МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
ГОСТ 34180— 2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ СТАЛЬНОЙ тонколистовой ХОЛОДНОКАТАНЫЙ И ХОЛОДНОКАТАНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ С НЕПРЕРЫВНЫХ ЛИНИЙ
Технические условия
Издание официальное
Москва 2017
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0—2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Центральный научно-исследовательский институт черной металлургии им. И.П. Бардина» (ФГУП «ЦНИИчермет им. И.П. Бардина»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2017 г. № 100-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО3166) 004—97 | Код страны по МК (ИСО3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
Таджикистан | TJ | Таджи кета н да рт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 16 августа 2017 г. № 909-ст межгосударственный стандарт ГОСТ 34180—2017 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2018 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 52146—20031)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Классификация, сортамент
5 Технические требования
6 Правила приемки
7 Методы испытаний
8 Упаковка, маркировка, транспортирование и хранение
9 Требования безопасности
10 Гарантии изготовителя
Приложение А (обязательное) Порядок оформления условного обозначения проката с полимерным покрытием
Приложение Б (обязательное) Метод определения адгезии полимерного покрытия после вытяжки
Приложение В (обязательное) Метод определения прочности полимерного покрытия при обратном ударе
Приложение Г (обязательное) Метод определения прочности полимерного покрытия при растяжении по Эриксену
Приложение Д (обязательное) Метод определения прочности полимерного покрытия при изгибе (Т-изгиб)
Приложение Е (обязательное) Метод измерения твердости полимерного покрытия (по карандашу)
Приложение Ж (обязательное) Метод измерения цветового различия материалов с полимерным покрытием
Приложение И (обязательное) Метод измерения блеска полимерного покрытия
Приложение К (рекомендуемое) Метод определения стойкости полимерного покрытия к растворителям (испытание на истирание)
Приложение Л (рекомендуемое) Схема отбора проб для проведения контрольных испытаний
Приложение М (обязательное) Измерение толщины полимерного покрытия методом клиновидного реза
Библиография
Поправка к ГОСТ 34180—2017 Прокат стальной тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий. Технические условия
В каком месте | Напечатано | Должно быть | ||
Предисловие. Таблица согласования | — | Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
(ИУС № 5 2022 г.)
ГОСТ 34180—2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ СТАЛЬНОЙ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНЫЙ И ХОЛОДНОКАТАНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ С НЕПРЕРЫВНЫХ ЛИНИЙ
Технические условия
Steel cold rolled and cold rolled hot-galvanized sheet with polymer coating, prepainted by the continuous coil-coating process. Specifications
Дата введения — 2018—06—01
1 Область применения
Настоящий стандарт распространяется на стальной тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный прокат с полимерным (лакокрасочным и пластизолевым) покрытием, нанесенным валковым методом в агрегатах непрерывного действия, предназначенный для применения в строительстве, приборостроении, при производстве внешних панелей бытовой техники и в других отраслях промышленности, кроме автомобилестроения.
По согласованию изготовителя с заказчиком для проката с полимерным покрытием может применяться стальная основа с цинковым, железоцинковым, цинкалюминиевым, цинкалюмомагниевым и другими видами металлических покрытий, нанесенными методом горячего погружения в расплав.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.072—77 Покрытие лакокрасочное. Термины и определения
ГОСТ 380—2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 503—81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 1050—2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 3560—73 Лента стальная упаковочная. Технические условия
ГОСТ 7566—94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9045—93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 13345—85 Жесть. Технические условия
ГОСТ 14918—80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 15150—69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523—97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 19851—74 Лента резаная из холоднокатаного проката. Технические условия
ГОСТ 19904—90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 26877—2008 Металлопродукция. Методы измерения отклонений формы
ГОСТ 31149—2014 (ИСО 2409:2013) Материалы лакокрасочные. Определение адгезии методом решетчатого надреза
Издание официальное
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 полимерное (лакокрасочное, пластизолевое) покрытие: Покрытие на основе высокомолекулярных соединений на поверхности проката, сформированное при горячей сушке нанесенных валковым методом жидких лакокрасочных материалов (грунтовок, отделочных и защитных эмалей, пластизолей и т.д.).
3.2 лицевая сторона проката с полимерным покрытием: Сторона, подвергающаяся влиянию внешних воздействий.
3.3 обратная сторона проката с полимерным покрытием: Сторона, противоположная лицевой стороне.
3.4 многослойное полимерное покрытие: Покрытие, состоящее из слоя грунта, слоя или слоев промежуточного покрытия и слоя отделочного покрытия, пластизоля или защитной эмали.
3.5 двухслойное полимерное покрытие: Разновидность многослойного покрытия, состоящего из слоя грунта и слоя отделочной эмали, пластизоля или защитной эмали.
3.6 грунтовочный слой: Нижний слой в системе полимерного покрытия, наносимый непосредственно на подготовленную металлическую поверхность, предназначенный для обеспечения прочного сцепления и высокой коррозионной стойкости всего покрытия в целом.
3.7 отделочный слой: Верхний лицевой слой в системе полимерного покрытия с особыми требованиями к внешнему виду, антикоррозионной защите и т.д.
3.8 промежуточный слой: Каждый слой покрытия между грунтовочным и отделочным слоями.
3.9 полимерное покрытие лицевой стороны: Двух- или многослойное покрытие, обладающее комплексом защитных, декоративных, физико-механических и других специальных свойств.
По согласованию обе стороны проката могут быть с полимерным покрытием лицевой стороны.
3.10 полимерное покрытие обратной стороны: Покрытие любого вида (одно- или двухслойное) без регламентирующих требований к внешнему виду, коррозионной стойкости и т. п., предназначенное преимущественно для защиты полимерного покрытия лицевой стороны от механического воздействия в рулонах и пачках проката.
3.11 прокат с односторонним полимерным покрытием: Прокат, на одну сторону которого наносится полимерное покрытие лицевой стороны, а на другую сторону — полимерное покрытие обратной стороны.
3.12 прокат с двусторонним полимерным покрытием: Прокат, на обе стороны которого наносится полимерное покрытие лицевой стороны.
3.13 номинальная толщина полимерного покрытия: Толщина покрытия с учетом всех слоев с одной (лицевой или обратной) стороны проката.
3.14 металлическая основа: Стальная основа для холоднокатаного проката или стальная основа с металлическим покрытием для холоднокатаного проката с горячими покрытиями.
3.15 номинальная толщина проката с полимерным покрытием: Толщина металлической основы без учета толщины полимерного покрытия.
3.16 фактура полимерного покрытия: Внешнее строение поверхности покрытия.
3.16.1 гладкое покрытие: Покрытие, полученное нанесением лакокрасочного материала, образующего в мокром слое и сохраняющего после отверждения практически гладкую поверхность.
3.16.2 рельефное покрытие: В соответствии с ГОСТ 9.072 рельефное покрытие в зависимости от технологии образования рельефа подразделяют на:
3.16.2.1 тисненое покрытие: Полимерное покрытие, полученное из гладкого отвержденного покрытия путем механического выдавливания фактуры при помощи специального оборудования.
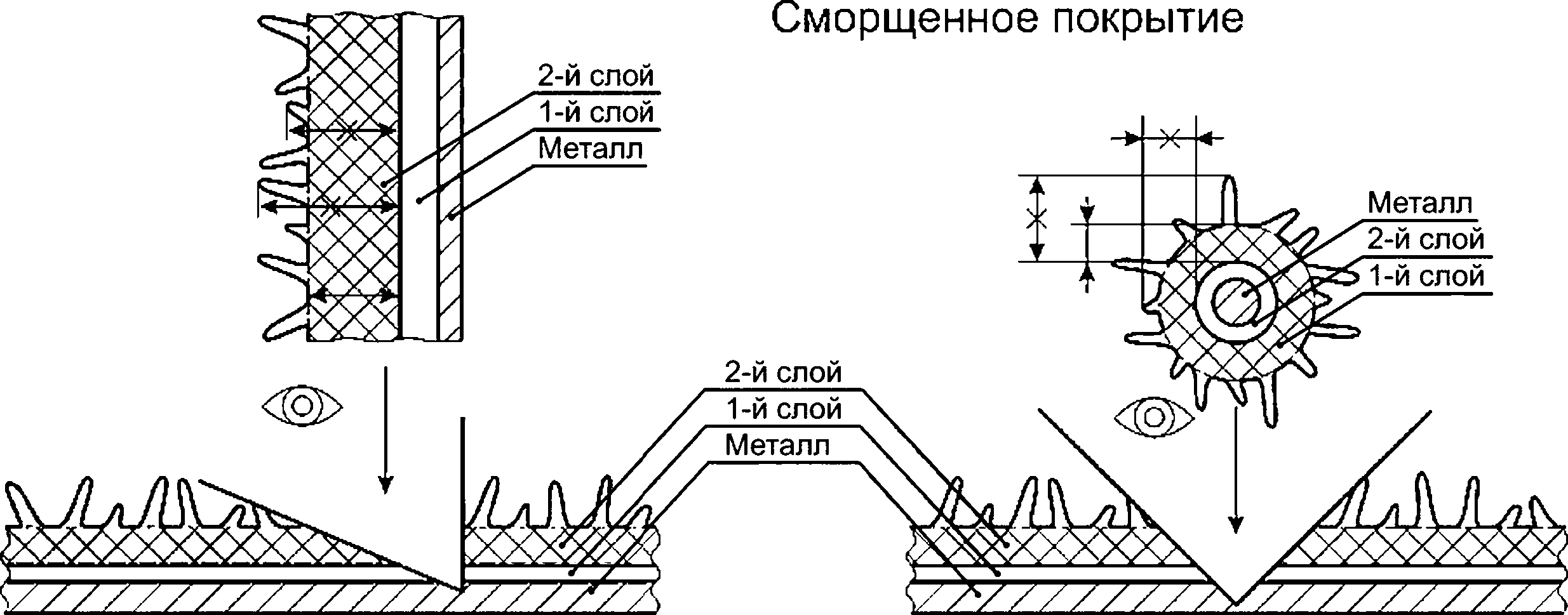
3.16.2.2 сморщенное покрытие: Покрытие, полученное нанесением лакокрасочного материала, образующего практически гладкую поверхность в мокром слое и гофрированную поверхность с низким равномерным блеском в отвержденном покрытии.
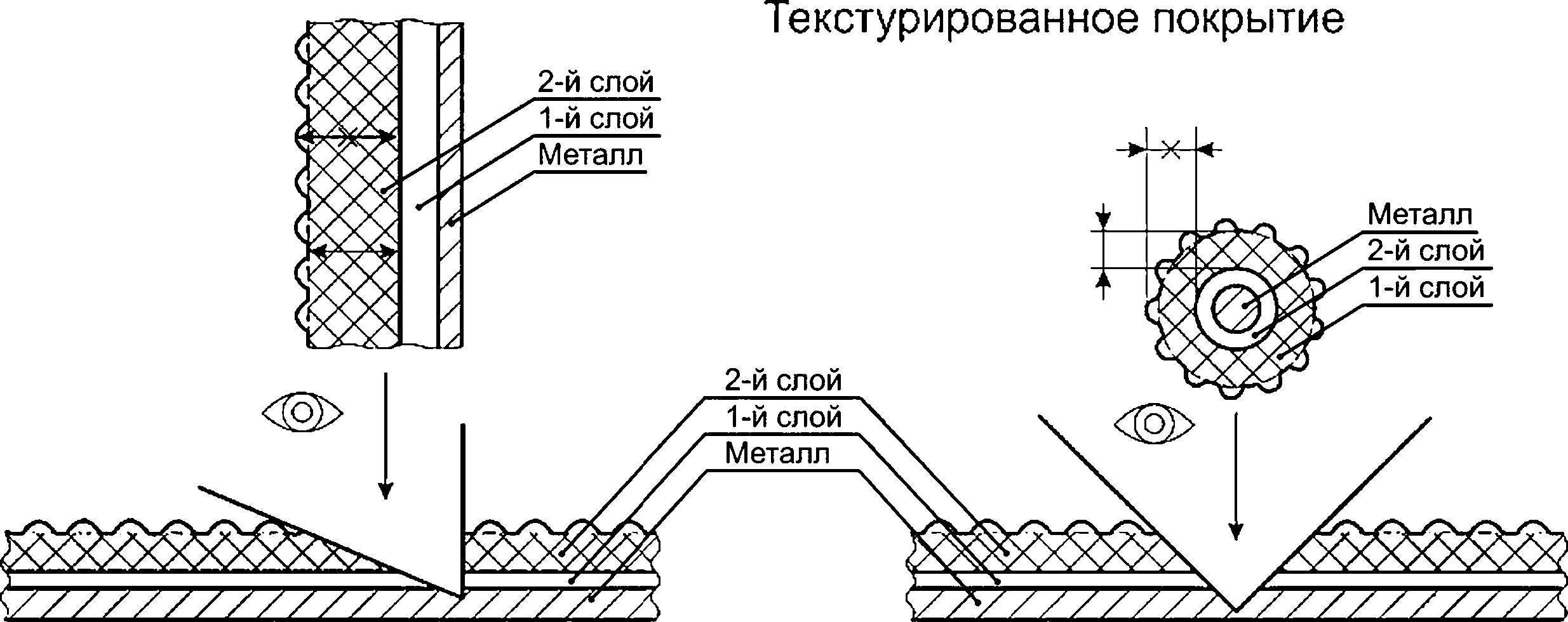
3.16.2.3 текстурированное покрытие: Покрытие, обладающее рельефной, шероховатой, однородной поверхностью, создаваемой за счет присутствия в лакокрасочном материале текстурирующего наполнителя: гранул полиамида, керамики, стекла и др.
3.16.3 Допускается производство проката с другими фактурами поверхности.
3.17 рисунчатое покрытие: Полимерное покрытие, внешний слой которого имеет определенный рисунок.
3.18 обрезная кромка проката с полимерным покрытием: Кромка, которую обрезают после холодной прокатки и термической обработки для холоднокатаного проката или после процесса цинкования перед обработкой на линии агрегата полимерных покрытий.
3.19 необрезная кромка проката с полимерным покрытием: Кромка, которую не обрезают после холодной прокатки и термической обработки для холоднокатаного проката или после процесса цинкования перед обработкой на линии агрегата полимерных покрытий.
