ГОСТ Р ИСО 10360-5-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Характеристики изделий геометрические
ПРИЕМОЧНЫЕ И ПЕРЕПРОВЕРОЧНЫЕ ИСПЫТАНИЯ КООРДИНАТНО-ИЗМЕРИТЕЛЬНЫХ МАШИН
Координатно-измерительные машины, использующие одно- и многощуповые контактные зондирующие системы
Geometrical product specifications. Acceptance and reverification tests for coordinate measuring machines. Coordinate measuring machines using single and multiple stylus contacting sysems
ОКС 17.040.30
Дата введения 2019-01-01
Предисловие
1 ПОДГОТОВЛЕН Акционерным обществом "Научно-исследовательский и конструкторский институт средств измерений в машиностроении" (АО "НИИизмерения") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 242 "Допуски и средства контроля"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 ноября 2017 г. N 1808-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10360-5:2010* "Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ). Часть 5. КИМ, использующие одно- и многощуповые контактные зондирующие системы" [ISO 10360-5:2010 "Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 5: CMMs using single and multiple stylus contacting probing systems", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов и документов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-Ф3 "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Международный стандарт ИСО 10360 состоит из объединенных общим наименованием "Геометрические характеристики изделий. Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ)" следующих частей:
- Часть 1 (ИСО 10360-1): Словарь;
- Часть 2 (ИСО 10360-2): Координатно-измерительные машины, применяемые для измерения линейных размеров;
- Часть 3 (ИСО 10360-3): Координатно-измерительные машины с осью поворотного стола в качестве четвертой оси;
- Часть 4 (ИСО 10360-4): Координатно-измерительные машины, применяемые в режиме сканирования;
- Часть 5 (ИСО 10360-5): Координатно-измерительные машины, использующие одно- и многощуповые контактные зондирующие системы;
- Часть 6 (ИСО 10360-6): Оценка погрешностей при расчете Гауссовых присоединенных элементов;
- Часть 7 (ИСО 10360-7): Координатно-измерительные машины, оснащенные видеосистемами сбора данных;
- Часть 8 (ИСО 10360-8): Координатно-измерительные машины с оптическими датчиками расстояния;
- Часть 9 (ИСО 10360-9): Координатно-измерительные машины с многодатчиковыми зондирующими системами;
- Часть 10 (ИСО 10360-10): Лазерные трекеры для измерения расстояний между точками.
Международный стандарт ИСО 10360-5:2010 подготовлен Техническим комитетом ИСО/ТК 213 "Размерные и геометрические требования к изделиям и их проверка".
Приемочные и перепроверочные испытания, описанные в настоящем стандарте, применимы к КИМ, измеряющим детали посредством контактных датчиков с одним или несколькими щупами, а также посредством шарнирных устройств позиционирования датчика.
Практика показывает, что определяемые в соответствии с настоящим стандартом многощуповые погрешности являются одновременно значимыми и доминирующими погрешностями КИМ. Ввиду практически бесконечного числа вариантов конфигураций зондирующих систем современных КИМ описанные в стандарте испытания были ограничены с целью предоставления только их формата. Эти испытания предназначены для получения информации о способности КИМ измерять геометрический элемент (или элементы), используя один или несколько контактных датчиков, один или несколько щупов или шарнирное устройство позиционирования датчика.
Случаи применения испытаний включают:
- однощуповые зондирующие системы;
- несколько прикрепленных к датчику КИМ щупов (например, в виде звезды);
- устройства, использующие шарнирную зондирующую систему (ручную или автоматизированную);
- устройства, использующие высокоточное устройство смены датчика;
- устройства, использующие высокоточное устройство смены щупа;
- устройства с несколькими датчиками.
Приведенные в стандарте процедуры также полезны для определения компонентов системы, вызывающих нестабильность КИМ в конкретных измерительных задачах, что дает возможность пользователю уменьшить погрешности путем замены соответствующих элементов (например, длинный удлинитель датчика и щупа) с последующей перепроверкой полученной новой конфигурации.
Описанные в настоящем стандарте испытания позволяют выявить многие погрешности, свойственные как КИМ, так и зондирующей системе, и должны выполняться в дополнение к испытаниям измерения длины по ИСО 10360-2.
Основная цель испытаний состоит в определении фактических обобщенных характеристик КИМ и зондирующей системы. Поэтому испытания предназначены для выявления погрешностей измерения, возникновение которых возможно при использовании этой объединенной системы для измерения реальных деталей, например погрешностей, обусловленных нескорректированными погрешностями углового позиционирования КИМ при больших смещениях наконечника щупа. Обнаруженные в результате этих испытаний погрешности отличаются от погрешностей, определяемых при проверке , описанной в ИСО 10360-2 (пункт 6.5), т.к. при применении многощуповой системы общая величина хода КИМ может значительно отличаться от измеряемой длины (см. приложение С).
1 Область применения
Настоящий стандарт устанавливает порядок проведения приемочных и периодических перепроверочных испытаний координатно-измерительных машин (КИМ) с контактными зондирующими системами и распространяется только на КИМ, использующие:
- контактную зондирующую систему любого типа, и
- режим дискретного зондирования, и
- сферические или полусферические наконечники щупов.
Настоящий стандарт дополняет ИСО 10360-7, относящийся к КИМ с видеотехническими зондирующими системами, и ИСО 10360-2, который является универсальным, т.к. не устанавливает требований к типу датчика.
Примечание - Эти испытания предназначены для проверки нормируемых максимальными допустимыми погрешностями характеристик зондирования КИМ в целом, т.к. отделение характеристик зондирующей системы от характеристик собственно КИМ нецелесообразно, особенно при измерении небольшого объекта, такого как поверочная сфера.
Стандарт применим к КИМ, оснащенным чем-либо из следующего:
a) однощуповой зондирующей системой;
b) многощуповой зондирующей системой с жестко закрепленными (например, в виде звезды) на одном датчике несколькими щупами;
c) многодатчиковой зондирующей системой, каждый датчик которой имеет свой собственный наконечник;
d) шарнирными зондирующими системами;
e) устройством смены щупа или датчика;
f) а также к ручным (немоторизованным) КИМ.
Настоящий стандарт не применим к бесконтактным зондирующим системам, т.к. они требуют других испытательных процедур.
Точные формулировки терминов, таких как "суммарная погрешность размера КИМ и многощуповой зондирующей системы" и т.п., для удобства были укорочены до "многощуповая погрешность размера" и т.п.
В случае необходимости оценки характеристик только зондирующей системы влияние погрешностей КИМ может быть минимизировано (см. приложение С).
2 Нормативные ссылки
Следующие ссылочные документы* являются обязательными при пользовании настоящим стандартом. Для датированной ссылки применяют только указанную редакцию ссылочного документа. Для недатированной ссылки применяют самую последнюю (включающую все изменения) редакцию ссылочного документа.
ISO 10360-1:2000, Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 1: Vocabulary [Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ). Часть 1. Словарь]
ISO 10360-2:2009, Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 2: CMMs used for measuring linear dimensions [Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ). Часть 2. КИМ, применяемые для измерения линейных размеров]
ISO 14253-1, Geometrical Product Specifications (GPS) - Inspection by measurement of workpieces and measuring equipment - Part 1: Decision rules for proving conformance or non-conformance with specifications [Геометрические характеристики изделий (GPS). Проверка посредством измерения деталей и измерительного оборудования. Часть 1. Правила определения соответствия или несоответствия спецификациям]
ISO/IEC Guide 99, International vocabulary of metrology - Basic and general concepts and associated terms (VIM) [Международный словарь по метрологии. Базовые и общие понятия и связанные с ними термины (VIM)]
3 Термины и определения
В настоящем стандарте применены термины по ИСО 10360-1, ИСО 14253-1 и ИСО/МЭК Руководство 99, а также следующие термины с соответствующими определениями:
Примечание - Определения в статьях 3.6-3.13 заменяют определения, приведенные в статьях 9.3, 9.4 и 9.15-9.26 ИСО 10360-1. Пересмотр определений потребовался для исключения неясностей при пользовании настоящим стандартом, а также вследствие пересмотра применяемых обозначений.
3.1 прогностическая калибровка зондирующей системы (inferred probing system qualification): Метод калибровки шарнирной зондирующей системы, при котором параметры зондирующей системы для какого-либо заданного ее углового положения определяют путем интерполяции, экстраполяции или другого способа прогнозирования параметров, полученных при эмпирической калибровке этой зондирующей системы в нескольких угловых положениях, существенно отличающихся от заданного.
3.2 калибровка устройства углового позиционирования (angular positioning device qualification): Установление параметров устройства углового позиционирования какой-либо шарнирной зондирующей системы, необходимых для последующей прогностической калибровки зондирующей системы.
3.3 эмпирическая калибровка зондирующей системы (empirical probing-system qualification): Метод калибровки зондирующей системы, при котором параметры шарнирной зондирующей системы в каждом используемом ее угловом положении получают путем измерения образцовой сферы.
3.4 эффективный диаметр наконечника щупа (effective stylus tip diameter): Значение диаметра наконечника щупа, используемое в векторе коррекции наконечника.
Примечание 1 - Расположение вектора коррекции наконечника показано в ИСО 10360-1 (рисунок 4).
Примечание 2 - Эффективный диаметр наконечника щупа может быть определен при калибровке зондирующей системы.
3.5 предварительная калибровка зондирующей системы (probing system pre-qualification): Калибровка зондирующей системы, выполняемая перед последующими измерениями со сменой датчика или щупа и/или переориентацией шарнирной щуповой системы.
