ГОСТ 5781-82
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Hot-rolled steel for reinforcement of ferroconcrete structures. Specifications
МКС 77.140.15
ОКП 09 3004; 09 3005; 09 3006;
09 3007; 09 3008
Дата введения 1983-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 17.12.82 N 4800
3. ВЗАМЕН ГОСТ 5.1459-72, ГОСТ 5781-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 380-2005 | 2.3, 2.4 |
ГОСТ 2590-2006 | 1.6 |
ГОСТ 7564-97 | 4.5 |
ГОСТ 7565-81 | 3.4 |
ГОСТ 7566-94 | 3.2, 3.6, 5.1 |
ГОСТ 9454-78 | 4.8 |
ГОСТ 12004-81 | 4.6 |
ГОСТ 12344-2003 | 4.1 |
ГОСТ 12348-78 | 4.1 |
ГОСТ 12350-78 | 4.1 |
ГОСТ 12352-81 | 4.1 |
ГОСТ 12355-78 | 4.1 |
ГОСТ 12356-81 | 4.1 |
ГОСТ 14019-2003 | 4.7 |
ГОСТ 18895-97 | 4.1 |
ОСТ 14-34-78 | Приложение 2 |
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ (сентябрь 2009 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в феврале 1984 г., июне 1987 г., декабре 1987 г., октябре 1989 г., декабре 1990 г. (5-84, 11-87, 3-88, 1-90, 3-91)
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. N 4).
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурную сталь подразделяют на классы А-I (А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурную сталь изготовляют в стержнях или мотках. Арматурную сталь класса А-I (А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI (А1000) - периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. N 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл.1.
Таблица 1
Номер профиля (номинальный диаметр стержня | Площадь поперечного сечения стержня, см | Масса 1 м профиля | |
Теоретическая, кг | Предел. откл., % | ||
6 | 0,283 | 0,222 | +9,0 |
8 | 0,503 | 0,395 | -7,0 |
10 | 0,785 | 0,617 | +5,0 |
12 | 1,131 | 0,888 |
|
14 | 1,540 | 1,210 |
|
16 | 2,010 | 1,580 | +3,0 |
18 | 2,540 | 2,000 |
|
20 | 3,140 | 2,470 | |
22 | 3,800 | 2,980 | |
25 | 4,910 | 3,850 |
|
28 | 6,160 | 4,830 |
|
32 | 8,040 | 6,310 | +3,0 |
36 | 10,180 | 7,990 |
|
40 | 12,570 | 9,870 | |
45 | 15,000 | 12,480 |
|
50 | 19,630 | 15,410 | +2,0 |
55 | 23,760 | 18,650 | |
60 | 28,270 | 22,190 |
|
70 | 38,480 | 30,210 | |
80 | 50,270 | 39,460 |
|
(Измененная редакция, Изм. N 3).
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85·10 кг/м
. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. N 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм - по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт.1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт.2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
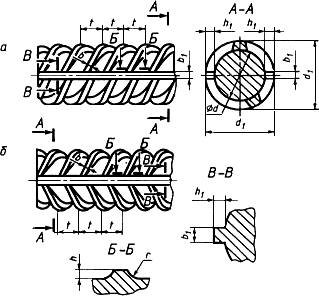
Черт.1

Черт.2
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт.1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт.1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт.1а или 2а.
