ГОСТ Р ИСО 17832-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОВОЛОКА И КОРДЫ СТАЛЬНЫЕ НЕПАРАЛЛЕЛЬНЫЕ ДЛЯ АРМИРОВАНИЯ ШИН
Non-parallel steel wire and cords for tyre reinforcement
ОКС 77.140.20
77.140.65
_____________________
В ИУС N 11 2017 г. ГОСТ Р ИСО 17832-2017 приводится с ОКС 77.140.65,
здесь и далее. - .
Дата введения 2019-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ") на основе собственного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 146 "Метизы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 июля 2017 г. N 628-ст
(Поправка. ИУС N 11-2017).
4 Настоящий стандарт идентичен международному стандарту ИСО 17832-2009 "Проволока и корды стальные непараллельные для армирования шин" (ISO 17832:2009 "Non-parallel steel wire and cords for tyre reinforcement", IDT).
________________
Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/ТС 17 "Сталь", подкомитетом SC 17 "Стальная катанка и проволочные изделия".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 11, 2017 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт устанавливает определение и требования к непараллельным стальным проволокам и кордам для армирования шин.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для недатированных ссылок используют последнее издание ссылочного документа, включая все его изменения:
________________
Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 2859-1 Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection (Процедуры выборочного контроля по качественным признакам. Часть 1. Планы выборочного контроля с указанием приемлемого уровня качества (AQL) для последовательного контроля партий)
ISO 3951-1 Sampling procedures for inspection by variables - Part 1: Specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL (Методы выборочного контроля по количественным признакам. Часть 1. Планы одноступенчатого выборочного контроля, индексируемые по приемочному уровню качества (AQL), для последовательного контроля партий по одной характеристике качества и одному AQL)
ISO 3951-2 Sampling procedures for inspection by variables - Part 2: General specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection of independent quality characteristics (Методы выборочного контроля по количественным признакам. Часть 2. Планы одноступенчатого выборочного контроля, индексируемые по приемочному уровню качества (AQL), для последовательного контроля партий по независимым характеристикам качества)
ISO 3951-3 Sampling procedures for inspection by variables - Part 3: Double sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection (Методы выборочного контроля по количественным признакам. Часть 3. Планы двухступенчатого выборочного контроля, индексируемые по приемочному уровню качества (AQL), для последовательного контроля партий)
ISO 3951-5 Sampling procedures for inspection by variables - Part 5: Sequential sampling plans indexed by acceptance quality limit (AQL) for inspection by variables (known standard deviation (Методы выборочного контроля по количественным признакам. Часть 5. Планы последовательного выборочного контроля, индексируемые по приемочному уровню качества (AQL), для контроля по количественным признакам (стандартное отклонение известно)
АСТМ D2229-04, Standard Test Method for Adhesion Between Steel Tire Cords and Rubber (Стандартный метод испытания сцепления между стальным шинным кордом и резиной)
АСТМ D2969-04, Standard Test Methods for Steel Tire Cords (Стандартные методы испытания стальных шинных кордов)
BISFA, Test methods for steel tyre cords, 1995 Edition (Методы испытания стальных шинных кордов, Издание 1995)
JIS G 3510, Testing Methods for Steel Tire Cords (Корды шинные стальные. Методы испытаний)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 проволока (filament (wire)): Металлическое волокно с латунным покрытием, используемое как отдельный элемент в стренге или в корде.
3.2 стренга (strand): Группа проволок, соединенных вместе, образуя единицу изделия для последующей обработки.
3.3 корд (cord): Витая структура, состоящая из двух или нескольких проволок в случае, когда используется как готовое изделие, либо комбинация, состоящая из стренг или проволок и стренг.
3.3.1 одностренговый корд (single-strand cord): Корд, образованный скручиванием двух или нескольких проволок вместе.
3.3.2 корд типа M+N (M+N type cord): Корд, образованный скручиванием ряда неконцентричных проволок вокруг ряда параллельных проволок.