4 Классификация, сортамент
4.1 Прокат с полимерным покрытием подразделяют:
по виду продукции:
- на листы;
- на рулоны;
- на ленту резаную в рулонах;
по виду металлической основы:
- на прокат тонколистовой холоднокатаный (ХК);
- на прокат тонколистовой холоднокатаный с горячими покрытиями: цинковым (Ц), железоцинковым (ЖЦ), цинкалюминиевым (ЦА), цинкалюмомагниевым (ЦАМ) (далее — горячеоцинкованный прокат);
по типу полимерных покрытий:
- на грунтовки:
полиэфирный грунт;
эпоксидный грунт;
полиуретановый грунт;
акриловый грунт;
- на отделочные эмали:
полиэфирная эмаль;
полиуретановая эмаль;
поливинилденфторидная эмаль;
ПВХ пластизоль;
- на защитные эмали обратной стороны:
полиэфирная эмаль;
эпоксидная эмаль;
эпоксиполиэфирная эмаль;
по количеству сторон с лицевым полимерным покрытием:
- с односторонним полимерным покрытием — I;
- с двусторонним полимерным покрытием — II;
по внешнему виду поверхности двухслойного (многослойного) полимерного покрытия на классы:
- 0;
- 1;
- 2;
по фактуре поверхности:
- гладкая — Г;
- текстурированная — Т;
- сморщенная — С;
- тисненая — ТС;
п о цвету полимерного покрытия (номеру либо наименованию цвета по каталогу);
по точности прокатки основы (при применении):
- повышенной точности — АТ;
- нормальной точности — БТ;
по плоскостности для вида продукции «листы»:
- высокой — ПВ;
- улучшенной — ПУ;
- нормальной — ПН;
по точности изготовления листов с полимерным покрытием (по длине):
- АД — повышенной;
- ВД — высокой;
по характеру кромки для видов продукции «рулоны» и «листы»:
- с необрезной кромкой — НО;
- с обрезной кромкой — О.
4.2 Порядок оформления условного обозначения проката с полимерным покрытием приведен в приложении А.
4.3 Размеры основы
4.3.1 Толщина основы, мм:
- холоднокатаной — 0,20—2,00;
- холоднокатаной горячеоцинкованной — 0,22—2,00.
4.3.2 Ширина холоднокатаного и холоднокатаного горячеоцинкованного проката с полимерным покрытием, мм:
- рулона, листа — 500—1800;
- ленты — 30—499.
4.3.3 Длина листов продукции с полимерным покрытием на основе холоднокатаного и холоднокатаного горячеоцинкованного проката:
- для толщин от 0,35 до 2,00 мм — от 1000 до 6000 мм;
-для толщин от 0,20 до 0,34 мм — от 500 до 1000 мм и более по согласованию сторон.
4.4 Предельные отклонения по толщине металлической основы проката
4.4.1 Холоднокатаный (рулон, лист):
- для толщин от 0,20 до 0,27 мм — в диапазоне от минус 0,02 до плюс 0,02 мм;
- для толщин от 0,28 до 0,34 мм шириной до 1500 мм включительно предельные отклонения не должны превышать значений, установленных в ГОСТ 19904 для проката толщиной 0,35 мм;
- для толщин 0,35—2,00 мм — по ГОСТ 19904.
Для толщин 0,50 мм и менее при ширине свыше 1500 мм предельные отклонения по толщине не должны превышать значений, установленных в ГОСТ 19904 для диапазона «свыше 0,50 до 0,65».
Предельные отклонения по толщине основы проката с полимерным покрытием в виде резаной ленты должны соответствовать требованиям, установленным к продукции до продольного роспуска.
По согласованию допускается изготовление проката с иными предельными отклонениями по толщине.
4.4.2 Горячеоцинкованный (рулон, лист и лента) — по ГОСТ 14918 и стандарту [1].
По согласованию изготовителя с заказчиком допускается изготовление горячеоцинкованного проката по другим стандартам с учетом применяемой в них классификации.
4.5 Предельные отклонения по ширине проката с полимерным покрытием:
- холоднокатаного — по ГОСТ 19904;
- холоднокатаного горячеоцинкованного — по ГОСТ 19904 и стандарту [1];
- резаной ленты с холоднокатаной основой толщиной 0,2—2,0 мм — по ГОСТ 503; с холоднокатаной горячеоцинкованной основой толщиной 0,22—2,0 мм — по стандарту [1].
4.6 Предельные отклонения по длине листов проката с полимерным покрытием для всех видов основы:
для повышенной точности изготовления (АД):
- при длине листа до 2000 мм включительно — 6 мм;
- при длине листа свыше 2000 мм — 0,003 длины листа;
для высокой точности изготовления (ВД):
- при длине листа до 2000 мм включительно — 3 мм;
- при длине листа свыше 2000 мм — 0,0015 длины листа.
4.7 Независимо от вида основы отклонение от плоскостности листов, серповидность и требования к кромке листов — в соответствии с ГОСТ 19904.
Предельные отклонения от плоскостности проката с полимерными покрытиями в рулонах устанавливают по согласованию сторон.
4.8 Телескопичность рулона должна быть не более 10 мм.
4.9 Выступы отдельных витков рулона, кроме внешнего и внутреннего витков, более 3 мм не допускаются.
4.10 Диаметры рулонов
Внутренний диаметр рулона должен быть:
-для холоднокатаного и холоднокатаного горячеоцинкованного проката с полимерным покрытием — 500, 600, 610 мм;
- для ленты — от 300 до 600 мм;
Предельное отклонение внутреннего диаметра рулонов — +20 мм.
Требуемые размеры рулонов, массу рулонов полосы и ленты, массу пачек заказчик указывает в заказе. При отсутствии в заказе указанных характеристик их определяет изготовитель, при этом максимальная масса рулонов и пачек согласовывается с заказчиком.
Наружный диаметр рулонов полосы и ленты не должен превышать 1850 мм.
5 Технические требования
5.1 Прокат с полимерным покрытием изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2 Требования по химическому составу, механическим свойствам, покрытию на основе цинка и другим характеристикам основы в соответствии со стандартами на основу: ГОСТ 380, ГОСТ 1050, ГОСТ 9045, ГОСТ 13345, ГОСТ 16523, стандарт [1] — по согласованию с заказчиком.
5.3 Материалы, применяемые для изготовления полимерного покрытия, их обозначения и диапазоны толщин приведены в таблице 1.
Таблица 1
Тип покрытия | Обозначение | Диапазон толщины, мкм |
Грунтовки: полиэфирный грунт | — | 5—25 |
эпоксидный грунт | — | 5—15 |
полиуретановый грунт | — | 5—30 |
акриловый грунт | — | 5—15 |
Отделочные эмали: полиэфирная эмаль | ПЭ (SP) | 18—35* |
полиуретановая эмаль | ny(PUR) | 20—40 |
поливинилденфторидная эмаль (ПВДФ) | ПВДФ (PVDF) | 18—25 |
ПВХ пластизоль | ПВХ (PVC) | 100—500** |
Защитные эмали обратной стороны: полиэфирная эмаль | ПЭ (SP) | 5—18 |
эпоксидная эмаль | ЭП (ЕР) | 5—18 |
эпоксиполиэфирная эмаль | ЭПЭ (EP-SP) | 5—18 |
* Для достижения физико-механических и декоративных свойств по согласованию с заказчиком допускается | ||
изменение указанного диапазона. ** Общая толщина покрытия вместе с грунтом. | ||
По согласованию изготовителя с заказчиком допускается применение других типов материалов. Документом о качестве на лакокрасочный материал является документ о качестве изготовителя данного материала.
5.4 Цвет, фактуру и рисунок полимерного покрытия на лицевой и обратной сторонах проката устанавливают по согласованию между изготовителем и заказчиком, при этом обозначение цвета проката в товарно-сопроводительных документах должно соответствовать номеру такого же цвета по каталогу RAL, другому каталогу или стандарту предприятия.
5.5 Номинальную толщину полимерного покрытия и количество слоев покрытия устанавливают по согласованию между изготовителем и заказчиком.
5.6 Предельные отклонения по толщине полимерного покрытия проката в зависимости от диапазона номинальной толщины представлены в таблице 2.
Та б л и ца 2 В микрометрах
Предельное отклонение по толщине полимерного покрытия | Номинальная толщина полимерного покрытия | ||||||
Св. 10 ДО 20 включ. | Св. 20 ДО 25 включ. | Св. 25 до 35 включ. | Св. 35 до 60 включ. | Св. 60 до 100 включ. | Св. 100 до 200 включ. | Св. 200 до 500 включ. | |
Нижнее отклонение для среднего значения толщины покрытия из трех измерений | 2 | 2 | 3 | 8 | 15 | 20 | 30 |
Нижнее отклонение для значения толщины покрытия при каждом из трех проведенных измерений | 3 | 3 | 5 | 12 | 20 | 25 | 35 |
Примечания
| |||||||
5.7 Толщину, предельные отклонения по толщине, количество слоев полимерных покрытий и дополнительные требования к покрытию обратной стороны проката устанавливают по согласованию между изготовителем и заказчиком. При отсутствии в заказе этих данных их выбор предоставляется изготовителю.
5.8 Внешний вид полимерного покрытия лицевой стороны проката должен соответствовать требованиям таблицы 3.
Таблица 3
Класс качества покрытия | Тип полимерного покрытия | Характеристика внешнего вида покрытия на лицевой стороне проката | Типичная область применения |
0 | ПЭ, ПУ, ПВДФ | Не применяется к текстурированным, сморщенным, тисненым покрытиям, а также к качеству покрытия на обратной стороне на прокате с двусторонним покрытием. Не допускаются видимые дефекты. Допускаются:
| Корпуса электроприборов, бытовая техника, другие виды металлических панелей преимущественно для внутренней отделки, постоянно эксплуатируемые в непосредственной близости от наблюдателя |
1 | ПЭ, ПУ, ПВДФ, ПВХ | Поверхность покрытия должна быть сплошной, без дефектов, проникающих до металлической основы. Поверхность покрытия должна быть однотонной. Участки разнооттеночности не допускаются (неприменимо к рисунчатым покрытиям). На поверхности проката с любым типом металлического покрытия не должен визуально наблюдаться узор кристаллизации. Не допускаются повторяющиеся дефекты. Допускаются: - отдельные (не имеющие систематического повторения) дефекты или группы таких дефектов, общим размером не более 3 мм, не проникающие до металлической основы; | Общестроительное применение: кровельные и стеновые металлоизделия, а также внутренняя отделка и корпуса электроприборов в случае, когда использование класса 0 экономически нецелесообразно |
Окончание таблицы 3
Класс качества покрытия | Тип полимерного покрытия | Характеристика внешнего вида покрытия на лицевой стороне проката | Типичная область применения |
1 | ПЭ, ПУ, ПВДФ, ПВХ |
Для рельефных покрытий (Т, С, ТС):
Для проката с двусторонним покрытием на обратной стороне допускаются:
| Общестроительное применение: кровельные и стеновые металлоизделия, а также внутренняя отделка и корпуса электроприборов в случае, когда использование класса 0 экономически нецелесообразно |
2 | ПЭ, ПУ, ПВДФ, ПВХ | Кроме дефектов, указанных в 1-м классе качества покрытия, допускаются:
Допускаются дефекты покрытия на расстоянии не более 10 мм от кромки рулона | Общестроительное применение: любые ограждающие конструкции с минимальными требованиями к внешнему виду |
Примечание — Характеристики внешнего вида определяют визуально без применения увеличительных приборов. | |||
5.9 Полимерное покрытие обратной стороны проката должно быть сплошным, дефекты обратной стороны, оставляющие отпечатки на лицевой стороне, и отслоения не допускаются. По согласованию изготовителя с заказчиком допускаются непрокрасы, шагрень, штрихи, риски, включения, не проникающие до металлической основы, а также могут быть установлены дополнительные требования к внешнему виду.
5.10 В рулоне проката с полимерным покрытием допускается до 3 % масс, проката следующего (более низкого) класса качества покрытия.
5.11 В рулонах проката с полимерным покрытием непрокрашенные сварные швы не допускаются, прокрашенные швы допускаются по согласованию с заказчиком с отметкой места нахождения шва в рулоне.
5.12 Показатели качества полимерного покрытия лицевой стороны проката и методы испытаний приведены в таблице 4.
Таблица 4
Показатель качества полимерного покрытия | Значение показателя качества полимерного покрытия 1)—5) | Метод испытаний | |||
ПЭ | ПУ | ПВДФ | ПВХ пластизоль | ||
1 Адгезия после вытяжки, % | 0 | Приложение Б | |||
2 Прочность при обратном ударе, Дж, не менее | 5 | 10 | Приложение В | ||
3 Прочность при растяжении по Эриксену, мм, не менее | 6 | Приложение Г | |||
Окончание таблицы 4
Показатель качества полимерного покрытия | Значение показателя качества полимерного покрытия 0—5) | Метод испытаний | |||
ПЭ | ПУ | ПВДФ | ПВХ пластизоль | ||
4 Прочность при Т-изгибе на 180°, не более | 2Т 6) | 1Т | Приложение Д | ||
5 Твердость полимерного покрытия (по карандашу), не менее | F | НВ | НВ | — | Приложение Е |
6 Цветовое различие ДЕ в сравнении с эталоном7), не более | 1,0 | Приложение Ж | |||
7 Блеск, ед. блеска: глубоко матовый матовый полуматовый полуглянцевый глянцевый высокоглянцевый | До 10 включ. Св. 10 до 25 включ. Св. 25 до 40 включ. Св. 40 до 60 включ. Св. 60 до 75 От 75 | Приложение И | |||
8 Стойкость к истиранию (МЭК) | Не менее 100 двойных проходов 8)’9) | — | Приложение К | ||
| |||||
Указанные показатели качества полимерного покрытия согласовываются изготовителем с заказчиком и зависят от типа применяемых лакокрасочных материалов.
5.13 Адгезия покрытия обратной стороны после вытяжки должна соответствовать 0 % и гарантируется технологией изготовителя.
