ГОСТ 8026-92
Группа П52
МЕЖГОСУДАРСТВЕННЫЙ СТАНДAPT
ЛИНЕЙКИ ПОВЕРОЧНЫЕ
Технические условия
Levelling rules. Specifications
МКС 17.040.30
ОКП 39 3510 - 39 3540, 39 3581
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом ТК 242 "Допуски и средства контроля"
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта от 23.03.92 N 233
3. ВЗАМЕН ГОСТ 8026-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.601-95* | 2.16 |
ГОСТ 27.410-87 | 3.4 |
ГОСТ 801-78 | 2.6 |
ГОСТ 1050-88 | 2.6 |
ГОСТ 1412-85 | 2.6 |
ГОСТ 1435-99 | 2.6 |
ГОСТ 2789-73 | 2.8 |
ГОСТ 5950-2000 | 2.6 |
ГОСТ 5959-80 | 2.18.2 |
ГОСТ 7293-85 | 2.6 |
ГОСТ 9012-59 | 2.6 |
ГОСТ 9013-59 | 2.6 |
ГОСТ 9396-88 | 2.18.2 |
ГОСТ 13762-86 | 2.17; 2.18; 5.1 |
МИ 1729-87 | 4.1 |
________________
* См. примечание ФГУП ""
5. ПЕРЕИЗДАНИЕ. Август 2003 г.
Переиздание (по состоянию на март 2008 г.)
Настоящий стандарт распространяется на поверочные линейки из стали, чугуна и твердокаменных пород (гранитные линейки) длиной до 4000 мм.
Требования пп.2.2-2.5; 2.17 и 4.1 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Поверочные линейки следует изготавливать следующих типов:
Стальные:
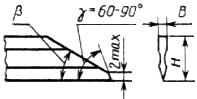
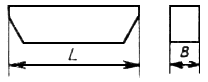
ЛД - лекальные с двусторонним скосом;
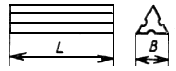
ЛТ - лекальные трехгранные;
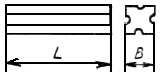
ЛЧ - лекальные четырехгранные;
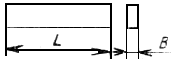
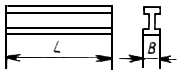
ШП - с широкой рабочей поверхностью прямоугольного сечения;
ШПХ - с широкой рабочей поверхностью прямоугольного сечения, хромированные;
ШД - с широкой рабочей поверхностью двутаврового сечения.
Чугунные:
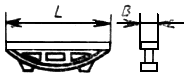
ШМ - с широкой рабочей поверхностью, мостики;
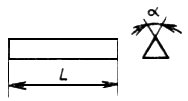
УТ - угловые трехгранные.
Твердокаменные (гранитные):
ШП-ТК - с широкой рабочей поверхностью прямоугольного сечения;
ШМ-ТК - с широкой рабочей поверхностью, мостики;
УТ-ТК - угловые трехгранные.
1.2. Основные размеры и классы точности линеек должны соответствовать указанным в табл.1.
