ГОСТ Р ИСО 10360-3-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Характеристики изделий геометрические
ПРИЕМОЧНЫЕ И ПЕРЕПРОВЕРОЧНЫЕ ИСПЫТАНИЯ КООРДИНАТНО-ИЗМЕРИТЕЛЬНЫХ МАШИН
Координатно-измерительные машины с осью поворотного стола в качестве четвертой оси
Geometrical product specifications. Acceptance and reverification tests for coordinate measuring machines. Coordinate measuring machines with the axis of a rotary table as the fourth axis
ОКС 17.040.30
Дата введения 2019-01-01
Предисловие
1 ПОДГОТОВЛЕН Акционерным обществом "Научно-исследовательский и конструкторский институт средств измерений в машиностроении" (АО "НИИизмерения") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 242 "Допуски и средства контроля"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 ноября 2017 г. N 1806-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10360-3:2000* "Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ). Часть 3. КИМ с осью поворотного стола в качестве четвертой оси" [ISO 10360-3:2000 "Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 3: CMMs with the axis of a rotary table as the fourth axis", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов и документов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-Ф3 "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Международный стандарт ИСО 10360 состоит из объединенных общим наименованием "Геометрические характеристики изделий. Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ)" следующих частей:
- Часть 1 (ИСО 10360-1): Словарь;
- Часть 2 (ИСО 10360-2): Координатно-измерительные машины, применяемые для измерения линейных размеров;
- Часть 3 (ИСО 10360-3): Координатно-измерительные машины с осью поворотного стола в качестве четвертой оси;
- Часть 4 (ИСО 10360-4): Координатно-измерительные машины, применяемые в режиме сканирования;
- Часть 5 (ИСО 10360-5): Координатно-измерительные машины, использующие одно- и многощуповые контактные зондирующие системы;
- Часть 6 (ИСО 10360-6): Оценка погрешностей при расчете Гауссовых присоединенных элементов.
Международный стандарт ИСО 10360-3:2000 подготовлен Техническим комитетом ИСО/ТК 213 "Размерные и геометрические требования к изделиям и их проверка".
Приемочные и перепроверочные испытания, описанные в настоящем стандарте, применимы к КИМ с поворотным столом, используемым для ориентации измеряемой детали.
Эти испытания выполняют в дополнение к проводимым при неподвижном поворотном столе испытаниям измерения линейных размеров по ИСО 10360-2. Описанные в настоящем стандарте испытания предназначены для выявления систематических погрешностей измерения, относящихся к любой неподвижной относительно поворотного стола системе координат, и не позволяют отделить погрешности поворотного стола от других источников погрешности КИМ.
Приложения A и B настоящего стандарта приведены исключительно с целью информирования.
1 Область применения
Настоящий стандарт распространяется на координатно-измерительные машины (КИМ) с осью поворотного стола в качестве четвертой оси и устанавливает порядок проведения их приемочных (предназначенных для проверки соответствия характеристик КИМ установленным производителем нормам) и перепроверочных (предназначенных для периодической перепроверки характеристик КИМ пользователем) испытаний.
Описанные в настоящем стандарте приемочные и перепроверочные испытания применимы только к четырехкоординатным КИМ с тремя предназначенными для измерения детали координатными осями и поворотным столом, служащим для ориентации измеряемой детали.
2 Нормативные ссылки
Следующие нормативные документы* содержат положения, которые посредством ссылки в тексте являются также положениями настоящего стандарта. Для датированной ссылки последующие поправки или пересмотры ссылочного документа не применяют. Однако участникам соглашений, заключаемых на основе настоящего стандарта, рекомендуется выяснить возможность применения самой последней редакции ссылочного документа. Для недатированной ссылки необходимо применять самую последнюю редакцию ссылочного документа.
ISO 10360-1, Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 1: Vocabulary [Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ). Часть 1. Словарь]
ISO 14253-1:1998*, Geometrical product specifications (GPS) - Inspection by measurement of work-pieces and measuring equipment - Part 1: Decision rules for proving conformance or non-conformance with specifications [Геометрические характеристики изделий (GPS). Проверка посредством измерения деталей и измерительного оборудования. Часть 1. Правила определения соответствия или несоответствия спецификациям]
________________
* Заменен на ИСО 14253-1:2017.
International Vocabulary of Basic and General Terms in Metrology (VIM). BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, OIML, 2nd edition, 1993 [Международный словарь основных и общих терминов, применяемых в метрологии (VIM). МБМВ, МЭК, IFCC, ИСО, ИЮПАК, МОЗМ, 2-е издание, 1993]
3 Термины и определения
В настоящем стандарте применены термины по ИСО 10360-1, ИСО 14253-1 и VIM.
