ГОСТ 3890-82
(СТ СЭВ 1574-79,
СТ СЭВ 4852-84)
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАТРОНЫ ЧЕТЫРЕХКУЛАЧКОВЫЕ
С НЕЗАВИСИМЫМ ПЕРЕМЕЩЕНИЕМ КУЛАЧКОВ
Основные и присоединительные размеры
Four-jaw independent chucks. Basic and coupling dimensions
ОКП 39 6113
Дата введения 1983-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
З.Федерас, А.Микалаускас, Т.Кондратас, В.Тучюс
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.05.82 N 1894
3. Срок проверки 1992 г., периодичность проверки - 5 лет
4. Стандарт полностью соответствует требованиям СТ СЭВ 1574-79 и СТ СЭВ 4852-84
5. ВЗАМЕН ГОСТ 3890-72
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 1412-85 | Приложение |
ГОСТ 1654-86 | 6, 9 |
ГОСТ 3890-82 | Приложение |
ГОСТ 12593-72 | 2; приложение |
ГОСТ 16093-81 | Приложение |
7. ПЕРЕИЗДАНИЕ январь 1993 г. с ИЗМЕНЕНИЯМИ 1, 2 и 3, утвержденными в сентябре 1986 г., в апреле 1987 г., в январе 1987 г. (ИУС 12-86, ИУС 7-87, ИУС 12-87)
1. Настоящий стандарт распространяется на четырехкулачковые патроны классов точности Н, П, В и А с независимым перемещением кулачков, устанавливаемые на шпиндели станков.
2. Патроны должны изготавливать типов:
1 - с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595*;
________________
* На территории Российской Федерации действует ГОСТ 12595-2003. Здесь и далее. - .
2 - с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12593*;
________________
* На территории Российской Федерации действует ГОСТ 12593-93. Здесь и далее. - .
3 - с цилиндрическим центрирующим пояском, устанавливаемые на шпиндели станков через промежуточный фланец.
3. Основные размеры патронов должны соответствовать указанным на черт.1 и в табл.1.
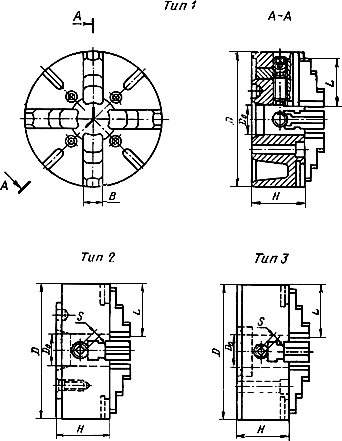
Черт.1
Таблица 1
Размеры в мм
Обозначение патронов типа | Диаметр патрона | Условный размер конца шпинделя станка типа |
| Размер под ключ | Масса, кг, не более | ||||||
1 | 2 | 3 | 1 | 2 | не более | ||||||
- | 7103-0040 | 7103-0016 | 160 | - | 4 | 40 | 65 | 70 | 28 | 11 | 15 |
- | 7103-0041 | - | - | 5 | |||||||
7103-0001 | 7103-0042 | 7103-0017 | 200 | 5 | 4 | 50 | 75 | 85 | 20 | ||
- | 7103-0043 | - | - | 6 | |||||||
7103-0002 | 7103-0044 | 7103-0018 | 250 | 5 | 5 | 70 | 85 | 105 | 36 | 14** | 30 |
- | 7103-0045 | - | - | 6 | |||||||
- | 7103-0046 | - | - | 8 | |||||||
7103-0003 | 7103-0012 | 7103-0019 | 315 | 6 | 6 | 90 | 95 | 125 | 50 | ||
- | 7103-0047 | - | - | 8 | |||||||
7103-0004 | 7103-0049 | 7103-0020 | 400 | 6 | 6 | 100 | 105 | 145 | 46 | 90 | |
7103-0005 | 7103-0013 | - | 8 | 8 | |||||||
- | 7103-0052 | 7103-0021 | 500 | - | 8 | 130 | 115 | 17 | 120 | ||
7103-0006 | 7103-0014 | - | 11 | 11 | |||||||
- | 7103-0053 | 7103-0022 | 630 | - | 8 | 160 | 125 | 160 | 60 | 180 | |
7103-0007 | 7103-0015 | - | 11 | 11 | |||||||
7103-0008 | 7103-0054 | 7103-0023 | 800 | 11 | 11 | 200 | 135 | 200 | 80 | 22 | 400 |
7103-0009 | 7103-0055 | - | 15 | 15 | |||||||
7103-0010 | 7103-0056 | 7103-0024 | 1000 | 11 | 11 | 30* | 490 | ||||
7103-0011 | 7103-0057 | - | 15 | 15 | |||||||
________________
* Допускается изготовлять наружный или внутренний квадрат с размером "под ключ" 22 мм
** Допускается изготовлять квадрат с размером "под ключ" 12 мм для патронов диаметром 250 и 315 мм и
17 мм - для патронов диаметром 400 мм.
