ГОСТ Р МЭК 62382-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СИСТЕМЫ УПРАВЛЕНИЯ В ОБРАБАТЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ
Контроль электрических и измерительных контуров
Control systems in the process industry. Electrical and instrumentation loop check
ОКС 25.040.40*
_____________________
* По данным официального сайта Росстандарта ОКС 25.040,
здесь и далее. - .
Дата введения 2017-04-01
Предисловие
1 ПОДГОТОВЛЕН Негосударственным образовательным частным учреждением "Новая Инженерная Школа" (НОЧУ "НИШ") на основе официального перевода на русский язык англоязычной версии указанного в пункте 4 стандарта, который выполнен Российской комиссией экспертов МЭК/ТК 65, и Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 306 "Измерения и управление в промышленных процессах"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 1 июня 2016 г. N 465-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 62382:2012* "Системы управления в обрабатывающей промышленности. Контроль электрических и измерительных контуров" (IEC 62382:2012 "Control systems in the process industry - Electrical and instrumentation loop check", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации IEC/TC 65 "Измерения и управление в промышленных процессах".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
В настоящем стандарте приведено описание рекомендуемых пошаговых операций по проведению контроля путем обратной передачи данных, состоящих из действий, выполняемых в период между завершением строительства контура (включая установку и прозвонку) и началом проведения холодной пусконаладки. Настоящий стандарт применяется на стадиях строительства заводов и расширении/модернизации установок электрооборудования и контрольно-измерительных приборов (КИП) на действующих заводах, включая программируемые логические контроллеры (PLC), системы автоматизации здания (ВАЗ), распределенные системы управления (DCS), смонтированные на панели, и полевую измерительную аппаратуру. В настоящем стандарте не приведено описание детальной проверки систем энергораспределения, за исключением тех, которые связаны с проверяемыми замкнутыми цепями (т.е. пускового устройства электродвигателя или электропитания четырехпроводного датчика).
При применении в фармацевтической или другой высокоспециализированной отрасли необходимо применять дополнительные руководства [например. Надлежащая практика автоматизированного производства (GAMP)], определения и положения в соответствии с действующими стандартами, например, для выполнения требований к надлежащей производственной практике необходимо применять GMP Compliance 21 CFR (FDA) [Соблюдение требований надлежащей производственной практики. 21 Свод федеральных постановлений США (Управление по контролю за продуктами и лекарствами (США)] и стандартный технологический регламент Европейского агентства по лекарственным средствам (SOP/INSP/2003).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
IIEC 61131 (all parts), Programmable controllers [Программируемые контроллеры]
lEC 62337, Commissioning of electrical, instrumentation and control systems in the process industry - Specific phases and milestones (Системы электрические, контрольно-измерительная аппаратура и системы управления в обрабатывающей промышленности. Ввод в эксплуатацию. Типовые стадии и этапы)
IEC 62424, Representation of process control engineering - Requests in P&l diagrams and data exchange between P&ID tools and PCE-CAE tools (Представление технологии контроля процесса. Запросы в диаграммах P&I и обмен данными между средствами P&ID и средствами РСЕ-САЕ)
IEC 62708, Documents for Electrical and Instrumentation Projects in the Process Industry (Документы для проектов электрических и измерительных приборов в обрабатывающей промышленности)
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 подготовка к пусконаладочным работам (precommissioning): Стадия, на которой выполняются действия по регулировке в нерабочем состоянии, проверке в режиме остановки, очистке и тестированию механизмов.
Пример - См. приложения А-Е.
3.1.2 завершение монтажных работ (mechanical completion, МС): Промежуточный этап, который достигается, когда завод или какая-либо его часть уже возведены и протестированы в соответствии с чертежами, спецификациями, инструкциями и соответствующими нормами и правилами в пределах, необходимых для проведения холодной пусконаладки.
Примечание - Данный этап включает завершение работ по монтажу электротехнической и приборной частей. Данный промежуточный этап означает завершение подготовки к пусконаладочным работам.
3.1.3 холодная пусконаладка (cold commissioning): Стадия, на которой выполняются действия, связанные с тестированием и приведением оборудования или объектов в действие с помощью таких контрольных сред, как вода или инертные вещества, до введения в систему каких-либо химических веществ.
3.1.4 пуск (start-up): Контрольный этап, означающий завершение холодной пусконаладки.
Примечание - На данном этапе рабочий диапазон всех петельных схем КИП уже настроен на реальные условия эксплуатации.
3.1.5 горячая пусконаладка (hot commissioning): Стадия, на которой выполняются действия, связанные с тестированием и приведением оборудования или объектов в действие с помощью реального химического процесса перед началом производства.
3.1.6 начало производства (start of production): Контрольный этап, означающий завершение горячей пусконаладки
Примечание - На данном этапе завод готов к полной и постоянной эксплуатации.
3.1.7 эксплуатационные испытания (performance test): Этап, на котором производственная установка (завод) достигает проектной мощности.
Примечание - Данные испытания, проводимые персоналом завода под контролем подрядчика, должны подтвердить выполнение гарантий подрядчика по производительности и потреблению, предусмотренных контрактом.
3.1.8 приемка завода (установки) (acceptance of plant): Этап, на котором завод (установка) официально передается от подрядчика владельцу.
3.1.9 основное программное обеспечение (basic software): Программное обеспечение, содержащее, как минимум, графические лицевые панели, аварийную сигнализацию базового уровня, точки переключения, базовую блокировку и аналоговое управление. При наличии контуров безопасности в него должна быть включена точка аварийного отключения, если она отсутствует в основной базе данных.