4 Требования к метрологическим характеристикам
4.1 Погрешность показаний
Погрешности показаний FR, FT и FA (см ИСО 10360-1) не должны превышать соответственно максимальных допустимых погрешностей ![]() ,
, ![]() и
и ![]() (см. ИСО 10360-1), установленных:
(см. ИСО 10360-1), установленных:
- производителем при проведении приемочных испытаний;
- пользователем при проведении перепроверочных испытаний.
Погрешности показаний (FR, FT и FA) и соответствующие максимальные допустимые погрешности выражают в микрометрах.
4.2 Условия окружающей среды
Допустимые границы для влияющих на результаты измерений внешних воздействий, таких как температура, влажность воздуха и вибрация в месте установки КИМ, должны быть заданы:
- производителем при проведении приемочных испытаний;
- пользователем при проведении перепроверочных испытаний.
В обоих случаях пользователь может свободно выбирать параметры внешних воздействий внутри заданных производителем границ.
4.3 Поворотный стол
Максимальные допустимые погрешности (![]() ,
, ![]() и
и ![]() ) относят к любым допустимым нагрузке, расположению и ориентации поворотного стола на КИМ и к любым (в пределах указанных в спецификации) расположениям поверочной сферы на поворотном столе.
) относят к любым допустимым нагрузке, расположению и ориентации поворотного стола на КИМ и к любым (в пределах указанных в спецификации) расположениям поверочной сферы на поворотном столе.
4.4 Система щупов
Ограничения, относящиеся к конфигурации системы щупов, с учетом которых установлены значения ![]() ,
, ![]() и
и ![]() , должны быть заданы:
, должны быть заданы:
- производителем при проведении приемочных испытаний;
- пользователем при проведении перепроверочных испытаний.
В обоих случаях пользователь может свободно выбирать конфигурацию системы щупов внутри заданных производителем границ.
При определении соответствия или несоответствия спецификациям должны быть учтены отклонения формы наконечника щупа, способные повлиять на результаты измерений.
4.5 Режимы работы
При проведении описанных в разделе 5 проверок КИМ должна функционировать в соответствии с предоставляемым производителем руководством по эксплуатации. Некоторые положения руководства по эксплуатации требуют обязательного соблюдения, это, например:
a) порядок включения и прогрева машины;
b) конфигурация системы щупов;
c) процедуры очистки наконечника щупа и поверочной сферы;
d) калибровка зондирующей системы;
e) установка и калибровка поворотного стола.
Примечание - Перед калибровкой зондирующей системы наконечник щупа и образцовая сфера должны быть очищены с целью удаления загрязнений поверхности, способных повлиять на результат измерения или испытания.
5 Приемочные и перепроверочные испытания
5.1 Метод испытаний
Основой метода оценки способности КИМ выполнять измерения с погрешностями, не превышающими установленных максимальных допустимых погрешностей ![]() ,
, ![]() и
и ![]() , является определение вариации измеренных координат центров двух установленных на поворотном столе поверочных сфер.
, является определение вариации измеренных координат центров двух установленных на поворотном столе поверочных сфер.
Известно, что для идеальной четырехкоординатной КИМ положение центров измеряемых поверочных сфер в системе координат детали остается неподвижным при повороте стола.
Центр каждой поверочной сферы определен в трех направлениях: радиальном, тангенциальном и осевом. Положение центра каждой поверочной сферы представлено в системе координат детали на поворотном столе.
Координаты центра каждой поверочной сферы, установленной на поворотном столе, измеряют в серии измерений при различных угловых положениях поворотного стола.
Погрешности показаний (FR, FT и FA) вычисляют отдельно для каждой сферы как интервал между максимальным и минимальным результатами измерения для каждого из трех направлений.
При этом:
- приемочные испытания выполняют в соответствии со спецификациями и процедурами производителя;
- перепроверочные испытания выполняют в соответствии со спецификациями пользователя и процедурами производителя.
5.2 Средства измерений
5.2.1 Для испытаний применяют две поверочные сферы (A и B) с диаметрами не менее 10 мм и не более 30 мм, форма поверхности которых сертифицирована.
Диаметры этих поверочных сфер, в испытаниях используемые как соответствующие входные величины, не требуют аттестации, т.к. в определении погрешностей участвуют только центры сфер. Форма поверочных сфер должна быть аттестована, т.к. отклонения формы влияют на результаты испытаний и должны учитываться при проверке соответствия или несоответствия спецификациям.
