ГОСТ 10654-81
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ ТРЕУГОЛЬНОЙ РЕЗЬБЫ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ
И МУФТ К НИМ
Типы. Основные размеры и допуски
Gauges for triangular thread for tubing pipes with couplings. Types.
Basic dimensions and tolerances
МКС 23.040.10*
_______________
* В указателе "Национальные стандарты" 2005 г. ОКС 17.040.30. -
Примечание "КОДЕКС".
Дата введения 1982-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 31 марта 1981 года N 1707
ВЗАМЕН ГОСТ 10654-63
ПЕРЕИЗДАНИЕ.
Настоящий стандарт распространяется на калибры для треугольной резьбы насосно-компрессорных труб и муфт к ним по ГОСТ 633-80.
1. ТИПЫ КАЛИБРОВ
1.1. Калибры должны изготовляться типов:
Р - резьбовые рабочие (пробки и кольца);
К-Р - резьбовые контрольные (пробки и кольца);
Г - гладкие рабочие (пробки и кольца);
К-Г - гладкие контрольные (пробки);
Г-Н - гладкие неполные (пробки).
1.2. Правила применения калибров указаны в обязательном приложении к настоящему стандарту.
1.3. Технические условия - по ГОСТ 24672-81.
2. ОБОЗНАЧЕНИЯ
2.1. В настоящем стандарте приняты следующие буквенные обозначения размеров и допусков:
- натяг по ГОСТ 633-80;
- ширина канавки;
- срез вершины резьбы калибра;
- диаметр выточки калибра-кольца;
- диаметр проточки калибра-пробки;
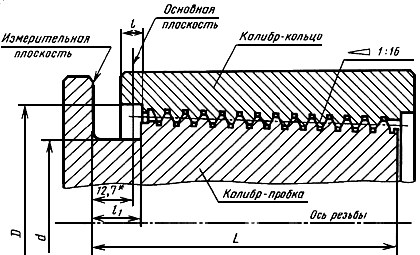
- длина резьбового калибра-пробки от малого торца до измерительной плоскости, соответствующая длине резьбы трубы;
- длина гладкого рабочего калибра-пробки;
- длина гладкого калибра-кольца;
- длина выточки калибра-кольца;
- длина проточки калибра-пробки;
- длина выточки гладкого калибра-пробки, соответствующая началу резьбы трубы;
- длина гладкого контрольного калибра-пробки;
- шаг резьбы;
- натяг по ГОСТ 633-80, равный округленному значению шага резьбы;
- действительный натяг рабочего калибра-кольца по контрольному калибру-пробке;
- натяг резьбы трубы по калибру-кольцу;
- действительный натяг контрольного калибра-кольца по контрольному калибру-пробке;
- действительный натяг рабочего калибра-пробки по контрольному калибру-кольцу;
- натяг резьбы муфты по рабочему калибру-пробке.
3. ПРОФИЛЬ РЕЗЬБЫ, ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
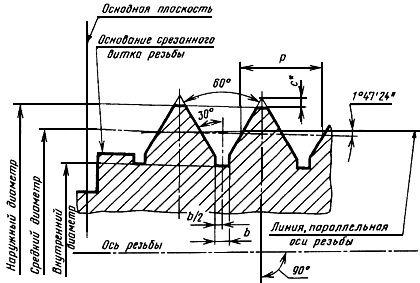
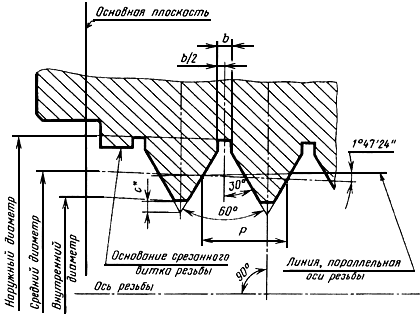
3.1. Профиль резьбы, основные размеры и предельные отклонения рабочих и контрольных калибров должны соответствовать указанным на черт.1 и 2 и в табл.1 и 2.
________________
* Размер для справок.
Черт.1
Профиль резьбы калибров-пробок Р и К-Р
Профиль резьбы калибров-колец Р и К-Р
________________
* Размер для справок.
