ГОСТ Р ИСО 10360-4-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Характеристики изделий геометрические
ПРИЕМОЧНЫЕ И ПЕРЕПРОВЕРОЧНЫЕ ИСПЫТАНИЯ КООРДИНАТНО-ИЗМЕРИТЕЛЬНЫХ МАШИН
Координатно-измерительные машины, применяемые в режиме сканирования
Geometrical product specifications. Acceptance and reverification tests for coordinate measuring machines. Coordinate measuring machines used in scanning mode
ОКС 17.040.30
Дата введения 2019-01-01
Предисловие
1 ПОДГОТОВЛЕН Акционерным обществом "Научно-исследовательский и конструкторский институт средств измерений в машиностроении" (АО "НИИизмерения") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 242 "Допуски и средства контроля"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 ноября 2017 г. N 1807-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10360-4:2000* "Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ). Часть 4. КИМ, применяемые в режиме сканирования" [ISO 10360-4:2000 "Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 4: CMMs used in scanning measuring mode", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Технические поправки к указанному международному стандарту, принятые после его официальной публикации, внесены в текст настоящего стандарта, а информация об их учете приведена в дополнительном приложении ДА.
Наименование настоящего стандарта изменено относительно наименования международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов и документов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-Ф3 "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Международный стандарт ИСО 10360 состоит из объединенных общим наименованием "Геометрические характеристики изделий. Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ)" следующих частей:
- Часть 1 (ИСО 10360-1): Словарь;
- Часть 2 (ИСО 10360-2): Координатно-измерительные машины, применяемые для измерения линейных размеров;
- Часть 3 (ИСО 10360-3): Координатно-измерительные машины с осью поворотного стола в качестве четвертой оси;
- Часть 4 (ИСО 10360-4): Координатно-измерительные машины, применяемые в режиме сканирования;
- Часть 5 (ИСО 10360-5): Координатно-измерительные машины, использующие одно- и многощуповые контактные зондирующие системы;
- Часть 6 (ИСО 10360-6): Оценка погрешностей при расчете Гауссовых присоединенных элементов.
Международный стандарт ИСО 10360-4:2000 подготовлен Техническим комитетом ИСО/ТК 213 "Размерные и геометрические требования к изделиям и их проверка".
Приемочные и перепроверочные испытания, описанные в настоящем стандарте, применимы только к КИМ, которые способны выполнять измерения в режиме сканирования и могут быть использованы для определения формы поверхности или параметров присоединенных элементов.
Эти испытания выполняют в дополнение к проводимым без использования сканирования испытаниям на измерение линейных размеров по ИСО 10360-2. Описанные в настоящем стандарте испытания предназначены для оценки характеристик КИМ, применяемых в режиме сканирования. Отделения погрешностей зондирования от других источников погрешности КИМ при сканировании обычно не требуется.
Приложения A, B и C настоящего стандарта приведены исключительно с целью информирования.
1 Область применения
Настоящий стандарт распространяется на координатно-измерительные машины (КИМ), используемые в режиме сканирования, и устанавливает порядок проведения их приемочных (предназначенных для проверки соответствия характеристик КИМ установленным производителем нормам) и перепроверочных (предназначенных для периодической перепроверки характеристик КИМ пользователем) испытаний.
Описанные в настоящем стандарте приемочные и перепроверочные испытания применимы только к КИМ, выполняющим сканирование посредством контактной зондирующей системы любого типа.
2 Нормативные ссылки
Следующие нормативные документы* содержат положения, которые посредством ссылки в тексте являются также положениями настоящего стандарта. Для датированной ссылки последующие поправки или пересмотры ссылочного документа не применяют. Однако участникам соглашений, заключаемых на основе настоящего стандарта, рекомендуется выяснить возможность применения самой последней редакции ссылочного документа. Для недатированной ссылки необходимо применять самую последнюю редакцию ссылочного документа.
ISO 10360-1, Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 1: Vocabulary [Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ). Часть 1. Словарь]
ISO 14253-1:1998*, Geometrical product specifications (GPS) - Inspection by measurement of workpieces and measuring equipment - Part 1: Decision rules for proving conformance or non-conformance with specifications [Геометрические характеристики изделий (GPS). Проверка посредством измерения деталей и измерительного оборудования. Часть 1. Правила определения соответствия или несоответствия спецификациям]
__________________
* Заменен на ISO 14253-1:2017.