При необходимости адгезию на полимерном покрытии обратной стороны определяют в соответствии с приложением Б.
5.14 По согласованию изготовителя с заказчиком могут быть установлены специальные дополнительные требования к показателям качества полимерного покрытия обратной стороны.
5.15 Для защиты поверхности полимерного покрытия от механических повреждений при транспортировании и переработке по согласованию с заказчиком на лицевую сторону проката наносят легко удаляемую полимерную защитную пленку (горячего или холодного ламинирования). Цвет, толщина, усилие отрыва и другие требования к защитной пленке устанавливают по согласованию между изготовителем и заказчиком при оформлении заказа.
5.16 Отклонения по цвету проката с полимерным покрытием в сравнении с эталоном определяют инструментальным методом. Визуальный метод сравнения применяют для полимерных покрытий цветов «металлик» и «перламутр» по стандарту [1].
5.17 Загнутые кромки рулона, превышающие 3 мм, не допускаются.
5.18 Дефекты металлургического производства на прокате с полимерным покрытием не допускаются.
6 Правила приемки
6.1 Прокат с полимерным покрытием принимают партиями. Партия должна состоять из проката одной марки стали, одной плавки (для предприятий полного металлургического цикла), одного вида покрытия, одного вида проката, одного цвета лицевой эмали, одного производителя, одного размера, изготовленного в одном технологическом режиме.
6.2 Партию проката с полимерным покрытием сопровождают документом о качестве, оформленным в соответствии с ГОСТ 7566, содержащим:
- обозначение настоящего стандарта;
- обозначение стандарта на основу;
- номер плавки (для предприятий полного металлургического цикла);
- номер партии;
- номер позиции;
- класс металлического покрытия (если применимо);
- вид основы;
- класс полимерного покрытия;
- вид кромки;
- марку стали;
- тип покрытия;
- цвет полимерного покрытия лицевой стороны;
- цвет полимерного покрытия обратной стороны;
- класс точности по толщине (при применении);
- размеры;
- массу брутто/нетто;
- прочность покрытия: при изгибе, при растяжении по Эриксену, при обратном ударе;
- толщину полимерного покрытия лицевой стороны;
- толщину полимерного покрытия обратной стороны;
- блеск покрытия;
- цветовое различие покрытия (ДЕ) в сравнении с эталоном;
- твердость покрытия по карандашу;
- адгезию покрытия после вытяжки лицевой стороны проката.
По согласованию с заказчиком в документ о качестве включают:
- длину полосы в метрах (факультативно, приборным или расчетным методом);
- механические свойства основы;
- химический состав стальной основы;
- координаты цвета L*, а*, Ь*;
- другие согласованные характеристики проката.
6.3 Для контроля соответствия проката с полимерным покрытием требованиям настоящего стандарта от партии отбирают одну пачку или один рулон.
6.4 При обнаружении дефектов количество не соответствующей требованиям продукции округляют до стандартной величины изделия (2 м длины) в большую сторону.
7 Методы испытаний
7.1 Геометрические размеры основы измеряют:
- толщину — на расстоянии не менее 20 мм от кромки и не менее 2 м от конца рулона;
- ширину — на расстоянии не менее 2 м от конца рулона;
- серповидность и отклонение от плоскостности — по ГОСТ 26877.
Телескопичность рулонов проката с покрытием определяют по ГОСТ 26877.
7.2 Испытания основы проводит изготовитель до нанесения полимерного покрытия.
7.3 Контроль внешнего вида поверхности полимерного покрытия и кромок проводят без применения увеличительных приборов под прямым углом с расстояния не менее 1 м. Внешний вид поверхности полимерного покрытия не оценивается на наружном витке рулона.
7.4 Для проведения испытаний отбирают один лист от контрольной пачки и один отрезок длиной 1 м от конца или начала контрольного рулона. Отбор образцов (проб) от листа или отрезка — в соответствии с приложением Л.
Контроль ленты у изготовителя может осуществляться на образцах, вырезанных из рулона до его роспуска.
7.5 Метод измерения толщины полимерного покрытия приведен в приложении М. Допускается применение других методов измерения толщины полимерного покрытия, обеспечивающих необходимую точность.
7.6 Метод определения адгезии полимерного покрытия (метод решетчатых надрезов после вытяжки по Эриксену) приведен в приложении Б.
7.7 Метод определения прочности полимерного покрытия при обратном ударе приведен в приложении В.
7.8 Метод определения прочности полимерного покрытия при растяжении по Эриксену приведен в приложении Г.
7.9 Метод определения прочности полимерного покрытия при изгибе (Т-изгиб) приведен в приложении Д.
7.10 Метод измерения твердости полимерного покрытия (по карандашу) приведен в приложении Е.
7.11 Метод измерения цветового различия материалов с полимерным покрытием приведен в приложении Ж.
7.11.1 Визуальное сравнение цветовых различий проводят по стандарту [1].
7.12 Метод измерения блеска полимерного покрытия приведен в приложении И.
7.13 Метод определения стойкости полимерного покрытия к растворителям (испытание на истирание) приведен в приложении К.
7.14 По согласованию между изготовителем и заказчиком допускается применение других методов испытаний качества полимерного покрытия. При разногласиях в оценке качества проката применяют методы контроля, предусмотренные настоящим стандартом.
8 Упаковка, маркировка, транспортирование и хранение
8.1 Упаковка, маркировка, транспортирование и хранение — по ГОСТ 7566 со следующими дополнениями.
8.1.1 Упаковка проката с полимерным покрытием должна предохранять от попадания влаги на торцы пачек и рулонов и в межвитковое пространство рулонов, а также предохранять рулоны и пачки от механических повреждений при их транспортировании.
8.1.2 Каждый рулон (пачку) снабжают упаковочными ярлыками или бирками (не менее чем тремя) с указанием наименования изготовителя, номера партии, марки стали, геометрических размеров проката с полимерным покрытием и цвета покрытия, массы нетто, длины полосы в рулоне в метрах (по согласованию с заказчиком) или количества листов в пачке, обозначения настоящего стандарта. Две этикетки должны быть приклеены на верхнем листе упаковки (наружный диаметр и торец), не менее одной — под упаковкой на внутреннем диаметре рулона или картонной втулке. По согласованию изготовителя с заказчиком допускаются другие схемы упаковывания и маркировки.
8.1.3 На обратную сторону рулонного проката с односторонним полимерным покрытием наносят пошаговую маркировку с обязательным указанием:
- наименования или логотипа предприятия-изготовителя;
- обозначения нормативного документа на продукцию;
- номера партии.
Допускается включение в маркировку дополнительных параметров.
Шаг маркировки — не более 3 м.
Настоящие требования являются факультативными до 01.01.2018 г.
Требование по обязательной маркировке не распространяется на прокат шириной менее 700 мм. На прокате с двусторонним покрытием маркировку наносят по согласованию с заказчиком.
8.1.4 По согласованию изготовителя с заказчиком внутреннюю часть рулона защищают цельной картонной втулкой толщиной не менее 5 мм, плотно прилегающей к внутренним виткам рулона. Намотку рулона осуществляют непосредственно на втулку. При отсутствии технической возможности намотки рулона непосредственно на втулку допускается устанавливать втулку после производства рулона. Внешний диаметр цельной или разрезной втулки должен быть равен внутреннему диаметру рулона с зазором не более 8 мм.
8.1.5 Рулоны проката с полимерным покрытием должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566. Для обвязки применяют металлическую ленту 10
толщиной 0,8—2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560 или другим нормативным документам. По согласованию изготовителя с заказчиком допускается использование других материалов для обвязки, обеспечивающих сохранность и безопасность при проведении погрузочно-разгрузочных работ.
8.1.6 Прокат транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на конкретном виде транспорта.
8.1.7 Прокат с полимерным покрытием должен храниться в условиях, соответствующих требованиям ГОСТ 15150 для условий хранения в неотапливаемых помещениях (ЖЗ) в один ярус.
8.1.8 Изготовление изделий из проката с лакокрасочным покрытием осуществляют при температуре металла не ниже плюс 15 °C, с пластизолевым покрытием — при температуре не ниже плюс 10 °C.
8.1.9 Рекомендуемый срок хранения проката с полимерным покрытием до его переработки у заказчика не должен превышать 6 месяцев с даты отгрузки.
9 Требования безопасности
9.1 Требования безопасности к прокату с полимерным покрытием и процессам его производства, переработки, транспортирования и хранения регулируются соответствующими законодательными и нормативными актами государств, принявших настоящий стандарт.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие проката с полимерным покрытием требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
10.2 Максимальный срок предъявления претензий по показателям качества полимерных покрытий, указанных в 5.11, и дефектам, связанным с отслоением и коррозией, — 6 месяцев с момента отгрузки проката с полимерным покрытием изготовителем.
10.3 Максимальный срок предъявления претензий по толщине, ширине, плоскостности, толщине полимерного покрытия, перегибам листов и другим показателям, не связанным с показателями качества полимерного покрытия, указанными в п. 5.12, отслоением и коррозией, — 12 месяцев с момента отгрузки проката с полимерным покрытием заказчику.
Приложение А (обязательное)
Порядок оформления условного обозначения проката с полимерным покрытием
А.1 Перечень характеристик проката с полимерным покрытием, используемых при оформлении заказа:
- вид проката (лист, рулон, резаная лента);
- вид основы (Х/К, Ц, ЖЦ, ЦА, ЦАМ);
- класс металлического покрытия, при применении (П, 1,2 по ГОСТ 14918 или 60, 80, 100, 120, 140, 160, 180, 200, 225, 275 и т. д.) по стандарту [1];
- тип полимерного покрытия на лицевой/обратной стороне (ПЭ/ПЭ, ПЭ/ЭП, ПУ/ПУ и другие варианты из перечня, приведенного в таблице 1);
- номинальная толщина полимерного покрытия на лицевой/обратной стороне (30/15, 35/35, 150/25 и т. д.) выбирается из диапазона толщин, приведенного в таблице 1;
- количество сторон с полимерным покрытием лицевой стороны (I, И);
- класс внешнего вида поверхности дву-, многослойного полимерного покрытия на лицевой стороне (0,1,2);
- фактура поверхности полимерного покрытия на лицевой стороне (Г, Т, С, ТС);
- цвет полимерного покрытия лицевой стороны/ цвет полимерного покрытия обратной стороны;
- номинальный размер проката, мм (лист — 0,5x1000x2000 и т. д., рулон — 0,7x1250 и т. д., лента — 0,5x100 и т. д.);
- точность прокатки (АТ, БТ);
- плоскостность (ПВ, ПУ, ПН);
- характер кромки (О, НО);
- стандарт на сортамент (ГОСТ 19904, стандарт [1], ГОСТ 19851 и т. д.);
- марка проката стали: 01-07, 220, 250, 280, 320, 350 и т.д. по стандарту [1] и по нормативным документам государств, проголосовавших за принятие настоящего стандарта, 08пс, 08ю и др. по ГОСТ 9045;
- обозначение настоящего стандарта.
При отсутствии в заказе какого-либо из параметров его выбирает изготовитель.
Допускается в обозначении готового проката использовать сокращенные обозначения типа полимерного покрытия по стандарту [2].
А.2 Примеры условных обозначений проката с полимерным покрытием
А.2.1 Лист холоднокатаный горячеоцинкованный (Ц), класса покрытия 225 с полиуретановым (ПУ/ПУ) полимерным покрытием, номинальной толщиной на лицевой и обратной сторонах (35/35 мкм), двусторонним лицевым покрытием (II), с классом внешнего вида поверхности (1), с фактурой поверхности (Т), с цветом лицевой стороны RAL8017 и цветом обратной стороны RAL9003, номинальными размерами проката (0,50x1000x2000 мм), нормальной точности изготовления (БТ), нормальной плоскостности (ПН), с обрезной кромкой (О), из стали марки 04 по стандарту [1], ГОСТ 34180—2017:
Лист -Ц-225 + ПУ/ПУ— 35/35 -II-1-T-RAL8017/RAL9003 - 0,5*1000*2000- БТ-ПН - О-04-[1] -ГОСТ 34180—2017
А.2.2 Рулон холоднокатаный (Х/К) с полиэфирным (ПЭ/ПЭ) полимерным покрытием, номинальной толщиной на лицевой и обратной сторонах (30/20 мкм), двусторонним лицевым покрытием (II), с классом внешнего вида поверхности (2), с фактурой поверхности (Г), с цветом лицевой стороны RAL6005 и цветом обратной стороны RAL7004, номинальными размерами проката 0,70x1250 мм, нормальной точности изготовления (БТ), с необрезной кромкой (НО), по ГОСТ 19904—90 из стали марки 08пс по ГОСТ 9045—93, ГОСТ 34180—2017:
Рулон — Х/К + ПЭ/ПЭ - 30/20 -II-2-Г-RAL6005/RAL7004 - 0,7*1250- БТ-НО - ГОСТ 19904—90- 08пс-ГОСТ 9045—93 - ГОСТ 34180—2017
А.2.3 Рулон холоднокатаный с горячим цинкалюминиевым покрытием (ЦА), класса покрытия 180, с поли-эфирным/эпоксидным (ПЭ/ЭП) полимерным покрытием, номинальной толщиной на лицевой и обратной сторонах (25/16 мкм), односторонним лицевым покрытием (I), с классом внешнего вида поверхности (1), с фактурой поверхности (ТС), с цветом лицевой стороны RAL9010, номинальными размерами проката 0,80x1200 мм, повышенной точности изготовления (АТ), с обрезной кромкой (О), из стали марки 220 по стандарту [1], ГОСТ 34180—2017:
Рулон -ЦА- 180 + ПЭ/ЭП - 25/16 -1-1-ТС- RAL9010/GRAY- 0,8*1200 - АТ- 0 - 220- [1]-ГОСТ 34180—2017
А.2.4 Лента резаная в рулоне холоднокатаная горячеоцинкованная (Ц), класса покрытия 200, с поливинил-денфторидным (ПВДФ/ПВДФ) полимерным покрытием номинальной толщиной (25/25 мкм), двусторонним лицевым покрытием (II), с классом внешнего вида поверхности (2), с фактурой поверхности (С), с цветом лицевой стороны RAL9010 и цветом обратной стороны RAL9010, номинальными размерами ленты 0,5x100 мм, нормальной точности изготовления (БТ), по ГОСТ 19851—74, из стали марки 02 по стандарту [1], ГОСТ 34180—2017
Лента -Ц-200 + ПВДФ/ПВДФ - 25/25 -II-2-С- RAL9010/RAL9010 - 0,5*100 -БТ-ГОСТ 19851—74 -02-[1]- ГОСТ 34180—2017
Приложение Б (обязательное)
Метод определения адгезии полимерного покрытия после вытяжки
Б.1 Назначение
Метод основан на оценке стойкости полимерного покрытия к отслаиванию после вытяжки сферическим пуансоном с предварительно нанесенным решетчатым надрезом.
