ГОСТ Р МЭК 61512-3-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
УПРАВЛЕНИЕ СЕРИЙНЫМ ПРОИЗВОДСТВОМ
Часть 3
Общие модели и представления, а также примеры их практической реализации на предприятиях
Batch control. Part 3. General and site recipe models and representation
ОКС 25.040.40, 35.240.50*
________________
* По данным официального сайта Росстандарта ОКС 29.020,
здесь и далее. - .
Дата введения 2017-06-01
Предисловие
1 ПОДГОТОВЛЕН ООО "НИИ экономики связи и информатики "Интерэкомс" (ООО "НИИ "Интерэкомс") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 100 "Стратегический и инновационный менеджмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 октября 2016 г. N 1337-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 61512-3:2008* "Управление серийным производством. Часть 3. Общие модели и представления, а также примеры их практической реализации на предприятиях" (IEC 61512-3:2008 "Batch control - Part 3: General and site recipe models and representation", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
В МЭК 61512-1 рассматриваются модели и терминология, применяемые в области управления серийным производством. В МЭК 61512-2 рассматриваются структуры данных и соответствующие программные языки. Настоящий стандарт содержит дополнительную информацию об общих рецептурах и рецептурах, связанных с местом производства. В сравнении с МЭК 61512-1, раздел 4 настоящего стандарта содержит более детальное описание общих рецептур и рецептур, связанных с местом производства. Раздел 5 содержит детальные описания общих рецептур и рецептур, связанных с местом производства. В разделе 6 рассматриваются модели данных, идентифицирующие объекты и связи, рассмотренные в разделах 4 и 5. Раздел 7 определяет метод отображения общих рецептур и рецептур, связанных с местом производства, используемых как для простых, так и для комплексных технологических требований, с использованием табличного и графического представлений. Раздел 8 описывает аспекты преобразования общей рецептуры и рецептуры, связанной с местом производства, в технологическую рецептуру. В приложениях приведена дополнительная информация к разделам настоящего стандарта.
Настоящий стандарт, главным образом, нацелен на рассмотрение технологических аспектов серийного производства. Вместе с тем, он может быть использован при разработке других типов производственных процессов.
1 Область применения
Настоящий стандарт определяет модели общих рецептур и рецептур, связанных с местом производства, действия, заложенные в общих рецептурах и рецептурах, связанных с местом производства, и выполняемые в рамках одного предприятия или между различными предприятиями, представления общих рецептур и рецептур, связанных с местом производства, а также модели данных для общих рецептур и рецептур, связанных с местом производства.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения):
IEC 60050-351:2006, International Electrotechnical Vocabulary - Part 351: Control technology (Международный Электротехнический Словарь Часть 351. Методика управления)
______________________
Заменен на IEC 60050-351:2013.
IEC 61512-1:1997, Batch control - Part 1: Models and terminology (Управление серийным производством. Часть 1. Модели и терминология)
IEC 61512-2:2001, Batch control - Part 2: Data structures and guidelines for languages (Управление серийным производством. Часть 2. Структуры данных и руководство по языкам программирования)
IEC 62264-1:2003, Enterprise-control system integration - Part 1: Models and terminology (Интеграция системы управления на предприятии. Часть 1. Модели и терминология)
______________________
Заменен на IEC 62264-1:2013.
IEC 62264-2:2004, Enterprise-control system integration - Part 2: Object model attributes (Интеграция системы управления на предприятии. Часть 2. Атрибуты предметной модели)
______________________
Заменен на IEC 62264-2:2013.
ISO/IEC 19501, Information technology - Open Distributed Processing - Unifed Modeling Language (UML) Version 1.4.2 (Информационная технология. Открытый дистрибутивный процессинг. Универсальный Язык Моделирования (UML) Версия 1.4.2)
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте используются термины и определения, определенные в МЭК 61512-1, МЭК 61512-2 и МЭК 60050-351, а также следующие термины с соответствующими определениями.
3.1.1 рецептура, независимая от оборудования (equipment independent recipe): Тип рецептуры, определяющий общие требования к оборудованию вне зависимости от его класса точности и габаритов.
3.1.2 компонент преобразования технологической рецептуры (master recipe transform component): Часть технологической рецептуры, используемая для преобразования рецептуры, независимой от оборудования, в законченную технологическую рецептуру.
3.1.3 диаграмма процедуры технологического процесса (process procedure chart): Графическое представление рецептуры, независимой от оборудования, определенное в настоящем стандарте.
3.1.4 семейство продуктов (product family): Множество произведенных материалов, родственных по использованному технологическому процессу или коммерческой политике.
3.1.5 класс продукта (product grades): Набор материалов, произведенных по одной технологии, но с разными свойствами.
3.2 Сокращения
В настоящем стандарте принято следующее сокращение:
PPC - диаграмма процедуры технологического процесса (Process Procedure Chart).
4 Описание рецептур
4.1 Типы рецептур
В соответствии с моделью рецептуры, установленной в МЭК 61512-1, рецептура - это сущность, содержащая минимальную информацию, уникально определяющую производственные требования к конкретному продукту. Рецептура обеспечивает описание продукта и порядок его изготовления.
МЭК 61512-1 определяет четыре типа рецептуры: общая рецептура, рецептура, связанная с местом производства, технологическая рецептура, рецептура управления. Имеются существенные отличия между указанными четырьмя типами рецептур. Общая рецептура и рецептура, связанная с местом производства, задают независимые от оборудования технологические требования к изготовлению конкретного продукта. Технологическая рецептура и рецептура управления описывают конкретные действия, необходимые для производства партии изделий на конкретном оборудовании.
Дополнительная информация об указанных четырех типах рецептуры имеется в МЭК 61512-1.
4.2 Описание общей рецептуры и рецептуры, связанной с местом производства
4.2.1 Производственная информация
Общая рецептура и рецептура, связанная с местом производства, являются источниками информации, необходимой для разработки технологической рецептуры для конкретного технологического цеха. Цель - описание производственной информации вне ее связи с конкретным производственным оборудованием. В производственных терминах приводится описание материалов, требований к оборудованию, химических реакций и физических преобразований, необходимых для производства продукта.
4.2.2 Определение множественного места производства
Общие рецептуры и рецептуры, связанные с местом производства, определяют технологические требования, предназначенные для применения в различных по своей организации (структуре) технологических цехах, производственных площадках и местах множество задействованных предприятий производственной информацией.*
_______________
* Текст документа соответствует оригиналу. - .
Одна общая рецептура использует один материал, который применяется при производстве на уровне предприятия.
Например, 1000 продуктов, производимых в рамках одной компании.
Одна рецептура, связанная с местом производства, предназначена для одного места производства и одного используемого материала. Для производства используются местные (локальные) материалы, местный язык и местный сегмент производства. Например, 10000 рецептур, связанных с местом производства, предназначены для 10 мест производства. Одна технологическая рецептура приходится на один технологический цех и на один материал. Например, 50000 технологических рецептур приходятся на 5 технологических цехов, расположенных в различных местах предприятия. Одна рецептура управления приходится на одну партию изделий, например, 1000000 партий изделий в год, описывает заказные варианты и значения формул для одной конкретной партии изделий (продукта). |
|

Enterprise - предприятие; Site - место производства; Process cell - технологический цех
Рисунок 1 - Пример рецептурной иерархии
Обычно количество общих рецептур и рецептур, связанных с местом производства, на предприятии меньше, чем количество технологических рецептур.
Пример - Небольшая специализированная химическая компания может иметь 1000 общих рецептур и 10000 рецептур, связанных с местом производства, для 10 мест производства. Компания может иметь 50000 технологических рецептур в предположении, что для производства рассматриваемых продуктов 5 технологических цехов приходится в среднем на одно место производства. Большие компании могут иметь тысячи продуктов и миллионы технологических рецептур. Одно изменение общей рецептуры может привести к изменениям сотен технологических рецептур.
4.2.3 Расширение и сжатие иерархии типов рецептур
Иерархия общих рецептур и рецептур, связанных с местом производства, может быть расширена или сжата для удовлетворения потребностей предприятия.
Пример - У компании могут быть только общие рецептуры и может не быть рецептур, связанных с местом производства. С другой стороны, компания может использовать другой уровень рецептур, независимых от оборудования, расположенный ниже уровня рецептур, связанных с местом производства. Этот уровень может относиться только к одному конкретному производственному участку, расположенному внутри рассматриваемого места производства.
4.3 Рецептуры, независимые от оборудования
4.3.1 Подтипы рецептур, независимых от оборудования
Общие рецептуры и рецептуры, связанные с местом производства, являются подтипами общего класса рецептур, независимых от оборудования. Они имеют одинаковые структуру, используемую информацию и представление, основанные на внутренних технологиях (политике компании) и отличаются только по назначению (использованию) внутри компании.
4.3.2 Действия рецептур, независимых от оборудования
Внутри компании существует множество возможных практических реализаций рецептур, независимых от оборудования. В настоящем стандарте используются два наиболее часто используемых подхода:
1) рецептуры, независимые от оборудования, используются как входной ресурс для экспериментального или опытного производства (при изготовлении опытного образца);
2) рецептуры, независимые от оборудования, разрабатываются как результат опытного производства (изготовления опытного образца).
Указанные подходы определяются для конкретных условий производства. Они не обязательно используются на других производственных участках предприятия, таких как научные исследования и технические разработки (R&D). Но указанные концепции могут быть полезными и там.
В рассмотренных примерах рецептуры идентифицируются как общие рецептуры, но они могут относиться к рецептурам любого типа независимо от оборудования.
|
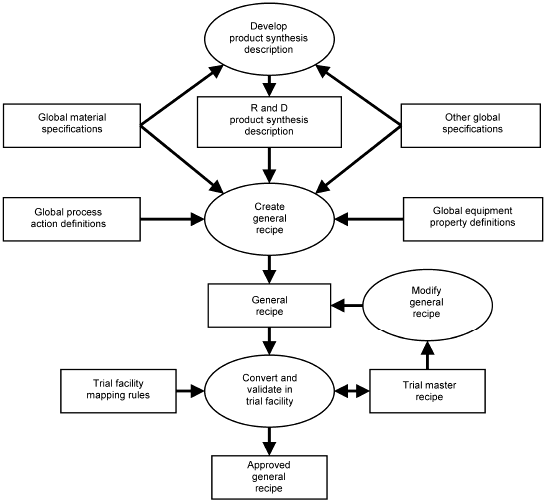
Develop product synthesis description - разработка описания процедуры синтеза продукта; Global material specifications - глобальные спецификации материала; R and D product synthesis description - описание процедур синтеза продуктов R и D (научно-исследовательские и опытно-конструкторские разработки); Other global specifications - прочие глобальные спецификации; Global process action definitions - глобальные определения действий технологического процесса; Create general recipe - разработка общей рецептуры; Global equipment property definitions - глобальные определения свойств оборудования; General recipe - общая рецептура; Modify general recipe - модификация общей рецептуры; Trial facility mapping rules - правила отображения производственных мощностей для опытного производства; Convert and validate in trial facility - трансформация и сертификация в условиях опытного производства; Trial master recipe - технологическая рецептура для опытного производства; Approved general recipe - утвержденная общая рецептура
Рисунок 2 - Разработка рецептуры, независимой от оборудования, для установки, обеспечивающей изготовление опытного образца
|
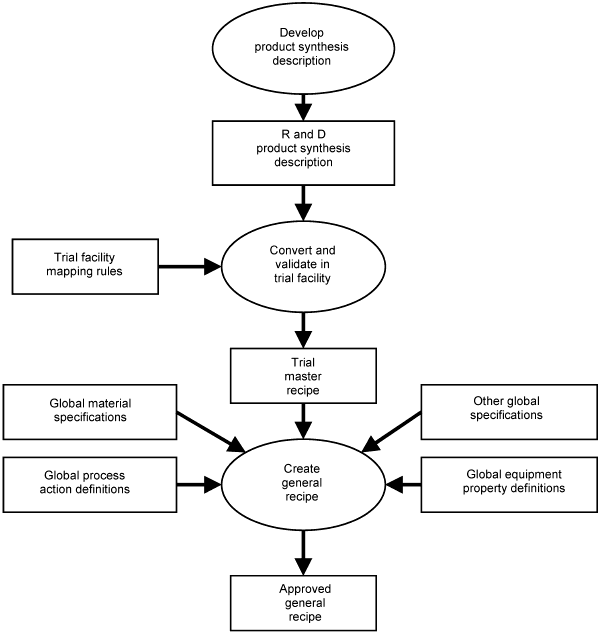
Develop product synthesis description - разработка описания синтеза продуктов; R and D product synthesis description - описание синтеза продуктов R и D; Trial facility mapping rules - правила отображения производственных помещений опытного производства; Convert and validate in trial facility - реорганизация и валидация производственного помещения для опытного производства; Trial master recipe - технологическая рецептура опытного производства; Global material specifications - глобальные спецификации материала; Other global specifications - прочие глобальные спецификации; Global process action definitions - глобальные определения действий технологического процесса; Create general recipe - разработка общей рецептуры; Global equipment property definitions - глобальные определения свойств оборудования; Approved general recipe - утвержденная общая рецептура
Рисунок 3 - Рецептура, независимая от оборудования и разработанная на основе производства опытного образца
Разработка рецептур, независимых от оборудования, является итерационным процессом. Цикл разработки рецептур, независимых от оборудования, содержит обратные связи. Для простоты множество контуров обратных связей на рисунках 2 и 3 не показано.
4.3.3 Входные данные для экспериментального или опытного производства
Рисунок 2 иллюстрирует действия, ассоциированные с разработкой и использованием рецептур, независимых от оборудования и рассматриваемых в качестве входных данных при экспериментальном и опытном производстве (при изготовлении опытного образца).
В рассматриваемом сценарии компания разрабатывает рецептуры, независимые от оборудования, которые являются определениями технологических операций для опытного производства или для производства опытного образца изделия. Рецептуры, независимые от оборудования, трансформируются в технологические рецептуры, соответствующие возможностям оборудования, используемого на предприятии при изготовлении опытного образца. Технологический процесс соответствующим образом масштабируется и сертифицируется.
4.3.4 Выходные данные для экспериментального или опытного производства
Альтернативным методом разработки рецептуры, независимой от оборудования, является разработка рецептуры после расширения мощностей до объемов промышленного производства и верификации технологического процесса при опытном производстве и при изготовлении опытного образца (см. рисунок 3). В настоящей модели окончательная версия рецептуры, независимой от оборудования, получается после масштабирования и сертификации технологического процесса при опытном производстве и при изготовлении опытного образца. Рассматриваемая рецептура, независимая от оборудования, обычно использует окончательную версию технологической рецептуры опытного производства для описания технологического процесса.
Отметим, точность описания технологического процесса, присущего формальным рецептурам, независимым от оборудования, определяет преимущества данных рецептур в конкретных обстоятельствах, например, при использовании аналогичной структуры в качестве входных данных технологической установки, даже в том случае, если она не идентифицирована как рецептура.
4.3.5 Управление рецептурами, независимыми от оборудования
Рецептуры, независимые от оборудования, требуют особого управления, так как они представляют собой ценный, патентованный и уникальный интеллектуальный капитал компании. Важно, чтобы рецептуры, независимые от оборудования, управлялись с помощью формальных процедур, чтобы обеспечивалась эффективная защита системы управления от несанкционированного вмешательства.
4.3.6 Определение рецептуры, независимой от оборудования
Рецептура, независимая от оборудования, задает набор технологических требований к производству необходимых материалов.
Пример - Производимый материал может быть конечным продуктом, побочным продуктом, вспомогательным материалом.
4.3.7 Варианты рецептур, независимых от оборудования
Существует множество вариантов рецептур, независимых от оборудования, для производства необходимого материала. Эти рецептуры описываются альтернативными маршрутами синтеза или альтернативной формулой материала. Каждый вариант описывается отдельной рецептурой, независимой от оборудования. Для указания взаимосвязи между элементами рассматриваемого множества вариантов рецептур производства материала, обычно используют некоторый метод идентификации.
Пример - Множество рецептур, независимых от оборудования, могут быть использованы, например, для производства клеящих продуктов на основе дерева. Рецептуры данного производства зависят от времени рубки дерева или его сорта. Все общие рецептуры определяют производство одного окончательного продукта, но с учетом указанных особенностей.
4.3.8 Источник календарной информации
Рецептуры, независимые от оборудования, и, в особенности, рецептуры, связанные с местом производства, определяют источник календарной информации и плановой информации для корпорации. Рецептура, связанная с местом производства, определяет все обрабатываемые материалы, необходимые для изготовления конечного продукта в целом (его части) на рассматриваемом месте производства. Данная рецептура также содержит информацию о ресурсах, необходимых для изготовления продукта, информацию, которая может оказаться полезной для разработки календарного плана производства и плана расходования ресурсов.
Рецептуры, независимые от оборудования, и, в особенности, рецептуры, связанные с местом производства, указывают источник информации для разработки местного плана производства и календарного плана. Это информация о:
a) материалах, необходимых для изготовления конечного продукта в целом (его части);
b) ресурсах, необходимых для изготовления продукта.
Если рецептуры, связанные с местом производства, не используются (например, на всех местах производства используется одна и та же общая рецептура), то при разработке календарного плана общую рецептуру можно рассматривать как рецептуру, связанную с местом производства.
Технологические рецептуры необходимы для детальной разработки календарного плана технологического цеха и технологической установки, так как данные календарные планы требуют учета конкретных свойств имеющегося оборудования.
4.3.9 Рецептуры, независимые от оборудования и коммерческая информация
Используемые рецептуры соответствуют правилам производства продуктов, определенным в МЭК 62264-1. Общие рецептуры и рецептуры, связанные с местом производства, соответствуют правилам производства продукта, независимым от оборудования. Технологические рецептуры и рецептуры управления соответствуют правилам производства продукта для конкретного оборудования.
Так как одна рецептура, связанная с местом производства, может быть определена для нескольких технологических цехов с различной структурой, то она часто используется как основа информации для планирования местного производства в соответствии с МЭК 62264-1.
Имеет место наложение информации, содержащейся в рецептурах, связанных с местом производства, и в спецификациях материалов (BOM; Bill of Materials), используемых в коммерческих системах для организации работ и календарного планирования расходования материала. Данное наложение информации идентифицируется в МЭК 62264-1 как производственная спецификация. Оно обусловлено введением ресурсов технологического процесса в соответствии с рецептурами, связанными с местом производства. Рецептуры, связанные с местом производства, могут быть источником информации для производственной спецификации (см. рисунок 4).