Таблица 1
Тип линеек | Размеры, мм | Класс точности | |||||
Обозначение | Чертеж |
|
| ||||
ЛД |
| 50 | 22 | 6 | - | 45° | 0 и 1 |
| 80 | 22 | 6 | - | 30° | ||
| 125 | 27 | 6 | - | |||
| 200 | 30 | 8 | - | |||
| 320 | 40 | 8 | ||||
| 500 | 50 | 10 | ||||
ЛТ |
| 200 | - | 26 | - | - | 0 и 1 |
| 320 | - | 26 | ||||
| 500 | - | 40 | ||||
ЛЧ | 200 | - | 20 | - | - | 0 и 1 | |
| 320 | - | 25 | ||||
| 500 | - | 35 | ||||
ШП-ТК |
| 400 | - | 40 | - | - | 00, 0 и 01 |
ШП и ШПХ | 400 | - | 6 | - | - | 0, 01, 1 и 2 | |
| 630 | - | 10 | - | - | ||
ШД | 630 | - | 14 | - | - | 0, 01, 1 и 2 | |
| 1000 | 16 | |||||
| 1600 | 18 | |||||
| 2000 | - | 18 | - | - | 01, 1 и 2 | |
| 2500 | 20 | |||||
3000 | 20 | ||||||
| 4000 | - | 30 | - | - | 1 и 2 | |
ШМ-ТК | 630 | - | 50 | - | - | 00, 0 и 01 | |
| 1000 | 50 | |||||
| 1600 | 60 | |||||
| 2000 | 80 | |||||
| 2500 | 120 | |||||
| 3000 | 160 | |||||
ШМ |
| 400 | - | 50 | - | - | 01, 1 и 2 |
| 630 | 50 | |||||
| 1000 | 60 | |||||
| 1600 | 80 | |||||
| 2000 | 90 | |||||
| 2500 | 100 | |||||
| 3000 | 110 | |||||
УТ-ТК |
| 400 | - | - | 45° | - | 0 и 1 |
| 630 | 55° | |||||
| 1000 |
|
| 60° | |||
УТ |
| 400 | - | - | 45° | - | 0,1* и 2 |
| 630 | 55° | |||||
| 1000 | 60° | |||||
________________
* Текст документа соответствует оригиналу. - .
Примечание. Линейки типа ЛД длиной 50 и 500 мм, типов ЛТ и ЛЧ длиной 500 мм и типа ШМ длиной 3000 мм изготовляют по заказу потребителя.
1.3. Линейки типов ШМ и УТ должны изготовляться в двух исполнениях:
с ручной шабровкой рабочих поверхностей;
с механически обработанными рабочими поверхностями.
Примеры условных обозначений
Линейки лекальной трехгранной, класса точности 1, длиной 200 мм:
Линейка ЛТ-1-200 ГОСТ 8026-92
То же, поверочной, мостика, класса точности 2, длиной 1600 мм, шаброванной:
Линейка ШМ-2-1600-Ш ГОСТ 8026-92
То же, поверочной угловой, класса точности 0, длиной 630 мм с углом =60°, с механически обработанными рабочими поверхностями:
Линейка УТ-0-630-60 ГОСТ 8026-92
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Линейки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Допуски прямолинейности рабочих поверхностей линеек типов ЛД, ЛТ и ЛЧ при температуре окружающей среды (20±5) °С, при изменении температуры, не превышающем 0,5 °С/ч в диапазоне угла наклона линеек ±20° от среднего положения, указаны в табл.2.
Таблица 2
| Допуск прямолинейности, мкм | |
Класс точности | ||
0 | 1 | |
50 | 0,6 | 1,0 |
80 | 0,6 | 1,2 |
125 | 0,6 | 1,6 |
200 | 1,2 | 2,0 |
320 | 1,6 | 2,5 |
500 | 2,0 | 3,0 |
2.3. Допуски плоскостности рабочих поверхностей линеек типов ШП, ШПХ и ШД при их установке на две опоры, расположенные против нанесенных на линейки рисок (риски должны быть расположены на расстоянии от концов линейки), допуски плоскостности линеек типов ШП-ТК, ШM-TK, УT-TK, УТ и ШM, допуски параллельности рабочих поверхностей линеек типов ШП, ШПХ, ШД и ШП-ТК, а также допуски перпендикулярности боковых поверхностей рабочим поверхностям линеек типов ШП, ШПХ и ШМ указаны в табл.3. При этом допуски плоскостности, параллельности и перпендикулярности относятся к температуре окружающей среды, не превышающей значений, указанных в табл.4, при изменении температуры, не превышающей 0,5 °С/ч, и относительной влажности до 80% при температуре 25 °С.