Черт.2
Таблица 1
мм
Диаметр в основной плоскости | |||||||||||||||
Калибры-пробки Р и К-Р | Калибры-кольца Р и К-Р | ||||||||||||||
Услов- | Шаг | наруж- ный | сред- | внут- | наруж- | сред- | внут- рен- |
|
|
| |||||
33; В27 | 2,540 | 32,969 | 32,065 | 30,577 | 33,553 | 32,065 | 31,161 | 35 | 29 | 29 | 10 | 13 | 0,3 | 5 | 0,648 |
42 | 41,730 | 40,826 | 39,338 | 42,314 | 40,826 | 39,922 | 44 | 38 | 32 | ||||||
48 | 47,828 | 46,924 | 45,436 | 48,412 | 46,924 | 46,020 | 50 | 44 | 35 | ||||||
60 | 59,893 | 58,989 | 57,501 | 60,477 | 58,989 | 58,085 | 62 | 56 | 42 | ||||||
73 | 72,593 | 71,689 | 70,201 | 73,177 | 71,689 | 70,785 | 75 | 69 | 53 | ||||||
89 | 88,468 | 87,564 | 86,076 | 89,052 | 87,564 | 86,660 | 91 | 85 | 60 | ||||||
102 | 3,175 | 101,092 | 99,866 | 97,980 | 101,752 | 99,866 | 98,640 | 104 | 97 | 62 | 9 | 16 | 0,38 | 6,5 | 0,762 |
114 | 113,792 | 112,566 | 110,680 | 114,452 | 112,566 | 111,340 | 116 | 109 | 65 | ||||||
В33 | 2,540 | 36,874 | 35,970 | 34,482 | 37,458 | 35,970 | 35,066 | 39 | 33 | 32 | 10 | 13 | 0,3 | 5 | 0,648 |
В42 | 45,605 | 44,701 | 43,213 | 46,189 | 44,701 | 43,797 | 48 | 42 | 35 | ||||||
В48 | 52,749 | 51,845 | 50,357 | 53,333 | 51,845 | 50,941 | 55 | 49 | 37 | ||||||
В60 | 3,175 | 65,374 | 64,148 | 62,262 | 66,034 | 64,148 | 62,922 | 68 | 61 | 50 | 9 | 16 | 0,38 | 6,5 | 0,762 |
В73 | 78,074 | 76,848 | 74,962 | 78,734 | 76,848 | 75,622 | 80 | 74 | 54 | ||||||
В89 | 94,742 | 93,516 | 91,630 | 95,402 | 93,516 | 92,290 | 97 | 90 | 60 | ||||||
В102 | 107,442 | 106,216 | 104,330 | 108,102 | 106,216 | 104,990 | 110 | 103 | 64 | ||||||
В114 | 120,142 | 118,916 | 117,030 | 120,802 | 118,916 | 117,690 | 123 | 116 | 67 | ||||||
Таблица 2
Размеры в мм
Размеры калибра | Предельное отклонение | |||
Рабочий калибр | Контрольный калибр | |||
пробка | кольцо | пробка | кольцо | |
Средний диаметр | ±0,025 | - | ±0,012 | - |
Шаг | 0,013 | 0,020 | 0,009 | 0,014 |
Угол наклона боковой стороны профиля (30°) | ±12' | ±18' | ±9' | ±13' |
Разность средних диаметров на длине резьбы калибра без крайних полных витков (конусность) | +0,025 | -0,005 | +0,025 | -0,005 |
+4 | - | ±0,1 | - | |
Примечания:
1. Предельные отклонения шага резьбы, указанные в таблице, относятся к расстоянию между любыми витками резьбы. Действительное отклонение может быть со знаком минус или плюс.
2. Шаг измеряется параллельно оси резьбы.
Форма канавки произвольная.
3.2. Длина калибров-колец (рабочего и контрольного) устанавливается рабочими чертежами.
Длина контрольного калибра-кольца должна соответствовать длине рабочего калибра-кольца.
3.3. Взаимосвязь между контрольными калибрами, рабочими калибрами и резьбой изделия, а также предельные отклонения натяга указаны на черт.3.