Примечание - Поперечное сечение не круглое и меняется по длине.
3.3.3 многослойный корд (layer cord): Корд, образованный добавлением слоев вокруг сердцевины (либо проволоки или проволок, либо стренг).
Примечание - Слоями могут быть проволоки или стренги.
3.3.4 многостренговый корд (multi-strand cord): Корд, образованный скручиванием двух или нескольких стренг вместе.
3.4 оплетка (wrap): Проволока, намотанная по спирали вокруг стального корда.
3.5 направление свивки (direction of lay): Расположение спирали компонентов стренг или корда.
Примечания
1 Стренга или корд имеет S-образное или левостороннее направление, когда при удерживании вертикально направление спирали вокруг центральной оси стренги или корда соответствует по направлению наклону центральной части буквы S.
2 Стренга или корд имеет Z-образное или правостороннее расположение, если спирали соответствуют по направлению наклону центральной части буквы Z.
3.6 шаг свивки (length of lay): Расстояние по оси, необходимое для поворота на 360° любого элемента в стренге или в корде.
Примечание - Шаг свивки выражается в миллиметрах.
4 Классификация
4.1 Классификация, основанная на прочности при растяжении
Стальной корд поставляется с уровнями прочности при растяжении (рисунок 1), которые обозначаются следующим образом:
- NT: корд с нормальной стандартной (обычной) прочностью при растяжении;
- НТ: корд с высокой прочностью при растяжении;
- ST: корд со сверхвысокой прочностью при растяжении;
- UT: корд с ультравысокой прочностью при растяжении.
На рисунке 1 представлены уровни прочности при растяжении проволоки после мокрого волочения.
Разрушающую нагрузку корда рассчитывают по числу проволок, шага свивки и потерям при свивании. Например, для конструкции корда 2x0,30ST 14/S:
![]() , (1)
, (1)
где F - разрушающая нагрузка конструкции корда 2x0,30ST 14/S, в МПа;
f - разрушающая нагрузка 0,30ST, в МПа;
- угол свивки, в градусах;
С - потери при свивке на прочность при растяжении (приблизительно 4%).
|
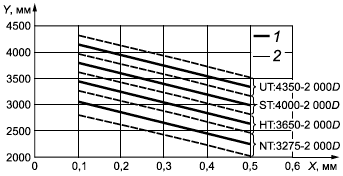
X - диаметр проволоки, мм; Y - прочность при растяжении нити, МПа;
1 - сплошная линия показывает заданное значение; 2 - пунктирная линия показывает диапазон допуска
Примечание - Заданное значение определяется соглашением между изготовителем и заказчиком.
Рисунок 1 - Уровни прочности при растяжении
4.2 Классификация, основанная на структуре корда
Основная классификация, базирующаяся на структуре корда, определяет категории следующих четырех структур:
- одностренговый корд;
- корды типа M+N;
- многослойный корд;
- многостренговый корд.
4.3 Классификация, основанная на типе корда
Основная классификация, базирующаяся на типе корда, определяет категории следующих четырех типов:
- НЕ: корд с высоким удлинением;
- ОС: открытый корд;
- СС: компактный корд;
- SE: корд с полувысоким удлинением.
Допускается иная подробная классификация, если достигнуто соглашение изготовителя с заказчиком.
5 Обозначение и заказ
Конструкцию шинного корда обычно определяют по:
- структуре корда;
- прочности при растяжении корда;
- типу корда;
- шагу и направлению свивки;
- типу покрытия.
5.1 Структура корда
Описание структуры корда производят аналогично последовательности изготовления корда, начиная с внутренней стренги или проволоки, продвигаясь по направлению к периферии. Полное описание структуры корда определяют по следующей формуле:
![]() , или
, или![]() для компактных кордов и
для компактных кордов и ![]() ,
,
где N - число стренг;
X - число проволок;
D - номинальный диаметр проволок, мм.