Б.2 Аппаратура
Испытательная машина на выдавливание с внутренним диаметром матрицы (27,00 ± 0,05) мм и диаметром сферического наконечника — пуансона (20,00 ± 0,05) мм.
Режущий инструмент в соответствии с требованиями ГОСТ 31149.
Волосяная мягкая кисть.
Прозрачная липкая лента шириной не менее 50 мм с адгезионной прочностью от 2,4 до 4,0 Н/см.
Металлическая линейка любого типа длиной не менее 150 мм с ценой деления 1 мм.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
Секундомер.
Б.З Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений и в случае спорной ситуации температура должна быть (23 ± 2) °C, а относительная влажность — (50 ± 5) %.
Б.4 Подготовка к испытаниям
Испытательную машину настраивают в соответствии с документацией (техническое описание, инструкция по эксплуатации и др.).
Б.5 Порядок проведения испытаний
Б.5.1 На поверхность пробы в местах испытания (см. приложение Л) наносят надрезы на полимерное покрытие.
Б.5.2 Расстояние между надрезами в каждом направлении должно быть одинаковым и зависеть от толщины полимерного покрытия (см. таблицу Б.1).
Таблица Б.1
Расстояние между надрезами, мм | Количество надрезов | Толщина покрытия, мкм |
1 | 6 | До 60 включ. |
2 | 6 | От 61 до 120 включ. |
3 | 6 | От 121 до 250 включ. |
5 | 2 | От 251 до 500 включ. |
Б.5.3 Помещают испытательный образец на твердую ровную поверхность с целью предотвращения деформации образца во время испытания.
Б.5.4 Выполняют параллельные надрезы режущим инструментом. Затем выполняют параллельные надрезы перпендикулярно к первоначальным надрезам таким образом, чтобы образовалась решетка. Режущий инструмент необходимо держать перпендикулярно к поверхности образца, движения должны быть равномерными. Все надрезы должны доходить до основы образца (металл, цинковое покрытие).
Б.5.5 Для проката с пластизолевым покрытием делают по два параллельных надреза перпендикулярно друг к другу. Размер полученного квадрата должен быть (5 ± 1) мм.
Б.5.6 Поверхность покрытия в месте решетки осторожно очищают кистью.
Б.5.7 Пробу закрепляют зажимным устройством между прижимом и матрицей покрытием вверх. Пробу центрируют так, чтобы средняя ось пуансона пересекала пробу в центре решетки.
Б.5.8 При испытании лицевой стороны вдавливают сферическую вершину пуансона в испытуемую пробу на глубину 6 мм, а при испытании обратной стороны — на глубину 4 мм.
Б.5.9 Равномерно разматывают рулон липкой ленты и отрезают кусок длиной примерно 75 мм.
Б.5.10 Накладывают середину ленты на решетку параллельно одному направлению надрезов и пальцами прижимают ленту, выходя за решетку не менее чем на 20 мм.
Б.5.11 Плотно разглаживают кончиками пальцев липкую ленту к решетке, оставляя один конец полоски не-приклеенным.
Б.5.12 Через 1 мин после приклеивания ленты ее равномерно удаляют, удерживая за свободный конец, в течение 0,5—1 с под острым углом к испытуемой пробе.
Б.6 Обработка результатов испытаний
Б.6.1 Оценку результатов испытаний проводят сразу после удаления липкой ленты. Осматривают площадь с надрезами или липкую ленту при хорошем освещении без помощи приборов или с лупой (по договоренности с заказчиком).
Б.6.2 Результат выражают в процентах отслоения полимерного покрытия, оставшегося на липкой ленте.
Б.6.3 Если результаты испытаний не совпадают, то определение адгезии повторяют на удвоенном количестве испытуемых проб.
Приложение В (обязательное)
Метод определения прочности полимерного покрытия при обратном ударе
В.1 Назначение
Метод определения прочности полимерного покрытия при обратном ударе основан на определении энергии, при которой груз определенной массы, падая с определенной высоты, не вызывает видимых механических повреждений (растрескиваний и/или отслаиваний) поверхности испытуемой пробы с полимерным покрытием.
Прочность полимерного покрытия при обратном ударе определяется и выражается в джоулях (Дж).
В.2 Аппаратура
Испытательный прибор с падающим грузом.
Два груза массой по (1000,0 ± 1) г каждый.
Боек с диаметром шарика (20,0 ± 0,3) мм.
Наковальня диаметром отверстия (27,0 ± 0,3) мм.
Лупа любого типа с десятикратным увеличением.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
В.З Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений и в случае спорной ситуации температура должна быть (23 ± 2) °C, а относительная влажность — (50 ± 5) %.
В.4 Подготовка к выполнению измерений
Испытательный прибор настраивают в соответствии с документацией (техническое описание, инструкция по эксплуатации и др.).
В.5 Порядок выполнения измерений
В.5.1 Испытание при заданном значении прочностиВ.5.1.1 Ограничитель устанавливают на высоту, соответствующую значению прочности при обратном ударе, указанному в нормативном документе.
В.5.1.2 Заданное значение прочности полимерного покрытия рассчитывают по формуле
Х=0,1тН, (В.1)
где X — заданное значение прочности, Дж; т — масса груза, кг; Н— высота падения груза, см.
В.5.1.3 Испытуемую пробу располагают на плите основания лицевым покрытием вниз (обратный удар).
В.5.1.4 Груз поднимают по направляющей трубе на высоту, зафиксированную ограничителем, и отпускают его.
В.5.1.5 Испытуемую пробу извлекают из прибора и рассматривают под лупой зону деформации лицевого покрытия.
В.5.2 Испытание для определения максимального значения прочности при обратном ударе
В.5.2.1 Ограничитель устанавливают на высоту, при которой не ожидаются механические повреждения.
В.5.2.2 Испытания проводят согласно В.5.1.3 — В.5.1.5.
В.5.2.3 Если на поверхности нет механических повреждений, то необходимо повторить испытание, увеличивая высоту падения груза до тех пор, пока не появятся трещины и/или отслаивания полимерного покрытия.
В.6 Обработка результатов измерений
В.6.1 Прочность при обратном ударе полимерного покрытия выражают числовым значением прочности, при котором не наблюдается видимых механических повреждений (растрескиваний и/или отслаиваний) на поверхности испытуемой пробы.
В.6.2 За результат прочности при обратном ударе принимают наименьшее значение трех параллельных определений (см. приложение Л).
В.6.3 При расхождении значений прочности испытания повторяют на удвоенном количестве испытуемых проб и за окончательный результат принимают наименьшее значение, полученное из шести определений.
Приложение Г (обязательное)
Метод определения прочности полимерного покрытия при растяжении по Эриксену
Г.1 Назначение
Метод основан на определении стойкости к механическим повреждениям (растрескиванию и/или отслаиванию) полимерного покрытия при растяжении по Эриксену.
Прочность полимерного покрытия при растяжении по Эриксену определяют и выражают в миллиметрах (мм).
Г.2 Аппаратура
Испытательная машина на выдавливание с внутренним диаметром матрицы (27,00 ± 0,05) мм и диаметром сферического наконечника пуансона (20,00 ± 0,05) мм.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
Лупа любого типа с увеличением 10х.
Г.З Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений, в случае спорной ситуации, температура должна быть (23 ± 2) °C, а относительная влажность — (50 ± 5) %.
Г.4 Подготовка к испытаниям
Прибор подготавливают в соответствии с документацией (техническое описание, инструкция по эксплуатации и др.).
Г.5 Порядок проведения испытаний
Г.5.1 Испытания при заданном значении прочности покрытия
Г.5.1.1 Испытуемую пробу закрепляют зажимным устройством между прижимом и матрицей покрытием вверх. Пробу следует отцентрировать так, чтобы средняя ось пуансона пересекала пробу в месте проведения испытаний (см. приложение Л).
Г.5.1.2 Сферическую вершину пуансона вдавливают в пробу на заданное значение прочности, указанное в нормативном документе.
Г.5.1.3 Испытуемую пробу извлекают из прибора и оценивают под лупой зону деформации покрытия.
Г.5.2 Испытания для определения максимального значения прочности покрытия
Г.5.2.1 Испытание проводят аналогично Г.5.1, увеличивая глубину вдавливания.
Г.5.2.2 Оценивают зону деформации после каждого увеличения глубины вдавливания до появления первой трещины на поверхности покрытия и/или начала отслаивания покрытия.
Г.6 Обработка результатов испытаний
Г.6.1 Прочность полимерного покрытия при растяжении по Эриксену выражают числовым значением, при котором не наблюдается видимых механических повреждений (растрескиваний и/или отслаиваний) на поверхности испытуемой пробы.
Г.6.2 За результат прочности при растяжении по Эриксену принимают наименьшее значение трех параллельных определений (см. приложение Л).
Г.6.3 При расхождении результатов испытаний испытания повторяют на удвоенном количестве испытуемых проб и за окончательный результат принимают наименьшее значение, полученное из шести определений.
Приложение Д (обязательное)
Метод определения прочности полимерного покрытия при изгибе (Т-изгиб)
Д.1 Назначение
Сущность метода заключается в определении минимального числа значения толщины, на которые изгибается испытуемая проба с полимерным покрытием без механического повреждения (отслоений и/или растрескиваний) полимерного покрытия.
Д.2 Аппаратура
Слесарные тиски с гладкими захватами любого типа.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
Лупа любого типа с увеличением 10х.
Д.З Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений, в случае спорной ситуации, температура должна быть (23 ± 2) °C, а относительная влажность — (50 ± 5) %.
Д.4 Порядок проведения испытаний
Д.4.1 Испытуемую пробу загибают на 90° таким образом, чтобы испытуемое покрытие находилось с внешней стороны.
Д.4.2 Зажимают в тисках, получив при этом изгиб, равный 180°, который соответствует значению ОТ-изгиба. Внутренние поверхности испытуемого образца должны плотно прилегать друг к другу.
Д.4.3 Испытуемую пробу извлекают из тисков и сразу осматривают под лупой зону изгиба на наличие трещин.
Д.4.4 При наличии трещин и/или отслаиваний испытания продолжают, изогнув свободный конец вокруг первого изгиба (ОТ-изгиб) на 180° и зажимают в тисках, получив при этом 0,5Т-изгиб. Последующий изгиб должен плотно прилегать к предыдущему.
Расположение испытуемой пробы в захватах тисков представлено на рисунке Д.1
Д.4.5 Испытуемую пробу извлекают из тисков и сразу осматривают под лупой зону изгиба на наличие трещин, за исключением 5 мм с каждого края.
Д.4.6 При наличии трещин и/или отслаиваний повторяют процедуру изгиба, согласно Д.4.4 — Д.4.5, получив соответственно 1Т-изгиб, 1,5Т-изгиб, 2Т-изгиб (см. рисунок Д.1) и т. д., пока не исчезнут трещины и/или отслаивания.
Т-изгиб ОТ
А - губки тисков;
В - образец;
С - палец
Направление движения
Правильно
Неправильно
Направление прокатки рулона
Рисунок Д.1 — Схема измерения прочности полимерного покрытия при изгибе
Д.4.7 Допускается производить изгиб через оправку с использованием специального приспособления и оправок соответствующего диаметра.
Диаметр оправки D рассчитывают по формуле
О = 2Л/Т, (Д.1)
где Т — толщина полосы с покрытием, мм;
Л/ — значение прочности при изгибе.
Пример выбора толщины оправки: для проката толщиной Т = 0,5 мм, для изгиба на 1,5Т используют оправку диаметром 2-1,5-0,5 = 1,5 мм.
Д.5 Обработка результатов
Д.5.1 Прочность полимерного покрытия при изгибе (Т-изгиб) выражают значением минимального Т-изгиба (ОТ; 0,5Т; 1Т, 1,5Т, 2Т и т. д.), при котором не происходит растрескивание полимерного покрытия.
Д.5.2 За результат прочности полимерного покрытия при изгибе принимают наибольшее значение двух параллельных определений (см. приложение Л).
Д.5.3 При расхождении результатов испытаний испытания повторяют на удвоенном количестве испытуемых проб, и за окончательный результат принимают наибольшее значение, полученное по четырем пробам.
Приложение Е (обязательное)
Метод измерения твердости полимерного покрытия (по карандашу)
Е.1 Назначение
Метод основан на механическом повреждении полимерного покрытия карандашами различной степени твердости.
Е.2 Аппаратура
Прибор для определения твердости полимерного покрытия, создающий усилие на грифель карандаша (7,5 ± 0,1) Н по стандарту [3]. Угол наклона карандаша должен составлять 45°.
Набор карандашей KOH-I-NOOR типа 1500 или подобных с твердостью по шкале: 6B-5B-4B-3B-B-HB-F-H-2Н-ЗН-4Н-5Н-6Н.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
Металлическая линейка любого типа длиной не менее 150 мм, с ценой деления 1 мм.
Абразивная (наждачная) бумага с мелким зерном № 400 или любая другая, имеющая аналогичные технические характеристики.
Ластик.
Механическая точилка, канцелярский нож для чертежных инструментов.
Е.З Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений и в случае спорной ситуации температура должна быть (23 ± 2) °C, относительная влажность — (50 ± 5) %.
Е.4 Подготовка к испытаниям
Е.4.1 При использовании деревянных карандашей затачивают карандаш с помощью механической точилки или канцелярского ножа, оставив неповрежденным гладкий столбик грифеля длиной 5—6 мм. Грифель должен быть цилиндрической формы.