(Измененная редакция, Изм. N 1, 3).
Пример условного обозначения патрона типа 1 диаметром 200, класса точности Н:
Патрон 7103-0001 ГОСТ 3890-82
То же, патрона класса точности П:
Патрон 7103-0001 П ГОСТ 3890-82
Примечание. В условных обозначениях проставляется буквенный индекс классов точности патронов. Для патронов класса точности Н буквенный индекс не указывается.
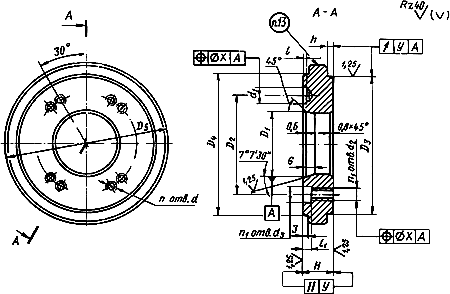
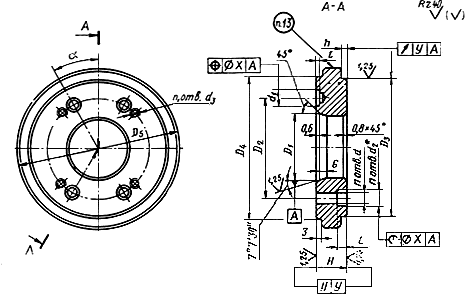
4. Присоединительные размеры патронов типов 1 и 2 должны соответствовать указанным на черт.2 и в табл.2, типа 3 - указанным на черт.2 и в табл.3.
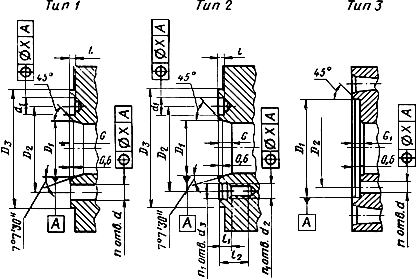
Черт.2
Таблица 2
Размеры в мм
Условный размер конуса шпинделя станка |
|
|
| |||||||||||||
Номин. | Пред. откл. | Тип 1 | Тип 2 | Тип 1 | Тип 2 | |||||||||||
4 | 63,513 | +0,003 | 82,6 | 85,0 | 0,10 | 108 | 112 | 12 | 14,70 | M10 | 10 | 6,5 | 5 | 20 | - | 3 |
5 | 82,563 | +0,004 | 104,8 | 133 | 135 | 16,30 | 12 | 4 | 4 | |||||||
6 | 106,375 | +0,004 | 133,4 | 165 | 170 | 14 | 19,45 | M12 | 13 | 5,5 | 22 | |||||
8 | 139,719 | +0,004 | 171,4 | 210 | 220 | 18 | 24,20 | M16 | 14 | 8,0 | 6,5 | 26 | ||||
11 | 196,869 | +0,004 | 235,0 | 0,15 | 280 | 290 | 22 | 29,40 | M20 | 16 | 10,0 | 8,5 | 32 | 8 | 6 | |
15 | 285,775 | +0,004 | 330,2 | 380 | 400 | 26 | 35,70 | M24 | 17 | 9,5 | 36 | |||||
Таблица 3
Размеры в мм
| ||||||
160 | 100 | 82,6 | 0,15 | 11 | 5 | 4 |
200 | 125 | 104,8 | ||||
250 | 160 | 133,4 | 13 | 8 | ||
315 | 200 | 171,4 | 17 | |||
400 | 10 | |||||
500 | 270 | 235,0 | 22 | 12 | ||
800 | 360 | 330,2 | 0,20 | 26 | 8 |
5. На лицевой поверхности корпуса патрона допускается нанесение кольцевых рисок. Расстояние между рисками должно быть кратным шагу винта для перемещения кулачков. Риски должны иметь цифровое обозначение, равное соответствующему диаметру развода кулачков.
