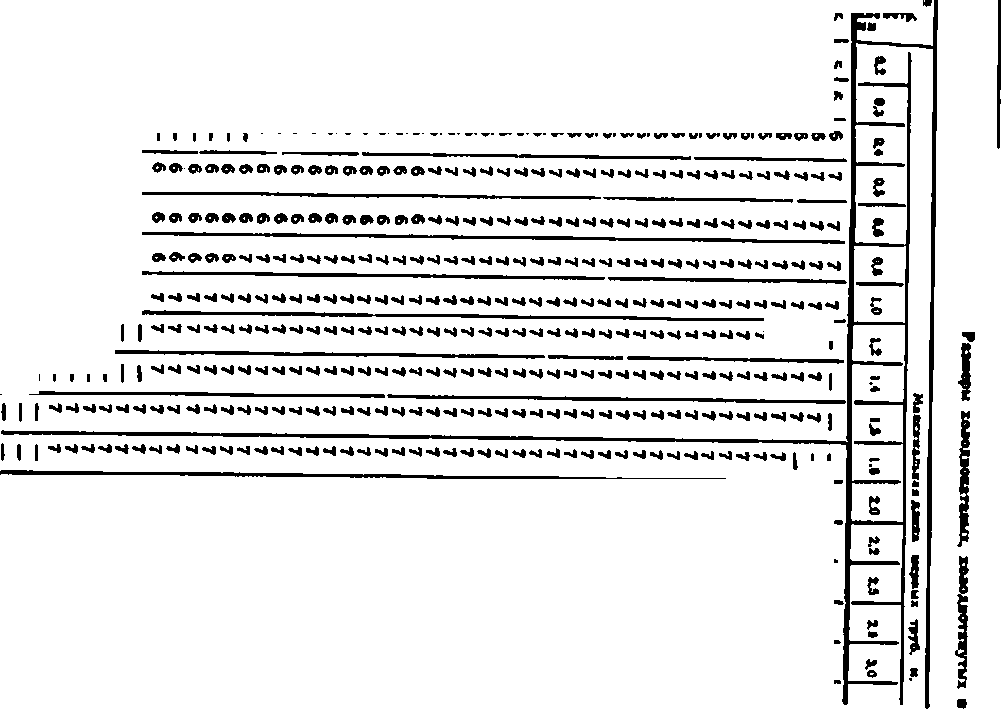
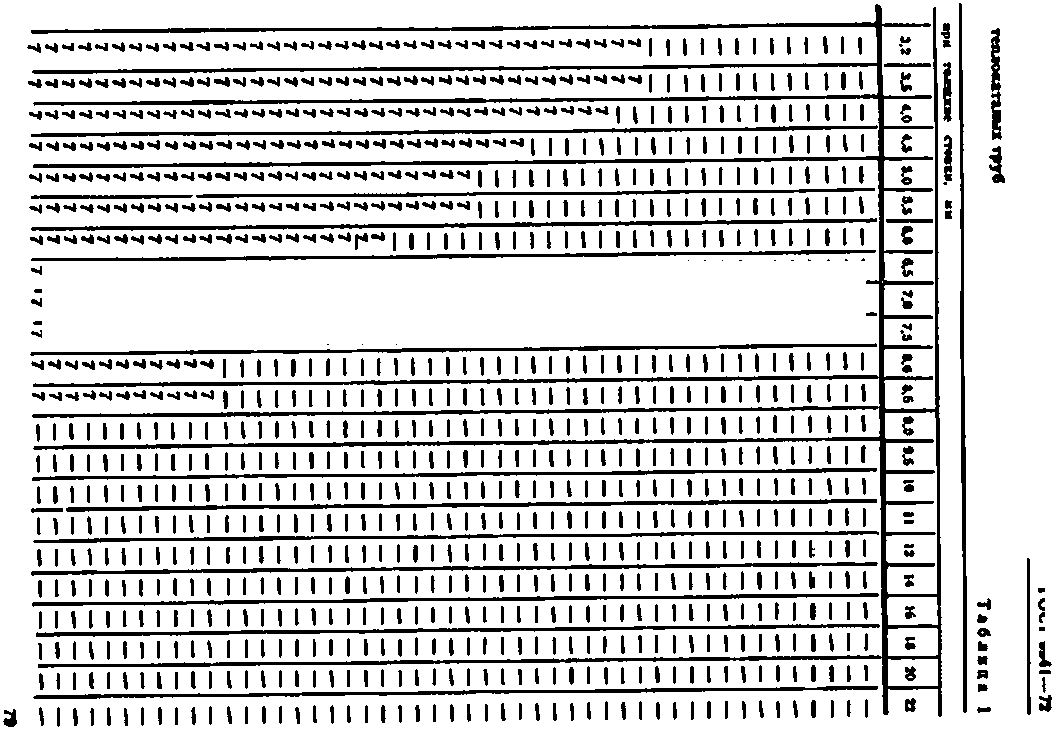
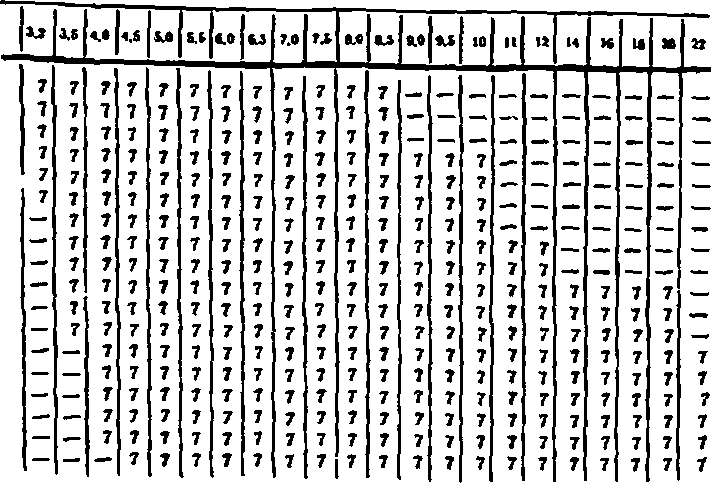
1.1. Размеры труб должны соответствовать указанным в табл. L
1.2. По длине трубы должны поставляться:
а) немерной длины;
с толщиной стенки от 0,5 мм — до 0,75 м до величины, указанной в табл. 1;
с толщиной стенки от 0,5 до 1 мм — от 1,0 м до величины, указанной в табл. 1;
Н*»ужМ
I
|||ЧМЧЧЧЧМЧЧММЧЧМЧЧ^ЧЧЧЧЧЧМЧ^ЧЧМЧЧММЧЧ^ЧЧМЧЧММ||| | ||
| [ | ^^-^ччмччччч^ччччччччч^^чччч^^^ч^ччччччмчч | |||| | ||
I I | ччччччч-ч чччччччччччччч» | *мчм^ммчм^ммммммммм|| | 1 1 1 |
| | r44M4N4S4N4M4444^4S^4s | ^44S4444444444| ||Н| | 1 1 1 |
)ЧчччЧч^ЧччммчЧ|||||| | 1 1 1 |
ГОСТ М41—71 Г0СТ4М
И 1 | I I I I I I I 1 1 1 1 1 1 | 1 И 11 1 1 1 1 1 1 1 1 |
ччччччмчччччччччч,|I|III11111111111 | 1111111111 111 |
„ЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧ||1|||IН1111111 И | 1111111111 111 |
ГОСТ ЖI - п
MtKCaiiMdui | ХШ М«9Ш трН. ». | ||||||||||||||||
и x5i | а.? | ез | 0.4 | •Л | 14 | <4 | U | 13 | 1.4 | м | 13 | 23 | 2.2 | 23 | 13 | 23 | |