3.1.10 перечень контура (loop list): Сведенный в таблицу перечень всех тегов электрооборудования, КИП и управления (E&I) с тегированием, функциями и ПИД-указателями.
3.1.11 контурная схема (loop diagram): Представление функций аппаратного и/или основного программного обеспечения контура управления с графическими символами, например, в соответствии с МЭК 62424. Схема представляет оборудование в его топологическом порядке и монтажной схеме, включая точки подключения.
3.1.12 листок технических данных контура (loop sheet): Листок технических данных с указанием всех основных данных E&I, касающихся тегирования, функций, описания, диапазона измерений, местоположения, технологического процесса и КИП и т.д.
3.1.13 функциональная схема или логическая схема (function diagram or logic diagram): Описание функций E&I в соответствии с МЭК 61131. Использование данного термина/такой схемы ограничено обработкой только цифровых сигналов.
3.1.14 причинно-следственная матрица (cause and effect matrix): Приводы и датчики, приведенные в столбцах и строках в соответствии с их функциями, включая соответствующие функции переключения и/или сигнализации.
3.1.15 спецификация требований пользователя (user requirement specification): Примерная пользовательская спецификация потребителя с учетом дополненных технических требований заказчика.
3.1.16 спецификация требований (requirement specification): Полное описание всех требований для реализации (например, системы автоматизации).
3.1.17 перечень точки срабатывания и перечень параметров конфигурации (trip point list and configuration parameter list): Сведенный в таблицу перечень всех переменных параметров оборудования E&I.
3.2 Сокращения
В настоящем стандарте применены следующие сокращения:
BAS - система автоматизации здания;
С&Е - причинно-следственная матрица;
DCS - распределенная система управления;
E&I - системы электрооборудования, КИП и управления;
ESD - система аварийного отключения;
FAT - заводские приемочные испытания;
FUP - функциональная или логическая схема;
HMI - человеко-машинный интерфейс;
HW - аппаратное обеспечение;
МС - завершение монтажных работ;
МСС - центр управления двигателями;
PLC - программируемый логический контроллер;
SAT - приемочные испытания на месте эксплуатации;
SIT - объектовые интегральные испытания;
SW - программное обеспечение.
4 Порядок проведения контроля путем обратной передачи данных и холодной пусконаладки в графике проекта
Желательно проводить контроль путем обратной передачи данных на стадии подготовки к пусконаладочным работам в соответствии с графиком, представленным на рисунке 1. Однако, как правило, контроль путем обратной передачи данных проводят, когда конкретный контур завершен и передан группе проведения испытаний, даже если это происходит на стадии строительства. Продолжительность контроля путем обратной передачи данных может быть больше продолжительности стадии строительства.
|
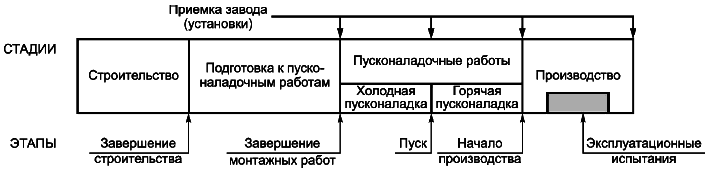
Примечание - Стадии "строительство" и "подготовка к пусконаладочным работам" могут перекрывать друг друга.
Рисунок 1 - Стадии и этапы
Контроль обратной передачи данных:
- проводится после стадии строительства Е(I и ЗПИ РСУ FAT DCS* в рамках проекта;
________________
* Текст документа соответствует оригиналу. - .
- является последней систематической проверкой перед завершением монтажных работ, проводится для подтверждения того, что:
- все документы E&I (листки технических данных контуров и т.д.) имеются в наличии и соответствуют последним версиям;
- все приборы и оборудование поставлены в соответствии с проектными спецификациями, если еще не проверены во время FAT или во время проверки качества при получении оборудования;
- установка была проведена в соответствии с проектными документами, соответствующими нормами и требованиями местных нормативно-правовых актов;
- функциональные характеристики контура являются корректными.
Контроль обратной передачи данных обеспечивает:
- в рамках проекта - проверку качества проектирования E&I и поставляемых приборов и оборудования, а также качества их установки;
- основание для стадии пусконаладочных работ, которая состоит из следующих стадий:
a) холодная пусконаладка - стадия, на которой проводят тестирование оборудования и объектов с помощью таких контрольных сред, как вода или инертные вещества,
b) горячая пусконаладка (химический запуск) - стадия, на которой выполняются действия, связанные с тестированием и приведением оборудования или объектов в действие с помощью реальных химикатов технологического процесса (первоначальный запуск технологического процесса).
Основными действиями на стадиях холодной и горячей пусконаладок являются: проверка системы, настройка контуров, приборов и схем управления.