International Vocabulary of Basic and General Terms in Metrology (VIM). BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, OIML, 2nd edition, 1993 [Международный словарь основных и общих терминов, применяемых в метрологии (VIM). МБМВ, МЭК, IFCC, ИСО, ИЮПАК, МОЗМ, 2-е издание, 1993]
3 Термины и определения
В настоящем стандарте применены термины по ИСО 10360-1, ИСО 14253-1 и VIM.
4 Требования к метрологическим характеристикам
4.1 Погрешность показаний
Погрешность зондирования при сканировании не должна превышать максимальной допустимой погрешности зондирования при сканировании
![]() , установленной:
, установленной:
- производителем при проведении приемочных испытаний;
- пользователем при проведении перепроверочных испытаний.
Погрешность зондирования при сканировании и максимальную допустимую погрешность зондирования при сканировании
![]() выражают в микрометрах.
выражают в микрометрах.
4.2 Время испытательного сканирования
Время выполнения испытательного сканирования не должно превышать максимального допустимого времени выполнения испытательного сканирования
![]() * , установленного:
* , установленного:
_________________
* Текст документа соответствует оригиналу. - .
- производителем при проведении приемочных испытаний;
- пользователем при проведении перепроверочных испытаний.
Время выполнения испытательного сканирования и максимальное допустимое время выполнения испытательного сканирования
![]() выражают в секундах.
выражают в секундах.
4.3 Условия окружающей среды
Допустимые границы для влияющих на результаты измерений внешних воздействий, таких как температура, влажность воздуха и вибрация в месте установки КИМ, должны быть заданы:
- производителем при проведении приемочных испытаний;
- пользователем при проведении перепроверочных испытаний.
В обоих случаях пользователь может свободно выбирать параметры внешних воздействий внутри заданных производителем границ.
4.4 Система щупов
При проведении испытаний КИМ, применяющих режим сканирования, должен использоваться щуп, имеющий сферический наконечник с номинальным диаметром 3 мм.
Другие относящиеся к конфигурации системы щупов ограничения, с учетом которых установлены значения ![]() , должны быть заданы:
, должны быть заданы:
- производителем при проведении приемочных испытаний;
- пользователем при проведении перепроверочных испытаний.
В обоих случаях пользователь может свободно внутри заданных производителем границ выбирать способ компоновки системы щупов.
При определении соответствия или несоответствия спецификациям должны быть учтены отклонения формы наконечника щупа, способные повлиять на результаты измерений.
Примечание - Рекомендуется, чтобы выбранная ориентация щупа обеспечивала одновременное использование всех осей датчика и КИМ при выполнении сканирования.
4.5 Режимы работы
При проведении описанных в разделе 5 проверок КИМ должна функционировать в соответствии с предоставляемым производителем руководством по эксплуатации. Некоторые положения руководства по эксплуатации требуют обязательного соблюдения, это, например:
a) порядок включения и прогрева машины;
b) конфигурация системы щупов;
c) процедуры очистки наконечника щупа и поверочной сферы;
d) калибровка зондирующей системы.
Примечание - Перед калибровкой зондирующей системы наконечник щупа и образцовая сфера должны быть очищены с целью удаления загрязнений поверхности, способных повлиять на результат измерения или испытания.
5 Приемочные и перепроверочные испытания
5.1 Общие положения
Испытания, описанные ниже, применимы для следующих способов сканирования:
a) сканирование по заданной траектории с высокой плотностью точек (HP);
b) сканирование по заданной траектории с низкой плотностью точек (LP);
c) следящее сканирование с высокой плотностью точек (HN);
d) следящее сканирование с низкой плотностью точек (LN).
Примечание 1 - Сканирование с высокой плотностью точек особенно важно, когда требуется информация об отклонениях от идеальной формы. Сканирование с низкой плотностью точек может быть важно для достижения оптимизации скорости, когда требуется информация о характеристиках присоединенного геометрического элемента. В любом случае указанные испытания не предназначены для определения исчерпывающих характеристик КИМ, используемой для измерения формы или расчета параметров присоединенного элемента.
