ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТР 52927— 2023

НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОКАТ ДЛЯ СУДОСТРОЕНИЯ ИЗ СТАЛИ НОРМАЛЬНОЙ, ПОВЫШЕННОЙ И ВЫСОКОЙ ПРОЧНОСТИ
Технические условия
Издание официальное
Москва Российский институт стандартизации 2023
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Центральный научно-исследовательский институт конструкционных материалов «Прометей» имени И.В. Горынина» Национального исследовательского центра «Курчатовский институт» (НИЦ «Курчатовский институт» — ЦНИИ КМ «Прометей»), Федеральным государственным унитарным предприятием «Центральный научно-исследовательский институт черной металлургии им. И.П. Бардина» (ФГУП «ЦНИИчермет им. И.П. Бардина»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 375 «Металлопродукция из черных металлов и сплавов»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 июня 2023 г. № 389-ст
4 ВЗАМЕН ГОСТ Р 52927—2015
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2023
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Условия заказа
5 Классификация марок стали, обозначения
6 Сортамент
6.1 Размеры и предельные отклонения тол стол и сто во го проката
6.2 Размеры и предельные отклонения полосового, широкополосного универсального и фасонного проката
6.3 Примеры условных обозначений
7 Технические требования
7.1 Прокат для судостроения
7.2 Прокат листовой для судостроения для конструкций, работающих при низких температурах . .31
7.3 Требования к качеству поверхности
7.4 Зачистка поверхности листового проката
7.5 Требования к кромкам проката
7.6 Ультразвуковой контроль
8 Правила приемки
9 Дополнительные правила приемки для листового проката из марок стали категории F и из стали всех марок с индексами Z25, Z35, Аге
10 Методы контроля и испытаний
11 Маркировка, упаковка, транспортирование и хранение
Приложение А (обязательное) Объем испытаний листового проката
Приложение Б (обязательное) Объем испытаний полосового, широкополосного универсального и фасонного проката
Приложение В (обязательное) Определение параметра трещиностойкости CTOD. Метод испытания для определения CTOD
Библиография
ГОСТ Р 52927—2023
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОКАТ ДЛЯ СУДОСТРОЕНИЯ ИЗ СТАЛИ НОРМАЛЬНОЙ, ПОВЫШЕННОЙ И ВЫСОКОЙ ПРОЧНОСТИ
Технические условия
Rolled of normal, higher and high strength steel for shipbuilding. Specifications
Дата введения — 2023—12—01 с правом досрочного применения
1 Область применения
Настоящий стандарт распространяется на толстолистовой прокат из судостроительной стали нормальной (с минимальным пределом текучести 235 МПа), повышенной (четырех уровней прочности, с минимальным пределом текучести 265, 315, 355 и 390 МПа, соответственно) и высокой (с минимальным пределом текучести 420 МПа и выше) прочности, включая прокат из хладостойкой стали, и широкополосный универсальный, полосовой и фасонный прокат из стали нормальной и повышенной прочности (далее — прокат), предназначенные для морских и речных судов, ледоколов, судов ледового плавания, нефтегазодобывающих платформ, понтонов, причалов и других сварных конструкций (в том числе работающих при низких температурах).
В части норм химического состава стандарт распространяется также на слитки, блюмы, сутунку, кованые, катаные и литые заготовки.
Прокат, предназначенный для постройки объектов технического наблюдения Федерального автономного учреждения «Российский морской регистр судоходства» (РМРС), поставляют под техническим наблюдением РМРС или по его поручению. Прокат поставляют предприятия, имеющие Свидетельство РМРС о признании изготовителя проката конкретной марки, толщины и технологии производства, выдаваемое на основании проведения освидетельствования РМРС или по его поручению.
Прокат, предназначенный для постройки объектов технического наблюдения Федерального автономного учреждения «Российское Классификационное Общество» (РКО), поставляют под техническим наблюдением РКО или по его поручению. Прокат поставляют предприятия, имеющие Свидетельство РКО о признании изготовителя проката конкретной марки, толщины и технологии производства, выдаваемое на основании проведения освидетельствования РКО или по его поручению.
Взаимное признание Свидетельств РМРС и РКО и связанный с ним порядок технического наблюдения устанавливают отдельно.
Прокат может быть поставлен под надзором иных компетентных организаций при наличии соответствующих решений.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 25.506 Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении
ГОСТ 82—70 Прокат стальной горячекатаный широкополосный универсальный. Сортамент
ГОСТ 103—2006 Прокат сортовой стальной горячекатаный полосовой. Сортамент
ГОСТ 166 (ИСО 3599—76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
Издание официальное
ГОСТ 535 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 1497 (ИСО 6892—84) Металлы. Методы испытаний на растяжение
ГОСТ 4543—2016 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5378 Угломеры с нониусом. Технические условия
ГОСТ 5639 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640 Сталь. Металлографический метод оценки микроструктуры проката стального плоского
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7268 Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб
ГОСТ 7564 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565 (ИСО 377-2—89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566 Металлопродукция. Правила приемки, маркировка, упаковка, транспортирование и хранение
ГОСТ 8240—77 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8509—93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 8510 Уголки стальные горячекатаные неравнополочные. Сортамент
ГОСТ 9235—76 Полособульб горячекатаный симметричный для судостроения. Сортамент
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 12344 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345 (ИСО 671—82, ИСО 4935—89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346 (ИСО 439—82, ИСО 4829-1—86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348 (ИСО 629—82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12358 Стали легированные и высоколегированные. Методы определения мышьяка
ГОСТ 12359 (ИСО 4945—77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12361 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12362 Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия
ГОСТ 14019 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14637 (ИСО 4995—78) Прокат тол стол и сто вой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 17745 Стали и сплавы. Метод определения газов
ГОСТ 18895 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19903—2015 Прокат листовой горячекатаный. Сортамент
ГОСТ 21014 Металлопродукция из стали и сплавов. Дефекты поверхности. Термины и определения
ГОСТ 21937—76 Полособульб горячекатаный несимметричный для судостроения. Сортамент
ГОСТ 22536.0 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5 (ИСО 629—82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 22727 Прокат листовой. Методы ультразвукового контроля
ГОСТ 26877 Металлопродукция. Методы измерений отклонений формы
ГОСТ 28473 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
ГОСТ 28870 Сталь. Методы испытания на растяжение тол стол и сто во го проката в направлении толщины
ГОСТ Р 52381 (ИСО 8486-1:1996, ИСО 6344-2:1998, ИСО 9138:1993, ИСО 9284:1992) Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава
ГОСТ Р 54153 Сталь. Метод атомно-эмиссионного спектрального анализа
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 прокат горячекатаный; ГК (as rolled; AR): Прокат, полученный в результате горячей пластической деформации и последующего охлаждения на спокойном воздухе.
3.2 нормализация; Н (normalizing; N): Термическая обработка, при которой изделие нагревают до температуры выше Ас3 с последующим охлаждением на воздухе с целью получения мелкого зерна и равномерного распределения структурных составляющих.
3.3 контролируемая прокатка; КП (controlled rolling; CR): Технологический процесс прокатки, предусматривающий контроль температурно-деформационных параметров деформации во время прокатки. При этом деформация осуществляется в несколько стадий. Окончание деформации возможно как в нижней части однофазной (у) области, так и в двухфазной (у + а) области. Возможно применение ускоренного охлаждения.
Примечание — Допускается контролируемая прокатка с последующим отпуском.
3.4 нормализующая прокатка; НП (normalizing rolling; NR): Технологический процесс прокатки, при котором деформация на конечной стадии происходит в заданном интервале температур с последующим охлаждением на воздухе, что позволяет получить продукцию в состоянии, аналогичном нормализованному.
3.5 закалка; 3 (quenching; Q): Термическая обработка, заключающаяся в нагреве изделия до температуры выше Ас3 на (30—100) °C, выдержке при этой температуре и последующем охлаждении со скоростью, превышающей критическую.
3.6 двойная закалка; 3+3 (quenching+quenching; QQ): Двукратная закалка, как правило, выполняемая от разных температур.
Примечание — Настоящий стандарт допускает применение двойной закалки с последующим отпуском. Данный процесс включает нагрев стали до температуры выше Ас3 на (130—250) °C с целью максимального растворения вторичных фаз и последующего ускоренного охлаждения (первая закалка), затем нагрев стали до температуры выше Ас3 на (30—100) °C и последующее охлаждение со скоростью, обеспечивающей получение упрочненной структуры (вторая закалка), затем нагрев закаленной стали до температуры, не превышающей температуру Ас1 и выдержку при этой температуре (отпуск).
3.7 отпуск; О (tempeing; Т): Термическая обработка, проводимая после закалки или после другой термической или термодеформационной обработки, заключающаяся в нагреве изделия до температуры не выше Ас1 и выдержке в течение определенного времени.
3.8 закалка с прокатного нагрева, ЗПН (direct quenching; Qd): Процесс, включающий горячую деформацию заготовки при температурах выше температуры Аг3 (прокатка), ее ускоренное охлаждение до температуры ниже температуры завершения у—>а превращений (закалка).
Примечание — После закалки с прокатного нагрева проводят отпуск.
3.9 термомеханическая обработка; ТМО (thermomechanical rolling; ТМ): Совокупность операций нагрева, пластической деформации и ускоренного охлаждения, при которых структурные изменения, происходящие при фазовых превращениях, протекают в условиях повышенной плотности дефектов кристаллического строения, созданных пластической деформацией.
Примечания
1 При проведении термомеханической обработки задаются и строго контролируются степень пластической деформации, температурные интервалы ее осуществления и параметры ускоренного охлаждения.
2 В случае поставки проката под техническим наблюдением РМРС и/или РКО применение отпуска после термомеханической обработки должно быть согласовано с РМРС и/или РКО (пункт 3.2.1.4 [1]).
3 .10 коэффициент пластической деформации по толщине: Отношение начальной толщины заготовки к конечной номинальной толщине листа.
4 Условия заказа
4.1 При оформлении заказа указывают следующие основные данные:
- марку стали;
- обозначение настоящего стандарта;
- вид проката;
- общую массу заказа;
- количество единиц проката;
- номинальные размеры и предельные отклонения (при необходимости) единицы проката;
- требуемую плоскостность (прямолинейность для профильного проката) и качество кромки проката;
- необходимость ультразвукового контроля;
- необходимость технического наблюдения с указанием РМРС, РКО либо иной компетентной организации;
- для стали с индексом Аге минимальную расчетную температуру материала TD (5.1.4);
- отметку на прокат, поставляемый для изготовления объектов, являющихся объектами технического регулирования технического регламента [2] (при необходимости); в заказе указывают «ТР».
4.2 Прокат, поставляемый под техническим наблюдением РМРС и/или РКО, может отвечать дополнительным требованиям, отличающимся от настоящего стандарта, но регламентированным [1].
5 Классификация марок стали, обозначения
5.1 Классификация марок стали
Марка стали должна включать унифицированное обозначение категории и уровня прочности стали (например, A, D36, Е550). При этом:
- латинские буквы А, В, D, Е, F — обозначают категорию для стали нормальной прочности и соответствуют температуре испытания на ударный изгиб образцов с острым надрезом при +20 °C, 0 °C, -20 °C, -40 °C, -60 °C, для стали повышенной и высокой прочности латинские буквы A, D, Е, F соответствуют температуре испытания на ударный изгиб образцов с острым надрезом при 0 °C, -20 °C, -40 °C, -60 °C соответственно;
- цифры: 27, 32, 36, 40, 420, 460, 500, 550, 620, 690, 750, 890 и 960 обозначают уровень прочности и соответствуют минимальному значению предела текучести (265, 315, 355, 390, 420, 460, 500, 550, 620, 690, 750, 890 и 960 МПа соответственно). В обозначении стали нормальной прочности с пределом текучести не менее 235 МПа цифры отсутствуют.
Прокат для судостроения изготавливают из следующих марок стали:
5.1.1 Марки стали нормальной, повышенной и высокой прочности:
- нормальной прочности:
А, В, D, Е;
- повышенной прочности:
A27S, D27S, E27S;
А32, D32, Е32;
А36, D36, Е36;
А40, D40, Е40;
A40S, D40S, E40S
- высокой прочности:
А420, D420, Е420;
А460, D460, Е460;
А500, D500, Е500;
А550, D550, Е550;
А620, D620, Е620;
A620S, D620S, E620S;
А690, D690, Е690;
A690S, D690S, E690S;
А750, D750, Е750;
А890, D890, Е890;
А960, D960, Е960.
