Группа Ж15
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ И МАТЫ ТЕПЛОИЗОЛЯЦИОННЫЕ ИЗ МИНЕРАЛЬНОЙ ВАТЫ НА СИНТЕТИЧЕСКОМ СВЯЗУЮЩЕМ
ГОСТ
9573—72
Thermal insulating wares of mineral woll on synthetic binder
Взамен
ГОСТ 9573—66
Постановлением Государственного комитета Совета Министров СССР по делам строительства от 30/XII 1971 г. № 202 срок введения установлен
с 1/VII 1973 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на плиты и маты, изготовляемые из минеральной ваты на синтетическом связующем с пластифицирующими добавками или без них, предназначаемые для тепловой изоляции строительных конструкций, промышленного оборудования и трубопроводов при температурах изолируемых поверхностей от минус 60 до плюс 400°С.
1. ВИДЫ МАРКИ И РАЗМЕРЫ
1.1. Плиты изготовляются квадратной или прямоугольной формы; маты — в виде рулонов.
1.2. Плиты в зависимости от величины их сжимаемости под удельной нагрузкой 0,02 кгс/см2 (1,96 кН/м2) делятся на мягкие, полужесткие и жесткие.
1.3- Изделия (плиты и маты) в зависимости от их объемной массы подразделяются на марки: «50», «75», «100», «125» и «150».
Издание официальное Перепечатка воспрещена
1.4. Размеры изделий должны соответствовать указанным в а. 1.
мм Таблица 1
Наименования изделий | Длина | Ширина | Толщина |
Плиты | 1000 | 500; 1000 | 40; 50; 60 |
Маты | 2000; 3000; 40С0 | 500; 1000 | 70; 80; 90; 100 |
Примечание. По согласованию потребителя с предприятием-изготовителем допускается изготовление изделий других размеров.
1.5. Допускаемые отклонения в мм от размеров:
по длине:
для плит...........±’10
для матов..........±30
по ширине:
для полужестких и жестких плит | . . ± 6 . . . ±10 | |
для мягких плит и матов | . . | |
по толщине.- | ||
для полужестких и жестких | плит | 4-5 _4 |
для мягких плит и матов
+ 7
—2
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Материалы, применяемые для изготовления плит и матов, должны соответствовать: минеральная вата — ГОСТ 4640—66, синтетическое связующее и пластифицирующие добавки — действующим техническим условиям на эти материалы.
2.2. Плиты должны быть правильной геометрической формы.
Грани изделий должны быть ровными и параллельными. Разность размеров диагоналей полужестких и жестких плит не должна превышать 10 мм, мягких плит — 20 мм.
2.3. Разнотолщинность изделий не должна превышать:
для плит полужестких и жестких .... 8 мм, для плит мягких и матов.......10 мм
2.4. В изломе изделия должны иметь однородную структуру, без пустот, расслоений; связующее должно быть равномерно распределено между волокнами.
2.5- По физико-механическим показателям изделия должны соответствовать требованиям, указанным в табл. 2.
2.6. Коэффициент теплопроводности изделий должен определяться предприятием-изготовителем не реже одного раза в квартал.
т
а б л и ц а 2
Нормы для изделий
Наименования показателей
мягкие плиты и маты марок
полужесткне плиты марок
жесткие плиты марок
.53* .75*
.100- | .125*
.150*
Объемная масса, кг/м3, не более
50 | 75
100 | 125
150
Коэффициент теплопроводности, не более, при средней температуре:
а) 25±5°С (298±5К):
в ккал/(ч м °С)
0,040
0,012
0,044
в Вт (м-К.)
0,047
0,049
0,051
б) 125±55С (398±5К):
в ккал/(чм-°С)
0,066
0,032
0,060
в Вт (м-К)
0,077
0,072
0,070
Со держание связующего вещества, % по массе
3±1
4^1
5±1
Сжимаемость под удельной нагрузкой 0,02 кгс/см4 (1,96 кН/м2) %, не более
20 | 15
6
2.7. Мягкие плиты и маты при сгибании вокруг цилиндра диаметром 108 мм не должны иметь расслоений и разрывов.
2.8. Предел прочности при разрыве мягких плит и матов должен быть не менее 0,08 кгс/см2 (7,84 кН/м2).