85 а 90 ♦$ 100 102 108 1)0 ш IX 140 150 180 170 180 200 230 2S0 | 1 1 1 1 1 1 1 1 1 1 1 1 1 |
Примеяаааа:
]. Требоааеяа к гасшстаяым трубам е отяоммкем £>»/#> 40 в мсш юта техютеехой лмгумемтажаев, утмрждотой а гетто whom порядке.
1 Трубы кэ стаж марок 12X17, 08XJ7T к 15X2ST оостидкюта с маружжмы & Теоретшжеехк! мата одвосо метра ддяжы вагексдаета а килограммах
G~
я
1000
(Da—з)*з
где &• •* ммпмшЕм! карухмыР два метр, мм; t —- всшкалъвая то лива О — мояюсть металла, г/ем* а аааасамостк от нарки стал* о соот-
с толщиной стенки 1 мм и более — от 1.5 до 9 м.
По соглашению сторон доаускается поставка труб длиной более 9м;
б) мерной длины —ве более указанной в табл. 1;
■) длины, кратной мерной, в пределах мерной длины с припуском на каждый рез по 5 мм (если другой ве оговорен в заказе) и предельным отклонением по всей длине + 15 мм. Минимальная кратность 300 мм,
1.3. В каждой партии труб мерной дливы допускается ве более 15% труб длиной до 13 м, но ве менее 0.5 м.