3.6 многощуповая погрешность (измерения) формы [multi-stylus form (measurement) error]: Погрешность показаний, определяемая как диапазон радиальных расстояний точек, измеренных в режиме дискретного зондирования пятью разными щупами на расположенной внутри зоны измерений КИМ поверочной сфере, от центра построенной по этим точкам методом наименьших квадратов сферы (см. рисунок 15 в ИСО 10360-1).
Примечание 1 - Буква "P" в обозначении "" показывает, что погрешность связана с зондирующей системой, а индекс "F" - что это погрешность формы. Наличие индекса "T", обозначающего, что зондирующая система является контактной (тактильной), обеспечивает возможность указания альтернативной зондирующей системы, однозначно идентифицируемой применением другого символа вместо "*" в обозначении "
".
Примечание 2 - Всего имеются четыре многощуповые погрешности формы, соответствующие различным зондирующим системам и методам их функционирования. Их указывают, подставляя в основное обозначение вместо "j" следующие буквы:
E - для шарнирной зондирующей системы, использующей эмпирическую калибровку;
I - для шарнирной зондирующей системы, использующей прогностическую калибровку;
M - для фиксированной многощуповой зондирующей системы;
N - для фиксированной многодатчиковой зондирующей системы.
Примечание 3 - Все применяемые в настоящем стандарте буквы перечислены в приложении А.
3.7 многощуповая погрешность размера (multi-stylus size error): Погрешность показаний при определении методом наименьших квадратов диаметра поверочной сферы по точкам, измеренным в режиме дискретного зондирования пятью разными щупами на расположенной внутри зоны измерений КИМ одной и той же поверочной сфере.
Примечание 1 - Индекс "S" в обозначении "" указывает на погрешность размера.
Примечание 2 - Все применяемые в настоящем стандарте символы перечислены в приложении А.
3.8 многощуповой параметр местоположения (multi-stylus location value): Наибольший из диапазонов координат X, Y и Z центра поверочной сферы при их определении методом наименьших квадратов по точкам, измеренным в режиме дискретного зондирования пятью разными щупами на расположенной где-либо внутри зоны измерений КИМ одной и той же поверочной сфере.
Примечание 1 - Индекс "L" в обозначении "" указывает на параметр местоположения.
Примечание 2 - Все применяемые в настоящем стандарте символы перечислены в приложении А.
Примечание 3 - Значения параметра местоположения положительны.
3.9 однощуповая погрешность формы (single-stylus form error): Погрешность показаний, определяемая как диапазон радиальных расстояний точек, измеренных в режиме дискретного зондирования одним щупом на расположенной где-либо внутри зоны измерений КИМ поверочной сфере, от центра построенной по этим точкам методом наименьших квадратов сферы (см. рисунок 15 в ИСО 10360-1).
Примечание 1 - Буква "P" в обозначении "" показывает, что погрешность связана с зондирующей системой, а индекс "U" - применение одиночного (единственного) щупа.
Примечание 2 - Расшифровку индексов "F" и "T" см. в статье 3.6.
Примечание 3 - Все применяемые в настоящем стандарте буквы перечислены в приложении А.
Примечание 4 - Обозначение "" эквивалентно обозначению "
" в ИСО 10360-2:2001.
3.10 однощуповая погрешность размера (single-stylus size error): Погрешность показаний, определяемая как разность диаметра сферы, построенной методом наименьших квадратов по точкам, измеренным КИМ в режиме дискретного зондирования одним щупом на расположенной где-либо внутри зоны измерений поверочной сфере, и аттестованного диаметра поверочной сферы.
Примечание 1 - Буква "P" в обозначении "" показывает, что погрешность связана с зондирующей системой, а индекс "U" - применение одиночного (единственного) щупа, а индекс "S" - что это погрешность размера.
Примечание 2 - Все применяемые в настоящем стандарте буквы перечислены в приложении А.
3.11 максимальная допустимая многощуповая погрешность формы ![]() (maximum permissible multi-stylus form error): Наибольшее значение многощуповой погрешности формы
(maximum permissible multi-stylus form error): Наибольшее значение многощуповой погрешности формы , разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание 1 - Максимальная допустимая многощуповая погрешность формы ![]() может быть задана одним из трех следующих способов:
может быть задана одним из трех следующих способов:
a) ![]() = минимальное значение из:
= минимальное значение из: ![]() и
и ,
b) ![]() ,
,
c) ![]() ,
,
где - положительная константа в микрометрах, устанавливаемая производителем;
- безразмерная положительная константа, устанавливаемая производителем;
- расстояние между центрами образцовой и поверочной сфер в миллиметрах;
- значение
![]() в микрометрах, устанавливаемое производителем.
в микрометрах, устанавливаемое производителем.
См. рисунки D.1-D.3 приложения D.
Примечание 2 - Так как максимальная допустимая погрешность (MPE), в противоположность максимальной допустимой границе (MPL), является характеристикой, при проверке которой определяют погрешности, то для соответствующих испытаний требуются аттестованные контрольно-измерительные средства.
Примечание 3 - Указание ![]() может сопровождаться требованиями к величине смещения наконечника щупа относительно оси пиноли или описанием соответствующей системы щупов.
может сопровождаться требованиями к величине смещения наконечника щупа относительно оси пиноли или описанием соответствующей системы щупов.
3.12 максимальная допустимая многощуповая погрешность размера ![]() (maximum permissible multi-stylus size error): Наибольшее значение многощуповой погрешности размера
(maximum permissible multi-stylus size error): Наибольшее значение многощуповой погрешности размера , разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание 1 - Максимальная допустимая многощуповая погрешность размера ![]() может быть задана одним из трех следующих способов:
может быть задана одним из трех следующих способов:
a) ![]() = минимальное значение из:
= минимальное значение из: ![]() и
и ,
b) ![]() ,
,
c) ![]()
где - положительная константа в микрометрах, устанавливаемая производителем;
- безразмерная положительная константа, устанавливаемая производителем;
- расстояние между центрами образцовой и поверочной сфер в миллиметрах;
- значение
![]() в микрометрах, устанавливаемое производителем.
в микрометрах, устанавливаемое производителем.
См. рисунки D.1-D.3 приложения D.
Примечание 2 - Так как максимальная допустимая погрешность (MPE), в противоположность максимальной допустимой границе (MPL), является характеристикой, при проверке которой определяют погрешности, то для соответствующих испытаний требуются аттестованные контрольно-измерительные средства.
Примечание 3 - Указание ![]() может сопровождаться требованиями к величине смещения наконечника щупа относительно оси пиноли или описанием соответствующей системы щупов.
может сопровождаться требованиями к величине смещения наконечника щупа относительно оси пиноли или описанием соответствующей системы щупов.
3.13 максимальная допустимая многощуповая граница параметра местоположения ![]() (maximum permissible limit of the multi-stylus location value): Наибольшее значение многощупового параметра местоположения
(maximum permissible limit of the multi-stylus location value): Наибольшее значение многощупового параметра местоположения , разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание 1 - Максимальная допустимая многощуповая граница параметра местоположения ![]() может быть задана одним из трех следующих способов:
может быть задана одним из трех следующих способов:
a) ![]() = минимальное значение из:
= минимальное значение из: ![]() и
и ,
b) ![]() ,
,
c) ![]() ,
,
где - положительная константа в микрометрах, устанавливаемая производителем;
- безразмерная положительная константа, устанавливаемая производителем;
- расстояние между центрами образцовой и поверочной сфер в миллиметрах;
- значение
![]() в микрометрах, устанавливаемое производителем.
в микрометрах, устанавливаемое производителем.
См. рисунки D.1-D.3 приложения D.
Примечание 2 - Так как максимальная допустимая граница (MPL), в противоположность максимальной допустимой погрешности (МРЕ), является характеристикой, при проверке которой не определяют погрешности, то для соответствующих испытаний не требуются аттестованные контрольно-измерительные средства.
Примечание 3 - Указание ![]() может сопровождаться требованиями к величине смещения наконечника щупа относительно оси пиноли или описанием соответствующей системы щупов.
может сопровождаться требованиями к величине смещения наконечника щупа относительно оси пиноли или описанием соответствующей системы щупов.
3.14 максимальная допустимая однощуповая погрешность формы ![]() (maximum permissible single-stylus form error): Наибольшее значение однощуповой погрешности формы
(maximum permissible single-stylus form error): Наибольшее значение однощуповой погрешности формы , разрешенное спецификациями, инструкциями и т.п. на КИМ (см. рисунок 15 в ИСО 10360-1).
Примечание 1 - Указание ![]() может сопровождаться требованиями к величине смещения наконечника щупа относительно оси пиноли или описанием соответствующей системы щупов.
может сопровождаться требованиями к величине смещения наконечника щупа относительно оси пиноли или описанием соответствующей системы щупов.
Примечание 2 - Обозначение ![]() эквивалентно обозначению
эквивалентно обозначению ![]() в ИСО 10360-2:2001.
в ИСО 10360-2:2001.