5.1.2 Марки стали нормальной, повышенной и высокой прочности с гарантией сопротивляемости слоистым разрывам — с индексами Z25, Z35:
- нормальной прочности:
BZ25, DZ25, EZ25,
BZ35, DZ35, EZ35;
- повышенной прочности:
A27SZ25, D27SZ25, E27SZ25;
A27SZ35, D27SZ35, E27SZ35;
A32Z25, D32Z25, E32Z25;
A32Z35, D32Z35, E32Z35;
A36Z25, D36Z25, E36Z25;
A36Z35, D36Z35, E36Z35;
A40Z25, D40Z25, E40Z25;
A40Z35, D40Z35, E40Z35;
A40SZ25, D40SZ25, E40SZ25;
A40SZ35, D40SZ35, E40SZ35;
- высокой прочности:
A420Z35, D420Z35, E420Z35;
A460Z35, D460Z35, E460Z35;
A500Z35, D500Z35, E500Z35;
A550Z35, D550Z35, E550Z35;
A620Z35, D620Z35, E620Z35;
A620SZ35, D620SZ35, E620SZ35;
A690Z35, D690Z35, E690Z35;
A690SZ35, D690SZ35, E690SZ35;
A750Z35, D750Z35, E750Z35;
A890Z35, D890Z35, E890Z35;
A960Z35, D960Z35, E960Z35.
5.1.3 Марки стали нормальной, повышенной и высокой прочности категории F для конструкций, работающих при низких температурах:
- нормальной прочности:
F;
- повышенной прочности:
F32; F36, F36S; F40, F40S;
- высокой прочности:
F420; F460; F500; F550; F620; F690, F620S; F690S.
5.1.4 Марки стали повышенной и высокой прочности с гарантией сопротивляемости слоистым разрывам с индексом Аге, используемые для любых конструктивных элементов до температуры не ниже TD, выбираемой с интервалом 10 °C (TD — минимальная расчетная температура материала, Td — расчетная температура элемента конструкции. Для заказной документации TD = Td при отсутствии специальных указаний):
- повышенной прочности:
А32Агс, D32Arc, E32Arc, F32Arc;
АЗбАгс, D36Arc, ЕЗбАгс, F36Arc, F36SArc;
A40Arc, D40Arc, E40Arc, F40Arc, F40SArc;
- высокой прочности:
A420Arc, D420Arc, E420Arc, F420Arc;
A460Arc, D460Arc, E460Arc, F460Arc;
A500Arc, D500Arc, E500Arc, F500Arc;
A550Arc, D550Arc, E550Arc, F550Arc;
А620АГС, D620Arc, E620Arc, F620Arc;
A620SArc, D620SArc, E620SArc, F620SArc;
A690Arc, D690Arc, E690Arc, F690Arc;
A690SArc, D690SArc, E690SArc, F690SArc.
5.2 Условные обозначения индексов в марке стали
S — индекс, добавляемый после унифицированного обозначения категории и уровня прочности в случае, если эта марка стали не описана или не в полной мере соответствует требованиям [1] по химическому составу, уровню механических свойств или иным свойствам, но в полной мере соответствует требованиям настоящего стандарта и допущена РМРС и/или РКО, либо иной компетентной организацией к изготовлению и поставке (например, PCD27S в случае технического наблюдения РМРС и/или РКО или E27S в случае технического наблюдения иной компетентной организацией);
Z — индекс, добавляемый после унифицированного обозначения категории и уровня прочности для марок стали, удовлетворяющих требованиям главы 3.14 [1] с указанием соответствующего значения Z-свойств Z25 или Z35 для марок стали с нормируемой величиной относительного сужения при растяжении в направлении толщины Zz > 25 % или Zz > 35 % соответственно (например, PCD40Z35);
W — индекс для марки стали, предназначенной для сварки на погонных энергиях, превышающих 50 кДж/см, отвечающих требованиям пункта 2.2.3 [3];
Примечание — В обозначение марки стали после унифицированного обозначения категории и уровня прочности, выдержавшей необходимые испытания, может быть добавлена условная запись погонной энергии, примененной для изготовления образцов для проведения испытаний. Например, PCFW60, PCD460W70 — в случае применения погонной энергии соответственно 60 и 70 кДж/см. Величина энергии, приводимая в обозначении марки стали, должна быть более 50 кДж/см и кратна 10.
Аге — индекс, добавляемый к марке стали после унифицированного обозначения категории и уровня прочности, удовлетворяющей требованиям к стали, включающим требования к Z-свойствам не менее чем на 35 %, и для которой выполнен комплекс дополнительных испытаний по программам РМРС и/или РКО с целью определения характеристик вязкости и хладостойкости. Рядом с индексом указывают расчетную (минимальную) температуру материала TD (без знака минус), до которой прокат из этой стали может быть использован для любых конструктивных элементов без ограничений;
PC — индекс для марки стали, добавляемый перед унифицированным обозначением категории и уровня прочности, поставляемой под техническим наблюдением РМРС и/или РКО (например, PCD32).
При обозначении марки стали повышенной прочности к символу категории по требованию потребителя может быть добавлена буква Н (например, PCDH32).
Обозначение марки стали по требованию заказчика может содержать сокращенное обозначение состояния поставки проката в соответствии с разделом 3 (например, PCD32CR или О32КП).
5.3 Обозначения
ReH (отв) — верхний предел текучести, МПа;
Re (от) — физический предел текучести, МПа;
Rp0 2 (°о 2^ — условный предел текучести, МПа;
Rm (ов) — временное сопротивление, МПа;
А5 (35) — относительное удлинение, %;
KV — работа удара, определяемая на образцах с V-образным надрезом, Дж;
Zz — относительное сужение в направлении толщины листа, %;
CTOD — критическое раскрытие в вершине трещины, мм.
6 Сортамент
6.1 Размеры и предельные отклонения толстолистового проката
6.1.1 Прокат тол стол и сто вой (далее — листовой прокат) изготавливают в виде листов и листов, порезанных из рулонов, толщиной в соответствии с таблицей 1, длиной от 4500 до 12000 мм включительно, шириной от 1000 до 3200 мм включительно.
Таблица 1 — Толщина листового проката в зависимости от марки стали
Марка стали | Толщина, мм |
Прокат из стали нормальной прочности | |
А В, D, Е | От 4,0 до 150,0 включ. От 5,0 до 150,0 включ. |
Прокат из стали нормальной прочности с гарантией сопротивляемости слоистым разрывам | |
BZ25, DZ25, EZ25, BZ35, DZ35, EZ35 | От 5,0 до 100,0 включ. |
Прокат из стали повышенной прочности | |
A27S | От 4,0 до 100,0 включ. |
А32, А36 | От 4,0 до 150,0 включ. |
D27S, E27S | От 5,0 до 100,0 включ. |
D32, D36 | От 5,0 до 150,0 включ. |
Е32, Е36 | От 5,0 до 100,0 включ. |
А40 | От 4,0 до 150,0 включ. |
D40 | От 5,0 до 150,0 включ. |
Е40 | От 5,0 до 100,0 включ. |
A40S | От 4,0 до 50,0 включ. |
D40S, E40S | От 5,0 до 50,0 включ. |
Продолжение таблицы 1
Марка стали | Толщина, мм |
Прокат из стали повышенной прочности с гарантией сопротивляемости слоистым разрывам | |
A27SZ25, D27SZ25, E27SZ25, A27SZ35, D27SZ35, E27SZ35 | От 5,0 до 70,0 включ. |
A32Z25, D32Z25, E32Z25, A32Z35, D32Z35, E32Z35, A36Z25, D36Z25, E36Z25, A36Z35, D36Z35, E36Z35, A40Z25, D40Z25, E40Z25, A40Z35, D40Z35, E40Z35 | От 5,0 до 100,0 включ. |
A40SZ25, D40SZ25, E40SZ25; A40SZ35, D40SZ35, E40SZ35 | От 5,0 до 50,0 включ. |
Прокат из стали высокой прочности | |
А420, D420, Е420 | От 5,0 до 100,0 включ. |
А460, D460, Е460 | От 5,0 до 100,0 включ. |
А500, D500, Е500 | От 5,0 до 100,0 включ. |
А550, D550, Е550 | От 5,0 до 100,0 включ. |
А620, D620, Е620 | От 5,0 до 70,0 включ. |
A620S, D620S, E620S | От 5,0 до 70,0 включ. |
А690, D690, Е690 | От 5,0 до 70,0 включ. |
A690S, D690S, E690S | От 5,0 до 150,0 включ. |
А750, D750, Е750 | От 5,0 до 40,0 включ. |
А890, D890, Е890 | От 5,0 до 40,0 включ. |
А960, D960, Е960 | От 5,0 до 40,0 включ. |
Прокат из стали высокой прочности с гарантией сопротивляемости слоистым разрывам | |
A420Z35, D420Z35, E420Z35 | От 5,0 до 100,0 включ. |
A460Z35, D460Z35, E460Z35 | От 5,0 до 100,0 включ. |
A500Z35, D500Z35, E500Z35 | От 5,0 до 100,0 включ. |
A550Z35, D550Z35, E550Z35, | От 5,0 до 100,0 включ. |
A620Z35, D620Z35, E620Z35 | От 5,0 до 70,0 включ. |
A620SZ35, D620SZ35, E620SZ35 | От 5,0 до 70,0 включ. |
A690Z35, D690Z35, E690Z35, | От 5,0 до 70,0 включ. |
A690SZ35, D690SZ35, E690SZ35 | От 5,0 до 150,0 включ. |
A750Z35, D750Z35, E750Z35 | От 8,0 до 40,0 включ. |
A890Z35, D890Z35, E890Z35 | От 8,0 до 40,0 включ. |
A960Z35, D960Z35, E960Z35 | От 8,0 до 40,0 включ. |
Прокат из стали нормальной, повышенной и высокой прочности категории F для конструкций, работающих при низких температурах | |
F | От 5,0 до 70,0 включ. |
F32, F36, F40 | От 5,0 до 70,0 включ. |
Окончание таблицы 1
Марка стали | Толщина, мм |
F36S, F40S | От 5,0 до 70,0 включ. |
F420, F460 | От 5,0 до 70,0 включ. |
F500, F550 | От 5,0 до 80,0 включ. |
F620, F690 | От 5,0 до 50,0 включ. |
F620S | От 5,0 до 70,0 включ. |
F690S | От 5,0 до 100,0 включ. |
Прокат из стали повышенной и высокой прочности с индексом «Аге» | |
A32Arc, D32Arc, E32Arc, F32Arc | От 10,0 до 50,0 включ. |
АЗбАгс, D36Arc, ЕЗбАгс, F36Arc, F36SArc | От 10,0 до 50,0 включ. |
A40Arc, D40Arc, E40Arc, F40Arc, F40SArc | От 10,0 до 50,0 включ. |
A420Arc, D420Arc, E420Arc, F420Arc | От 10,0 до 50,0 включ. |
A460Arc, D460Arc, E460Arc, F460Arc | От 10,0 до 50,0 включ. |
A500Arc, D500Arc, E500Arc, F500Arc | От 10,0 до 70,0 включ. |
A550Arc, D550Arc, E550Arc, F550Arc | От 10,0 до 70,0 включ. |
A620Arc, D620Arc, E620Arc, F620Arc | От 10,0 до 50,0 включ. |
A620SArc, D620SArc, E620SArc, F620SArc | От 10,0 до 70,0 включ. |
A690Arc, D690Arc, E690Arc, F690Arc | От 10,0 до 50,0 включ. |
A690SArc, D690SArc, E690SArc, F690SArc | От 10,0 до 70,0 включ. |
6.1.2 Листы толщиной от 4,0 до 20,0 мм изготавливают с интервалом 0,5 мм, свыше 20,0 мм — с интервалом 1,0 мм.
6.1.3 Листовой прокат, поставляемый под надзором РМСР и/или РКО, изготавливают с предельными минусовыми отклонениями по толщине проката — не более 0,3 мм и с предельными плюсовыми отклонениями в соответствии с требованиями таблицы 2.
6.1.4 Ширину проката свыше 3200 до 4800 мм включительно и длину проката до 24000 мм включительно устанавливают по согласованию изготовителя с заказчиком. Для стали нормальной прочности марок А, В, D, в том числе со всеми индексами, и повышенной прочности марок A27S, D27S, А32, D32, А36, D36, в том числе со всеми индексами, допускается прокатка листов двойной ширины по согласованию изготовителя с заказчиком при оформлении заказа.
6.1.5 Предельные отклонения по длине и ширине должны соответствовать требованиям ГОСТ 19903.
6.1.6 Листовой прокат по требованию заказчика (с указанием в заказе — «Т»), поставляемый под надзором иных компетентных организаций, изготовляют с предельными минусовыми отклонениями по толщине в соответствии с требованиями таблицы 3. При этом предельные плюсовые отклонения по толщине листов ограничены требованиями по массе партии в соответствии с 8.2.6.
6.1.7 Прокат поставляют с обрезной кромкой (О). По согласованию изготовителя с заказчиком допускается поставка проката без обрезки кромок (НО).
Листы, прокатанные на непрерывных станах, допускается поставлять с необрезной кромкой.