Закрепление поверочных сфер, особенно при горизонтальном расположении оси поворотного стола, должно обладать жесткостью, достаточной для исключения обусловленных деформациями погрешностей.
5.3 Проведение испытаний
Устанавливают поверочную сферу А на поворотном столе как можно ближе к его поверхности так, чтобы она располагалась на радиусе , соответствующем указанному в таблице 1. Устанавливают поверочную сферу В приблизительно на том же радиусе
, приблизительно диаметрально противоположно поверочной сфере A так, чтобы разность высот сфер от поверхности стола составляла
(см. таблицу 1 и рисунок 1).
Таблица 1 - Расположение поверочных сфер на поворотном столе
Номер комбинации | Разность высот | Радиус |
1 | 200 | 200 |
2 | 400 | 200 |
3 | 400 | 400 |
4 | 800 | 400 |
5 | 800 | 800 |
Примечание - Указаны значения по умолчанию, одна комбинация должна быть определена в спецификации производителя. Другие значения могут применяться по договоренности между производителем и пользователем. | ||
Устанавливают связанную с поворотным столом прямоугольную систему координат детали, обеспечив выполнение следующих условий:
a) начало координат должно располагаться в центре сферы B (наиболее удаленной от установочной поверхности стола);
b) первая, определяющая аксиальное направление, устанавливаемая ось должна быть параллельна оси вращения поворотного стола;
c) вторая, определяющая радиальное направление, устанавливаемая ось должна лежать в плоскости, содержащей первую ось и центр поверочной сферы A.
Примечание 1 - Третья ось определяет тангенциальное направление.
|
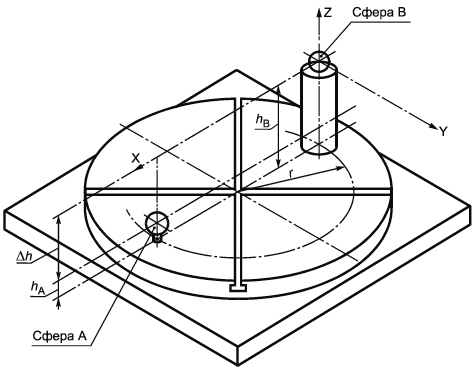
Примечание - Показанные на рисунке оси координат X, Y и Z применены для иллюстрации направлений относительно поворотного стола и необязательно совпадают с осями КИМ.
Рисунок 1 - Расположение поверочных сфер на поворотном столе
После установки координатной системы измеряют поверочную сферу B в ее начальной позиции (нулевая позиция). В качестве нулевой позиции в таблице 2 пользователем может быть выбрана любая угловая позиция, необязательно совпадающая с позицией, соответствующей нулевому показанию поворотного стола.
Устанавливают поворотный стол последовательно в семь угловых положений и измеряют в каждом из них поверочную сферу A. Рекомендуется, чтобы эти положения были распределены на угле не менее чем в 720° от начальной позиции. Затем, вращая стол в противоположном направлении, устанавливают его в те же семь угловых положений, измеряя в каждом из них поверочную сферу A. После возврата поворотного стола в начальное угловое положение (позиция N 14) измеряют обе поверочные сферы.
Вращая стол в том же направлении, устанавливают его в семь других угловых положений и измеряют в каждом из них поверочную сферу В. Затем, вращая стол в противоположном направлении, устанавливают его в те же семь угловых положений, измеряя в каждом из них поверочную сферу В. После возврата поворотного стола в начальное угловое положение (позиция N 28) измеряют обе поверочные сферы.
Примечание 2 - Применение указанных в таблице 1 значений радиусов и разностей высот облегчает сравнение КИМ между собой.
Примечание 3 - Значение 200 мм преобразует каждую угловую секунду угловой погрешности в приблизительно один микрометр линейной погрешности. То, что погрешности, полученные в результате описанных выше операций, приблизительно пропорциональны используемым высотам и расстояниям, облегчает сравнение КИМ, имеющих различную зону измерений, и подбор КИМ, удовлетворяющих требованиям допусков крупных деталей (т.е. деталей, превышающих размер стола).
Примечание 4 - Пользователь может выбирать любые нагрузку, расположение и ориентацию поворотного стола на КИМ в пределах накладываемых спецификациями производителя ограничений. Если это необходимо, то производитель и пользователь могут договориться о проведении дополнительных испытаний с другими расположениями поверочной сферы.
