ГОСТ 9472-90
(ИСО 240-75,
СТ СЭВ 152-89,
СТ СЭВ 149-75)
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КРЕПЛЕНИЕ ИНСТРУМЕНТОВ НА ОПРАВКАХ
Типы и размеры
Tool holding on arbors. Types and dimensions
ОКП 39 0000
Дата введения 1991-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ:
Д.И.Семенченко, канд. техн. наук, Н.И.Минаева, Н.Н.Миронова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.11.90 N 2927
Настоящий государственный стандарт разработан методом прямого применения международного стандарта ИСО 240-75 "Фрезы для металла и фрезерные оправки. Размеры. Метрическая и дюймовая серии".
3. Срок проверки - 2001 г., периодичность проверки 10 лет.
4. Взамен ГОСТ 9472-83
5. Стандарт полностью соответствует СТ СЭВ 152-89 и СТ СЭВ 149-75.
1. Настоящий стандарт устанавливает типы и размеры креплений металло- и дереворежущего инструмента на оправках.
Требования стандарта являются обязательными.
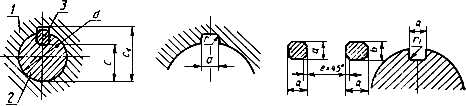
2. Стандарт устанавливает три типа крепления инструмента на оправках:
1 - на цилиндрической оправке и осевой шпонке;
2 - на цилиндрической оправке и торцовой шпонке;
3 - на конической оправке и торцовой шпонке.
3. Основные размеры крепления инструмента на оправках должны соответствовать:
типа 1 - указанным на черт.1 и в табл.1;
типа 2 - указанным на черт.2 и в табл.2;
типа 3 - указанным на черт.3 и в табл.3.
Тип 1
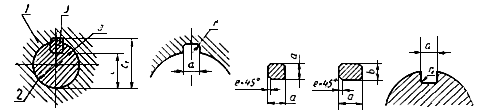
1 - инструмент; 2 - оправка; 3 - шпонка
Черт.1
Таблица 1
мм
|
| |||||||||||
Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | Но- | Пред. откл. | |||
8 | 2 | - | 6,7 | 0 | 8,9 | +0,1 | 0,16 | +0,09 | 0,4 | 0 | 0,16 | 0 |
10 | 3 | 8,2 | 11,5 | |||||||||
13 | 3 | 11,2 | 14,6 | |||||||||
16 | 4 | 13,2 | 17,7 | 0,6 | 0 -0,2 | |||||||
19 | 5 | 15,6 | 21,1 | 0,25 | +0,15 0 | 1,0 | 0 -0,3 | 0,25 | 0 -0,09 | |||
22 | 6 | 17,6 | 24,1 | |||||||||
27 | 7 | 22,0 | 0 -0,2 | 29,8 | +0,2 | 1,2 | ||||||
32 | 8 | 7 | 27,0 | 34,8 | ||||||||
40 | 10 | 8 | 34,5 | 43,5 | 0,40 | +0,20 0 | 0,40 | 0 -0,15 | ||||
50 | 12 | 44,5 | 53,5 | 1,6 | 0 -0,5 | |||||||
60 | 14 | 9 | 54,0 | 64,2 | ||||||||
70 | 16 | 10 | 63,5 | 75,0 | 2,0 | |||||||
80 | 18 | 11 | 73,0 | 85,5 | ||||||||
100 | 25 | 14 | 91,0 | 107,0 | 0,60 | 2,5 | 0,60 | 0 -0,20 | ||||
________________
* Допускается радиус заменять фаской, равной
x45°.