На каждом кулачке должна наноситься отсчетная риска. Положение отсчетной риски определяется из условия ее совпадения с кольцевой риской при установленной величине развода кулачка.
6. Допуски формы и расположения поверхностей, а также параметры шероховатости поверхностей патронов диаметром до 630 мм - по ГОСТ 1654.
Для патронов диаметром 800 и 1000 мм допуски формы и расположения поверхностей, а также параметры шероховатости поверхностей патронов должны быть указаны в технических условиях.
Допуск плоскостности передней поверхности патронов не должен превышать значений, приведенных в табл.4.
Таблица 4
Класс точности | Значение допуска плоскостности передней поверхности патронов, мкм, диаметром | ||
160 200 | 250 315 | 400 500 630 800 1000 | |
А | 20 | 25 | 30 |
П | 30 | 40 | 50 |
Н | 50 | 60 | 80 |
(Измененная редакция, Изм. N 2).
7. По требованию заказчика количество отверстий и
должно быть увеличено.
8. Конструкция и способы присоединения промежуточных фланцев для установки патронов типа 3 на концы шпинделей станков даны в приложении.
9. Технические требования, комплектность, правила приемки, методы проверки, маркировка, упаковка, транспортирование токарных патронов, а также гарантия изготовителя - по ГОСТ 1654.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
КОНСТРУКЦИЯ, РАЗМЕРЫ И СПОСОБЫ ПРИСОЕДИНЕНИЯ
ПРОМЕЖУТОЧНЫХ ФЛАНЦЕВ К ПАТРОНАМ
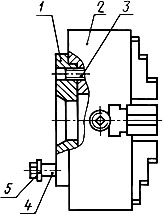
1. Способы для установки патронов на резьбовые концы шпинделей станков по ГОСТ 16868 указаны на черт.1, 2 и в табл.1; на фланцевые концы шпинделей станков под поворотную шайбу по ГОСТ 12593 - на черт.3, 4 и в табл.2; на фланцевые концы шпинделей станков по ГОСТ 12595 - на черт.5, 6, 7 и в табл.3.
Патрон с фланцем для установки на резьбовой конец шпинделя станка по ГОСТ 16868
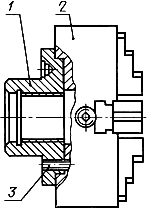
1 - фланец промежуточный по черт.2 и табл.1; 2 - патрон четырехкулачковый
с независимым перемещением кулачков по ГОСТ 3890; 3 - винт по ГОСТ 11738
Черт.1
Поз.1. Промежуточный фланец на резьбовой конец шпинделя станка
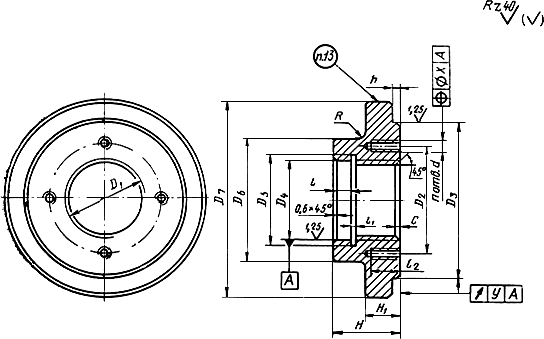
Черт.2
Таблица 1
Размеры в мм
Обозна- | Диа- |
|
|
| Мас- | Поз.3 | ||||||||||||||||
7081-0671 | 160 | М52 | 82,6 | 0,10 | 100 | 0,012 | 55 | 56 | 80 | 125 | 50 | 20 | 18 | 3 | 17 | М10 | 6 | 4 | 10 | 2,0 | 2,4 | M10-8 |
7081-0672 | 200 | М60 | 104,8 | 125 | 62 | 63 | 90 | 145 | 55 | 22 | 20 | 4,1 | M10-8 | |||||||||
7081-0673 | М68 | 70 | 72 | 100 | 60 | 23 | 3,5 | 4,4 | ||||||||||||||
7081-0674 | 250 | 133,4 | 160 | 0,016 | 110 | 180 | 25 | 20 | M12 | 9 | 15 | 6,7 | M12-8 | |||||||||
7081-0675 | М76 | 78 | 80 | 120 | 67 | 25 | 7,1 | |||||||||||||||
7081-0676 | М90 | 92 | 94 | 130 | 77 | 30 | 7,4 | |||||||||||||||