Примеры
1. (1·3)·0,22+(1·9)·0,22+(1·15)·0,22+0,15.
Когда N или F равно 1, их не следует включать.
2. 3·0,22+9·0,22+15·0,22+0,15.
Если диаметр D один и тот же для двух или нескольких частей, он указывается в конце последовательности.
Диаметр оплеточной проволоки всегда указывается отдельно.
3. 3+9+15·0,22+0,15.
Когда самая первая от центра стренга или проволока идентична соседней стренге или проволоке, формулу можно упростить, начав только с суммы идентичных компонентов, при этом скобки не ставят.
4. 0,22+6·0,22+6·(0,22+6·0,22) становится 7·7·0,22.
5.2 Прочность корда при растяжении
Существует 4 уровня прочности при растяжении: NT, НТ, ST и UT, как определено в 4.1.
5.3 Тип корда
См. таблицу 3.
5.4 Длина и направление шага свивки
Последовательность или порядок обозначения проводят аналогично последовательности изготовления, начиная с центральной стренги, продвигаясь по направлению к периферии.
Пример - 3+9+15·0,175+0,15
5/10/16/3.5 SSZS
5 S: шаг и направление свивки 3·0,175
10 S: шаг и направление свивки +9·0,175
16 Z: шаг и направление свивки +15·0,175
3,5 S: шаг свивки и направление намотки
5.5 Тип покрытия
Существует два типа покрытия: покрытие с высоким содержанием меди и покрытие с обычным содержанием меди, как указано в таблице 2.
6 Требования
Испытания согласно спецификации проводят в основном в соответствии с установленными на международной основе методами для стальных шинных кордов, такими как ASTM D2229-04, ASTM D2969-04, BISFA, JIS G 3510, и др.
6.1 Размеры, масса и допуски
6.1.1 Диаметр корда
Диаметр описанной окружности корда, в миллиметрах, и допустимые отклонения приведены в таблице 5.
6.1.2 Линейная плотность
Линейная плотность, т.е. масса 1 м длины корда, в граммах на метр (г/м), и допустимые отклонения приведены в таблице 5.
6.1.3 Допуски
Допуск на длину корда должны соответствовать таблице 1.
Допуск на диаметр проволоки: ±10 мкм.
Допуск на шаг свивки: ±10%.
Допуск на остаточное кручение: ±3 скручиваний/6 м в общем случае; ±4 оборота/6 м для кордов с высоким удлинением.
Таблица 1 - Допуски на длину корда
Длина корда, L, м | Допуск, % |
L<500 | ±10 |
500 | ±40 |
4000 | ±50 |
10000 | ±0,5% (макс. 100) |
6.2 Сварные швы и соединения
Корд поставляют одним отрезком на катушке, допускается соединение отрезков корда путем сварки или сращивания.
a) Корд в месте сварки должен выдерживать следующую разрывную нагрузку в % от номинального значения для корда:
- для корда NT: 40% от разрушающей нагрузки на корд;
- для корда НТ, ST, UT и кордов для внедорожников: 30% от разрушающей нагрузки на корд.
Дополнительные испытания на изгиб необходимы для проверки сварных швов.
Для многослойного корда вместо сварных швов можно применять сращивание или простое соединение узлом, за исключением самого наружного слоя.
b) Увеличение диаметра сварного шва или сращивания в готовом виде не должно превышать диаметр корда более чем на 10% (или 20%, при согласовании изготовителя с заказчиком).
c) Число сварных швов корда не должно превышать:
- 3 - при намотке на катушки типа BS40 или BS60;
- 6 - при намотке на катушки типа BS80;
- 30% катушек на коробку (72 катушки для BS40/60 или 36 катушек для BS80).
Размеры используемых типов катушек представлены в таблице 3.