ВО
•м ст««0 • вн
тежнпеооц хан«тсф»лмк * смелел мои отклооошЬ >о рашефам устааааша* дкаметфом не мет 21 ат.
*0 форму*:
стеяи» мм: mtctxw с табж. X
1.4. В каждой партии труб мерной длины допускается не более 10% труб немерной длины.
1.5. По требованию потребителя трубы должны поставляться только меркой длины.
(Измененная редакция —«Ивформ. указатель стандартов» № 1 1974 г.).
1.6. Трубы должаы поставляться во наружному диаметру и толщине стенки. Предельные отклонения по наружному диаметру и толокне стенки труб не должны превышать указанных в табл. 2. в зав
1.7. По требованию потребителя трубы должны поставляться:
а) повышенной и высокой точности;
б) с комбинированными предельными отклонениями: например, по наружному диаметру — с отклонениями обычной точности, а толщине стенки — с отклонениями повышенной или высокой точности и т. д.
1.8. По требованию потребителя трубы должны поставляться по внутреннему диаметру и толщине стенки. Методика замера и допускаемые отклонения по внутреннему диаметру устанавливаются по соглашению сторон.
1.9. Овальность и разностенность труб не должны выводить их размеры за предельные отклонения соответственно по наружному диаметру и толщине стенки.
Таблица 2
Размеры тру* | Предельные отклонения при точности изготовления | ||
обычной | повышенной | ВЫСОКОЙ | |
Наружный диаметр: | |||
от 5 до 10 мм | ±0,3 мм | ±0,2 мм | ±0,15 мм |
св. 10 до 30 мм | ±0,45 мм | ±0,3 мм | ±0,2 мм |
св. 30 мм Толщина стенки: | ±1.2% | ±1.0% | ±0,8% |
0,2 мм | ±0,05 мм | ±0,03 мм | |
от 0,3 до 0,4 мм | ±0,07 мм | ±0,05 мм | — |
от 0,5 до 0,6 мм | ±0,10 мм | ±0,07 мм | —- |
от 0,7 до 1,0 мм | ±0,15 мм | ±0,10 мм | |
св. 1 до 3 мм | ±15% | ±12,5% | + 12,5 —10% |
св. 3 до 7 мм | ±12,5% | + 12,5 —10% | ±ю% |
св. 7 мм | + 12,5 -10% | ±10% |
1.10. Кривизна любого участка трубы на 1 м длины не должна превышать:
1 мм — для труб диаметром 5 мм и более, с толщиной стенки 0,5 мм и более;
2 мм—для труб диаметром более 15 мм, с толщиной стенки менее 0,5 мм.
Для труб диаметром менее 15 мм, с толщиной стенки менее 0,5 мм нормы кривизны не регламентируются, но эти трубы не должны иметь резких перегибов.
Примеры условных обозначений труб:
труба из стали марки 12Х18Н10Т наружным диаметром 25 мм, толщиной стенки 2 мм, обычной точности изготовления, немерной длины:
Труба 25Х2—12Х18Н10Т ГОСТ 9941—72
В2
То же, повышенной точности изготовления по диаметру и толщине стенки, немерной длины:
Труба 25пх2п—12Х18Н10Т ГОСТ 9941—72
То же, повышенной точности изготовления по диаметру и высокой точности изготовления по толщине стенки, длины, кратной 1 м: Труба 25пХ2вхЮ00 кг—12Х18Н10Т ГОСТ 9941—72
То же, обычной точности изготовления, мерной длины 3 м (п.1.4):
Труба 25X2X3000—12X18НЮТ ГОСТ 9941—72
То же, повышенной точности изготовления, мерной длины 3 м (п. 1.5):
Труба 25пх2пх3000 М—12Х18Н10Т ГОСТ 9941—72
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы должны изготовляться из стали марок, указанных в табл. 3, с химическим составом по ГОСТ 5632—72.
Примечания:
1. Допускается изготовлять трубы из металла с микродобавками редкоземельных металлов.
2. Содержание серы в стали, предназначенной для изготовления труб, подлежащих сварке, не должно превышать 0,02%.