6.1.8 По плоскостности листовой прокат поставляют нормальной (ПН), высокой (ПВ), улучшенной (ПУ) и особо высокой плоскостности (ПО) в соответствии с требованиями ГОСТ 19903. Требования по косине реза и серповидности листового проката — по ГОСТ 19903.
Таблица 2 — Предельные плюсовые отклонения по толщине листового проката В миллиметрах
Предельные плюсовые отклонения по толщине проката при ширине
Толщина
от 1000,0 до 1200,0 включ.
св.1200,0 до 1500,0 включ.
св.1500,0 до 1800,0 включ.
св.1800,0 до 2100,0 включ.
св.2100,0 до 2400,0 включ.
св.2400,0 до 2700,0 включ.
св.2700,0 до 3000,0 включ.
св.3000,0 до 3200,0 включ.
св.3200,0 до 3600,0 включ.
св.3600,0 до 4000,0 включ.
св.4000,0 до 4800,0 включ.
от 4,0 до 10,0 включ.
0,6
0,8
0,8
0,8
0,8
0,8
—
—
—
—
—
11,0
0,6
0,8
0,8
0,8
0,8
0,8
0,8
0,9
0,9
1,0
1,0
12,0
0,6
0,8
0,8
0,8
0,8
0,8
0,9
0,9
1,0
1,1
1,1
14,0
0,8
0,8
0,8
0,8
0,9
0,9
0,9
1,0
1,1
1,1
1,2
16,0
0,8
0,8
0,8
0,8
0,9
0,9
1,0
1,1
1,1
1,2
1,2
18,0
0,8
0,8
0,8
0,8
0,9
1,0
1,1
1,1
1,1
1,2
1,3
20,0
0,8
0,8
0,8
0,8
0,9
1,0
1,2
1,2
1,2
1,3
1,4
22,0
0,8
0,8
0,8
0,9
1,0
1,1
1,3
1,3
1,3
1,4
1,5
25,0
0,8
0,8
0,9
1,0
1,0
1,2
1,3
1,3
1,4
1,4
1,5
28,0
0,9
1,0
1,0
1,1
1,1
1,3
1,4
1,4
1,5
1,5
1,6
30,0
1,0
1,1
1,1
1,2
1,2
1,4
1,5
1,5
1,6
1,7
1,8
32,0
1,1
1,2
1,2
1,3
1,3
1,5
1,6
1,6
1,6
1,7
1,8
35,0
1,2
1,3
1,3
1,4
1,4
1,6
1,7
1,7
1,8
1,9
1,9
38,0
1,3
1,4
1,4
1,5
1,5
1,7
1,8
1,8
1,9
2,0
2,0
40,0
1,4
1,5
1,5
1,6
1,6
1,8
1,9
1,9
2,0
2,1
2,1
45,0
1,5
1,6
1,6
1,8
1,8
2,0
2,1
2,1
2,2
2,3
2,3
50,0
1,7
1,8
1,8
2,0
2,0
2,2
2,3
2,3
2,4
2,5
2,5
55,0
1,9
2,0
2,0
2,2
2,2
2,3
2,4
2,4
2,5
2,6
2,6
60,0
2,2
2,3
2,3
2,4
2,4
2,4
2,5
2,5
2,6
2,7
2,7
70,0
2,3
2,4
2,4
2,5
2,5
2,6
2,6
2,7
2,8
2,9
2,9
80,0
2,4
2,5
2,5
2,6
2.6
2,7
2,7
2,7
2,8
2,9
2,9
90,0
2,5
2,6
2,6
2,7
2,7
2,8
2,8
2,8
2,9
3,0
3,0
от 100,0 до 150,0 включ.
2,6
2,7
2,7
2,8
2,8
2,9
2,9
3,0
3,1
3,1
3,2
Примечание — Для проката толщиной, отличной от указанной, принимают предельные отклонения, приведенные в настоящей таблице, для проката следующей, большей толщины.
ГОСТ Р 52927—2023
Таблица 3 — Предельные минусовые отклонения по толщине листового проката
Толщина | Предельные минусовые отклонения | ||
От 4,0 до 7,5 включ. | -0,4 | ||
» | 8,0 » | 14,5 » | -0,5 |
» | 15,0 » | 24,0 » | -0,6 |
» | 25,0 » | 39,0 » | -0,8 |
» | 40,0 » | 70,0 » | - 1,0 |
» | 71,0 » | 80,0 » | - 1,1 |
» | 80,0 » | 150,0 » | - 1,2 |
В миллиметрах
Примечание — При маркировке листового проката с указанными в настоящей таблице предельными отклонениями по толщине к обозначению марки стали через дефис добавляют точность изготовления — «Т».
6.2 Размеры и предельные отклонения полосового, широкополосного универсального и фасонного проката
6.2.1 Полосовой и широкополосный универсальный прокат изготавливают из стали марок и толщиной, указанных в таблице 4, в сортаменте и с предельными отклонениями по размерам и форме в соответствии с требованиями ГОСТ 103 и ГОСТ 82 соответственно.
Таблица 4 — Толщина полосового и широкополосного универсального проката
Марка стали | Толщина, мм1>’2) |
А В, D, A27S, D27S, E27S Е, D32, Е32 А32 А36, А40, A40S D36, Е36, D40, Е40, D40S, E40S | От 4 до 60 включ. » 5 » 30 » » 5 » 202) » » 4 » 202) » » 4 » 152) » » 5 » 152) » |
1> Широкополосный универсальный прокат изготовляют толщиной от 6 мм. 2> При выполнении требований настоящего стандарта прокат может быть изготовлен большей толщины по согласованию изготовителя и заказчика. | |
6.2.2 Фасонный прокат изготавливают из стали марок А, В, D, Е, А32, D32, Е32, А36, D36, Е36, А40, D40, Е40, A40S, D40S в виде:
- полособульбов — в сортаменте и с предельными отклонениями по размерам и форме по ГОСТ 21937 и ГОСТ 9235;
- уголков — в сортаменте и с предельными отклонениями по размерам и форме по ГОСТ 8509 и ГОСТ 8510;
- швеллеров — в сортаменте и с предельными отклонениями по размерам и форме по ГОСТ 8240.
6.3 Примеры условных обозначений
Прокат листовой особо высокой плоскостности (ПО), с обрезной кромкой (О), размерами 20,0x1500x6000 мм по ГОСТ 19903—2015 из стали марки D32:
Лист 710-0-20,0*1500*6000 ГОСТ 19903—2015
D32 ГОСТ Р 52927—2023
То же, из стали марки D32 с индексом «Z35»:
Лист 710-0-20,0*1500*6000 ГОСТ 19903—2015
D32Z35 ГОСТ Р 52927—2023
То же, прокат, поставляемый под техническим наблюдением РМРС и/или РКО:
Лист ПО-О-20,0*1500x6000 ГОСТ 19903—2015
PCD32Z35 ГОСТ Р 52927—2023
Прокат листовой высокой плоскостности (ПВ), с обрезной кромкой (О), размерами 40,0x3200x10000 мм по ГОСТ 19903—2015 из стали марки F460, поставляемый под техническим наблюдением РМРС и/или РКО:
Лист ПВ-О-40,0*3200*10000 ГОСТ 19903—2015
PCF460 ГОСТ Р 52927—2023
Прокат листовой высокой плоскостности (ПВ), с обрезной кромкой (О) размерами 40,0x3200x10000 мм по ГОСТ 19903—2015 из стали марки F460 с индексом «Агс40», поставляемый под техническим наблюдением РМРС и/или РКО:
Лист ПВ-О-40,0*3200*10000 ГОСТ 19903—2015
PCF460Arc40 ГОСТ Р 52927—2023
Прокат листовой высокой плоскостности (ПВ), с необрезной кромкой (НО) размерами 20,0x1500x6000 мм по ГОСТ 19903—2015 из стали марки D32Z35, с предельным минусовым отклонением по таблице 3 (Т):
Лист ПВ-НО-20,0*1500*6000 ГОСТ 19903—2015
D32Z35-T ГОСТ Р 52927—2023
Прокат листовой высокой плоскостности (ПВ), с необрезной кромкой (НО) размерами 20,0x1500x6000 мм по ГОСТ 19903—2015 из стали марки D32Z35W200, с предельным минусовым отклонением по таблице 3 (Т) и с указанием величины примененной погонной энергии 200 кДж/см:
Лист ПВ-НО-20,0x1500x6000 ГОСТ 19903—2015
D32Z35W200-T ГОСТ Р 52927—2023
Прокат угловой равнополочный обычной точности прокатки (В), размерами 50x50x3 мм по ГОСТ 8509—93 из стали марки В:
Уголок В-50*50*3 ГОСТ 8509—93
В ГОСТ Р 52927—2023
Прокат широкополосный универсальный с ребровой кривизной по классу Б, размерами 15x250 мм по ГОСТ 82—70 из стали марки А, поставляемый под техническим наблюдением РМРС и/или РКО:
Полоса Б-15*250 ГОСТ 82—70
РСА ГОСТ Р 52927—2023
Прокат полосовой обычной точности по толщине (ВТ1) размерами 5x50 мм по ГОСТ 103—2006 из стали марки D40, группы поверхности 1ГП, поставляемый под техническим наблюдением РМРС и/или РКО:
Полоса ВТ1—5*50 ГОСТ 103—2006
РСБ40-1ГП ГОСТ Р 52927—2023
Полособульб симметричный № 271010 по ГОСТ 9235—76 из стали марки А36, поставляемый под техническим наблюдением РМРС и/или РКО:
Полособульб 271010 ГОСТ 9235—76
РСА36 ГОСТ Р 52927—2023
Полособульб несимметричный № 12 по ГОСТ 21937—76 из стали марки А36, поставляемый под техническим наблюдением РМРС и/или РКО:
Полособульб 12 ГОСТ 21937—76
РСА36 ГОСТ Р 52927—2023
Швеллер с уклоном внутренних граней полок, поставляемый под техническим наблюдением РМРС и/или РКО из стали марки D40:
Швеллер: ЗОУ ГОСТ 8240—97
PCD40 ГОСТ Р 52927—2023
1 Технические требования
Прокат поставляют в соответствии с требованиями настоящего стандарта, РМРС и/или РКО и заказа по технологической документации, утвержденной в установленном порядке.
7.1 Прокат для судостроения
7.1.1 Состояние поставки7.1.1.1 Состояние поставки широкополосного универсального, полосового и фасонного проката, а также листового проката из стали базовых марок должно соответствовать требованиям, указанным в таблице 5.
Таблица 5 — Состояние поставки листового, широкополосного универсального, полосового и фасонного проката из марок стали нормальной и повышенной прочности
Марка стали | Толщина, мм | Состояние поставки |
Сталь нормальной прочности | ||
А, В | До 50,0 включ. | Любое |
Св. 50,0 до 150,0 включ. | N, CR, ТМ (Н, КП, ТМО) | |
D | До 12,5 включ. | Любое |
Св. 12,5 до 150,0 включ. | N, CR, ТМ, ОТ (Н, КП, ТМО, З+О) | |
Е | до 150,0 включ. | N, CR, ТМ, ОТ (Н, КП, ТМО, З+О) |
Сталь повышенной прочности | ||
A27S | До 50,0 включ. | Любое |
Св. 50,0 до 100,0 включ. | N, CR, ТМ, ОТ (Н, КП, ТМО, З+О) | |
А32, А36, А40 | До 12,5 включ. | Любое |
Св. 12,5 до 150,0 включ. | N, CR, ТМ, QT, QdT (Н, КП, ТМО, З+О, ЗПН+О) | |
D27S | До 12,5 включ. | Любое |
Св. 12,5 до 100,0 включ. | N, CR, ТМ, ОТ (Н, КП, ТМО, З+О) | |
D32, D36, D40 | До 12,5 включ. | Любое |
Св. 12,5 до 150,0 включ. | N, CR, ТМ, QT, QdT (Н, КП, ТМО, З+О, ЗПН+О) | |
Окончание таблицы 5
Марка стали | Толщина, мм | Состояние поставки |
E27S | До 100,0 включ. | N, CR, ТМ, ОТ (Н, КП, ТМО, З+О) |
Е32, Е36, Е40 | До 100,0 включ. | N, CR, ТМ, QT, QdT (Н, КП, ТМО, З+О, ЗПН+О) |
A40S, D40S, E40S | До 7,5 включ. | Любое |
Св. 7,5 до 50,0 включ. | N, CR, ТМ, ОТ (Н, КП, ТМО, З+О) | |
Примечание — Листовой, полосовой и широкополосный универсальный прокат из стали марок D, D27S, А32, D32, А36, D36 толщиной до 25,0 мм по согласованию с заказчиком и РМРС и/или РКО может быть поставлен в горячекатаном состоянии. Фасонный прокат из стали марок А32, А36, D32, D36, Е32, Е36 по согласованию с заказчиком и РМРС и/или РКО может быть поставлен в горячекатаном состоянии. | ||
7.1.1.2 Состояние поставки листового проката из марок стали высокой прочности и с индексами Z25, Z35 всех уровней прочности должно соответствовать требованиям, указанным в таблице 6.