6.3 Механические свойства
6.3.1 Разрушающая нагрузка и удлинение при разрушении
Образец корда зажимают в установке для испытания на растяжение при определенном предварительном напряжении, и он подвергается растяжению с постоянной скоростью до разрушения корда. Если образец имеет оплеточную проволоку, ее необходимо удалить с образца в месте контакта образца с зажимами.
Необходимо использовать только такие зажимы, которые не вызывают разрушения рядом с зоной зажима.
6.3.2 Относительное удлинение
Отношение приращения длины образца при растяжении его до разрыва к начальной длине образца, измеренной при определенном предварительном натяжении (от 2,5 до 50 Н), %.
6.4 Технологические свойства
6.4.1 Прямолинейность
Образец стального корда кладется на гладкую поверхность, на которой отмечают две параллельные линии длиной 6 м на расстоянии 75 мм друг от друга. Образец стального корда должен оставаться между этими двумя линиями.
6.4.2 Высота дуги
После освобождения конца образца, используемого для определения остаточного кручения, измеряется высота дуги, выраженная в миллиметрах, на установленном расстоянии.
Это установленное расстояние может быть 300 мм или 400 мм.
6.4.3 Остаточное кручение
Одному концу корда установленной длины позволяют свободно вращаться: отмечается направление и подсчитывается число оборотов как остаточное кручение.
6.4.4 Раскручиваемость
Раскручиваемость конца образца корда не должна быть больше длины шага свивки или величины, которая может повлиять на эксплуатационные характеристики и/или лабораторное испытание, такое как испытание на адгезию.
6.4.5 Эластичность стального корда
Эластичностью стального корда, выраженной в процентах, является степень, с которой корд возвращается к своей исходной форме после специальной деформации на изгиб.
6.4.6 Проникновение резины
Необходимо определять степень проникновения резины на образце стального корда с вдавленной резиной.
6.5 Покрытие латунью
Проволока должна быть однородно и непрерывно покрыта латунью. Толщина и состав покрытия приведены в таблице 2.
6.5.1 Весовая доля латунного покрытия
Массой латунного покрытия считается масса латуни, приходящаяся на единицу поверхности образца, выраженная в граммах на килограмм.
6.5.2 Толщина покрытия
Соотношение между толщиной (t) и массой латунного покрытия (w) выражается уравнением 2:
![]() , (2)
, (2)
где t - толщина покрытия, в микронах (мкм);
d - диаметр проволоки, в миллиметрах (мм);
w - масса латунного покрытия, в граммах на килограмм (г/кг).
6.5.3 Состав латуни
Массовая доля меди в латунном покрытии выражается в процентах (см. таблицу 2).
Таблица 2 - Толщина и массовая доля меди в латунном покрытии
Тип покрытия | Диаметр проволоки d, мм | Масса меди w, г/кг | Толщина t, мкм | Массовая доля меди в латуни, % |
Высокомедное покрытие | Все диаметры | 5±1,5 | 67,5±2,5 | |
Нормальное медное покрытие | d<0,27 | - | 0,20±30% | 63,5 |
0,27 | - | 0,24±30% | 63,5 | |
0,32<d | - | 0,30±30% | 63,5 | |
| ||||
6.6 Прочность связи резины с покрытием
Метод испытания должен быть согласован изготовителем с заказчиком. Используемая резиновая смесь должна представляться заказчиком вместе с соответствующей информацией о времени и температуре вулканизации.
6.7 Конструкции и свойства
Основные конструкции стального корда, типичные механические свойства и размеры, включая линейную плотность, выраженную в граммах на метр (г/м), представлены в таблице 5.
Однако значения механических свойств и размеры, указанные в таблице 5, могут меняться по согласованию изготовителя с заказчиком.
Конструкции, не заявленные в таблице 5, могут быть изготовлены по согласованию изготовителя с заказчиком. В таком случае механические свойства и размеры устанавливают по согласованию изготовителя с заказчиком.