5 Содержание процедуры проведения контроля путем обратной передачи данных
5.1 Действия, выполняемые при проведении контроля обратной передачи данных
Контроль обратной передачи данных включает в себя следующие элементы "одиночного контура" (датчик и/или привод):
- компоненты аппаратного обеспечения:
- приборы и компоненты, установленные в поле или в их конечных пунктах назначения,
- оборудование в помещениях E&I,
- жестко смонтированная функциональная взаимосвязь между контурами датчиков и приводов (если применимо),
- карты вводов и выводов (если применимо) систем управления технологическим процессом;
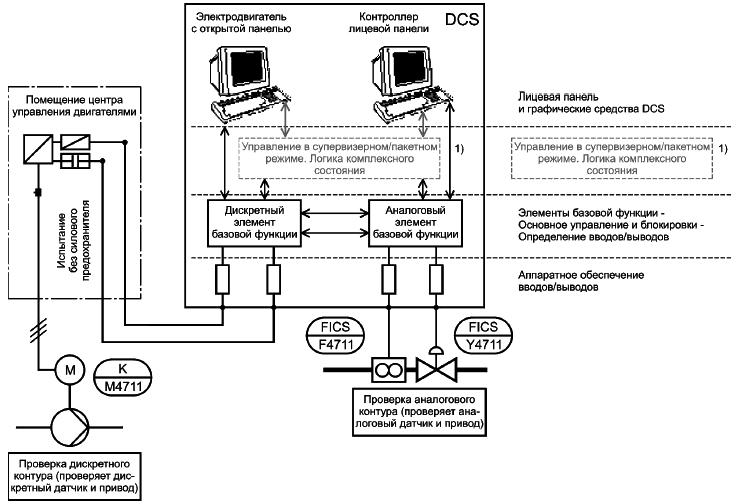
- компоненты основного программного обеспечения (включая графические лицевые панели, базовые уровни сигнализации, точки переключения, базовую блокировку и аналоговое управление) для тестирования полевых устройств. В контроле путем обратной передачи данных применяются базовые графические средства/лицевые панели системы управления (см. рисунок 2). Следует обратить внимание на то, что вводы и выводы могут подключаться не только к DCS, но и к ESD, PLC, контроллерам блоков и другим подсистемам. Все они отображаются в DCS.
Реальный контроль путем обратной передачи данных включает в себя следующие этапы (см. дополнительную информацию в разделе 6):
a) проверку документации
Проверка на полноту и корректность документов контура, включая документы, разработанные во время установки и FAT;
b) визуальную проверку устройств контура на правильность установки и тегирования;
c) функциональную проверку
Применяется испытательное устройство для проверки всех компонентов контура (включая HW, схему соединений и SW). Данное испытательное устройство проверяет корректность функционирования всех компонентов и правильность показаний DCS и панели.
|
_______________
Проверка эксплуатационной конфигурации выполняется во время холодной и горячей пусконаладок.
Рисунок 2 - Компоненты контура
При проведении контроля путем обратной передачи данных могут быть выявлены три вида недостатков:
a) недостатки установки
Под недостатками установки понимают несоответствия указанному HW или технологии установки (неправильная установка, ненадлежащие приборы и т.д.). Подрядчик на строительство должен устранить данные недостатки;
b) недостатки конфигурации
Под недостатками конфигурации понимают несоответствия спецификации оригинального SW. Подрядчик на выполнение работ по программированию или проектированию E&I должен устранить данные недостатки;
c) недостатки проектирования E&I
На недостатки проектирования указывает то, что, несмотря на правильную установку надлежащих приборов, не могут быть реализованы ожидаемые функциональные показатели (например, дефект в схеме соединений и т.д.). Данные недостатки должны устраняться проектировщиком E&I.
Дополнительные недостатки могут быть обнаружены в схеме процесса, но они могут быть выявлены только после запуска технологического процесса.
5.2 Действия, не выполняемые при проведении контроля обратной передачи данных
Контроль путем обратной передачи данных не включает в себя:
- тестирование до завершения строительства;
- тестирование SW с помощью средств моделирования;
- прочие FAT, проводимые на заводах подрядчика или поставщика;
- прочие проверки SW (FAT и т.д.);
- подробные строительные и механические проверки, выполняемые на стадии строительства;
- тестирование кабелей на стадии строительства (испытание высоким напряжением, испытания методом сопротивления и т.д.);
- прозвонка цепей;
- тестирование внутренней работы блоков оборудования (т.е. элементов технологического процесса, механизмов, комплексных анализаторов и т.д.) исключено из контроля путем обратной передачи данных, включено только тестирование вводов/выводов данного оборудования;
- действия, осуществляемые на стадии пусконаладочных работ: настройка контуров, приборов и схем управления (например, калибровка датчиков уровня с помощью расходных баков; проверка комплексных схем управления, настройка схем непрерывного управления и т.д.).
6 Процедура проведения контроля путем обратной передачи данных
6.1 Проверка документации
Проверка документации включает в себя:
- проверка контура сначала должна установить, что вся документация по данному контуру является доступной, согласованной и имеет надлежащее обозначение, если контур предназначен для обеспечения безопасности, качества или охраны окружающей среды;
- соответствующая документация должна содержать, как минимум, схему контура и спецификацию, в которой приведены все калибровочные и функциональные данные, необходимые для проверки работы контура (листок технических данных контура).
6.2 Визуальная проверка
Визуальная проверка включает в себя:
- должна быть проведена визуальная проверка установки по документам для подтверждения того, что были установлены надлежащие приборы в соответствии со спецификациями HW и схемами контуров/цепей;
- установка клапанов и расходомеров проверена на правильность направления потоков;
- легко ли снимаются показания локальных КИП;
- имеются ли в наличии все элементы контура, являются ли они доступными, промаркированными и установленными надлежащим образом (включая распределительные коробки, панели, шкафы, стойки);
- являются ли ярлыки чистыми и корректно составленными (отсутствует опасность неправильного понимания);
- защищены ли надлежащим образом полевые элементы от механических и погодных повреждений.