Профиль, приведенный на черт.2а, специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт.2а, б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготовляемого по черт.1а, б, должны соответствовать приведенным в табл.2, а по черт.2а, б - приведенным в табл.3.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.9-1.11. (Измененная редакция, Изм. N 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров - в стержнях. Арматурную сталь классов А-IV (А600), А-V (А800) и А-VI (А1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм - по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
- мерной длины;
- мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
- немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
Таблица 2
Размеры в мм | ||||||||||
Номер профиля (номинальный диаметр | ||||||||||
| Номин. | Пред. откл. | Номин. | Пред. |
|
|
|
|
|
|
6 | 5,75 | +0,3 | 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 |
8 | 7,5 |
| 0,75 |
| 9,0 | 0,75 |
| 0,75 | 1,25 | 1,1 |
10 | 9,3 |
| 1,0 | ±0,5 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 |
12 | 11,0 |
| 1,25 |
| 13,5 | 1,25 |
| 2,0 | 1,9 | |
14 | 13,0 |
|
| 15,5 |
|
| ||||
16 | 15,0 |
| 1,5 |
| 18,0 | 1,5 | 8 | 1,5 |
| 2,2 |
18 | 17,0 |
| 20,0 |
|
|
| ||||
20 | 19,0 |
|
| 22,0 |
| |||||
22 | 21,0 | +0,4 |
| 24,0 |
| |||||
25 | 24,0 |
|
| 27,0 |
|
| ||||
28 | 26,5 | +0,4 | 2,0 | ±0,7
| 30,5 | 2,0 | 9 | 2,5 | 3,0 | |
32 | 30,5 |
|
|
| 34,5 |
| 10 | 2,0 | 3,0 | |
36 | 34,5 |
| 2,5 |
| 39,5 | 2,5 | 12 |
| ||
40 | 38,5 |
|
| 43,5 |
| |||||
45 | 43,0 | 3,0 |
| 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | |
50 | 48,0 |
|
|
| 54,0 |
| ||||
55 | 53,0 | +0,4 | ±1,0 | 59,0 |
|
| 4,0 | |||
60 | 58,0 |
|
| 64,0 |
| 5,0 | ||||
70 | 68,0 | +0,5 |
| 74,0 |
| 4,5 | 5,5 | |||
80 | 77,5 |
|
|
| 83,5 |
|
| |||
Примечание. По требованию потребителя предельные отклонения размера
| ||||||||||
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл.4.
Таблица 3
Размеры в мм | |||||||||||||
Номер профиля (номинальный диаметр |
|
| |||||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. |
|
|
|
|
|
|
|
|
|
10 | 8,7 | +0,3 | 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | 50° |
12 | 10,6 | 13,8 | 2,0 | ||||||||||
14 | 12,5 | 2,0 | +0,65 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
16 | 14,2 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | |||||||
18 | 16,2 | 21,2 | |||||||||||
20 | 18,2 | 23,2 | |||||||||||
22 | 20,3 | +0,4 | 25,3 | ||||||||||
25 | 23,3 | 28,3 | 14 | 1,2 | 14 | ||||||||
28 | 25,9 | +0,4 | 3,0 | +1,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||
32 | 29,8 | 3,2 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||||
36 | 33,7 | 3,5 | 40,7 | 3,5 | 1,5 | 18 | |||||||
40 | 37,6 | 44,6 | |||||||||||
Таблица 4
Длина стержней, м | Пред. откл. по длине при точности порезки, мм | |
| обычной | повышенной |
До 6 включ. | +50 | +25 |
Св. 6 | +70 | +35 |
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-II ГОСТ 5781-82
То же, диаметром 18 мм, класса А-I (А240):
18-А-I ГОСТ 5781-82
В обозначение стержней класса А-II (А300) специального назначения добавляют индекс "с": Ас-II (Ас300).
(Измененная редакция, Изм. N 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл.5. Марку стали указывает потребитель в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса А-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
Таблица 5
Класс арматурной стали | Диаметр профиля, мм | Марка стали |
А-I (А240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
А-II (А300) | 10-40 | Ст5сп, Ст5пс |
40-80 | 18Г2С | |
Ас-II (Ас300) | 10-32 | 10ГТ |
А-III (А400) | 6-40 | 35ГС, 25Г2С |
6-22 | 32Г2Рпс | |
А-IV (А600) | 10-18 | 80С |
10-32 | 20ХГ2Ц | |
А-V (А800) | (6-8) |
|
А-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примечания: 1. Допускается изготовление арматурной стали класса А-V (А800) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР. 2. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем. | ||
(Измененная редакция, Изм. N 3, 4).
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380, низколегированной стали - нормам, приведенным в табл.6.