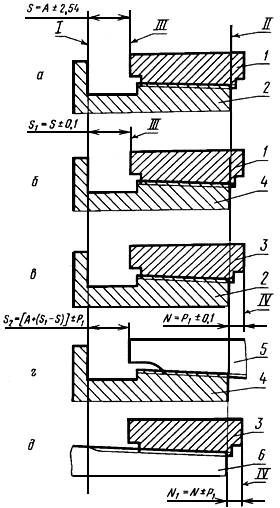
I - измерительная плоскость калибров-пробок (рабочего и контрольного), соответствующая концу сбега
резьбы трубы; II - измерительная плоскость контрольного калибра-пробки, соответствующая торцу трубы;
III - измерительная плоскость контрольного калибра-кольца; IV - измерительная плоскость рабочего
калибра-кольца; 1 - контрольный калибр-кольцо; 2 - контрольный калибр-пробка;
3 - рабочий калибр-кольцо; 4 - рабочий калибр-пробка; 5 - муфта; 6 - труба
Черт.3
3.4. При изготовлении рабочие калибры (пробки и кольца) считаются годными, если после проверки всех элементов резьбы их натяги по контрольным калибрам будут выдержаны в пределах, указанных на черт.3б и 3в.
Примечание. На черт.3б и 3в предельные отклонения указаны для изготовителя калибров.
3.5. Износ калибров, выраженный изменением натягов ,
и
в процессе эксплуатации калибров не должен выходить за пределы плюс 0,25 мм, минус 0,5 мм.
3.6. Допуск прямолинейности боковых сторон профиля резьбы 3 мкм.
3.7. Допуск прямолинейности образующей конуса калибров (пробок и колец) по линии среднего диаметра резьбы - в пределах поля допусков конусности.
3.8. Допуск перпендикулярности измерительной плоскости калибра-пробки к оси резьбы должен быть:
0,020 мм - для калибра-пробки Р |
0,015 мм " " " К-Р |
3.9. Допуск параллельности измерительной плоскости припасованного калибра-кольца относительно измерительной плоскости контрольного калибра-пробки должен быть:
0,025 мм - для калибра-кольца Р |
0,018 мм " " " К-Р |
Контроль следует производить на расстоянии 3-5 мм от внешнего края торца.
3.10. Комплект рабочих резьбовых калибров должен состоять из калибра-пробки и калибра-кольца. Комплект контрольных резьбовых калибров состоит из контрольного калибра-пробки и припасованного к нему контрольного калибра-кольца.
По заказу потребителя допускается изготовление отдельно рабочих калибров-пробок и рабочих калибров-колец.
При одновременном заказе не менее 10 рабочих калибров (пробок и колец) и комплекта контрольных калибров рабочие калибры припасовываются к данным контрольным калибрам.
3.11. Условное обозначение калибра должно состоять из наименования калибра ("пробка", "кольцо", "контрольный калибр-пробка", "контрольный калибр-кольцо"), типа калибра, условного обозначения трубы и обозначения настоящего стандарта.
Пример условного обозначения резьбового рабочего калибра-пробки для гладких насосно-компрессорных труб условного диаметра 102 мм:
Пробка Рн/к 102 ГОСТ 10654-81
4. ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
4.1. Основные размеры и предельные отклонения рабочих и контрольных калибров должны соответствовать указанным на черт.4-7 и в табл.4.
Калибр-пробка Г
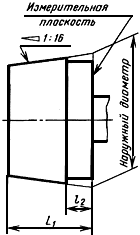
Черт.4
Калибр-пробка Г-Н
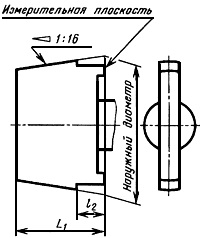
Черт.5
Калибр-кольцо Г
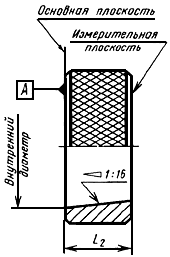
Черт.6
Калибр-пробка К-Г
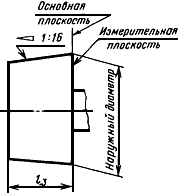
Черт.7
Таблица 4
мм
Условное обозначение трубы | Диаметр калибров | Предельное отклонение конусности калибра- пробки на его длине | |||||||||
Калибр-пробка | Калибр- | ||||||||||
рабочий | контрольный | ||||||||||
Наруж- | Пред. откл. | Наруж- | Пред. откл. | Внут- | рабо- | контроль- | |||||
33; В27 | 31,210 | ±0,01 | 33,401 | ±0,01 | 33,401 | 37 | 16,3 | 10 | 16,3 | ±0,008 | ±0,005 |
42 | 39,971 | 42,162 | 42,162 | 40 | 19,3 | 19,3 | |||||
48 | 46, 069 | 48,260 | 48,260 | 43 | 22,3 | 22,3 | |||||
60 | 58,134 | 60,325 | 60,325 | 50 | 29,3 | 29,3 | |||||
73 | 70,834 | 73,025 | 73,025 | 61 | 40,3 | 40,3 | ±0,006 | ||||