2.9. Относительное изменение величины сжимаемости полужестких и жестких плит под удельной нагрузкой 0,02 кгс/см2 (1,96 кН/м2) после трехсуточного выдерживания образцов в эксикаторе, относительная влажность воздуха в котором составляет 98±2% при температуре 20±2°С (293±2К), не должно быть более 30%-.
Определение относительного изменения величины сжимаемости плит должно производиться предприятием-изготовителем не реже одного раза в месяц.
2.10. Влажность изделий не должна превышать 1% по массе.
2.11. Количество отвержденного фенольного связующего в изделиях должно быть не менее 90% от общего количества связующего.
Определение степени поликонденсации фенольного связующего должно производиться предприятием-изготовителем не реже одного раза в месяц.
2.12. Изделия должны быть приняты техническим контролем предприятия-изготовителя.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Размер партии плит и матов одной марки и одного размера устанавливается в количестве сменной выработки предприятия-изготовителя с одной технологической линии.
3.2. Потребитель имеет право производить контрольную проверку соответствия изделий требованиям настоящего стандарта, соблюдая при этом указанные ниже порядок отбора образцов и методы испытаний.
3.3. Для проверки соответствия изделий требованиям настоящего стандарта от каждой партии из разных мест отбирают пять изделий.
3.4. Из числа изделий, удовлетворяющих требованиям по внешнему виду и размерам, отбирают три изделия (образца) для определения физико-механических показателей.
3.5. При неудовлетворительных результатах испытаний (или проверки) образцов хотя бы по одному из показателей проводят повторное испытание (или проверку) по этому показателю удвоенного количества образцов, взятых от той же партии-
Результаты повторных испытаний являются окончательными.
3.6. Правильность формы изделий устанавливают внешним осмотром.
Проверку размеров изделий производят металлическим измерительным инструментом с точностью до 1 мм.
Длину и ширину изделий вычисляют, как среднее арифметическое значение результатов трех измерений, произведенных в трех местах: на расстоянии 50 мм от каждого края и посередине изделия.
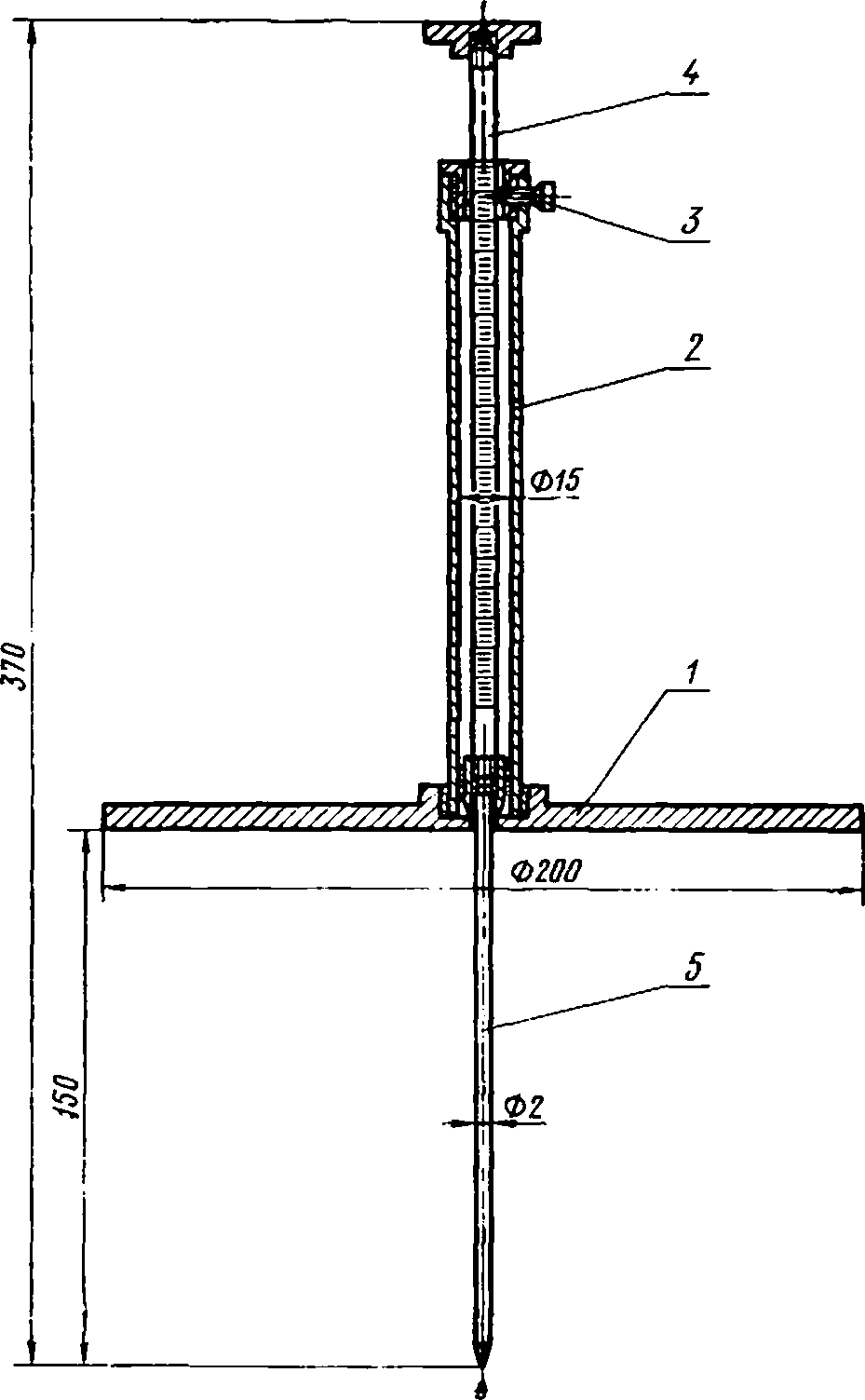