4 Обозначения
В настоящем стандарте применены следующие обозначения:
- положительная константа (в микрометрах), устанавливаемая производителем и используемая в выражениях для максимальной допустимой границы или погрешности;
- безразмерная положительная константа, устанавливаемая производителем и используемая в выражениях для максимальной допустимой границы или погрешности;
- расстояние (в миллиметрах) между центрами образцовой и поверочной сфер;
- числовое значение (в микрометрах) какой-либо максимальной допустимой погрешности или границы, уставленной производителем;
- Гауссово радиальное расстояние (расстояние от центра окружности по наименьшим квадратам до какой-либо точки из множества точек, по которым эта окружность построена);
- длина щупа фиксированной многощуповой зондирующей системы;
- длина одиночного щупа;
- смещение наконечника фиксированной многодатчиковой зондирующей системы;
- смещение наконечника шарнирной зондирующей системы;
X, Y, Z - координаты центра;
- погрешность измерения длины при минимальном смещении наконечника щупа;
![]() - максимальная допустимая погрешность измерения длины при минимальном смещении наконечника щупа;
- максимальная допустимая погрешность измерения длины при минимальном смещении наконечника щупа;
- погрешность измерения длины при равном
смещении наконечника щупа;
![]() - максимальная допустимая погрешность измерения длины;
- максимальная допустимая погрешность измерения длины;
- многощуповая погрешность формы шарнирной зондирующей системы, применяемой с эмпирической калибровкой;
![]() - максимальная допустимая многощуповая погрешность формы шарнирной зондирующей системы, применяемой с эмпирической калибровкой;
- максимальная допустимая многощуповая погрешность формы шарнирной зондирующей системы, применяемой с эмпирической калибровкой;
- многощуповая погрешность формы шарнирной зондирующей системы, применяемой с прогностической калибровкой;
![]() - максимальная допустимая многощуповая погрешность формы шарнирной зондирующей системы, применяемой с прогностической калибровкой;
- максимальная допустимая многощуповая погрешность формы шарнирной зондирующей системы, применяемой с прогностической калибровкой;
![]() - многощуповая погрешность формы фиксированной многощуповой зондирующей системы;
- многощуповая погрешность формы фиксированной многощуповой зондирующей системы;
![]() - максимальная допустимая многощуповая погрешность формы фиксированной многощуповой зондирующей системы;
- максимальная допустимая многощуповая погрешность формы фиксированной многощуповой зондирующей системы;
- многощуповая погрешность формы фиксированной многодатчиковой зондирующей системы;
![]() - максимальная допустимая многощуповая погрешность формы фиксированной многодатчиковой зондирующей системы;
- максимальная допустимая многощуповая погрешность формы фиксированной многодатчиковой зондирующей системы;
- многощуповая погрешность размера шарнирной зондирующей системы, применяемой с эмпирической калибровкой;
![]() - максимальная допустимая многощуповая погрешность размера шарнирной зондирующей системы, применяемой с эмпирической калибровкой;
- максимальная допустимая многощуповая погрешность размера шарнирной зондирующей системы, применяемой с эмпирической калибровкой;
- многощуповая погрешность размера шарнирной зондирующей системы, применяемой с прогностической калибровкой;
![]() - максимальная допустимая многощуповая погрешность размера шарнирной зондирующей системы, применяемой с прогностической калибровкой;
- максимальная допустимая многощуповая погрешность размера шарнирной зондирующей системы, применяемой с прогностической калибровкой;
- многощуповая погрешность размера фиксированной многощуповой зондирующей системы;
![]() - максимальная допустимая многощуповая погрешность размера фиксированной многощуповой зондирующей системы;
- максимальная допустимая многощуповая погрешность размера фиксированной многощуповой зондирующей системы;
- многощуповая погрешность размера фиксированной многодатчиковой зондирующей системы;
![]() - максимальная допустимая многощуповая погрешность размера фиксированной многодатчиковой зондирующей системы;
- максимальная допустимая многощуповая погрешность размера фиксированной многодатчиковой зондирующей системы;
- многощуповой параметр местоположения шарнирной зондирующей системы, применяемой с эмпирической калибровкой;
![]() - максимальная допустимая граница многощупового параметра местоположения шарнирной зондирующей системы, применяемой с эмпирической калибровкой;
- максимальная допустимая граница многощупового параметра местоположения шарнирной зондирующей системы, применяемой с эмпирической калибровкой;
- многощуповой параметр местоположения шарнирной зондирующей системы, применяемой с прогностической калибровкой;
![]() - максимальная допустимая граница многощупового параметра местоположения шарнирной зондирующей системы, применяемой с прогностической калибровкой;
- максимальная допустимая граница многощупового параметра местоположения шарнирной зондирующей системы, применяемой с прогностической калибровкой;
![]() - многощуповой параметр местоположения фиксированной многодатчиковой зондирующей системы;
- многощуповой параметр местоположения фиксированной многодатчиковой зондирующей системы;
![]() - максимальная допустимая граница многощупового параметра местоположения фиксированной многодатчиковой зондирующей системы;
- максимальная допустимая граница многощупового параметра местоположения фиксированной многодатчиковой зондирующей системы;
- многощуповой параметр местоположения фиксированной многощуповой зондирующей системы;
![]() - максимальная допустимая граница многощупового параметра местоположения фиксированной многощуповой зондирующей системы;
- максимальная допустимая граница многощупового параметра местоположения фиксированной многощуповой зондирующей системы;
- однощуповая погрешность формы;
![]() - максимальная допустимая однощуповая погрешность формы;
- максимальная допустимая однощуповая погрешность формы;
- однощуповая погрешность размера.
5 Требования к метрологическим характеристикам
5.1 Однощуповая погрешность зондирования
Однощуповая погрешность формы не должна превышать максимальной допустимой однощуповой погрешности формы
![]() , установленной:
, установленной:
- производителем при проведении приемочных испытаний;
- пользователем при проведении перепроверочных испытаний.
Однощуповую погрешность формы и максимальную допустимую однощуповую погрешность формы
![]() выражают в микрометрах.
выражают в микрометрах.
Примечание 1 - Однощуповая погрешность формы также применима к КИМ, используемым с фиксированными многодатчиковыми и многощуповыми, а также шарнирными зондирующими системами (см. пункт 6.2.1).
Примечание 2 - Факторы, влияющие на однощуповую погрешность формы , обычно влияют также на определяемые согласно ИСО 10360-2 значения
и
.
5.2 Однощуповая конфигурация зондирования
Ограничения, относящиеся к конфигурации зондирующей системы (щуп, удлинитель щупа, ориентация щупа, масса щупа и т.п.), при которых указано значение ![]() , устанавливает:
, устанавливает:
- производитель при проведении приемочных испытаний;
- пользователь при проведении перепроверочных испытаний.
В обоих случаях пользователь может в пределах установленных ограничений выбирать конфигурацию компонентов зондирующей системы, учитывая при этом требования, изложенные в пункте 6.2.
Рекомендуется, если возможно, выбирать щуп, применяемый для задач измерения типовых деталей.
Примечание 1 - Шарнирную зондирующую систему, используемую в одном угловом положении с одним щупом, считают однощуповой зондирующей системой.
Примечание 2 - Указанные выше ограничения, относящиеся к конфигурации зондирующей системы, могут отличаться от указанных в пункте 5.4.
5.3 Многощуповые погрешности зондирования и параметры
Для фиксированных многощуповых зондирующих систем погрешность формы ![]() , погрешность размера
, погрешность размера и параметр
![]() не должны превышать, соответственно, максимальных допустимых погрешностей
не должны превышать, соответственно, максимальных допустимых погрешностей ![]() ,
, ![]() и максимальной допустимой границы
и максимальной допустимой границы ![]() .
.
Для фиксированных многощуповых зондирующих систем погрешность формы , погрешность размера
и параметр
не должны превышать, соответственно, максимальных допустимых погрешностей
![]() ,
, ![]() и максимальной допустимой границы
и максимальной допустимой границы ![]() .
.
Для шарнирных зондирующих систем, использующих прогностическую калибровку, многощуповые погрешность формы , погрешность размера
и параметр
не должны превышать, соответственно, максимальных допустимых погрешностей
![]() ,
, ![]() и максимальной допустимой границы
и максимальной допустимой границы ![]() .
.
Для шарнирных зондирующих систем, использующих эмпирическую калибровку, многощуповые погрешность формы , погрешность размера
и параметр
не должны превышать, соответственно, максимальных допустимых погрешностей
![]() ,
, ![]() и максимальной допустимой границы
и максимальной допустимой границы ![]() .
.
Максимальные допустимые погрешности ![]() ,
, ![]() и максимальной допустимую границу
и максимальной допустимую границу ![]() устанавливает:
устанавливает:
- производитель при проведении приемочных испытаний;
- пользователь при проведении перепроверочных испытаний.
Погрешности и параметры, а также соответствующие им максимальные допустимые погрешности и границы выражают в микрометрах.
Примечание - Многощуповые характеристики зондирования подразделяют на связанные с формой () или с размером (
) погрешности и связанные с местоположением параметры (
). Их различные комбинации существенны для достоверности разных измерительных задач. Например, результаты измерения формы и размера могут содержать информацию о возможности использования на КИМ щупов с различными диаметрами наконечника при измерении одиночного геометрического элемента. См. также приложение С.
Для шарнирных зондирующих систем обязательны показатели, соответствующие какому-либо одному методу калибровки (прогностическому или эмпирическому).
5.4 Многощуповые конфигурации зондирования
Ограничения, относящиеся к конфигурации зондирующей системы (щуп, удлинитель щупа, удлинитель датчика, масса системы щупов и т.п.), при которых указаны значения максимальных допустимых погрешностей и параметров, устанавливает:
- производитель при проведении приемочных испытаний;
- пользователь при проведении перепроверочных испытаний.