Таблица 6
Марка стали | Массовая доля элементов, % | ||||||||||
Углерод | Марганец | Кремний | Хром | Титан | Цирконий | Алюми- | Никель | Сера | Фосфор | Медь | |
не более | |||||||||||
10ГТ | Не более 0,13 | 1,00-1,40 | 0,45-0,65 | Не более 0,30 | 0,015- | - | 0,02- | - | 0,040 | 0,030 | 0,30 |
18Г2С | 0,14-0,23 | 1,20-1,60 | 0,60-0,90 | - | - | 0,30 | 0,045 | 0,040 | |||
32Г2Рпс | 0,28-0,37 | 1,30-1,75 | Не более 0,17 | 0,001- | 0,050 | 0,045 | |||||
35ГС | 0,30-0,37 | 0,80-1,20 | 0,60-0,90 | - | 0,045 | 0,040 | |||||
25Г2С | 0,20-0,29 | 1,20-1,60 | |||||||||
20ХГ2Ц | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 0,90-1,20 | 0,05-0,14 | 0,045 | |||||
80С | 0,74-0,82 | 0,50-0,90 | 0,60-1,10 | Не более 0,30 | 0,015- | - | 0,040 | ||||
23Х2Г2Т | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,35-1,70 | 0,02- | 0,015- | 0,045 | ||||
22Х2Г2АЮ | 1,50-2,10 | 0,005- | 0,02- | 0,040 | 0,040 | ||||||
22Х2Г2Р | 1,50-1,90 | 1,50-1,90 | 0,02- | 0,015- | |||||||
20Х2Г2СР | 0,16-0,26 | 1,40-1,80 | 0,75-1,55 | 1,40-1,80 | |||||||
2.3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7% и замена циркония на 0,02-0,08% титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05-0,10% циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015-0,030%, массовая доля остаточного азота в стали марки 10ГТ - не более 0,008%.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007%. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008%.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03%, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06%.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей - по ГОСТ 380, из низколегированных сталей при соблюдении норм механических свойств - по табл.7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР - кремния) не ограничивают.
Таблица 7
Элементы | Пред. откл., % |
Углерод | +0,020 |
Кремний | +0,050 |
Марганец | +0,100 |
Хром | +0,050 |
Медь | +0,050 |
Сера | +0,005 |
Фосфор | +0,005 |
Цирконий | +0,010 |
Титан | ±0,010 |
Примечание. По согласованию изготовителя с потребителем сталь может изготовляться с другими отклонениями по содержанию хрома, кремния и марганца.
| |
(Измененная редакция, Изм. N 3).
2.5. Арматурную сталь классов А-I (А240), А-II (А300), А-III (А400), А-IV (А600) изготовляют горячекатаной, класса А-V (А800) - с низкотемпературным отпуском, класса А-VI (А1000) - с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов А-V (А800) и А-VI (А1000) при условии получения относительного удлинения не менее 9% и равномерного удлинения не менее 2% при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл.8.
Для стали класса А-II (А300) диаметром св. 40 мм допускается снижение относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3%.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм) при относительном удлинении
30% и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм) при пределе текучести не менее 405 МПа (41 кгс/мм
), относительном удлинении
не менее 20%.
Таблица 8
Класс арматурной стали | Предел текучести | Временное сопротивление разрыву | Относи-
| Равно- | Ударная вязкость при температуре минус 60 °С | Испытание на изгиб в холодном состоянии ( | |||
Н/мм | кгс/мм | Н/мм | кгс/мм |
|
| МДж/м | кгс·м/cм |
| |
не менее | |||||||||
А-I (А240) | 235 | 24 | 373 | 38 | 25 | - | - | - | 180°; |
А-II (А300) | 295 | 30 | 490 | 50 | 19 | 180°; | |||
Ас-II (Ас300) | 441 | 45 | 25 | 0,5 | 5 | 180°; | |||
А-III (А400) | 390 | 40 | 590 | 60 | 14 | - | - | 90°; | |
А-IV (А600) | 590 | 60 | 883 | 90 | 6 | 2 | 45°; | ||
А-V (А800) | 785 | 80 | 1030 | 105 | 7 | ||||
А-VI (А1000) | 980 | 100 | 1230 | 125 | 6 | ||||
Примечания: 1. По согласованию изготовителя с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса Ас-II. 2. (Исключен, Изм. N 3). 3. Для арматурной стали класса А-IV диаметром 18 мм и стали марки 80С норму изгиба в холодном состоянии устанавливают не менее 30°. 4. Для арматурной стали класса А-I (А240) диаметром св. 20 мм при изгибе в холодном состоянии на 180°, 5. В скобках указаны условные обозначения класса арматурной стали по пределу текучести.
| |||||||||
(Измененная редакция, Изм. N 1, 3, 5).
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств - приложению 1 и табл.9.
Вероятность обеспечения механических свойств, указанных в табл.8, должна быть не менее 0,95.
(Измененная редакция, Изм. N 3).