Таблица 6 — Состояние поставки листового проката из марок стали высокой прочности и с индексами Z25, Z35 всех уровней прочности
Марка стали | Толщина, мм | Состояние поставки |
Сталь нормальной прочности с индексами Z25, Z35 | ||
BZ25, BZ35 | До 12,5 включ. | Любое |
Св. 12,5 до 100,0 включ. | N, CR, ТМ (Н, КП, ТМО) | |
DZ25, DZ35 | До 12,5 включ. | Любое |
Св.12,5 до 100,0 включ. | N, CR, ТМ, QT (Н, КП, ТМО, З+О) | |
EZ25, EZ35 | До 100,0 включ. | N, CR, ТМ, ОТ (Н, КП, ТМО, З+О) |
Сталь повышенной прочности с индексами Z25, Z35 | ||
A27SZ25, A27SZ35, D27SZ25, D27SZ35, E27SZ25, E27SZ35 | До 12,5 включ. | Любое |
Св. 12,5 до 70,0 включ. | N, CR, ТМ, ОТ (Н, КП, ТМО, З+О) | |
A32Z25, A32Z35 D32Z25, D32Z35 A36Z25, A36Z35 D36Z25, D36Z35 A40Z25, A40Z35 D40Z25, D40Z35 | До 12,5 включ. | Любое |
Св. 12,5 до 100,0 включ. | N, CR, ТМ, QT, QdT (Н, КП, ТМО, З+О, ЗПН+О) | |
E32Z25, E32Z35 E36Z25, E36Z35 | До 12,5 включ. | Любое |
Св. 12,5 до 100,0 включ. | N, CR, ТМ, QT, QdT (Н, КП, ТМО, З+О, ЗПН+О) | |
E40Z25, E40Z35 | До 100,0 включ. | N, CR, ТМ, QT, QdT (Н, КП, ТМО, З+О, ЗПН+О) |
Продолжение таблицы 6
Марка стали | Толщина, мм | Состояние поставки |
A40SZ25, D40SZ25, E40SZ25; A40SZ35, D40SZ35, E40SZ35 | До 7,5 включ. | Любое |
Св. 7,5 до 50,0 включ. | N, CR, ТМ, QT (Н, КП, ТМО, З+О) | |
Сталь высокой прочности без дополнительных требований и с индексом Z35 | ||
А420, D420, Е420, А460, D460, Е460 | До 12,5 включ. | N, NR, CR ,ТМ, QT, QdT (Н, КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 100,0 включ. | N, NR, ТМ, QT, QdT (Н, НП, ТМО, З+О, ЗПН+О) | |
А500, D500, Е500, А550, D550, Е550 | До 12,5 включ. | CR ,ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 100,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) | |
A420Z35, D420Z35, E420Z35, A460Z35, D460Z35, E460Z35, | До 12,5 включ. | N, NR, CR ,ТМ, QT, QdT (Н, НП, КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 100,0 включ. | N, NR, ТМ, QT, QdT (Н, НП.ТМО, З+О, ЗПН+О) | |
A500Z35, D500Z35, E500Z35 | До 12,5 включ. | CR ,ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 100,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) | |
A550Z35, D550Z35, E550Z35 | До 12,5 включ. | CR ,ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 100,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) | |
А620, D620, Е620 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 70,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) | |
A620S, D620S, E620S | До 12,5 включ. | CR, QT, QdT (КП, З+О, ЗПН+О) |
Св. 12,5 до 70,0 включ. | QT, QdT (З+О, ЗПН+О) | |
А690, D690, Е690 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 70,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) | |
A690S, D690S, E690S | До 12,5 включ. | CR, QT, QdT (КП, З+О, ЗПН+О) |
Св. 12,5 до 150,0 включ. | QT, QdT (З+О, ЗПН+О) | |
Окончание таблицы 6
Марка стали | Толщина, мм | Состояние поставки |
А750, D750, Е750 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 40,0 включ. | QT, QdT (З+О, ЗПН+О) | |
А890, D890, Е890 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 40,0 включ. | QT, QdT (З+О, ЗПН+О) | |
А960, D960, Е960 | До 12,5 включ. | CR, QT, QdT (КП, З+О, ЗПН+О) |
Св. 12,5 до 40,0 включ. | QT, QdT (З+О, ЗПН+О) | |
A620Z35, D620Z35, E620Z35 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 70,0 включ. | QT, QdT (З+О, ЗПН+О) | |
A620SZ35, D620SZ35, E620SZ35 | До 12,5 включ. | CR, QT, QdT (КП, З+О, ЗПН+О) |
Св. 12,5 до 70,0 включ. | QT, QdT (З+О, ЗПН+О) | |
A690Z35, D690Z35, E690Z35 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 70,0 включ. | QT, QdT (З+О, ЗПН+О) | |
A690SZ35, D690SZ35, E690SZ35 | До 12,5 включ. | CR, QT, QdT (КП, З+О, ЗПН+О) |
Св. 12,5 до 150,0 включ. | QT, QdT (З+О, ЗПН+О) | |
A750Z35, D750Z35, E750Z35 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 40,0 включ. | QT, QdT (З+О, ЗПН+О) | |
A890Z35, D890Z35, E890Z35 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 40,0 включ. | QT, QdT (З+О, ЗПН+О) | |
A960Z35, D960Z35, E960Z35 | До 12,5 включ. | CR, QT, QdT (КТ, З+О, ЗПН+О) |
Св. 12,5 до 40,0 включ. | QT, QdT (З+О, ЗПН+О) |
7.1.2 Химический состав и структура судостроительной стали нормальной, повышенной и высокой прочности для листового, широкополосного универсального, полосового и фасонного проката
Химический состав стали нормальной и повышенной прочности по ковшовой пробе для широкополосного универсального, полосового и фасонного проката (в соответствии с 6.2) и листового проката тех же марок должен соответствовать требованиям, указанным в таблице 7.
Химический состав по ковшовой пробе для листового проката из стали высокой прочности должен соответствовать таблице 8.
7.1.2.1 В листовом прокате из стали нормальной, повышенной и высокой прочности, поставляемом после термомеханической обработки (ТМО) и контролируемой прокатки (КП), массовая доля углерода не должна превышать 0,10 %, при этом допускается снижение массовой доли углерода до 0,04 % (для стали уровней прочности до 500 включительно) и до 0,05 % (для стали уровней прочности 550 и выше).
7.1.2.2 Значение углеродного эквивалента (Сэкв), рассчитанное по формуле (1), для листового и широкополосного универсального проката шириной более 250 мм не должно превышать:
- для проката из стали нормальной прочности в состоянии поставки после термомеханической обработки (ТМО) — 0,34 %, в других состояниях поставки — 0,40 %;
- для проката из стали повышенной прочности и для листового проката из стали высокой прочности — в соответствии с таблицей 9.
00
Таблица 7 — Химический состав марок стали нормальной и повышенной прочности
Марка стали
Массовая доля элементов, %
углерода не более
марганца
кремния
хрома
меди
никеля
молибдена
алюминия1)’ 2)
титана
ванадия
ниобия
серы
фосфора
не более
не более
Сталь нормальной прочности
А
0,21
Не менее 2,5хС
0,15—0,35
0,30
0,35
0,40
—
0,020— 0,060
1), 3)
3)
3)
0,025
0,025
В, D
0,21
0,60—1,00
Е
0,18
0,70—1,00
Сталь повышенной прочности
A27S, D27S, E27S
0,18
0,60—1,40
0,15—0,35
0,30
0,35
0,40
—
0,020— 0,060
1)- 3)
3), 6)
3)
0,025
0,025
А32, D32, Е32
0,18
0,90—1,60
0,15—0,50
0,20
0,35
0,40
0,080
3)
А36, D36
0,0155>
0.0205)
А40, D40
Е36, Е40
1). 4)
4)
4)
A40S, D40S, E40S
0,12
0,50—0,80
0,80—1,10
0,60—0,90
0,40—0,60
0,50—0,80
0,080
1)- 3)
3), 6)
3)
1) Сталь может содержать титан. Массовая доля титана — не более 0,020 %. При легировании титаном суммарная массовая доля алюминия и титана должна быть не менее 0,020 %.
2) Допускается определение массовой доли кислоторастворимого алюминия, при этом его массовая доля должна быть от 0,015 % до 0,050 %.
3> Сталь может содержать ванадий и ниобий по отдельности или в комбинации. Если указанные элементы вводят по отдельности, их массовая доля должна быть: ванадия от 0,050 % до 0,100 % или ниобия от 0,020 % до 0,050 %. Если элементы используют в комбинации, их массовая доля должна быть от 0,020 % до 0,050 % каждого. Суммарная массовая доля ниобия, ванадия и титана не должна превышать 0,120 %.
4) Сталь должна содержать ванадий и ниобий по отдельности или в комбинации. Если указанные элементы вводятся по отдельности, их массовая доля должна быть: ванадия от 0,050 % до 0,100 % или ниобия от 0,020 % до 0,050 %. Если элементы используют в комбинации, их массовая доля должна быть от 0,020 % до 0,050 % каждого. Суммарная массовая доля ниобия, ванадия и титана не должна превышать 0,120 %.
5) При производстве широкополосного универсального, полосового и фасонного проката из стали повышенной прочности допускается массовая доля серы и фосфора не более 0,025 % каждого.
6> В стали марок A27S, D27S, E27S, A40S, D40S, E40S допускается снижение массовой доли ванадия до 0,020 % при раздельном микролегировании.
Примечание — Знак «—» означает, что элемент специально не вводят, массовую долю данного элемента не нормируют и не контролируют.
ГОСТ Р 52927—2023
Таблица 8 — Химический состав марок стали высокой прочности
Марка стали
Массовая доля элементов, %
углерода
марганца
кремния
хрома
меди
никеля1)
молибдена
алюминия2)' 3)
титана
ванадия
ниобия
серы
фосфора
не более
А420, D420, Е420, А460, D460, Е460
0,08— 0,11
1,15—
1,60
0,10— 0,40
Не более 0,20
0,05— 0,50
0,55— 1,05
Не более 0,080
0,020— 0,060
2)
4)
4)
4)
0,008
0,012
А500
D500
Е500 А550 D550
Е550
состояние поставки ТМ, CR*
0,08— 0,10
1,00—
1,70
Не более 0,60
Не более 0,50
Не более 0,50
Не более 2,00
Не более 0,500
0,020— 0,060
4)
4)
4)
0,008
0,012
состояние поставки QT, QdT
0,08— 0,12
0,45— 0,75
0,20— 0,40
0,50— 1,30
0,30— 0,50
1,70—
2,00
0,100— 0,300
0,010— 0,060
2)
4)
4)
4)
0,008
0,012
А620, D620, Е620, А690, D690, Е690
0,08— 0,12
Не более 1,70
Не более 0,80
Не более 1,50
Не более 0,50
Не более 2,00
Не более 0,700
0,020— 0,060
2)
4)
4)
4)
0,008
0,012
A620S
D620S
E620S
A690S
D690S
E690S
толщиной до 30 мм включ.
0,08— 0,11
0,30— 0,60
0,17— 0,37
0,30— 0,70
0,40— 0,70
1,80—
2,20
0,250— 0,350
0,010— 0,050
—
5)
5)
0,008
0,012
толщиной от 31 до 70 мм включ.
0,08— 0,11
0,60— 0,90
0,20— 0,40
0,80—
1,10
0,60— 0,90
2,80—
3,20
0,180— 0,300
0,010— 0,050
—
5)
5)
0,008
0,012
A690S
D690S
E690S
толщиной св. 70 мм
0,10— 0,12
0,30— 0,50
0,20— 0,40
0,60— 0,90
0,60— 0,90
3,50—
4,00
0,350— 0,450
0,020— 0,060
—
6)
6)
0,008
0,012
А750, D750, Е750
0,08— 0,11
0,65— 0,85
0,20— 0,40
0,75— 0,95
0,60— 0,80
2,10—
2,30
0,250— 0,300
0,010— 0,050
—
—
0,020— 0,050
0,008
0,012
А890, D890, Е890
А960, D960, Е960
0,08— 0,12
1,20—
1,35
0,15— 0,35
0,80— 1,00
0,40— 0,50
1,85— 2,00
0,250— 0,350
0,020— 0,050
2)
0,070— 0,090
7)
0,008
0,012
ГОСТ Р 52927—2023
g Окончание таблицы 8
1) Для листового проката из стали марок А420, D420, Е420, А460, D460, Е460 в состоянии поставки N/NR максимальное содержание массовой доли никеля 0,80 %.