В обоих случаях пользователь может в пределах установленных ограничений выбирать конфигурацию компонентов зондирующей системы, учитывая при этом требования, изложенные в пунктах 6.3 или 6.4.
Производитель может запрещать применение наконечников щупов с разными номинальными диаметрами для измерения одного и того же геометрического элемента посредством указания этого ограничения в перечне разрешенных к применению щупов (см. пункт 5.5).
Примечание 1 - Указанные выше ограничения, относящиеся к конфигурации зондирующей системы, могут отличаться от указанных в пункте 5.2.
Примечание 2 - Шарнирную зондирующую систему, используемую в нескольких угловых положениях, считают многощуповой зондирующей системой даже при применении одного щупа.
5.5 Щупы
Щупы, используемые в описанных в разделе 6 испытаниях, должны соответствовать требованиям изготовителя КИМ к материалу щупа, диаметру и номинальной длине штока щупа, качеству изготовления наконечника щупа. Ввиду того что щуп, имеющий точно равную заданной производителем длину, может быть недоступен, допустимо применение щупа с длиной, отличающейся от заданной не более чем на 6 мм или на 10% (в зависимости от того, что больше).
5.6 Условия окружающей среды
Допустимые границы для влияющих на результаты измерений внешних воздействий, таких как температура, влажность воздуха и вибрация в месте установки КИМ, должны быть заданы:
- производителем при проведении приемочных испытаний;
- пользователем при проведении перепроверочных испытаний.
В обоих случаях пользователь может свободно выбирать параметры внешних воздействий внутри заданных производителем границ, указанных в технических характеристиках КИМ.
Защиту КИМ от воздействия влияющих факторов окружающей среды в соответствии с документацией производителя обеспечивает пользователь. Если условия окружающей среды не удовлетворяют спецификациям, то проверка каких-либо максимальных допустимых погрешностей и границ не является обязательной.
5.7 Режимы работы
При проведении описанных в разделе 6 проверок КИМ должна функционировать в соответствии с предоставляемым производителем руководством по эксплуатации. Некоторые положения руководства по эксплуатации требуют обязательного соблюдения, например:
a) порядка включения и прогрева машины;
b) конфигурации системы щупов и ее монтажа;
c) процедуры очистки наконечника щупа, поверочной сферы и образцовой сферы;
d) калибровки зондирующей системы;
e) расположение образцовой сферы должно соответствовать указанному (если указание имеется) в руководстве по эксплуатации.
Перед калибровкой зондирующей системы наконечник щупа и поверочная сфера должны быть очищены с целью удаления поверхностной пленки, способной повлиять на результат измерения или испытания.
ВНИМАНИЕ! - Важно сохранять установившееся тепловое приблизительное равновесие зондирующей системы в течение калибровки и испытаний.
6 Приемочные и перепроверочные испытания
6.1 Общие положения
Описанные в следующих подразделах:
- приемочные испытания выполняют в соответствии с требованиями и процедурами производителя;
- перепроверочные испытания выполняют в соответствии с требованиями пользователя и процедурами производителя.
6.2 Однощуповая конфигурация зондирования
6.2.1 Применение
Испытания, описанные в пункте 6.2, применимы к КИМ с однощуповой, фиксированной многодатчиковой, фиксированной многощуповой и шарнирной зондирующими системами. При испытаниях используют один из датчиков, или один из щупов, или одну из ориентации зондирующей системы.
6.2.2 Метод испытаний
Сущность испытания заключается в определении погрешности формы зондирующей системы по результатам измерения поверочной сферы в 25 точках одним и тем же щупом. Для выявления погрешностей формы используют аппроксимацию этих 25 точек сферой, полученной методом наименьших квадратов (Гауссова сфера). В результате такого анализа получают однощуповую погрешность формы .
Результаты испытаний могут сильно зависеть от длины щупа, поэтому предусматривают применение ряда щупов различной длины (см. рисунок 1). При этом для испытаний могут быть использованы только те длины, которые производитель КИМ указал как пригодные для применения с конкретной зондирующей системой (см. пункт 5.2).
|
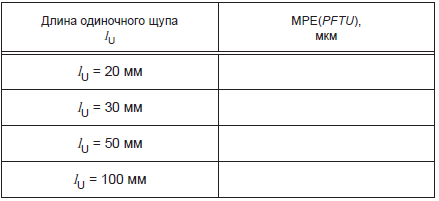
Рисунок 1 - Пример спецификации однощуповой конфигурации
6.2.3 Средство измерений
Для испытания применяют поверочную сферу, имеющую диаметр не менее 10 мм и не более 50 мм. Форма поверочной сферы должна быть аттестована. Для выполнения испытания, описанного в приложении В (так же как для многодатчиковых и многощуповых испытаний, см. пункт 6.3.3), требуется также аттестация размера поверочной сферы.
Рекомендуется, чтобы погрешность формы поверочной сферы не превышала 20% от значения ![]() или
или ![]() (в зависимости от вида испытуемой зондирующей системы).
(в зависимости от вида испытуемой зондирующей системы).
Поставляемая с КИМ образцовая сфера предназначена для калибровки зондирующей системы и не должна применяться для испытаний.
6.2.4 Проведение испытаний
6.2.4.1 Пользователем должна быть выбрана длина щупа из следующего ряда значений: 20, 30, 50 и 100 мм (см. рисунок 1). Только одна из специфицированных производителем для конкретной системы щупов длин может быть выбрана пользователем и применена для испытания. Если не указано другое, то должны применяться только разрешенные для использования с зондирующей системой КИМ компоненты щупа (см. пункт 5.2). Допуски на длину щупа указаны в пункте 5.5.
Если не указано другое, то щуп должен быть ориентирован параллельно оси пиноли.
Любые изменения ориентации щупа могут существенно повлиять на результаты испытания.
Для двухпинольных КИМ посредством каждой пиноли выполняют отдельное испытание в симплексном режиме функционирования (см. ИСО 10360-2).
6.2.4.2 Устанавливают зондирующую систему и выполняют ее калибровку в соответствии с установленными производителями стандартными процедурами (см. пункты 5.2, 5.5 и 5.7).
6.2.4.3 Пользователем должно быть выбрано какое-либо одно местоположение поверочной сферы где-либо внутри зоны измерений КИМ. Для предотвращения возможного столкновения зондирующей системы с образцовой сферой последняя на время испытания может быть удалена со стола КИМ.
Поверочная сфера должна быть жестко закреплена для минимизации погрешностей, обусловленных изгибными деформациями.
6.2.4.4 Выполняют измерения 25 точек и записывают их результаты. Эти точки должны быть приблизительно равномерно распределены на полусфере поверочной сферы. Их расположение определяется усмотрением пользователя. Если не установлено другое, то рекомендуемым является следующий шаблон зондирования (см. рисунок 2):
- одна точка на полюсе поверочной сферы (полюс определяется направлением штока щупа);
- четыре точки равномерно распределены на окружности, расположенной на 22,5° ниже полюса;
- восемь точек равномерно распределены на окружности, расположенной на 45° ниже полюса, и повернуты на 22,5° относительно предыдущей группы точек;
- четыре точки равномерно распределены на окружности, расположенной на 67,5° ниже полюса, и повернуты на 22,5° относительно предыдущей группы точек;
- восемь точек равномерно распределены на окружности, расположенной на 90° ниже полюса (т.е. на экваторе), и повернуты на 22,5° относительно предыдущей группы точек.
|
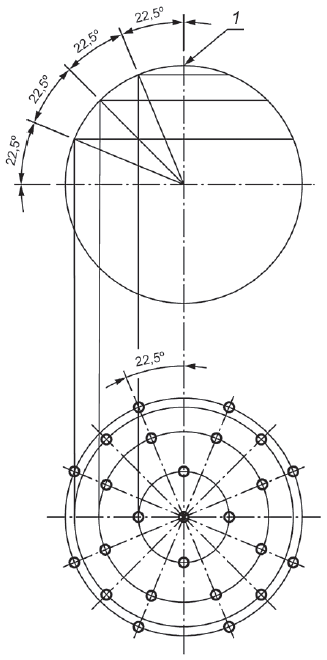
1 - полюс
Рисунок 2 - Целевые контактные точки
6.2.5 Обработка результатов испытаний
6.2.5.1 Строят методом наименьших квадратов присоединенную сферу по 25 измеренным точкам.
6.2.5.2 Вычисляют Гауссово радиальное расстояние (т.е. расстояние до центра присоединенной сферы) для каждой из 25 измеренных точек. Определяют однощуповую погрешность формы
как диапазон (разность наибольшего
и наименьшего
значений) Гауссовых радиальных расстояний.
Примечание - При проведении этого испытания перед испытаниями по ИСО 10360-2 следует также учитывать сведения, изложенные в приложении В.
6.3 Фиксированные многодатчиковые и многощуповые зондирующие системы
6.3.1 Метод испытаний
Сущность испытания заключается в измерении формы, размера и местоположения поверочной сферы посредством пяти разных фиксированных щупов.
Каждым щупом выполняют зондирование 25 точек на поверочной сфере, поэтому общее число точек равно 125.
Если в комплект поставки КИМ входит устройство смены щупа или датчика, то смена должна быть произведена пять раз (один раз перед применением каждого щупа). Для каждого набора из 25 измеренных одним и тем же щупом точек методом наименьших квадратов определяют свою собственную присоединенную сферу (т.е. всего получают пять таких сфер).