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
(Измененная редакция, Изм. N 2).
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления.
2.10. Углеродный эквивалент ![]() для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
(Введен дополнительно, Изм. N 5).
Таблица 9
Класс арматурной стали | Номер |
| |||||||
|
| Для | Для | Для | Для | Для | Для | Для | Для |
|
| МПа (кгс/мм | МПа (кгс/мм | ||||||
|
| не более | |||||||
А-II (А300) | 10-40 | 29 (3) | 29 (3) | 15 (1,5) | 15 (1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
А-III (А400) | 6-40 | 39 (4) | 39 (4) | 20 (2,0) | 20 (2,0) | 0,07 | |||
А-IV (А600) | 10-32 | 69 (7) | 69 (7) | 39 (4,0) | 39 (4,0) | 0,09 | 0,06 | 0,05 | |
А-V (А800) | 78 (8) | 78 (8) | 49 (5,0) | 49 (5,0) | |||||
А-VI (А1000) | 88 (9) | 88 (9) | 0,08 | 0,05 | 0,04 | ||||
Примечания: 1.
2. Для арматурной стали в мотках диаметром 6 и 8 мм допускается повышение норм по 3. (Исключен, Изм. N 5).
| |||||||||
3. ПРАВИЛА ПРИЕМКИ
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса, одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3.2. Каждую партию сопровождают документом о качестве по ГОСТ 7566 с дополнительными данными:
- номер профиля;
- класс;
- минимальное среднее значение и средние квадратические отклонения
в партии величин
(
) и
;
- результаты испытаний на изгиб в холодном состоянии;
- значения равномерного удлинения для стали класса А-IV (А600), А-V (800), А-VI (А1000).
3.3. Для проверки размеров и качества поверхности отбирают:
- при изготовлении арматурной стали в стержнях - не менее 5% от партии;
- при изготовлении в мотках - два мотка от каждой партии.
(Измененная редакция, Изм. N 3).
3.4. Для проверки химического состава пробы отбирают по ГОСТ 7565.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня.
Для предприятия-изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии.
(Измененная редакция, Изм. N 3).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, повторные испытания проводят по ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический анализ стали проводят по ГОСТ 12344, ГОСТ 12348, ГОСТ 12350, ГОСТ 12352, ГОСТ 12355, ГОСТ 12356, ГОСТ 18895 или другим методам, обеспечивающим требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударную вязкость отрезают по одному образцу.
4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564.
4.6. Испытание на растяжение проводят по ГОСТ 12004.
4.7. Испытание на изгиб проводят по ГОСТ 14019 на образцах сечением, равным сечению стержня.
Для стержней диаметром св. 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке диаметром, уменьшенным вдвое по сравнению с указанным в табл.4, с приложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454 на образцах с концентратором вида U типа 3 для стержней диаметром 12-14 мм и образцах типа I для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454.
4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств - в соответствии с приложением 2.
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.10-4.12. (Введены дополнительно, Изм. N 3).
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
(Введен дополнительно, Изм. N 4).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566 со следующими дополнениями:
- концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V - красной и зеленой, класса А-VI (А1000) - красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
- стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краску наносят полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краску наносят полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краску наносят на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлык, прикрепленный к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например А-III) или условное обозначение класса по пределу текучести (А400).
(Измененная редакция, Изм. N 3, 5).
ПРИЛОЖЕНИЕ 1
Обязательное
ТРЕБОВАНИЯ К СТАТИСТИЧЕСКИМ ПОКАЗАТЕЛЯМ МЕХАНИЧЕСКИХ СВОЙСТВ
1. Предприятие-изготовитель гарантирует потребителю средние значения временного сопротивления и предела текучести (физического
и условного
) в генеральной совокупности -
и минимальные средние значения этих же показателей в каждой партии-плавке -
, значения которых устанавливают из условий:
![]() ;
;
![]() ;
;
![]() ,
,
где - браковочные значения величин
,
, указанные в табл.8 настоящего стандарта;
- величина квантиля, принимаемая равной 2 для классов А-II (А300) и А-III (А400) и 1,64 - для классов А-IV (А600), А-V (А800) и А-VI (А1000).
2. Контроль качества показателей механических свойств продукции на предприятии-изготовителе
2.1. Требуемые показатели качества профилей обеспечивают соблюдением технологии производства и контролируют испытанием согласно требованиям п.3.5, пп.4.4-4.8.