Толщину изделия измеряют с точностью до I мм при помощи игольчатого толщиномера, указанного на чертеже. Для определения толщины изделие укладывают на ровное твердое основание. На поверхность изделия устанавливают толщиномер» вес диска 1 с трубкой 2 которого создает удельную нагрузку 0,005 кгс/см2 (0,49 кН/м2), затем с помощью винта 3 освобождают стержень 4 с иглой 5, и,нажимая рукой на стержень толщиномера, прокалывают иглой изделие на всю его толщину и выдерживают ее в изделии в течение 5 мин. Толщину определяют по делению шкалы, находящемуся на уровне верхнего края трубки толщиномера.
Толщину плиты измеряют в центре плиты и в четырех местах на расстоянии 50 мм от каждого края.
Толщину мата измеряют в шести местах: четыре замера по краям и два замера посередине мата.
Толщину изделия вычисляют как среднее арифметическое значение результатов всех замеров.
3.7. Однородность структуры, отсутствие пустот и расслоений, равномерность распределения связующего определяют осмотром в срезе трех изделий.
3.8. Объемная масса изделий, содержание связующего вещества, сжимаемость полужестких и жестких плит под удельной нагрузкой 0,02 кгс/см2, предел прочности при разрыве мягких плит и матов и влажность изделий определяют по ГОСТ 17177—71 как среднее арифметическое значение результатов испытаний трех изделий, взятых от каждой партии.
39. Коэффициент теплопроводности изделий должен определяться по ГОСТ 7076—66.
3.10. Гибкость мягких плит и матов должна определяться по ГОСТ 17177—71 на цилиндре диаметром 108 мм на трех образцах размерами в плане 300Х 100 мм и толщиной, равной толщине изделий, из которого вырезаны образцы.
3.11. Относительное изменение величины сжимаемости полужестких плит определяют на образцах, на которых определялась величина сжимаемости. Образцы помещают в эксикатор или закрытый сосуд и выдерживают над водой в течение трех суток, затем определяют величину сжимаемости образцов по ГОСТ 17177—71. Относительное изменение величины сжимаемости (Д Сж) вычисляют с точностью до 1% по формуле:
ДСж = ЮО,
где:
Сж — величина сжимаемости плит в %;
СдаС1 — величина сжимаемости плит после трехсуточного выдерживания в эксикаторе в %.
3.12. Для определения количества отвержденного фенольного
связующего из разных мест трех изделий вырезают не менее 3 образцов размерами 50x50 мм с тем, чтобы их общая масса составляла 100—150 г. Образцы измельчают в металлической или фарфоровой ступке и просеивают через сито № 016. Часть порошка
(40—60 г) высушивают в течение 24 ч в эксикаторе над концентрированной серной кислотой в открытой фарфоровой или стеклянной посуде. Высота слоя порошка при высушивании не должна превышать 20 мм.