Вычисляют диапазон каждой из координат (X, Y и Z) центров всех пяти присоединенных сфер. Многощуповой параметр местоположения ( и
) определяется наибольшим из трех полученных диапазонов. В дополнение сферу, полученную при аппроксимации методом наименьших квадратов всех 125 точек, используют для анализа погрешности индикации формы и размера. Результатом такого анализа являются многощуповая погрешность размера (
или
) и многощуповая погрешность формы (
или
).
Результаты испытаний многощуповой системы могут сильно зависеть от системы щупов, поэтому предусматривают применение ряда щупов различной длины (см. рисунки 3 и 5). При этом для испытаний используют только те длины, которые производитель КИМ указал как допустимые для применения в конкретной системе щупов.
Результаты испытаний многодатчиковой системы могут сильно зависеть от величины смещения наконечника каждого щупа, поэтому предусматривают применение ряда значений смещения наконечника щупа (см. рисунок 4). При этом все смещения измеряют от заданной производителем КИМ базовой точки на оси пиноли. Для испытаний используют только такие смещения, которые производитель КИМ указал как допустимые для конкретной ощупывающей системы.
|
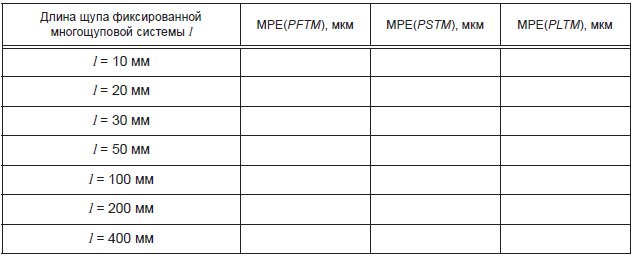
Рисунок 3 - Пример спецификации фиксированной многощуповой зондирующей системы
|
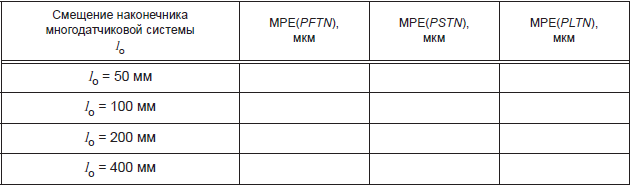
Рисунок 4 - Пример спецификации фиксированной многодатчиковой системы
В приведенных на рисунках 3 и 4 спецификациях максимальные погрешности и границы указывают только для применимых к рассматриваемой КИМ длин щупа или смещений наконечника щупа. Остальные строки могут отсутствовать.
6.3.2 Средство измерений
Для испытания применяют поверочную сферу, имеющую диаметр не менее 10 мм и не более 50 мм. Размер и форма поверочной сферы должны быть аттестованы.
Рекомендуется, чтобы погрешность формы поверочной сферы не превышала 20% от значения ![]() или
или ![]()
![]() (в зависимости от вида испытуемой зондирующей системы).
(в зависимости от вида испытуемой зондирующей системы).
Поставляемая с КИМ образцовая сфера предназначена для калибровки зондирующей системы и не должна применяться для испытаний.
6.3.3 Проведение испытаний
6.3.3.1 При испытании многощуповой системы выполняют (в соответствии с рекомендациями производителя) монтаж "звездообразной" системы щупов, состоящей из одного параллельного оси датчика щупа и четырех щупов, расположенных в перпендикулярной этой оси плоскости так, чтобы угол между смежными щупами составлял 90°. Необходимо, используя входящие в стандартную поставку КИМ компоненты, обеспечить минимальное возможное расстояние от датчика до точки соединения щупов (см. рисунок 5). Применяемое значение длины щупа должно быть одинаковым для всех щупов и соответствовать одной из специфицированных производителем КИМ длин, выбираемых из ряда: 10, 20, 30, 50, 100, 200 и 400 мм (см. рисунок 3). Для испытаний пользователь должен выбрать только одну (если не указано другое) длину из разрешенных производителем к применению с этой системой щупов. Компоненты системы щупов также должны быть разрешены для использования в составе зондирующей системы КИМ. Допуски на длину щупа указаны в пункте 5.5.
Для двухпинольных КИМ испытание выполняют в дуплексном режиме функционирования (см. ИСО 10360-2), при этом три щупа должны быть связаны с одной пинолью, а два других - с другой пинолью.
|
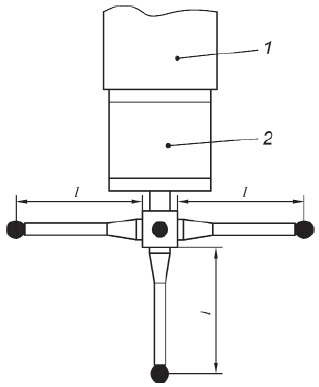
1 - пиноль; 2 - датчик; - длина щупа
Примечание - Один из пяти щупов на рисунке не виден.
Рисунок 5 - Длина щупа в фиксированной многощуповой системе
6.3.3.2 При испытании многодатчиковой системы прикрепляют короткий (длиной 20 мм, если не указано другое) прямой щуп к каждому из пяти датчиков. Выполняют, используя подходящие удлинители, монтаж "звездообразной" системы датчиков, состоящей из одного параллельного оси пиноли датчика и четырех датчиков, расположенных в перпендикулярной этой оси плоскости так, чтобы угол между смежными датчиками составлял 90°. Расстояния от каждого из пяти наконечников щупов до базовой точки на оси пиноли (т.е. смещения наконечников) должны быть приблизительно одинаковыми. Применяемое значение смещения наконечника щупа должно соответствовать одному из специфицированных производителем КИМ значений, выбираемых из ряда: 50, 100, 200 и 400 мм (см. рисунок 4). Для испытаний пользователь должен выбрать только одну (если не указано другое) величину смещения из разрешенных производителем к применению с этой системой щупов. Все используемые компоненты зондирующей системы также должны быть разрешены для применения в составе зондирующей системы КИМ. Ввиду того что получить смещение наконечника щупа, точно равное заданному производителем смещению может оказаться невозможно, допустимым является смещение, отличающееся от заданного не более чем на 6 мм или на 10% (в зависимости от того, что больше).
Для двухпинольных КИМ испытание выполняют в дуплексном режиме функционирования (см. ИСО 10360-2), при этом три датчика должны быть закреплены на одной пиноли, а два других датчика - на другой пиноли.
6.3.3.3 Диаметры наконечников пяти используемых при испытании щупов не обязательно должны иметь один и тот же номинальный диаметр, за исключением случая, когда такое требование явно указано производителем КИМ (см. пункт 5.4).
6.3.3.4 Выполняют калибровку зондирующей системы в соответствии со стандартной процедурой, установленной производителем КИМ.
6.3.3.5 Пользователем должно быть выбрано какое-либо одно местоположение поверочной сферы где-либо внутри зоны измерений КИМ. Для предотвращения возможного столкновения зондирующей системы с образцовой сферой последняя на время испытания может быть удалена со стола КИМ.
Поверочная сфера должна быть жестко закреплена для минимизации погрешностей, обусловленных изгибными деформациями.
Примечание - Местоположение поверочной сферы может существенно повлиять на результаты испытаний (см. приложение С).
6.3.3.6 Выполняют измерение поверочной сферы каждым щупом в 25 точках, получив таким образом всего 125 измеренных точек. Эти точки должны быть приблизительно равномерно распределены на по меньшей мере полусфере поверочной сферы. Их расположение определяется усмотрением пользователя. Рекомендуемым является тот же шаблон зондирования, что и при испытании однощуповой системы (см. пункт 6.2).
Если при применении горизонтального щупа держатель поверочной сферы расположен на ее вертикальной оси, то оптимизация подхода щупа может быть обеспечена за счет такой ориентации шаблона зондирования, при котором восемь точек на экваторе расположены под углом 22,5° к оси КИМ, а четыре точки - в смежной плоскости, составляющей с осью Z угол 45°. Это может иллюстрировать рисунок 2, если показанный на нем вид сверху считать видом по соответствующему направлению.
Кроме того, если поверочная сфера мала относительно диаметра ее держателя и/или диаметра наконечника щупа настолько, что восемь экваториальных точек не могут быть равномерно (с шагом 45°) распределены на дуге в 315°, то рекомендуется равномерно распределить эти точки на доступном для измерения участке этой дуги.
Если в комплект поставки КИМ входит устройство смены щупа или датчика, то перед началом испытания должна быть выполнена калибровка всех пяти щупов и эти щупы или датчики должны быть помещены в стойку. Смена должна быть произведена пять раз (один раз перед применением каждого щупа или датчика). Однако если устройство смены обеспечивает установку менее пяти щупов или датчиков, то используют максимальное возможное их количество, при этом некоторые щупы или датчики сменяют более одного раза так, чтобы общее число смен было равно пяти. В случае "звездообразной" системы щупов или датчиков она сначала должна быть помещена в стойку и затем установлена устройством смены в рабочую позицию.
Примечание - Если конструкция зондирующей системы идентична конструкции, выбранной для испытания однощуповой конфигурации (см. пункт 6.2), то повторять измерения с одним щупом не требуется.
6.3.4 Анализ данных
6.3.4.1 Присоединяют сферу по наименьшим квадратам к каждой группе из 25 измеренных одним и тем же щупом точек, получив, таким образом, пять присоединенных сфер. Вычисляют диапазон каждой из координат центров (X, Y и Z) всех пяти этих сфер. Определяют многощуповой параметр местоположения зондирующей системы ![]() или
или (в зависимости от вида системы) как наибольший из трех полученных диапазонов.