** Допускается вместо поля допуска h5 применять q5.
Предельные отклонения должны быть более:
ширины | ||||
отверстия | С11 | |||
оправки короткой (консольной) | Н9 или N9 | |||
оправки длинной (двухопорной) | Н11 или N9 | |||
шпонки | h9 | |||
высоты шпонки | h11 | |||
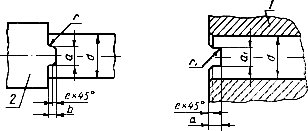
Тип 2
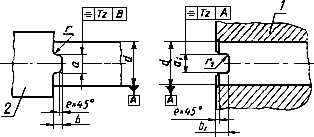
1 - инструмент; 2 - оправка
Черт.2
Таблица 2
мм
|
|
|
|
|
| ||||
не более | Но- | Пред. откл. | |||||||
5 | 3 | 3,3 | 2,0 | 2,5 | 0,3 | 0,6 | 0,3 | +0,1 | 0,15 |
8 | 5 | 5,4 | 3,5 | 4,0 | 0,4 | 0,4 | 0,20 | ||
10 | 6 | 6,4 | 4,0 | 4,5 | 0,5 | 0,8 | 0,5 | ||
13 | 8 | 8,4 | 4,5 | 5,0 | 1,0 | ||||
16 | 5,0 | 5,6 | 0,6 | 0,6 | +0,2 | ||||
19 | 10 | 10,4 | 5,6 | 6,3 | 1,2 | ||||
22 | |||||||||
27 | 12 | 12,4 | 6,3 | 7,0 | 0,8 | 0,8 | |||
32 | 14 | 14,4 | 7,0 | 8,0 | 1,6 | ||||
40 | 16 | 16,4 | 8,0 | 9,0 | 1,0 | 2,0 | 1,0 | +0,3 | |
50 | 18 | 18,4 | 9,0 | 10,0 | |||||
60 | 20 | 20,5 | 10,0 | 11,2 | 0,25 | ||||
80 | 25 | 25,5 | 14,0 | 16,0 | 1,6 | 3,0 | 1,6 | ||
100 | |||||||||
________________
* Допускается радиус заменять фаской, равной
х45°.
** Допускается вместо поля допуска h5 применять q5.
Тип 3
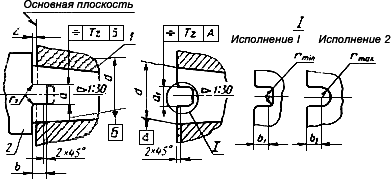
1 - инструмент; 2 - оправка
Черт.3
Таблица 3
мм
|
|
|
| |||||||||
min | max | Но- | Пред. откл. | min* | max* | |||||||
8 | 3 | 3,3 | 3,5 | 3,7 | 0,6 | 1,65 | 0,3 | 0,3 | +0,2 | 0,3 | 1,2 | 0,12 |
10 | 4 | 4,3 | 4,6 | 4,8 | 2,15 | |||||||
13 | 1,4 | |||||||||||
16 | 5 | 5,4 | 5,6 | 5,6 | 2,70 | 0,4 | 0,4 | 0,16 | ||||
19 | 6 | 6,4 | 6,7 | 7,0 | 0,8 | 3,20 | 0,5 | 0,5 | 0,4 | 1,7 | ||
22 | 7 | 7,4 | 7,7 | 7,6 | 1,0 | 3,70 | ||||||
27 | 8 | 8,4 | 8,8 | 8,3 | 4,20 | 0,6 | 0,6 | |||||
32 | 10 | 10,4 | 9,8 | 9,3 | 1,2 | 5,20 | 0,5 | 2,2 | ||||
40 | 12 | 12,4 | 11,0 | 10,0 | 6,20 | 0,8 | 0,8 | |||||
50 | 14 | 14,4 | 12,0 | 11,5 | 1,6 | 7,20 | ||||||
60 | 16 | 16,4 | 13,0 | 12,5 | 2,0 | 8,20 | 1,0 | 1,0 | +0,3 | 0,6 | 2,7 | |
70 | 18 | 18,4 | 14,0 | 13,5 | 9,20 | 1,2 | ||||||
80 | 20 | 20,5 | 15,0 | 14,5 | 2,5 | 10,25 | 1,2 | 0,2 | ||||
100 | 25 | 25,5 | 16,0 | 15,5 | 12,75 | |||||||
________________
* Для = 100 в графах отмеченных * значения
в оригинале отсутствуют. - Примечание "КОДЕКС".
