ГОСТ 24244-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ ЛИСТОВОЙ ХОЛОДНОКАТАНЫЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ЭМАЛИРОВАНИЯ
Технические условия
Gold rolled low carbon steel sheet for enamelling. Specifications
МКС 77.140.50
Дата введения 2019-04-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Уральский институт металлов" (ОАО "УИМ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 октября 2018 г. N 113-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономразвития Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Киргизия | KG | Кыргызстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 2-2019), (Поправка. ИУС N 12-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 ноября 2018 г. N 996-ст межгосударственный стандарт ГОСТ 24244-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2019 г.
5 В настоящем стандарте учтены основные нормативные положения следующих международного и европейского стандартов:
- ISO 5001:2012* "Прокат листовой холоднокатаный из углеродистой стали для стекловидного эмалирования" ("Cold-reduced carbon steel sheet for vitreous enamelling", NEQ);
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- EN 10209:2013 "Прокат плоский холоднокатаный из низкоуглеродистой стали для стекловидного эмалирования - Технические условия поставки" ("Cold rolled low carbon steel flat products for vitreous enamelling - Technical delivery conditions", NEQ)
6 ВЗАМЕН ГОСТ 24244-80
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 2, 2019 год; поправка, опубликованная в ИУС N 12, 2021 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на листовой холоднокатаный прокат из низкоуглеродистой стали для эмалирования (далее - прокат для эмалирования). Прокат предназначен для изготовления эмалированных посудо-хозяйственных изделий, корпусов бытовых электрических и газовых приборов, аудиторных досок и других изделий методами обычного двухслойного или однослойного эмалирования и специальными методами безгрунтового эмалирования или эмалирования путем однократного обжига для получения двухслойного покрытия.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.008-82 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 112-78 Термометры метеорологические стеклянные. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1770-74 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2603-79 Реактивы. Ацетон. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4204-77 Реактивы. Кислота серная. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов и ленты
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-2018 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 10510-80 (ИСО 8490-86) Металлы. Метод испытания на выдавливание листов и лент по Эриксену
ГОСТ 11701-84 Металлы. Методы испытаний на растяжение тонких листов и лент
ГОСТ 13813-68 (ИСО 7799-85) Металлы. Метод испытания на перегиб листов и лент толщиной менее 4 мм
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18300-87 Спирт этиловый ректификованный технический. Технические условия
______________
В Российской Федерации действует ГОСТ Р 55878-2013 "Спирт этиловый технический гидролизный ректификованный. Технические условия".
ГОСТ 18481-81 Ареометры и цилиндры стеклянные. Общие технические условия
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19851-74 Лента резаная из холоднокатаного проката. Технические условия
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 22235-2010 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
ГОСТ 28498-90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
ГОСТ 29298-2005 Ткани хлопчатобумажные и смешанные бытовые. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 9.008, а также следующие термины с соответствующими определениями:
3.1 листовой прокат для эмалирования: Продукция, представляющая холоднокатаный стальной лист (рулон), имеющий матовую поверхность, химический состав и обработка которого обеспечивают получение силикатного эмалевого покрытия.
3.2 дрессировка: Холодная прокатка с малыми обжатиями.
3.3 эмалированный прокат: Прокат, на поверхность которого нанесено силикатное эмалевое покрытие, полученное в процессе эмалирования.
3.4 эмалирование: Процесс нанесения шликера или порошка силикатной эмали на подготовленную поверхность изделий из листового проката с последующим обжигом для получения эмалевого покрытия.
3.5 обычное эмалирование: Получение двухслойного (грунтового и покровного) или однослойного (грунтового) силикатного эмалевого покрытия проведением соответственно двухкратного или однократного обжига.
3.6 специальное однослойное эмалирование: Получение безгрунтового силикатного эмалевого покрытия, сочетающего в себе свойства грунтового и покровного покрытий, проведением однократного обжига.
3.7 специальное двухслойное эмалирование ("два слоя - один обжиг"): Получение двухслойного эмалевого покрытия способом последовательного нанесения шликера (порошка) грунтовой и покровной эмалей и проведение однократного обжига.