89 | 86,709 | 88,900 | 88,900 | 68 | 47,3 | 47,3 | ±0,010 | ±0,008 | |||
102 | 98,519 | ±0,015 | 101,600 | ±0,015 | 101,600 | 70 | 49,3 | 12 | 49,3 | ||
114 | 111,219 | 114,300 | 114,300 | 73 | 52,3 | 52,3 | |||||
В33 | 35,115 | ±0,008 | 37,306 | ±0,008 | 37,306 | 40 | 19,3 | 10 | 19,3 | ±0,008 | ±0,005 |
В42 | 43,846 | 46,037 | 46,037 | 43 | 22,3 | 22,3 | |||||
В48 | 50,990 | ±0,01 | 53,181 | ±0,01 | 53,181 | 45 | 24,3 | 24,3 | |||
В60 | 62,801 | 65,882 | 65,882 | 58 | 37,3 | 37,3 | ±0,006 | ||||
В73 | 75,501 | 78,582 | 78,582 | 62 | 41,3 | 41,3 | |||||
В89 | 92,169 | ±0,015 | 95,250 | ±0,015 | 95,250 | 68 | 47,3 | 47,3 | ±0,010 | ±0,008 | |
В102 | 104,869 | 107,950 | 107,950 | 72 | 53,3 | 12 | 53,3 | ||||
В114 | 117,569 | 120,650 | 120,650 | 75 | 54,3 | 54,3 | |||||
4.2. Калибр-кольцо должен быть припасован по краске к контрольному калибру-пробке. Прилегание конусных поверхностей должно быть не менее 80%. Толщина слоя краски должна составлять не более 0,006 мм.
4.3. При контроле припасованного калибра-кольца его плоскость А должна совпадать с измерительной плоскостью контрольного калибра-пробки. Предельные отклонения смещения контрольной плоскости нового калибра-кольца ±0,1 мм, предельно изношенного - плюс 0,5 мм.
4.4. Комплект гладких калибров должен состоять из рабочего калибра-пробки, контрольного калибра-пробки и припасованного к нему рабочего калибра-кольца.
По заказу потребителя допускается изготовление отдельно рабочих калибров-пробок и калибров-колец. К одному контрольному калибру-пробке припасовывается не более 10 калибров-колец.
4.5. Условное обозначение гладкого калибра должно соответствовать п.3.11.
Пример условного обозначения гладкого рабочего калибра-пробки для гладких насосно-компрессорных труб условного диаметра 102 мм:
Пробка Г н/к 102 ГОСТ 10654-81
ПРИЛОЖЕНИЕ
Обязательное
ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
1. Для определения действительного натяга и
должны применяться контрольные резьбовые калибры. До начала эксплуатации калибров следует определить действительный натяг
контрольной пары новых или отремонтированных калибров (черт.3а). Значение этого натяга маркируется на контрольном калибре-кольце.
2. Контрольный резьбовой калибр-кольцо предназначен для определения действительного натяга рабочего резьбового калибра-пробки (черт.3б). Значение этого натяга маркируется на рабочем калибре-пробке.
3. Контрольный резьбовой калибр-пробка предназначен для определения действительного натяга рабочего резьбового калибра-кольца (черт.3в). Значение этого натяга маркируется на рабочем калибре-кольце.
4. Рабочий резьбовой калибр-пробка предназначен для контроля натяга , установленного в ГОСТ 633-80. При этом рекомендуется учитывать разность натягов
![]() (черт.3г).
(черт.3г).
5. Рабочий резьбовой калибр-кольцо предназначен для контроля натяга , установленного в ГОСТ 633-80. При этом рекомендуется учитывать действительное значение натяга
(черт.3д).
6. Рабочий гладкий калибр-пробка предназначен для контроля конусности внутреннего диаметра резьбы муфты; рабочий гладкий калибр-кольцо - для контроля конусности наружного диаметра резьбы трубы.
7. Контрольный гладкий калибр-пробка предназначен для припасовки к нему конуса рабочего гладкого калибра-кольца по краске и контроля его диаметра в основной плоскости.
8. Неполный гладкий калибр-пробка предназначен для контроля овальности резьбы муфты в соответствии с п.4.9 ГОСТ 633-80.
Текст документа сверен по:
Калибры. Часть 2: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2003
{kind=link}