Для листового проката из стали марок А500, D500, Е500, А550, D550, Е550 толщиной не более 50 мм в состоянии поставки QT, QdT допускается снижение массовой доли никеля до 1,35 %.
2> Сталь может содержать титан. Массовая доля титана — не более 0,020 %. При легировании титаном суммарная массовая доля алюминия и титана должна быть не менее 0,020 %.
3) Допускается определение массовой доли кислоторастворимого алюминия, при этом его массовая доля должна быть в пределах от 0,015 % до 0,050 %.
4) Сталь должна содержать ванадий и ниобий по отдельности или в комбинации. Если указанные элементы вводят по отдельности, их массовая доля должна быть: ванадия от 0,020 % до 0,060 % и ниобия от 0,020 % до 0,050 %. Если элементы используют в комбинации, их массовая доля должна быть от 0,020 % до 0,050 % каждого. Суммарная массовая доля ниобия, ванадия и титана не должна превышать 0,120 %.
5) Сталь должна содержать ванадий в количестве от 0,030 % до 0,060 %. Допускается введение вместо ванадия ниобия в количестве от 0,020 % до 0,050 % или их совместное введение в указанных пределах, при этом их суммарная массовая доля не должна превышать 0,100 %.
6> Сталь должна содержать ниобий в количестве от 0,020 % до 0,050 %. Допускается введение вместо ниобия ванадия в количестве от 0,050 % до 0,080 % или их совместное введение в указанных пределах, при этом их суммарная массовая доля не должна превышать 0,060 %.
7) Сталь может содержать ниобий. Суммарная массовая доля ниобия, ванадия и титана не должна превышать 0,120 %.
Примечания
1 Знак «—» означает, что элемент специально не вводят, массовую долю данного элемента не нормируют и не контролируют.
2 Знак «*» — где применимо.
ГОСТ Р 52927—2023
Таблица 9 — Максимальное значение углеродного эквивалента и коэффициента трещиностойкости для стали повышенной и высокой прочности
В процентах, масс.
Значение Сэкв, не более | р ' ст, не более | СЕТ, не более | |||||||
Для стали повышенной прочности | Состояние поставки | ||||||||
ТМ для толщины | AR, CR, N, QT для толщины | ||||||||
50,0 мм и менее | Св. 50,0 мм | 20,0 мм и менее | Св. 20,0 мм | ||||||
A27S, D27S, E27S А32, D32, Е32 | 0,36 | 0,38 | 0,42 | 0,45 | — | — | |||
А36, D36, Е36 | 0,38 | 0,40 | — | — | |||||
А40, D40, Е40, | 0,40 | 0,41 | 0,27 | — | |||||
Для стали высокой прочности | ТМ для толщины | CR*, N*, NR*, QT, QdT для толщины | ТМ | CR*, N*, QT, QdT | ТМ | CR*, N*. QT, QJ | |||
50,0 мм и менее | Св. 50,0 мм | 20,0 мм и менее | Св. 20,0 мм | ||||||
А420, D420, Е420 | 0,43 | 0,45 | 0,45 | 0,47 | 0,22 | — | — | — | |
А460, D460, Е460 | 0,45 | 0,47 | 0,47 | 0,48 | 0,23 | 0,24 | 0,30 | 0,32 | |
А500, D500, Е500 | 0,46 | 0,48 | 0,48 | 0,50 | 0,24 | 0,25 | 0,32 | 0,34 | |
А550, D550, Е550 | 0,48 | 0,50 | 0,56 | 0,60 | 0,25 | 0,28 | 0,34 | 0,36 | |
А620, D620, Е620 | — | — | 0,56 | 0,60 | 0,26 | 0,30 | 0,34 | 0,38 | |
А690, D690, Е690 | — | — | 0,64 | 0,66 | 0,30 | 0,33 | 0,36 | 0,40 | |
A620S D620S E620S A690S D690S E690S | толщиной до 30,0 мм включ. | — | — | — | — | — | 0,27 | — | |
толщиной свыше 30,0 мм до 70,0 мм включ. | — | — | — | — | — | 0,32 | — | ||
A690S D690S E690S | толщиной св. 70,0 мм | — | — | — | — | — | 0,34 | — | |
А750, D750, Е750 | — | — | 0,65 | 0,68 | — | 0,30 | — | ||
А890, D890, Е890 | — | — | 0,68 | 0,75 | — | 0,38 | 0,40 | ||
А960, D960, Е960 | — | — | 0,75 | — | — | — | 0,40 | ||
Примечания
1 Знак «*» — где применимо.
2 Знак «—» означает, что параметр не нормируют.
7.1.2.3 Для листового и широкополосного универсального проката из стали марок A40S, D40S, E40S толщиной до 20,0 мм включительно в любом состоянии поставки значение коэффициента трещиностойкости Рст при сварке, рассчитанное по формуле (3), должно быть не более 0,23 %, а толщиной более 20,0 мм — не более 0,27 %.
7.1.2.4 Для фасонного, полосового и широкополосного универсального шириной не более 250 мм проката значение углеродного эквивалента Сэкв, приведенного в 10.1.1, не должно превышать:
- из стали марок А, В и D (состояние поставки AR и CR) — 0,40 %;
- из стали марок А32, D32, А36, D36, Е36, А40, D40, Е40 (состояние поставки CR) — 0,45 %.
7.1.2.5 По согласованию изготовителя с заказчиком для листового проката уровня прочности 460 и более изготовитель может применить формулу расчета для нахождения углеродного эквивалента СЕТ в соответствии с формулой (2), вместо Сэкв.
7.1.2.6 Максимальная массовая доля азота N в стали — 0,008 %. Допускается массовая доля азота до 0,012 % при условии, что AI/N >2, при этом прокат из стали всех марок, кроме марки А, с массовой долей азота более 0,008 % должен быть подвергнут испытанию на ударный изгиб после механического старения.
7.1.2.7 Массовая доля мышьяка As в стали не должна превышать 0,080 %. По требованию РМРС и/или РКО в ковшовой пробе или при контрольном анализе в готовом прокате может быть определена массовая доля мышьяка As, сурьмы Sb, олова Sn, цинка Zn, свинца РЬ, при этом должно быть не более 0,02 % As; 0,010 % Sb; 0,010 % Sn; 0,010 % Zn; 0,005 % Pb.
7.1.2.8 Предельные отклонения от норм по массовой доле химических элементов по ковшовой пробе, указанных в таблицах 7 и 8, в готовом прокате при контрольных испытаниях должны соответствовать приведенным в таблице 10.
Таблица 10 — Предельные отклонения от норм по массовой доле химических элементов
В процентах
Элементы | Предельные отклонения по массовой доле элементов, при контрольных испытаниях в готовом прокате |
Углерод | ±0,02 |
Марганец | ±0,05 |
Кремний | ±0,03 |
Никель | ±0,05 |
Хром | |
Медь | |
Молибден | ±0,010 |
Сера | +0,001 |
Азот | |
Фосфор | +0,001 |
Ванадий | ±0,010 |
Ниобий | |
Алюминий | ±0,005 |
Титан | +0,005 |
Примечание — Предельные отклонения при одностороннем ограничении массовой доли элемента действуют только на это ограничение. | |
7.1.2.9 По требованию заказчика к структуре листового проката могут быть предъявлены следующие требования:
- размер аустенитного зерна стали должен быть не крупнее 5-го номера по [4] и ГОСТ 5639;
- для стали нормальной и повышенной прочности с ферритно-перлитной структурой размер зерна феррита должен быть не крупнее 8-го номера по ГОСТ 5639 (0,015—0,022 мм), ферритно-перлитная полосчатость по ГОСТ 5640 (шкала 3, ряд А) — не более чем 2 балла;
- для стали повышенной прочности с ферритно-бейнитной структурой размер зерна феррита должен быть не крупнее 9-го номера по ГОСТ 5639 (0,011—0,015 мм), ферритно-бейнитная полосчатость по ГОСТ 5640 (шкала 5) — не более 3-го балла.
Критерии оценки структуры стали должны соответствовать ГОСТ 5639, ГОСТ 5640 и [4] либо эквивалентным им в соответствии с одобренной РМРС и/или РКО документацией изготовителя.
7.1.2.10 Химический состав листовой стали с индексами Z25, Z35.
Для марок стали нормальной и повышенной прочности с индексом Z25 массовая доля серы должна быть не более 0,008 %, фосфора не более 0,010 %, для всех марок стали с индексом Z35 массовая доля серы должна быть не более 0,005 %, фосфора не более 0,010 %. Массовая доля остальных химических элементов по ковшовой пробе должна соответствовать требованиям, указанным в таблицах 7 и 8 с учетом 7.1.2.6 и 7.1.2.7.
Для проката из стали нормальной прочности с индексами Z25, Z35 после термомеханической обработки (ТМО) максимальное значение углеродного эквивалента Сэкв должно быть 0,34 %, в других состояниях поставки — 0,40 %. Максимальное значение углеродного эквивалента и коэффициента тре-щиностойкости для стали повышенной прочности с индексами Z25, Z35 и высокой прочности с индексом Z35 должно соответствовать требованиям, указанным в таблице 9.
7.1.3 Механические свойства листового, полосового, широкополосного универсального и фасонного проката из судостроительной стали
7.1.3.1 Механические свойства при растяжении проката из судостроительной стали нормальной, повышенной и высокой прочности, в том числе с индексами Z25 и Z35, для всех толщин должны соответствовать нормам, указанным в таблице 11.
Работа удара для проката толщиной 10,0 мм и более на образцах, вырезанных вдоль (для стали нормальной и повышенной прочности) и поперек (для стали высокой прочности) направления прокатки, должна соответствовать нормам, указанным в таблице 11.
Количество волокнистой (вязкой) составляющей в изломе проб натуральной толщины при температуре (20 1iq) °C для листового проката толщиной 10,0 мм и более в состоянии поставки должно соответствовать нормам, указанным в таблице 11.
7.1.3.2 Для листового проката из судостроительной стали высокой прочности (кроме марок стали с индексом S) толщиной 20 мм и менее допускается проведение испытаний на растяжение на плоских образцах шириной 25 мм и длиной расчетной части 200 мм, при этом относительное удлинение должно отвечать требованию минимального значения в соответствии с таблицей 12.