Таблица 3
Длина линейки | Допуск плоскостности | Допуск параллельности | Допуск перпендикулярности | |||||||||
| для классов точности | |||||||||||
| 00 | 0 | 01 | 1 | 2 | 00 | 0 | 01 | 1 | 2 | 0,01 | 1 и 2 |
| мкм | |||||||||||
400 | 1,6 | 2,5 | 4 | 6 | 10 | 2,5 | 4 | 6 | 10 | 16 | 25 | 40 |
630 | 2 | 3 | 5 | 8 | 12 | - | 5 | 8 | 12 | 20 |
| |
1000 | 2,5 | 4 | 6 | 10 | 16 | - | 6 | 10 | 16 | 25 | ||
1600 | 4 | 6 | 10 | 16 | 25 | - | 10 | 16 | 25 | 40 | 30 |
|
2000 | 5 | 8 | 12 | 20 | 30 | - | - | 20 | 30 | 50 | ||
2500 | 6 | 10 | 16 | 25 | 40 | - | - | 25 | 40 | 60 |
| |
3000 | 8 | 12 | 20 | 30 | 50 | - | - | 30 | 50 | 80 | ||
4000 | - | - | - | 40 | 60 | - | - | - | 60 | 100 | - | - |
Примечание. Указанные в табл.3 требования к допускам плоскостности и параллельности линеек типов ШП, ШПХ, ШД и допускам плоскостности линеек типов ШМ и УТ не распространяют на зону, расположенную на расстоянии 1 мм от края в поперечном направлении при длине линеек до 2500 мм и 1,5 мм при длине линеек более 2500 мм, а в продольном направлении на расстоянии 5 мм от края при длине до 2500 мм и на расстоянии 10 мм при длине линеек более 2500 мм.
Таблица 4
Длина линейки | Температура окружающей среды при поверке плоскостности, параллельности и перпендикулярности | ||||||||||||||
для типов линеек | |||||||||||||||
| ШП-ТК, ШМ-ТК | ШП, ШПХ | ШД | УТ | УТ-ТК | ШМ | |||||||||
| для классов точности | ||||||||||||||
| 00; 0 | 01 | 0 | 01; 1; 2 | 0 | 01 | 1; 2 | 0 | 1; 2 | 0 | 1 | 01; 1 | 2 | ||
| °С | ||||||||||||||
400 | 20±3 | 20±5 | 20±3 | 20±5 | 20±3 | 20±5 | 20±3 | 20±5 | 20±3 | 20±5 | 20±5 | ||||
630 | |||||||||||||||
1000 | - | - | 20±4 | 20±5 | |||||||||||
1600 | - | - | - | - | - | - | 20±3 | ||||||||
2000 | - | - | - | - | - | - | - | 20±4 | |||||||
2500 | - | - | - | - | - | - | - | ||||||||
3000 | - | - | - | - | - | - | - | ||||||||
4000 | - | - | - | - | - | - | 20±5 | - | - | - | - | - | - | ||
2.4. У линеек типов ШМ и УТ, предназначенных для работы по методу "пятен на краску", рабочие поверхности должны быть шаброваны. Шаброванные рабочие поверхности линеек при проверке по краске должны иметь число пятен в квадрате со стороной 25 мм не менее:
30 - для линеек класса точности 0; 01;
25 - для линеек класса точности 1;
20 - для линеек класса точности 2.
Разность числа пятен в любых двух квадратах со стороной 25 мм должна быть не более 5.
Примечание. Требования к числу пятен не распространяют на зону, расположенную на расстоянии 1 мм от края в поперечном направлении при длине линеек до 2500 мм и 1,5 мм при длине линеек более 2500 мм, а в продольном направлении на расстоянии 5 мм от края при длине линеек до 2500 мм и на расстоянии 10 мм при длине линеек более 2500 мм.
2.5. Отклонение угла от номинального значения для линеек типов УТ-ТК и УТ не должно превышать:
±2,5' - для линеек класса точности 0;
±5' - для линеек класса точности 1;
±10' - для линеек класса точности 2.
2.6. Линейки типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должны изготовляться из материалов, указанных в табл.5.