Также имеет место наложение информации, содержащейся в рецептурах, связанных с местом производства, и в спецификациях ресурсов (BOR; Bill of Resources), используемых в коммерческих системах для календарного планирования производства. Данное наложение определяется в МЭК 62264-1 как Технологические сегменты и Продуктовые сегменты. Оно обусловлено стадиями технологического процесса и операциями технологического процесса для рецептур, связанных с местом производства.
|
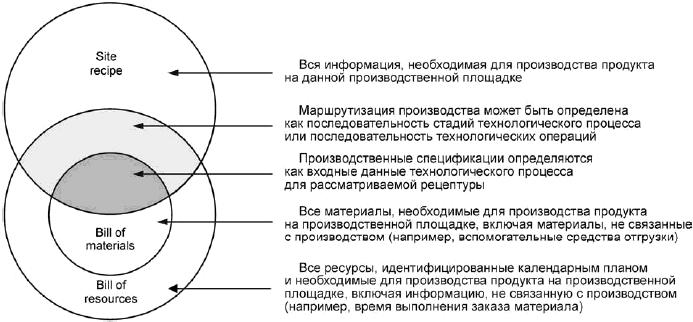
Site recipe - рецептура, связанная с местом производства; Bill of materials (BOM) - спецификации (номенклатура) материалов; Bill of resources (BOR) - спецификации (номенклатура) ресурсов
Рисунок 4 - Наложение информации, содержащейся в рецептурах, связанных с местом производства и в спецификациях ВОМ и BOR
4.3.10 Использование рецептур, независимых от оборудования, для сравнения производственных возможностей
Рецептуры, независимые от оборудования, дают возможность сравнить спецификации производства продукта с возможностями оборудования. Обобщенные требования к оборудованию и требования к технологическому процессу, содержащиеся в рецептуре, независимой от оборудования, могут быть сопоставлены определениям оборудования соответствующего места производства и оборудования технологического цеха для определения самой возможности производства продукта в целом, производства частей продукта, оценки потребных дополнительных производственных возможностей оборудования, необходимых для производства продукта.
4.3.11 Рецептуры, независимые от оборудования, используемые как спецификации для проектирования производственных объектов
Рецептуры, независимые от оборудования, по своей природе являются полезными компонентами спецификаций, которые можно использовать для проектирования производственных объектов. Рецептуры, независимые от оборудования, в своей исходной форме часто непригодны для использования в качестве спецификаций, но они содержат информацию, необходимую для подготовки спецификаций производственного объекта в понятной стандартизованной форме.
Пример - Рецептуры, независимые от оборудования, могут включать следующую информацию, необходимую для проектирования производственных объектов:
a) набор рецептур, независимых от оборудования, формально определяющих технологические требования и другие ассоциированные требования оборудования к используемому производственному объекту;
b) зависимости технологического процесса, необходимые для определения характера движения материала между технологическими установками и между технологическими цехами;
c) формулы рецептур, независимых от оборудования, точно определяющие свойства материала, используемого на производственном объекте;
d) формулы, точно определяющие количественные соотношения используемых материалов, включая сравнение ожидаемого количества произведенного материала с количеством сырьевого материала;
e) определение технологического процесса, включающее время обработки материала конкретного продукта, учитывающее, в первую очередь, химические требования и, во вторую очередь, габариты оборудования;
f) рецептуры и ожидаемые календарные планы производства, объединяемые в соответствии с МЭК 62264-1, могут быть использованы для определения возможностей имеющегося оборудования.
4.4 Общие рецептуры
4.4.1 Определение рецептуры на уровне предприятия
Общая рецептура задает производственные требования к конкретному продукту или ассортименту (номенклатуре) продуктов. Она не зависит от фактического места производства или от фактически используемого оборудования.
Общая рецептура может рассматриваться как техническая спецификация технологического процесса изготовления продукта.
Общая рецептура, в рамках предприятия - это рецептура, являющаяся базой для конкретного места производства и конкретной технологической рецептуры. Она создается людьми, являющимися специалистами в области химии и технологии производства продукта. Рецептура идентифицирует сырьевые материалы, их относительные количества, необходимые для технологической обработки, порядок технологических операций. Она определяет необходимые технологические мощности (например, для охлаждения или нагрева), обобщенные требования к оборудованию (например, для облицованного стеклом реактора). Рецептура не определяет конкретного оборудования, которое должно быть использовано в конкретной ситуации. Однако она указывает корректный тип оборудования, необходимый для использования в критической ситуации.
Общая рецептура применяется для всего предприятия в целом. Она определяет производственные требования к конкретному материалу в терминах, используемых на всех производственных площадках, где производится требуемый материал. Общая рецептура является важным элементом исходных данных для корпоративного производственного планирования и оценки затрат в соответствии с имеющимися нормативами.
4.4.2 Цель общей рецептуры
Общая рецептура - это корпоративная рецептура, определяющая характер технологической обработки, необходимый для производства продукта с одинаковыми свойствами на различных производственных площадях и в различных технологических цехах. Указанные места производства могут отличаться топологией установок, сырьевыми материалами, степенью автоматизации. Общая рецептура изготовления продукта создается только после опробования технологической рецептуры в одном или нескольких местах производства.
Общая рецептура не должна основываться только на лабораторном опыте изготовления продукта. Она должна основываться на корректной оценке производственных возможностей конкретной компании, должна пройти тестирование в производственных условиях до своего полного внедрения.
4.4.3 Информация общей рецептуры
4.4.3.1 Производственная информация
Общая рецептура содержит производственную информацию. Она не является полной, если технологический процесс окончательно не определен. Общая рецептура обычно разрабатывается в ходе верификации производственных требований и требований к технологическому процессу опытного производства. Общая рецептура содержит ссылки на базовые производственные возможности компании. Разработка общей рецептуры может быть связана с разработкой технологического процесса и разработкой самого продукта (см. рисунок 5). Общая рецептура обеспечивает возможность однозначного сопоставления технологических требований с множеством имеющихся производственных площадей.
|
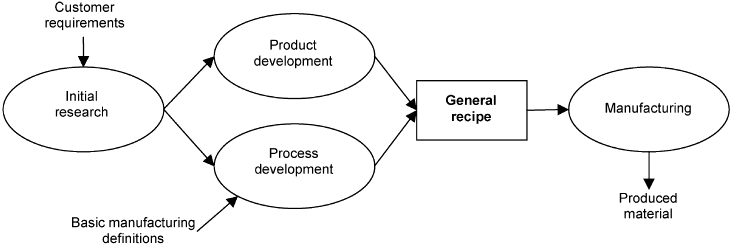
Customer requirements - требования заказчика; Initial research - начальное исследование; Product development - разработка продукта; Process development - разработка технологического процесса; General recipe - общая рецептура; Manufacturing - процесс производства; Basic manufacturing definitions - основные определения процесса производства; Produced material - произведенный материал
Рисунок 5 - Общая рецептура в составе типовой функции разработки
4.4.3.2 Разработка продукта
Результатом разработки продукта является определение самого продукта и спецификаций к нему. Данный результат включает определение порядка изготовления продукта, по крайней мере, на лабораторном уровне. Разработка продукта дает базовое понимание специальных химических и технологических требований, предъявляемых к продукту. Она позволяет сформулировать требования к оборудованию, которые должны быть достаточно детальными для определения необходимого типа оборудования.
4.4.3.3 Разработка технологического процесса
Разработка технологического процесса обеспечивает определение технологических процессов, необходимых для организации производства продукта в соответствии с его спецификацией. Разработка технологического процесса принимает во внимание утвержденные базовые определения технологического процесса. Если необходимы дополнительные технологические процессы, то разработка технологического процесса определяет новые требования к рассматриваемому технологическому процессу.
Пример 1 - Новые химические преобразования могут потребовать новых действий технологического процесса, таких как выполнение реакций под действием ультрафиолетового излучения.
Пример 2 - Новый способ упаковки может потребовать новых действий технологического процесса, таких как использование стерилизующих добавок, особый метод заполнения упаковки, герметизация упаковки.
4.5 Рецептуры, связанные с местом производства
4.5.1 Рецептуры, связанные с конкретным местом производства
Рецептуры, связанные с местом производства, - это тип рецептур, учитывающих особенности конкретного места производства. Рецептура, связанная с местом производства, - это комбинация информации о конкретном месте производства и информации общей рецептуры. Такие элементы, как язык, на котором она написана, или особенности местных сырьевых материалов могут изменяться с учетом локальных особенностей. Как правило, это второстепенные факторы для конкретного оборудования технологического цеха.
Рецептура, связанная с местом производства, обычно является производной общей рецептуры. Она удовлетворяет условиям и требованиям конкретного места производства, обеспечивает уровень детализации, соответствующий местному уровню производства и его долгосрочному календарному плану. Вместе с тем, данная рецептура может быть также создана непосредственно без использования общей рецептуры.
4.5.2 Определение рецептуры, связанной с местом производства
Рецептура, связанная с местом производства, имеет ту же самую структуру, что и общая рецептура. При этом информация рецептуры, связанной с местом производства, преобразуется с учетом местных (локальных) особенностей. Рецептура, связанная с местом производства, может быть переделана под местный язык (например, французский, немецкий или английский), под местные единицы измерения (например, имперская или метрические системы), под местные производственные требования, под местные сырьевые материалы. Рецептура, связанная с местом производства, может включать только часть технологического процесса, определенного в общей рецептуре, который фактически внедряется в конкретных производственных условиях.
Пример - При производстве некоторых продуктов, отдельные промежуточные материалы могут изготавливаться в одном месте, а затем транспортироваться в другое место для окончательной обработки. В данном случае, рецептуру, связанную с местом производства, следует выводить только из той части общей рецептуры, которая фактически необходима только для обеспечения производства в рассматриваемом месте.
Типовые причины использования рецептур, связанных с местом производства:
a) Рецептуры, связанные с местом производства, могут быть использованы для определения местных особенностей рецептурных технологических процессов или рецептурных представлений. К указанным особенностям относятся:
- местные нормативные документы;
- местный язык;
- местные единицы измерения;
- наличие местных материалов;
- местные производственные требования;
- альтернативные сырьевые материалы.
b) Производство продукта, соответствующее общей рецептурой и разделенное на несколько мест производства, определяется рецептурой, связанной с местом производства только в той части технологического процесса, которая соответствует данному месту производства.
c) Рецептура, связанная с местом производства, формирует генеалогическую связь конкретного места производства и технологической рецептуры.
d) Рецептура, связанная с местом производства, может быть определена для конкретного места с учетом наличия местных материалов, которые только там производятся и потребляются.
e) Рецептуры, связанные с местом производства, могут быть использованы для определения затрат на подготовку места производства.
f) Рецептуры, связанные с местом производства, могут быть использованы как источник производственных спецификаций для оценки возможностей оборудования конкретного производственного участка и технологического цеха.
g) Рецептуры, связанные с местом производства, являются источником информации о производственных требованиях, о требованиях к материалу и коэффициентах использования материала для проектирования производственных объектов.
4.5.3 Политика использования рецептур, связанных с местом производства
Рецептуры, связанные с местом производства, используются не всегда. Их использование определяется политикой компании. Если используется рецептура, связанная с местом производства, то компания должна также выработать политику управления данными рецептурами.
Пример 1 - Политика может заключаться в том, чтобы определить: в каком месте следует разработать свою собственную рецептуру, которую нельзя разрешать использовать в других местах или использовать в общем корпоративном управлении, в каком месте следует разработать свою индивидуальную рецептуру, предназначенную только для данного места и не имеющую отношения к общим рецептурам.
Пример 2 - Политика может заключаться в том, чтобы разрешить использовать рецептуры, связанные с местом производства, являющиеся простыми копиями утвержденных общих рецептур.
4.6 Семейства и классы продуктов
4.6.1 Определение продукта
МЭК 61512-1 использует термин "продукт", определяющий характер результата работы технологического цеха. Определение законченного (готового) продукта дается на уровне предприятия и часто дифференцируется по аспектам, отличным от рассматриваемых технологических процессов.
Пример - Продукт может быть определен своей упаковкой, брендом, формой доставки.
Определение законченного (готового) "продукта" лежит вне области применения настоящего стандарта. При этом термины "семейство продуктов" и "класс продуктов" обычно используются при классификации продуктов и могут применяться как для характеристики результата работы технологического цеха, так и для характеристики законченного (готового) продукта.
4.6.2 Семейство продуктов
Понятие "семейство продуктов" часто используется для идентификации множества произведенных материалов, связанных одним технологическим процессом или одной коммерческой политикой предприятия.
Пример - Определение "семейства продуктов" может включать:
a) набор произведенных материалов, полученных на основе одного определения технологического процесса;
b) набор произведенных материалов, полученных на одном оборудовании;
c) набор произведенных материалов, полученных в рамках одного технологического процесса, но по-разному упакованных;
d) набор произведенных материалов, полученных скорее по коммерческим правилам, нежели по производственным (не по новой технологии, а в результате дополнительного изучения рыночного спроса).
4.6.3 Класс продукта
Класс продукта - это набор материалов, полученных по одной технологии, но имеющих различные свойства. Типовой практической реализацией различных классов продукта является использование различных рецептур, использующих одну процедуру, но различные рецептурные формулы. В рассматриваемой ситуации одной рецептуре соответствует один класс продукта.
В некоторых случаях одной рецептуре может соответствовать несколько классов продукта. В рассматриваемой ситуации возможные вариации технологического процесса (свойств материалов) могут привести к появлению некоторого ассортимента (номенклатуре) продуктов с различными спецификациями качества.
5 Содержание рецептур, независимых от оборудования
5.1 Рецептурная информация
Общие рецептуры и рецептуры, связанные с местом производства, - это рецептуры, независимые от оборудования. Рецептуры, независимые от оборудования, должны содержать ту же категорию информации, что и технологические рецептуры, рецептуры управления: заголовки, формулы, процедуры, требования к оборудованию и прочую информацию в соответствии с МЭК 61512-1.
5.2 Состояния жизненного цикла рецептуры
Рецептуры, независимые от оборудования, должны иметь ассоциированные состояния жизненного цикла. Информация о состоянии используется при уточнении текущего определения состояния рецептуры.
Минимальное множество поддерживаемых состояний жизненного цикла рецептур, независимых от оборудования, определено в таблице 7.
Состояния жизненного цикла рецептур, независимых от оборудования, должны ассоциироваться с состояниями жизненного цикла элементов рецептурных ссылок (на действия технологического процесса, на требования к оборудованию, на материалы). Для обеспечения корректности состояния жизненного цикла, рассматриваемый технологический процесс должен соответствовать политике и административным процессам предприятия.
Пример - Если состояние ссылочного материала равно "Withdrawn (Снят с производства)", то и состояние всех рецептур, ссылающихся на данный материал, также равно "Withdrawn (Снята с производства)".
5.3 Заголовок рецептуры
Если рецептура, независимая от оборудования, содержит административную информацию, то последняя и является заголовком. Информация заголовка в рецептуре, независимой от оборудования, может включать такие пункты, как идентификация рецептуры, идентификация продукта, N версии, семейство продуктов, класс продукта, автор разработки (источник информации), состояние жизненного цикла.
5.4 Рецептурная формула
Формула - это категория информации рецептуры, независимой от оборудования, включающая входные данные технологического процесса, параметры технологического процесса, выработку продукции (выходные данные технологического процесса). Входные и выходные данные технологического процесса идентифицируют материалы (ресурсы) и их количество.
Материалы, используемые в рецептуре, независимой от оборудования, идентифицируются определениями материала (класса материала) в соответствии с МЭК 62264-1. Рецептуры, независимые от оборудования, не используют определение партии материала (см. МЭК 62264-1).
Определения материала (класса материала) должны содержаться в библиотеке определений материалов: в рецептурах, независимых от оборудования могут использоваться только корректные определения материала.
Определение материала должно иметь ассоциированное состояние. Информация о состоянии используется для оценки статуса жизненного цикла определения материала, а также состояния жизненного цикла рецептур, независимых от оборудования и использующих рассматриваемое определение материала.
Минимальное множество поддерживаемых определений материала и состояний классов материала приведено в таблице 7.
5.5 Рецептурная процедура
5.5.1 Модель технологического процесса
Процедурная часть рецептуры, независимой от оборудования, определена в соответствии с моделью технологического процесса МЭК 61512-1.
5.5.2 Иерархия технологического процесса
Процедура для рецептуры, независимой от оборудования, определяет технологический процесс как набор из одной или нескольких стадий технологического процесса. Стадия составлена из технологических операций. Технологические операции составлены из действий технологического процесса. Рисунок 6 иллюстрирует указанную иерархию.
Процедура состоит из стадий технологического процесса. Стадии технологического процесса состоят из технологических операций. Операции составлены из действий технологического процесса.
Имеется существенное отличие между определением процедуры для технологической рецептуры и определением процедуры для рецептуры, независимой от оборудования. Процедура технологической рецептуры фокусируется на выполнении конкретных производственных заданий на конкретном оборудовании технологического цеха. Она часто зависит от состава и состояния оборудования технологического цеха. Рецептура, независимая от оборудования, фокусируется на порядке обработки материалов и на принципиальном характере данной обработки.
Пример - Некоторые материалы должны быть обработаны независимо перед их соединением, так как они могут вступать в химическую реакцию (смешиваться) с образованием новых материалов (уникальных соединений).
|
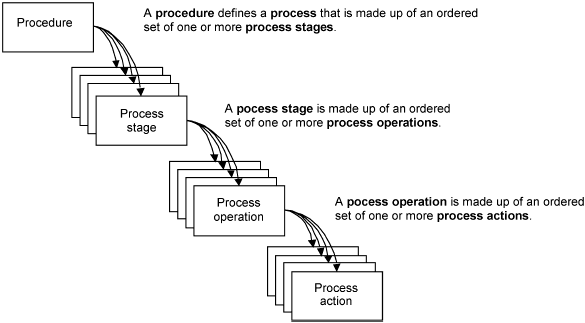
Procedure - процедура; A procedure defines a process that is made up of an ordered set of one or more process stages - процедура определяет процесс, состоящий из упорядоченного набора одной или нескольких технологических стадий; Process stage - стадия технологического процесса; A process stage is made up of an ordered set of one or more process operations - процесс состоит из упорядоченного множества одной или нескольких технологических операций; Process operation - технологическая операция; A process operation is made up of an ordered set of one or more process actions - технологическая операция состоит из одного или нескольких технологических действий; Process action - действие технологического процесса
Рисунок 6 - Определение процедуры для рецептуры, независимой от оборудования
5.5.3 Идеальная производственная процедура
Фиксированная последовательность стадий технологического процесса, технологических операций и действий технологического процесса определяет идеальную производственную процедуру для получения продукта высокого качества. Логика работы в исключительных условиях или сами исключительные условия обычно в определение процедуры не включаются. Они могут быть указаны в категории прочая рецептурная информации.
5.5.4 Стадия технологического процесса
Стадия технологического процесса определяет часть технологического процесса, функционирующую независимо. Ее результатом обычно является плановая последовательность химических или физических изменений материала. Входные и выходные данные технологического процесса и выработка продукции, отображаемые рецептурой, - это всегда идентифицируемые ресурсы или материалы. Если готовая (выходная) продукция технологического процесса на предшествующей стадии является входным ресурсом для последующей стадии, то полученный материал называется промежуточным. Он не требует специальной идентификации. На стадиях технологического процесса может быть получена различная готовая (промежуточная) продукция.