Примечание 5 - Применение поворотного стола на некоторых КИМ является способом увеличения зоны измерений. На таких КИМ поверочная сфера может быть доступна для зондирующей системы только при меньших чем 360° углах поворота стола. В таких случаях начальная угловая позиция поворотного стола должна допускать измерение обоих поверочных сфер.
5.4 Обработка результатов испытаний
Используя результаты измерений, выполненных в позициях 0-28 (обозначив координаты центра поверочной сферы A: ,
,
и координаты центра поверочной сферы B:
,
,
), вычисляют три четырехосевые погрешности (FR, FT, FA) для каждой поверочной сферы как диапазоны (разность минимального и максимального значений) радиальной, тангенциальной и аксиальной координат центра соответствующей поверочной сферы (см. рисунок 2 и таблицу 2).
Примечание 1 - Для вычисления радиальных четырехосевых погрешностей и
используют соответственно значения
и
, являющиеся радиальными составляющими координат центров поверочных сфер A и B.
Примечание 2 - Для вычисления радиальных четырехосевых погрешностей и
используют соответственно значения
и
, являющиеся тангенциальными составляющими координат центров поверочных сфер A и B.
Примечание 3 - Для вычисления радиальных четырехосевых погрешностей и
используют соответственно значения
и
, являющиеся аксиальными составляющими координат центров поверочных сфер A и B.
|
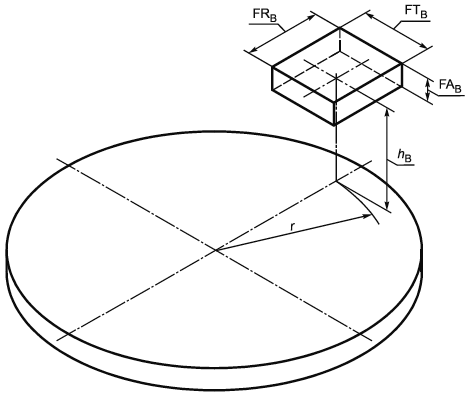
Примечание 1 - - расстояние от центра поверочной сферы B до оси поворотного стола.
Примечание 2 - - высота центра поверочной сферы B от установочной поверхности поворотного стола.
Примечание 3 - Расположение поверочной сферы A с целью упрощения не показано.
Рисунок 2 - Схематичное представление объема, образованного тремя четырехосевыми погрешностями ,
,
Таблица 2 - Номинальные угловые положения поворотного стола по умолчанию
Номер | Угловое положение | Измеряемые координаты центра поверочной сферы | ||||||
позиции | стола | A | B | |||||
0 | 0° | 0° |
|
|
|
| ||
1 | 75° | 135° | - | - | - | |||
2 | 125° | 225° | - | - | - | |||
3 | 175° | 315° | - | - | - | |||
4 | 385° | 405° | - | - | - | |||
5 | 410° | 540° | - | - | - | |||
6 | 510° | 630° | - | - | - | |||
7 | 820° | 810° | - | - | - | |||
8 | 510° | 630° | - | - | - | |||
9 | 410° | 540° | - | - | - | |||
10 | 385° | 405° | - | - | - | |||
11 | 175° | 315° | - | - | - | |||
12 | 125° | 225° | - | - | - | |||
13 | 75° | 135° | - | - | - | |||
14 | 0° | 0° | ||||||
15 | -75° | -135° | - | - | - | |||
16 | -125° | -225° | - | - | - | |||
17 | -175° | -315° | - | - | - | |||
18 | -385° | -405° | - | - | - | |||
19 | -410° | -540° | - | - | - | |||
20 | -510° | -630° | - | - | - | |||
21 | -820° | -810° | - | - | - | |||
22 | -510° | -630° | - | - | - | |||
23 | -410° | -540° | - | - | - | |||
24 | -385° | -405° | - | - | - | |||
25 | -175° | -315° | - | - | - | |||
26 | -125° | -225° | - | - | - | |||
27 | -75° | -135° | - | - | - | |||
28 | 0° | 0° | ||||||
Четырехосевая погрешность | ||||||||
Примечание - Угловые положения | ||||||||
6 Соответствие спецификациям
6.1 Приемочные испытания
Характеристики КИМ с поворотным столом в качестве четвертой оси считают подтвержденными, если ни одна из вычисленных четырехосевых погрешностей (,
,
,
,
,
) не превышает (с учетом достоверности измерений согласно ИСО 14253-1) соответствующей установленной производителем максимальной допустимой четырехосевой погрешности (
![]() ,
,![]() ,
,![]() ).
).
