ГОСТ 29121-91
(ИСО 4101-83)
Группа В72
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОВОЛОКА СТАЛЬНАЯ УГЛЕРОДИСТАЯ
ДЛЯ ЛИФТОВЫХ КАНАТОВ
Технические условия
Carbon steel wire for elevator ropes.
Specifications
МКС 77.140.65*
ОКП 12 2100
____________
* В указателе "Национальные стандарты" 2004 г. МКС 77.140.65 и 91.140.90. -
Примечание "КОДЕКС".
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 25.10.91 N 1650
3. Стандарт соответствует международному стандарту ИСО 4101-83, а также предусматривает дополнительные требования, отражающие потребности народного хозяйства
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, раздела |
ГОСТ 7372-79 | 2.9; разд.3, 4, 5 |
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на стальную углеродистую проволоку, применяемую для изготовления лифтовых канатов.
Дополнительные требования, отражающие потребности народного хозяйства, набраны курсивом.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Проволока изготовляется:
по виду поверхности - без покрытия;
по временному сопротивлению разрыву, Н/мм (кгс/мм
), следующих маркировочных групп:
1370 (140); 1570 (160); 1770 (180).
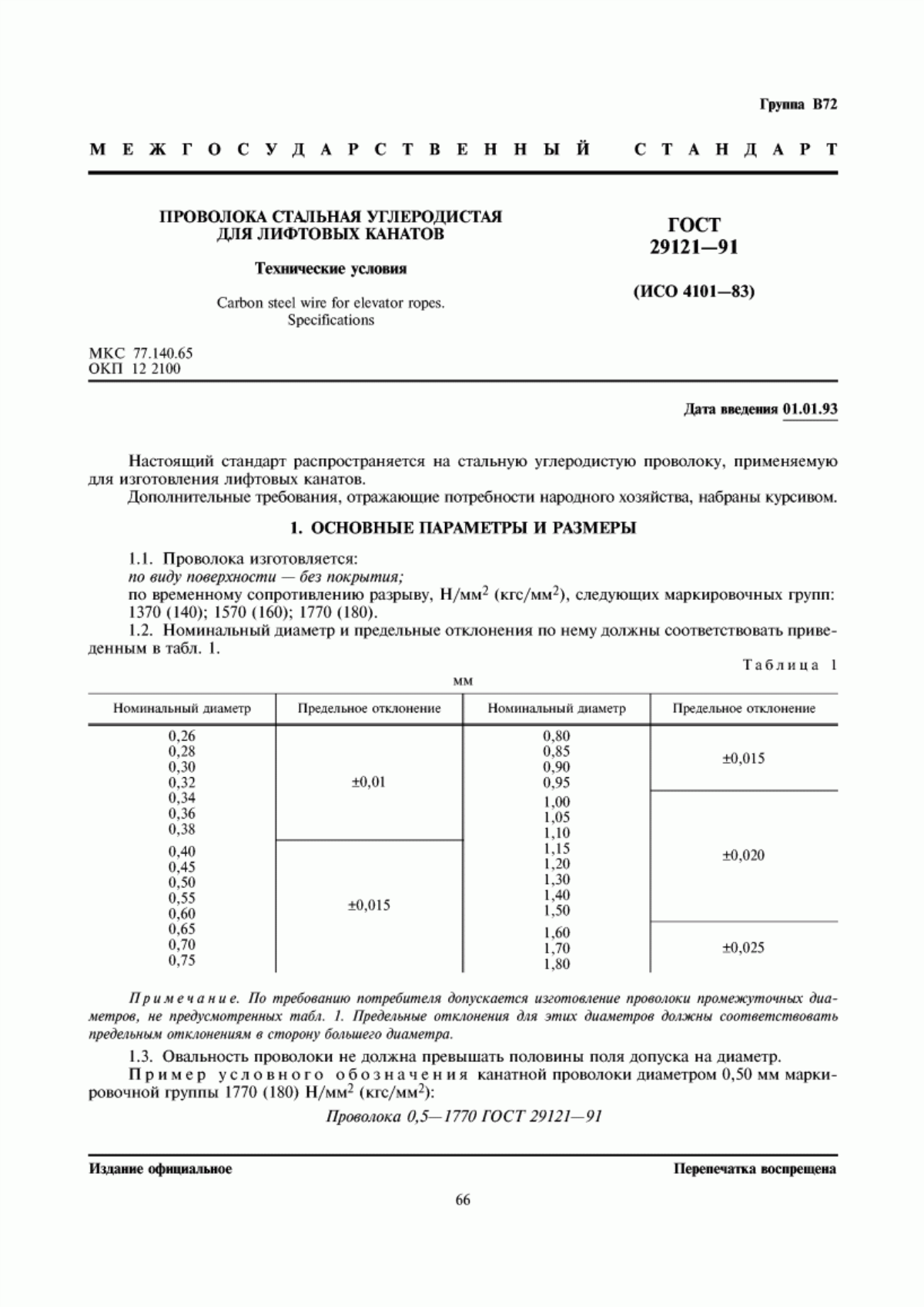
1.2. Номинальный диаметр и предельные отклонения по нему должны соответствовать приведенным в табл.1.
