ГОСТ 15988-80
Группа П55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КОНТРОЛЬНО-ОБКАТНЫЕ ДЛЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Основные размеры
Bevel and hypoid gears running testers. Basic dimensions
ОКП 38 1574
Дата введения 1981-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИК
Г.Ф.Суслов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 15.07.80 N 3597
3. ВЗАМЕН ГОСТ 15988-70
4. Стандарт соответствует СТ СЭВ 5946-87 в части типоразмерного ряда контрольно-обкатных станков для конических зубчатых колес: 125; 200; 320; 500; 800; 1600 в соответствии со специализацией СССР
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 17547-80 | 2 |
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ПЕРЕИЗДАНИЕ (июнь 1999 г.) с Изменениями N 1, 2, утвержденными в июле 1989 г., октябре 1990 г. (ИУС 9-88, 1-91)
1. Настоящий стандарт распространяется на контрольно-обкатные станки для проверки конических и гипоидных зубчатых колес с различными углами между осями (черт.1, 3) и с постоянным углом между осями 90° (черт.2, 3).
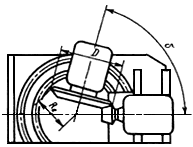
Черт.1
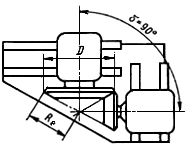
Черт.2
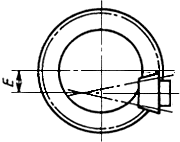
Черт.3
Примечание. Черт.1-3 не определяют конструкцию станков.
Требования настоящего стандарта являются обязательными.
2. Основные размеры контрольно-обкатных станков должны соответствовать указанным на черт.1-3 и в таблице.
Размеры в мм
Наименование параметров и размеров | Нормы | ||||||||||
Наибольший диаметр | 125 | 200 | 320 | 500 | 800 | 1600 | |||||
Наибольшее внешнее конусное расстояние | 60 | 100 | 160 | 250 | 400 | 800 | |||||
Смещение | ±32 | ±50 | ±80 | ±125 | ±160 | ±200 | |||||
Конец ведущего шпинделя по ГОСТ 17547-72*, не менее | сменного | Морзе | Метрический | ||||||||
0 | 2 | 4 | - | - | - | - | - | ||||
постоянного | - | 6 | 80 | 100 | 153 | ||||||
Цилиндрическое отверстие ведущего шпинделя, не менее | диаметр | - | 10 | 20 | 32 | 50 | 80 | 125 | |||
длина от торца | - | 120 | 160 | 250 | 400 | 500 | 630 | ||||
Конец ведомого шпинделя по ГОСТ 17547-72*, не менее | сменного | Морзе | Метрический | ||||||||
0 | 2 | 4 | - | - | - | - | - | ||||
постоянного | - | 5 | 6 | 80 | 100 | 153 | |||||
Угол | наименьший, не более | 45° | |||||||||
наибольший | 180° | ||||||||||
_______________
* На территории Российской Федерации действует ГОСТ 17547-80. - .
Примечание. При проектировании станков с ЧПУ числовые значения главного параметра (наибольшего диаметра контролируемого ведомого зубчатого колеса) следует выбирать из этой же таблицы.
1, 2. (Измененная редакция, Изм. N 2).
3. На втором конце ведущих шпинделей станков с наибольшим диаметром контролируемого ведомого зубчатого колеса 800 мм и 1600 мм должен применяться метрический конус не менее 120 мм.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1999
{kind=link}