Таблица 11 — Механические свойства для проката из судостроительной стали нормальной, повышенной и высокой прочности и с индексами Z25 и Z35
Марка стали | Толщина проката, мм | Временное сопротивление Rm, МПа | Предел текучести Кен”. МПа | Относительное удлинение А5, % | Количество волокнистой (вязкой) составляющей в изломе, % | Работа удара для проката толщиной 10,0 мм и более KV, Дж, при температуре °C | |||
+20 | 0 | -20 | -40 | ||||||
не менее | |||||||||
А | До 50,0 включ. | 400—520 | 235 | 22 | — | — | — | — | — |
Св. 50,0 до 70,0 включ. | 34 | — | — | — | |||||
Св. 70,0 до 150,0 включ. | 41 | — | — | — | |||||
В | До 50,0 включ. | — | — | 27 | — | — | |||
Св. 50,0 до 70,0 включ. | — | 34 | — | — | |||||
Св. 70,0 до 150,0 включ. | — | 41 | — | — | |||||
D | До 50,0 включ. | 50 | — | — | 27 | — | |||
Св. 50,0 до 70,0 включ. | — | — | 34 | — | |||||
Св. 70,0 до 150,0 включ. | — | — | 41 | — | |||||
Продолжение таблицы 11
Марка стали | Толщина проката, мм | Временное сопротивление Rm, МПа | Предел текучести к.н”. МПа | Относительное удлинение а5, % | Количество волокнистой (вязкой) составляющей в изломе, % | Работа удара для проката толщиной 10,0 мм и более KV, Дж, при температуре °C | |||
+20 | 0 | -20 | -40 | ||||||
не менее | |||||||||
Е | До 50,0 включ. | 400—520 | 235 | 22 | 50 | — | — | — | 27 |
Св. 50,0 до 70,0 включ. | — | — | — | 34 | |||||
Св. 70,0 до 150,0 включ. | — | — | — | 41 | |||||
BZ25 | До 50,0 включ. | — | — | 27 | — | — | |||
Св. 50,0 до 100,0 включ. | — | 34 | — | — | |||||
BZ35 | До 100,0 включ. | — | 41 | — | — | ||||
DZ25 | До 50,0 включ. | 65 | — | — | 27 | — | |||
Св. 50,0 до 100,0 включ. | — | — | 34 | — | |||||
DZ35 | До 100,0 включ. | — | — | 41 | — | ||||
EZ25 | До 50,0 включ. | — | — | — | 27 | ||||
Св. 50,0 до 100,0 включ. | — | — | — | 34 | |||||
EZ35 | До 100,0 включ. | — | — | — | 41 | ||||
A27S | До 50,0 включ. | 400—540 | 265 | 22 | — | — | 31 | — | — |
Св. 50,0 до 70,0 включ. | — | 38 | — | — | |||||
Св. 70,0 до 100,0 включ | — | 41 | — | — | |||||
D27S | До 50,0 включ. | 65 | — | — | 31 | — | |||
Св. 50,0 до 70,0 включ. | — | — | 38 | — | |||||
Св. 70,0 до 100,0 включ. | — | — | 41 | — | |||||
E27S | До 50,0 включ. | 65 | — | — | — | 31 | |||
Св. 50,0 до 70,0 включ. | — | — | — | 38 | |||||
Св. 70,0 до 100,0 включ. | — | — | — | 41 | |||||
A27SZ25 | До 50,0 включ. Св. 50,0 до 70,0 включ. | 400—510 | 265 | 22 | 65 | — | 31 38 | — | — |
A27SZ35 | До 70,0 включ. | — | 50 | — | — | ||||
D27SZ25 | До 50,0 включ. Св. 50,0 до 70,0 включ. | — | — | 31 38 | — | ||||
Продолжение таблицы 11
Марка стали | Толщина проката, мм | Временное сопротивление Rm, МПа | Предел текучести МПа | Относительное удлинение а5, % | Количество волокнистой (вязкой) составляющей в изломе, % | Работа удара для проката толщиной 10,0 мм и более KV, Дж, при температуре °C | |||
+20 | 0 | -20 | -40 | ||||||
не менее | |||||||||
D27SZ35 | До 70,0 включ. | 400—510 | 265 | 22 | 65 | — | — | 50 | — |
E27SZ25 E27SZ35 | До 50,0 включ. | — | — | — | 31 | ||||
Св. 50,0 до 70,0 включ. | 38 | ||||||||
E27SZ35 | До 70,0 включ. | — | — | — | 50 | ||||
А32 A32Z25 | До 50,0 включ. | 440—570 | 315 | 22 | — | 31 | — | — | |
Св. 50,0 до 70,0 включ. | — | 38 | — | — | |||||
Св. 70,0 | — | 46 | — | — | |||||
A32Z35 | До 100,0 включ. | — | 50 | — | — | ||||
D32 D32Z25 | До 50,0 включ. | — | — | 31 | — | ||||
Св. 50,0 до 70,0 включ. | — | — | 38 | — | |||||
Св. 70,0 | — | — | 46 | — | |||||
D32Z35 | До 100,0 включ. | — | — | 50 | — | ||||
Е32 E32Z25 | До 50,0 включ. | — | — | — | 31 | ||||
Св. 50,0 до 70,0 включ. | — | — | — | 38 | |||||
Св. 70,0 | — | — | — | 46 | |||||
E32Z35 | До 100,0 включ. | 80 | — | — | — | 50 | |||
А36 A36Z25 | До 50,0 включ. | 490—630 | 355 | 21 | 65 | — | 34 | — | — |
Св. 50,0 до 70,0 включ. | — | 41 | — | — | |||||
Св. 70,0 | — | 50 | — | — | |||||
A36Z35 | До 100,0 включ. | — | 50 | — | — | ||||
D36 D36Z25 | До 50,0 включ. | — | — | 34 | — | ||||
Св. 50,0 до 70,0 включ. | — | — | 41 | — | |||||
Св. 70,0 | — | — | 50 | — | |||||
D36Z35 | До 100,0 включ. | — | — | 50 | — | ||||
Е36 E36Z25 | До 50,0 включ. | — | — | — | 34 | ||||
Св. 50,0 до 70,0 включ. | — | — | — | 41 | |||||
Св. 70,0 | — | — | — | 50 | |||||
E36Z35 | До 100,0 включ. | 80 | — | — | — | 50 | |||
Продолжение таблицы 11
Марка стали | Толщина проката, мм | Временное сопротивление Rm, МПа | Предел текучести к.н”. МПа | Относительное удлинение а5, % | Количество волокнистой (вязкой) составляющей в изломе, % | Работа удара для проката толщиной 10,0 мм и более KV, Дж, при температуре °C | |||
+20 | 0 | -20 | -40 | ||||||
не менее | |||||||||
А40 A40Z25 | До 50,0 включ. | 510—660 | 390 | 20 | 65 | — | 39 | — | — |
Св. 50,0 до 70,0 включ. | — | 46 | — | — | |||||
Св. 70,0 | — | 55 | — | — | |||||
A40Z35 | До 100,0 включ. | — | 55 | — | — | ||||
D40 D40Z25 | До 50,0 включ. | — | — | 39 | — | ||||
Св. 50,0 до 70,0 включ. | — | — | 46 | — | |||||
Св. 70,0 | — | — | 55 | — | |||||
D40Z35 | До 100,0 включ. | — | — | 55 | — | ||||
Е40 E40Z25 | До 50,0 включ. | — | — | — | 39 | ||||
Св. 50,0 до 70,0 включ. | — | — | — | 46 | |||||
Св. 70,0 | — | — | — | 55 | |||||
E40Z35 | До 100,0 включ. | 80 | — | — | — | 55 | |||
A40S A40SZ25 | До 50,0 включ. | 530—690 | 390 | 20 | 65 | — | 36 | — | — |
A40SZ35 | 80 | — | 60 | — | — | ||||
D40S D40SZ25 | 65 | — | — | 36 | — | ||||
D40SZ35 | 80 | — | — | 60 | — | ||||
E40S E40SZ25 | 65 | — | — | — | 36 | ||||
E40SZ35 | 80 | — | — | — | 60 | ||||
А420 | До 100,0 включ. | 530—680 | 420 | 19 | 90 | — | 28 | — | — |
A420Z35 | — | 80 | — | — | |||||
D420 | — | — | 28 | — | |||||
D420Z35 | — | — | 80 | — | |||||
Е420 | — | — | — | 28 | |||||
E420Z35 | — | — | — | 80 | |||||
Продолжение таблицы 11
Марка стали | Толщина проката, мм | Временное сопротивление Rm, МПа | Предел текучести МПа | Относительное удлинение а5, % | Количество волокнистой (вязкой) составляющей в изломе, % | Работа удара для проката толщиной 10,0 мм и более KV, Дж, при температуре °C | |||
+20 | 0 | -20 | -40 | ||||||
не менее | |||||||||
А460 | До 100,0 включ. | 570—720 | 460 | 17 | 90 | — | 31 | — | — |
A460Z35 | 80 | — | — | ||||||
D460 | — | 31 | — | ||||||
D460Z35 | — | 80 | — | ||||||
Е460 | — | — | 31 | ||||||
E460Z35 | — | — | 80 | ||||||
А500 A500Z35 | До 100,0 включ. | 610—770 | 500 | 18 | 90 | — | 80 | — | — |
D500 D500Z35 | — | 80 | — | ||||||
Е500 E500Z35 | — | — | 80 | ||||||
А550 A550Z35 | До 100,0 включ. | 640—820 | 550 | 16 | 90 | — | 80 | — | — |
D550 D550Z35 | — | 80 | — | ||||||
Е550 E550Z35 | — | — | 80 | ||||||
А620 A620Z35 | До 70,0 включ. | 700—890 | 620 | 15 | 90 | — | 80 | — | — |
D620 D620Z35 | — | 80 | — | ||||||
Е620 E620Z35 | — | — | 80 | ||||||
A620S | До 70,0 включ. | 720—890 | 620 | 15 | 90 | — | 80 | — | — |
D620S | — | 80 | — | ||||||
E620S | — | — | 80 | ||||||
A620SZ35 | До 70,0 включ. | 720—890 | 620 | 15 | 90 | — | 80 | — | — |
D620SZ35 | — | 80 | — | ||||||
E620SZ35 | — | — | 80 | ||||||
А690 A690Z35 | До 70,0 включ. | 770—940 | 690 | 14 | 90 | — | 80 | — | — |
D690 D690Z35 | — | 80 | — | ||||||
Е690 E690Z35 | — | — | 80 | ||||||
Окончание таблицы 11
Марка стали | Толщина проката, мм | Временное сопротивление Rm, МПа | Предел текучести к.н”. МПа | Относительное удлинение а5, % | Количество волокнистой (вязкой) составляющей в изломе, % | Работа удара для проката толщиной 10,0 мм и более KV, Дж, при температуре °C | |||
+20 | 0 | -20 | -40 | ||||||
не менее | |||||||||
A690S | До 150,0 включ. | 770—940 | 690 | 16 | 90 | — | 80 | — | — |
D690S | — | 80 | — | ||||||
E690S | — | — | 80 | ||||||
A690SZ35 | До 150,0 включ. | 770—940 | 690 | 16 | 90 | — | 80 | — | — |
D690SZ35 | — | 80 | — | ||||||
E690SZ35 | — | — | 80 | ||||||
А750 A750Z35 | До 40,0 включ. | 800—970 | 750 | 15 | 90 | — | 80 | — | — |
D750 D750Z35 | — | 80 | — | ||||||
Е750 E750Z35 | — | — | 80 | ||||||
А890 | До 40,0 включ. | 940—1100 | 890 | 11 | 90 | — | 46 | — | — |
D890 | — | 46 | — | ||||||
Е890 | — | — | 46 | ||||||
A890Z35 | До 40,0 включ. | 940—1100 | 890 | 11 | 90 | — | 46 | — | — |
D890Z35 | — | 46 | — | ||||||
E890Z35 | — | — | 46 | ||||||
А960 | До 40,0 включ. | 980—1150 | 960 | 11 | 90 | — | 46 | — | — |
D960 | — | 46 | — | ||||||
Е960 | — | — | 46 | ||||||
A960Z35 | До 40,0 включ. | 980—1150 | 960 | 11 | 90 | — | 46 | — | — |
D960Z35 | — | 46 | — | ||||||
E960Z35 | — | — | 46 | ||||||
1) Для стали с физическим пределом текучести определяют ReH или, при отсутствии ReH, определяют Re. Для стали без физического предела текучести определяют условный предел текучести Rp02
Примечание — Знак «—» означает, что работу удара для указанных температур не определяют.
Таблица 12 — Минимально допустимые значения относительного удлинения для плоских образцов шириной 25 мм и расчетной длиной 200 мм при испытании на растяжение1), %
Уровень прочности | Толщина проката (мм) | ||
< 10 | > 10 < 15 | > 15 <20 | |
420 | 11 | 13 | 14 |
460 | 11 | 12 | 13 |
500 | 10 | 11 | 12 |
550 | 10 | 11 | 12 |
620 | 9 | 11 | 12 |
690 | 92) | ю2) | 112) |
| |||
7.1.3.3 Работу удара определяют как среднее из трех значений, при этом на одном из образцов допускается снижение работы удара ниже требуемого значения на 30 %.
7.1.3.4 Значения работы удара (при температурах испытания в соответствии с таблицей 11) для проката толщиной менее 10,0 мм должны удовлетворять:
- для проката из судостроительной стали нормальной и повышенной прочности на образцах, вырезанных вдоль направления прокатки, требованиям таблицы 13;
Таблица 13 — Работа удара для проката толщиной менее 10,0 мм из судостроительной стали нормальной и повышенной прочности
Марка стали | Работа удара KV, Дж, не менее | |
для проката толщиной, мм | ||
От 8,0 до 9,5 включ. | от 5,0 до 7,5 включ. | |
Сталь нормальной прочности | ||
В, D, Е | 24 | 19 |
BZ25, DZ25, EZ25 | 24 | 19 |
BZ35, DZ35, EZ35 | 36 | 28 |
Сталь повышенной прочности | ||
A27S, D27S, E27S, A27SZ25, D27SZ25, E27SZ25 | 26 | 22 |
А32, D32, Е32, A32Z25, D32Z25, E32Z25 | 26 | 22 |
А36, D36, Е36, A36Z25, D36Z25, E36Z25 | 28 | 24 |
А40, D40, Е40, A40Z25, D40Z25, E40Z25 | 34 | 29 |
A40S, D40S, E40S, A40SZ25, D40SZ25, E40SZ25 | 30 | 25 |
A27SZ35.D27SZ35, E27SZ35, A32Z35, D32Z35, E32Z35, A36Z35, D36Z35, E36Z35, A40Z35, D40Z35, E40Z35, A40SZ35, D40SZ35, E40SZ35 | 41 | 35 |
Примечания 1 При толщине проката менее 5,0 мм испытание на ударный изгиб проводят по требованию заказчика. 2 Для фасонного проката толщиной является толщина стенки. | ||
- для проката из судостроительной стали высокой прочности на образцах, вырезанных поперек направления прокатки, требованиям таблицы 14.