Значение разрушающей нагрузки в конструкциях UT должно устанавливаться по согласованию изготовителя с заказчиком.
7 Отбор образцов для испытаний и уровни контроля
7.1 Отбор образцов для испытаний
Для отбора образцов руководствуются ИСО 3951-1, ИСО 3951-2 и ИСО 3951-3, с целью определения количественных характеристик - ИСО 3951-5, с целью определения качественных характеристик - ИСО 2859-1.
7.2 Уровни контроля
Уровень контроля определяется техническими возможностями, например Срk (периодическая возможность контроля), Ррk (возможность постоянного контроля), и должен пересматриваться на регулярной основе. Проведение периодического или постоянного контроля различных свойств стального корда может быть установлено по согласованию изготовителя с заказчиком.
8 Упаковка
Изделие необходимо упаковать соответствующим образом, чтобы обеспечить безопасную транспортировку, погрузо-разгрузочные операции и правильные условия приемки на складе заказчика. В связи с этим необходимо предпринять необходимые меры предосторожности во избежание всякого повреждения, порчи, загрязнения изделия.
Гарантийный срок хранения не менее 6 месяцев.
Влажность должна быть менее 30%. Более строгий порог влажности может быть установлен по согласованию изготовителя с заказчиком.
Все единицы продукции поставляют с влагопоглотителем и индикатором влажности. Картон для перевозки может храниться в течение 6 месяцев внутри помещения на складе, где сочетание температуры и влажности не ведет к конденсации. Рекомендуется кондиционировать единицы продукции при температуре окружающей среды перед их открытием.
Если превышены срок хранения на складе или влажность, адгезия испытывается повторно.
8.1 Катушки
Шинный корд наматывают на металлические катушки, вид которых и размеры приведены на рисунке 2 и в таблице 3.
|
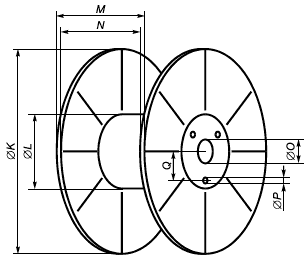
Рисунок 2 - Размер катушки
Таблица 3 - Примеры размеров и масса типичных катушек
Обозна- | Размер и масса | Тип | |||
BS40 | BS60 | BS80/17 | BS80/33 | ||
K | Диаметр фланца, мм | 255 | 255 | 255 | 255 |
L | Диаметр барабана, мм | 117 | 117 | 117 | 177 |
М | Общая ширина, мм | 167 | 167 | 329 | 329 |
N | Расстояние между фланцами, мм | 153 | 153 | 315 | 315 |
О | Диаметр внутреннего отверстия, мм | 17 | 33 | 17 | 33 |
Р | Число | 3 | 3 | 3 | 3 |
Q | Расстояние между приводным и внутренним отверстиями, мм | 38 | 43 | 2/38+1/43 | 43 |
Приблизительная масса, кг | 1,85 | 1,90 | 2,40 | 2,50 | |
Приблизительная вместимость для корда, кг | 18 | 18 | 36 | 36 | |
8.2 Упаковка в тару
Катушки с шинным кордом пакуются в водонепроницаемый картон, который присоединяется к поддону специальной лентой. Масса нетто около 1300 кг. Размеры одного блока (с паллетой):
1080 мм (длина)810 мм (ширина)
1200 мм (высота).
Паллета изготавливается из дерева или пластмассы. Некоторые признанные международные стили упаковок приведены в таблице 4 и на рисунке 3.