4. Предельные отклонения и расположение полей допусков конического отверстия и оправки указаны на черт.4 и в табл.4.
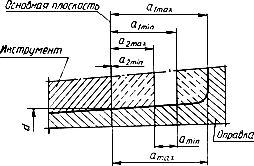
Черт.4
Таблица 4
мм
| ||||||
min | max | min | max | min | max | |
8 | 0,3 | 1,2 | 0,8 | 1,2 | 0 | 0,50 |
10 | ||||||
13 | 0,3 | 1,4 | 0,9 | 1,4 | 0,60 | |
16 | ||||||
19 | 0,4 | 1,7 | 1,1 | 1,7 | 0,70 | |
22 | ||||||
27 | ||||||
32 | 0,5 | 2,2 | 1,4 | 2,2 | 0,90 | |
40 | ||||||
50 | ||||||
60 | 0,6 | 2,7 | 1,8 | 2,7 | 1,17 | |
70 | ||||||
80 | ||||||
100 | 0,8 | 3.2 | 2,2 | 3,2 | 1,38 | |
5. Основные размеры крепления инструмента на оправках в метрической серии в дюймах и дюймовой серии в дюймах и миллиметрах должны соответствовать:
типа 1 - указанным в приложении на черт.5 и в табл.5, 7, 8;
типа 2 - указанным в приложении на черт.6 и в табл.6, 9, 10.
Метрическая и дюймовая серии не взаимозаменяемы. В любой из этих серий обеспечивается полная взаимозаменяемость параметров, если размеры выражены в дюймах или миллиметрах.
Взаимозаменяемость между метрической и дюймовой сериями невозможна.
ПРИЛОЖЕНИЕ
Рекомендуемое
1. МЕТРИЧЕСКАЯ СЕРИЯ ИЗМЕРЕНИЯ В ДЮЙМАХ
1.1. Основные размеры крепления инструмента:
типа 1 - на цилиндрической оправке и осевой шпонке приведены на черт.5 в табл.5;
типа 2 - на цилиндрической оправке и торцевой шпонке приведены на черт.6 в табл.6.
Тип 1
1 - инструмент; 2 - оправка; 3 - шпонка
Черт.5
Тип 2
1 - инструмент; 2 - оправка
Черт.6
Тип 1
Таблица 5
Размеры в дюймах
Обозна- | |||||||||||||
Но- | Пред. | Но- | Пред. | Но- | Пред. | Но- | Пред. | Но- | Пред. | ||||
8 | 0,3149 | 0,079 | - | 0,264 | 0 | 0,350 | +0,004 | 0,006 | +0,004 | 0,016 | 0 | 0,006 | 0 |
10 | 0,3937 | 0,118 | 0,323 | 0,453 | |||||||||
13 | 0,5118 | 0,118 | 0,441 | 0,575 | |||||||||
16 | 0,6299 | 0,157 | 0,520 | 0,697 | 0,024 | 0 | |||||||
19 | 0,7480 | 0,197 | 0,614 | 0,831 | 0,010 | +0,006 | 0,039 | 0 | 0,010 | 0 | |||
22 | 0,8661 | 0,236 | 0,693 | 0,949 | |||||||||
27 | 1,0630 | 0,276 | 0,866 | 0 | 1,173 | +0,008 | 0,047 | ||||||
32 | 1,2598 | 0,315 | 0,276 | 1,063 | 1,370 | ||||||||
40 | 1,5748 | 0,394 | 0,315 | 1,358 | 1,713 | 0,016 | +0,008 | 0,016 | 0 | ||||
50 | 1,9685 | 0,472 | 0,315 | 1,752 | 2,106 | 0,063 | 0 | ||||||