7081-0677 | 315 | 171,4 | 200 | 230 | 32 | 25 | M16 | 10,0 | M16-8 | |||||||||||||
7081-0678 | М105 | 110 | 112 | 150 | 87 | 35 | 13,4 | |||||||||||||||
7081-0679 | М120 | 125 | 127 | 170 | 100 | 40 | 4 | 15,2 | ||||||||||||||
7081-0680 | 400 | 0,020 | 140 | 142 | 190 | 113 | 11 | 20 | 15,9 | M16-8 | ||||||||||||
7081-0681 | М135 | 270 | 300 | 36 | 45 | 18,3 | ||||||||||||||||
7081-0682 | 500 | 235,0 | 28 | М20 | 13 | 25,1 | M20-8 | |||||||||||||||
7081-0683 | М150 | 155 | 157 | 210 | 128 | 50 | 31,5 | |||||||||||||||
7081-0684 | 630 | 360 | 0,025 | 370 | 38,5 | |||||||||||||||||
7081-0685 | 800 | 330,2 | 0,15 | 0,030 | 400 | М24 | 8 | 43,2 | M24-8 | |||||||||||||
7081-0686 | 1000 |
________________
* Длина винта для патронов, изготовленных до 1984 г.
Пример условного обозначения фланца для крепления патрона нормального класса точности диаметром 315 мм на резьбовой конец шпинделя станка М90:
Фланец 7081-0677 ГОСТ 3890-82
То же, для крепления патрона повышенного класса точности:
Фланец 7081-0677 П ГОСТ 3890-82
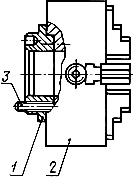
Патрон с фланцем для установки на фланцевый конец шпинделя станка
под поворотную шайбу по ГОСТ 12593
1 - фланец промежуточный по черт.4 и табл.2; 2 - патрон четырехкулачковый
с независимым перемещением кулачков по ГОСТ 3890; 3 - винт по ГОСТ 11738;
4 - винт по ГОСТ 12593; 5 - гайка по ГОСТ 12593
Черт.3
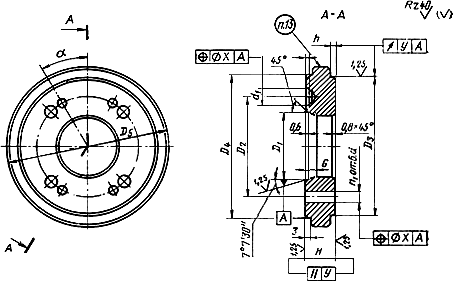
Поз.1. Промежуточный фланец на фланцевый конец шпинделя станка под поворотную шайбу
(черт.4, табл.2)
Черт.4
Таблица 2
Размеры в мм
Обозначение промежу- | Условный размер конца шпинделя станка | Диаметр патрона |
| ||||||||
Номин. | Пред. откл. | Крепление к шпинделю | Крепление патрона | ||||||||
7081-0691 | 4 | 160 | 63,513 | +0,003 | 85,0 | 82,6 | 0,10 | 100 | 0,012 | 112 | 125 |
7081-0692 | 5 | 82,563 | +0,004 | 104,8 | 135 | ||||||
7081-0693 | 200 | 104,8 | 125 | 145 | |||||||
7081-0694 | 250 | 104,8 | 133,4 | 160 | 0,016 | 180 | |||||
7081-0695 | 6 | 200 | 106,375 | 133,4 | 104,8 | 125 | 0,012 | 170 | 145 | ||
7081-0696 | 250 | 133,4 | 160 | 0,016 | 180 | ||||||
7081-0697 | 315 | 133,4 | 171,4 | 200 | 0,020 | 230 | |||||
7081-0698 | 400 | ||||||||||
7081-0699 | 8 | 250 | 139,719 | +0,004 | 171,4 | 133,4 | 160 | 0,016 | 220 | 180 | |
7081-0700 | 315 | 171,4 | 200 | 230 | |||||||
7081-0701 | 400 | 0,020 | |||||||||
7081-0702 | 500 | 171,4 | 235,0 | 270 | 300 | ||||||
7081-0703 | 630 | 0,025 | 370 | ||||||||
7081-0704 | 11 | 500 | 196,869 | +0,004 | 235,0 | 0,020 | 290 | 300 | |||
7081-0705 | 630 | 0,025 | 370 | ||||||||
- | 11 | 800 | - | - | - | - | - | - | - | - | - |
- | 1000 | - | - | - | - | - | - | - | - | - | |
- | 15 | 800 | - | - | - | - | - | - | - | - | - |
- | 1000 | - | - | - | - | - | - | - | - | - | |