4 Классификация
4.1 Прокат листовой для эмалирования подразделяют:
4.1.1 по назначению:
- для обычного эмалирования (без обозначения),
- специального (однослойного или двухслойного) эмалирования (С);
4.1.2 по видам продукции:
- на листовой (в листах и рулонах),
- ленту;
4.1.3 по характеру кромки для листов и рулонов:
- О - обрезная,
- НО - необрезная;
4.1.4 по маркам:
- 01 - для изготовления плоских изделий и плоских изделий методом изгиба,
- 03С - для изготовления штампованных изделий максимально глубокой вытяжкой и сложных профилей,
- 04, 04С - для изготовления штампованных изделий сложной вытяжкой,
- 05 - для изготовления штампованных изделий особо сложной вытяжкой,
- 06, 06С - для изготовления штампованных изделий максимально сложной вытяжкой;
4.1.5 по способу консервации поверхности:
- промасленный (ПР),
- без консервации (БК);
4.1.6 по качеству отделки поверхности на группы:
- обычного качества (без обозначения),
- улучшенного качества (У).
4.2 Соответствие марок проката для эмалирования, установленных настоящим стандартом, маркам европейского и международных стандартов приведено в приложении А.
4.3 Примеры условного обозначения проката для эмалирования приведены в приложении Б.
5 Основные параметры и размеры
5.1 Прокат для эмалирования изготовляют толщиной от 0,35 до 3,00 мм в рулонах шириной от 500 до 1800 мм, в листах шириной от 700 до 1800 мм.
Ленту изготовляют шириной от 30 до 495 мм продольной резкой (роспуском) рулонов проката для эмалирования.
По требованию потребителя ленту изготовляют других размеров по ширине.
5.2 Сортамент проката для эмалирования должен соответствовать ГОСТ 19904, ленты - ГОСТ 19851.
Предельные отклонения по толщине проката толщиной от 0,35 до 0,50 мм включительно, шириной более 1500 до 1800 мм включительно не должны превышать значений, приведенных в таблице 1.
Таблица 1
В миллиметрах
Толщина проката | Предельные отклонения по толщине проката при ширине проката 1500 до 1800 мм включ. | |||||
высокой точности | повышенной точности | нормальной точности | ||||
От 0,35 | до | 0,40 | включ. | ±0,03 | ±0,05 | ±0,06 |
Св. 0,40 | до | 0,50 | " | ±0,04 | ±0,05 | ±0,07 |
5.3 Внутренний диаметр рулонов должен быть:
- листового проката - от 500 до 750 мм;
- ленты - от 300 до 750 мм.
Предельное отклонение внутреннего диаметра рулонов - ±20 мм.
Наружный диаметр рулонов и ленты не должен превышать 1850 мм. По согласованию сторон допускается увеличение наружного диаметра рулонов.
Требуемые диаметры рулонов потребитель указывает в заказе. При отсутствии в заказе указаний величину диаметров рулонов определяет изготовитель.
5.4 При размещении заказа на прокат для эмалирования потребитель указывает изготовителю следующие обязательные сведения:
- марку проката;
- номинальные размеры (толщина, ширина, длина - для листов);
- форму поставки проката (рулон, лента, лист);
- точность изготовления;
- внутренний диаметр для рулонов и ленты, мм;
- характер кромки (О, НО) для рулонов и листов;
- группу отделки поверхности;
- способ консервации поверхности;
- минимальную и максимальную массу грузового места, т;
- общую массу поставки продукции, т.
При размещении заказа на прокат для эмалирования потребитель может указать изготовителю следующие дополнительные сведения:
- требования к шероховатости поверхности улучшенного качества отделки (параметры и методы контроля шероховатости поверхности устанавливают по согласованию сторон);
- химический состав проката, марку и массу консервационного масла, наносимого на единицу площади поверхности проката;
- требования по маркировке;
- требования по упаковке.
Другие требования к прокату для эмалирования могут быть установлены по согласованию сторон.
5.5 Примеры условных обозначений проката для эмалирования приведены в приложении Б.
6 Технические требования
6.1 Прокат для эмалирования изготовляют в соответствии с требованиями настоящего стандарта по нормативным документам, утвержденным в установленном порядке.
6.2 Химический состав проката по плавочному анализу ковшовой пробы стали приведен в таблице 2.