60 | 2,3622 | 0,551 | 0,354 | 2,126 | 2,528 | ||||||||
70 | 2,7559 | 0,630 | 0,394 | 2,500 | 2,953 | 0,079 | |||||||
80 | 3,1496 | 0,709 | 0,433 | 2,874 | 3,366 | ||||||||
100 | 3,9370 | 0,984 | 0,551 | 3,583 | 4,213 | 0,024 | 0,098 | 0,024 | 0 | ||||
Тип 2
Таблица 6
Размеры в дюймах
Обозна- | Вал | Фреза |
| |||||||
|
| Номин. | Пред. | |||||||
5 | 0,1968 | 0,118 | 0,079 | 0,012 | 0,130 | 0,099 | 0,020 | 0,012 | +0,004 | 0,003 |
8 | 0,3149 | 0,197 | 0,138 | 0,016 | 0,213 | 0,158 | 0,016 | 0,004 | ||
10 | 0,3937 | 0,236 | 0,157 | 0,020 | 0,252 | 0,177 | 0,030 | 0,020 | ||
13 | 0,5118 | 0,315 | 0,177 | 0,331 | 0,197 | 0,040 | ||||
16 | 0,6299 | 0,197 | 0,024 | 0,220 | 0,024 | +0,008 | ||||
19 | 0,7480 | 0,394 | 0,220 | 0,410 | 0,248 | 0,050 | ||||
22 | 0,8661 | |||||||||
27 | 1,0630 | 0,472 | 0,248 | 0,031 | 0,488 | 0,276 | 0,031 | |||
32 | 1,2598 | 0,551 | 0,276 | 0,567 | 0,316 | 0,060 | ||||
40 | 1,5748 | 0,630 | 0,315 | 0,039 | 0,646 | 0,355 | 0,080 | 0,039 | +0,012 | |
50 | 1,9685 | 0,709 | 0,354 | 0,725 | 0,394 | |||||
60 | 2,3622 | 0,787 | 0,394 | 0,807 | 0,441 | 0,005 | ||||
________________
* += максимально допустимое отклонение между осевой плоскостью шпонки и осью оправки диаметром
.
2. ДЮЙМОВАЯ СЕРИЯ ИЗМЕРЕНИЯ В ДЮЙМАХ И МИЛЛИМЕТРАХ
2.1. Основные размеры крепления инструмента:
типа 1 - приведены в табл.7, 8;
типа 2 - приведены в табл.9, 10.
Тип 1
Таблица 7
Размеры в дюймах
|
|
| ||||
0,094 | 0,328 | 0,432 | 0,020 | 0,020 | 0,020 | |
0,453 | 0,557 | |||||
0,125 | 0,563 | 0,698 | ||||
0,687 | 0,822 | |||||
0,813 | 0,948 | |||||
0,250 | 0,844 | 1,104 | ||||
0,312 | 1,063 | 1,385 | ||||
0,375 | 1,281 | 1,666 | ||||
0,438 | 1,500 | 1,948 | ||||
0,500 | 1,688 | 2,198 | ||||
0,625 | 2,093 | 2,733 | ||||
0,750 | 2,500 | 3,265 | ||||
0,875 | 3,000 | 3,890 | ||||
1,000 | 3,375 | 4,390 |
Допуски: | ||||||
на | ||||||
на валу: | -0,005 -0,0010 дюйма | |||||
на фрезе: | +0,00075 +0,00025 дюйма | |||||
на | ||||||
для канавки на валу: | 0 -0,001 дюйма | |||||
Для канавки на фрезе: С11 | ||||||
для шпонки: | 0 -0,005 дюйма | |||||
на | 0 -0,005 дюйма | на | +0,015 0 дюйма | |||
Для размеров в дюймах - прямой пересчет в дюймы метрических значений допуска С11.