5.5.5 Технологическая операция
Технологическая операция - это основное технологическое действие. Оно не требует наличия спецификации фактической конфигурации целевого оборудования. Она обеспечивает требуемые химические или физические изменения в обрабатываемом материале. Технологические операции обычно определяют на основе потребностей в соответствующих химических или физических изменениях. Типовые причины выполнения технологических операций:
a) необходимость идентификации основных шагов обработки естественно организованной структуры;
b) необходимость идентификации возможных границ операции для разрабатываемой впоследствии технологической рецептуры;
c) необходимость идентификации требований к оборудованию для выполнения действий, составляющих операцию;
d) необходимость выстраивания технологических операций в последовательность шагов обработки материала в соответствии с требованиями стадии технологического процесса.
5.5.6 Действия технологического процесса
Действия технологического процесса - наименее важные технологические мероприятия (например, дробление, охлаждение, нагрев, ожидание, испытание, смешивание). Многие действия просто сводятся к добавлению материала, удалению материала, добавлению энергии, удалению энергии.
Отметим, что даже простое добавление материала может быть выполнено с использованием различных типов действий технологического процесса.
Пример - Частота добавления материала может быть фиксированной, а может быть управляемой. Для этого в рассмотрение вводится технологическая переменная (например, давление, температура, число pH).
Некоторые действия технологического процесса могут применяться только в рамках конкретной производственной компании. Они определяют уникальные технологические возможности компании (например, отделение, упаковка). Некоторые действия технологического процесса могут применяться только в конкретной отрасли промышленности (например, каталитические реакции, изменения специальных свойств материалов).
Предполагается, что действия технологического процесса, предпринимаемые в ходе операции с материалом, производятся в определенной последовательности. Действия технологического процесса могут быть последовательными или параллельными, могут иметь разветвления.
5.5.7 Определение требований к оборудованию
Элементы технологического процесса не зависят от оборудования. Но они могут определять требования к целевому оборудованию или производственной среде, особенно когда характеристики оборудования или среды оказывают существенное влияние на химические или физические аспекты технологического процесса.
Пример 1 - При производстве некоторых химикатов для цветной фотопленки присутствие никеля в технологических сосудах и трубопроводах "затуманивает" пленку. Стадия технологического процесса, определяющая производство требуемого химиката, предъявляет следующее требование к оборудованию: присутствие никеля в технологических сосудах и трубопроводах недопустимо.
Пример 2 - Материал может быть чувствительным к сдвиговым механическим напряжениям. Требование к оборудованию: сдвиговые нагрузки материала должны быть минимальны.
5.5.8 Управление стадиями технологического процесса
5.5.8.1 Идентификация характеристик
В настоящем разделе рассмотрен вопрос идентификации стадий технологического процесса. Он фокусируется на характеристиках идентификации стадий технологического процесса и его необходимо рассматривать как руководство по идентификации стадий технологического процесса, а не как абсолютное правило.
5.5.8.2 Руководство по вопросам, связанным с технологическим процессом
a) Стадия технологического процесса обычно описывает основную физическую или химическую функцию данного процесса (например, измельчение, смешивание, химическое синтезирование, ферментирование, упаковка).
Примечание 1 - Данную функцию можно рассматривать как основную характеристику, используемую в определении стадии технологического процесса.
b) На стадии технологического процесса может производиться сразу несколько материалов.
Пример - Стадия технологического процесса, включающая отделение (сепарацию), может готовить сразу несколько основных материалов.
c) Стадия технологического процесса обычно ассоциируется с некоторыми главными преобразованиями материала. Она может идентифицироваться по конкретной поименованной химической реакции.
Примечание 2 - Химическая реакция может быть и второстепенной характеристикой. Но это все на усмотрение специалиста химика-технолога, оценивающего общую рецептуру.
d) Материал должен обрабатываться независимо.
Примечание 3 - Можно предположить, что на отдельных стадиях материал обрабатывается независимо (не вступает в реакцию с другими материалами) до тех пор, пока материалы не начинают взаимодействовать друг с другом в соответствии с утвержденной рецептурой технологического процесса.
e) Материалы могут обрабатываться асинхронно.
Примечание 4 - Промежуточные материалы могут быть изготовлены заранее и храниться на складе в ожидании последующего использования.
f) Существуют общие химические и физические свойства, необходимые для целевого оборудования.
Примечание 5 - Требования к оборудованию могут относиться ко всей стадии целиком. Это означает, что любое целевое оборудование, для любого действия технологического процесса, для любой системы перемещения промежуточного материала удовлетворяет сформулированным требованиям.
5.5.8.3 Определения, не связанные с технологическим процессом
a) Различные части технологической обработки, описанные в рецептуре, независимой от оборудования, могут в ряде случаев выполняться сразу в нескольких технологических цехах. При этом промежуточные материалы могут пересекать границу технологического цеха и находиться на временном хранении.
Примечание 1 - Стадия технологического процесса обеспечивает эффективную организационную структуру, удобную для разбиения общей рецептуры на небольшие части.
Примечание 2 - Стадия технологического процесса определяет технологическую обработку, целесообразную для внедрения в одном технологическом цехе.
b) Различные части рецептуры, независимой от оборудования, могут выполняться в различных местах. При этом промежуточные материалы транспортируются в различные места производства.
Примечание 3 - Часть определения рецептуры, связанной с местом производства, является подмножеством общей рецептуры, внедряемой на конкретной производственной площадке. Стадии технологического процесса обеспечивают эффективную организационную структуру, удобную для разбиения общей рецептуры на несколько рецептур, связанных с местом производства. Тогда на каждом месте производства могут внедряться несколько стадий, а промежуточные материалы перемещаются между данными местами производства.
c) Промежуточные материалы могут храниться и учитываться отдельно.
Примечание 4 - Промежуточные материалы могут иметь особую значимость (ценность) для компании. Они могут специально идентифицироваться, учитываться (для налогообложения) и оцениваться (для бухгалтерских целей). Некоторые промежуточные материалы могут быть и конечным продуктом. Они могут продаваться или использоваться в соответствии с требованиями заказчика.
Примечание 5 - Можно использовать границы стадий технологического процесса для идентификации учитываемых промежуточных материалов.
d) Промежуточные материалы можно не производить, а покупать. С учетом этого обстоятельства, соответствующая часть рецептуры, независимой от оборудования, не преобразуется в соответствующий сегмент технологической рецептуры.
Примечание 6 - Границы стадий технологического процесса можно использовать для идентификации промежуточных материалов, которые можно не производить, а приобретать на местном рынке.
e) Одни и те же промежуточные материалы можно использовать в нескольких продуктах или общих рецептурах.
f) Производственные и календарные планы производства промежуточных материалов часто разрабатываются отдельно.
Примечание 7 - Если производство промежуточных материалов требует существенного времени или дефицитных ресурсов, то стадии технологического процесса можно использовать для идентификации узких мест технологического процесса, чтобы сбалансировать рабочую нагрузку оборудования с его ограниченными возможностями.
5.5.9 Управление операциями технологического процесса
5.5.9.1 Характеристики идентификации
Технологические операции составляют стадию технологического процесса. Они являются главными технологическими событиями при выполнении химических и физических преобразований партии изделий. Технологические операции тесно связаны с традиционными операциями, выполняемыми на химических установках.
Настоящий подраздел содержит информацию, которая необходима при идентификации технологических операций. Он фокусируется на идентификации характеристик технологических операций и его необходимо рассматривать как руководство по идентификации технологических операций, а не как абсолютное правило.
5.5.9.2 Руководство по вопросам, связанным с технологическим процессом
a) Технологические операции могут быть идентифицированы с помощью физических или химических изменений материала. Данные изменения обычно необратимы.
b) Каждая стадия может иметь различные требования к оборудованию. Требования к оборудованию ассоциируются с технологическими операциями.
c) Технологические операции могут быть использованы для разделения действий технологического процесса, выполняемых вместе в качестве базовой функции.
d) Границы технологических операций могут проходить в естественных узких местах производства, если создаваемый материал имеет легко идентифицируемые характеристики.
e) Границы технологических операций могут проходить через тестовые точки, точки принятия решений в соответствующих технологических рецептурах. Тестовые точки и точки принятия решений часто ассоциируются с задержками (на время тестирования). Выполнение технологической операции создает удобную граничную линию для размещения тестовой точки.
f) Общие технологические операции могут определяться и использоваться сразу в нескольких рецептурах.
5.5.9.3 Руководство по вопросам, не связанным с технологическим процессом
a) Технологические операции определяются для упрощения преобразования рецептур, независимых от оборудования, в технологические рецептуры. Технологические операции могут использоваться для определения границ процедур (операций) технологической установки для технологической рецептуры. Это может быть информация, используемая для разработки технологической рецептуры, или информация, используемая для автоматизированных конверсионных производственных мощностей.
b) Технологические операции могут быть определены и по той причине, что бухгалтерский учет затрат на проводимые мероприятия требует более детальных расшифровок чем те, что получаются при анализе стадий технологического процесса.
c) Технологические операции могут быть также определены как граничные условия так, чтобы в итоге оборудование можно было переконфигурировать между операциями технологической рецептуры.
5.5.10 Руководство действиями технологического процесса
5.5.10.1 Идентификация характеристик
Настоящий подраздел помогает при идентификации действий технологического процесса. Он фокусируется на идентификации характеристик действий технологического процесса и дает руководство по идентификации действий технологического процесса.
5.5.10.2 Библиотека действий технологического процесса
Определения действий технологического процесса должны храниться и обновляться в библиотеке действий технологического процесса. Только официально принятые и широко интерпретируемые определения действий технологического процесса могут использоваться в рецептурах, независимых от оборудования. В данном контексте, термин "библиотека" используется для указания набора доступных определений действий технологического процесса. Он не включает какого-либо механизма хранения или организации данных.
Перед формулировкой какой-либо рецептуры необходимо создать базовые структурные элементы. Для рецептуры, независимой от оборудования, минимально необходимыми структурными элементами являются действия технологического процесса. Если указанные структурные элементы еще не определены, если их место в технологическом процессе еще не описано, если необходимые параметры не идентифицированы, то автор рецептуры должен определить свое собственное нестандартное действие. Если это происходит, то возникает нестыковка между намерениями автора и установленным порядком задания параметров действия технологического процесса. Также возникает нестыковка между последовательно используемыми рецептурами и намерениями различных авторов (при их рассмотрении).
Действия технологического процесса определяются и становятся доступными в процессе создания рецептуры. Использование предварительно определенных структурных элементов не только облегчает создание рецептуры, но также стандартизует их, содействует лучшему пониманию намерений автора теми, кто впоследствии принимает на себя ответственность по внедрению задуманного на реальном оборудовании. Эффективное использование рецептур, независимых от оборудования, требует наличия корректно определенных и задокументированных действий технологического процесса, на базе которых разрабатываются все рецептуры.
5.5.10.3 Состояния действий технологического процесса
Действия технологического процесса размещаются в библиотеке действий технологического процесса в некотором ассоциированном состоянии. Информация о состоянии используется для определения состояния жизненного цикла определения действия технологического процесса, а также о состоянии жизненного цикла рецептуры, независимой от оборудования и использующей рассматриваемое действие технологического процесса.
Минимальное множество поддерживаемых состояний действий технологического процесса определено в таблице 7.
5.5.10.4 Элементы действия технологического процесса
Представление действия технологического процесса в библиотеке действий технологического процесса должно иметь минимальное количество заданных свойств (см. таблицу 1).
Таблица 1 - Свойства действий технологического процесса
Свойство | Описание свойства |
Уникальная идентификация | Используется для идентификации конкретного действия технологического процесса и соответствующей версии данного действия |
Функциональное описание | Используется для описания назначения действия |
Состояние | Используется для определения состояния жизненного цикла определения действия технологического процесса |
Параметры | Используется (по выбору) для параметризации каждой конкретной реализации данного действия технологического процесса в рецептуре |
5.5.11 Типы действий технологического процесса
5.5.11.1 Действия по заданию параметров производственной среды
Существуют действия технологического процесса, которые изменяют условия технологической обработки, т.е. параметры среды, в которой осуществляется обработка. К параметрам среды относится температура, давление, степень смешивания и прочие условия технологической обработки. Существует, по крайней мере, два альтернативных способа задания параметров среды технологического процесса. Они используют либо непостоянную, либо постоянную модель. Вне зависимости от выбора модели необходимо однозначно согласовать эту модель с теми, кто интерпретирует принятую рецептуру, независимую от оборудования и генерирует технологическую рецептуру.
5.5.11.2 Непостоянные действия
Непостоянная модель определяет действия технологического процесса, задающие среду только после их активирования. В данной модели необходим специальный механизм, который документирует параллельное выполнение действий технологического процесса.
Пример - Технологическая операция представлена в графическом формате на рисунке 7. Действия технологического процесса HEAT (нагрев) и MIX (смешение) производятся параллельно действиям CHARGE (загрузка), WAIT (ожидание), CHARGE (загрузка) и TEST (проверка).
|
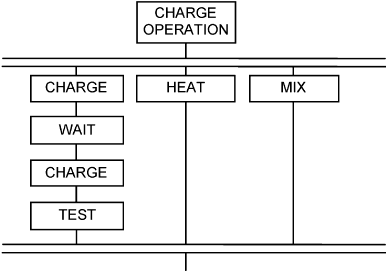
CHARGE OPERATION - операция загрузки; CHARGE - загрузка; HEAT - нагрев; MIX - смешение; WAIT - ожидание; TEST - проверка
Рисунок 7 - Непостоянные действия технологического процесса
5.5.11.3 Постоянные действия
Постоянная модель определяет такие действия технологического процесса, которые задают производственные условия, поддерживаемые (до их изменения) другими действиями данного технологического процесса или внешней командой.
Пример - Технологическая операция, приведенная в таблице 2 и использующая для представления табличный формат, заключается в нагревании и смешивании во время выполнения действий CHARGE, WAIT, CHARGE и TEST. В данном примере действие технологического процесса "MIX ON" включает смешение. Смешение продолжается до момента начала действия "MIX OFF" (отключение смешения). Действие "HEAT ON" включает нагрев. Нагрев продолжается до момента начала действия "HEAT OFF" (отключение нагрева).
Таблица 2 - Пример постоянного действия технологического процесса, представленного в табличном формате
Порядок следования | Путь следования | Технологическая операция или действие технологического процесса | Материал |
0 | CHARGE OPERATION (операция загрузки) | ||
0 | HEAT ON (включение нагрева) | ||
0 | MIX ON (включение смешения) | ||
0 | CHARGE (загрузка) | Материал А, 25% | |
0 | WAIT (ожидание) | ||
0 | CHARGE (загрузка) | Материал А, 75% | |
0 | TEST (проверка) | ||
0 | HEAT OFF (отключение нагрева) | ||
0 | MIX OFF (отключение смешения) |
5.5.11.4 Добавление материала
Существуют действия технологического процесса, связанные с добавлением материала. Они могут быть параметризованы. Порядок добавления материала в различных действиях может быть различным.
Пример - В таблице 3 приведены некоторые примеры действий технологического процесса, связанные с добавлением материала.
Таблица 3 - Примеры действий технологического процесса, связанные с добавлением материала
Название действия технологического процесса | Функциональное описание | Параметры |
Charge (загрузка) | Добавление указанного материала. Ограничения на интенсивность добавления материала отсутствуют. Обычно используется, если химическая реакция не ожидается | Добавляемый материал. |
ChargeAtRate (загрузка с заданной интенсивностью) | Добавление указанного материала с установленной интенсивностью и допуском. Обычно используется, если необходимо дополнительное смешивание, или если повышенная интенсивность приводит к нежелательной химической реакции | Добавляемый материал. |
ChargeAtTemperature (загрузка при заданной температуре) | Добавление указанного материала так, что получаемая температура материала остается в рамках установленного допуска. Это может потребовать дополнительного нагрева или охлаждения. Обычно используется, если возникает экзотермическая или эндотермическая химическая реакция | Добавляемый материал. |
5.5.11.5 Удаление материала
Существуют действия технологического процесса, связанные с удалением материала. Эти действия могут быть параметризованы. Различные действия могут по-разному выполнять удаление материала из объема.
Пример - В таблице 4 приведены некоторые примеры действий технологического процесса, связанных с удалением материала.
Таблица 4 - Примеры действий технологического процесса, связанных с удалением материала
Название действия технологического процесса | Функциональное описание | Параметры |
Dry (сушка) | Сушка материала для удаления воды или прочих безопасно испаряемых материалов | Удаляемый материал. |
Evaporate solvent (испарение растворителя) | Удаление растворителя путем его испарения. | Удаляемый материал. |
Filter solids (фильтрование твердых частиц) | Удаление твердых частиц | Удаляемый материал. |
5.5.11.6 Добавление энергии
Существуют действия технологического процесса, связанные с добавлением энергии в этот процесс. Данные действия могут быть параметризованы. Нагревание материала зависит от выбора действия.
Пример - Таблица 5 содержит примеры действий технологического процесса, связанных с добавлением энергии.
Таблица 5 - Примеры действий технологического процесса, связанные с добавлением энергии
Название действия технологического процесса | Функциональное описание | Параметры |
Heat (нагрев) | Поток энергии направляется в материал | Окончательная температура |
Heat profile (режим нагрева) | Управление интенсивностью передачи энергии в материал. Для различных режимов нагрева задаются один или несколько параметров | Интенсивность нагрева. |
5.5.11.7 Удаление энергии
Существуют действия технологического процесса, связанные с удалением энергии из процесса, которые могут быть параметризованы. Разным действиям соответствуют разные режимы удаления энергии.
Пример - В таблице 6 приведены некоторые примеры действий технологического процесса, связанные с удалением энергии.
Таблица 6 - Примеры действий технологического процесса, связанных с удалением энергии
Название действия технологического процесса | Функциональное описание | Параметры |
Cool (охлаждение) | Поток энергии отводится из материала | Окончательная температура |
Cool profile (режим охлаждения) | Управление интенсивностью отвода энергии из материала. Различным режимам соответствует один или несколько параметров отвода тепла | Интенсивность охлаждения. |
5.6 Требования к оборудованию
5.6.1 Требования к окончательной конфигурации производственного оборудования
Требования к оборудованию особенно важны на этапе определения окончательной конфигурации производственного оборудования, обеспечивающего соответствующие действия технологического процесса. Все атрибуты оборудования, необходимые для практической реализации технологического процесса, следует задокументировать.
5.6.2 Выбор оборудования
Важной причиной формулировки требований к оборудованию в рецептуре является указание корректной конфигурации оборудования, в которой будет производиться продукт. Это особенно важно, если выбор оборудования автоматизирован. Требования к оборудованию содержат информацию для сравнения характеристик и атрибутов доступных технологических установок предприятия и обеспечивают обоснованный выбор.
5.6.3 Ограничения на целевое оборудование
Требования к оборудованию определяют ограничения, накладываемые на целевое оборудование, если данные ограничения оказывают влияние на химические или физические особенности обработки материала.