Таблица 5
Тип линеек | Материал | Твердость рабочих поверхностей линеек | Разность в твердости на любых участках рабочей поверхности одной линейки в числах единиц твердости, не более |
ЛД | Инструментальная легированная сталь марки Х по ГОСТ 5950 или шарикоподшипниковая сталь марки ШХ15 по ГОСТ 801 | Не ниже | 3 HRC |
ЛТ и ЛЧ | Инструментальная легированная сталь марки Х по ГОСТ 5950 или шарикоподшипниковая сталь марки ШХ15 по ГОСТ 801 | Не ниже | 3 HRC |
ШП, ШПХ и ШД | Инструментальная углеродистая сталь марки У7 по ГОСТ 1435. | Не ниже | 3 HRC |
ШМ и УT | Серый чугун марки СЧ20 по ГОСТ 1412 | 170...230 НВ по ГОСТ 9012 | 10 НB - для линеек длиной до 630 мм; |
Высокопрочный чугун марки ВЧ50 по ГОСТ 7293 | 153...245 НВ по ГОСТ 9012 | 20 НВ - для линеек длиной более 630 мм до 2000 мм; |
2.7. Линейки типов ШП-ТК, ШМ-ТК и УТ-ТК должны изготовляться из диабаза, габбро и различного типа гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
2.8. Параметр шероховатости механически обработанных поверхностей линеек по ГОСТ 2789 должен соответствовать указанному в табл.6.
Таблица 6
Тип | Длина линейки | Параметр шероховатости поверхностей | |||||
|
| рабочих для линеек классов точности | прилегающих к рабочим поверхностям | ||||
|
| 00 | 0 | 01 | 1 | 2 |
|
|
| мкм, не более | |||||
ЛД | до 500 | - | 0,04 | - | 0,04 | - | 0,32 |
ЛТ | до 500 | ||||||
ЛЧ | до 500 | ||||||
ШП-ТК | 400 | 0,32 | 0,32 | 0,32 | - | - | 1,25 |
ШП | до 630 | - | 0,16 | 0,16 | 0,32 | 0,63 |
|
ШД | до 1000 | - | 0,16 | 0,16 | 0,32 | 0,63 |
|
св. 1000 | - | 0,32 | 0,32 | 0,63 | 1,25 | ||
ШМ-ТК | до 1000 | 0,32 | 0,32 | 0,32 | - | - |
|
| св. 1000 | 2,50 | |||||
ШМ | до 1000 | - | - | 0,16 | 0,32 | 0,63 | 1,25 |
св. 1000 | - | - | 0,32 | 0,63 | 1,25 | ||
УТ | до 1000 | - | 0,16 | - | 0,32 | 0,63 | - |
УТ-ТК | до 1000 | - | 0,16 | - | 0,32 | - | - |
Примечание. Базовая длина для шероховатости поверхности устанавливается:0,320 мкм - 0,25 мм;
>0,320 мкм - 0,80 мм.
2.9. Необработанные поверхности линеек типов ШД, ШМ и УТ должны быть очищены и иметь лакокрасочное покрытие.
2.10. На линейках типов ЛД, ЛТ и ЛЧ длиной 80 мм и более должны быть теплоизоляционные накладки. Линейки типов ЛТ и ЛЧ допускается изготовлять с ручками вместо накладок.
2.11. На рабочих поверхностях линеек типов ШП-ТК, ШМ-ТК и УТ-ТК не должно быть трещин, выбоин и других дефектов, влияющих на эксплуатационные качества линеек.
2.12. Линейки типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должны быть размагничены.
2.13. Рабочие и боковые поверхности линеек тина ШПХ должны быть хромированы. На торцах линеек допускаются контактные пятна размером не более 5 мм.
2.14. Средний полный срок службы линеек типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должен быть не менее 8 лет, а линеек типов ШП-ТК, ШМ-ТК и УТ-ТК - не менее 10 лет.
Критерием предельного состояния является износ рабочих поверхностей, при котором невозможно их восстановление до требований, предусмотренных пп.2.2-2.4.
2.15. Средний срок сохраняемости линеек типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ - не менее 2 лет, а линеек типов ШП-ТК, ШМ-ТК и УТ-ТК - не менее 3 лет.
2.16. Комплектность
К линейкам прилагают паспорт по ГОСТ 2.601.
2.17. Маркировка - по ГОСТ 13762.