Высушенный порошок в количестве 10—15 г помещают в предварительно взвешенный тигель (Тф. Пор. 160 ГОСТ 9775—69) и взвешивают с точностью 0,0002 г. Затем тигель закрывают фильтровальной бумагой и подвешивают в эксикатор так, чтобы верхний край тигля находился на 4—5 мм выше достигаемой при экстракции поверхности растворителя (ацетона). В колбу вливают чистый для анализа ацетон в количестве, превышающем объем экстракционной части прибора приблизительно в полтора раза. Соединив прибор с холодильником, колбу нагревают с таким расчетом, чтобы сифонирование происходило примерно 20 раз в час. Экстракцию производят в течение 10 ч, после чего тигель с порошком извлекают из прибора и высушивают. сначала на воздухе, а затем в сушильном шкафу при температуре 105°С в течение 5 ч. По окончании высушивания порошка тигель помещают в эксикатор с хлористым кальцием и после охлаждения взвешивают с точностью 0,0002 г.
Количество отвержденного фенольного связующего (Сп) в процентах вычисляют по формуле:
Сгг = 100----10000,
т *(^в
где:
/и — масса порошка до экстракции в г;
m,i— масса порошка после эксплуатации в г;
Се — содержание связующего в порошке, определенное по ГОСТ 17177—71, в %.
Количество отвержденного фенольного связующего в изделиях вычисляют как среднее арифметическое значение результатов двух параллельных определений.
4. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Плиты должны быть упакованы в щитки из деревянных реек с подпрессовкой до 30% по толщине, картонные ящики или в деревянную решетчатую тару, в возвратные или разборные контейнеры, в пергамин или в мешочную, упаковочную водонепроницаемую двухслойную или упаковочную битумную и дегтевую бумагу, или в полиэтиленовую пленку.
Примечание. По согласованию предприятия-изготовителя с потребителем допускается транспортирование изделий на небольшие расстояния без упаковки в крытых автомашинах.
4.2. На каждом упакованном месте должна быть наклеена этикетка или поставлен несмываемой краской штамп, на которых указывают:
а) товарный знак придприятия-изготовителя;
б) наименование, размеры и количество изделий;
в) марка изделий;
г) обозначение настоящего стандарта.
4.3. Каждая партия изделий должна сопровождаться документом установленной формы, в котором указывают:
а) наименование и адрес предприятия-изготовителя;
б) номер и дату составления документа;
в) наименование, марку и размеры изделий;
г) результаты испытаний;
д) количество изделий;
е) обозначение настоящего стандарта.
4.4. Отгрузка изделий потребителю должна производиться не менее чем после двух суток выдерживания их на складе.
4.5. При погрузке и разгрузке изделий должны быть приняты меры, обеспечивающие сохранность их от механических повреждений и увлажнения.
4.6. Транспортирование изделий должно производиться в крытых вагонах или других закрытых транспортных средствах.
4.7. Изделия должны храниться упакованными в закрытых складах или под навесом.
Допускается хранение изделий без тары в условиях, предохраняющих их от увлажнения и повреждения- Высота штабеля неупакованных или упакованных в мягкую тару изделий должна быть не более 2 м.
РАЗРАБОТАН Всесоюзным научно-исследовательским и проектным институтом «Теплопроект» Министерства монтажных и специальных строительных работ СССР
Зам. директора Сухарев М. Ф.
Руководитель темы Мерзляк А. Н. Исполнители: Лучина В. Я., Дмитриева М. М.
Всесоюзным научно-исследовательским институтом теплоизоляционных и акустических строительных материалов и изделий Министерства промышленности строительных материалов СССР
Зам. директора Капачаускас И. М. Руководитель темы Эйдукявичус К. К. Исполнители: Кишонас А. П., Ярушевкчюс К. И.
ВНЕСЕН Министерством монтажных и специальных строительных работ СССР
Зам. министра Солоденников Л. Д.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом технического нормирования и стандартизации Госстроя СССР
Начальник отдела Шкинев А. Н. Начальник подотдела стандартов и технических условий Мозольное В. С. Гл. специалист Балалаев Г. А.
УТВЕРЖДЕН Государственным комитетом Совета Министров СССР по делам строительства
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстроя СССР от 30 декабря 1971 г. Н9 202
362
{kind=link}