6.2 Перепроверочные испытания
Характеристики КИМ с поворотным столом в качестве четвертой оси считают подтвержденными, если ни одна из вычисленных четырехосевых погрешностей (,
,
,
,
,
) не превышает соответствующей установленной пользователем максимальной допустимой четырехосевой погрешности (
![]() ,
,![]() ,
,![]() ). Если требуется учет достоверности измерений, то его выполняют согласно ИСО 14253-1.
). Если требуется учет достоверности измерений, то его выполняют согласно ИСО 14253-1.
7 Область применения испытаний
7.1 Приемочные испытания
При наличии договорных отношений между производителем и пользователем, зафиксированным в:
- договоре на поставку,
- договоре на обслуживание,
- договоре на ремонт,
- договоре на восстановление,
- договоре на модернизацию и т.п.,
приемочные испытания, выполненные согласно настоящему стандарту, могут проводиться с целью проверки соответствия характеристик КИМ с поворотным столом в качестве четвертой оси, согласованным производителем и потребителем, максимальным допустимым погрешностям ![]() ,
, ![]() и
и ![]() .
.
Если какие-либо ограничения производителем не указаны, то установленные максимальные допустимые погрешности ![]() ,
, ![]() и
и ![]() применяют для любой нагрузки, расположения и ориентации поворотного стола на КИМ.
применяют для любой нагрузки, расположения и ориентации поворотного стола на КИМ.
7.2 Перепроверочные испытания
Проверка характеристик, выполняемая внутренней службой обеспечения качества предприятия в соответствии с настоящим стандартом, может использоваться для периодического тестирования характеристик КИМ с осью поворотного стола в качестве четвертой оси на соответствие заданным пользователем спецификациям (с возможной детализацией ограничений пользователем) для максимальных допустимых погрешностей ![]() ,
, ![]() и
и ![]() .
.
7.3 Промежуточная проверка
Сокращенная проверка характеристик, выполняемая внутренней службой обеспечения качества предприятия, может периодически использоваться для демонстрации соответствия КИМ заданным требованиям к трем максимальным допустимым четырехосевым погрешностям ![]() ,
, ![]() и
и ![]() .
.
Описанный в настоящем стандарте объем испытаний может быть сокращен в части количества поверочных сфер, угловых позиций и измерений.
Приложение A
(справочное)
Промежуточная проверка
Если поворотный стол установлен на КИМ стационарно, то испытания, описанные в разделе 5, могут быть достаточны для определения всех погрешностей относительно всех координатных осей машины. Перепроверка линейных осей не требуется, т.к. для того, чтобы результат определения FR, FT и FA удовлетворял требованиям спецификаций, все оси должны находиться в пригодном для работы состоянии.
Приложение B
(справочное)
Связь с матричной моделью GPS
Более подробно о матричной модели GPS см. [2].
B.1 Информация о стандарте и его применении
Настоящий стандарт специфицирует методы проверки соответствия координатно-измерительных машин указанным в спецификации максимальным допустимым погрешностям. Испытания, описанные в настоящем стандарте:
- применимы к четырехкоординатным КИМ с тремя предназначенными для измерения детали координатными осями и поворотным столом, служащим для ориентации измеряемой детали;
- предназначены для обнаружения систематических погрешностей измерения, относящихся к любой неподвижной относительно поворотного стола системе координат;
- выполняют в дополнение к испытаниям согласно ИСО 10360-2, проводимым при неподвижном поворотном столе.
B.2 Положение в матричной модели GPS
Настоящий стандарт является общим стандартом GPS; его положения следует учитывать в пятом связующем звене цепочки стандартов на размеры, расстояния, радиусы, углы, форму, ориентацию, месторасположение, биение и базы в общей матрице GPS, как это показано на рисунке B.1.
B.3 Связанные стандарты
Связанные стандарты являются стандартами цепочек стандартов, выделенных на рисунке B.1.
|

Рисунок B.1 - Положение в матричной модели GPS
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта, | Степень соответствия | Обозначение и наименование соответствующего |
ISO 10360-1 | IDT | ГОСТ Р ИСО 10360-1-2017 "Характеристики изделий геометрические. Приемочные и перепроверочные испытания координатно-измерительных машин. Словарь" |
ISO 14253-1:1998 | - | * |
VIM | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
Библиография
[1] | ISO 10360-2:2009 | Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 2: CMMs used for measuring linear dimensions |
[2] | ISO/TR 14638:1995 | Geometrical product specifications (GPS) - Masterplan |
УДК 006.86:006.354 | ОКС 17.040.30 | |
Ключевые слова: испытания, КИМ, погрешность | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}