Пример - С химической точки зрения может потребоваться, чтобы операции производились в облицованном стеклом реакторе и тефлоновых трубах, так как обрабатываемый материал может вступить в химическую реакцию с обычной сталью, из которой сделаны контейнеры и трубы.
5.6.4 Управление определениями требований к оборудованию
Определения требований к оборудованию следует поддерживать в библиотеке требований к оборудованию: только корректные определения требований к оборудованию могут использоваться в рецептурах, независимых от оборудования. В настоящем контексте, термин "библиотека" используется для указания набора доступных определений требований к оборудованию. Использование данного термина не связано с наличием какого-либо механизма хранения или организации данных.
Определения требований к оборудованию в библиотеке определений требований к оборудованию ассоциируются с состоянием жизненного цикла. Информация о состоянии нужна для определения состояния жизненного цикла для определения требований к оборудованию, а также состояния жизненного цикла для рецептур, независимых от оборудования и использующих определения требований к данному оборудованию.
Минимальное множество поддерживаемых состояний жизненного цикла для определений требований к оборудованию приведено в таблице 7.
5.7 Прочая информация
Общая рецептура - это набор (контейнер) производственной информации, необходимой для изготовления материала, включая определение технологического процесса, идентификацию материала, информацию о количестве материала, качестве материала, ссылки на программы испытаний и стандарты (методики) испытаний.
Пример - Примеры прочей информации, часто включаемой в рецептуры, независимые от оборудования:
a) электронные таблицы, детализирующие известные модели чувствительности технологического процесса к вариациям параметров;
b) законченные модели технологического процесса;
c) изображения хорошей (качественной) продукции;
d) изображения плохой (бракованной) продукции и возможные причины брака;
e) ссылки на методы испытаний и спецификации испытаний;
f) ссылки на документы о защищенности данных о материале;
g) дополнительная информация о безопасности жизнедеятельности;
h) информация об упаковке.
5.8 Состояния жизненного цикла
Состояния жизненного цикла для рецептур, независимых от оборудования, для определений действий технологического процесса, для определений требований к оборудованию, для класса материала и для определений материала приведены в таблице 7.
Состояния жизненного цикла представлены в виде общего минимального множества состояний. Компании могут самостоятельно определять дополнительные состояния в соответствии с имеющимися коммерческими правилами.
Переходы между состояниями не конкретизированы. В зависимости от имеющихся коммерческих правил, можно из любого заданного состояния перейти в любое другое состояние, например, из состояния Draft (плановый) в состояние Effective (используемый), из состояния Withdrawn (снятый с производства) в состояние Approved (утвержденный).
Таблица 7 - Состояния жизненного цикла
Имя состояния | Описание состояния |
Draft (плановый) | Указывает, что определение элемента находится в разработке. Оно доступно только для просмотра, но не для использования на производстве. Дополнительные подсостояния состояния "Draft" могут использоваться для указания хода работ и оценки степени его готовности к утверждению |
Approved (утвержденный) | Указывает, что процесс определения элемента закончен. Определение утверждено всеми инстанциями |
Released (выпущенный) | Указывает, что определение элемента утверждено. Определение выпущено, но его эффективность не подтверждена |
Effective (Используемый) | Указывает, что определение элемента доступно для использования |
Withdrawn (снятый с производства) | Указывает, что определение элемента неэффективно и не может использоваться |
6 Объектная модель рецептуры, независимой от оборудования
6.1 Общие положения
Настоящий раздел определяет на высоком уровне абстракции модель данных, задающую множество объектов, атрибутов и их базовых взаимосвязей, рассмотренных в разделе 4 и 5 настоящего стандарта. Данные модели применяются в интерфейсах систем управления рецептурой независимо от конкретного технологического процесса и не требуют рассмотрения архитектуры внутренней системы и системы управления рецептурой.
Ожидаемый эффект от использования указанной модели состоит в задании начальной точки для разработки спецификации интерфейса различных компонент, связанных с любым подразделом настоящего стандарта.
В случае, если объекты и их взаимосвязи, определенные в настоящем разделе, представлены их интерфейсом, то данный интерфейс должен использовать имена данных объектов и указанные взаимосвязи в соответствии с выбранной технологией интерфейса и предлагаемыми возможностями.
6.2 Методика моделирования
Модели, рассмотренные в настоящем разделе, представлены на Унифицированном языке моделирования (UML) в соответствии с ИСО/МЭК 19501 (см. раздел 2).
6.3 Объектная модель
Объектная модель рецептуры, независимой от оборудования, представлена на рисунке 8. Основными элементами являются: рецептуры, независимые от оборудования, библиотеки требований к оборудованию, определения материала, библиотека определений классов.
|
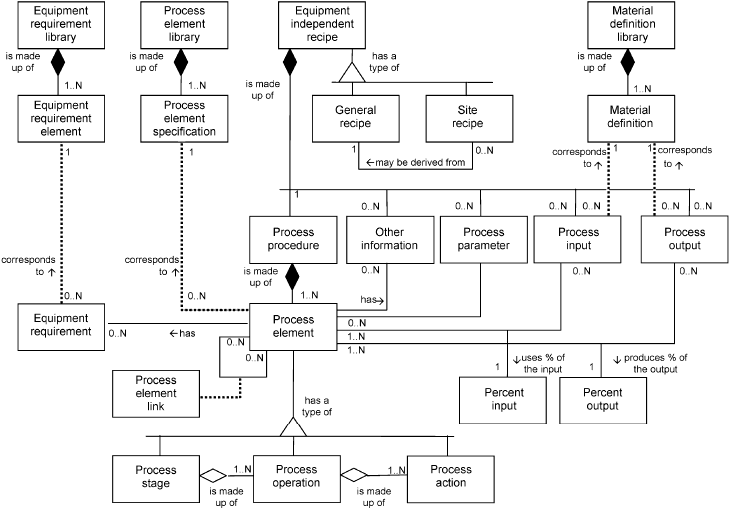
Equipment requirement library - библиотека требований к оборудованию; Process element library - библиотека элементов технологического процесса; Equipment independent recipe - рецептура, независимая от оборудования; Material definition library - библиотека определений материалов; is made up of - состоит из ...; has a type of - имеет тип ...; Equipment requirement element - элемент требования к оборудованию; Process element specification - спецификация элемента технологического процесса; General recipe - общая рецептура; Site recipe - рецептура, связанная с местом производства; Material definition - определение материала; may be derived from - может быть получено из ...; corresponds to
- соответствует ...; Process procedure - процедура технологического процесса; Other information - прочая информация; Process parameter - параметр технологического процесса; Process input - входные данные (ресурсы) технологического процесса; Process output - выходные данные (ресурсы) технологического процесса; Equipment requirement - требования к оборудованию;
has - имеет...; Process element - элемент технологического процесса; Process element link - связь элемента технологического процесса;
uses % of the input - использует часть входной продукции (%)...;
produces % of the output - производит часть выходной продукции (%)...; Percent input - величина входного ресурса (%); Percent output - величина выходной продукции (%); Process stage - стадия технологического процесса; Process operation - операция технологического процесса; Process action - действие технологического процесса
Рисунок 8 - Объектная модель рецептуры, независимой от оборудования
6.4 Взаимосвязи объектов
Объектная модель для сущностей рецептуры, независимой от оборудования, определяет следующие взаимосвязи:
a) общая рецептура является типом рецептуры, независимой от оборудования;
b) рецептура, связанная с местом производства, является типом рецептуры, независимой от оборудования;
c) рецептура, связанная с местом производства, может быть выведена из общей рецептуры или из ее части;
d) рецептура, независимая от оборудования, содержит определение процедуры технологического процесса;
e) рецептура, независимая от оборудования, имеет нуль или более наборов прочей информации (например, стандартизированные технологические операции (SOP), информация по безопасности, информация по исключительным ситуациям, требования к персоналу);
f) рецептура, независимая от оборудования, содержит описание одного или нескольких входных ресурсов технологического процесса: по крайней мере, одним входным ресурсом является материал;
g) рецептура, независимая от оборудования, содержит описание одного или нескольких видов выходной продукции технологического процесса: по крайней мере, одним из видов выходной продукции является материал;
h) рецептура, независимая от оборудования, содержит нуль и более параметров технологического процесса;
i) процедура технологического процесса содержит один или несколько элементов технологического процесса;
j) элемент технологического процесса определяет нуль или более требований к оборудованию;
k) элемент технологического процесса может быть: действием технологического процесса, технологической операцией или стадией технологического процесса;
I) элемент технологического процесса соответствует спецификации элемента технологического процесса;
m) библиотека элементов технологического процесса составлена из спецификаций элементов технологического процесса;
n) библиотека требований к оборудованию составлена из элементов требований к оборудованию;
o) требование к оборудованию соответствует элементу требования к оборудованию. Требования к оборудованию могут быть определены и поддерживаются в терминах свойств класса оборудования в соответствии с МЭК 62264-2;
p) элемент технологического процесса имеет нуль или более процентов использования входного ресурса технологического процесса;
q) элемент технологического процесса обеспечивает нуль или более процентов выработки выходной продукции технологического процесса;
r) входные ресурсы технологического процесса и выходная продукции технологического процесса соответствуют классам материала или определениям материала;
s) библиотека определений материалов составлена из элементов библиотеки материалов;
t) элемент технологического процесса соединен с нулем или более других элементов технологического процесса с помощью связей технологического процесса.
6.5 Элементы объектной модели
6.5.1 Атрибуты
МЭК 61512-2 определяет атрибуты рецептурных сущностей. Атрибуты, определенные в МЭК 61512-2 для рецептурных сущностей, относятся к рецептуре, независимой от оборудования. Атрибуты, определенные в МЭК 61512-2, также применяются к объектам, определенным в настоящем стандарте.
Каждое определение элемента должно иметь уникальную идентификацию, состоящую из идентификатора и N версии. Каждая комбинация идентификатора и N версии должна быть уникальной.
Типовые атрибуты определений элемента:
a) Текущий статус: текущее состояние жизненного цикла определения элемента.
b) Имя или инициалы автора: идентификация авторов определения элемента.
c) Имя или инициалы собственника: идентификация ответственного лица или информационное поле, содержащее данные о собственности на определение элемента.
d) Имя или инициалы утверждающего лица: идентификация лица, ответственного за определение элемента.
e) Дата утверждения: дата и время окончательного утверждения определения элемента,
f) Дата выпуска: дата и время выпуска определения элемента.
g) Дата вступления в силу: дата и время, когда определение элемента начинает эффективно использоваться.
h) Дата снятия с рассмотрения: дата и время снятия определения элемента с рассмотрения.
i) Заменяемая версия: версия определения элемента, которая была заменена, как только определение элемента стало эффективно использоваться.
6.5.2 Рецептура, независимая от оборудования
Рецептура, независимая от оборудования, - это рецептурная сущность (см. МЭК 61512-2:2001, пункт 4.3.1), которая является суперклассом для рецептуры, связанной с местом производства, и для общей рецептуры. Рецептура, независимая от оборудования, имеет состояние жизненного цикла.
Могут быть другие типы рецептур, независимых от оборудования и используемых внутри компании. Данные типы рецептур в настоящем стандарте не рассматриваются.
6.5.3 Требования к оборудованию
Требования к оборудованию определяют ограничения, накладываемые на целевое оборудование.
6.5.4 Элемент требования к оборудованию
Элемент требования к оборудованию - это запись в библиотеке требований к оборудованию. Она определяет допустимые требования к оборудованию. Элемент требования к оборудованию имеет состояние жизненного цикла.
6.5.5 Библиотека требований к оборудованию
Библиотека требований к оборудованию - это набор элементов требований к оборудованию. Используется при разработке рецептур, независимых от оборудования.
6.5.6 Общая рецептура
Общая рецептура - это тип рецептуры, независимой от оборудования, применяемой на предприятии, в компании, в подразделении. См. МЭК 61512-2:2001, пункт 4.3.1.
6.5.7 Определение материала
Определение материала должно соответствовать МЭК 62264-1. Оно также может указывать класс материала в соответствии с МЭК 62264-1. Определение материала имеет состояние жизненного цикла.
6.5.8 Библиотека определений материалов
Библиотека определений материалов содержит определения материалов (классов материалов), используемых при разработке рецептур, независимых от оборудования.
В библиотеке определений материалов могут быть дополнительные определения материала, не являющиеся частью обмениваемой информации о спецификациях материалов (BOM; Bill of material), определенной в МЭК 62264-1.
Пример - Раствор материала (50% водный, 50% щелочной) может также определяться в библиотеке определений материалов и использоваться в рецептурах. Данный раствор может быть получен на месте производства. Спецификации материалов, соответствующие рассматриваемой рецептуре, описывают только компоненты раствора, но не сам раствор.
6.5.9 Прочая информация
Прочая информация - это рецептурная информация, содержащая вспомогательные сведения, не содержащиеся в других частях данной рецептуры (например, информация о соответствии нормативным документам, информация по безопасности материалов и технологических процессов, блок-схемы хода выполнения технологического процесса, упаковочная/разметочная информация).
Дополнительные определения см. МЭК 61512-2:2001, пункт 4.3.2.
6.5.10 Процент входного ресурса
Процент входного ресурса определяет количество процентов входного ресурса технологического процесса, ассоциированного с элементом технологического процесса.
Рецептурный баланс расхода материала может включать проверку: сумма процентов всех входных ресурсов по каждому материалу равна 100%.
6.5.11 Процент выработки выходной продукции
Процент выработки выходной продукции определяет количество процентов выработки продукции технологического процесса, ассоциированного с элементом технологического процесса.
Рецептурный баланс расхода материала может включать проверку: сумма процентов выработки выходной продукции по каждому материалу равна 100%.
6.5.12 Процедура технологического процесса
Процедура технологического процесса - это определение технологического процесса для рецептуры, независимой от оборудования. Оно определяет процедуру как иерархию элементов технологического процесса.
6.5.13 Действие технологического процесса
Действие технологического процесса вызывает физическое изменение материала в ходе выполнения рецептуры, независимой от оборудования. Действия технологического процесса являются базовыми структурными элементами процедуры технологического процесса.
6.5.14 Элемент технологического процесса
Элемент технологического процесса - это суперкласс стадий технологического процесса, технологических операций и действий технологического процесса. Он является конструктивом моделирования (компонентой модели), используемым для упрощения объектной модели.
6.5.15 Библиотека элементов технологического процесса
Библиотека элементов технологического процесса - это набор спецификаций элементов технологического процесса, используемых для разработки рецептур, независимых от оборудования.
6.5.16 Соединительное звено элемента технологического процесса
Связи между элементами технологического процесса указывают либо на материалы (в технологическом процессе, на блок-схеме стадии), либо на зависимость действий (на блок-схеме технологической операции).
6.5.17 Спецификация элемента технологического процесса
Спецификация элемента технологического процесса - это запись в библиотеке элементов технологического процесса, определяющая допустимый элемент. Спецификация элемента технологического процесса имеет состояние жизненного цикла.
6.5.18 Входные данные/ресурсы технологического процесса
Входной ресурс технологического процесса определяет материал, используемый для производства продукта.
6.5.19 Технологическая операция
Технологическая операция - это упорядоченное множество действий технологического процесса.
6.5.20 Выходные данные/продукция технологического процесса
Выходная продукция технологического процесса определяет материал, полученный в результате производства продукта.
6.5.21 Параметр технологического процесса
Параметр технологического процесса определяет нематериальную информацию, ассоциированную с рецептурой. См. МЭК 61512-2:2001, пункт 4.3.2.
6.5.22 Стадия технологического процесса
Стадия технологического процесса - это упорядоченное множество технологических операций.
6.5.23 Рецептура, связанная с местом производства
Рецептура, связанная с местом производства, - это тип рецептуры, независимой от оборудования, применимой повсеместно в рассматриваемом месте производства. См. МЭК 61512-2:2001, пункт 4.3.1.
7 Представление рецептуры, независимой от оборудования
7.1 Диаграмма процедуры технологического процесса
Рецептура, независимая от оборудования, должна представляться в качестве диаграммы процедуры технологического процесса (PPC-диаграмма), содержащей информацию о входных ресурсах (материалах) технологического процесса, выходной продукции (материалов) технологического процесса, промежуточных материалах. Стадии технологического процесса представляются аннотированными прямоугольниками в обозначениях блок-схемы. Технологические операции и действия технологического процесса также могут быть представлены прямоугольниками в обозначениях блок-схемы или строками таблиц.
Аннотированные линии, соединяющие аннотированные прямоугольники, указывают промежуточные материалы. Аннотированные линии, указывающие на аннотированные прямоугольники, представляют входные ресурсы технологического процесса. Аннотированные линии, идущие из аннотированных прямоугольников, представляют выходную продукцию технологического процесса.
На рисунке 9 представлена стадия рецептуры, независимой от оборудования, для производства опытного образца.
Примечание - Номенклатура PPC-диаграммы выполнена в соответствии с Руководством NAMUR 33 Guideline (см. библиографию).
|
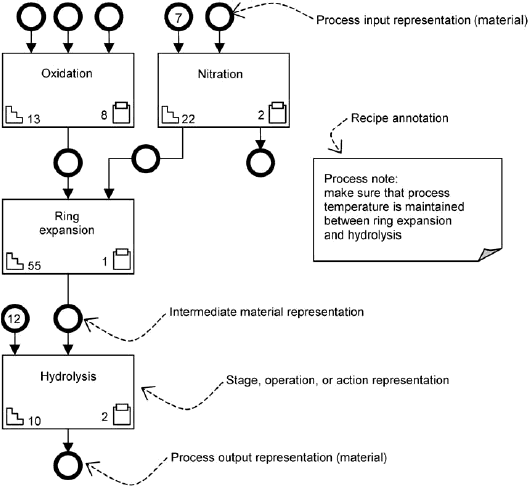
Process input representation (material) - представление входных ресурсов (материалов) технологического процесса; Oxidation - окисление; Nitration - азотирование; Recipe annotation - аннотация рецептуры; Ring expansion - расширение цикла; Process note: make sure that process temperature is maintained between ring expansion and hydrolysis - примечание к технологическому процессу - Убедитесь, что температура процесса поддерживается в интервале между температурой расширения цикла и температурой гидролиза; Intermediate material representation - представление промежуточных материалов; Hydrolysis - гидролиз; Stage, operation, or action representation - представление стадии, операции и действия; Process output representation (material) - представление выходной продукции (материалов) технологического процесса
Рисунок 9 - Пример PPC-диаграммы для стадии рецептуры, независимой от оборудования
Настоящий раздел определяет метод графического представления рецептуры, независимой от оборудования. Данное представление технологического процесса называется диаграммой процедуры технологического процесса (PPC-диаграммой). Настоящий раздел также рассматривает требования к представлению формул, требования к оборудованию, требования к заголовкам и прочую информацию.
Язык PPC-диаграмм, определенный в настоящем стандарте, поддерживает рецептуры сложных технологических процессов (например, независимые стадии, параллельные действия), изменяемые при переходе от одного продукта к другому.