Тип 1
Таблица 8
Размеры в мм
Обозна- |
|
|
| ||||
9,52 | 2,39 | 8,3 | 11,0 | 0,5 | 0,5 | 0,5 | |
12,70 | 11,5 | 14,2 | |||||
15,88 | 3,18 | 14,3 | 17,7 | 0,8 | 0,8 | 0,8 | |
19,05 | 17,4 | 20,9 | |||||
22,22 | 20,7 | 24,1 | |||||
25,45 | 6,35 | 21,4 | 28,0 | 1,2 | 1,2 | 1,2 | |
31,75 | 7,92 | 27,0 | 35,2 | 1,6 | 1,6 | 1,6 | |
38,10 | 9,52 | 32,5 | 42,3 | ||||
44,45 | 11,12 | 38,1 | 49,5 | ||||
50,80 | 12,70 | 42,9 | 55,8 | ||||
63,50 | 15,87 | 53,2 | 69,4 | ||||
76,20 | 19,05 | 63,5 | 82,9 | 2,4 | 2,4 | 2,4 | |
88,90 | 22,22 | 76,2 | 98,8 | ||||
101,60 | 25,40 | 85,7 | 111,5 |
Допуски: | |||||||
на | |||||||
на валу: | -0,010 -0,025 мм | ||||||
на фрезе: | +0,020 +0,005 мм | ||||||
на | |||||||
для канавки на валу: | 0 -0,025 мм | для шпонки: | 0 -0,100 мм | ||||
для канавки на фрезе: С11 | - на | 0 -0,100 мм | |||||
- на | +0,400 0 | ||||||
Тип 2
Таблица 9
Размеры в дюймах
Вал | Фреза |
| |||||||
|
| Номин. | Пред. откл. | ||||||
0,250 | 0,125 | 0,016 | 0,250 | 0,156 | 0,016 | 0,016 | +0,004 0 | 0,004 | |
0,312 | 0,156 | 0,020 | 0,312 | 0,188 | 0,0.....1** | 0,020 | |||
0,375 | 0,188 | 0,024 | 0,375 | 0,219 | 0,024 | +0,008 0 | |||
0,500 | 0,250 | 0,031 | 0,500 | 0,281 | 0,031 | ||||
0,625 | 0,344 | 0,039 | 0,625 | 0,375 | 0,062 | 0,039 | +0,012 0 | ||
0,750 | 0,406 | 0,750 | 0,438 | ||||||
________________
* + максимально допустимое отклонение между осевой плоскостью шпонки и осью оправки диаметра
.
** Брак оригинала. - Примечание "КОДЕКС".
Допуски: | ||||
на | ||||
на оси: | -0,0005 -0,0010 дюйма | |||
на фрезе: | +0,00075 +0,00025 дюйма | |||
на | 0 -0,015 | |||
на | 0 -0,015 дюйма | |||
на | +0,010 +0,005 дюйма | |||
на | +0,015 дюйма 0 | |||
Тип 2
Таблица 10
Размеры в мм
Обозна- | Вал | Фреза |
| |||||||
|
| Номин. | Пред. откл. | |||||||
12,70 | 6,35 | 3,18 | 0,4 | 6,35 | 3,96 | 0,4 | 0,4 | +0,1 0 | 0,1 | |
19,05 | 7,…..**2 | 3,96 | 0,5 | 7,92 | 4,78 | 0,8 | 0,5 | |||
25,40 | 9,52 | 4,78 | 0,6 | 9,52 | 5,56 | 0,6 | +0,2 0 | |||
31,75 | 12,70 | 6,35 | 0,8 | 12,70 | 7,18 | 0,8 | ||||
38,10 | 15,87 | 8,74 | 1,0 | 15,87 | 9,52 | 1,6 | 1,0 | +0,3 0 | ||
50,80 | 19,05 | 10,31 | 19,05 | 11,12 | ||||||
________________
* + максимально допустимое отклонение между осевой плоскостью шпонки и осью оправки диаметра
.
** Брак оригинала. - Примечание "КОДЕКС".
Допуски: | ||||
на | ||||
на валу: | -0,010 -0,025 мм | |||
на фрезе: | +0,020 +0,005 мм | |||
на | 0 -0,400 мм | |||
на | 0 -0,400 мм | |||
на | +0,250 +0,100 мм | |||
на | +0,400 0 мм | |||
Текст документа сверен по:
М.: Издательство стандартов, 1991
{kind=link}