6.3.4.2 Присоединяют сферу по наименьшим квадратам ко всем 125 точкам, измеренным всеми пятью щупами. Определяют многощуповую погрешность размера зондирующей системы или
(в зависимости от вида системы) как абсолютное значение отклонения диаметра этой сферы от аттестованного диаметра поверочной сферы. Вычисляют расстояние от каждой из 125 измеренных точек до центра присоединенной сферы. Определяют многощуповую погрешность формы зондирующей системы
![]() или
или (в зависимости от вида системы) как диапазон полученных расстояний.
Примечание - Согласно пункту 6.3.3.3 допускается, чтобы пять наконечников имели существенно отличающиеся друг от друга номинальные диаметры (если не указано другое), кроме того, даже в случае одинаковых номинальных диаметров наконечников обычно не существует двух наконечников с одним и тем же эффективным диаметром. Если программное обеспечение КИМ не способно корректно обрабатывать измерения одного и того же геометрического элемента, выполненные щупами с различными диаметрами наконечников, то различие эффективных диаметров пяти наконечников может являться причиной увеличения значений погрешностей и
![]() (или
(или и
).
6.4 Шарнирные зондирующие системы
6.4.1 Метод испытаний
Сущность испытания заключается в измерении формы, размера и местоположения поверочной сферы при пяти разных угловых положениях шарнирной зондирующей системы (см. рисунок 6). В каждом угловом положении выполняют измерение 25 точек на поверочной сфере, поэтому общее число точек равно 125.
|
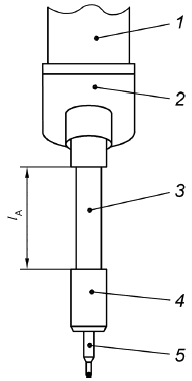
1 - пиноль; 2 - устройство углового позиционирования; 3 - удлинитель датчика; 4 - датчик; 5 - щуп; - длина смещения наконечника щупа
Рисунок 6 - Шарнирная зондирующая система в вертикальном положении
Если в комплект поставки КИМ входит устройство смены щупа или датчика, то смена должна быть произведена пять раз (один раз перед применением каждого углового положения). Для каждого набора из 25 измеренных в каждом угловом положении точек методом наименьших квадратов определяют свою собственную присоединенную сферу (т.е. всего получают пять таких сфер).
КИМ с шарнирными зондирующими системами при измерении могут использовать данные, полученные либо при эмпирической, либо при прогностической калибровке. Поэтому для предотвращения неопределенности максимальные допустимые погрешности и границы для КИМ, применяющей эмпирическую калибровку, обозначают ![]() ,
, ![]() и
и ![]() , а для КИМ, применяющей прогностическую калибровку, соответственно, -
, а для КИМ, применяющей прогностическую калибровку, соответственно, - ![]() ,
, ![]() и
и ![]() . Аналогично погрешности и параметры, полученные при использовании эмпирической калибровки, обозначают
. Аналогично погрешности и параметры, полученные при использовании эмпирической калибровки, обозначают ,
и
, а при использовании прогностической калибровки -
,
и
.
Вычисляют диапазон каждой из координат (X, Y и Z) центров всех пяти присоединенных сфер. Значение параметра местоположения зондирующей системы (или
) определяется наибольшим из трех полученных диапазонов. В дополнение сферу, полученную при аппроксимации методом наименьших квадратов всех 125 точек, используют для анализа погрешности индикации формы и размера. Результатом такого анализа являются многощуповая погрешность размера
(или
) и многощуповая погрешность формы
(или
).
Так как результаты испытаний сильно зависят от величины смещения наконечника щупа, предусматривают ряд значений смещения наконечника (см. рисунки 7 и 8), которые измеряют от центра вращения шарнирной системы. Для испытаний используют только такие смещения, которые производитель КИМ указал как допустимые для конкретной зондирующей системы.
|
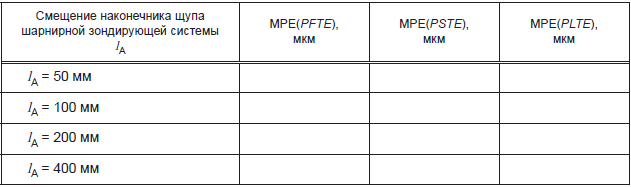
Рисунок 7 - Пример спецификации шарнирной зондирующей системы для эмпирической калибровки
|
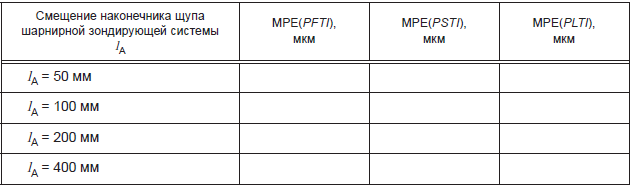
Рисунок 8 - Пример спецификации шарнирной зондирующей системы для прогностической калибровки
В приведенных на рисунках 7 и 8 спецификациях максимальные погрешности и границы указывают только для применимых к конкретной КИМ значениям смещения наконечника щупа. Остальные графы могут оставаться незаполненными.
6.4.2 Средство измерений
Для испытания применяют поверочную сферу, имеющую диаметр не менее 10 мм и не более 50 мм. Размер и форма поверочной сферы должны быть аттестованы.
Рекомендуется, чтобы погрешность формы поверочной сферы не превышала 20% от значения ![]() или
или ![]() (в зависимости от вида калибровки зондирующей системы).
(в зависимости от вида калибровки зондирующей системы).
Поставляемая с КИМ образцовая сфера предназначена для калибровки зондирующей системы и не должна применяться для испытаний.
6.4.3 Проведение испытаний
6.4.3.1 Прикрепляют короткий (длиной 20 мм, если не указано другое) прямой щуп к датчику, затем устанавливают датчик на устройстве углового позиционирования шарнирной зондирующей системы при помощи подходящего удлинителя. Величина смещения наконечника щупа должна соответствовать одному из специфицированных производителем КИМ значений, выбираемых из ряда: 50, 100, 200 и 400 мм (см. рисунки 7 и 8). Для испытаний пользователь должен выбрать только одну (если не указано другое) величину смещения из разрешенных производителем к применению в этой зондирующей системе. Щуп и компоненты удлинителя датчика также должны быть разрешены для применения в составе зондирующей системы КИМ.
Ввиду того что удлинитель, имеющий длину, точно равную требуемой, может быть недоступен, допустимым является смещение наконечника, отличающееся от заданного не более чем на 6 мм или на 10% (в зависимости от того, что больше).
6.4.3.2 При испытании с целью проверки ![]() ,
, ![]() и
и ![]() выполняют калибровку зондирующей системы для каждого из пяти угловых положений в соответствии со стандартными процедурами производителя КИМ. Эти пять положений должны быть такими, чтобы в одном из них щуп располагался параллельно оси датчика, а в четырех других - в перпендикулярной к этой оси плоскости так, чтобы угол между смежными положениями щупа составлял 90°.
выполняют калибровку зондирующей системы для каждого из пяти угловых положений в соответствии со стандартными процедурами производителя КИМ. Эти пять положений должны быть такими, чтобы в одном из них щуп располагался параллельно оси датчика, а в четырех других - в перпендикулярной к этой оси плоскости так, чтобы угол между смежными положениями щупа составлял 90°.
Для некоторых КИМ (например, с горизонтальной пинолью) некоторые из указанных угловых положений могут быть недоступны или непрактичны. В таких случаях требуемый шаблон угловых положений может быть повернут на 90° вокруг оси X или Y в любом направлении.
Для двухпинольных КИМ испытание выполняют в дуплексном режиме функционирования (см. ИСО 10360-2), при этом три угловых положения должны быть обеспечены зондирующей системой одной пиноли, а два других - зондирующей системой другой пиноли.
6.4.3.3 При испытании с целью проверки ![]() ,
, ![]() и
и ![]() калибровка зондирующей системы должна быть выполнена в соответствии со стандартными процедурами производителя КИМ, предназначенными для прогностической калибровки. Затем пользователь должен выбрать для испытания какие-либо пять существенно различных угловых положений шарнирной зондирующей системы.
калибровка зондирующей системы должна быть выполнена в соответствии со стандартными процедурами производителя КИМ, предназначенными для прогностической калибровки. Затем пользователь должен выбрать для испытания какие-либо пять существенно различных угловых положений шарнирной зондирующей системы.
При прогностической калибровке испытуемые угловые положения должны быть выбраны пользователем так, чтобы они значительно отличались как от тех положений, которые были применены для калибровки шарнирной системы, так и от тех, которые использовались для калибровки зондирующей системы перед испытаниями.
Для двухпинольных КИМ испытание выполняют в дуплексном режиме функционирования (см. ИСО 10360-2), при этом три угловых положения должны быть обеспечены зондирующей системой одной пиноли, а два других - зондирующей системой другой пиноли.
6.4.3.4 Пользователем должно быть выбрано какое-либо одно местоположение поверочной сферы где-либо внутри зоны измерений КИМ. Для предотвращения возможного столкновения зондирующей системы с образцовой сферой последняя на время испытания может быть удалена со стола КИМ.
Поверочная сфера должна быть жестко закреплена для минимизации погрешностей, обусловленных изгибными деформациями.
Местоположение поверочной сферы может существенно повлиять на результаты испытаний (см. приложение С).
6.4.3.5 Выполняют измерение поверочной сферы в 25 точках при каждом угловом положении зондирующей системы, получив таким образом всего 125 измеренных точек.