Таблица 14 — Работа удара для проката толщиной менее 10,0 мм из судостроительной стали высокой прочности
Марка стали | Работа удара KV, Дж, не менее | |
для проката толщиной, мм | ||
от 8,0 до 9,5 включ. | от 5,0 до 7,5 включ. | |
А420, D420, Е420 | 24 | 19 |
А460, D460, Е460 | 26 | 21 |
А500, D500, Е500 | 28 | 22 |
А550, D550, Е550 | 31 | 25 |
А620, D620, Е620 | 35 | 28 |
A620S, D620S, E620S | 35 | 28 |
А690, D690, Е690 | 39 | 31 |
A690S, D690S, E690S | 39 | 31 |
А750, D750, Е750, A750Z35, D750Z35, E750Z35 | 39 | 31 |
А890, D890, Е890, A890Z35, D890Z35, E890Z35 | 39 | 31 |
А960, D960, Е960, A960Z35, D960Z35, E960Z35 | 39 | 31 |
A420Z35, D420Z35, E420Z35, A460Z35, D460Z35, E460Z35, A500Z35, D500Z35, E500Z35, A550Z35, D550Z35, E550Z35, A620Z35, D620Z35, E620Z35, A620SZ35, D620SZ35, E620SZ35, A690Z35, D690Z35, E690Z35, A690SZ35, D690SZ35, E690SZ35 | 67 | 40 |
7.1.3.5 Относительное сужение в направлении толщины Zz для листового проката толщиной 20,0 мм и более (определяют как среднее значение по трем испытаниям) должно быть:
- из стали всех марок с индексом Z25 — не менее 25 %, при этом на одном образце допускается относительное сужение, Zz, — не менее 15 %.
- из стали всех марок с индексом Z35 — не менее 35 %, при этом на одном образце допускается относительное сужение, Zz, — не менее 25 %.
Относительное сужение в направлении толщины Zz для листового проката толщиной менее 20,0 мм гарантировано химическим составом и исполнением технологии производства.
7.1.3.6 Работа удара KV после механического старения на образцах, вырезанных вдоль (для стали нормальной и повышенной прочности) и поперек (для стали высокой прочности) направления прокатки, должна соответствовать нормам таблиц 11, 13 и 14 с учетом 7.1.3.3.
Для листового проката толщиной от 10 мм марок стали нормальной и повышенной прочности, поставляемого в соответствии с 6.1.6, ударная вязкость KCU после механического старения должна составлять не менее 29 Дж/см2 при температуре испытания (20 ) °C.
7.1.3.7 Листовой прокат толщиной 10,0 мм и более из стали марок D40, Е40, D40S, E40S (в том числе с индексами Z25 и Z35) и толщиной 16,0 мм и более из стали нормальной и повышенной прочности всех остальных марок, кроме стали марки А, а также толщиной 10,0 мм и более из всех марок стали высокой прочности должен выдерживать испытания на изгиб широких образцов на угол 120° на оправке диаметром, равным двум (для стали нормальной, повышенной и высокой прочности уровней 420, 460 и 500), трем (для стали высокой прочности уровней 550, 620, 690, 750 и 890) или четырем (для стали уровня прочности 960) толщинам образцов, без образования надрывов и трещин.
7.1.3.8 Широкополосный универсальный прокат шириной более 250 мм, толщиной 16,0 мм и более должен выдерживать испытания на изгиб широких образцов на угол 180° на оправке диаметром, равным двум толщинам образцов, без образования надрывов и трещин.
7.2 Прокат листовой для судостроения для конструкций, работающих при низких температурах
7.2.1 Состояние поставки
Состояние поставки листового проката из марок стали категории F и с индексом Аге всех категорий должно соответствовать требованиям, указанным в таблице 15.
Таблица 15 — Состояние поставки листового проката из марок стали категории F и с индексом Аге
Марка стали | Толщина, мм | Состояние поставки |
Сталь категории F | ||
F | До 70,0 включ. | CR, N, ТМ, QT (КП, Н, ТМО, З+О) |
F32 | До 12,5 включ | CR, N, ТМ, QT, QdT (КП, Н, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 70,0 включ. | N,TM, QT, QdT (ТМО, З+О, ЗПН+О) | |
F36, F40 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св. 12,5 до 70,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) | |
F36S, F40S | До 12,5 включ | CR, ТМ, ОТ (КП, ТМО, З+О) |
Св.12,5 до 70,0 включ. | ТМ, от (ТМО, З+О) | |
F420, F460 | До 12,5 включ | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св.12,5 до 70,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) | |
F500, F550 | До 12,5 включ. | CR, ТМ, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св.12,5 до 80,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) | |
F620, F690 | До 12,5 включ | CR, QT, QdT (КП, З+О, ЗПН+О) |
Св.12,5 до 50,0 включ. | QT, QdT (З+О, ЗПН+О) | |
F620S | До 12,5 включ | CR, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св.12,5 до 70,0 включ. | QT, QdT (З+О, ЗПН+О) | |
F690S | До 12,5 включ | CR, QT, QdT (КП, ТМО, З+О, ЗПН+О) |
Св.12,5 до 100,0 включ. | QT, QdT (З+О, ЗПН+О) | |
Сталь повышенной прочности с индексом Аге | ||
А32Агс, D32Arc, E32Arc, F32Arc | До 50,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН) |
Окончание таблицы 15
Марка стали | Толщина, мм | Состояние поставки |
АЗбАгс, D36Arc, ЕЗбАгс, F36Arc, F36SArc | До 50,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) |
A40Arc, D40Arc, E40Arc, F40Arc, F40SArc | До 50,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) |
Сталь высокой прочности с индексом Arc | ||
A420Arc, D420Arc, E420Arc, F420Arc, A460Arc, D460Arc, E460Arc, F460Arc | До 50,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) |
A500Arc, D500Arc, E500Arc, F500Arc, A550Arc, D550Arc, E550Arc, F550Arc | До 50,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) |
св. 50,0 до 70,0 включ. | QT, QdT (З+О, ЗПН+О) | |
A620Arc, D620Arc, E620Arc, F620Arc, A690Arc, D690Arc, E690Arc, F690Arc | До 50,0 включ. | ТМ, QT, QdT (ТМО, З+О, ЗПН+О) |
A620SArc, D620SArc, E620SArc, F620SArc | До 70,0 включ. | от, QdT (З+О, ЗПН+О) |
A690SArc, D690SArc, E690SArc, F690SArc | До 70,0 включ. | |
7.2.2 Химический состав и структура стали листового проката для судостроения для конструкций, работающих при низких температурах
7.2.2.1 Химический состав стали нормальной и повышенной прочности для конструкций, работающих при низких температурах (сталь категории F и с индексом Аге), представлен в таблице 16.
Химический состав стали высокой прочности для конструкций, работающих при низких температурах (сталь категории F и с индексом Аге), представлен в таблице 17.
Для проката из марок стали категории F всех уровней прочности и для проката из стали повышенной и высокой прочности с индексом Аге максимальное значение или должно соответствовать данным таблицы 18.
В листовом прокате из стали нормальной, повышенной и высокой прочности, поставляемом после термомеханической обработки (ТМО) и контролируемой прокатки (КП), массовая доля углерода не должна превышать 0,10 %, при этом допускается снижение массовой доли углерода до 0,05 %.
Таблица 16 — Химический состав стали нормальной и повышенной прочности для конструкций, работающих при низких температурах
Марка стали | Массовая доля элементов, % | ||||||||||||
углерода | марганца | кремния | хрома | меди | никеля | молибдена | алюминия1) 2) | титана | ванадия | ниобия | серы | фосфора | |
не более | |||||||||||||
F | 0,07—0,12 | 0,60—1,00 | 0,15—0,35 | Не более 0,20 | Не более 0,35 | Не более 0,40 | Не более 0,080 | 0,020—0,060 | 1)3) | 3) | 3) | 0,005 | 0,010 |
F32 А32Агс, D32Arc, Е32Агс, F32Arc | 0,07—0,12 | 0,60— 0,90 | |||||||||||
F36, F40 АЗбАгс, D36Arc, ЕЗбАгс, F36Arc А40Агс, D40Arc, Е40Агс, F40Arc | 0,07—0,11 | 1,15—1,60 | 0,10—0,40 | Не более 0,20 | Не более 0,35 | Не более 0,80 | 0,020—0,060 | 1)3) | 3) | ||||
F36S, F40S F36SArc, F40SArc | 0,08—0,11 | 1,15—1,60 | 0,10—0,40 | Не более 0,20 | Не более 0,25 | 0,65—1,05 | 0,020—0,060 | 1)3) | |||||
| |||||||||||||
ГОСТ Р 52927—2023
w Таблица 17 — Химический состав стали высокой прочности для конструкций, работающих при низких температурах
Марка стали | Массовая доля элементов | |||||||||||||
углерода | марганца1) | кремния1) | хрома1) | меди | никеля | молибдена1) | алюминия2) 3) | титана | ванадия | ниобия | серы | фосфора | ||
не более | ||||||||||||||
F420, F460 А420Агс, D420Arc, Е420Агс, F420Arc A460Arc, D460Arc, Е460Агс, F460Arc | 0,08— 0,11 | 1,15— 1,60 | 0,10—0,40 | Не более 0,20 | 0,05—0,50 | 0,55— 1,05 | Не более 0,080 | 0,020— 0,060 | 2) 4) | 4) | 4) | 0,005 | 0,010 | |
F500, F550 A500Arc, D500Arc, ЕбООАгс, F500Arc A550Arc, D550Arc, E550Arc, F550Arc | состояние поставки TM, CR* | 0,08— 0,10 | 1,00— 1,70 | Не более 0,60 | Не более 0,50 | Не более 0,50 | Не более 2,00 | Не более 0,500 | 0,020— 0,060 | 4) | 4) | 4) | 0,005 | 0,010 |
состояние поставки QT, QdT | 0,08— 0,12 | 0,45— 0,75 | 0,20—0,40 | 0,50— 1,30 | 0,30—0,50 | 1,70 —2,00 | 0,100— 0,300 | 0,010— 0,060 | 2) 4) | 4) | 4) | 0,005 | 0,010 | |
F620, F690 A620Arc, D620Arc, E620Arc, F620Arc A690Arc, D690Arc, E690Arc, F690Arc | 0,08— 0,12 | Не более 1,70 | Не более 0,80 | Не более 1,50 | Не более 0,50 | Не более 2,00 | Не более 0,700 | 0,020— 0,060 | 2) 4) | 4) | 4) | 0,005 | 0,010 | |
F620S, F690S A620SArc, D620SArc, E620SArc, F620SArc A690SArc, D690SArc, E690SArc, F690SArc | Толщиной до 30 мм включ. | 0,08— 0,11 | 0,30— 0,60 | 0,17—0,37 | 0,30— 0,70 | 0,40—0,70 | 1,80— 2,20 | 0,250— 0,350 | 0,010— 0,050 | — | 5) | 5) | 0,005 | 0,010 |
толщиной св. 30 до 70 мм включ. | 0,08— 0,11 | 0,60— 0,90 | 0,20—0,40 | 0,80— 1,10 | 0,60—0,90 | 2,80— 3,20 | 0,180— 0,300 | 0,010— 0,050 | — | 5) | 5) | 0,005 | 0,010 | |
F690S A690SArc, D690SArc, E690SArc, F690SArc | толщиной св. 70 мм | 0,10— 0,13 | 0,30— 0,50 | 0,20— 0,40 | 0,60— 0,90 | 0,60— 0,90 | 3,50— 4,00 | 0,350— 0,450 | 0,020— 0,060 | — | 6) | 6) | 0,005 | 0,010 |
ГОСТ Р 52927—2023
1>Для листового проката из стали марокА500, D500, Е500.А550, D550, Е550 толщиной до 50 мм включительно в состоянии поставки QT, QdT допускается снижение массовой доли никеля до 1,35 %.
2) Сталь может содержать титан. Массовая доля титана — не более 0,020 %. При легировании титаном суммарная массовая доля алюминия и титана должна быть не менее 0,020 %.
3) Допускается определение массовой доли кислоторастворимого алюминия, при этом его массовая доля должна быть в пределах от 0,015 % до 0,050 %.
4) Сталь должна содержать ванадий и ниобий по отдельности или в комбинации. Если указанные элементы вводят по отдельности, их массовая доля должна быть: ванадия от 0,020 % до 0,060 % и ниобия от 0,020 % до 0,050 %. Если элементы используют в комбинации, их массовая доля должна быть от 0,020 % до 0,050 % каждого, при этом суммарная массовая доля ниобия, ванадия и титана не должна превышать 0,120 %.
5) Сталь должна содержать ванадий в количестве от 0,030 % до 0,060 %. Допускается введение вместо ванадия ниобия в количестве от 0,020 % до 0,05 % или их совместное введение в указанных пределах, при этом их суммарная массовая доля не должна превышать 0,060 %.
6> Сталь должна содержать ниобий в количестве от 0,020 % до 0,050 %. Допускается введение вместо ниобия ванадия в количестве от 0,050 % до 0,080 % или их совместное введение в указанных пределах, при этом их суммарная массовая доля не должна превышать 0,060 %.