Примечание 2 - Если КИМ предполагается использовать для специфических задач измерения формы (например, крутости), то рекомендуется выполнять стандартизованные для таких измерительных задач испытания.
Примечание 3 - Шероховатость, локальные дефекты и смазка поверхностей детали и щупа влияют на характеристики сканирования. При испытаниях эти влияющие факторы могут приводить к получению результатов, которые не соответствуют реальным измеряемым деталям (см. приложение B).
5.2 Метод испытаний
Основой метода оценки является выяснение способности КИМ выполнять измерения с не превышающими заданных:
- максимальной допустимой погрешности зондирования при сканировании ![]() посредством определения диапазона значений радиусного расстояния R на поверочной сфере;
посредством определения диапазона значений радиусного расстояния R на поверочной сфере;
- максимального допустимого времени выполнения испытательного сканирования ![]() посредством контроля затрачиваемого на это сканирование времени.
посредством контроля затрачиваемого на это сканирование времени.
Центр и радиус поверочной сферы определяют путем ее сканирования в четырех целевых плоскостях сканирования.
Погрешность зондирования при сканировании вычисляют как диапазон радиусов между измеренным центром и всеми полученными при сканировании точками, т.е. как абсолютное значение разности максимального и минимального результатов измерения.
При этом:
- приемочные испытания выполняют в соответствии с требованиями и процедурами производителя;
- перепроверочные испытания выполняют в соответствии с требованиями пользователя и процедурами производителя.
5.3 Средство измерений
5.3.1 Для испытаний применяют изготовленную из стали поверочную сферу, имеющую:
- номинальный диаметр 25 мм;
- параметр шероховатости поверхности Ra не более 0,05 мкм;
- твердость не менее 800 HV.
Диаметр и форма поверочной сферы должны быть аттестованы, т.к. они влияют на результат испытания и должны учитываться при проверке соответствия или несоответствия спецификациям.
Поверочная сфера должна отличаться от используемой для калибровки зондирующей системы образцовой сферы и должна быть установлена в любом (по усмотрению пользователя) месте, кроме места установки образцовой сферы.
5.4 Проведение испытаний
Тщательно очищают и закрепляют поверочную сферу, т.к. наличие поверхностной пленки может оказывать влияние на результат испытаний. Поверочная сфера должна быть жестко закреплена для минимизации погрешностей, обусловленных изгибными деформациями.
Пользователь может выбрать (в пределах установленных производителем границ) ориентацию и местоположение держателя поверочной сферы.
Выполняют измерения и записывают результаты измерений сканированных точек на поверочной сфере для скорректированных линий сканирования на поверхности поверочной сферы в четырех целевых плоскостях сканирования, показанных на рисунке 1.
|
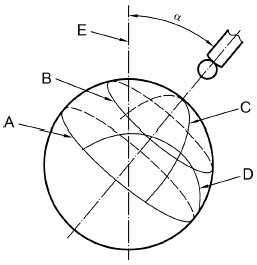
A - целевая плоскость сканирования 1; B - целевая плоскость сканирования 2; C - целевая плоскость сканирования 3; D - целевая плоскость сканирования 4; E - ось пиноли
Примечание 1 - Целевая плоскость сканирования 1 является экваториальной.
Примечание 2 - Целевая плоскость сканирования 2 параллельна целевой плоскости сканирования 1 и расположена от нее на расстоянии 8 мм.
Примечание 3 - Целевые плоскости сканирования 2, 3 и 4 взаимно перпендикулярны.
Примечание 4 - Целевая плоскость сканирования 3 проходит через полярную ось.
Примечание 5 - Целевая плоскость сканирования 4 расположена на расстоянии 8 мм от полярной оси.
Примечание 6 - - угол между штоком щупа и осью пиноли.
Примечание 7 - Полярная ось и экватор поверочной сферы определяются расположением оси штока щупа. Рекомендуется выбирать значение угла , приблизительно равным 45°.
Рисунок 1 - Четыре целевые плоскости сканирования на поверочной сфере
Рекомендуемое расстояние между сканированными точками ограничено в соответствии с таблицей 1.