Таблица 2
Марка проката | Массовая доля элемента, %, не более | ||||
Углерод | Титан | Марганец | Фосфор | Сера | |
01 | 0,08 | - | 0,60 | 0,045 | 0,050 |
04 | 0,08 | - | 0,50 | 0,030 | 0,050 |
05 | 0,08 | - | 0,50 | 0,025 | 0,050 |
06 | 0,02 | 0,30 | 0,50 | 0,020 | 0,050 |
03С | 0,004 | - | 0,40 | 0,035 | 0,050 |
04С | 0,004 | - | 0,40 | 0,030 | 0,050 |
06С | 0,02 | 0,30 | 0,35 | 0,020 | 0,050 |
Примечания 1 В прокате марок 06 и 06С титан по согласованию сторон может быть заменен на ниобий. 2 Прокат марок 03С и 04С по согласованию сторон может содержать титан, ниобий или бор. 3 Знак "-" означает, что массовая доля элемента не нормируется и не контролируется. | |||||
6.3 В готовом прокате допускаются отклонения по массовой доле элементов от норм плавочного анализа, приведенные в таблице 3.
Таблица 3 - Допускаемые отклонения по массовой доле элементов в готовом прокате от норм плавочного анализа
Элемент | Массовая доля элемента, % | |
Максимальное значение массовой доли элемента | Допускаемое отклонение значения массовой доли элемента | |
Углерод | 0,004 | +0,001 |
0,02 | +0,005 | |
0,08 | +0,01 | |
Марганец | 0,35; 0,40; 0,50; 0,60 | +0,03 |
Фосфор | 0,020; 0,025; 0,030, 0,035; 0,045 | +0,01 |
Сера | 0,050 | +0,01 |
Титан | 0,30 | +0,01 |
6.4 Прокат для эмалирования изготовляют термически обработанным. Прокат подвергают дрессировке.
6.5 Прокат в рулонах не должен иметь кромок, загнутых под углом более 90°, а также скрученных и смятых концов. Не допускаются распущенные и смятые рулоны.
6.6 Поверхность проката для эмалирования должна быть матовой, без плен, сквозных разрывов, пузырей-вздутий, раскатанных пузырей, пятен слипания сварки, надрывов, перетравов, недотравов, трещин, остатков окалины, вкатанных металлических частиц и окалины, полос нагартовки, раскатанных загрязнений и порезов. Расслоение проката не допускается.
6.6.1 Прокат с поверхностью обычного качества отделки должен соответствовать требованиям к группе отделки II, а прокат с поверхностью улучшенного качества отделки У - группе отделки I по ГОСТ 9045.
6.6.2 Прокат улучшенного качества отделки У по требованию потребителя изготовляют с нормированием шероховатости поверхности. Нормы и методы контроля шероховатости поверхности устанавливают по согласованию сторон.
6.6.3 Для защиты поверхности проката для эмалирования от коррозии на период транспортирования и хранения проводят промасливание (ПР).
Марки и расход масла для ПР, наносимого на поверхность проката, сообщают потребителю по его требованию.
Слой масла должен быть удален щелочными растворами.
Допускается по требованию потребителя поставка проката для эмалирования без консервации (БК). В этом случае на поверхности проката допускаются следы смазки, наличие продуктов коррозии, риски и царапины, обусловленные отсутствием слоя смазки.
Примечания
1 Защита поверхности проката для эмалирования обеспечивает временную стойкость к коррозии во время транспортирования и хранения.
2 ПР уменьшает образование продуктов коррозии. Коррозия не появляется в течение 3 мес после изготовления продукции при соблюдении требований к упаковке, транспортированию и хранению проката. Фактический срок действия защиты зависит от атмосферных условий и условий транспортирования и хранения.
6.7 Механические свойства и коэффициент пластической анизотропии проката для эмалирования должны соответствовать нормам, указанным в таблице 4.
Примечание - Механические свойства проката для эмалирования с точки зрения его пригодности к последующей обработке давлением могут ухудшаться в результате естественного старения. В связи с этим потребителю рекомендуется переработать прокат для эмалирования в максимально сжатые сроки.
Таблица 4 - Механические свойства и коэффициент пластической анизотропии
Марка проката | Временное сопротивление разрыву | Предел текучести | Относительное удлинение | Коэффициент пластической анизотропии |
Не менее | ||||
01 | 270-390 | 140-270 | 30 | - |
04 | 270-350 | 140-220 | 36 | - |
05 | 270-350 | 140-220 | 36 | 1,5 |
06 | 270-350 | 120-190 | 38 | 1,6 |
03С | 270-370 | 140-240 | 34 | - |
04С | 270-350 | 140-210 | 38 | - |
06С | 270-350 | 120-190 | 38 | 1,6 |
Примечания 1 Знак "-" означает, что показатель не нормируется. 2 Механические свойства проката определяют поперек направления прокатки. 3 При определении предела текучести в общем случае определяют условный предел текучести 4 Для проката толщиной до 0,50 мм включительно максимальное значение предела текучести повышается на 40 Н/мм 5 Для проката марки 04С толщиной свыше 1,50 мм максимальное значение предела текучести повышается на 15 Н/мм 6 Для проката толщиной 0,50 мм и менее минимальное значение относительного удлинения понижается на 4 единицы, проката толщиной свыше 0,50 мм до 0,70 мм - на 2 единицы. 7 Значение коэффициента пластической анизотропии следует определять в диапазоне пластической деформации от 10% до 20%. Для проката толщиной свыше 2,00 мм минимальное значение коэффициента пластической анизотропии понижается на 0,2 ед. | ||||
6.8 Прокат для эмалирования марки 01 должен выдерживать испытание на изгиб на 180° в холодном состоянии без оправки. В месте изгиба не должно быть надрывов, трещин, расслоений.