7.2 Нотация диаграммы процедуры технологического процесса
7.2.1 Обозначения и связи
Диаграммы процедур технологического процесса отображают зависимости материалов и действия, необходимые для производства одного или нескольких конечных продуктов (материалов). Они используют последовательные обозначения, соединенные направленными прямыми связями, определяющими пошаговую зависимость элементов.
7.2.2 Обозначения диаграммы процедуры технологического процесса
7.2.2.1 Типы обозначений
Диаграмма процедуры технологического процесса определяется множеством обозначений:
a) стадии технологического процесса, технологические операции, действия технологического процесса;
b) входные ресурсы (материалы) технологического процесса;
c) промежуточные материалы;
d) готовая (выходная) продукция (материалы) технологического процесса;
e) направленные связи;
f) аннотация технологических процессов.
Примечание - В настоящем стандарте рассматривается только общее представление обозначений. Размеры и детали обозначений (например, толщина линий, особенности шрифтов) зависят от конкретной используемой реализации.
7.2.2.2 Диаграммы процедур технологического процесса
Каждая блок-схема должна иметь индикацию уровня, представляемого конкретной блок-схемой: процедура, стадия технологического процесса, технологическая операция.
Диаграмма процедуры технологического процесса представляет:
a) блок-схему процедуры для рецептуры, независимой от оборудования, состоящей из стадий технологического процесса и их зависимостей;
b) блок-схему стадии технологического процесса, состоящую из технологических операций и их пошаговой реализации;
c) блок-схему технологической операции, состоящей из действий технологического процесса, порядка их применения и пошаговой реализации.
7.2.2.3 Стадии, технологические операции и действия
Для представления стадии технологического процесса, технологической операции, действия технологического процесса используется аннотированный прямоугольник. Базовым обозначением стадии является прямоугольник с вписанным именем элемента (см. рисунок 10). Прямоугольник может содержать дополнительную информацию об элементе.
|
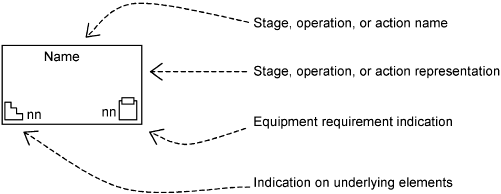
Name - имя элемента; Stage, operation, or action name - имя стадии, операции, действия; Stage, operation, or action representation - представление стадии, операции действия; Equipment requirement indication - указание требования к оборудованию; Indication on underlying elements - указание базовых элементов
Рисунок 10 - Обозначения рецептурных элементов технологического процесса
7.2.2.4 Содержание индикации
Индикация внутри обозначения стадии или технологической операции указывает, что данная стадия содержит процедурный элемент (технологическую операцию, действие технологического процесса). Индикация располагается в нижнем левом углу внутри рамки. Индикация может быть цифровой, графической, а также их комбинацией. Пример графического представления индикации приведен на рисунке 11. Здесь показана аннотация индикации, включающей специальное графическое обозначение и счетчик количества базовых элементов на ближайшем нижнем уровне.
|
Рисунок 11 - Аннотация элементов стадии (операции)
7.2.2.5 Индикация требований к оборудованию
Индикация внутри обозначения стадии (технологической операции) может указывать на количество требований к оборудованию, предъявляемых данной стадией (операцией). Такая индикация располагается в нижнем правом углу рамки обозначения. Индикация может быть цифровой, графической, а также их комбинацией. На чертеже это должен быть символ буфера обмена, как показано на рисунке 12. Здесь показана аннотация индикации требований к оборудованию, включающая идентифицирующее графическое обозначение и счетчик количества требований.
|
Рисунок 12 - Индикация требований к оборудованию
7.2.2.6 Аннотация технологического процесса
Аннотация может включать описание дополнительных технологических процессов, оборудования, а также прочую важную информацию. Аннотации технологических процессов ассоциируются с определениями объектов или определениями инкапсулирующих технологических процессов.
Пример - На рисунке 13 приведен пример аннотации (технологического процесса), встроенной в блок-схему определений технологического процесса.
|
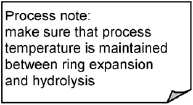
Process note: make sure that process temperature is maintained between ring expansion and hydrolysis - убедитесь, что температура процесса лежит в интервале между температурой расширения цикла и температурой гидролиза
Рисунок 13 - Пример индикации аннотации технологического процесса
7.2.2.7 Входной ресурс технологического процесса
Входной ресурс технологического процесса (в соответствии с МЭК 61512-1) представляется следующим обозначением (см. рисунок 14):
|
Рисунок 14 - Обозначение входного ресурса технологического процесса
Обозначение входного ресурса технологического процесса может аннотироваться с указанием потребляемых ресурсов, определения материала, класса материала.
Обозначение входного ресурса технологического процесса может аннотироваться с указанием масштабированного (относительного) количества материала, свойств материалов, и/или информации о конкретном порядке использования материала (например, минимальный размер партии, максимальный размер партии).
Пример - На рисунке 15 приведено обозначение входного ресурса технологического процесса, содержащее идентификатор материала (по выбору) и его свойств.
|
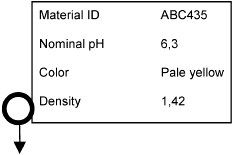
Material ID - идентификатор материала; Nominal pH - номинальная концентрация водородных ионов; Color - цвет; Pale yellow - бледно-желтый; Density - плотность
Рисунок 15 - Обозначение входного ресурса технологического процесса с указанием идентификатора и свойств материала
Если на вход технологического процесса поступает большое количество входных ресурсов, то обозначение входного ресурса может представлять несколько материалов. Если на вход поступает более одного материала, то количество вводимых материалов указывается внутри обозначения входного ресурса технологического процесса. Аналогичная аннотация обозначения может использоваться для промежуточных продуктов технологического процесса и для его готовой продукции.
|
Рисунок 16 - Пример обозначения входного ресурса технологического процесса, представляющего несколько (12) материалов
7.2.2.8 Идентификация промежуточных продуктов
Идентификация промежуточного продукта технологического процесса представлена обозначением на рисунке 17.
|
Рисунок 17 - Обозначение промежуточного продукта технологического процесса
Обозначение промежуточного продукта может аннотироваться с указанием имени произведенного или потребляемого ресурса, с указанием определения материала или класса материала. Обозначение промежуточного продукта технологического процесса может аннотироваться с указанием масштабированного (относительного) количества материала, указанием свойств материалов, а также информации о порядке использования материала (например, минимальный размер партии, максимальный размер партии).
Если используется большое количество промежуточных продуктов технологического процесса, то обозначение промежуточных продуктов технологического процесса может представлять список материалов.
7.2.2.9 Неидентифицированный промежуточный продукт или пошаговая зависимость
На блок-схеме процедуры (стадии технологического процесса) неидентифицированные промежуточные продукты технологического процесса представляются линией со стрелкой (см. рисунок 18).
|
Рисунок 18 - Обозначение неидентифицированного промежуточного материала
7.2.2.10 Готовая продукция технологического процесса
Готовая продукция технологического процесса (в соответствии с МЭК 61512-1) представляется следующим обозначением (см. рисунок 19).
|
Рисунок 19 - Обозначение готовой продукции технологического процесса
Обозначение готовой продукции технологического процесса может аннотироваться с указанием произведенных ресурсов, указанием определения материала или класса материала. Обозначение готовой продукции технологического процесса может аннотироваться с указанием масштабированного (относительного) количества материала, свойств материалов, а также информации о порядке использования материала (например, минимальный размер партии, максимальный размер партии). Рисунок 20 иллюстрирует обозначение готовой продукции технологического процесса с указанием (по выбору) идентификатора материала и свойств материала.
|
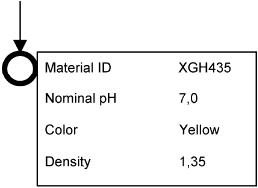
Material ID - идентификатор материала; Nominal pH - номинальная концентрация водородных ионов; Color - цвет; Pale yellow - бледно-желтый; Density - плотность
Рисунок 20 - Обозначение готовой продукции технологического процесса с указанием идентификатора материала и свойств материала
Если необходимое количество готовой продукции технологического процесса велико, то обозначение готовой продукции технологического процесса может представлять список материалов.
7.2.3 Типы связей
7.2.3.1 Последовательность выполнения работ
На блок-схеме технологической операции последовательность выполнения работ задается линиями (со стрелками), идущими между действиями (см. рисунок 21). Действие, расположенное за стрелкой, выполняется после действия, расположенного перед стрелкой.
|
Рисунок 21 - Обозначение последовательности выполнения работ
7.2.3.2 Начало параллельного выполнения работ
Если необходимо выполнение параллельных действий, то на блок-схеме технологической операции начало параллельного выполнения работ указывается стрелками, ведущими к двойной горизонтальной линии. Линия для каждой параллельной последовательности (ветви) идет от двойной горизонтальной линии. Действие, расположенное в хвосте стрелки и указывающее на двойную горизонтальную линию, заканчивается до начала действия, расположенного у острия стрелки.
|
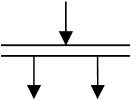
Рисунок 22 - Обозначение начала параллельного выполнения работ
7.2.3.3 Окончание параллельного выполнения работ
Если необходимо выполнение параллельных действий, то на блок-схеме технологической операции линии, ведущие к двойной горизонтальной линии, и одинарная линия, ведущая от этой же двойной горизонтальной линии, должны указывать окончание параллельного выполнения работ. Действие, расположенное у хвоста стрелки, указывающей на двойную горизонтальную линию, заканчивается до начала действия, расположенного у острия данной стрелки.
|
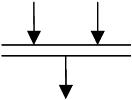
Рисунок 23 - Окончание параллельного выполнения работ
7.2.3.4 Начало параллельного (по выбору) выполнения работ
На блок-схеме комбинированной технологической операции, если можно выбрать либо параллельное, либо последовательное выполнение действий, начало комбинации действий указывается стрелками. См. рисунок 24. Одна стрелка (последовательного выполнения работ) направлена вниз к штрих-пунктирной двойной горизонтальной линии. Верхняя горизонталь имеет свою правую стрелку. Далее вниз идут две линии начала возможной параллельной последовательности выполнения работ. Действие, расположенное на блок-схеме у хвоста стрелки, направленной к двойной горизонтальной линии, выполняется до начала действия, расположенного у острия следующей стрелки.
|
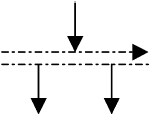
Рисунок 24 - Обозначение начала параллельного (по выбору) выполнения работ
Каждый отдельный маршрут блок-схемы (см. рисунок 25), расположенный под обозначением начала параллельного (по выбору) выполнения работ, может обозначать и параллельное и последовательное выполнение работ.
|
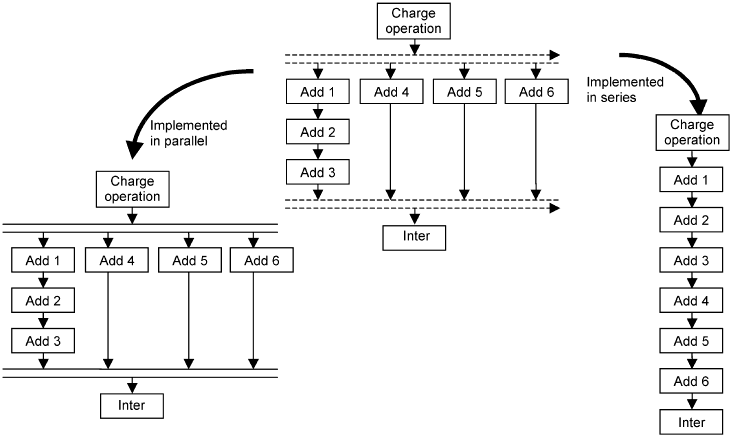
Charge operation - операция загрузки; Add 1 - добавить компонент N 1; Implemented in series - выполняется последовательно; Implemented in parallel - выполняется параллельно; Inter - и т.д.
Рисунок 25 - Альтернативные маршруты для параллельного (по выбору) выполнения работ
7.2.3.5 Окончание параллельного (по выбору) выполнения работ
На блок-схеме технологической операции при определении параллельных (по выбору) действий две линии, идущие к штрих-пунктирной двойной горизонтальной линии с правой стрелкой, и одна линия, идущая от данной двойной горизонтальной линии, указывают окончание параллельного (по выбору) выполнения работ. Действия, расположенные на блок-схеме у хвоста стрелки, указывающей на двойную горизонтальную линию, заканчиваются до начала действия, расположенного у острия следующей стрелки. Данное обозначение окончания параллельного (по выбору) выполнения работ смотри на рисунке 26.
|
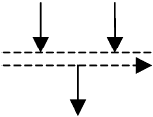
Рисунок 26 - Обозначение окончания параллельного (по выбору) выполнения работ
7.2.4 Правила для корректных PPC-диаграмм
7.2.4.1 Одинарная сеть
Все элементы PPC-диаграммы должны быть соединены.
Примечание - Корректные PPC-диаграммы имеют только одну сеть потоков материала.
7.2.4.2 Входные ресурсы технологического процесса
Корректные PPC-диаграммы должны начинаться с задания одного или нескольких входных ресурсов технологического процесса.
7.2.4.3 Готовая продукция технологического процесса
Корректные PPC-диаграммы должны заканчиваться описанием одного или нескольких готовых продуктов технологического процесса.
7.2.4.4 Отсутствие замкнутых циклов
Корректная PPC-диаграмма не должна формировать замкнутые циклы по материалам.
Это означает, что готовый продукт технологического процесса (для рассматриваемого элемента технологического процесса) не может рассматриваться как входной ресурс того же самого или предшествующего элемента. Если рециркуляция все же необходима, то она может быть выполнена путем использования входных ресурсов и готовых продуктов, идентифицирующих требуемый ресурс или материал.
PPC-диаграммы определяют идеальное производство. Наличие замкнутого контура РРС-диаграммы означает, что материал, необходимый для производства материала, является фактически одним из ранее произведенных продуктов. В такой рецептуре невозможно указать начальную точку технологического процесса. Если на практике в таком процессе возникает необходимость, то он обычно реализуется путем передачи части предшествующей партии изделий в последующую партию изделий. В данном случае определение материала может быть тем же самым, но партии материала получаются разными. На PPC-диаграмме это фиксируется путем использования одного материала и как в качестве входного ресурса технологического процесса, так и готовой продукции.
7.3 Иерархия технологического процесса
7.3.1 Отображение технологических операций и действий технологического процесса
Технологические операции и действия технологического процесса могут быть представлены в графическом формате (см. рисунки 27 и 29) или в табличном формате (см. таблицу 8). Сложные определения с параллельным выполнением работ обычно лучше представлять графически. Определения с последовательным выполнением работ лучше давать в табличном формате. Табличный формат поддерживает определения с ограниченной степенью параллелизма и с последовательностями внутри параллельных ветвей.
В графическом представлении, технологические операции имеют аналогичные представления, как и стадии технологического процесса.
В графическом представлении, действия технологического процесса имеют аналогичные представления, как и стадии технологического процесса, но без аннотаций требований к оборудованию.
|
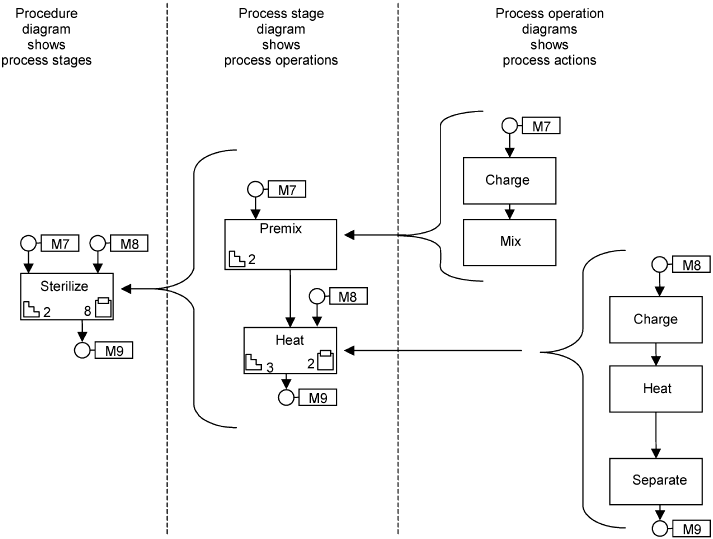
Procedure diagram shows process stages - стадии технологического процесса показаны на блок-схемах процедур; Process stage diagram shows process operations - технологические операции показаны на блок-схемах стадий; Process operation diagrams shows process actions - действия технологического процесса показаны на блок-схемах операций; Charge - загрузка; Premix - предварительное смешивание; Mix - смешивание; Sterilize - стерилизация; Heat - нагрев; Separate - сепарация
Рисунок 27 - Пример графического представления
7.3.2 Табличное представление
7.3.2.1 Табличный формат
Технологические операции и действия технологического процесса внутри стадии процесса могут быть представлены в табличном формате (см. таблицу 8).
Таблица 8 - Представление технологических операций и действий технологического процесса в табличном формате
Порядок следования | Путь следования | Операции и действия | Определение материала |
0 | PREMIX OPERATION (технологическая операция предварительного смешивания) | ||
0 | CHARGE (загрузка) | Материал М7 | |
0 | MIX (смешивание) | ||
0 | HEAT OPERATION (технологическая операция нагрева) | ||
0 | CHARGE (загрузка) | Материал М8 | |
0 | HEAT (нагрев) | ||
0 | SEPARATE (сепарация) | Материал М9 |
Данное табличное представление способствует определению последовательных и параллельных маршрутов путем использования аннотаций строк.
7.3.2.2 Положение в таблице и столбец "Порядок следования"
Порядок выполнения действий определяется как сверху вниз, если он предварительно не изменен с помощью обозначений порядка следования и значений пути следования. Обозначения порядка следования указывают последовательность выполнения действий, параллельные ветви, последовательность выполнения действий вдоль параллельных ветвей. Обозначения порядка следования показаны на рисунке 28. Использование указанных обозначений в табличном формате упрощает интерпретацию простых параллельных конструктивов. Табличное представление сложных последовательностей параллельных конструктивов и вложенных параллельных ветвей в настоящем стандарте не рассматривается.
| Первое действие в первой последовательности параллельной ветви (первое действие на первом пути) |
| Действие в середине последовательности параллельной ветви (не первое и не последнее на пути) |
| Последнее действие в последней последовательности действий параллельной ветви (последнее действие на последнем пути) |
| Первое действие в последовательности действий параллельной ветви (первое действие пути) |
| Последнее действие в последовательности действий параллельной ветви (последнее действие пути) |
Действие не лежит на параллельной ветви | |
| Одно действие в начале распараллеливания (только действие пути) |
| Одно действие параллельной ветви (только действие пути) |
| Одно действие в конце распараллеливания (только действие пути) |




Рисунок 28 - Аннотации порядка следования для табличного представления
7.3.2.3 Путь следования
Столбец "Путь следования" указывает на необходимую последовательность внутри множества параллельных последовательностей. Последовательности нумеруются по порядку слева направо. Все действия одного пути следования выполняются одно за другим.