Таблица 1 - Расстояние между сканированными точками
Плотность точек и метод сканирования | Расстояние между соседними сканированными точками, мм | Рекомендуемое максимальное расстояние от целевой плоскости сканирования, мм |
HP и HN | 0,1 | 0,2 |
LP и LN | 1 | 0,2 |
Каждый из четырех циклов сканирования должен начинаться с установки щупа в промежуточную точку, расположенную на расстоянии не менее 10 мм от поверочной сферы. Из этой точки щуп должен подводиться к сфере по нормали к ее поверхности с требуемой спецификацией скоростью подачи. Каждый из четырех циклов сканирования должен оканчиваться установкой щупа в промежуточную точку, расположенную на расстоянии не менее 10 мм от поверочной сферы.
Записывают время (времена) выполнения испытательного сканирования (испытательных сканирований) , равное интервалу времени между промежуточной точкой в начале первого цикла сканирования и промежуточной точкой в конце четвертого цикла сканирования.
Примечание - Должны использоваться те же, что и при измерении на КИМ обычных деталей, алгоритмы и параметры. Применение дополнительной фильтрации или какой-либо другой оптимизации недопустимо.
5.5 Обработка результатов испытаний
Определяют центр Гауссовой (по наименьшим квадратам) сферы (присоединенный элемент) по всем полученным при измерении сканированным точкам всех четырех скорректированных линий сканирования.
Для каждой сканированной точки вычисляют радиальное расстояние R (расстояние до центра присоединенной сферы).
Вычисляют погрешность зондирования при сканировании как диапазон радиальных расстояний R.
Находят максимальную из абсолютных значений разности между каждым вычисленным значением радиального расстояния R и половиной аттестованного значения диаметра поверочной сферы.
6 Соответствие спецификациям
6.1 Приемочные испытания
Характеристики КИМ, применяемой в режиме сканирования, считают подтвержденными, если одновременно выполняются следующие условия:
a) погрешность зондирования при сканировании не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной производителем максимальной допустимой погрешности зондирования при сканировании
![]() ;
;
b) максимальная из абсолютных значений разности между каждым вычисленным значением радиуса и половиной аттестованного значения диаметра поверочной сферы не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной производителем ![]() ;
;
c) время выполнения испытательного сканирования не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленного производителем максимального допустимого времени выполнения испытательного сканирования
![]() .
.
Примечание - Так как большинство применяемых для испытаний сфер аттестовано по диаметру, а не по радиусу, то подпункт b) не устанавливает какого-либо дополнительного определения погрешности показаний КИМ при измерении линейных размеров (см. ИСО 10360-2). Однако результат сравнения вычисленных радиусов с половиной аттестованного значения диаметра дает приемлемую границу существенных систематических погрешностей при измерении размеров.
Если характеристики КИМ, применяемой в режиме сканирования, не подтверждаются испытаниями, то наконечник щупа и поверочная сфера должны быть тщательно проверены на наличие загрязнений, которые могли повлиять на результат измерения. При обнаружении таких загрязнений они должны быть тщательно очищены и испытания должны быть повторены, начиная с операции калибровки зондирующей системы.
6.2 Перепроверочные испытания
Характеристики КИМ, применяемой в режиме сканирования, считают подтвержденными, если одновременно выполняются следующие условия:
a) погрешность зондирования при сканировании не превышает установленной пользователем максимальной допустимой погрешности зондирования при сканировании
![]() (в случае выполнения условия должна быть учтена достоверность измерений согласно ИСО 14253-1);
(в случае выполнения условия должна быть учтена достоверность измерений согласно ИСО 14253-1);
b) максимальная из абсолютных значений разности между каждым вычисленным значением радиуса и половиной аттестованного значения диаметра поверочной сферы не превышает установленной пользователем ![]() (в случае выполнения условия должна быть учтена достоверность измерений согласно ИСО 14253-1);
(в случае выполнения условия должна быть учтена достоверность измерений согласно ИСО 14253-1);
c) время выполнения испытательного сканирования не превышает установленного пользователем максимального допустимого времени выполнения испытательного сканирования
![]() (в случае выполнения условия должна быть учтена достоверность измерений согласно ИСО 14253-1).