Таблица 4 - Примеры упаковки в таре
Тип катушек | Состав | Число катушек | Приблизительный вес тары без паллеты, кг |
BS40 | 4 | 72 | 157 |
BS60 | 4 | 72 | 161 |
BS80/17-BS80/33 | 4 | 36 | 113 |
|
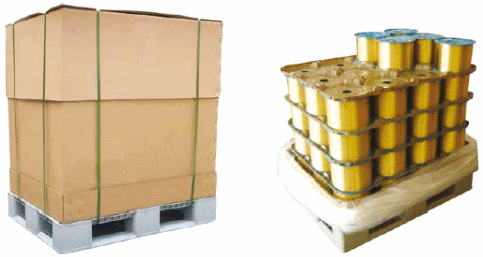
Рисунок 3 - Пример упаковки в таре
Таблица 5 - Конструкция и механические свойства стального корда
Конструкция корда | Тип | Шаг свивки, мм | Направ- | Разрушающая нагрузка N | Диаметр, мм | Линейная плот- | Удли- | ||||||||
NT | НТ | ST | UT | Макс. | Зад. | Макс. | Зад. | ||||||||
Мин. | Зад. | Мин. | Зад. | Мин. | Зад. | Мин. | |||||||||
2·0,30 | - | 14 | S | 325 | 355 | 405 | 445 | 437 | 470 | 445 | 0,63 | 0,60 | 1,18 | 1,12 | - |
2+1·0,28 | - |
| -S | 450 | 485 | 515 | 555 | 550 | 595 | - | 0,76 | 0,70 | 1,54 | 1,47 | - |
2+1·0,30 | - |
| -S | 490 | 530 | 615 | 660 | 650 | 700 | - | 0,81 | 0,75 | 1,76 | 1,68 | - |
2+2·0,25 | - |
| -SS | 490 | 530 | 560 | 605 | 595 | 650 | - | 0,70 | 0,65 | 1,63 | 1,55 | - |
2+2·0,28 | - |
| -SS | 610 | 660 | 685 | 740 | - | - | - | 0,9 | 0,73 | 2,04 | 1,94 | - |
2+2·0,30 | - |
| -SS | 660 | 715 | 825 | 870 | 855 | 920 | - | 0,87 | 0,81 | 2,34 | 2,23 | - |
2+2·0,32 | - |
| -SS | 745 | 805 | 860 | 930 | - | - | - | 0,92 | 0,85 | 2,70 | 2,57 | - |
2+2·0,35 | - |
| -SS | 880 | 950 | 980 | 1060 | - | - | - | 1,07 | 0,99 | 3,18 | 3,05 | - |
2+2·0,38 | - |
| -SS | 1000 | 1080 | 1165 | 1260 | - | - | - | 1,08 | 1,00 | 3,74 | 3,60 | - |
3+2·0,30 | - |
| -SS | - | - | 905 | 1035 | - | - | - | 0,97 | 0,90 | 2,93 | 2,79 | - |
3+2·0,35 | - |
| -SS | - | - | 1265 | 1370 | 1405 | 1520 | 1623 | 1,16 | 1,07 | 4,01 | 3,82 | - |
0,20+18·0,175 | СС | 12,5 | Z | 1210 | 1280 | 1385 | 1470 | 1520 | 1610 | 1635 | 0,95 | 0,90 | 3,86 | 3,71 | - |
0,22+18·0,20 | СС | 12,5 | Z | 1510 | 1600 | 1715 | 1820 | 1865 | 1980 | - | 1,07 | 1,02 | 5,03 | 4,84 | - |
0,25+18·0,22 | СС | 16 | Z | 1805 | 1920 | 2065 | 2190 | - | - | - | 1,19 | 1,13 | 6,08 | 5,85 | - |
12·0,22+0,15 | СС | 12,5/3,5 | SZ | 1170 | 1250 | - | - | - | - | - | 1,24 | 1,18 | 4,03 | 3,84 | - |
12·0,22+0,15 | СС | 12,5/5 | SZ | - | - | 1330 | 1420 | - | - | - | 1,24 | 1,18 | 4,00 | 3,82 | - |
12·0,22 | СС | 12,5 | S | 1170 | 1250 | 1330 | 1420 | - | - | - | 0,96 | 0,91 | 3,82 | 3,64 | - |