2.17.1. На нерабочей поверхности каждой линейки или прикрепленной табличке должно быть дополнительно нанесено:
порядковый номер по системе нумерации предприятия-изготовителя на линейках типов ШП-ТК, ШП, ШПХ, ШД, ШМ-ТК, ШМ, УТ и УТ-ТК;
год выпуска или его условное обозначение;
класс точности;
риски против мест наивыгоднейшего расположения опор на линейках типов ШП-ТК, ШП, ШПХ и ШД;
обозначение настоящего стандарта.
2.18. Упаковка - по ГОСТ 13762.
2.18.1. Линейки типов ШП-ТК, ШМ и ШМ-ТК допускается вместо футляров закрывать специальными деревянными щитками.
2.18.2. Допускается упаковывать линейки в ящики фанерные по ГОСТ 5959 и ящики многооборотные по ГОСТ 9396.
3. ПРИЕМКА
3.1. Для проверки соответствия линеек требованиям настоящего стандарта проводят приемочный контроль, периодические испытания и испытания на надежность.
3.2. При приемочном контроле линейки должны проверяться на соответствие требованиям пп.2.2-2.5, 2.8-2.11.
3.3. Периодические испытания проводят не реже одного раза в шесть лет на соответствие требованиям п.2.18 в части требований к транспортированию линеек в упаковке и не менее одного раза в три года на соответствие всем остальным требованиям настоящего стандарта, кроме пп.2.14 и 2.15. Периодическим испытаниям следует подвергать не менее чем по 5 линеек каждого типового представителя из числа линеек, прошедших приемочный контроль.
Если при испытаниях обнаружено, что линейки соответствуют всем проверяемым требованиям, результаты периодических испытаний считают удовлетворительными.
3.4. Подтверждение показателей надежности (пп.2.14 и 2.15) проводят не реже одного раза в три года по программам испытаний на надежность, разработанным в соответствии с ГОСТ 27.410* и утвержденным в установленном порядке. Допускается совмещение испытаний на надежность с периодическими испытаниями.
________________
* На территории Российской Федерации документ не действует. Действуют ГОСТ Р 27.403-2009, ГОСТ 27.301-95. - .
4. МЕТОДЫ КОНТРОЛЯ
4.1. Поверка стальных и чугунных линеек - по МИ 1729.
Поверку линеек типов ШМ-ТК, ШП-ТК и УТ-ТК проводят по методике, приведенной в паспорте.
4.2. Воздействие климатических факторов среды при транспортировании проверяют на типовых представителях в климатических камерах в следующих режимах:
при температуре плюс (50±3) °С, минус (50±3) °С;
при относительной влажности (95±3)% при температуре плюс (35±3) °С.
Выдержка в климатической камере в каждом режиме - 2 ч. После испытаний отклонения от прямолинейности, плоскостности и параллельности не должны превышать значений, установленных в пп.2.2 и 2.3.
4.3. Воздействие тряски при транспортировании проверяют на типовых представителях. Испытания упакованных линеек проводят транспортированием на грузовой автомашине со скоростью 20-40 км/ч по грунтовой дороге на расстоянии 250 км.
Испытания воздействием тряски можно проводить также на ударном стенде, создающем тряску с ускорением 30 м/с и частотой 80-120 ударов в минуту.
Ящики с упакованными линейками крепят к стенду и испытывают при общем числе ударов 15000. После испытаний отклонения от прямолинейности, плоскостности и параллельности не должны превышать значений, установленных в пп.2.2 и 2.3.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 13762.
5.2. При транспортировании линеек в контейнерах с расшивкой, исключающей их перемещение, допускается не упаковывать их в транспортную тару.
При транспортировании линеек допускается использовать тару с многооборотными салазками и пакетную упаковку.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие всех выпускаемых линеек требованиям настоящего стандарта при соблюдении правил хранения и эксплуатации.
Гарантийный срок эксплуатации линеек типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ - 12 мес со дня ввода в эксплуатацию, а линеек типов ШП-ТК, ШМ-ТК и УТ-ТК - 24 мес со дня ввода в эксплуатацию.
ПРИМЕЧАНИЕ ФГУП ""
Указанный в разделе "Информационные данные" к ГОСТ 8026-92:
ГОСТ 2.601-95 заменен на ГОСТ 2.601-2006.
Электронный текст документа
и сверен по:
, 2008
{kind=link}