6.9 По требованию потребителя прокат для эмалирования марок 04, 05, 06, 03С, 04С и 06С изготовляют:
- с испытанием на выдавливание;
- определением номера, равноосности и однородности зерна феррита;
- определением балла структурно-свободного цементита.
Определяемые показатели и нормы по глубине лунки при испытании на выдавливание, баллу структурно-свободного цементита, номеру, равноосности и однородности зерна феррита устанавливают по согласованию сторон.
6.10 Механические свойства, коэффициент пластической анизотропии и результаты испытаний на выдавливание действительны в течение 6 мес с даты отгрузки продукции потребителю.
6.11 Для оценки склонности к образованию дефекта эмалевого покрытия "рыбья чешуя" прокат для эмалирования должен выдерживать испытание на наводороживание (водородное охрупчивание). Показатель наводороживания должен соответствовать указанному в таблице 5.
Таблица 5 - Показатель наводороживания
Марка проката | Показатель наводороживания Н, %, не менее, при толщине проката, мм | ||
Не более 1,00 включ. | Св. 1,00 до 1,60 включ. | Св. 1,60 до 3,00 включ. | |
01, 04, 05, 06 | 40 | 45 | 50 |
03С, 04С, 06С | 50 | 55 | 60 |
Примечание - Показатель наводороживания проката марок 05, 06, 03С, 04С и 06С является факультативным. Показатель наводороживания определяют, и фактическое значение показателя приводят в документе о качестве. | |||
6.12 Упаковка и маркировка
6.12.1 Упаковка и маркировка проката для эмалирования - по ГОСТ 7566.
6.12.2 Листы формируют в пачки.
Пачки упаковывают в жесткую тару - пакеты или короба по нормативным документам. Пакеты формируют из верхнего и нижнего упаковочных стальных листов и швеллеров (стальных листов, изогнутых в виде швеллеров) или уголков. Швеллеры должны закрывать боковые и торцевые кромки листов в пачках. Ширина полок швеллеров - не менее 100 мм. Короба могут быть изготовлены из холоднокатаного или оцинкованного стального листового проката толщиной не менее 0,4 мм. По требованию потребителя пачки листов обертывают влагонепроницаемой бумагой.
К пакету или коробу снизу должны быть прикреплены деревянные бруски сечением не менее 80х80 мм, или металлические бруски, или поддоны по нормативным документам. При толщине проката не более 0,8 мм включительно количество деревянных брусков при ширине пачки не более 1200 мм должно быть 2 шт.
6.12.3 Рулоны обертывают влагонепроницаемой бумагой, внешними и внутренними упаковочными металлическими листами, а торцевые поверхности закрывают металлическими крышками или защитными кольцами с центральным отверстием для захвата грузоподъемными механизмами.
6.12.4 Пачки и рулоны проката должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566.
При отгрузке проката в районы Крайнего Севера и приравненные к ним местности минимальное количество обвязок должно быть на одну обвязку более норм, установленных ГОСТ 7566.
Для обвязки применяют металлическую ленту толщиной от 0,60 до 2,00 мм, шириной от 19 до 40 мм по ГОСТ 3560, ГОСТ 6009 или другим нормативным документам. Допускается использование других материалов для обвязки.
6.12.5 Масса одного грузового места в соответствии с заказом должна соответствовать установленной ГОСТ 7566. По согласованию потребителя с изготовителем допускается устанавливать другую массу одного грузового места.
6.12.6 Допускается соединение нескольких рулонов в одну стопу.