7.3.2.4 Операции и действия
Столбец "Операции и действия" содержит имена соответствующих технологических операций и действий технологического процесса: одна строка на каждую операцию и каждое действие.
7.3.2.5 Определение материала
Столбец "Определение материала" содержит определение материала для тех операций (действий), которые соответствуют входным ресурсам технологического процесса, готовой продукции технологического процесса, промежуточным продуктам.
7.3.3 Эквивалентность графического представления и табличного представления
Табличное представление стадий технологического процесса позволяет записать умеренно сложные представления.
Пример - Графическое представление технологической операции приведено на рисунке 29.
|
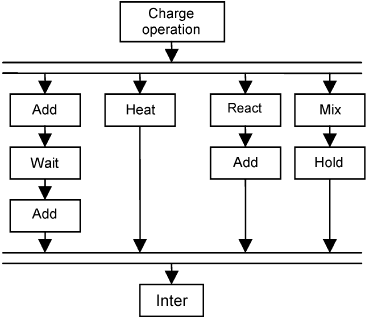
Charge operation - операция загрузки; Add - добавление; Heat - нагрев; React - вступление в реакцию; Mix - смешивание; Wait - ожидание; Hold - выдерживание; Inter - далее
Рисунок 29 - Графическое представление технологической операции с опытным образцом
Маршруты последовательной обработки, приведенные на рисунке 29, на рисунке 30 идентифицированы замкнутыми пунктирными линиями.
|
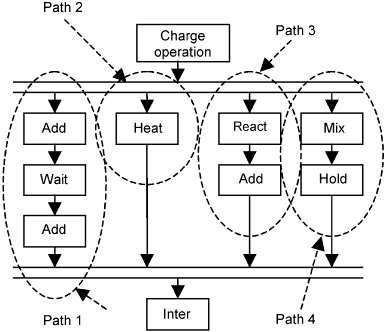
Charge operation - операция загрузки; Add - добавление; Heat - нагрев; React - вступление в реакцию; Mix - смешивание; Wait - ожидание; Hold - выдерживание; Inter - далее
Рисунок 30 - Графическое представление маршрутов последовательной обработки
Аналогично, технологическая операция также может быть представлена в табличной форме (см. таблицу 9).
Таблица 9 - Представление технологической операции в табличной форме
Порядок следования | Путь следования | Операции и действия | Определение материала |
0 | CHARGE OPERATION (технологическая операция загрузки) | ||
| 1 | ADD (добавление) | Материал М7 |
| 1 | WAIT (ожидание) | |
| 1 | ADD (добавление) | Материал М6 |
| 2 | HEAT (нагрев) | |
| 3 | REACT (вступление в реакцию) | |
| 3 | ADD (добавление) | Материал М9 |
| 4 | MIX (смешивание) | |
| 4 | HOLD (выдерживание) | |
0 | INTER (далее) |


7.3.4 Непроцедурная информация рецептуры, независимой от оборудования
Вся прочая информация, составляющая часть рецептуры, независимой от оборудования, должна относиться к конкретному элементу или обозначению процедуры, независимой от оборудования.
Настоящий стандарт не рассматривает данные взаимосвязи и ссылки. В "бумажном" представлении, например, ссылку можно выполнить в качестве сноски (внизу страницы), информация может представляться по ходу рассмотрения процедурного элемента. В электронном представлении всплывающие окна и прочие механизмы представления информации (находящиеся в стадии разработки в том числе) должны свободно выбираться пользователем. При этом если используемое соотношение должно быть ясно указано, то оно должно быть доступно внутри каждого приложения.
7.3.5 Формула рецептуры, независимой от оборудования
Информация формулы включает входной ресурс технологического процесса, параметры технологического процесса и готовую продукцию. Информация формулы может быть представлена целиком (например, ассоциирована с рецептурной процедурой), частично (например, только входные ресурсы технологического процесса, отдельная стадия технологического процесса), как суммарное представление формул нижнего уровня в соответствии с контекстом и ожидаемым применением. Если формула отображается, то она ассоциируется с элементом технологического процесса.
7.3.6 Баланс расхода материалов
Отображение рецептуры должно включать баланс расхода указанных материалов. Сюда входит суммарный расход всех используемых материалов во всех действиях технологического процесса. При этом количество материала, определенное формулой, должно фактически производиться или потребляться в соответствии с рецептурой.
7.3.7 Требования к оборудованию
Данное представление указывает метод рассмотрения требований к оборудованию, ассоциированных либо индивидуально с каждым элементом технологического процесса, либо со всеми элементами в совокупности.
7.3.8 Заголовок и прочая информация
Информация заголовка и "прочая информация" относятся к рецептурной информации. Она может быть отнесена к рецептуре в общем (например, идентификатор рецептуры, соответствие нормативным требованиям) или к конкретной процедурной сущности рецептуры (например, требования безопасности оборудования, информация о химических угрозах).
Все заголовки и "прочая информация" предоставляются либо целиком, либо ассоциируются с процедурной сущностью, с которой связана рассматриваемая информация.
8 Преобразование рецептуры, независимой от оборудования, в технологическую рецептуру
8.1 Источник информации для технологических рецептур
Инженеры-технологи часто используют информацию из рецептур, независимых от оборудования, для разработки одной или нескольких технологических рецептур для каждого технологического цеха. Для такого преобразования нужно взять определение технологического процесса, содержащееся в рецептуре, независимой от оборудования, и отобразить (сопоставить) его на конкретное оборудование, имеющееся в технологическом цехе. Таким образом, рецептура, независимая от оборудования, обеспечивает базовую информацию, необходимую для построения технологической рецептуры.
Данное преобразование выполняется как множество производственных заданий, имеющих дело с формальными определениями и конкретными технологическими процессами. Отображение может производиться на ручной технологический процесс, на частично автоматизированный процесс, а также на полностью автоматизированный процесс в зависимости от наличия (отсутствия) формальных определений и технологических инструментов.
8.2 Отображение элементов
В некоторых случаях имеет место соответствие "один к одному" между стадиями технологического процесса и процедурами технологической установки, между технологическими операциями и производственными операциями, между действиями технологического процесса и фазами. При этом возможны и другие виды отображений.
Пример 1 - Один и тот же технологический процесс может быть выполнен на нескольких технологических установках, в нескольких цехах, с помощью нескольких процедур одной технологической установки, нескольких технологических рецептур. Он может быть основан на наличии требуемого способа обработки продукта на конкретном оборудовании.
Пример 2 - Несколько стадий технологического процесса могут быть объединены в одну процедуру технологической установки при выполнении преобразования исходной рецептуры в технологическую рецептуру.
В некоторых обстоятельствах выполнение одного действия технологического процесса приводит к разработке законченной технологической рецептуры. Данные возможности преобразования основаны на выполняемом отображении рассматриваемых элементов на целевое оборудование.
8.3 Отображение "стадии технологического процесса на процедуру технологической установки"
Рисунок 31 отражает имеющиеся сложности рассматриваемого преобразования для простых рецептур, независимых от оборудования. Здесь приведены только границы процедуры технологической установки, обеспечивающие отображение стадий на технологические установки. На данном рисунке закрашенные участки обозначают границы процедуры технологической установки (идентифицированные как UPx, x=1...5). Скругленные прямоугольники в закрашенной области соответствуют стадиям. Полное представление также включает возможность разбиения стадий на операции нескольких технологических установок. Окончательно выбранная технологическая рецептура зависит от потоков ресурсов технологического процесса, вводимых в технологические установки, от возможностей перехода материала между технологическими установками, от степени соответствия характеристик оборудования общим рецептурным требованиям к оборудованию.
|
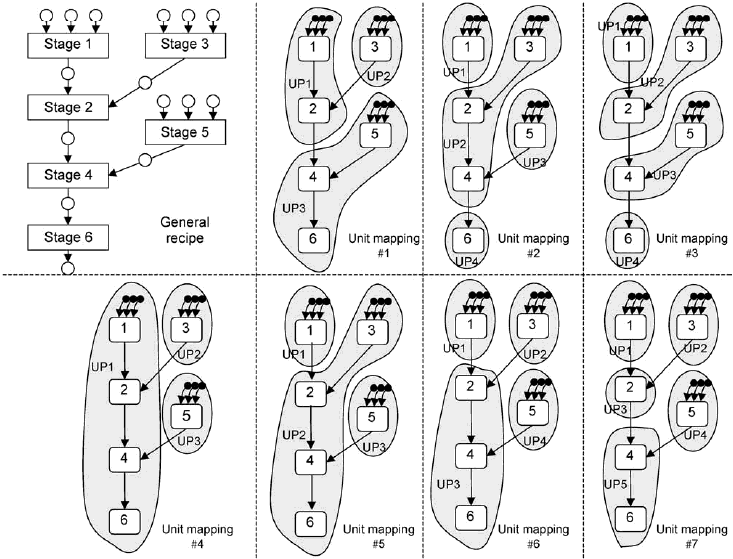
Stage - стадия технологического процесса; General recipe - общая рецептура; Unit mapping - отображение технологической установки; UP - процедура технологической установки
Рисунок 31 - Возможные отображения общих рецептур на технологические рецептуры
8.4 Компоненты преобразования
8.4.1 Компоненты технологической рецептуры
Первым шагом формализации преобразования технологического процесса является определение компонент участвующих в данном преобразовании. Компонента преобразования - это компонента технологической рецептуры, представляющая собой особым образом упорядоченное множество рецептурных фаз и/или рецептурных операций, определяющих способ выполнения одного действия технологического процесса на одном классе (одном экземпляре) оборудования. Существует библиотека компонент преобразования, документирующая лучшие образцы действий технологического процесса, опробованных на конкретном оборудовании. Для данного действия технологического процесса может быть определено несколько различных компонент преобразования с помощью некоторых элементов оборудования. При этом некоторые определяющие характеристики, такие как время выполнения работ и затраты на выполнение работ, могут быть использованы для выбора надлежащей компоненты преобразования.
8.4.2 Компоненты преобразования для переходов материала
Могут быть определены дополнительные компоненты преобразования, документирующие лучшие методики эффективного перехода материала между технологическими установками. В общих рецептурах переходы материала не определяются. Переходы материала встраиваются в разрабатываемую технологическую рецептуру. Библиотека компонент преобразования, необходимая для реализации переходов материала между технологическими установками, может также способствовать соответствующей организации переходов материалов в рамках созданных технологических рецептур.
8.4.3 Компоненты запуска и завершения работы технологической установки
Для реализации преобразований необходимо предварительно подготовить (помыть, прогреть) используемые технологические установки. Технологические установки нужно привести в порядок после использования (помыть, удалить побочные продукты).
Компоненты преобразований технологической рецептуры определяются для технологических установок, требующих подготовки перед использованием или выполнения специальных действий после использования. Указанные компоненты преобразований технологической рецептуры встраиваются в данные разработанные рецептуры в соответствующей точке процедуры технологической установки. Это обеспечивает их выполнение в надлежащее время.
8.4.4 Альтернативные компоненты преобразований технологической рецептуры
Для данного элемента технологического процесса в технологическом цехе существует целый набор компонент преобразований технологической рецептуры. Они могут использовать альтернативные наборы оборудования, различные критерии оптимизации, такие как минимальное количество переходов, минимальные затраты, минимальный расход энергии. Данные преобразования могут включать выбор наилучших компонент преобразований технологической рецептуры, удовлетворяющих производственным требованиям к окончательной версии технологической рецептуры (таким как минимальные затраты, ускоренное производство партии изделий, минимальный расход энергии).
8.5 Производственные задания на преобразование
8.5.1 Определение оборудования
Если компоненты преобразований технологической рецептуры уже определены, то следующей задачей в рамках производственного задания по преобразованию является определение оборудования, обеспечивающего:
a) выполнение заданного действия технологического процесса (для оборудования определяется компонента преобразования);
b) удовлетворение требований к оборудованию, определенных на инкапсулирующей стадии технологического процесса (технологической операции);
c) удовлетворение требований регистрации материалов во время действий, операций, стадий (существуют определенные устройства регистрации подачи материала на оборудование для выполнения указанного действия);
d) удовлетворение требований к готовой продукции для действия, операции, стадии (существуют определенные устройства извлечения материала из оборудования при выполнении указанного действия).
Вышеуказанное обеспечивает выбор маршрутов расположения оборудования, обеспечивающих:
a) удовлетворение вышеизложенных требований;
b) обустройство корректных маршрутов движения материала между технологическими установками.
Данные производственные задания задействуют процедуру выбора маршрута материала. Они могут быть основаны на использовании различных наборов информации по оптимизации оборудования и технологического процесса.
8.5.2 Использование непроцедурной информации для преобразований
Непроцедурная рецептурная информация включает: параметры технологического процесса, требования к оборудованию, информацию о вводимых ресурсах, информацию о готовой продукции, информацию о процентной доле входных ресурсов, информацию о процентной доле готовой продукции. Данная информация обычно используется при создании технологической рецептуры. Идентификация входных ресурсов и готовой продукции, выполненная по рецептуре, независимой от оборудования, обычно отражается в параметрах технологической рецептуры и значениях формул.
Таким образом, рассматриваемые преобразования задействуют непроцедурную информацию из рецептуры, независимой от оборудования, и отображают ее на параметры технологической рецептуры, такие как определения материала, контрольные точки и ограничения. Непроцедурная информация, используемая в отображениях, ассоциируется с компонентами преобразований технологических рецептур, но не с рецептурами, независимыми от оборудования. Как правило, при разработке рецептуры, независимой от оборудования, предварительная информация о всех возможностях компонент преобразований технологической рецептуры отсутствует.
Пример - Элемент компоненты преобразования технологической рецептуры может определять значение параметра как уравнение (математическую формулу), которое ссылается на информацию рецептуры, независимой от оборудования. Настоящее уравнение решается, когда создается технологическая рецептура и формируется множество фактических значений параметров.
Отображение непроцедурной информации может включать (по выбору) определения и значения по умолчанию. Данная информация может быть использована, когда необходимая информация рецептуры, независимой от оборудования, недоступна. Это может быть необходимо, когда та же самая компонента преобразования технологической рецептуры используется для преобразования нескольких различных рецептур, независимых от оборудования.
8.5.3 Создание технологической рецептуры
Вышеупомянутые производственные задания связаны с созданием одной или нескольких технологических рецептур: путем замены действий компонентами преобразования рецептур, путем определения границ операций технологической рецептуры, используя определения технологических операций в качестве руководства, путем накопления операций технологической рецептуры (относящихся к одному оборудованию и к одному пути зависимости материала) внутри процедур установок рассматриваемой технологической рецептуры, путем добавления сегментов технологической рецептуры перехода материала для перемещения материала между технологическими установками. Могут быть и дополнительные производственные задания, необходимые для инициализации технологических установок перед их первым пуском, а также задания по завершению работы, очистке или стерилизации технологических установок после перемещений материала.
8.6 Отображение преобразования
8.6.1 Множественные возможные уровни отображения
Преобразование рецептур, независимых от оборудования, в технологические рецептуры может выполняться на любом уровне процедурной иерархии рецептур, независимых от оборудования. Данное отображение может иметь место на различных уровнях (например, "с уровня технологической операции на уровень фазы технологической рецептуры", "с уровня действия технологического процесса на уровень операции технологической рецептуры").
8.6.2 Отображение действия технологического процесса на фазу технологической рецептуры
Преобразование может быть выполнено и через нижний уровень, через действия технологического процесса (см. рисунок 32). В данном случае, рассматриваемые действия технологического процесса соответствуют упорядоченному набору фаз технологической рецептуры, встроенному в окончательную версию данной рецептуры. Это может быть самым простым вариантом преобразования, когда имеется ассоциация "один к одному" или "один ко многим" для преобразований одного действия технологического процесса в одну фазу (несколько фаз).
|
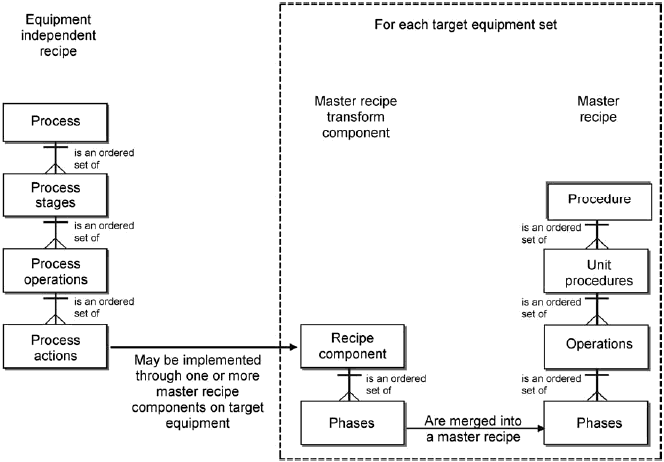
Equipment independent recipe - рецептура, независимая от оборудования; Process - технологический процесс; is an ordered set of - является упорядоченным набором ...; Process stages - стадии технологического процесса; Process operations - операции технологического процесса; Process actions - действия технологического процесса; For each target equipment set - для каждого набора целевого оборудования; Master recipe transform component - компонент преобразования технологической рецептуры; Master recipe - технологическая рецептура; Procedure - процедура; Unit procedures - процедура технологической установки; Recipe component - компонент рецептуры; Operations - операции; Phases - фазы; Are merged into a master recipe - встраиваются в технологическую рецептуру; May be implemented through one or more master recipe components on target equipment - может быть реализовано на целевом оборудовании с помощью одного или нескольких компонентов технологической рецептуры
Рисунок 32 - Сквозное преобразование действий технологического процесса
8.6.3 Отображение действий технологического процесса на операции технологической рецептуры
Компонент преобразования может определять одну или несколько операций. При этом для выполнения действия технологического процесса необходимы одна или несколько законченных операций. Рисунок 33 иллюстрирует компонент преобразования, содержащий одну или несколько операций. Указанные операции затем встраиваются в технологическую рецептуру, разработанную для целевого оборудования.
|
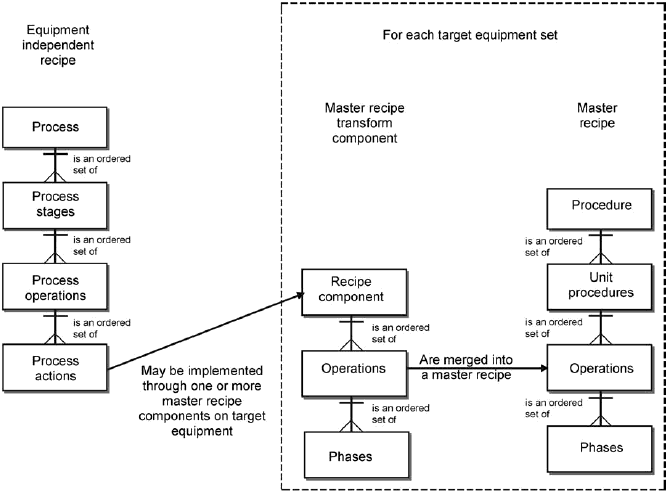
Equipment independent recipe - рецептура, независимая от оборудования; Process - технологический процесс; is an ordered set of - является упорядоченным набором ...; Process stages - стадии технологического процесса; Process operations - операции технологического процесса; Process actions - действия технологического процесса; For each target equipment set - для каждого набора целевого оборудования; Master recipe transform component - компонент преобразования технологической рецептуры; Master recipe - технологическая рецептура; Procedure - процедура; Unit procedures - процедура технологической установки; Recipe component - компонент рецептуры; Operations - операции; Phases - фазы; Are merged into a master recipe - встраиваются в технологическую рецептуру; May be implemented through one or more master recipe components on target equipment - может быть реализовано на целевом оборудовании с помощью одного или нескольких компонентов технологической рецептуры
Рисунок 33 - Отображение действия технологического процесса на одну или несколько операций
8.6.4 Отображение действия технологического процесса на процедуру технологической установки для технологической рецептуры
Компонент преобразования может определять одну или несколько процедур технологической установки, реализующих действие технологического процесса.