Е.4.2 Грифель карандаша отшлифовывают, удерживая его под углом 90° к наждачной бумаге, до получения гладкого круглого сечения без кромок и насечек по краям. Эту операцию повторяют перед каждым использованием карандаша.
Е.4.3 Прибор настраивают в соответствии с документацией (техническое описание, инструкция по эксплуатации и др.).
Е.5 Порядок проведения испытаний
Е.5.1 Испытание при заданном значении твердости по карандашуЕ.5.1.1 Испытуемую пробу помещают на ровную горизонтальную поверхность.
Е.5.1.2 Карандаш с заданным значением твердости вставляют в отверстие прибора так, чтобы грифель касался покрытия.
Е.5.1.3 Берут прибор и продвигают по поверхности испытуемой пробы в направлении «от себя», прочертив карандашом линию длиной не менее 7 мм.
Е.5.1.4 Затем удаляют след карандаша при помощи ластика и визуально проверяют поверхность на наличие повреждений.
Е.5.2 Испытание для определения максимального значения твердости по карандашу
Е.5.2.1 Если нарушение покрытия по Е.5.1 не обнаружено, проводят испытание с карандашом большей твердости до получения повреждения.
Е.6 Обработка результатов измерений
Е.6.1 Твердость полимерного покрытия по карандашу по Е.5.1 выражают номером заданного значения твердости, если грифель карандаша не удаляет покрытие на отрезке более 3 мм до металлической основы.
Если грифель карандаша удаляет покрытие на отрезке длиной более 3 мм, то твердость выражают номером меньшего значения твердости.
Е.6.2 Твердость полимерного покрытия по карандашу по Е.5.2 выражают номером самого твердого грифеля карандаша, не удаляющего покрытие на отрезке длиной более 3 мм.
Е.6.3 За твердость полимерного покрытия по карандашу принимают наименьшее значение трех параллельных определений.
Е.6.4 При расхождении результатов твердости полимерного покрытия по карандашу испытание повторяют на удвоенном количестве испытуемых проб и за окончательный результат принимают наименьшее значение из шести определений.
Приложение Ж (обязательное)
Метод измерения цветового различия материалов с полимерным покрытием
Ж.1 Назначение
Настоящий метод неприменим для образцов, проявляющих флюоресценцию, многоцветных (с рисунком, муаровое и др.), металликов, перламутровых.
Ж.2 Средства измерений, вспомогательные устройства, материалы
Спектроколориметр, имеющий технические и метрологические характеристики:
- геометрия освещения/наблюдения D/8.
- стандартный колориметрический наблюдатель 10°.
- стандартная колориметрическая система L*a*b*.
- формула расчета цветового различия: CIE76, АЕСМС (I = 1, с = 1), CIEDE2000;
- диаметр измерительной апертуры не менее 8 мм;
- источник света D65.
Комплект эталонных отражающих образцов цвета (эталонного образца предприятия, каталога RAL 840 HR или другого каталога, отличного от RAL), применяющийся при данном методе измерения цветового различия и соответствующий данному типу прибора.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Ж.З Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений в случае спорной ситуации температура должна быть (23 ± 2) °C, а относительная влажность — (50 ± 5) %.
Ж.4 Подготовка к выполнению измерений
Ж.4.1 Размеры образцов для измерения цветового различия должны быть не менее 50*50 мм. Поверхность образцов должна быть плоской, без механических повреждений, загрязнений.
Ж.5 Метод измерения
Настоящий метод измерения цветового различия материалов с полимерным покрытием основан на измерении цветовых координат L*, а*, Ь* эталонного и испытуемого образцов и последующем расчете цветового различия при использовании данных координат цвета.
Ж.6 Порядок выполнения измерений
Проводят калибровку прибора в соответствии с инструкцией по эксплуатации.
Для гладких покрытий выбирают режим с включенной зеркальной составляющей (SPIN, SCI), если иное не согласовано при оформлении заказа.
Измерения эталонного образца проводят не менее трех раз. Измерения испытуемого образца проводят не менее трех раз. Цветовое различие рассчитывают программным обеспечением (ПО) спектроколориметра автоматически.
В качестве арбитражной применяют систему L*a*b*.
Ж.7 Обработка результатов измерений
За результат измерений принимают среднеарифметическое значение параллельных измерений трех образцов. Результаты измерений цветового различия материалов с полимерным покрытием определяют с точностью до десятых долей.
В случае отсутствия в ПО расчета цветового различия АЕ определяют по формуле
АЕ = ^L2 - Ц) + (а2 -а^ + (b2 - b}) , (Ж. 1)
где L*^ а*^ Ь*1 — цветовые координаты эталонного образца;
1_*2, а*2, Ь*2 — цветовые координаты испытуемого образца.
При расхождении результатов цветового различия испытания повторяют на удвоенном количестве испытуемых проб и за окончательный результат принимают наибольшее значение.
Приложение И (обязательное)
Метод измерения блеска полимерного покрытия
И.1 Назначение
Сущность метода заключается в измерении тока, возбуждаемого в фотоприемнике прибора под действием светового потока, отраженного от поверхности испытуемого покрытия.
И.2 Аппаратура
Блескомер с техническими и метрологическими характеристиками:
- диапазон измерений 2—100 единиц блеска;
- геометрия освещения/наблюдения 20720°, 60760°, 85785°;
- абсолютная погрешность прибора не более 2 ед. блеска.
Калибровочный эталон, входящий в комплект блескомера.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
И.З Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений и в случае спорной ситуации температура должна быть (23 ± 2) °C, а относительная влажность — (50 ± 5) %.
И.4 Подготовка к испытаниям
И.4.1 Геометрию измерения в приборе устанавливают в зависимости от типа покрытия:
60° — для любых покрытий, однако для высокоглянцевых или матовых измерения следует проводить под углом 20° или 85°;
20° — для высокоглянцевых покрытий, т.е. покрытий, блеск которых при геометрии измерения 60° составляет более 70 единиц;
85° —для матовых покрытий, блеск которых при геометрии 60° составляет менее 10 единиц.
И.4.2 Проводят настройку и калибровку блескомера в соответствии с документацией (техническое описание, инструкция по эксплуатации и др.).
И.5 Порядок проведения испытаний
На поверхности пробы в местах измерения (см. приложение Л) проводят измерения блеска покрытия.
И.6 Обработка результатов измерений
За результат измерений принимают среднеарифметическое значение трех параллельных определений (одно определение — одно измерение).
Окончательный результат определения блеска округляют до целого числа и выражают в единицах блеска.
Погрешность данного метода определяется погрешностью применяемого прибора.
Приложение К (рекомендуемое)
Метод определения стойкости полимерного покрытия к растворителям (испытание на истирание)
К.1 Назначение
Метод основан на продолжительном механическом воздействии материала, пропитанного растворителем, на полимерное покрытие.
Проводят определение степени отверждения полимерного покрытия на металлической подложке путем истирания поверхности материалом, пропитанным растворителем с определенным усилием.
К.2 Аппаратура
Прибор линейного истирания с квадратной или круглой площадью контакта не менее 100 мм2, который может осуществлять одно поступательное движение «назад—вперед» за одну секунду под давлением не менее 0,04 МПа. Длина хода должна составлять не менее 75 мм.
Растворитель метилэтилкетон (МЭК).
Хлопчатобумажный материал, хорошо впитывающий растворитель.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
К.З Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений и в случае спорной ситуации температура должна быть (23 ± 2) °C, относительная влажность — (50 ± 5) %.
К.4 Подготовка к испытаниям
К.4.1 Прибор настраивают в соответствии с документацией (техническое описание, инструкция по эксплуатации и др.).
К 4.2 Длина образца для испытаний должна быть не менее чем длина хода + 20 мм с каждой стороны. Размер образца определяется типом прибора.
К.5 Порядок проведения испытаний
К.5.1 Испытания проводят в соответствии с инструкцией по эксплуатации прибора
К.6 Обработка результатов измерений
При обработке результатов измерений краевые участки области истирания не учитываются.
Результат может быть представлен в виде «удовлетворительно» или «неудовлетворительно» при указанном количестве двойных движений. Результат признается удовлетворительным при отсутствии повреждений полимерного покрытия до грунта.
Приложение Л (рекомендуемое)
Схема отбора проб для проведения контрольных испытаний
Л.1 Схема отбора проб для проведения контрольных испытаний представлена на рисунке Л.1.
Примечание — Знак «*» обозначает место испытания.
Рисунок Л.1 — Схема отбора проб для проведения контрольных испытаний
Л.2 Наименование показателя, обозначение (в соответствии с рисунком Л.1), размеры и количество образцов приведены в таблице Л.1.
Таблица Л.1
Наименование показателя | Обозначение образцов | Размеры образцов, мм | Количество, шт. |
Адгезия | 1 | 90 х ширина проката с учетом отступа (50 мм) от кромок | 1 |
Прочность при растяжении по Эриксену | |||
Прочность при обратном ударе | 2 | 90 х ширина проката с учетом отступа (50 мм) от кромок | 1 |
Твердость покрытия | 3 | 90 х ширина проката с учетом отступа (50 мм) от кромок | 1 |
Блеск | |||
Толщина покрытия | 4а; 46; 4в | 90 х 90 | 3 |
Цветовое различие | |||
Прочность при Т-изгибе на 180° | 5 | 40 х 400 | 2 |
Стойкость к истиранию (МЭК) | 6 | 90 х 400 ширина проката с учетом отступа (50 мм) от кромок | 1 |
Приложение М (обязательное)
Измерение толщины полимерного покрытия методом клиновидного реза
М.1 Назначение
Измерение толщины полимерного покрытия методом клиновидного реза основано на разрушении полимерного покрытия путем выбуривания отверстия либо нанесении среза режущим ножом, проходящего через слои покрытия до металлической подложки, и измерении толщины каждого слоя покрытия.
М.2 Аппаратура
Прибор со сменным режущим инструментом (ножом или сверлом) для изготовления клиновидного среза под определенным углом.
Режущий инструмент (нож, резец, сверло или фреза) из твердого сплава, имеющий точно отшлифованные боковые стороны.
Микроскоп с измерительной шкалой или любая другая система для подсчета толщины покрытия.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
Маркер.
М.З Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений и в случае спорной ситуации температура должна быть (23 ± 2) °C, а относительная влажность — (50 ± 5) %.
М.4 Подготовка к испытаниям
Прибор настраивают и калибруют в соответствии с документацией (техническое описание, инструкция по эксплуатации и др.).
М.5 Порядок проведения испытаний
На поверхность пробы в местах измерения (см. приложение Л) наносят маркером контрастную маркировку.
По маркировке делают отверстие или срез через все слои покрытия до металлической основы. Резец или сверло выбирают, исходя из ориентировочной толщины покрытия в соответствии с таблицей М.1 (для резца) или таблицей М.2 (для сверла).
Таблица М.1 Таблица М.2
Угол реза | Толщина измеряемого покрытия, мкм | Погрешность измерения, мкм |
5,7° | 2—200 | ±2 |
26,6° | 10—1000 | ±10 |
Угол реза | Толщина измеряемого покрытия, мкм | Погрешность измерения, мкм |
5,7° | 2—89 | ±2 |
45° | 90—1600 | ±10 |
В соответствии с документацией (техническое описание, инструкция по эксплуатации и др.) и при помощи измерительного микроскопа или любой другой системы рассчитывают послойную толщину полимерного покрытия. Вид разреза и определение слоев схематично представлены на рисунке М.1 а и б. Определение толщины структурированных поверхностей проводят по нижней границе сплошного слоя без учета дополнительной толщины, возникающей за счет текстурирующих добавок, морщин или других структурных элементов поверхности.
В случае с близкими по цвету слоями полимерного покрытия послойное определение толщины может быть затруднено.
М.6 Обработка результатов измерений
За результат измерений принимают среднеарифметическое значение трех параллельных определений (одно определение — один срез) толщины полимерного покрытия по ширине рулона (листа).
Погрешность данного метода определяют в соответствии с таблицей М.1 (для резца) или таблицей М.2 (для сверла).