6.12.7 Маркировка, наносимая на ярлык (маркировочную карту), верхний лист пачки, наружный конец рулона, должна содержать:
- наименование и/или товарный знак предприятия-изготовителя;
- наименование страны-грузополучателя;
- марку проката;
- группу отделки поверхности (для проката группы У);
- номер партии;
- номер плавки;
- размер проката;
- массу нетто (фактическую) пачки, рулона проката или стопы рулонов;
- способ консервации.
Транспортная маркировка - по ГОСТ 14192 с нанесением на пачки манипуляционного знака "Место строповки".
7 Правила приемки
7.1 Общие правила приемки - по ГОСТ 7566. Прокат для эмалирования принимают партиями. Партия должна состоять из листов или рулонов одной марки, одной толщины, одной категории точности изготовления, одного характера кромки проката, одной группы отделки поверхности и одного способа защиты поверхности. Партию сопровождают документом о качестве, содержащим:
- наименование или товарный знак предприятия-изготовителя;
- наименование потребителя;
- номер заказа;
- дату оформления документа о качестве;
- марку проката;
- точность изготовления и характер кромки проката;
- группу отделки поверхности (для проката группы У);
- способ консервации поверхности;
- результаты испытаний, в том числе и показателей, контролируемых по требованию потребителя;
- номер партии;
- номер плавки;
- размеры проката;
- массу каждого грузового места;
- количество грузовых мест;
- обозначение настоящего стандарта;
- штамп службы технического контроля.
Химический состав стали, марку и расход масла на промасливание сообщают потребителю по его требованию.
7.2 От принимаемой партии проката для эмалирования отбирают для контроля:
- размеров и качества поверхности - один рулон или два листа;
- механических свойств, испытаний на выдавливание, определение номера, равноосности и однородности зерна, балла структурно-свободного цементита и показателя наводороживания (водородного охрупчивания) - один рулон или один лист.
7.3 При получении неудовлетворительных результатов проверки как минимум по одному из показателей настоящего стандарта по этому показателю проводят повторную проверку по ГОСТ 7566.
Результаты повторной проверки распространяют на всю партию.
8 Методы контроля
8.1 Внешний вид, качество поверхности проката для эмалирования в листах, рулонах и лентах проверяют визуально без применения увеличительных приборов.
8.2 Контроль отклонений формы проката проводят по ГОСТ 26877, размеров проката для эмалирования - универсальными средствами измерений, указанными в приложении Б ГОСТ 26877-2008.
Отклонение от плоскостности проката для эмалирования в рулонах контролируют по методике, согласованной с потребителем.
Контроль размеров проката - по ГОСТ 19904, ГОСТ 19851.
8.3 Отбор проб для химического анализа - по ГОСТ 7565.
8.4 Химический анализ проводят по ГОСТ 22536.0-ГОСТ 22536.3, ГОСТ 22536.5, ГОСТ 22536.11, ГОСТ 18895 или другими методами, обеспечивающими требуемую точность.
8.5 Для проведения контроля механических свойств от каждого отобранного листа или рулона отбирают пробу по ГОСТ 7564. Пробу от рулона отбирают на расстоянии не менее 1 м от конца. От пробы вырезают заготовки и образцы поперек направления прокатки.
Пробу для определения номера, равноосности и однородности зерна, структурно-свободного цементита отбирают на расстоянии 1/4 ширины проката от его кромки.
Контроль ленты у изготовителя осуществляют на образцах, вырезанных из рулона до его роспуска, у потребителя - на образцах, вырезанных из ленты в любом месте одного рулона от партии.
8.6 Испытание проката для эмалирования марки 01 на изгиб на 180° проводят по ГОСТ 14019 на одном поперечном образце шириной (20±5) мм, вырезанном в любом месте пробы.
Испытание на изгиб ленты шириной менее 110 мм у потребителя проводят на образцах, вырезанных вдоль направления прокатки.
8.7 Определение механических свойств проката для эмалирования испытанием на растяжение проводят на одном поперечном образце шириной 20 мм и начальной расчетной длиной 80 мм по ГОСТ 11701.
Механические свойства при растяжении ленты шириной менее 180 мм у потребителя определяют на образцах, вырезанных вдоль направления прокатки.
8.8 Определение коэффициента пластической анизотропии проката для эмалирования - по ГОСТ 11701.
Допускается проводить определение коэффициента пластической анизотропии по [1].
8.9 Определение глубины сферической лунки при испытании на выдавливание проводят по ГОСТ 10510 на одном поперечном образце в местах, соответствующих середине и краям по ширине проката (не ближе 40 мм от кромки).