2+7·0,22 | - | 6,3/12,5 | SS | 825 | 920 | 1000 | 1060 | 1090 | 1165 | - | 0,87 | 0,83 | 2,88 | 2,74 | - |
2+7·0,22+0,15 | - | 6,3/12,5/5 | SSZ | 825 | 920 | 1000 | 1060 | 1090 | - | - | 1,13 | 1,08 | 3,05 | 2,90 | - |
2+7·0,28 | - | 8/16 | SS | 1295 | 1390 | 1530 | 1635 | 1688 | 1805 | - | 1,14 | 1,06 | 4,67 | 4,45 | - |
3·0,20/9·0,175+0,15 | СС | 10/5 | SZ | 800 | 855 | 950 | 1020 | - | - | - | 1,07 | 1,02 | 2,78 | 2,67 | - |
3·0,20/9·0,175 | СС | 10 | S | 800 | 855 | 950 | 1020 | - | - | - | 0,79 | 0,75 | 2,61 | 2,49 | - |
3·0,20+6·0,35 | - | 10/18 | SS | - | - | 1620 | 1840 | - | - | - | 1,19 | 1,13 | 5,61 | 5,25 | - |
3·0,20+6·0,35 | - | 10/18 | SZ | 1510 | 1620 | 1620 | 1840 | - | - | - | 1,19 | 1,13 | 5,61 | 5,34 | - |
3·0,22/9·0,20+0,15 | СС | 12,5/5 | SZ | 1025 | 1095 | 1200 | 1270 | 1240 | 1330 | 1375 | 1,17 | 1,11 | 3,50 | 3,33 | - |
3·0,22/9·0,20 | СС | 12,5/ | S | 1025 | 1095 | 1200 | 1270 | 1240 | 1330 | - | 0,92 | 0,88 | 3,33 | 3,17 | - |
3·0,27/9·0,25+0,15 | СС | 14/5 | SZ | - | - | 1710 | 1830 | - | - | - | 1,35 | 1,29 | 5,33 | 5,08 | - |
3·0,32/9·0,30+0,15 | СС | 18/5 | SZ | - | - | 2385 | 2560 | - | - | - | 1,56 | 1,49 | 7,55 | 7,19 | - |
3·0,35/9·0,32+0,15 | СС | 18/5 | SZ | - | - | 2710 | 2910 | - | - | - | 1,74 | 1,66 | 8,72 | 8,30 | - |
0,22+6+12·0,20 | - | 6,3/12,5 | ZZ | - | - | 1775 | 1880 | - | - | - | 1,07 | 1,02 | 5,05 | 4,86 | - |
0,25+6+12·0,225 | - | 7,5/16 | ZZ | - | - | 2150 | 2280 | - | - | - | 1,21 | 1,15 | 6,38 | 6,14 | - |
3+8·0,33 | - | 10/20 | SS | - | - | - | - | 2770 | 2980 | - | 1,41 | 1,34 | 7,91 | 7,55 | - |
3+9·0,175+0,15 | - | 5/10/3,5 | SSZ | 755 | 800 | 840 | 900 | - | - | - | 1,05 | 1,00 | 2,61 | 2,49 | - |
3+9·0,22 | - | 6,3/12,5 | SS | 1130 | 1210 | 1300 | 1390 | - | - | - | 0,97 | 0,92 | 3,83 | 3,65 | - |
3+9·0,22+0,15 | - | 6,3/12,5/3,5 | SSZ | 1130 | 1210 | 1300 | 1390 | - | - | - | 1,25 | 1,19 | 4,01 | 3,85 | - |
3+9+15·0,175 | - | 5/10/16 | SSZ | 1620 | 1720 | 1955 | 1970 | - | - | - | 1,12 | 1,07 | 5,38 | 5,20 | - |
3+9+15·0,175+0,15 | - | 5/10/16/3,5 | SSZS | 1620 | 1720 | 1955 | 1970 | - | - | - | 1,41 | 1,34 | 5,61 | 5,42 | - |
3+9+15·0,22 | - | 6,3/12,5/18 | SSZ | 2600 | 2750 | 2900 | 3100 | - | - | - | 1,42 | 1,35 | 8,53 | 8,24 | - |