6.3 Функциональная проверка
6.3.1 Общие положения
Желательно проводить функциональные проверки, касающиеся полевых устройств, в строго определенных блоках (соответствующие технические блоки, например блоки технологического процесса или соответствующие стойки в помещениях E&I). Метод и порядок проведения проверки должны быть определены проектной группой до начала проведения контроля путем обратной передачи данных.
Цель функциональной проверки - это тестирование всех компонентов контура в рамках одного теста и измерение точности их показаний. Проверка контура по частям не является функциональной проверкой и не может ее заменить.
Детальные проверки должны проводиться в соответствии со следующим перечнем. В зависимости от типа устройства (от 4 до 20 мА, магистральный адресуемый дистанционный датчик или полевая шина) могут использоваться различные способы моделирования.
6.3.2 Датчики
При функциональной проверке датчиков проводят:
- проверку идентификационного номера и параметров;
- моделирование сигнала датчика с последовательным его наращиванием для проверки того, что показания DCS и панели соответствуют вводу;
- моделирование сигнала датчика вне диапазона DCS (выше и ниже) для проверки значения и реакции на отказ в DCS;
- моделирование отказа датчика для проверки правильности реакции на отказ;
- отключение датчика для проверки реакции на отказ в DCS;
- переподключение датчика для проверки того, инициируется ли датчик корректно и автоматически (полевая шина), а также проверки поведения "списка действующих узлов" (полевая шина).
6.3.3 Приводы
При функциональной проверке приводов проводят:
- проверку идентификационного номера и параметров;
- если контур имеет аналоговый выход, необходимо проверить, следует ли привод изменениям выходящего сигнала с постепенным приращением в рамках установленного допуска;
- моделирование отказа привода с целью проверки правильности реакции на отказ;
- моделирование отказа ограничительного переключателя для проверки реакции на отказ в DCS;
- отключение привода для проверки отказоустойчивого положения и реакции на отказ в DCS;
- переподключение привода для проверки того, инициируется ли устройство корректно и автоматически; а также проверки поведения "перечня действующих узлов";
- отключение подачи воздуха и проверку функции самоотключения.
6.3.4 Контуры электродвигателей
При функциональной проверке контуров электродвигателей проводят:
- проверку параметров защитного устройства электродвигателя, сравнение с данными электродвигателя;
- моделирование сигналов защитного устройства электродвигателя для проверки правильности показаний в DCS;
- моделирование отказа защитного устройства электродвигателя с целью для проверки правильности показаний в DCS;
- проверку работы с защитным устройством электродвигателя в тестовом режиме и снятыми предохранителями электродвигателя;
- проверку функционирования локальных переключателей ВКЛ/ВЫКЛ.
6.3.5 Смежные контуры
Желательно выполнять проверку функций смежных контуров (например, аналоговых контуров управления или функции блокировки) на интегрированных блоках после успешной проверки отдельных контуров датчиков и приводов. Наиболее эффективно проводить данную проверку на стадии холодной пусконаладки.
ВНИМАНИЕ - Необходимо проведение повторной проверки контуров E&I, в которые были внесены изменения или которые были отключены после успешной проверки.
6.3.6 Блокировки
Проверка блокировок в соответствии с логическими схемами основывается только на статических сигналах, но не на динамических технологических данных.
6.3.7 Контуры обеспечения качества
Контуры обеспечения качества должны проверяться так же, как и стандартные контуры. Однако должна быть проверена точность полевых устройств. Устройства могут быть протестированы изготовителем и сопровождаться сертификатом испытаний. Должна быть документально оформлена процедура проведения первоначальной и последующих периодических проверок.
6.3.8 Контуры обеспечения безопасности
На первоначальной стадии контуры обеспечения безопасности должны проверяться так же, как и стандартные контуры. Дополнительная проверка данных контуров проводится в соответствии с процедурой, описание которой в настоящем стандарте не приведено.
6.4 Проверка инфраструктуры и данных E&I
До или во время проверки контуров должна быть проведена проверка инфраструктуры E&I на предмет завершенности и полной функциональности. Такая проверка включает в себя заполнение контрольного листа общего состояния помещений E&I, полевых установок, систем энергообеспечения, заземления и оборудования электрических шкафов.
Как правило, во время функциональной проверки контуров проводят проверку основных концептов и данных E&I:
- проверка реакции контура в случае отказа или неисправности;
- проверка функции самоотключения - переходит ли контур в безопасное состояние при неисправности отдельного компонента;
- что происходит при превышении границ диапазона - отвечают ли показания и сигнализация спецификациям производителей и желаемым результатам;
- отвечают ли действия конечных элементов спецификациям при неисправности DCS;
- проверка функционирования резервных средств управления и источников питания:
- реализуется ли согласно спецификации функция резервирования в случае отказа первичного элемента. Переключается ли она обратно надлежащим образом.
Результаты проверки концепта контура должны быть зафиксированы в отчете о тестировании контура. Проверка концепта контура проводится в отношении каждого стандартного контура, а также всех контуров обеспечения безопасности и качества. В отношении контуров, не обеспечивающих безопасность, данные тесты проводятся с периодичностью, достаточной для проверки каждого концепта.
Результаты проверки концептов инфраструктуры должны быть зафиксированы в отчете о тестировании общей инфраструктуры E&I.
6.5 Дополнительные тесты - контуры, связанные с обеспечением качества и безопасности
Все идентификационные номера, связанные с обеспечением качества или безопасности, подлежат повторной проверке после успешного завершения контроля путем обратной передачи данных.