(в случае выполнения условия должна быть учтена достоверность измерений согласно ИСО 14253-1).
Примечание - Так как в установившейся практике радиус применяемой для испытаний сферы часто не аттестовывают, то подпункт b) не устанавливает какого-либо дополнительного определения погрешности показаний КИМ при измерении размеров (см. ИСО 10360-2). Однако результат сравнения вычисленных радиусов с половиной аттестованного значения диаметра дает приемлемую границу существенных систематических погрешностей при измерении размеров.
Если характеристики КИМ, применяемой в режиме сканирования, не подтверждаются испытаниями, то наконечник щупа и поверочная сфера должны быть тщательно проверены на наличие загрязнений, которые могли повлиять на результат измерения. При обнаружении таких загрязнений они должны быть тщательно очищены и испытания должны быть повторены, начиная с операции калибровки зондирующей системы.
7 Область применения испытаний
7.1 Приемочные испытания
При наличии договорных отношений между производителем и пользователем, зафиксированным:
- в договоре на поставку,
- договоре на обслуживание,
- договоре на ремонт,
- договоре на восстановление,
- договоре на модернизацию и т.п.,
приемочные испытания, выполненные согласно настоящему стандарту, могут проводиться с целью проверки соответствия характеристик КИМ, применяемой в режиме сканирования, согласованным производителем и потребителем максимальной допустимой погрешности (максимальным допустимым погрешностям) зондирования при сканировании ![]() и максимальному допустимому времени (максимальным допустимым временам) выполнения испытательного сканирования
и максимальному допустимому времени (максимальным допустимым временам) выполнения испытательного сканирования ![]() .
.
Если какие-либо ограничения производителем не указаны, то установленную максимальную допустимую погрешность (максимальные допустимые погрешности) зондирования при сканировании ![]() и максимальное допустимое время (максимальные допустимые времена) выполнения испытательного сканирования
и максимальное допустимое время (максимальные допустимые времена) выполнения испытательного сканирования ![]() применяют к любым ориентациям и расположениям щупа и поверочной сферы на КИМ.
применяют к любым ориентациям и расположениям щупа и поверочной сферы на КИМ.
7.2 Перепроверочные испытания
Проверка характеристик, выполняемая внутренней службой обеспечения качества предприятия в соответствии с настоящим стандартом, может использоваться для периодического тестирования характеристик КИМ, применяемой в режиме сканирования, на соответствие заданным (с возможной детализацией ограничений) пользователем требованиям к максимальной допустимой погрешности (максимальным допустимым погрешностям) зондирования при сканировании ![]() и максимальному допустимому времени (максимальным допустимым временам) выполнения испытательного сканирования
и максимальному допустимому времени (максимальным допустимым временам) выполнения испытательного сканирования ![]() .
.
7.3 Промежуточная проверка
Сокращенная проверка характеристик, выполняемая внутренней службой обеспечения качества предприятия, может периодически использоваться для демонстрации соответствия КИМ заданным требованиям к максимальной допустимой погрешности (максимальным допустимым погрешностям) зондирования при сканировании ![]() и максимальному допустимому времени (максимальным допустимым временам) выполнения испытательного сканирования
и максимальному допустимому времени (максимальным допустимым временам) выполнения испытательного сканирования ![]() .
.
Описанный в настоящем стандарте объем испытаний может быть сокращен в части количества участвующих в оценке сканированных точек.
Приложение A
(справочное)
Промежуточная проверка
Рекомендуется регулярно проверять КИМ в режиме сканирования в течение периодов между перепроверочными испытаниями.
Полезно измерять на КИМ размерные характеристики материальных образцов в дополнение к измерениям поверочной сферы. Эти измерения должны быть выполнены сразу после перепроверочных испытаний. Позиции и ориентации таких испытательных средств должны быть отмечены и в дальнейшем повторяться.
Приложение B
(справочное)
Влияние измеряемой детали
Описанные в разделе 5 испытания не позволяют выявить погрешности, вносимые динамическим откликом системы, например, обусловленные внутренними или внешними локальными дефектами, шероховатостью поверхности или смазкой на измеряемой поверхности.