Продолжение табл.2
Размеры в мм
Обозначение промежу- |
|
| Мас- | Поз.3 | Поз.4 | Поз.5 | |||||||||
7081-0691 | 22 | 10 | М10 | 14,70 | М10 | 12 | 6 | 6,5 | 5,0 | 4 | 3 | 2,8 | М10-8 | М10-4 | М10-4 |
7081-0692 | 28 | 12 | 16,30 | 4 | 2,9 | М10-8 | М10-5 | М10-5 | |||||||
7081-0693 | 5,2 | М12-8 | |||||||||||||
7081-0694 | M12 | 9 | 6,8 | ||||||||||||
7081-0695 | 32 | 13 | M10 | 19,45 | M12 | 14 | 6 | 5,5 | 4,4 | М10-8 | М12-6 | М12-6 | |||
7081-0696 | M12 | 9 | 6,5 | М12-8 | |||||||||||
7081-0697 | M16 | 11,8 | М16-8 | ||||||||||||
7081-0698 | 11 | 7,9 | M16-8 | M16-8 | М16-8 | ||||||||||
7081-0699 | 36 | 14 | M12 | 24,20 | M16 | 18 | 9 | 8,0 | 6,5 | 6,9 | М12-8 | ||||
7081-0700 | M16 | 7,2 | М16-8 | ||||||||||||
7081-0701 | 11 | 7,9 | M16-8 | ||||||||||||
7081-0702 | M20 | 13 | 23,0 | М20-8 | |||||||||||
7081-0703 | 38,0 | M20-8 | |||||||||||||
7081-0704 | 40 | 16 | 29,40 | M20 | 22 | 10,0 | 8,5 | 6 | 21,3 | М20-11 | М20-11 | ||||
7081-0705 | 37,0 | M20-8 |
________________
* Длина винта является справочной.
Пример условного обозначения фланца для установки патрона нормального класса точности диаметром 315 мм на фланцевый конец шпинделя под поворотную шайбу условным размером конца шпинделя станка 8:
Фланец 7081-0700 ГОСТ 3890-82
Патрон с фланцем для установки на фланцевый конец шпинделя станка
по ГОСТ 12595
1 - фланец промежуточный по черт.6, 7 и табл.3; 2 - патрон четырехкулачковый
с независимым перемещением кулачков по ГОСТ 3890; 3 - винт по ГОСТ 11738
Черт.5
Поз.1 Промежуточный фланец на фланцевый конец шпинделя станка
Исполнение 1
Исполнение 2
Черт.6
Таблица 3
Размеры в мм
Обозна- | Условный диаметр шпинделя станка | Диаметр патрона |
| ||||||||
Номин. | Пред. откл. | Крепление на шпиндель | Крепление патрона | ||||||||
7081-0711 | 5 | 200 | 82,563 | +0,004 | 104,8 | 0,10 | 125 | 0,012 | 133 | 145 | |
7081-0712 | 250 | 104,8 | 133,4 | 160 | 0,016 | 180 | |||||
7081-0713 | 6 | 315 | 106,375 | 133,4 | 171,4 | 200 | 165 | 230 | |||
7081-0714 | 400 | 0,020 | |||||||||
7081-0715 | 8 | 400 | 139,719 | +0,004 | 171,4 | 210 | 300 | ||||
7081-0716 | 11 | 500 | 196,869 | +0,004 | 235,0 | 0,15 | 270 | 280 | |||
7082-0717 | 630 | 0,025 | 370 | ||||||||
7082-0718 | 800 | 235,0 | 330,2 | 360 | 0,030 | 400 | |||||
7082-0719 | 1000 | ||||||||||
7082-0720 | 15 | 800 | 285,775 | +0,004 | 330,2 | 380 | |||||
7082-0721 | 1000 | ||||||||||
Продолжение табл.3
Размеры в мм
Обозна- |
|
| Мас- | Поз.3 Винт* п | Винт* | ||||||||||
7081-0711 | 28 | 12 | 12 | 16,30 | 17 | - | 6 | 6,5 | 12 | 4 | 4 | 30° | 5,2 | M10-6 | - |
7081-0712 | М12 | 9 | 6,8 | М12-6 | M10-6 | ||||||||||
7081-0713 | 32 | 13 | 14 | 19,45 | 20 | М16 | 14 | 10,2 | M16-6 | М12-6 | |||||
7081-0714 | 11 | 7,9 | M16-6 | ||||||||||||