Для обеспечения безопасности важно, чтобы была проведена проверка функций системы измерений E&I в целом (контур датчика + контур бинарного контроля или контур блокировки + контур привода).
Результаты данных специальных дополнительных проверок подлежат проверке второй группы по проверке E&I или специальному тестированию на стадии холодной пусконаладки.
7 Документация и протоколы испытаний
7.1 Входные документы
Перечень разработанных документов для технологической установки содержит:
a) перечень контура;
b) листок технических данных контура;
c) схему контура (функциональную или логическую);
d) перечень точек срабатывания и перечень параметров конфигурации;
e) отчеты о тестировании;
f) расчеты и документы (т.е. внутренняя безопасность);
g) сертификаты, если таковые (т.е. о проверке сопротивления двигателей или прозвонке) имеются в наличии со стадии строительства, также должны быть включены в пакет документов.
Должны быть в наличии все документы, связанные с проектом, безопасностью, выполнением норм и требований местных административно-правовых актов/законодательства и необходимые для реализации конкретного проекта.
7.2 Протоколы испытаний
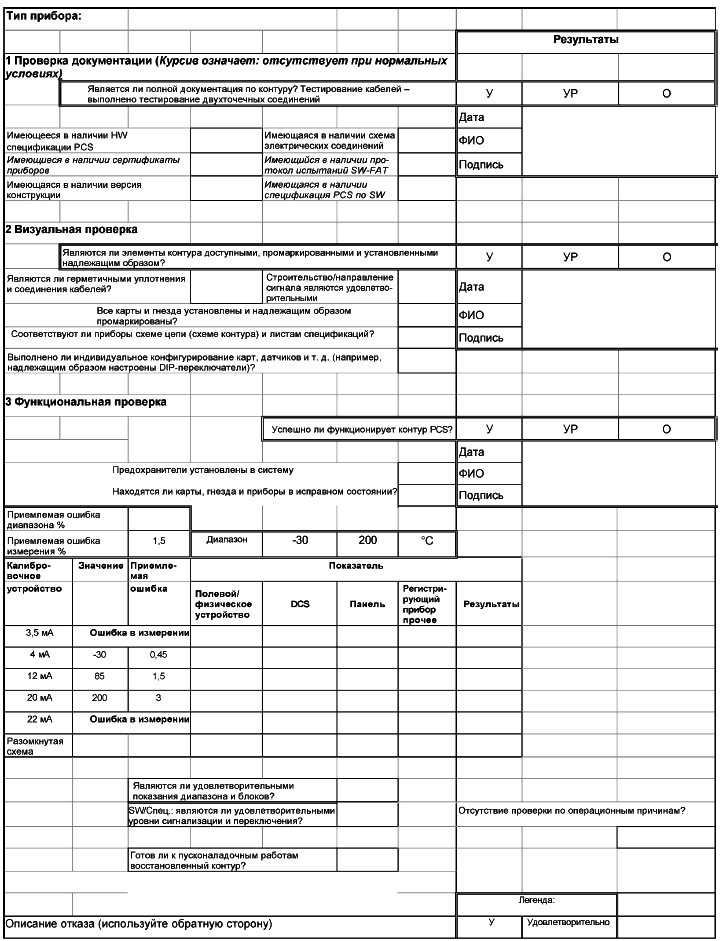
В приложениях А-Е или ПК-инструментах (файлы Excel) приведены примеры протоколов испытаний по всем типам контуров:
- протокол испытаний контура аналогового ввода - приложение А;