Глубину сферической лунки ленты шириной менее 270 мм у потребителя определяют на образцах, вырезанных вдоль направления прокатки.
8.10 Определение номера, равноосности и однородности зерна проводят по ГОСТ 5639, структурно-свободного цементита - по ГОСТ 5640 на одном образце размером 30х40 мм.
8.11 Определение показателя наводороживания (водородного охрупчивания) проводят в соответствии с приложением В.
9 Транспортирование и хранение
9.1 Транспортирование проката для эмалирования - по ГОСТ 7566.
9.2 Транспортирование проката для эмалирования железнодорожным транспортом осуществляют в открытом подвижном составе в соответствии с правилами перевозки грузов, техническими условиями размещения и крепления грузов в вагонах и контейнерах, действующими на железнодорожном транспорте, и ГОСТ 22235. Транспортирование производят вагонными поставками с максимальным использованием грузоподъемности вагонов.
По согласованию с отдельными потребителями отгрузку можно выполнять в крытых вагонах. В остальных случаях выбор подвижного состава - по усмотрению изготовителя.
При транспортировании проката для эмалирования вероятность контакта влаги с его поверхностью должна быть минимизирована. Прокат для эмалирования должен храниться в сухих и защищенных от влаги условиях. Влага, в особенности конденсат, образовавшийся между листами, витками рулона или другими соприкасающимися частями продукции, может приводить к коррозии поверхности. Способы защиты поверхности при транспортировании и хранении приведены в 6.6.3.
9.3 Хранение проката для эмалирования на складах грузоотправителя и грузополучателя должно соответствовать условиям 3 (Ж3) по ГОСТ 15150. Не допускается складирование рулонного проката для эмалирования толщиной не более 0,35 мм включительно более чем в один ярус. Не допускается совместное хранение проката для эмалирования и химически активных веществ.
Приложение А
(справочное)
Соответствие марок проката для эмалирования, установленных настоящим стандартом, маркам по EN 10209:2013 и ISO 5001:2012
Таблица А.1
ГОСТ 24244-2018 | EN 10209:2013 | ISO 5001:2012 |
01 | DC01EK | VE01 |
04 | DC04EK | VE04 |
05 | DC05EK | VE03 |
06 | DC06EK | VE05 |
03С | DC03ED | VE02 |
04С | DC04ED | VE04 |
06С | DC06ED | VE05 |
Приложение Б
(справочное)
Примеры условных обозначений проката для эмалирования
|
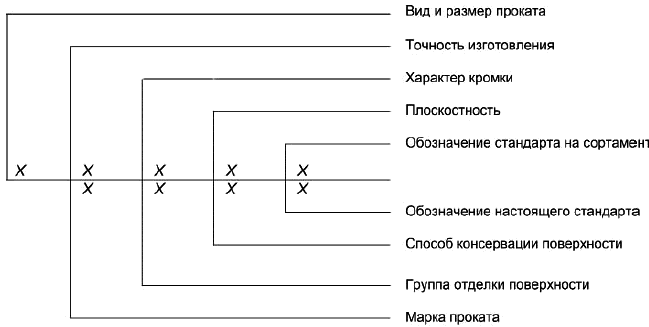
Прокат для эмалирования в листах толщиной 1,0 мм, шириной 1000 мм, длиной 2000 мм, нормальной точности изготовления Б, с необрезной кромкой НО, нормальной плоскостности ПН, по ГОСТ 19904; марки 01, обычного качества отделки поверхности, промасленный ПР, по ГОСТ 24244:
![]() .
.
Прокат для эмалирования в рулонах толщиной 1,2 мм, шириной 1500 мм, повышенной точности изготовления А, с обрезной кромкой О, по ГОСТ 19904; марки 04С, улучшенного качества отделки поверхности группы У, промасленный ПР, по ГОСТ 24244:
![]() .
.
Прокат для эмалирования в ленте толщиной 0,8 мм, шириной 400 мм, повышенной точности изготовления по толщине АТ, с обрезной кромкой О, по ГОСТ 19851; марки 05, улучшенного качества отделки поверхности группы У, промасленный ПР, по ГОСТ 24244:
![]() .
.
Приложение В
(обязательное)
Метод оценки склонности проката для эмалирования к образованию дефекта эмалевого покрытия "рыбья чешуя" по показателю наводороживания (водородного охрупчивания)
В.1 Сущность метода
Метод основан на определении показателя наводороживания (водородного охрупчивания) по относительному снижению числа перегибов образцов проката после травления в серной кислоте с массовой долей 20% по сравнению с исходным состоянием. По величине показателя наводороживания оценивают склонность к образованию дефекта эмалевого покрытия изделий "рыбья чешуя".