2.2. Поверхность труб должна быть светлой. Допускается мато-
Т а бл ица 3
Марка стали | Временное сопротивление св. кгс/мм* (КИН/м») | Относительное удлинение б», % | Плотность Р. г/сы* |
■е 1 | teaee | ||
08Х17Т | 38 (37,2) | 17 | 7,70 |
08X13 | 38 (37,2) | 22 | 7,70 |
12X13 | 40 (39,2) | 22 | 7,70 |
12X17 | 45 (44,1) | 17 | 7,70 |
15Х25Т | 47 (46,1) | 17 | 7,60 |
04Х18Н10 | 50 (49,0) | 45 | 7,90 |
08Х20Н14С2 | 52 (51,0) | 35 | 7,70 |
10Х17Н13М2Т | 54 (52,9) | 35 | 8,00 |
08Х18Н12Б | 54 (52,9) | 37 | 7,90 |
10Х23Н18 | 54 (52,9) | 35 | 7,95 |
08Х18Н10 | 54 (52,9) | 37 | 7,90 |
08Х18Н10Т | 56 (54,9) | 37 | 7,90 |
08Х18Н12Т | 56 (54,9) | 37 | 7,95 |
08Х17Н15МЗТ | 56 (54,9) | 35 | 8,10 |
12Х18Н10Т | 56 (54,9) | 35 | 7.95 |
12Х18Н12Т | 56 (54,9) | 35 | 7,90 |
09Х14Н19В2БР | 56 (54,9) | 35 | 8,15 |
12Х18Н9 | 56 (54,9) | 37 | 7,90 |
17Х18Н9 | 58 (56,8) | 35 | 7,90 |
08Х22Н6Т | 60 (58,8) | 20 | 7,60 |
Примечание.
По требованию потребителя трубы
12XI8H10T поставляются с удлинением 6»>40%.
на стали марки
вая поверхность с серым оттенком, обусловленная способом производства и маркой стали.
Примечание. Допускается поставка труб без последующего травления после термической обработки в защитной атмосфере с цветами побежалости на поверхности.
(Измененная редакция — «Информ, указатель стандартов» № 1 1974 г.).
2.3. Наружная и внутренняя поверхности труб должны быть без плен, рванин, закатов, трещин и глубоких рисок. Допускается удаление дефектов путем местной зачистки, сплошной или местной шлифовки, расточки и обточки при условии, что величина расточки, обточки или сплошной шлифовки не выводит диаметр и толщину стенки за пределы минусовых отклонений, а местной зачистки или шлифовки—толщину стенки за пределы минусовых отклонений, указанных в табл. 2.
Примечание. По требованию потребителя глубина местной зачистки или шлифовки не должна выводить диаметр и толщину стенки за пределы минусовых отклонений, указанных в табл. 2.
Без зачистки допускаются мелкие поверхностные дефекты, обусловленные способом производства: единичные мелкие чешуйчатые плены, неглубокие риски, шероховатость, царапины и вмятины, легко зачищаемые и не выводящие толщину стенки за пределы допускаемых минусовых отклонений.
2.4. По соглашению сторон трубы подвергаются дефектоскопии неразрушающими методами.
2.5. Трубы должны поставляться в термически обработанном состоянии.
Механические свойства труб в состоянии поставки должны соответствовать нормам, приведенным в табл. 3.
Примечание. По требованию потребителя допускается поставка труб без термической обработки. При этом нормы механических свойств и кривизны являются факультативными. Осветлению поверхности, испытанию на межкристаллитную коррозию трубы не подвергают.
2.6. Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев. По требованию потребителя на концах труб с толщиной стенки более 5 мм должна иметься фаска для сварки.
2.7. По требованию потребителя трубы из стали марок
12Х18Н10Т, I2X18H12T, 09Х14Н18В2БР, 12Х18Н9, 17Х18Н9,
04Х18Н10, 08Х20Н14С2, 10Х17Н13М2Т, 08Х18Н12Б, 10Х23Н18, 08Х18Н10Т, 08Х18Н10, 08Х18Н12Т, 08Х17Н15МЗТ испытываются на сплющивание или на раздачу. Испытание на сплющивание проводят до получения между сплющивающими поверхностями расстояния (Н) в миллиметрах, вычисляемого по формуле
rj 1,08 • s
п —-----------,
0.08 + ^■'номин где s — номинальная толщина стенки в мм;
Ономии — номинальный наружный диаметр в мм.
Испытание на раздачу проводят до увеличения на 10% наружного диаметра.
(Измененная редакция — «Информ, указатель стандартов» № 1 1974 г.).