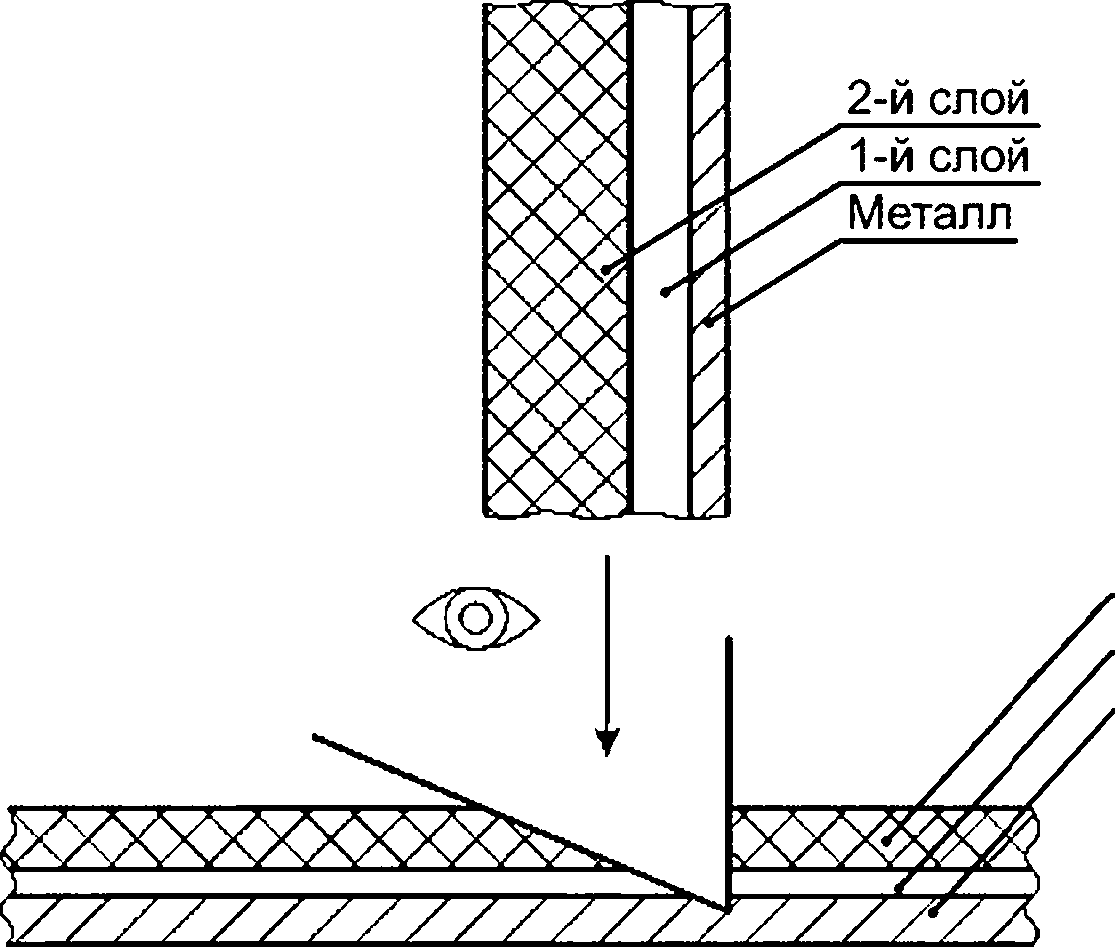
Гладкое покрытие
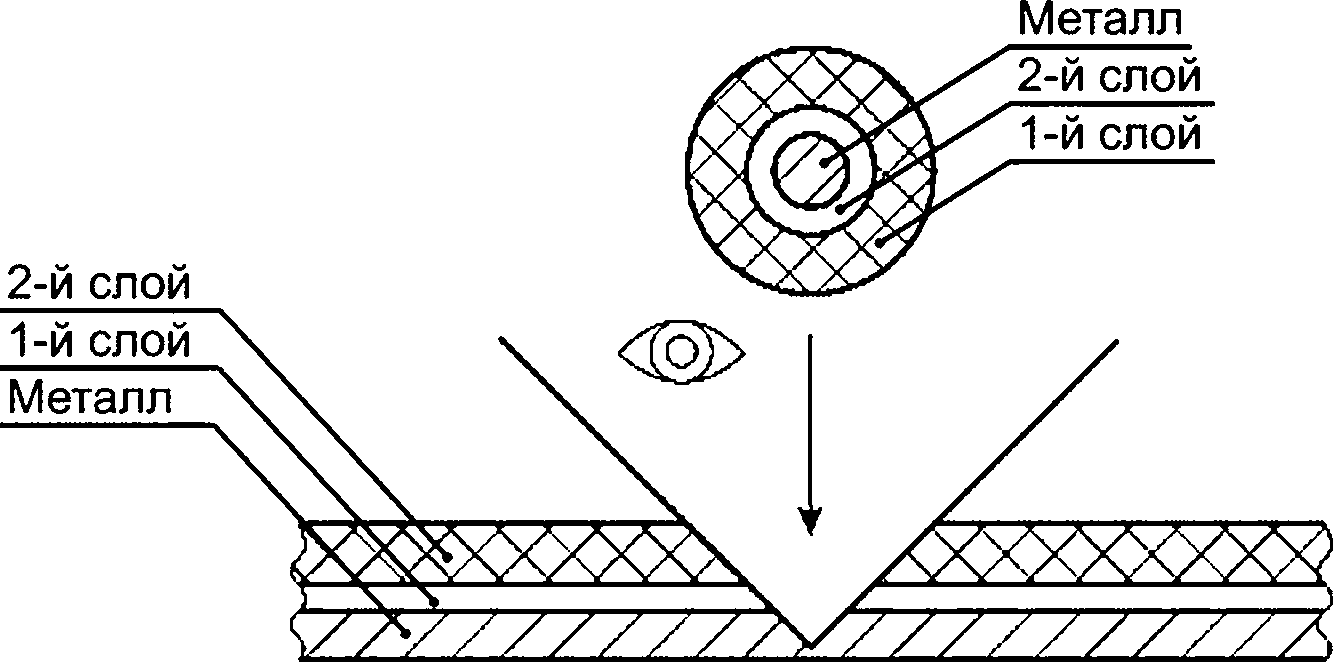
а - При помощи резца
б - При помощи сверла
Рисунок М.1 — Внешний вид разреза покрытия при измерении толщины покрытия методом клиновидного реза
Библиография
[1] ГОСТ Р 52246—2016
[2] ЕН 13523-22:2010
(EN 13523-22:2010)
[3] ГОСТ Р 54586—2011 (ИСО 15184:1998)
Прокат листовой горячеоцинкованный. Технические условия
Металлы в рулоне с покрытием. Методы испытаний. Часть 22. Цветовое различие. Визуальное сравнение (Coil coated metals — Test methods — Part 22: Colour difference — Visual comparision)
Материалы лакокрасочные. Метод определения твердости покрытия по карандашу
УДК 669.14-413:006:354
МКС 77.14.50
Ключевые слова: стальной тонколистовой холоднокатанный и холоднокатанный горячеоцинкованный прокат, полимерное покрытие, применение, основные параметры, технические требования, методы контроля, требования безопасности, испытание на прочность, адгезия, изгиб, твердость (метод карандаша), цветовой контраст, измерение блеска
БЗ 8—2017/110
Редактор Л.И. Нахимова Технический редактор И.Е. Черепкова Корректор М.И. Першина Компьютерная верстка Е.О. Асташина
Сдано в набор 18.08.2017. Подписано в печать 25.08.2017. Формат 60*841/8. Гарнитура Ариал.
Усл. печ. л. 3,72. Уч.-изд. л. 3,34. Тираж 70 экз. Зак. 1533.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Издано и отпечатано во , 123001 Москва, Гранатный пер., 4.
МКС 77.14.50
Изменение № 1 ГОСТ 34180—2017 Прокат стальной тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий. Технические условия
Принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 154-П от 30.09.2022)
Зарегистрировано Бюро по стандартам МГС № 16488
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AM, BY, KG, RU, UZ [коды альфа-2 по МК (ИСО 3166) 004]
Дату введения в действие настоящего изменения устанавливают указанные национальные органы по стандартизации*
Содержание. Наименование приложения Б изложить в новой редакции: «Методы определения адгезии полимерного покрытия».
Раздел 1 изложить в новой редакции:
«1 Область применения
Настоящий стандарт распространяется на тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный прокат с полимерным (лакокрасочным и пластизолевым) покрытием, нанесенным валковым методом или методом ламинирования в агрегатах непрерывного действия, а также дополнительно методом печати для элементов рисунчатого покрытия, предназначенный для применения в строительстве, машиностроении, авиастроении, приборостроении, при производстве внешних панелей бытовой техники, материалов и изделий, контактирующих с пищевыми продуктами и средами, изделий медицинского назначения и медицинской техники, электротехники, деталей автомобилей, холодильного и складского оборудования.
Примечание — Применение проката с полимерным покрытием для пищевой отрасли и для изделий медицинского назначения возможно только при наличии соответствующих разрешающих документов.
Для проката с полимерным покрытием в соответствии с заказом может применяться металлическая основа без покрытия или с цинковым, железоцинковым, цинкалюминиевым, цинкалюмомагние-вым, алюмоцинковым покрытиями, нанесенными методом горячего погружения в расплав (далее — горячеоцинкованный прокат)».
Раздел 2. Исключить ссылку: «ГОСТ 19851—74 Лента резаная из холоднокатаного проката. Технические условия»;
заменить датированные ссылки на недатированные, кроме ГОСТ 9045—93, ГОСТ 14918—2020;
заменить ссылки:
«ГОСТ 9.072—77 Покрытие лакокрасочное. Термины и определения» на «ГОСТ 9.072 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения»;
«ГОСТ 7566—94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение» на «ГОСТ 7566 Металлопродукция. Правила приемки, маркировка, упаковка, транспортирование и хранение»;
«ГОСТ 14918—80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия» на «ГОСТ 14918—2020 Прокат листовой горячеоцинкованный. Технические условия»;
«ГОСТ 31149—2014 (ИСО 2409:2013)» на «ГОСТ 31149 (ISO 2409:2013)»;
дополнить ссылкой: «ГОСТ 9825—73 Материалы лакокрасочные. Термины, определения и обозначения»;
примечание изложить в новой редакции:
«Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия
Дата введения в действие на территории Российской Федерации — 2023—02—01.
настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку».
Раздел 3. Пункт 3.1 дополнить словами: «а также пленки из синтетического материала с защитными, декоративными и/или специальными свойствами».
Пункт 3.17 дополнить примечанием:
«Примечание — Допускается нанесение рисунчатого покрытия методом печати».
Раздел 3 дополнить пунктом 3.20:
«3.20 разнооттеночность: Дефект полимерного покрытия, характеризующийся появлением участков с цветовыми различиями».
Раздел 4. Пункт 4.1. Классификация «по виду металлической основы». Второе перечисление после слов «цинкалюмомагниевым (ЦАМ)» дополнить словами: «, алюмоцинковым (АЦ)»;
классификация «по типу полимерных покрытий». Второе перечисление после слов «поливинил-денфторидная эмаль» дополнить перечислением: «фторполимерная эмаль на основе сополимеров тетрафторэтилена (хлортрифторэтилена) и виниловых эфиров (FEVE);», после слов «ПВХ пластизоль» дополнить перечислениями:
«- на пленки:
поливинилхлоридная пленка — ПВХ (пл);
поливинилфторидная пленка — ПВФ (пл);
полиэтилентерефталатная пленка — ПЭТ (ПЭТФ) (пл);
полипропиленовая пленка — ПП (пл);
полиэтиленовая пленка — ПЭ (пл)»;
классификацию «по точности прокатки основы (при применении)» изложить в новой редакции: «по точности изготовления основы по толщине и ширине (при применении):
- повышенной точности — А (АТ, АШ);
- нормальной точности — Б (БТ, БШ);»;
дополнить классификациями (после последней классификации):
«по наличию рисунка:
- без рисунка;
- с рисунчатым покрытием — РП;
по стойкости покрытия к воздействию климатических факторов внешней среды:
- с атмосфероустойчивым покрытием;
- с неатмосфероустойчивым покрытием — НС».
Пункт 4.3.2. Заменить значения: «500—1800» на «600—1800»; «30—499» на «30—599».
Пункт 4.4.2. Исключить слова: «и стандарту [1]».
Пункт 4.5. Второе перечисление. Заменить ссылки: «по ГОСТ 19904 и стандарту [1]» на «по ГОСТ 14918»;
третье перечисление. Заменить ссылку: «по стандарту [1]» на «по ГОСТ 14918».
Раздел 5. Пункт 5.2. Заменить ссылку: «, стандарт [1]» на «и ГОСТ 14918»;
дополнить абзацем: «По согласованию изготовителя с заказчиком допускается дифференцированное цинковое покрытие».
Пункт 5.3. Таблицу 1 изложить в новой редакции:
«Таблица 1
Тип покрытия | Обозначение | Диапазон толщины, мкм | |
по настоящему стандарту | по ГОСТ 9825—73 | ||
Грунтовки: | |||
полиэфирный грунт | — | ПЛ | 5—25 |
эпоксидный грунт | — | ЭП | 5—15 |
полиуретановый грунт | — | УР | 5—30 |
акриловый грунт | — | АК | 5—15 |
Окончание таблицы 1
Тип покрытия | Обозначение | Диапазон толщины, мкм | |
по настоящему стандарту | по ГОСТ 9825—73 | ||
Грунтовки: полиэфирный грунт | — | ПЛ | 5—25 |
эпоксидный грунт | — | ЭП | 5—15 |
полиуретановый грунт | — | УР | 5—30 |
акриловый грунт | — | АК | 5—15 |
Отделочные эмали: полиэфирная эмаль | ПЭ (SP) | ПЛ | 18—351> |
полиуретановая эмаль | ПУ (PUR) | УР | 20—40 |
поливинилденфторидная эмаль | ПВДФ (PVDF) | ФП | 18—25 |
фторполимерная (FEVE) эмаль | ФЭВЭ (FEVE) | — | 15—25 |
Лаковое покрытие: полиэфирный лак | Лак ПЭ | Лак ПЛ | 5—25 |
полиуретановый лак | Лак ПУ | ЛакУР | 5—25 |
поливинилденфторидный лак | Лак ПВДФ | Лак ФП | 5—25 |
фторполимерный лак | Лак ФЭВЭ | — | 5—25 |
Чернила для печати рисунков | ЗГ (SG) | — | 1—5 |
ПВХ пластизоль | ПВХ (PVC) | хв | 100—5002) |
Пленки: поливинилхлоридная пленка | ПВХ (пл) (PVC(F)) | _ | 100—150 |
поливинилфторидная пленка | ПВФ (пл) (PVF(F)) | — | 30—50 |
полиэтилентерефталатная пленка | ПЭТ (ПЭТФ) (пл) (PET(F)) | — | 15—150 |
полипропиленовая пленка | ПП (пл) (PP(F)) | — | 30—200 |
полиэтиленовая пленка | ПЭ (пл) (PE(F)) | — | 50—300 |
Защитные эмали обратной стороны: полиэфирная эмаль | ПЭ (SP) | пл | 5—18 |
эпоксидная эмаль | ЭП (ЕР) | ЭП | 5—18 |
эпоксиполиэфирная эмаль | ЭПЭ (EP-SP) | ЭФ | 5—18 |
1) Для достижения физико-механических и декоративных свойств по согласованию с заказчиком допуска
ется изменение указанного диапазона толщины.
2) Общая толщина покрытия вместе с грунтом.
Пункт 5.5 изложить в новой редакции:
«5.5 Номинальную толщину полимерного покрытия и количество слоев устанавливают по согласованию изготовителя с заказчиком и указывают в заказе. При отсутствии информации в заказе выбор предоставляется изготовителю».
Пункт 5.6, таблица 2. Заменить слова: «Номинальная толщина полимерного покрытия» на «Диапазон номинальной толщины полимерного покрытия».