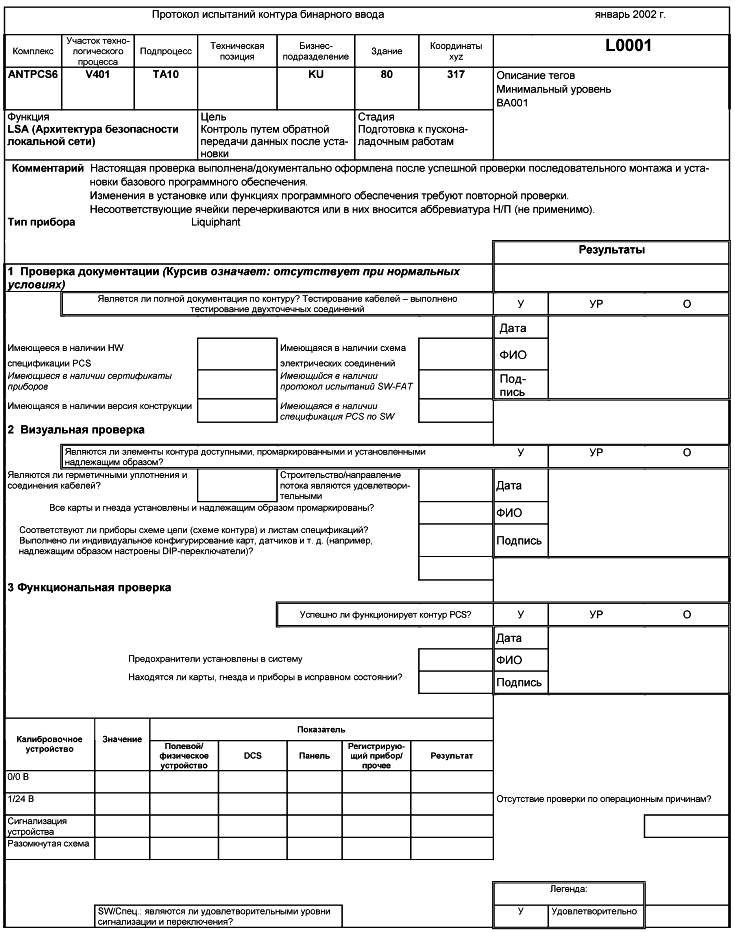
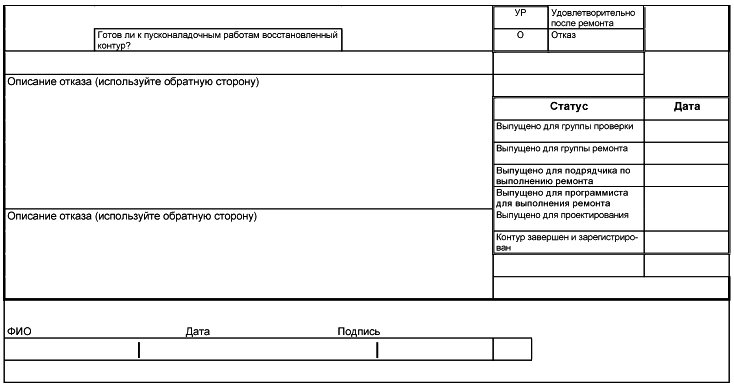
- протокол испытаний контура бинарного ввода - приложение В;
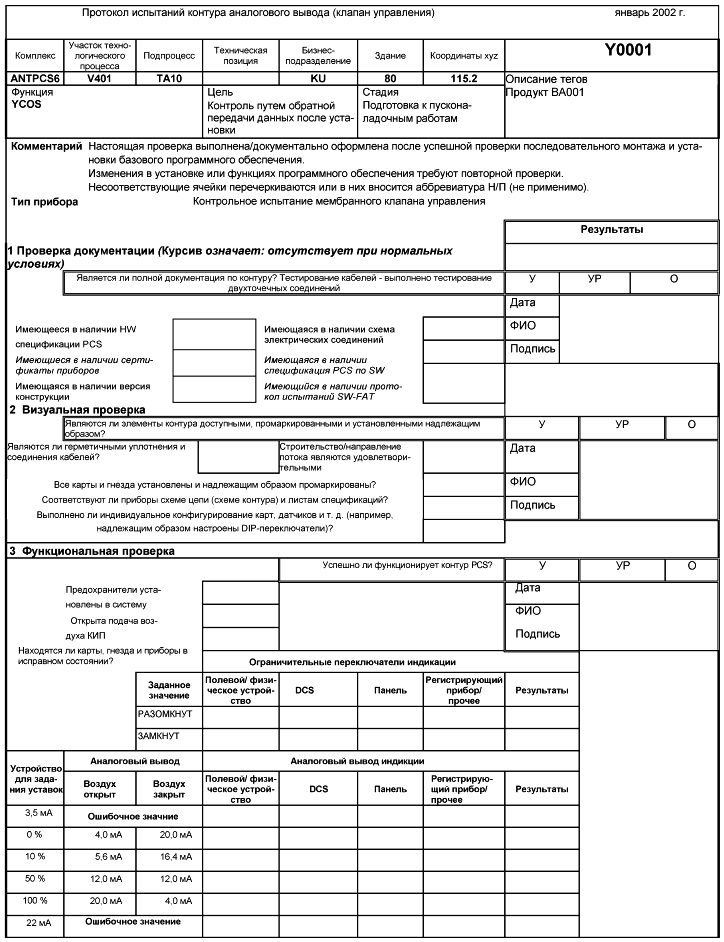
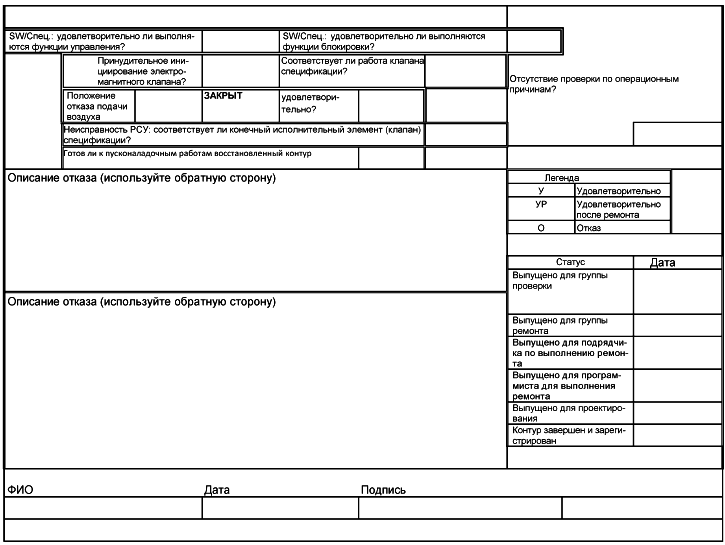
- протокол испытаний контура аналогового вывода (клапан управления) - приложение С;
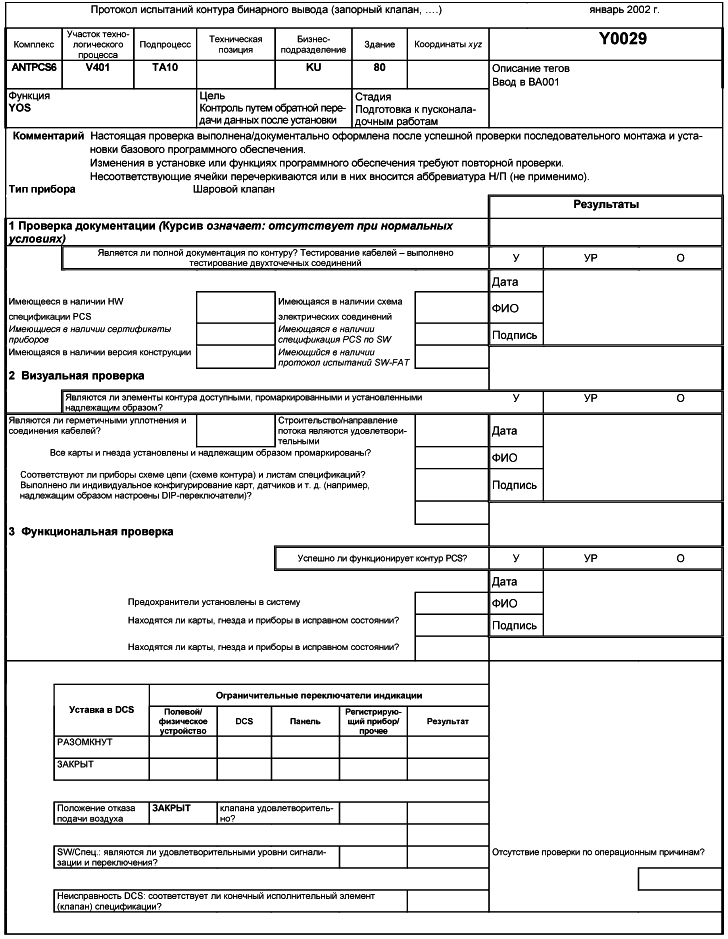
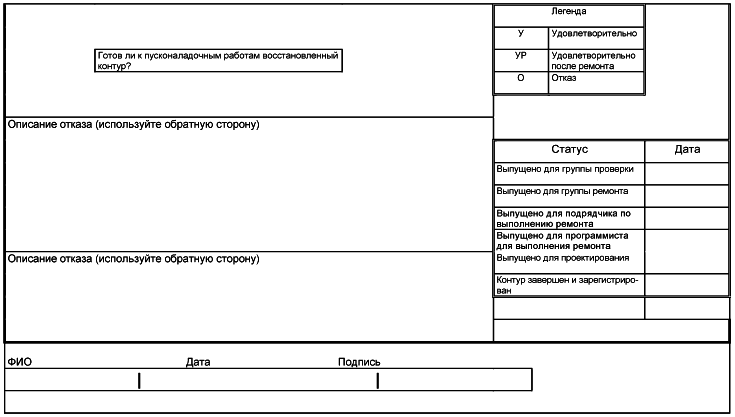
- протокол испытаний контура бинарного вывода (запорный клапан) - приложение D;
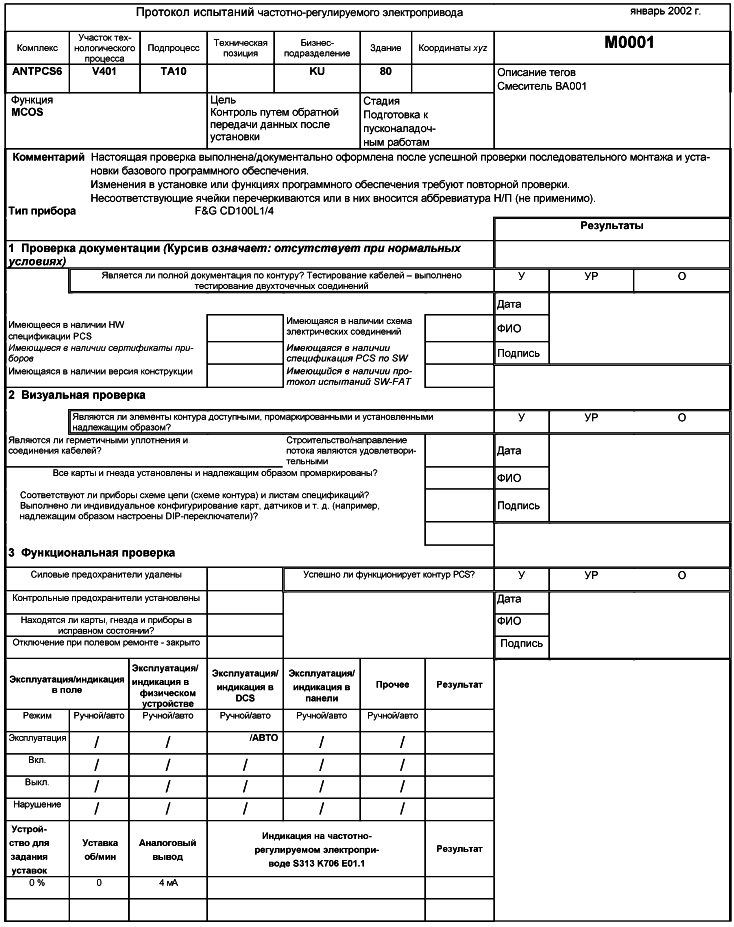
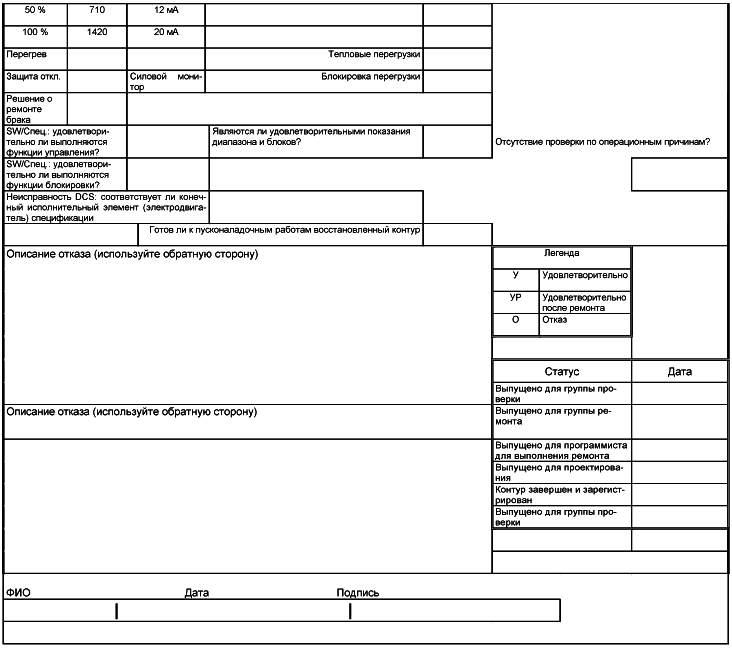
- протокол испытаний электродвигателей и частотно-регулируемых электроприводов - приложение Е.