2.8. Трубы, работающие под давлением (что должно быть оговорено в заказе), должны выдерживать без образования течи испытательное гидравлическое давление (Р) в кгс/см2, величину которого вычисляют по формуле
п 200
где а — минимальная толщина стенки трубы в мм;
R — допускаемое напряжение в кгс/мм2, равное 40% от временного сопротивления для данной марки стали;
DB — внутренний диаметр трубы в мм.
Гидравлическое давление должно гарантироваться предприятием-изготовителем труб.
По требованию потребителя каждая труба должна быть испытана под давлением, вычисленным по приведенной выше формуле. С согласия потребителя допускается вместо гидравлического испытания каждой трубы производить контроль качества труб неразрушающими методами при гарантии требуемого гидравлического давления.
2.9. Трубы из стали марок 09Х14Н19В2БР, 10Х17Н13М2Т, 08Х17Н15МЗТ, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т,
О8Х18Н12Т, 12Х18Н12Т, 12Х18Н9, 08Х18Н12Б поставляются:
а) с испытанием на межкристаллитную коррозию, что указывается в заказе;
б) без испытания на межкристаллитную коррозию.
(Измененная редакция — «Информ, указатель стандартов» № 1 1974 г.).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы предъявляются к приемке партиями.
Партия должна состоять из труб одного размера по диаметру и толщине стенки, одной марки стали и одного вида термообработки, а по требованию потребителя — одной плавки.
Количество труб в партии должно быть не более 300 шт.
3.2. Каждая труба в партии должна быть подвергнута визуальному осмотру и обмеру.
3.3. Химический состав стали принимают согласно сертификату предприятия-поставщика заготовки.
При необходимости проверки химического состава готовых труб от одной трубы данной плавки отбирают стружку по ГОСТ 7565—73 и производят химический анализ по ГОСТ 20560—75 и ГОСТ 12344—78, ГОСТ 12345—80, ГОСТ 12346—78, ГОСТ 12347—77, ГОСТ 12348—78, ГОСТ 12349—66, ГОСТ 12350—78, ГОСТ 12351—66, ГОСТ 12352—66, ГОСТ 12353—78, ГОСТ 12354—66, ГОСТ 12355—78, ГОСТ 12356-66 —ГОСТ 12361-66, ГОСТ 12362—79, ГОСТ 12363—79, ГОСТ 12364—66, ГОСТ 12365—66.
3.4. Для контроля качества металла готовых труб устанавливают следующие правила отбора образцов:
а) на растяжение — по одному образцу от двух труб партии;
б) на сплющивание и раздачу — один образец от одной трубы партии;
в) на межкристаллитную коррозию — по одному образцу от двух труб партии.
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Испытание на растяжение должно производиться по ГОСТ 10006—73 на продольных коротких образцах.
4.2. Испытание на раздачу должно производиться по ГОСТ
8694— 75 на трубах с толщиной стенки не более 10 мм при помощи оправки с конусностью 1:10.
4.3. Испытание на сплющивание должно производиться по ГОСТ
8695— 75 на трубах с толщиной стенки не более 10 мм.
При обнаружении на сплющиваемых образцах мелких дефектов, являющихся следствием наружных пороков, обусловленных способом производства и допускаемых без зачистки (п. 2.3), допускается проводить повторное испытание на сплющивание образца, отобранного от той же трубы, с предварительной зачисткой поверхности со стороны, на которой обнаружены раскрытые дефекты, на глубину в пределах половины допуска на толщину стенки, но не более 0,2 мм.
4.4. Гидравлические испытания труб должны проводиться по ГОСТ 3845—75 с выдержкой их под давлением не менее 10 с.
4.5. Испытание труб неразрушающим методом проводится по методике, согласованной с потребителем.
4.6. По требованию заказчика проводятся механические испытания— определение предела текучести и временного сопротивления разрыву при температуре 350° С по ГОСТ 19040—73. Результаты испытаний заносят в сертификат.
4.7. Испытание на межкристаллитную коррозию должно проводиться по ГОСТ 6032—75. Метод испытания указывается в заказе. Метод испытания стали марок, не оговоренных в ГОСТ 6032—75, согласовывается между сторонами.
4.8. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве образцов, взятых от той же партии труб. Результаты повторных испытаний являются окончательными.
При получении неудовлетворительных результатов повторных испытаний допускается партию труб подвергать переработке либо поштучному 100%-ному контролю по тому виду испытаний, по которому получены неудовлетворительные результаты. Повторно переработанная партия труб предъявляется как новая.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку, упаковку, транспортирование, оформление документации и хранение производят по ГОСТ 10692—73 в части стальных труб, за исключением пп. 17 и 18.
{kind=link}