Таблица 1
мм
Номинальный диаметр | Предельное отклонение |
0,26 | ±0,01 |
0,28 | |
0,30 | |
0,32 | |
0,34 | |
0,36 | |
0,38 |
|
0,40 | ±0,015 |
0,45 | |
0,50 | |
0,55 | |
0,60 | |
0,65 | |
0,70 | |
0,75 | |
0,80 | |
0,85 | |
0,90 | |
0,95 | |
1,00 | ±0,020 |
1,05 | |
1,10 | |
1,15 | |
1,20 | |
1,30 | |
1,40 | |
1,50 | |
1,60 | ±0,025 |
1,70 | |
1,80 |
Примечание. По требованию потребителя допускается изготовление проволоки промежуточных диаметров, не предусмотренных табл.1. Предельные отклонения для этих диаметров должны соответствовать предельным отклонениям в сторону большего диаметра.
1.3. Овальность проволоки не должна превышать половины поля допуска на диаметр.
Пример условного обозначения канатной проволоки диаметром 0,50 мм маркировочной группы 1770 (180) Н/мм(кгс/мм
):
Проволока 0,5-1770 ГОСТ 29121-91
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Проволока должна изготовляться из углеродистой канатной катанки по нормативно-технической документации.
2.2. На поверхности проволоки не должно быть трещин, плен, закатов, раковин и ржавчины. Следы технологического омеднения на поверхности проволоки не допускаются.
2.3. Допускаемый разбег временного сопротивления разрыву в партии должен соответствовать нормам, приведенным в табл.2.
Таблица 2
Номинальный диаметр, мм | Допускаемый разбег временного сопротивления разрыву в партии, Н/мм |
От 0,26 до 0,45 включ. | +300 (31) |
Св. 0,45 " 0,95 " | +280 (29) |
" 0,95 " 1,40 " | +260 (27) |
" 1,40 " | +230 (23) |
2.4. Числа скручиваний проволоки должны соответствовать нормам, приведенным в табл.3.
Таблица 3
Номинальный диаметр, мм | Число скручиваний, не менее, для маркировочных групп | ||
1370(140) | 1570(160) | 1770(180) | |
От 0,50 до 0,95 включ. | 34 | 30 | 29 |
Св. 0,95 " 1,20 " | 33 | 29 | 26 |
" 1,20 " | 33 | 28 | 25 |
2.5. Числа перегибов проволоки должны соответствовать нормам, приведенным в табл.4.
Таблица 4
Номинальный диаметр | Диаметр валика | Число перегибов, не менее, для | ||
1370(140) | 1570(160) | 1770(180) | ||
0,50 | 16 | 14 | 13 | |
0,55 | 15 | 13 | 12 | |
0,60 | 7,0 | 13 | 11 | 10 |
0,65 | 11 | 9 | 8 | |
0,70 | 10 | 8 | 7 | |
0,75 | 17 | 15 | 14 | |
0,80 | 15 | 14 | 13 | |
0,90 | 5,0 | 12 | 12 | 11 |
0,95 | 11 | 11 | 10 | |
1,00 | 10 | 10 | 9 | |
1,10 | 18 | 17 | 16 | |
1,15 | 15 | 15 | 14 | |
1,20 | 7,5 | 15 | 15 | 14 |
1,30 | 13 | 13 | 12 | |
1,40 | 11 | 11 | 10 | |
1,50 | 10 | 10 | 9 | |
1,60 | 15 | 13 | 12 | |
1,70 | 10,0 | 13 | 12 | 11 |
1,80 | 12 | 11 | 10 | |
2.6. Проволока диаметром менее 0,5 мм подвергается испытанию на разрыв с узлом. При этом разрывающее усилие проволоки должно быть не менее 50% разрывающего усилия при разрыве без узла.
Для проволоки диаметром от 0,5 мм до 0,8 мм испытание на перегиб заменяется испытанием на разрыв с узлом.
2.7. Проволока изготавливается в мотках или на катушках. Намотка проволоки должна проводиться без перепутывания витков и обеспечивать свободное сматывание проволоки с катушек и мотков. При освобождении мотка от вязок проволока не должна вворачиваться в "восьмерку".
2.8. Проволока в мотке должна состоять из одного отрезка. На катушке допускается не более трех отрезков. Масса отрезка должна соответствовать нормам, указанным в табл.5.
Таблица 5
Диаметр проволоки, мм | Масса отрезка проволоки, кг, не менее |
От 0,26 до 0,32 включ. | 0,8 |
" 0,34 " 0,36 " | 1,0 |
" 0,38 " 0,45 " | 2,0 |
" 0,50 " 0,60 " | 2,5 |
" 0,65 " 0,75 " | 5,0 |
" 0,80 " 1,00 " | 8 |
" 1,05 " 1,20 " | 12 |
" 1,3 " 1,40 " | 15 |
" 1,5 " 1,80 " | 25 |
2.9. Упаковка, маркировка - по ГОСТ 7372.
3. ПРАВИЛА ПРИЕМКИ
Правила приемки - по ГОСТ 7372.
4. МЕТОДЫ ИСПЫТАНИЙ
Методы испытаний - по ГОСТ 7372.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 7372.
Текст документа сверен по:
Проволока металлическая. Ч.3: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}