Пункт 5.8, таблица 3. Графу «Тип полимерного покрытия» для класса качества покрытия «О» дополнить обозначениями покрытий: «FEVE, ПВХ (пл), ПВФ (пл), ПЭТ (ПЭТФ) (пл)»;
для классов качества покрытия «1» и «2» дополнить обозначениями покрытий: «FEVE, ПВХ (пл), ПВФ (пл), ПЭТ (ПЭТФ) (пл), ПП (пл), ПЭ (пл)»;
графа «Характеристика внешнего вида покрытия на лицевой стороне проката». Класс качества покрытия «1». Второй и третий абзацы изложить в новой редакции: «Поверхность покрытия должна быть однотонной — разнооттеночность не допускается (не применимо к рисунчатым покрытиям)»;
графа «Типичная область применения». Для классов качества покрытия «О» и «1» дополнить словами: «Машиностроение, авиастроение, для изготовления материалов и изделий, предназначенных для контакта с пищевыми продуктами и средами, изделий медицинского назначения и медицинской техники, электротехники, деталей автомобилей, холодильного и складского оборудования»;
для класса качества покрытия «2» дополнить словом: «Машиностроение»;
наименование графы «Тип полимерного покрытия» дополнить знаком сноски: «1»; дополнить сноской 1:
«___________________
1 Допускается нанесение на внешний слой полимерного покрытия рисунчатого покрытия (РП)».
Пункт 5.12. Таблицу 4 (за исключением сносок 1)—9)) изложить в новой редакции:
«Таблица 4
Показатель качества полимерного покрытия | Значение показателя качества полимерного покрытия 1>—5> | Метод испытаний | ||||||
ПЭ | ПУ | ПВДФ | FEVE | ПВФ (пл), ПЭТ (ПЭТФ) (пл), ПП (пл), ПЭ (пл) | пвх пластизоль | ПВХ (пл) | ||
1 Адгезия, % или Т | 0 | Приложение Б | ||||||
2 Прочность при обратном ударе, Дж, не менее | 5 | 10 | Приложение В | |||||
3 Прочность при растяжении по Эриксену, мм, не менее | 6 | Приложение Г | ||||||
4 Прочность при Т-изгибе на 180°, не более | 2Т 6) | 1Т | Приложение Д | |||||
5 Твердость полимерного покрытия (по карандашу), не менее | F | НВ | НВ | НВ | НВ | — | Приложение Е | |
6 Цветовое различие ЛЕ в сравнении с эталоном 7\ не более | 1,00 | Приложение Ж | ||||||
7 Блеск, ед. блеска: глубоко матовый матовый полуматовый полуглянцевый глянцевый высокоглянцевый | До 10 включ. | Приложение И | ||||||
Св. 10 до 25 включ. | ||||||||
Св. 25 до 40 включ. | ||||||||
Св. 40 до 60 включ. | ||||||||
Св. 60 до 75 | ||||||||
От 75 | ||||||||
8 Стойкость к истиранию (МЭК) | Не менее 100 двойных проходов 8)’9) | — | Приложение К | |||||
Пункт 5.16. Заменить слова: «для полимерных покрытий цветов «металлик» и «перламутр» по стандарту [1]» на «для покрытий с металлическим эффектом («металлик» и «перламутр»), сморщенных, текстурированных и рисунчатых покрытий по стандарту [1]».
Раздел 5 дополнить пунктами 5.19 и 5.20:
«5.19 В зависимости от заказываемых характеристик полимерного покрытия и общей массы цинкового покрытия, а также степени агрессивного воздействия среды прокат с полимерным покрытием по стойкости к воздействию климатических факторов внешней среды подразделяют на:
- с атмосфероустойчивым покрытием — с характеристиками, не ниже приведенных в нормативных документах, устанавливающих технические требования к защите строительных конструкций от коррозии, действующих на территории государств, принявших настоящий стандарт 1), с указанием срока службы в зависимости от степени агрессивного воздействия среды;
- с неатмосфероустойчивым покрытием (НС)— с нерегламентированными характеристиками по сроку службы.
Характеристики отнесения по стойкости к воздействию климатических факторов внешней среды проката с полимерными покрытиями ФЭВЭ (FEVE), лак ФЭВЭ, ПВХ (пл) (PVC(F)), ПВФ (пл) (PVF(F)), ПЭТ (ПЭТФ) (пл) (PET(F)), ПП (пл) (PP(F)), ПЭ (пл) (PE(F)) устанавливают по согласованию изготовителя с заказчиком.
Срок службы гарантируется технологией изготовления проката.
5.20 При поставке проката с односторонним полимерным покрытием изготовитель гарантирует стойкость к воздействию климатических факторов внешней среды только для лицевой стороны проката, для проката с двусторонним полимерным покрытием — для лицевой и обратной сторон проката»;
дополнить сноской 1);
«__________________
1) В Российской Федерации действует СП 28.13330.2017 «Защита строительных конструкций от коррозии» (технические требования и срок службы устанавливают по таблице Ц.8 в зависимости от степени агрессивного воздействия среды: неагрессивная — НА, слабоагрессивная-1 — СП-1, слабоагрессивная-2 — СП-2, среднеагрессивная — СР; для неатмосфероустойчивого покрытия — НС)».
Раздел 6 дополнить пунктом 6.1а (перед пунктом 6.1):
«6.1а Общие правила приемки — по ГОСТ 7566».
Пункт 6.2. Первый абзац. Четвертое перечисление дополнить словами: «и (или) идентификационный номер рулона (ID-номер);»;
десятое перечисление изложить в новой редакции: «- марку проката/стали;»;
тринадцатое перечисление дополнить словами: «(при применении)»;
четырнадцатое перечисление изложить в новой редакции: «- точность изготовления основы (при применении);»;
последнее перечисление. Исключить слова: «после вытяжки»;
после перечисления «- тип покрытия;» дополнить перечислениями:
«- фактуру поверхности;
- признак наличия рисунка (при применении);
- стойкость покрытия к воздействию климатических факторов внешней среды по 5.19 (при применении);».
Пункт 7.3. Исключить слова: «под прямым углом с расстояния не менее 1 м».
Пункт 7.6 изложить в новой редакции:
«7.6 Для определения адгезии полимерного покрытия применяют метод решетчатых надрезов после вытяжки по Эриксену в соответствии с Б.1 приложения Б.
По согласованию изготовителя с заказчиком допускается применять метод определения адгезии полимерного покрытия при Т-изгибе на 180°, приведенный в Б.2 приложения Б».
Пункты 8.1.2 и 8.1.3 изложить в новой редакции:
«8.1.2 Каждый рулон (пачку) снабжают ярлыками или этикетками (не менее чем тремя). Два ярлы-ка/этикетки должны быть приклеены на верхнем листе упаковки (наружный диаметр и торец), не менее одного(ой) — под упаковкой на внутреннем диаметре рулона или картонной втулке. Допускается вместо торца на верхнем листе упаковки приклеивать ярлык/этикетку во внутреннем отверстии рулона поверх упаковки.
По согласованию с заказчиком допускаются другие схемы упаковывания и маркировки.
Маркировка, наносимая на ярлык/этикетку, должна содержать:
- наименование и (или) товарный знак изготовителя;
- обозначение настоящего стандарта;
- номер партии и (или) идентификационный номер рулона (ID-номер);
- марку проката/стали;
- номинальную толщину полимерного покрытия;
- тип и класс полимерного покрытия;
- цвет полимерного покрытия;
- длину полосы в рулоне в метрах (по согласованию с заказчиком) или количество листов в пачке;
- массу нетто (фактическую) пачки, рулона и стопы рулонов.
8.1.3 На обратную сторону рулонного проката с односторонним полимерным покрытием наносят пошаговую маркировку с обязательным указанием:
- наименования и (или) товарного знака изготовителя;
- обозначения настоящего стандарта;
- номера партии и (или) идентификационный номер рулона (ID-номер);
- номинальной толщины проката;
- вида металлической основы и класса металлического покрытия (при применении);
- типа и номинальной толщины полимерного покрытия.
Примечание — Требования к маркировке номинальной толщины проката, вида металлической основы и класса металлического покрытия, типа и номинальной толщины полимерного покрытия факультативны до 01.07.2024 г.
Допускается включение в маркировку дополнительных параметров (с согласованием содержания маркировки), в том числе стойкость покрытия к воздействию климатических факторов внешней среды по 5.191\
Шаг маркировки — не более 3 м.
Требование по обязательной маркировке не распространяется на прокат шириной менее 700 мм. На прокат с двусторонним покрытием маркировку наносят по согласованию с заказчиком»; дополнить сноской 1);
«___________________
1) В Российской Федерации для проката с двусторонним лицевым покрытием срок службы в зависимости от степени агрессивности среды по СП 28.13330.2017 «Защита строительных конструкций от коррозии» указывают через дробь для каждого покрытия, для проката с односторонним лицевым покрытием (для покрытия обратной стороны) указывают — НС».
Пункт 10.2. Заменить ссылку: «5.11» на «5.12».
Приложение А. Пункт А.1. Второе и третье перечисления изложить в новой редакции:
«- вид металлической основы (ХК, Ц, ЖЦ, ЦА, ЦАМ, АЦ);
- класс металлического покрытия (60, 80, 100, 120 и т. д.) по ГОСТ 14918 (при применении);»;
одиннадцатое перечисление изложить в новой редакции:
«- точность изготовления основы по толщине и ширине — в соответствии с классификацией, установленной в стандартах на холоднокатаную и горячеоцинкованную основу (при применении);
- точность изготовления проката с полимерным покрытием по длине (АД, ВД);»;
четырнадцатое перечисление. Заменить ссылки: «стандарт [1], ГОСТ 19851» на «ГОСТ 14918»; пятнадцатое перечисление. Заменить ссылку: «по стандарту [1]» на «по ГОСТ 14918»;
дополнить перечислением (после восьмого перечисления):
«- наличие рисунка на внешнем слое или одном из слоев полимерного покрытия, в том числе нанесенного методом печати (РП);
последний абзац. Заменить ссылку: «по стандарту [2]» на «по стандарту [1]».
Пункты А.2.1 — А.2.4 изложить в новой редакции:
«А.2.1 Лист холоднокатаный горячеоцинкованный (Ц), класса покрытия 225 с полиуретановым (ПУ/ПУ) полимерным покрытием на лицевой и обратной сторонах, номинальной толщиной покрытия на лицевой и обратной сторонах 35 мкм (35/35), двусторонним лицевым покрытием (II), с классом внешнего вида поверхности (1), с фактурой поверхности (Т), с цветом лицевой стороны RAL8017 и цветом обратной стороны RAL9003, номинальными размерами проката 0,50x1000x2000 мм, повышенной точности изготовления по толщине (АТ), нормальной точности изготовления по ширине (БШ), высокой точности изготовления по длине (БД), нормальной плоскостности (ПН), с обрезной кромкой (О), из проката марки 04 по ГОСТ 14918—2020, ГОСТ 34180—2017:
Лист Ц—225 + ПУ/ПУ— 35/35 — II — 1 — Т— RAL8017/RAL9003 — 0,50* 1000*2000 — АТ — БШ — ВД — ПН — О — 04 ГОСТ 14918—2020 ГОСТ 34180—2017
А.2.2 Рулон холоднокатаный (ХК) с полиэфирным (ПЭ/ПЭ) полимерным покрытием на лицевой и обратной сторонах, номинальной толщиной на лицевой стороне 30 мкм и обратной стороне 20 мкм (30/20), двусторонним лицевым покрытием (II), с классом внешнего вида поверхности (2), с фактурой поверхности (Г), с цветом лицевой стороны RAL6005 и цветом обратной стороны RAL7004, номинальными размерами проката 0,70x1250 мм, нормальной точности изготовления (Б), с необрезной кромкой (НО) по ГОСТ 19904—90, из стали марки 08пс по ГОСТ 9045—93, ГОСТ 34180—2017:
Рулон ХК + ПЭ/ПЭ — 30/20 — II — 2 — Г— RAL6005/RAL7004 — 0,70* 1250— Б — НО ГОСТ 1990—90— 08пс ГОСТ 9045—93 ГОСТ 34180—2017
А.2.3 Рулон холоднокатаный с горячим цинкалюминиевым покрытием (ЦА), класса покрытия 180, с полиэфирным/эпоксидным (ПЭ/ЭП) полимерным покрытием на лицевой и обратной сторонах, номинальной толщиной на лицевой стороне 25 мкм и обратной стороне 16 мкм (25/16), односторонним лицевым покрытием (I), с классом внешнего вида поверхности (1), с фактурой поверхности (ТС), с цветом лицевой стороны RAL9010, номинальными размерами проката 0,80x1200 мм, повышенной точности изготовления (А), с обрезной кромкой (О), из стали марки 220 по ГОСТ 14918—2020, ГОСТ 34180—2017:
Рулон ЦА — 180 + ПЭ/ЭП — 25/16 — I — 1 — ТС — RAL9010/GRAY — 0,8* 1200 — А —О—220 ГОСТ 14918—2020 ГОСТ 34180—2017
А.2.4 Лента резаная в рулоне холоднокатаная горячеоцинкованная (Ц), класса покрытия 200, с по-ливинилденфторидным (ПВДФ/ПВДФ) полимерным покрытием на лицевой и обратной сторонах, номинальной толщиной на лицевой и обратной сторонах 25 мкм (25/25), двусторонним лицевым покрытием (II), с классом внешнего вида поверхности (2), с фактурой поверхности (С), с цветом лицевой стороны RAL9010 и цветом обратной стороны RAL9010, номинальными размерами ленты 0,50x100 мм, нормальной точности изготовления (Б), из стали марки 02 по ГОСТ 14918—2020, ГОСТ 34180—2017:
Лента Ц—200 + ПВДФ/ПВДФ — 25/25 — II—2—C — RAL9010/RAL9010 — 0,50* 100 —Б — 02 ГОСТ 14918—2020 ГОСТ 34180—2017».
Приложение Б изложить в новой редакции:
«Приложение Б (обязательное)
Методы определения адгезии полимерного покрытия
Б.1 Метод определения адгезии полимерного покрытия после вытяжки
Б.1.1 Назначение
Метод основан на оценке стойкости полимерного покрытия к отслаиванию после вытяжки сферическим пуансоном с предварительно нанесенным решетчатым надрезом.
Б.1.2 Аппаратура
Испытательная машина на выдавливание с внутренним диаметром матрицы (27,00 ± 0,05) мм и диаметром сферического наконечника — пуансона (20,00 ± 0,05) мм.