Пример - Это имеет место, если для выполнения действия технологического процесса требуется смешивать материалы, подготовленные на отдельных технологических установках в целевом технологическом цехе. Данный пример поясняется рисунком 34. Здесь процедуры технологической установки встраиваются в разработанную технологическую рецептуру. При этом учитываются все необходимые переходы материала между технологическими установками.
|
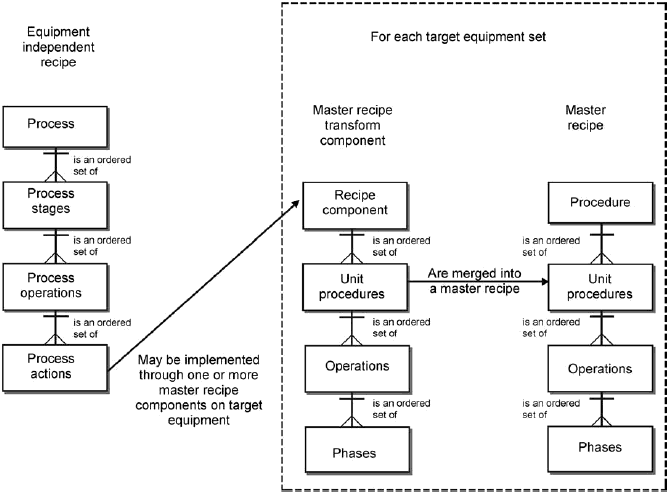
Equipment independent recipe - рецептура, независимая от оборудования; Process - технологический процесс; is an ordered set of - является упорядоченным набором ...; Process stages - стадии технологического процесса; Process operations - операции технологического процесса; Process actions - действия технологического процесса; For each target equipment set - для каждого набора целевого оборудования; Master recipe transform component - компонент преобразования технологической рецептуры; Master recipe - технологическая рецептура; Procedure - процедура; Unit procedures - процедура технологической установки; Recipe component - компонент рецептуры; Operations - операции; Phases - фазы; Are merged into a master recipe - встраиваются в технологическую рецептуру; May be implemented through one or more master recipe components on target equipment - может быть реализовано на целевом оборудовании с помощью одного или нескольких компонентов технологической рецептуры
Рисунок 34 - Отображение действия технологического процесса на одну или несколько процедур технологической установки
8.6.5 Сквозные преобразования технологической операции
Иерархия рецептур, независимых от оборудования, для технологического процесса может быть сжата. При этом рассматриваемое преобразование может иметь место на любом уровне.
Пример - Рисунок 35 иллюстрирует отображение технологической операции на компоненту преобразования технологической рецептуры. В настоящем примере рецептура, независимая от оборудования, не содержит каких-либо действий технологического процесса. Компонента преобразования определяет одну или несколько операций. В данном случае рецептура, независимая от оборудования, создается на основе имеющейся библиотеки технологических операций.
|
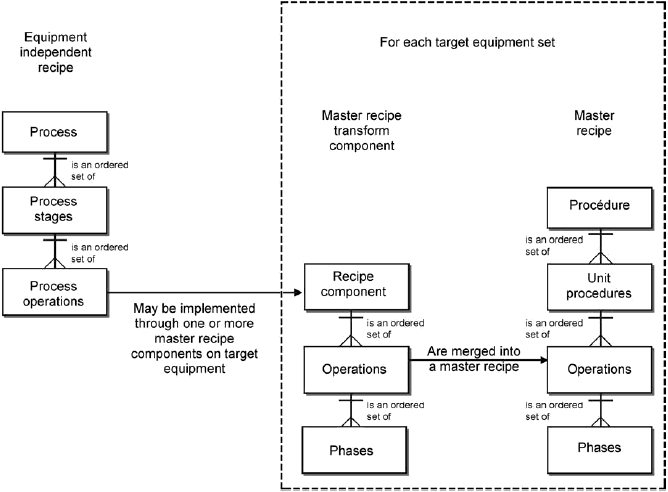
Equipment independent recipe - рецептура, независимая от оборудования; Process - технологический процесс; is an ordered set of - является упорядоченным набором ...; Process stages - стадии технологического процесса; Process operations - операции технологического процесса; Process actions - действия технологического процесса; For each target equipment set - для каждого набора целевого оборудования; Master recipe transform component - компонент преобразования технологической рецептуры; Master recipe - технологическая рецептура; Procedure - процедура; Unit procedures - процедура технологической установки; Recipe component - компонент рецептуры; Operations - операции; Phases - фазы; Are merged into a master recipe - встраиваются в технологическую рецептуру; May be implemented through one or more master recipe components on target equipment - может быть реализовано на целевом оборудовании с помощью одного или нескольких компонентов технологической рецептуры
Рисунок 35 - Отображение технологической операции на одну или несколько операций
8.6.6 Сквозное преобразование стадий технологического процесса
Преобразование может быть выполнено с помощью стадий технологического процесса по аналогии с тем, как рецептура, независимая от оборудования, создается с помощью библиотеки стадий технологического процесса. В данном случае потребуется компонента преобразования, определенная для стадии технологического процесса.
Пример - Рисунок 36 иллюстрирует рассматриваемое отображение преобразования для случая, когда стадии технологического процесса реализуются с помощью одной или нескольких процедур технологической установки.
|
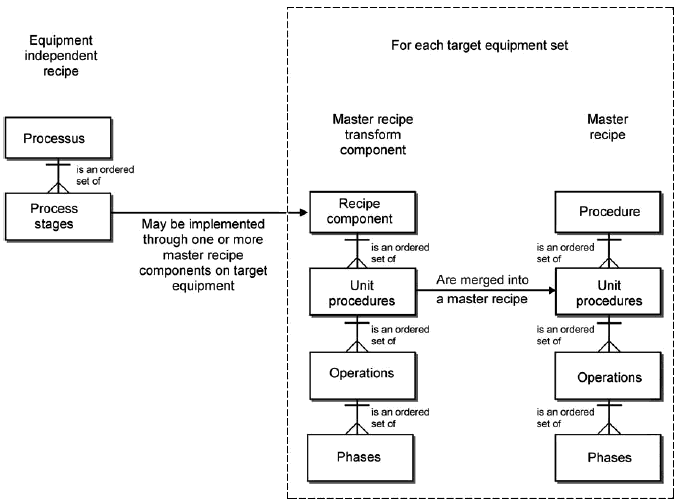
Equipment independent recipe - рецептура, независимая от оборудования; Process - технологический процесс; is an ordered set of - является упорядоченным набором ...; Process stages - стадии технологического процесса; Process operations - операции технологического процесса; Process actions - действия технологического процесса; For each target equipment set - для каждого набора целевого оборудования; Master recipe transform component - компонент преобразования технологической рецептуры; Master recipe - технологическая рецептура; Procedure - процедура; Unit procedures - процедура технологической установки; Recipe component - компонент рецептуры; Operations - операции; Phases - фазы; Are merged into a master recipe - встраиваются в технологическую рецептуру; May be implemented through one or more master recipe components on target equipment - может быть реализовано на целевом оборудовании с помощью одного или нескольких компонентов технологической рецептуры
Рисунок 36 - Отображение стадии технологического процесса на одну или несколько процедур технологической установки
Приложение А
(справочное)
Преимущества общих рецептур и рецептур, связанных с местом производства
В настоящем приложении приводится описание преимуществ, которыми обладают общие рецептуры для предприятий.
Общие рецептуры устанавливают единый формат для описания всех продуктов. Это обеспечивает совместное использование общего определения продукта во всех частях предприятия, задействованного в рамках "Разработки и внедрения нового продукта" (NPD&I). Это способствует уменьшению количества ошибок, конфликтов и разногласий в рамках тренда NPD&I.
Общие рецептуры обеспечивают единое представление рецептур, обеспечивающих изготовление опытного образца, организацию опытного производства и развитие производственных мощностей на базе одного определения продукта. Кроме того, общие рецептуры обеспечивают однозначную формулировку корректных технологических требований к различным производственным установкам по всему миру.
Общие рецептуры обеспечивают общую Объектную модель для всего бизнеса, облегчают интеграцию с ERP-системами ("Планирование ресурсов предприятия"), обеспечивают организацию работы системы управления цепочкой поставок (SCM), работу системы управления жизненным циклом продукции (PLM) и организацию производства предприятия в целом.
Формальное определение продуктов, действий технологического процесса и требований к оборудованию позволяет сократить время преобразования общей рецептуры в технологическую рецептуру.
Стандартное представление минимизирует различия языков, облегчает преодоление языковых барьеров, если рецептурами обмениваются между странами.
Использование общих рецептур ускоряет переход от стадии исследований и разработок (R&D) в стадию производства, переход от стадии изготовления опытного образца в стадию рутинного производства за счет однозначности используемых определений. Общие рецептуры ускоряют процессы модификации и обновления производства. При этом возможна экономия средств за счет ускорения замены материалов.
Использование общих определений облегчает повторное применение отдельных частей общей рецептуры (формул, определений материала, технологических требований).
Формальные определения продуктов, действий технологического процесса и требований к оборудованию облегчают программирование или стандартный перевод общих рецептур в технологические рецептуры. Это облегчает определение места производства, при этом оценка пригодности места производства происходит автоматически. Возможности места производства можно быстро сопоставить с производственными требованиями и определить, где лучше организовать производство основного продукта, где лучше изготовить вспомогательные детали (выполнить требуемые стадии), какие дополнительные производственные возможности следует задействовать для повышения эффективности работ.
Общие рецептуры обеспечивают использование корректных производственных моделей и выполнение единых метрических требований во всех подразделениях предприятия, облегчают оценку затрат, времени и качества продукции на границах стадии технологического процесса и технологической операции. Использование общих рецептур уменьшает разброс значений параметров продукта при переходе от одной установки к другой, доставляет новые источники снижения производственных затрат.
Приложение В
(справочное)
Использование на предприятии общих рецептур и рецептур, связанных с местом производства
В.1 Общие положения
Модель рецептуры, определенная в МЭК 61512-1, широко используется как предпочтительный метод реализации гибкого производства в различных отраслях промышленности. Опыт ее успешного применения привел к тому, что данная модель используется гораздо шире на предприятиях, чем это планировалось изначально. Так как данная модель используется в гораздо большем количестве подразделений предприятия, возможна путаница в части именования и определения функциональности. Это становится особенно очевидными в рамках интеграции производственных планов и календарных планов по автоматизации производства партии изделий. Во избежание путаницы в будущем, настоящее Приложение определяет взаимосвязи общей рецептуры с рецептурой, связанной с местом производства, с другими наборами информации, используемыми на производственном предприятии.
Рецептуры, описанные в настоящем стандарте, задают производственную информацию. Отметим, что информация, содержащаяся в указанных рецептурах, часто зеркально отображается на другие наборы информации, необходимые для организации работ. Рисунок В.1 иллюстрирует положение, что информация может быть получена из общей рецептуры и использоваться сразу в нескольких коммерческих технологических процессах.
|
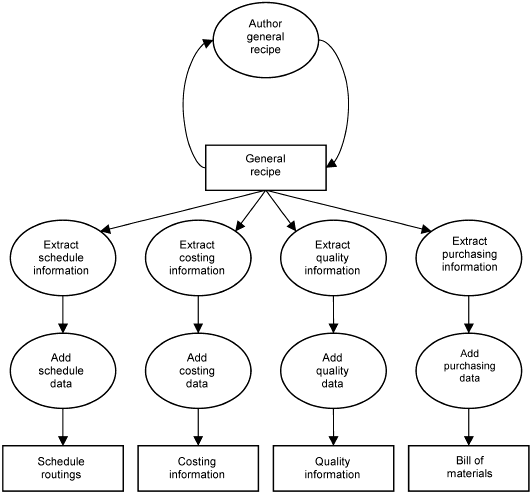
Author general recipe - разработчик общей рецептуры; General recipe - общая рецептура; Extract schedule information - извлечение информации календарного планирования; Extract costing information - извлечение информации о затратах; Extract quality information - извлечение информации о качестве; Extract purchasing information - извлечение информации о необходимых закупках; Add schedule data - добавить календарную информацию; Add costing data - добавить информацию о затратах; Add quality data - добавить информацию о качестве; Add purchasing data - добавить информацию о необходимых закупках; Schedule routings - календарная маршрутизация; Costing information - информация о затратах; Quality information - информация о качестве; Bill of materials - расход материалов
Рисунок В.1 - Наборы информации производственного предприятия
Некоторая производственная информация может зеркально отображаться в системе календарного планирования для обеспечения корректности производственных планов и календарных действий. Если информация о продукте, используемая для планирования, не соответствует информации, используемой на производстве, то разработанные календарные планы будут некорректными. Например, если технический материал заменяется в производственной рецептуре (например, в технологической рецептуре, в рецептуре, связанной с местом производства), и данная замена не учитывается в данных планирования, то для производства будет заказан (и доставлен) неправильный материал. Точно так же если информация некорректно синхронизирована, то опять неправильный материал будет заказан (и доставлен) не вовремя, или неправильное оборудование (например, для места производства, для установки) будет задействовано на производстве. Информация в наборах данных должна все время синхронизироваться, даже если она используется сотрудниками различных подразделений, работающими с самыми разными видами данной информации.
Производственная информация и календарная информация должна зеркально отражаться в бухгалтерских системах для корректного коммерческого учета затрат. Возможны ошибки, если рецептурная информация об оценке затрат не соответствует производственной рецептуре. Например, некорректная информация об оценке затрат может означать, что выгодные продукты сняты с производства, а невыгодные продукты на производство поставлены.
В.2 Календарная информация
В.2.1 Общие положения
Календарная информация может поддерживаться в иерархии определений, соответствующей информации о маршрутизации предприятия, информации о маршрутизации места производства, информации о маршрутизации производственного участка.
В.2.2 Информация о маршрутизации предприятия
Информация о маршрутизации предприятия содержит определения материалов и ресурсов, независимые от места производства и необходимые для производства продукта. Она включает информацию, необходимую для процессов планирования или оптимизации, не связанную непосредственно с материалами и ресурсами общей рецептуры. Входные ресурсы технологического процесса и готовая продукция технологического процесса, определенные в общей рецептуре, должны отражаться в календарной информации. Если общая рецептура не указывает на конкретное оборудование, то она задает требования к оборудованию, соответствующие ресурсам, доступным для предприятия.
Может быть несколько общих рецептур для одного маршрута предприятия, так как может не быть взаимно-однозначного соответствия между плановым продуктом и произведенным материалом. Например, может быть только один маршрут для конечного продукта предприятия. Может быть несколько общих рецептур для промежуточных материалов, одна общая рецептура для готового продукта и одна общая рецептура для упаковки продукта.
Одна общая рецептура может ассоциироваться с несколькими маршрутами предприятия. Например, промежуточный продукт, используемый в нескольких конечных продуктах, может иметь одну общую рецептуру, ассоциированную с несколькими маршрутами готового продукта предприятия.
Маршрут предприятия содержит информацию, используемую для долгосрочного корпоративного планирования и планирования производственных возможностей. Определение долгосрочных возможностей и планирование производственных возможностей в настоящем стандарте не рассматриваются. Отметим, что в рамках предприятия корректное планирование требует информации о материалах, об особенностях обработки продукта, о возможностях имеющегося места производства.
В.2.3 Информация о маршрутизации места производства
Информация о маршрутизации места производства - это независимое от оборудования определение того, что необходимо для производства продукта в целом или части продукта на данном месте производства. Рецептуры, связанные с местом производства, используются для выполнения календарных действий на уровне места производства (например, выделение ресурса), так как они определяют материалы, необходимые для конкретного места производства, подмножества общей рецептуры, фактически разработанные на данном месте производства.
Рецептуры, связанные с местом производства, могут быть использованы для идентификации локального перечня (спецификаций) материалов (ВОМ) для рассматриваемого продукта. Спецификации ВОМ - это критичная информация, необходимая для планирования и оценки затрат.
Спецификации ВОМ определяют все материалы, необходимые для производства продукта на данном месте производства, включая материалы, не связанные с производством, например, вспомогательные средства отгрузки и документацию. Спецификация ресурсов - это комбинация спецификаций ВОМ, информации о маршрутизации производства и прочей информации, необходимой для календарного планирования. Маршрут места производства можно рассматривать как спецификацию ресурсов, независимую от оборудования.
Для одного маршрута места производства может быть несколько рецептур, связанных с местом производства. По некоторым причинам данная информация указана выше при обсуждении общих рецептур.
В.3 Информация об оценке затрат
В интегрированных ERP-системах информация о планировании и информация об оценке затрат могут быть объединены. Затраты могут оцениваться отдельно. В любом случае, информация об оценке затрат должна быть синхронизирована с информацией для разработки производственного плана и календарного плана. Информация об оценке затрат гораздо менее детальна, чем производственная информация.
Информация об оценке затрат рассматривает стоимость производства. Она может быть использована либо при теоретическом определении наименее затратного технологического цеха (технологической установки), либо для анализа фактического производства. Данная информация может базисом для принятия решений о наиболее доходном производстве, решений об инвестициях капитала, решений об оптимизации производства.
Может быть несколько различных уровней информации об оценке затрат. Они отражают имеющийся уровень абстракции используемых производственных рецептур.
В.4 Информация о качестве
Информация о качестве - это информация о гарантиях качества для конечных продуктов и возможных промежуточных продуктов, а также о степени соответствия продукта установленным требованиям.
В.5 Информация о покупках
Информация о покупках содержит информацию о ценах и поставках материала поставщиками. Информация о покупках может начинаться со списка входных ресурсов технологического процесса, определенных в общей рецептуре или в рецептуре, связанной с местом производства.
В.6 Элементы информации
В таблице В.1 приведены элементы общей рецептуры и рецептуры, связанной с местом производства. Здесь определен порядок использования данной информации вместе с прочими наборами информации производственного предприятия. Все категории имеют одинаковые базовые компоненты информации. Они используют данные элементы в различных целях, требуют дополнительных данных.