Пользователем, определяющим требования к характеристикам применяемой в режиме сканирования КИМ для конкретных измерительных задач, могут быть выполнены дополнительные испытания, учитывающие эти задачи. В большинстве случаев применим метод сравнения результатов измерения одной и той же детали в режиме сканирования и в режиме зондирования отдельных точек. Несовпадение результатов должно укладываться в границы, установленные по соглашению между производителем и пользователем.
Параметры режима сканирования (например, скорость сканирования, плотность данных, настройки фильтра) должны соответствовать определенным заранее. Особенно важно, чтобы такие испытания содержали сканирование характерных для практики локальных неровностей (например, какое-либо V-образное углубление).
Приложение C
(справочное)
Связь с матричной моделью GPS
Более подробно о матричной модели GPS см. [4].
C.1 Информация о стандарте и его применении
Настоящий стандарт устанавливает методы проверки соответствия координатно-измерительных машин указанным в спецификации максимальным допустимым погрешностям. Испытания, описанные в настоящем стандарте:
- применимы только к КИМ, способной функционировать в режиме сканирования;
- предназначены для оценки характеристик КИМ, применяемой в режиме сканирования;
- выполняют в дополнение к испытаниям согласно ИСО 10360-2, проводимым без использования сканирования.
C.2 Положение в матричной модели GPS
Настоящий стандарт является общим стандартом GPS; его положения следует учитывать в пятом связующем звене цепочки стандартов на размеры, расстояния, радиусы, углы, форму, ориентацию, месторасположение, биение и базы в общей матрице GPS, как это показано на рисунке C.1.
C.3 Связанные стандарты
Связанные стандарты являются стандартами цепочек стандартов, выделенных на рисунке C.1.
|
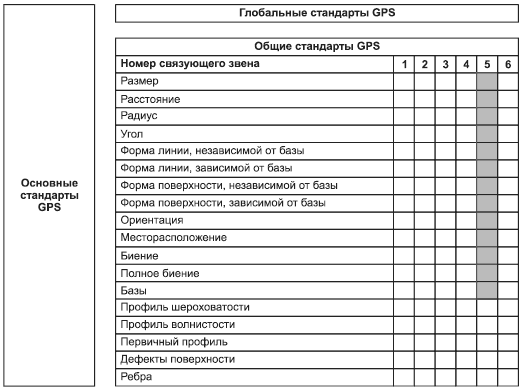
Рисунок C.1 - Положение в матричной модели GPS
Приложение ДА
(справочное)
Информация об учете технических поправок к ИСО 10360-4:2000
В текст настоящего стандарта внесены технические поправки согласно ISO 10360-4:2000/Cor. 1:2002, Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 1: CMMs used in scanning measuring mode. TECHNICAL CORRIGENDUM 1.
Эти поправки относятся к следующим элементам стандарта:
- весь текст (обозначения: ,
![]() ,
, ,
![]() );
);
- предпоследний абзац пункта 5.4;
- пункт 6.1, перечисление c);
- пункт 6.2, перечисление c);
- последние два абзаца пункта 7.1;
- пункт 7.2;
- первый абзац пункта 7.3.
Приложение ДБ
(справочное)
Сведения о соответствии ссылочных международных стандартов и документов национальным стандартам
Таблица ДБ.1
Обозначение ссылочного международного стандарта, документа | Степень соответствия | Обозначение и наименование соответствующего |
ISO 10360-1 | IDT | ГОСТ Р ИСО 10360-1-2017 "Характеристики изделий геометрические. Приемочные и перепроверочные испытания координатно-измерительных машин. Словарь" |
ISO 14253-1:1998 | - | * |
VIM | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичный стандарт. | ||
Библиография
[1] | ISO 10360-2:2009 | Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 2: CMMs used for measuring linear dimensions |
[2] | ISO 10360-3:2000 | Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 3: CMMs with the axis of a rotary table as the fourth axis |
[3] | ISO 10360-5:2010 | Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 5: CMMs using multiple stylus contacting probing systems. |
[4] | ISO/TR 14638:1995 | Geometrical product specifications (GPS) - Masterplan |
УДК 006.86:006.354 | ОКС 17.040.30 |
Ключевые слова: КИМ, испытания, погрешность | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}