Эти точки должны быть приблизительно равномерно распределены на по меньшей мере полусфере поверочной сферы. Их расположение определяется на усмотрение пользователя. Рекомендуемым является тот же шаблон зондирования, что и при испытании однощуповой системы (см. пункт 6.2).
Если при горизонтальном положении щупа держатель поверочной сферы расположен на ее вертикальной оси, то оптимизация подхода щупа может быть обеспечена за счет такой ориентации шаблона зондирования, при котором восемь точек на экваторе расположены под углом 22,5° к оси КИМ, а четыре точки - в смежной плоскости, составляющей с осью Z угол 45°. Это может иллюстрировать рисунок 2, если показанный на нем вид сверху считать видом по соответствующему направлению.
Кроме того, если поверочная сфера мала относительно диаметра ее держателя и/или диаметра наконечника щупа настолько, что восемь экваториальных точек не могут быть равномерно (с шагом 45°) распределены на дуге в 315°, то рекомендуется равномерно распределить эти точки на доступном для измерения участке этой дуги.
После калибровки и перед измерением поверочной сферы в каждом из пяти угловых положений зондирующей системы должно быть выполнено по меньшей мере одно угловое перемещение зондирующей системы.
Если в комплект поставки КИМ входит устройство смены щупа или датчика, то перед началом испытания калибровка выбранной конфигурации (см. пункт 6.4.3.1) зондирующей системы должна быть выполнена во всех пяти ее угловых положениях и эти щупы или датчики должны быть помещены в стойку. В течение испытания смена должна быть произведена пять раз. После измерений поверочной сферы при каждом угловом положении зондирующей системы щуп или датчик должны устанавливаться в стойку.
Примечание - Если конфигурация и одно из угловых положений зондирующей системы совпадают с выбранными для испытания однощуповой системы (см. пункт 6.2), то повторять измерения при этом угловом положении не требуется.
6.4.4 Анализ данных
6.4.4.1 Присоединяют сферу по наименьшим квадратам к каждой группе из 25 измеренных при одном и том же угловом положении зондирующей системы, получив таким образом пять присоединенных сфер. Вычисляют диапазон каждой из координат центров (X, Y и Z) всех пяти этих сфер. Определяют параметр местоположения зондирующей системы или
(в зависимости от метода калибровки) как наибольший из трех полученных диапазонов.
6.4.4.2 Присоединяют сферу по наименьшим квадратам ко всем 125 точкам, измеренным при всех угловых положениях зондирующей системы. Определяют многощуповую погрешность размера зондирующей системы или
(в зависимости от метода калибровки) как абсолютное значение отклонения диаметра этой сферы от аттестованного диаметра поверочной сферы. Вычисляют расстояние от каждой из 125 измеренных точек до центра присоединенной сферы. Определяют многощуповую погрешность формы зондирующей системы
или
(в зависимости от метода калибровки) как диапазон полученных расстояний.
Примечание - Несмотря на то что при испытании используют один и тот же наконечник щупа, его эффективный диаметр в пяти угловых положениях может быть различным. Если программное обеспечение КИМ неспособно корректно обрабатывать измерения одного и того же геометрического элемента, выполненные с разными диаметрами наконечников, то различие эффективных диаметров наконечника может являться причиной увеличения значений погрешностей и
(или
и
).
7 Соответствие спецификации
7.1 Приемочные испытания
Характеристики однощупового зондирования считают подтвержденными, если полученная в результате испытаний однощуповая погрешность формы не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной производителем максимальной допустимой однощуповой погрешности формы
![]() .
.
Характеристики многощупового зондирования считают подтвержденными, если одновременно выполняются следующие условия:
- полученная в результате испытаний многощуповая погрешность формы не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной производителем соответствующей максимальной допустимой многощуповой погрешности формы
![]() ;
;
- полученная в результате испытаний многощуповая погрешность размера не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной производителем соответствующей максимальной допустимой многощуповой погрешности размера
![]() ;
;
- полученный в результате испытаний параметр местоположения зондирующей системы не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной производителем соответствующей максимальной допустимой границы параметра местоположения зондирующей системы
![]() .
.
Примечание - Оценивание достоверности испытаний обсуждается в [6].
Если характеристики не подтверждаются соответствующими испытаниями, то все зондирующее оборудование должно быть тщательно проверено на наличие загрязнений или каких-либо допущенных при монтаже системы щупов ошибок (включая проверку соблюдения теплового равновесия всех компонентов зондирующей системы), которые могли повлиять на результат измерения.
Любые ошибки должны быть исправлены и испытания повторены один раз, начиная с процедуры калибровки зондирующей системы и с использованием тех же целевых зондируемых точек.
7.2 Перепроверочные испытания
Характеристики однощупового зондирования считают подтвержденными, если полученная в результате испытаний однощуповая погрешность формы не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной пользователем максимальной допустимой однощуповой погрешности формы
![]() .
.
Характеристики многощупового зондирования считают подтвержденными, если одновременно выполняются следующие условия:
- полученная в результате испытаний многощуповая погрешность формы не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной пользователем соответствующей максимальной допустимой многощуповой погрешности формы
![]() ;
;
- полученная в результате испытаний многощуповая погрешность размера не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной пользователем соответствующей максимальной допустимой многощуповой погрешности размера
![]() ;
;
- полученный в результате испытаний параметр местоположения зондирующей системы не превышает (с учетом достоверности измерений согласно ИСО 14253-1) установленной пользователем соответствующей максимальной допустимой границы параметра местоположения зондирующей системы
![]() .
.
Если характеристики не подтверждаются соответствующими испытаниями, то все зондирующее оборудование должно быть тщательно проверено на наличие загрязнений или каких-либо допущенных при монтаже системы щупов ошибок (включая проверку соблюдения теплового равновесия всех компонентов зондирующей системы), которые могли повлиять на результат измерения. Любые ошибки должны быть исправлены и испытания повторены один раз, начиная с процедуры калибровки зондирующей системы и с использованием тех же целевых зондируемых точек.
8 Область применения испытаний
8.1 Приемочные испытания
При наличии договорных отношений между производителем и покупателем, зафиксированным в договоре на поставку, обслуживание, ремонт, восстановление или модернизацию, приемочные испытания, выполненные согласно настоящему стандарту, могут проводиться с целью проверки соответствия характеристик зондирующей системы КИМ при однощуповом или многощуповом зондировании согласованным производителем и потребителем максимальным допустимым погрешностям и границам.
8.2 Перепроверочные испытания
Перепроверочные испытания, выполняемые внутренней службой обеспечения качества предприятия в соответствии с настоящим стандартом, могут использоваться для периодического тестирования характеристик зондирующей системы КИМ при однощуповом или многощуповом зондировании на соответствие заданным (с возможной детализацией ограничений) пользователем требованиям к максимальным допустимым погрешностям и границам.
8.3 Промежуточные проверки
Сокращенные перепроверочные испытания, выполняемые внутренней службой обеспечения качества предприятия, могут периодически использоваться для демонстрации соответствия КИМ заданным требованиям к максимальным допустимым погрешностям границ, приведенным в пункте 7.2.
Описанный в настоящем стандарте объем испытаний для многощуповых систем при промежуточной проверке может быть сокращен в части количества используемых для оценки измеряемых точек.
Рекомендуется проверять зондирующую систему регулярно, а также после любого происшествия, способного существенно повлиять на характеристики зондирования.
9 Обозначения, применяемые в документации
Приведенные в таблице 1 альтернативные обозначения разрешены для применения в документации на КИМ (технические характеристики, руководства, рисунки и т.п.). Эти обозначения отличаются от принятых в настоящем стандарте обозначений отсутствием мелкого текста для подстрочных индексов, что позволяет улучшить их разборчивость.
Таблица 1 - Обозначения и соответствующие альтернативные обозначения
Описание | Обозначение | |
в настоящем стандарте | альтернативное | |
Погрешность измерения длины при минимальном смещении наконечника щупа | E0 | |
Максимальная допустимая погрешность измерения длины при минимальном смещении наконечника щупа |
| MPE(E0) |
Погрешность измерения длины при равном | EL | |
Максимальная допустимая погрешность измерения длины при равном |
| MPE(EL) |
Многощуповая погрешность формы | PFTE | |
PFTI | ||
PFTM | ||
PFTN | ||
Многощуповая погрешность размера | PSTE | |
PSTI | ||
PSTM | ||
PSTN | ||
Многощуповой параметр местоположения | PLTE | |
PLTI | ||
PLTM | ||
PLTN | ||
Однощуповая погрешность формы | PFTU | |
Однощуповая погрешность размера | PSTU | |
Максимальная допустимая многощуповая погрешность формы |
| MPE(PFTE) |
| MPE(PFTI) | |
| MPE(PFTM) | |
| MPE(PFTN) | |
Максимальная допустимая многощуповая погрешность размера |
| MPE(PSTE) |
| MPE(PSTI) | |
| MPE(PSTM) | |
| MPE(PSTN) | |
Максимальная допустимая граница многощупового параметра местоположения |
| MPL(PLTE) |
| MPL(PLTI) | |
| MPL(PLTM) | |
| MPL(PLTN) | |
Максимальная допустимая однощуповая погрешность формы |
| MPE(PFTU) |
Приложение А
(справочное)
Обозначения и подстрочные индексы
А.1 Знаки в позиционном порядке
Обозначение погрешности или границы состоит из четырех расположенных в позициях с 1-й по 4-ю знаков и имеет структуру . Для указания максимального допустимого значения этой погрешности или границы применяют обозначение
![]() или
или ![]() соответственно.