Режущий инструмент в соответствии с требованиями ГОСТ 31149 или иной режущий инструмент с жестким лезвием с V-образной режущей кромкой и толщиной не более 0,5 мм.
Волосяная мягкая кисть.
Прозрачная липкая лента (канцелярская) с адгезионной прочностью от 3,6 до 4,4 Н/см.
Металлическая линейка любого типа длиной не менее 150 мм с ценой деления 1 мм.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
Секундомер.
Лупа любого типа с десятикратным увеличением.
Б.1.3 Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений и при возникновении разногласий температура должна быть (23 ± 2) °C, а относительная влажность — (50 ± 5) %.
Б.1.4 Подготовка к испытаниям
Испытательную машину настраивают в соответствии с документацией (техническое описание, инструкция по эксплуатации и др.).
Б.1.5 Порядок проведения испытаний
Б.1.5.1 На поверхность пробы в местах испытания (см. приложение Л) наносят надрезы на полимерное покрытие.
Б.1.5.2 Расстояние между надрезами в каждом направлении должно быть одинаковым и зависеть от толщины полимерного покрытия (см. таблицу Б.1).
Таблица Б.1
Расстояние между надрезами, мм | Количество надрезов | Толщина покрытия, мкм |
1 | 6 | До 60 включ. |
2 | 6 | От 61 до 120 включ. |
3 | 6 | От 121 до 250 включ. |
5 | 2 | От 251 до 500 включ. |
Б.1.5.3 Помещают испытательный образец на твердую ровную поверхность с целью предотвращения деформации образца во время испытания.
Б.1.5.4 Выполняют параллельные надрезы режущим инструментом. Затем выполняют параллельные надрезы перпендикулярно к первоначальным надрезам таким образом, чтобы образовалась решетка. Режущий инструмент необходимо держать перпендикулярно к поверхности образца, движения должны быть равномерными. Все надрезы должны доходить до основы образца (металл, цинковое покрытие).
Б. 1.5.5 Для проката с пластизолевым покрытием делают по два параллельных надреза перпендикулярно друг к другу. Размер полученного квадрата должен быть (5 ± 1) мм.
Б.1.5.6 Поверхность покрытия в месте решетки осторожно очищают кистью.
Б. 1.5.7 Пробу закрепляют зажимным устройством между прижимом и матрицей покрытием вверх. Пробу центрируют так, чтобы средняя ось пуансона пересекала пробу в центре решетки.
Б. 1.5.8 При испытании лицевой стороны вдавливают сферическую вершину пуансона в испытуемую пробу на глубину 6 мм, а при испытании обратной стороны — на глубину 4 мм.
Б.1.5.9 Равномерно разматывают рулон липкой ленты и отрезают кусок длиной примерно 75 мм.
Б. 1.5.10 Накладывают середину липкой ленты на решетку параллельно одному направлению надрезов и пальцами прижимают липкую ленту, выходя за решетку не менее чем на 20 мм.
Б.1.5.11 Плотно разглаживают кончиками пальцев липкую ленту к решетке, оставляя один конец полоски неприклеенным.
Б.1.5.12 Через 1 мин после приклеивания липкой ленты ее равномерно удаляют, удерживая за свободный конец, в течение 0,5—1 с под острым углом к испытуемой пробе.
Б.1.6 Обработка результатов испытаний
Б.1.6.1 Оценку результатов испытаний проводят сразу после удаления липкой ленты. Осматривают площадь с надрезами или липкую ленту при хорошем освещении без помощи приборов или с лупой (по договоренности с заказчиком).
Б. 1.6.2 Результат выражают в процентах отслоения полимерного покрытия, оставшегося на липкой ленте.
Б.1.6.3 При несоответствии результатов требованиям настоящего стандарта определение адгезии повторяют на удвоенном количестве испытуемых проб.
Б.2 Метод определения адгезии полимерного покрытия при изгибе на 180°
Б.2.1 Назначение
Метод основан на оценке стойкости полимерного покрытия к отслаиванию при изгибе на 180°.
Б.2.2 Аппаратура
Слесарные тиски с гладкими захватами любого типа.
Прозрачная липкая лента (канцелярская) с адгезионной прочностью от 3,6 до 4,4 Н/см.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 10 % до 100 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0 °C до 100 °C, с ценой деления не более 1 °C.
Секундомер.
Б.2.3 Условия проведения испытаний
Испытания проводят при температуре и влажности окружающей среды. Для более точных измерений и при возникновении разногласий температура должна быть (23 ± 2) °C, а относительная влажность — (50 ± 5) %.
Б.2.4 Порядок проведения испытаний
Б.2.4.1 Испытуемый образец загибают на 90° таким образом, чтобы испытуемое покрытие находилось с внешней стороны.
Б.2.4.2 Испытуемый образец зажимают в тисках, получив при этом изгиб, равный 180°, который соответствует значению 0Т-изгиба. Внутренние поверхности испытуемого образца должны плотно прилегать друг к другу.
Б.2.4.3 Отрезают два полных витка от рулона липкой ленты. Равномерно разматывают рулон липкой ленты и отрезают кусок длиной приблизительно 75 мм.
Б.2.4.4 Накладывают центр липкой ленты вдоль длины изгиба, плотно прижимают и разглаживают ленту пальцами для обеспечения надлежащего контакта с покрытием. Цвет покрытия, видимый через ленту, является признаком надлежащего контакта.
Б.2.4.5 Через 1 мин после приклеивания липкой ленты ее равномерно удаляют, удерживая за свободный конец, в течение 0,5—1 с.
Б.2.5 Обработка результатов испытаний
Б.2.5.1 Оценку результатов испытаний проводят сразу после удаления липкой ленты. Осматривают липкую ленту при хорошем освещении без помощи приборов.
Б.2.5.2 Результат испытаний признается соответствующим требованиям настоящего стандарта при отсутствии отслоения полимерного покрытия, оставшегося на липкой ленте (ОТ).
Б.2.5.3 При несоответствии результатов испытаний требованиям настоящего стандарта определение адгезии повторяют на удвоенном количестве испытуемых образцов».
Приложение В. Пункт В.6.3. Заменить слова: «При расхождении значений прочности» на «При несоответствии результатов требованиям настоящего стандарта».
Приложение Г, пункт Г.6.3, и приложение Д, пункт Д.5.3. Заменить слова: «При расхождении результатов испытаний» на «При несоответствии результатов требованиям настоящего стандарта».
Приложение Е. Подраздел Е.2. Первый абзац. Заменить ссылку: «по стандарту [3]» на «по стандарту [2]»;
пункт Е.6.4. Заменить слова: «При расхождении результатов твердости полимерного покрытия по карандашу» на «При несоответствии результатов требованиям настоящего стандарта».
Приложение Ж. Подраздел Ж.7. Первый абзац. Заменить слова: «трех образцов» на «в трех точках образца»; «до десятых» на «до сотых»;
последний абзац. Заменить слова: «При расхождении результатов цветового различия» на «При несоответствии результатов требованиям настоящего стандарта».
Приложение И. Пункт И.4.1 изложить в новой редакции:
«И.4.1 Геометрию измерения в приборе независимо от типа покрытия устанавливают 60°. По согласованию изготовителя с заказчиком допускается устанавливать в приборе иную геометрию измерения, с указанием информации в заказе».
Приложение К. Подраздел К.6. Первый абзац после слов «краевые участки» дополнить значением: «(10 мм)».
Приложением. Пункт Л.1 и рисунок Л.1. После слова «Схема» дополнить номером: «№ 1»;
рисунок Л.1. Исключить примечание;
дополнить поясняющими данными: «1, 2, 3, 4а, 46, 4в, 5, 6 — обозначение проб; * — место испытания»;
дополнить пунктами Л.З и Л.4:
«Л.З По согласованию изготовителя с заказчиком, указанному в заказе, отбор проб для проведения контрольных испытаний проводят по схеме № 2, представленной на рисунке Л.2.
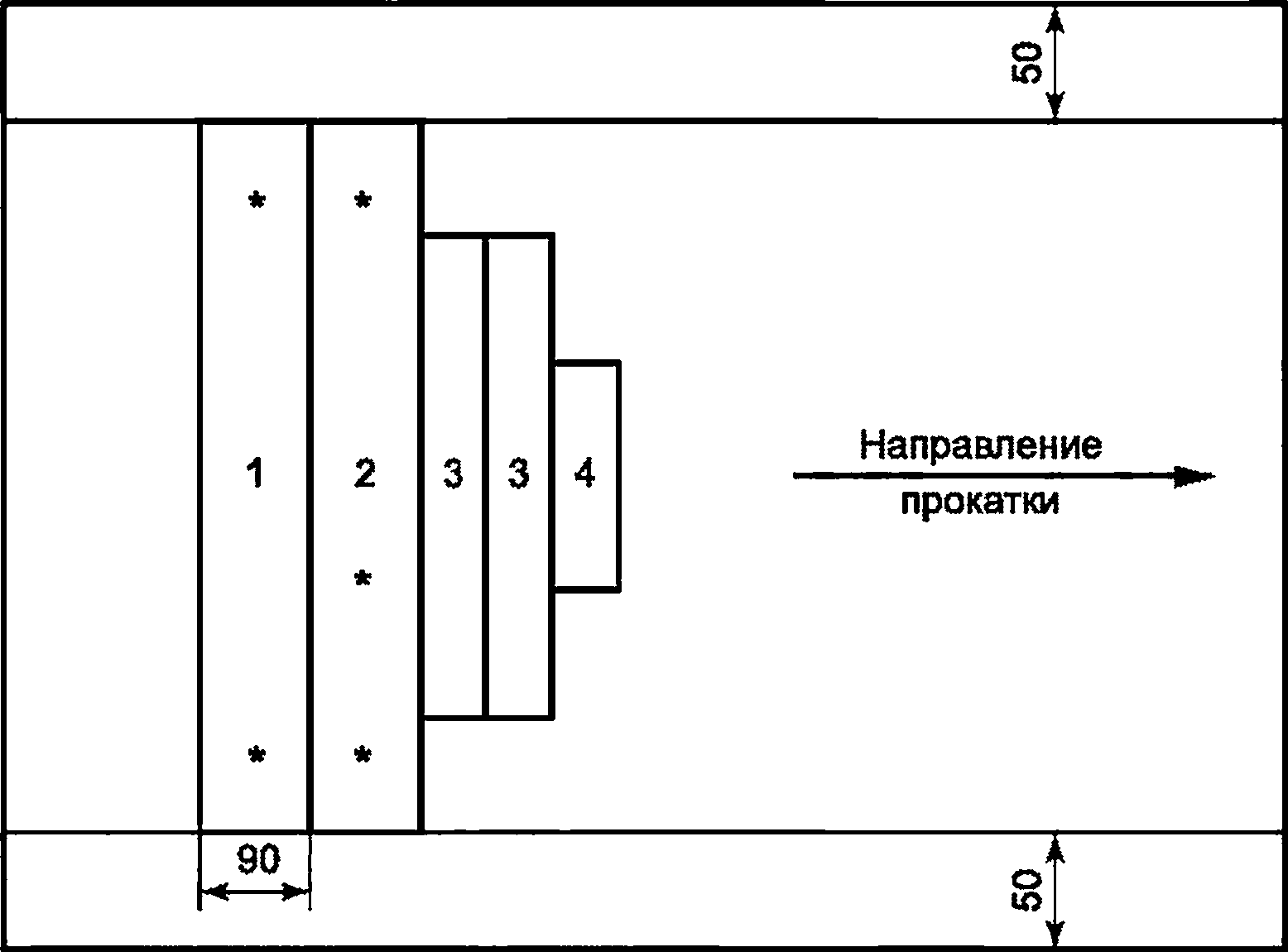
1, 2, 3, 4 — обозначение проб; * — место испытания
Рисунок Л.2 — Схема № 2 отбора проб для проведения испытаний
Л.4 Наименование показателя, обозначение (в соответствии с рисунком Л.2), размеры и количество образцов приведены в таблице Л.2.
Таблица Л.2
Наименование показателя | Обозначение образцов (проб) | Размеры образцов (проб), мм | Количество, шт. |
Адгезия при изгибе на 180° | 3 | Не менее 40x400, но не более 50x500 | 2 |
Прочность при растяжении по Эриксену | 1 | Не менее 90 х ширина проката с учетом отступа (50 мм) от кромок | 1 |
Прочность при обратном ударе | 1 | Не менее 90 х ширина проката с учетом отступа (50 мм) от кромок | 1 |
Твердость покрытия | 2 | Не менее 90 х ширина проката с учетом отступа (50 мм) от кромок | 1 |
Блеск | 2 | Не менее 90 х ширина проката с учетом отступа (50 мм) от кромок | 1 |
Толщина покрытия | 2 | Не менее 90 х ширина проката с учетом отступа (50 мм) от кромок | 1 |
Цветовое различие | 2 | Не менее 90 х ширина проката с учетом отступа (50 мм) от кромок | 1 |
Прочность при Т-изгибе на 180° | 3 | Не менее 40x400, но не более 50x500 | 2 |
Стойкость к истиранию (МЭК) | 4 | Размер образца определяется типом прибора | 1 |
Элемент «Библиография» изложить в новой редакции:
«Библиография
[1] EN 13523-22:2017 Coil coated metals — Test methods — Part 22: Colour difference — Visual comparision (Металлы в рулоне с покрытием. Методы испытаний. Часть 22. Цветовое различие. Визуальное сравнение)
[2] ISO 15184:20202) Paints and varnishes — Determination of film hardness by pencil test (Материалы лакокрасочные. Определение прочности пленки с помощью карандаша)
10
1
> Приказом Федерального агентства по техническому регулированию и метрологии от 16 августа 2017 г. № 909-ст ГОСТ Р 52146—2003 отменен с 1 июня 2018 г.
© , 2017
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
2
) В Российской Федерации может использоваться ГОСТ Р 54586—2011 «Материалы лакокрасочные. Метод определения твердости покрытия по карандашу».
Библиографические данные. Заменить код МКС: «77.14.50» на «77.140.50».
(ИУС № 2 2023 г.)
{kind=link}