7081-0715 | 36 | 14 | 18 | 24,20 | - | 8 | 18 | 7,9 | М16-6 | - | |||||
7081-0716 | 40 | 16 | 22 | 29,40 | 32 | - | 13 | 22 | 23,0 | М20-6 | - | ||||
7081-0717 | - | 38,0 | М20-6 | - | |||||||||||
7081-0718 | М24 | 8 | 8 | 26,1 | М24-6 | М20-6 | |||||||||
7081-0719 | 10 | 26,2 | |||||||||||||
7081-0720 | 45 | 17 | 26 | 35,70 | 38 | - | 26 | 15° | 25,0 | М24-6 | - | ||||
7081-0721 | 26,0 | - |
________________
* Длина винта для патронов, изготовленных до 1984 г.
Пример условного обозначения фланца для установки патрона нормального класса точности диаметром 315 мм на фланцевый конец шпинделя условным размером конца шпинделя станка 6:
Фланец 7081-0713 ГОСТ 3890-82
2. Материал - чугун с механическими свойствами не ниже, чем у чугуна марки СЧ35 по ГОСТ 1412 или сталь с пределом прочности не ниже 4,9 МПа (50 кгс/см).
3. Чугунные заготовки после предварительной обработки подвергнуть искусственному старению, стальные заготовки - стабилизирующему отпуску.
4. Поверхности не должны иметь острых углов. Фаски, не указанные на чертежах, - не менее 1 мм.
5. Размеры недорезов и фасок для резьбы - по ГОСТ 10549, радиусы, закругления - по ГОСТ 10948.
6. Резьба метрическая - по ГОСТ 9150*. После допуска резьбы (кроме резьбы ) - 7Н по ГОСТ 16093*.
________________
* На территории Российской Федерации действуют ГОСТ 9150-2002 и ГОСТ 16093-2004, соответственно. - .
7. Допуск радиального биения и торцевого биения опорной поверхности
под патрон относительно отверстия
для установки патронов классов точности П, В и А не должны превышать значений, указанных в таблице 4.
Таблица 4
Класс точности патронов | Величина допуска в мкм для патронов диаметром | ||||
160; 200 | 250; 315 | 400; 500 | 630 | 800; 1000 | |
А | 4 | 4 | 5 | 6 | 8 |
В | 5 | 6 | 8 | 10 | 12 |
П | 8 | 10 | 12 | 15 | 20 |
8. Неуказанные предельные отклонения размеров: валов h14; отверстий - H14; остальных - ±![]() .
.
9. Количество и расположение отверстий ;
;
и
назначается в зависимости от присоединяемого патрона.
10. Допускается устанавливать на промежуточный фланец резьбового конца шпинделя станка запорное устройство против самоотвинчивания.
11. Размеры и
допускается окончательно выполнять после установки фланца на соответствующий конец шпинделя станка.
12. Промежуточные фланцы, кроме посадочных и установочных поверхностей, должны иметь покрытие.
Выбор вида покрытия по соглашению между изготовителем и потребителем.
13. Маркировать: обозначение фланца, класс точности присоединяемого патрона и товарный знак предприятия-изготовителя.
Допускается маркировка фланцев одного типоразмера на таре или упаковке с дополнительным указанием наименования детали и обозначения настоящего стандарта.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1993
{kind=link}