В.2 Средства измерений, испытательное оборудование, вспомогательные устройства, материалы и реактивы
Термометр ртутный любого типа, обеспечивающий измерение температуры от 0°С до 55°С, с ценой деления не более 1°С по ГОСТ 28498 или ГОСТ 112.
Психрометр любого типа, обеспечивающий измерение относительной влажности воздуха от 30% до 90% с погрешностью не более 10% по НД.
Ареометр общего назначения типа АОН-3, обеспечивающий измерение плотности жидкостей от 1000 до 1400 кг/м, с ценой деления не более 20 кг/м
по ГОСТ 18481.
Секундомер любого типа, обеспечивающий измерение времени от 0 до 60 мин, с погрешностью ПГ±1,8 с по НД.
Линейка измерительная металлическая с диапазоном измерений от 0 до 300 мм и погрешностью ПГ±0,1 мм по ГОСТ 427.
Пинцет любого типа.
Промывалки лабораторные любого типа.
Салфетки (бязь) любого типа по ГОСТ 29298.
Колба мерная типа 2-1000-2 по ГОСТ 1770.
Цилиндры типа 1-250-2, 1-100-2 по ГОСТ 1770.
Воронка типа В-36-80 ХС по ГОСТ 25336.
Эксикатор типа 2-250 по ГОСТ 25336.
Вода дистиллированная по ГОСТ 6709.
Серная кислота по ГОСТ 4204, раствор с массовой долей 20% (массовой концентрацией 242 г/дм).
Прибор для испытания проволоки, полос и лент на перегиб типа ИХ 5111, или приборы для испытания на перегиб типов НГ-1М, НГ-1-2М, НГ-2, или прибор по ГОСТ 13813.
Фильтры обеззоленные (белая лента) по нормативным документам государств, проголосовавших за принятие настоящего стандарта.
_______________
В Российской Федерации по ТУ 6-09-1678-95 "Фильтры обеззоленные (белая, красная, синяя ленты)".
Спирт этиловый ректификованный технический по ГОСТ Р 18300.
Ацетон по ГОСТ 2603.
Растворитель "Нефрас-С2-80/120", "Нефрас-С3-80/120" по нормативным документам государств, проголосовавших за принятие настоящего стандарта![]() .
.
_______________
![]() В Российской Федерации по ТУ 38.401-67-108-92 "Бензин-растворитель для резиновой промышленности".
В Российской Федерации по ТУ 38.401-67-108-92 "Бензин-растворитель для резиновой промышленности".
Бензин "Нормаль-80", "Регулятор-92"![]() .
.
_______________
![]() В Российской Федерации может использоваться ГОСТ Р 51105-97 "Топлива для двигателей внутреннего сгорания. Неэтилированный бензин. Технические условия".
В Российской Федерации может использоваться ГОСТ Р 51105-97 "Топлива для двигателей внутреннего сгорания. Неэтилированный бензин. Технические условия".
Палочки стеклянные.
Палочки из полимерного кислотостойкого материала.
Карандаш маркировочный.
В.3 Отбор и подготовка образцов к выполнению измерений
В.3.1 Отбор проб проводят при температуре окружающего воздуха в рабочем помещении (25±10)°С и относительной влажности воздуха не более 80%.
В.3.1.1 Из проката в рулонах пробу отбирают от внутреннего конца рулона, отпустив не менее 2 м, шириной, равной ширине проката и длиной от 200 до 250 мм.
В.3.1.2 Из проката в листах пробу отбирают от пятого листа из верхней части пачки шириной, равной ширине листа, и длиной от 200 до 250 мм.
В.3.2 Из средней части пробы вдоль направления прокатки вырубают (вырезают) пять образцов шириной (20±0,5) мм и длиной от 180 до 250 мм.
На образцах не должно быть видимых дефектов поверхности: царапин, вмятин, заусенцев, загрязнений, ржавчины. Не допускаются деформация изгибом, отклонения от размеров и косина реза. Образцы на каждом конце маркируются номерами от 1 до 5.
В.3.3 Приготовление раствора серной кислоты с массовой концентрацией 242 г/дм
В мерную колбу вместимостью 1000 см помещают 250 см
дистиллированной воды, 133 см
серной кислоты, перемешивают, охлаждают, доливают дистиллированной водой до отметки, перемешивают, измеряют плотность раствора ареометром. Плотность раствора должна быть (1140±5) кг/м
.