7.3 Документы, разрабатываемые по завершении контроля путем обратной передачи данных
Должны быть разработаны следующие документы:
- документация E&I с разметкой, отражающая исходное состояние сооружения;
- подписанный отчет об испытании контура, содержащий полученные результаты контроля путем обратной передачи данных.
7.4 Результаты контроля путем обратной передачи данных
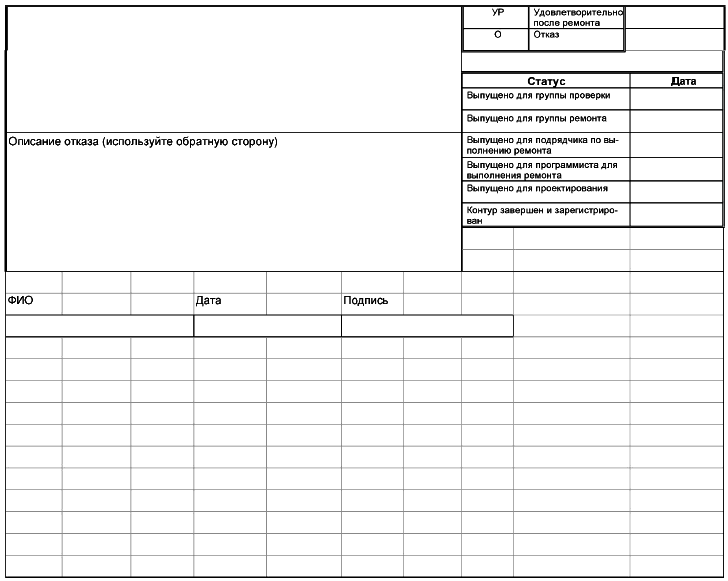
Результаты проверки контуров (контроля путем обратной передачи данных) обозначаются следующим образом:
У - удовлетворительно (надлежащее состояние при проверке);
О - отказ (неудовлетворительное состояние при проверке. Должно быть представлено четкое описание проблемы. Может потребоваться проектирование);
УР - удовлетворительно после ремонта (потребовался ремонт группой проверки/ремонта).
8 Обеспечение качества
Протоколы испытания составляют таким образом, чтобы все соответствующие пункты были рассмотрены как минимум один раз.
Качество гарантируется принятием следующих мер:
- контроль путем обратной передачи данных всегда должен выполняться по единой процедуре проверки (независимо от конкретного специалиста по испытаниям);
- протоколы испытаний должны дополняться актуальной информацией;
- своей подписью специалист по испытаниям подтверждает, что выполненный контроль путем обратной передачи данных соответствует процедурам проведения испытаний.
9 Вопросы обеспечения безопасности
Для защитных устройств, кроме обычной процедуры контроля путем обратной передачи данных, предусмотрены дополнительные контрольные листы и рабочие планы. В этих документах, как правило, дано описание подробной процедуры проверки. Данные документы периодически обновляются после пуска производства.
Приложение А
(справочное)
Протокол испытаний контура аналогового ввода
|
|
Приложение В
(справочное)
Протокол испытаний контура бинарного ввода
|
|
Приложение С
(справочное)
Протокол испытаний контура аналогового вывода
|
|
Приложение D
(справочное)
Протокол испытаний контура бинарного вывода
|
|
Приложение Е
(справочное)
Протокол испытаний электродвигателей и частотно-регулируемых электроприводов
|
|
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
IEC 61131 (all parts) | IDT | ГОСТ Р МЭК 61131 (все части) "Контроллеры программируемые". |
IEC 62337 | IDT | ГОСТ Р МЭК 62337-2016 "Ввод в эксплуатацию электрооборудования, систем контроля и управления предприятий обрабатывающей промышленности. Типовые стадии и этапы" |
IЕС 62424 | - | * |
IEC 62708 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: IDT - идентичные стандарты. | ||
УДК 681.518:006.354 | ОКС 25.040.40 |
Ключевые слова: системы управления в обрабатывающей промышленности, контур электрический, контур измерительный | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}