3+9+15·0,22+0,15 | - | 6,3/12,5/ | SSZS | 2600 | 2750 | 2900 | 3070 | - | - | - | 1,70 | 1,62 | 8,0 | 8,50 | - |
3·4·0,22 | НЕ | 3,0/6,3 | SS | 945 | 1010 | - | - | - | - | - | 1,21 | 1,14 | 4,16 | 3,96 | 5,5 |
4·4·0,22 | НЕ | 3,5/5 | SS | 1150 | 1220 | - | - | - | - | - | 1,43 | 1,35 | 5,62 | 5,40 | 5,5 |
3·6·0,22 | НЕ | 3,5/6,3 | SS | 1370 | 1450 | - | - | - | - | - | 1,59 | 1,50 | 6,29 | 6,05 | 5 |
3·7·0,20 | НЕ | 3,9/6,3 | SS | 1325 | 1430 | - | - | - | - | - | 1,42 | 1,34 | 6,00 | 5,80 | 6,5 |
3·7·0,22 | НЕ | 4,5/8 | SS | 1690 | 1790 | - | - | - | - | - | 1,61 | 1,52 | 7,26 | 6,95 | 6,5 |
3·2·0,35 | SE | 3,9/10 | SS | 1100 | 1175 | - | - | - | - | - | 1,51 | 1,42 | 5,13 | 4,89 | 5 |
4·2·0,35 | SE | 3,9/10 | SS | 1390 | 1490 | - | - | - | - | - | 1,69 | 1,59 | 6,83 | 6,59 | 5 |
7·7·0,22 | SE | 12,5/20 | SZ | 4650 | 4900 | 5120 | 5390 | - | - | - | 2,08 | 1,98 | 15,63 | 15,10 | - |
7·7·0,22+0,15 | - | 12,5/20/5 | SZS | 4650 | 4900 | 5120 | 5390 | - | - | - | 2,35 | 2,24 | 15,73 | 15,20 | - |
7·7·0,25+0,15 | - | 12,5/20/5 | SZS | 5800 | 6100 | 6350 | 6700 | - | - | - | 2,65 | 2,52 | 20,49 | 19,75 | - |
7·(3+9·0,245)+0,20 | - | 6,3/12,5/6,3/ | ZZSSZS | - | - | 9000 | 10750 | - | - | - | 3,57 | 3,40 | 34,23 | 33,07 | - |
7·(3+9+15·0,175)+0,20 | - | 5/10/16/5/ | SSSZZZSZ | - | - | 11470 | 12400 | - | - | - | 3,78 | 3,60 | 38,81 | 37,50 | - |
7·(3+9+15·0,245)+0,245 | - | 6,3/12,5/ | ZZZSZ | - | - | 22385 | 24200 | - | - | - | 5,08 | 4,80 | 76,49 | 73,90 | - |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 2859-1 | - | * |
ISO 3951-1 | - | ** |
ISO 3951-2 | - | ** |
ISO 3951-3 | - | ** |
ISO 3951-5 | - | * |
ASTM D2229-04 | - | ** |
ASTM D2969-04 | - | ** |
BISFA | - | ** |
JIS G 3510 | - | ** |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. ** Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать официальный текст международного стандарта на языке оригинала. | ||
УДК 669.14-426-272.43:006.354 | ОКС 77.140.20 |
77.140.65 | |
Ключевые слова: проволока, корд, армирование шин, требования, отбор проб, испытания | |
Электронный текст документа
и сверен по:
, 2017
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}