Таблица В.1 - Элементы информации
Компонент | Общая рецептура и рецептура, связанная с местом производства | Календарная информация | Информация об оценке затрат | Информация о качестве | Информация о покупках |
Материалы | Используется для составления баланса расходования материалов. Гарантирует, что надлежащее количество материалов добавляется для выполнения требуемых технологических операций. Учитываются физические свойства материала (pH, плотность, состав) | Используется для покупок или календарной доставки материалов. Учитываются возможности поставщиков, имеющиеся запасы | Используется для отслеживания стоимости/ | Используется для подтверждения качества материалов, сырья, промежуточных продуктов и готовых продуктов | Используется для идентифика- |
Ресурсы | Ресурсы рассматриваются как часть требований к технологическому процессу. Ресурсы необходимы для выполнения действий технологического процесса | Используется для календарного планирования во избежание перерасхода ресурсов | Учитывает текущую стоимость ресурсов | Обычно не рассматрива- | Обычно не рассматрива- |
Стадия произ- | Используется для определения безопасных или идентифицируе- | Может относиться к стадии технологичес- | Может относиться к стадии технологичес- | Может относиться к испытаниям, подтверждаю- | Обычно не рассматрива- |
Требования к оборудова- | Определяет требования к любой окончательной конфигурации целевого оборудования | Обычно не рассматрива- | Обычно не рассматрива- | Обычно не рассматрива- | Обычно не рассматрива- |
Прочая информа- | Обычно включает в себя вопросы безопасности технологического процесса и планирования операций | Обычно включает в себя информацию поставщика | Внутренняя оценка затрат и цеховая ставка накладных расходов | Информация о конкретном испытании, процедурах, лабораторном оборудовании и т.п. | Информация о поставщике и доставке, документация о соглашениях и прочая коммерческая информация |
Авторы | Инженеры- | Сотрудники администрации | Сотрудники администрации | Сотрудники отдела контроля качества | Сотрудники администра- |
Пользова- | Технологи и рабочие | Сотрудники плановых отделов | Сотрудники бухгалтерии и менеджеры | Сотрудники отдела контроля качества и лаборанты | Сотрудники отдела закупок |
В.7 Рецептуры, используемые при планировании
Американское Общество Управления Производством и Распределением Материалов (APICS, www.apics.org) выпустило руководство по производственному планированию. Данное руководство определяет типы требований к планированию, необходимые для составления календарного плана операции. Данное руководство рекомендует использовать иерархический процесс производственного планирования и календарного планирования в направлении "сверху вниз". При этом ответственность переносится с управления предприятием в целом на управление операциями на местах. В таблице В.2 показаны уровни, установленные APICS, для производственного планирования и календарного планирования. Указано на соответствие планов рецептурам, определенным в настоящем стандарте.
Таблица В.2 - Уровни планирования и рецептуры
Уровень APICS | Тип рецептуры |
Коммерческий план | <не применяется> |
План маркетинга | <не применяется> |
Производственный план | Разработан на основе общей рецептуры |
Календарный план освоения производства (MPS) | Разработан на основе общей рецептуры или рецептуры, связанной с местом производства |
План разработки требований к материалу | Разработан на основе рецептуры, связанной с местом производства |
Календарный план выполнения операций | Разработан на основе рецептуры, связанной с местом производства, или технологической рецептуры |
Приложение С
(справочное)
Типовые вопросы пользователей
Вопрос 1: Нужны ли вообще общая рецептура и рецептура, связанная с местом производства?
Ответ 1: МЭК 61512-1 не требует обязательного наличия двух указанных уровней конкретных рецептур. Модель рецептуры может быть расширена и сокращена. Пользователь поощряется к созданию нужной ему модели. Информация, содержащаяся внутри указанных рецептур, может быть задействована на различных уровнях конкретной модели.
Разработка технологической рецептуры - необходимое условие изготовления продукта в конкретном технологическом цехе. Использование рецептур более высокого уровня зависит от конкретных условий: проводимых НИОКР, условий разработки плана, наличия цепочки поставок, используемых методов оценки затрат.
Вопрос 2: Общая рецептура создается первый раз. С чего нужно начинать: с планирования научно-исследовательских работ (направление сверху вниз) или с рассмотрения рецептуры управления, созданной и модифицированной при изготовлении опытного образца (направление снизу вверх)?
Ответ 2: Можно выбрать любой путь. Выбор зависит: от корпоративной культуры, от результатов экспертизы, выполненной инженерами - изготовителями опытного образца, от наличия инструментов для автоматической переделки общей рецептуры в технологическую рецептуру. Многие считают, что общие рецептуры, сделанные впервые, должны начинаться в рамках научно-исследовательских работ, а затем отлаживаться в процессе изготовления и масштабирования опытного образца.
Вопрос 3: Что имеют в виду, когда говорят, что иерархия типов рецептур может расширяться и сжиматься?
Ответ 3: Компания может принять решение: использовать только общие рецептуры, использовать вместе общие рецептуры и рецептуры, связанные с местом производства, использовать только рецептуры, связанные с местом производства. Это сжимает иерархию типов рецептур. Компания также может определить дополнительные уровни, такие как рецептура производственного участка, которая имеет такую же структуру, как и рецептура, независимая от оборудования, но применяется на производственном участке внутри указанного места производства. В данном случае, определения стадии могут быть разбиты или скомбинированы так, что они соответствуют границам технологического цеха и позволяют задействовать рецептуру производственного участка при календарном планировании работ технологического цеха.
Вопрос 4: Нужно ли создавать и обновлять библиотеку предварительно определенных действий технологического процесса и технологических операций?
Ответ 4: Да, для успешного использования общих рецептур нужно иметь минимальную библиотеку действий технологического процесса. Данная библиотека - необходимое промежуточное звено между установкой, обеспечивающей изготовление опытного образца, и остальным производством. Все общие рецептуры разрабатываются на основе имеющихся действий технологического процесса. Особенности места производства определяют наилучший метод выполнения указанных действий.
Вопрос 5: Как убедиться в том, что общая рецептура не зависит от оборудования?
Ответ 5: Чтобы общая рецептура могла использоваться в нескольких местах производства или в нескольких технологических цехах одного места производства, она должна быть написана вне связи с конкретным оборудованием или конкретной конфигурацией оборудования. В ряде случаев этого достичь непросто. Для автора общей рецептуры является вполне естественным иметь лишь умозрительное представление о технологическом оборудовании при описании технологического процесса. При этом важно иметь в виду, что приблизительное представление о возможностях конкретного оборудования может оказать существенное влияние на рецептуру до такой степени, что ее нельзя будет использовать на всех рассматриваемых производственных участках.
Рассмотрим, например, технологический процесс, требующий удаления растворителя из партии изделий. Возможна прокачка материала через испаритель при определенной температуре и давлении. Очищенный таким образом материал собирается в другом сосуде.
Возможен другой вариант. Удаление растворителя может производиться путем выдержки материала в вакуумном реакторе, нагреве его до определенной температуре и выдержки его при указанных условиях до состояния полной очистки.
Дело в том, что даже если оба метода удовлетворяют необходимым требованиям, общая рецептура должна описывать данный технологический процесс в общем, вне связи с конкретным оборудованием, на котором он реализуется.
В некоторых случаях некоторые требования к технологическому процессу могут диктовать конкретные конфигурации оборудования. Например, для некоторых чувствительных к нагреву материалов вышеуказанная очистка должна производиться с помощью специального пленочного испарителя. Кроме того, компания-заказчик может потребовать, чтобы разрабатываемая общая рецептура удовлетворяла требованиям стандартов на конкретное оборудование. В этих случаях общая рецептура должна отражать возможности конкретного используемого технологического оборудования. Например, общая рецептура в конкретной компании может потребовать выполнение сепарации шлама путем особой фильтрации, даже если допустимы другие методы обработки, и имеется соответствующее оборудование. Причина в том, что данный способ фильтрации для данной компании является стандартным способом сепарации шлама.
Вопрос 6: Что такое "прочая информация"?
Ответ 6: Данная категория информации, содержащаяся в общей рецептуре, отражает рецептурно зависимые требования к сбору данных, к составлению отчетов, к комментариям автора, касающихся удовлетворения требованиям безопасности соответствия нормативным документам. Указанные комментарии относятся только к конкретной рецептуре и являются ее частью. Например, комментарий типа "использование меркаптанов, имеющих неприятный запах, недопустимо" сюда не относится. Так, неприятный запах - это особенность большой группы химических материалов, меркаптанов, а не конкретной рецептуры. С другой стороны, указание "неприятный запах может появиться в результате перегрева материала" уместно для данной категории информации. (Конечно, данная информация должна учитываться при определении максимальной температуры для соответствующих действий технологического процесса).
Вышеуказанные комментарии по безопасности не подменяют Сертификат Безопасности Материалов (MSDS). Отметим, что Сертификаты MSDS относятся скорее к химическим материалам, а не к рецептуре. Обеспечение соответствия требованиям MSDS и методы достижения этого относятся к компетенции административных органов и отдельных компаний. Данный вопрос здесь не рассматривается.
Требования к сбору данных и к составлению отчетов учитываются только в том случае, когда они являются неотъемлемым элементом стандартной практики компании. Например, если является нормой ежечасная регистрация температуры во время химической реакции, но для конкретного продукта необходимо регистрировать температуру каждые 10 минут, то данное требование следует отнести к "прочей информации". (Регистрация температуры здесь означает внесение соответствующей записи в журнал производства партии изделий. Конечно, температура фактически может регистрироваться и гораздо чаще в зависимости от особенностей конкретного места производства и конкретной последовательности выполнения производственных операций).
Вопрос 7: Что такое "требования к оборудованию"?
Ответ 7: Вне всякого сомнения, крайне целесообразно давать в рецептуре, независимой от оборудования, содержательную информацию, способствующую разработке оборудования для рассматриваемой технологической операции. Следовательно, требования к оборудованию, сформулированные в рецептуре, должны иметь практическую значимость и удовлетворять запросам конкретной компании для практической реализации рецептурной системы. Компания-заказчик, как правило, оговаривает использование системы особого типа для классификации общих требований. Конкретные требования заказчика интересуют меньше. Например, требования к оборудованию Класса I - это может быть использование реактора 304 из нержавеющей стали с циркуляционным насосом, мешалкой, паровым нагревателем, водяным охлаждением, парциальным конденсатором и резервуаром для продуктов дистилляции. Требованием к оборудованию Класса II может быть что-то другое и т.д. В данном случае, рецептурные требования к оборудованию - это просто задание одного значения (N класса требования) для каждой технологической операции.
В данном примере приняты следующие условия:
1) подразумеваемые требования не указываются явно;
2) указывается конечный результат технологического процесса, выполняемого на данном оборудовании;
3) указываются важнейшие атрибуты рассматриваемого оборудования.
Локализация содержимого партии изделий в процессе производства - это важнейшая задача оборудования. Это требуется и ожидается от всех партий изделий и, следовательно, подразумевается в каждой рецептуре. Нет необходимости указывать, что реактор необходим для выполнения конкретной технологической операции. С другой стороны, способность оборудования обеспечить нагрев, охлаждение и смешивание должно быть обязательно указано как важнейшее и отличительное требование к его практическому применению. Кроме того, важной особенностью оборудования является материал, из которого оно изготовлено, и его коррозионная стойкость.
Для облегчения общего понимания задаваемых требований к оборудованию, можно ввести в рассмотрение систему "типов оборудования". Только типы данной системы могут использоваться в рецептуре. Для конструкционных материалов также лучше пользоваться системой "категорий", чем указанием марок сталей и их металлургических свойств.
Требования к оборудованию ассоциируются со стадиями технологического процесса и с технологическими операциями. Если стадии технологического процесса (операции) задействованы в рецептуре, то здесь же указываются и требования к соответствующему оборудованию. Автор рецептуры определяет значения соответствующих требований к оборудованию (см. выше). Указанные значения должны находиться в интервале, определенном библиотекой требований.
Вопрос 8: Приведите примеры задания требования к оборудованию путем указания его типа?
Ответ 8: Ниже даны примеры задания требований к оборудованию, связанных с нагревом. Подвод тепла может потребоваться для выполнения технологической операции по нагреву партии изделий от одной температуры до более высокой температуры. Это может быть подвод тепла к партии изделий, выдерживаемой в окрестности заданной температуры (например, при выпаривании компонента, при выполнении эндотермической реакции). Если нагрев необходим для выполнения технологической операции, с которой ассоциировано настоящее требование, то задействованное оборудование должно иметь необходимые нагревательные устройства. Это может быть специальный кожух сосуда, внутренние электромагнитные нагреватели, внешние теплообменники и прочие приспособления. Теплоносители (например, пар, термальные жидкости, горячая вода и т.д.) должны соответствовать диапазону температур нагреваемого продукта. Существующие важные технические и конструктивные соображения по работе нагревателей не имеют отношения к продукту и, соответственно, к разрабатываемой рецептуре. Они учитываются в редких случаях, когда, например, утечка теплоносителя может значительно ухудшить качество продукта. Тогда это отражается и в рецептуре. Соответственно, в рецептуре указываются значения типа предъявляемого требования к оборудованию. Например, "Тип 1", "Тип 2", "Тип 3":
ТИП_1 - низкотемпературный нагрев не выше 93°С (200°F). Выполняется паром низкого давления, горячей водой или другим циркулирующим жидким теплоносителем.
ТИП_2 - нагрев до средних температур порядка 160°С (320°F). Выполняется паром среднего давления или другим циркулирующим жидким теплоносителем.
ТИП_3 - нагрев до высоких температур свыше 160°С (320°F). Обычно выполняется циркулирующим жидким теплоносителем, нагретым пламенным нагревателем.
Прочими требованиями к оборудованию, заданными путем указания типа, могут быть:
Реакция - совокупность действий технологического процесса, реализующих требуемую химическую реакцию. Данное требование использует такие действия, как загрузка ингредиентов, нагрев, охлаждение и выдержка при заданной температуре.
Очистка - совокупность действий технологического процесса, приводящих к выпариванию нежелательного компонента и удалению его из партии материала. Данный компонент (например, растворитель, вода и т.д.) может накапливаться для повторного использования или выбрасываться.
Удаление твердых примесей - совокупность действий технологического процесса, обеспечивающих удаление нежелательных твердых примесей из партии жидкого материала. Обычно это фильтрация.
Завершающая обработка - это совокупность действий технологического процесса, завершающих производство партии изделий и обеспечивающих ее хранение, использование и продажу. Обычно сюда включают отбор проб, регулировку, извлечение готового продукта из устройств производственной линии.
Вопрос 9: Почему важно обеспечить наложение информации рецептуры, связанной с местом производства, и спецификации ресурсов?
Ответ 9: Нижеследующий рисунок иллюстрирует наложение информации рецептуры, связанной с местом производства, спецификации материалов и спецификации ресурсов, необходимых для изготовления продукта. Данное наложение является важным, так как если изменяется материал рецептуры, связанной с местом производства, изменяется последовательность обработки материала, то это должно быть отражено в спецификации материалов и в спецификации ресурсов разработчика календарного плана. В противном случае, любые производственные календарные мероприятия и календарные проверки запасов не будут согласованы с фактическим производством.
|
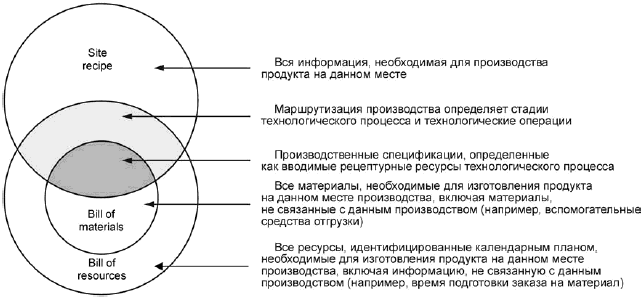
Site recipe - рецептура, связанная с местом производства; Bill of materials - спецификация материалов; Bill of resources - спецификация ресурсов
Рисунок С.1 - Типовое наложение информации рецептуры, связанной с местом производства, спецификации материалов и спецификации ресурсов
Предположим, что обнаружено, что эффективность катализатора выше, чем ожидалось. Это потребует изменения в задаваемом количестве катализатора в общей рецептуре и соответствующих рецептурах, связанных с местом производства. Это также должно найти отражение в соответствующих изменениях спецификации материалов для продукта. Если данное изменение не отражено, то будет закуплено слишком большое количество катализатора, деньги будут истрачены напрасно. Если это изменение отражает тот факт, что сократилось число шагов обработки продукта (например, снята стадия фильтрации), то это должно быть отражено в спецификации ресурсов. Если данное изменение не отражено, то в соответствии с календарным планом будет выполнена фильтрация, в которой нет необходимости здесь, и которая в данный момент может оказаться нужной для производства другой партии изделий. Календарный план является нереалистичным, если информация календарной системы и информация производственной системы несовместимы. При этом ресурсы будут либо перерасходованы, либо окажутся лишними.
Вопрос 10: Учитывает ли модель состояния жизненного цикла изменение состояния?
Ответ 10: Стандартная модель состояния не определена. Корректные изменения состояний жизненного цикла обычно определяются политикой компании. Кроме того, возникает вопрос о состояниях жизненного цикла элементов. Например, изменение состояния определения требования "Withdrawn (Снято с производства)" к оборудованию может потребовать изменения состояний жизненного цикла всех рецептур, использующих данное определение. Это определяется корпоративной политикой. Имеет также смысл рассмотреть вариант перехода из состояния "Withdrawn" в состояние "Effective (Работает эффективно)". Системы, реализующие рассматриваемые состояния жизненного цикла, должны принимать во внимание все имеющиеся взаимозависимости и реверсы состояний.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
IEC 60050-351:2006 | - | * |
IEC 61512-1:1997 | IDT | ГОСТ Р МЭК 61512-1-2016 "Управление серийным производством. Часть 1. Модели и терминология" |
IEC 61512-2:2001 | IDT | ГОСТ Р МЭК 61512-2-2016 "Управление серийным производством. Часть 2. Структуры данных и руководство по языку" |
IEC 62264-1:2003 | IDT | ГОСТ Р МЭК 62264-1-2014 "Интеграция систем управления предприятием. Часть 1. Модели и терминология" |
IEC 62264-2:2004 | IDT | ГОСТ Р МЭК 62264-2-2016 "Интеграция систем управления предприятием. Часть 2. Объекты и атрибуты" |
ISO/IEC 19501 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | NE-33:2003, Requirements to be met by systems for recipe-based operations (Требования к системам, выполняющим рецептурные операции) |
УДК 658.52.011.56 | ОКС 25.040.40, 35.240.50 | |
Ключевые слова: серийное производство, управление серийным производством, технологические процессы серийного производства, модели и терминология серийного производства, обмен информацией серийного производства, общие рецептуры и рецептуры, связанные с местом производства, объектная модель рецептуры | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}