В.4 Проведение испытаний
В.4.1 Поверхность образцов очищают от смазки, загрязнений и обезжиривают ацетоном, или ректификованным техническим спиртом, или растворителем "Нефрас-С2-80/120", "Нефрас-С3-80/120", или бензином "Нормаль-80", "Регулятор-92". Затем очищают чернильной резинкой.
В.4.2 Испытание образцов на перегиб проводят по ГОСТ 13813 при соблюдении следующих условий:
Усилие предварительного натяжения образца должно быть (60±5) Н, по согласованию сторон - (80±5) Н.
Расстояние от верхней образующей валиков губок до нижней грани поводка должно быть 30 мм, причем верхняя грань поводка должна совпадать с соответствующей риской на поводке (30). Ширину паза в поводке выбирают в зависимости от толщины испытуемого материала. Для проката толщиной от 0,1 до 2,0 мм включительно ширина паза в поводке составляет от 0,4 мм до 2,2 мм; для проката толщиной свыше 2,0 мм - в соответствии с требованиями 3.5 ГОСТ 13813.
Радиус валиков губок для проката толщиной от 0,1 до 2,0 мм составляет 2 мм; для проката толщиной 2,0 мм - 4 мм; для проката толщиной свыше 2,0 мм - в соответствии с требованиями 3.5 ГОСТ 13813.
Образец зажимают в губках прибора перпендикулярно плоскости, проходящей через оси валиков. Верхний конец образца должен проходить через паз в поводке, закрепленном на рычаге прибора (исходное положение). Длина зажимаемого конца должна быть не менее высоты губок.
Перемещение образца в губках при испытании не допускается.
В.4.3 Первым перегибом считают загиб на 90° от вертикали в любую сторону (вправо или влево) и возвращение в вертикальное положение; вторым перегибом - загиб на 90° от вертикали в противоположную сторону, снова возвращение в вертикальное положение и так далее до полного разрушения образца в месте перегиба.
Скорость испытания должна быть равномерной, не превышающей 60 перегибов в минуту.
Число перегибов определяют после полного разрушения образца. Нижнюю часть разрушенного образца маркируют и используют для обработки образцов в растворе серной кислоты (наводороживания).
В.4.4 В цилиндр вместимостью 100 см (стакан вместимостью 250 см
при количестве образцов более двух) приливают раствор серной кислоты и опускают в этот раствор нижнюю часть образца, испытанного в соответствии с В.4.2 и В.4.3. Для каждого образца используют 50 см
раствора серной кислоты. Образцы устанавливают в вертикальном положении торцом на дно цилиндра или стакана таким образом, чтобы они не соприкасались между собой. Для этого между образцами помещают стеклянные палочки или палочки из полимерного кислотостойкого материала.
Образцы выдерживают в растворе (90±1) мин. Допускается повторное использование раствора серной кислоты при отсутствии изменения его плотности, контролируемой ареометром по ГОСТ 18481.
В.4.5 По истечении времени образцы по одному извлекают из раствора серной кислоты, немедленно промывают проточной водой, высушивают при помощи салфетки и обеззоленных фильтров и испытывают на перегиб по В.4.2, В.4.3. Время с момента извлечения образца из раствора до окончания испытаний на перегиб должно составлять не более 10 мин.
В.5 Обработка результатов измерений
В.5.1 Показатель наводороживания Н, %, вычисляют по формуле
![]() , (В.1)
, (В.1)
где ![]() - среднее число перегибов образцов в исходном состоянии;
- среднее число перегибов образцов в исходном состоянии;
![]() - среднее число перегибов образцов после наводороживания.
- среднее число перегибов образцов после наводороживания.
В.5.2 По вычисленному значению показателя наводороживания в соответствии с 6.11 оценивают склонность проката для эмалирования к образованию дефекта эмалевого покрытия "рыбья чешуя".
Библиография
[1] | ИСО 10113-2006 | Материалы металлические. Листы и полосы. Определение коэффициента пластической деформации |
(ISO 10113:2006) | (Metallic materials - Sheet and strip - Determination of plastic strain ratio) |
УДК 669-41:006.352:006.82 | МКС 77.140.50 |
Ключевые слова: прокат листовой холоднокатаный, прокат из низкоуглеродистой стали, прокат для эмалирования, классификация, размеры, технические требования, правила приемки, методы контроля, транспортирование, хранение | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}