соответственно.
Буква "P" в 1-й позиции указывает на связь с зондирующей системой.
Подстрочный индекс во 2-й позиции указывает тип погрешности или границы:
F - формы;
L - местоположения;
S - размера.
Подстрочный индекс в 3-й позиции указывает тип используемого датчика:
T - с контактным зондированием.
Подстрочный индекс в 4-й позиции указывает тип используемой зондирующей системы:
E - шарнирная с эмпирической калибровкой;
I - шарнирная с прогностической калибровкой;
M - фиксированная многощуповая ("звезда");
N - фиксированная многодатчиковая;
j - применяют (с целью обобщения) вместо любого из знаков E, I, M или N;
U - однощуповая.
Пример - Обозначение ![]() соответствует максимальной допустимой погрешности формы при применении контактной фиксированной системы щупов в форме звезды.
соответствует максимальной допустимой погрешности формы при применении контактной фиксированной системы щупов в форме звезды.
Приложение B
(справочное)
Проверка зондирующей системы перед испытаниями, проводимыми по ИСО 10360-2
B.1 Быструю проверку правильности функционирования зондирующей системы перед проведением испытаний, описанных в ИСО 10360-2, выполняют следующим образом.
B.2 После выполнения пункта 5.2 проверяют, что удовлетворяет требованиям спецификации.
B.3 Определяют однощуповую погрешность размера как отклонение диаметра полученной при выполнении пункта 6.2.5.1 присоединенной сферы от аттестованного размера измеренной сферической меры.
B.4 Если полученное значение недостаточно мало относительно значений
![]() и
и ![]() , то проверяют правильность сборки и калибровки зондирующей системы.
, то проверяют правильность сборки и калибровки зондирующей системы.
B.5 Если необходимо, то перед началом испытаний, описанных в ИСО 10360-2, повторяют действия по пунктам 5.2, В.2 и В.3 до получения удовлетворительного результата.
B.6 Максимальную допустимую погрешность отдельно не устанавливают, т.к. как она входит в
![]() и
и ![]() .
.
Приложение C
(справочное)
Интерпретация результатов испытания многощуповой системы
C.1 Сопоставление результатов испытания многощуповой системы с и
Согласно ИСО 10360-2 измерение каждой длины выполняют одним щупом в одной ориентации. Поэтому общее расстояние, проходимое КИМ при каждом измерении, близко к соответствующей измеряемой длине. Найденные погрешности измерения длины и
, как правило, зависят от значения измеряемой длины, коротким длинам обычно соответствуют меньшие погрешности. Однако большинство из описанных в настоящем стандарте измерений выполняют посредством КИМ с многощуповой системой. При измерении многощуповой системой элемента детали, имеющего небольшую длину, общая величина выполняемого КИМ перемещения необязательно так же мала (см. рисунок С.1).
|
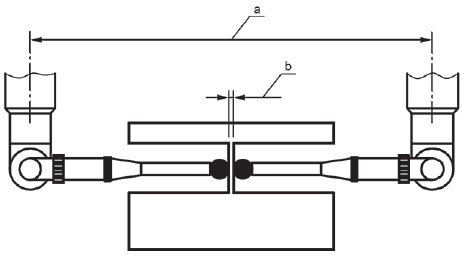
a - длина хода КИМ; b - измеряемая длина
Рисунок C.1 - Пример измерения, в котором измеряемая длина мала по сравнению с длиной хода КИМ
Таким образом, погрешности измерения при применении многощуповой системы могут превысить соответствующие измеряемой длине установленные максимальные допустимые погрешности и
. Измерение разными щупами близко расположенных геометрических элементов может иметь большие погрешности. Кроме того, для многощуповых систем характерны значительные величины смещения наконечника щупа. Сравнивая
с
, можно заметить, что эти смещения могут увеличивать погрешности измерения.
C.2 Влияние расстояния между образцовой и поверочной сферами
Вследствие геометрических погрешностей КИМ (включая остаточные погрешности, обусловленные несовершенством системы компенсации), расстояние между образцовой и поверочной сферами может сильно влиять на результат испытания. Если это расстояние мало, то многие погрешности КИМ компенсируются посредством калибровки, поэтому характеристики зондирующей системы оказываются доминирующими. При большом расстоянии между образцовой и поверочной сферами доминирующими могут стать геометрические погрешности КИМ.
Технические требования, соответствующие малому значению , отображают характеристики системы при измерении малых геометрических элементов вблизи образцовой сферы.
Технические требования, соответствующие большому значению , отображают характеристики системы при измерении малых геометрических элементов вдали от образцовой сферы.
Результаты испытания, полученные при малом значении , предпочтительны для сравнения характеристик разных многощуповых зондирующих систем, т.к. в этом случае геометрические погрешности КИМ не являются доминирующими.
Приложение D
(обязательное)
Графики максимальных допустимых погрешностей и границ
|
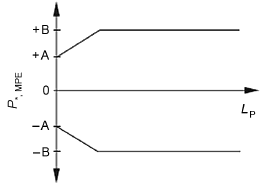
Рисунок D.1 - Максимальная допустимая погрешность ![]()
|
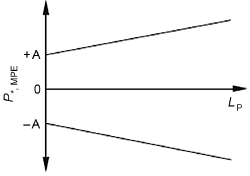
Рисунок D.2 - Максимальная допустимая погрешность ![]()
|
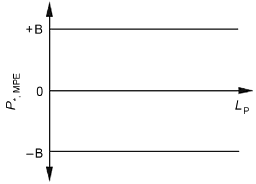
Рисунок D.3 - Максимальная допустимая погрешность ![]()
Примечание 1 - Графики максимальных допустимых границ идентичны графикам максимальных допустимых погрешностей.
Примечание 2 - Некоторые максимальные допустимые погрешности и границы могут быть только положительными (например, для формы и местоположения).
Приложение E
(справочное)
Связь с матричной моделью GPS
E.1 Общие положения
Более подробно о матричной модели GPS см. [5].
E.2 Информация о стандарте и его применении
Настоящий стандарт устанавливает методы проверки соответствия координатно-измерительных машин указанным в спецификации максимальным допустимым погрешностям. Испытания, описанные в настоящем стандарте:
- применимы КИМ, использующим контактные зондирующие системы, и
- выполняют в дополнение к испытаниям измерения длины, описанным в ИСО 10360-2.
Когда уместно, эти испытания:
a) применимы к КИМ, допускающим использование многощуповой, многодатчиковой или многопозиционной шарнирной зондирующей системы, и
b) служат для получения информации о пригодности КИМ для измерения геометрического элемента (или элементов) посредством такой системы.
E.3 Положение в матричной модели GPS
Настоящий стандарт является общим стандартом GPS; его положения следует учитывать в пятом связующем звене цепочки стандартов на размеры, расстояния, радиусы, углы, форму, ориентацию, месторасположение, биение и базы в общей матрице GPS, как это показано на рисунке Е.1.
E.4 Связанные стандарты
Связанные стандарты являются стандартами цепочек стандартов, выделенных на рисунке Е.1.
|
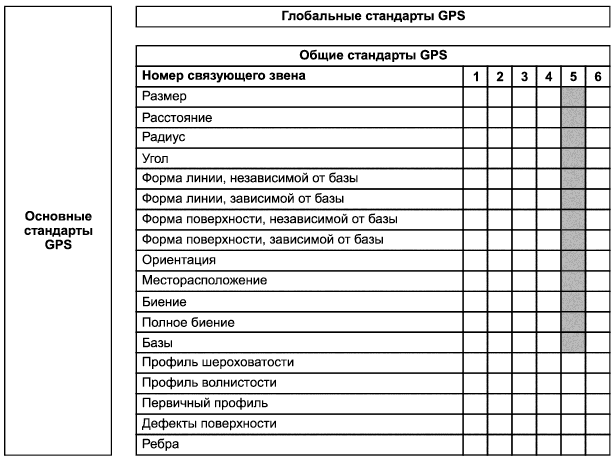
Рисунок Е.1 - Положение в матричной модели GPS
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов и документов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта, документа | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 10360-1:2000 | IDT | ГОСТ Р ИСО 10360-1-2017 "Характеристики изделий геометрические. Приемочные и перепроверочные испытания координатно-измерительных машин. Словарь" |
ISO 10360-2:2009 | IDT | ГОСТ Р ИСО 10360-2-2017 "Характеристики изделий геометрические. Приемочные и перепроверочные испытания координатно-измерительных машин. Координатно-измерительные машины, применяемые для измерения линейных размеров" |
ISO 14253-1 | - | * |
ISO/IEC Guide 99 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | ISO 10360-2:1994 | Coordinate metrology - Part 2: Performance assessment of coordinate measuring machines |
[2] | ISO 10360-2:2001 | Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 2: CMMs used for measuring size |
[3] | ISO 10360-3:2000 | Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 3: CMMs with the axis of a rotary table as the fourth axis |
[4] | ISO 10360-4:2000 | Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 4: CMMs used in scanning measuring mode |
[5] | ISO/TR 14638:1995 | Geometrical product specification (GPS) - Masterplan |
[6] | ISO/TS 23165 | Geometrical product specifications (GPS) - Guidelines for the evaluation of coordinate measuring machine (CMM) test uncertainty |
УДК 006.86:006.354 | ОКС 17.040.30 |
Ключевые слова: КИМ, испытания, погрешность, зондирующая система | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}