2.2. Величины ,
,
и
устанавливают в соответствии с результатами испытаний и положений приложения 2.
3. Контроль качества показателей механических свойств продукции на предприятии-потребителе
3.1. Потребитель при наличии документа о качестве на продукцию высшей категории качества может не проводить испытания механических свойств.
3.2. При необходимости проверки механических свойств от каждой партии проводят испытание шести образцов, взятых из разных пакетов или мотков и от разных профилей, и по результатам проверяют выполнение условий:
![]() ;
;
![]() ,
,
где - среднее значение механических свойств по результатам испытаний шести образцов;
- минимальное значение результатов испытаний шести образцов.
3.3. Минимальные значения относительного удлинения и равномерного удлинения
должны быть не менее значений, приведенных в табл.8.
(Измененная редакция, Изм. N 3, 5).
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОДИКА
определения статистических показателей прочностных характеристик механических свойств горячекатаного проката для армирования железобетонных конструкций
Настоящая методика распространяется на горячекатаный, ускоренно-охлажденный, термомеханически и термически упрочненный прокат периодического профиля, изготовленного в мотках или стержнях.
Методику применяют при оценке надежности механических свойств в каждой партии-плавке и стали в целом, контроля стабильности технологического процесса.
1. Для определения статистических показателей механических свойств (предела текучести физического или условного
, временного сопротивления разрыву
) используют контрольные результаты испытаний, называемые генеральными совокупностями.
2. Соответствие механических свойств проката требованиям нормативно-технической документации определяют на основании статистической обработки результатов испытаний, образующих выборку из генеральной совокупности. Все выводы, результаты и заключения, сделанные на основании выборки, относят ко всей генеральной совокупности.
3. Выборка - совокупность результатов контрольных испытаний, образующих информационный массив, подлежащий обработке.
В выборку входят результаты сдаточных испытаний проката одного класса, одной марки и способа выплавки, прокатанного на один или группы близких профилеразмеров.
4. Выборка, на основании которой производят расчет статистических показателей, должна быть представительной и охватывать достаточно длительный промежуток времени, но не менее 3 мес, в течение которого технологический процесс не изменяют. При необходимости промежуток времени для выборки можно увеличить. Проверка однородности выборки - по нормативно-технической документации.
5. Количество партий-плавок в каждой выборке должно быть не менее 50.
6. При формировании выборки должно соблюдаться условие случайного отбора проб от партии-плавки. Оценку анормальности результатов испытаний проводят по нормативно-технической документации.
7. При статистической обработке определяют среднее значение , среднеквадратическое отклонение
каждой выборки (генеральной совокупности), средне квадратическое отклонение внутри партии-плавки
, а также среднеквадратическое отклонение плавочных средних
. Величину
определяют по формуле
![]() .
.
Величины ,
определяют по нормативно-технической документации.
8. Проверку стабильности характеристик и
проводят в соответствии с ОСТ 14-34.
9. Величину определяют для ускоренно-охлажденной, термомеханически и термически упрочненной арматурной стали только экспериментальным методом, для горячекатаной - экспериментальным методом и методом размаха по формуле
![]() , где
, где и
- соответственно средне значение и среднееквадратическое отклонение распределения размаха по двум испытаниям от партии.
Минимальное значение равно 1.
10. Определение величины экспериментальным методом проводят не менее чем на двух плавках для каждой марки стали, класса и профилеразмера проката путем случайного отбора не менее 100 проб от каждой плавки.
11. Величину минимального среднего значения прочностных характеристик ((
),
) в каждой партии-плавке
определяют из условия
![]() , где
, где - величина квантиля 1,64 для вероятности 0,95.
12. Минимальное значение результатов испытаний на растяжение двух образцов (=2) каждой партии, подвергаемой контролю, должно быть не менее
, определяемого по формуле
![]() .
.
13. Для обеспечения гарантии потребителю механических свойств должны удовлетворяться следующие условия:
![]() ;
;
![]() ;
;
![]() ,
,
где - браковочное значение
(
) и
, указанное в соответствующей нормативно-технической документации.
Приложение 2. (Введено дополнительно, Изм. N 3).
Электронный текст документа
и сверен по:
Сталь углеродистая обыкновенного
качества и низколегированная: Сб. ГОСТов. -
, 2009
{kind=link}