Примечание — Знак «—» означает, что элемент специально не вводят. Массовую долю данного элемента не нормируют и не контролируют.
ГОСТ Р 52927—2023
Таблица 18 — Максимальное значение углеродного эквивалента и коэффициента трещиностойкости для листовой стали для конструкций, работающих при низких температурах
В процентах, масс
Значение Сэкв, не более | р ' ст’ не более | |||||
Для стали нормальной и повышенной прочности | Состояние поставки | |||||
ТМ для толщины | CR*, N*, QT, QdT для толщины | |||||
50,0 мм и менее | Св. 50,0 мм | 20,0 мм и менее | Св. 20,0 мм | |||
F | 0,34 | 0,34 | 0,40 | 0,40 | — | |
F32 А32Агс, D32Arc, E32Arc, F32Arc | 0,36 | 0,38 | 0,42 | 0,45 | 0,22 | |
F36 АЗбАгс, D36Arc, ЕЗбАгс, F36Arc | 0,38 | 0,40 | 0,22 | |||
F40, F36S, F40S А40Агс, D40Arc, E40Arc, F40Arc, F36SArc, F40SArc | 0,40 | 0,41 | 0,22 | |||
F420 A420Arc, D420Arc, E420Arc, F420Arc | 0,43 | 0,45 | 0,45 | 0,47 | 0,22 | |
F460 A460Arc, D460Arc, E460Arc, F460Arc | 0,45 | 0,47 | 0,47 | 0,48 | 0,23 | |
F500 A500Arc, D500Arc, E500Arc, F500Arc | 0,46 | 0,48 | 0,48 | 0,50 | 0,28 | |
F550 A550Arc, D550Arc, E550Arc, F550Arc | 0,48 | 0,50 | 0,56 | 0,60 | 0,28 | |
F620 A620Arc, D620Arc, E620Arc, F620Arc | — | — | 0,56 | 0,60 | 0,30 | |
F690 A690Arc, D690Arc, E690Arc, F690Arc | — | — | 0,64 | 0,66 | 0,33 | |
F620S, F690S A620SArc, D620SArc, E620SArc, F620SArc A690SArc, D690SArc, E690SArc, F690SArc | Толщиной до 30 мм включ. | — | — | — | — | 0,27 |
Толщиной от 31 до 70 мм включ. | — | — | — | — | 0,32 | |
F690S A690SArc, D690SArc, E690SArc, F690SArc | Толщиной св. 70 мм | — | — | — | — | 0,34 |
Примечания
1 Знак «*» где применимо
2 Знак «—» означает, что параметр не нормируют и не контролируют.
7.2.2.2 Максимальная массовая доля азота N в стали — 0,008 %. В стали категории F допускается массовая доля азота до 0,009 % при условии, что AI/N > 2, при этом прокат из стали категории F с массовой долей азота более 0,008 % подвергают испытанию на ударный изгиб после механического старения. Прокат из стали всех марок с индексом Аге должен быть подвергнут испытанию на ударный изгиб после механического старения.
7.2.2.3 В ковшовой пробе или при контрольном анализе в готовом прокате массовая доля мышьяка As не должна превышать 0,020 %, сурьмы Sb — 0,010 %, олова Sn — 0,010 %, цинка Zn — 0,010 %, свинца РЬ — 0,005 %.
7.2.2.4 . Предельные отклонения от норм по массовой доле химических элементов по ковшовой пробе, указанных в таблицах 16 и 17, в готовом прокате при контрольных испытаниях должны соответствовать приведенным в таблице 10.
7.2.2.5 По требованию заказчика к структуре могут быть предъявлены следующие требования:
а) для стали повышенной прочности с ферритно-перлитной структурой:
- размер зерна феррита должен быть не крупнее 8-го номера по ГОСТ 5639;
- полосчатость ферритно-перлитная по ГОСТ 5640 (шкала 3, ряд А) должна быть не более 2-го балла;
б) для стали повышенной прочности с ферритно-бейнитной структурой:
- размер зерна феррита должен быть не крупнее 9-го номера по ГОСТ 5639;
- полосчатость ферритно-бейнитная по ГОСТ 5640 (шкала 5) должна быть не более 3-го балла;
в) для стали высокой прочности с бейнитно-мартенситной структурой размер зерна аустенита должен быть не крупнее 6-го номера по [4] и ГОСТ 5639.
Критерии оценки структуры стали должны соответствовать ГОСТ 5639, ГОСТ 5640, [4] либо эквивалентным им в соответствии с одобренной РМРС и/или РКО документацией изготовителя.
7.2.3 Механические свойства листового проката из судостроительной стали для конструкций, работающих при низких температурах
7.2.3.1 Для проката, поставляемого после закалки с отпуском (З+О), количество закалок с печного нагрева — не более трех, количество отпусков — не ограничено; для проката, поставляемого после закалки с прокатного нагрева с отпуском, количество отпусков не ограничено.
7.2.3.2 Для проката из стали высокой прочности всех марок допускается применение двойной закалки.
7.2.3.3 Коэффициент пластической деформации по толщине при изготовлении листового проката из стали с индексом Аге должен быть не менее 5:1.
7.2.3.4 Механические свойства при растяжении, работа удара (на образцах, вырезанных поперек направления прокатки) и количество волокнистой (вязкой) составляющей в изломе в состоянии поставки должны соответствовать нормам, указанным в таблице 19.
7.2.3.5 Для проката из стали нормальной, повышенной и высокой прочности толщиной менее 10,0 мм работа удара при температуре испытания минус 60 °C должна удовлетворять требованиям таблицы 20.
7.2.3.6 Работу удара определяют как среднее из трех значений, при этом на одном из образцов допускается снижение работы удара ниже требуемого значения на 30 %.
7.2.3.7 Работа удара KV после механического старения для стали нормальной, повышенной и высокой прочности (на образцах, вырезанных поперек направления прокатки) должна соответствовать нормам таблиц 19 и 20 для соответствующей марки стали при соответствующей температуре испытания с учетом 7.2.3.6.
7.2.3.8 Листовой прокат толщиной 10,0 мм и более должен выдерживать испытания на изгиб широких образцов на угол 120° на оправке диаметром, равным двум (для стали нормальной, повышенной и высокой прочности уровней 420, 460 и 500) или трем (для стали высокой прочности уровней 550, 620, 690) толщинам образца, без образования надрывов и трещин.
Таблица 19 — Механические свойства при растяжении, количество волокнистой (вязкой) составляющей в изломе и работа удара для проката из стали марок категории F и с индексом Аге.
Марка стали
Толщина, MM
Временное сопротивление Rm, МПа
Предел текучести ReH4 МПа
Относительное удлинение а5, %
Количество волокнистой (вязкой) составляющей в изломе проб натуральной толщины при комнатной температуре, %
Работа удара для проката толщиной 10,0 мм и более KV, Дж, при температуре, °C
0
-20
-40
-60
не менее
F
До 70,0 включ.
400—520
235
22
75
—
—
—
40
F32
До 70,0 включ.
440—570
315
22
80
—
—
—
50
А32Агс
До 50,0 включ.
90
50
—
—
—
D32Arc
—
50
—
—
Е32Агс
—
—
50
—
F32Arc
—
—
—
50
F36
До 70,0 включ.
490—630
355
21
80
—
—
—
50
F36S
—
—
—
80
АЗбАгс
До 50,0 включ.
90
50
—
—
—
D36Arc
—
50
—
—
ЕЗбАгс
—
—
50
—
F36Arc
—
—
—
50
F36SArc
—
—
—
80
F40
До 70,0 включ.
510—660
390
20
80
—
—
—
50
F40S
—
—
—
80
A40Arc
До 50,0 включ.
90
50
—
—
—
D40Arc
—
50
—
—
E40Arc
—
—
50
—
F40Arc
—
—
—
50
F40SArc
—
—
—
80
ГОСТ Р 52927—2023
Марка стали
Толщина, MM
Временное сопротивление R_, МПа
Предел текучести ReH1>, МПа
Относительное удлинение А5,%
Количество волокнистой (вязкой) составляющей в изломе проб натуральной толщины при комнатной температуре, %
Работа удара для проката толщиной 10,0 мм и более KV, Дж, при температуре, °C
0
-20
-40
-60
не менее
F420
До 70,0 включ.
530—680
420
19
90
—
—
—
80
А420Агс
До 50,0 включ.
80
—
—
—
D420Arc
—
80
—
—
Е420Агс
—
—
80
—
F420Arc
—
—
—
80
F460
До 70,0 включ.
570—720
460
19
90
—
—
—
80
А460Агс
До 50,0 включ.
80
—
—
—
D460Arc
—
80
—
—
E460Arc
—
—
80
—
F460Arc
—
—
—
80
F500
До 80,0 включ.
610—770
500
18
90
—
—
—
80
A500Arc
До 70,0 включ.
80
—
—
—
D500Arc
—
80
—
—
E500Arc
—
—
80
—
F500Arc
—
—
—
80
F550
До 80,0 включ.
640—820
550
18
90
—
—
—
80
A550Arc
До 70,0 включ.
80
—
—
—
D550Arc
—
80
—
—
E550Arc
—
—
80
—
F550Arc
—
—
—
80
ГОСТ Р 52927—2023
Марка стали
Толщина, MM
Временное сопротивление Rm, МПа
Предел текучести ReH1>, МПа
Относительное удлинение а5, %
Количество волокнистой (вязкой) составляющей в изломе проб натуральной толщины при комнатной температуре, %
Работа удара для проката толщиной 10,0 мм и более KV, Дж, при температуре, °C
0
-20
-40
-60
не менее
F620
До 50,0 включ.
700—890
620
15
90
—
—
—
80
F620S
До 70,0 включ.
—
—
—
80
А620Агс
До 50,0 включ.
80
—
—
—
D620Arc
—
80
—
—
Е620Агс
—
—
80
—
F620Arc
—
—
—
80
A620SArc
До 70,0 включ.
720—890
620
15
90
80
—
—
—
D620SArc
—
80
—
—
E620SArc
—
—
80
—
F620SArc
—
—
—
80
F690
До 50,0 включ.
770—940
690
14
90
—
—
—
80
F690S
До 100,0 включ.
—
—
—
80
A690Arc
До 50,0 включ.
80
—
—
—
D690Arc
—
80
—
—
E690Arc
—
—
80
—
F690Arc
—
—
—
80
A690SArc
До 70,0 включ.
770—940
690
16
90
80
—
—
—
D690SArc
—
80
—
—
E690SArc
—
—
80
—
F690SArc
—
—
—
80
1>Для стали с физическим пределом текучести определяют ReH или, при отсутствии ReH, определяют Re. Для стали без физического предела текучести определяют условный предел текучести Rp02
Примечани е —Знак «—» означает, что работу удара при указанных температурах не определяют.
ГОСТ Р 52927—2023
Таблица 20 — Работа удара для проката толщиной менее 10 мм
Марка стали | Работа удара KV, Дж, не менее | |
для проката толщиной, мм | ||
от 8,0 до 9,5 включ. | от 5,0 до 7,5 включ. | |
Сталь нормальной прочности | ||
F | 36 | 28 |
Сталь повышенной прочности | ||
F32, F36, F40 | 41 | 35 |
F36S, F40S | 67 | 40 |
Сталь высокой прочности | ||
F420, F460 F500, F550, F620, F690 | 67 | 40 |
7.2.3.9 Листовой прокат должен удовлетворять требованиям к Z-свойствам Zz > 35 % согласно 7.1.3.5.
7.2.3.10 Листовой прокат толщиной 16,0 мм и более из стали всех марок с индексом Аге должен выдерживать испытания на трещиностойкость (критическое раскрытие в вершине трещины CTOD) при температуре TD, установленной в заказе, с округлением в сторону пониженных температур до ближайшей величины, кратной 10 °C. Среднее значение CTOD на трех образцах должно удовлетворять требованиям таблицы 21, при этом на одном из образцов допускается снижение CTOD ниже требуемого значения на 30 %.
Испытания для листового проката толщиной 10,0—15,5 мм не проводят, свойства гарантируют технологией производства.
Таблица 21 — Значения критического раскрытия в вершине трещины CTOD для стали с индексом Аге
Толщина, мм не более | Критическое раскрытие в вершине трещины CTOD, мм, не менее для стали уровня прочности | ||||||||
315 | 355 | 390 | 420 | 460 | 500 | 550 | 620 | 690 | |
От 16,0 до 20,0 включ. | 0,10 | 0,10 | 0,10 | 0,10 | 0,15 | 0,15 | 0,15 | 0,201) | 0,201> |
Св. 20,0 до 30,0 включ. | 0,15 | 0,15 | 0,15 | 0,15 | 0,20 | 0,20 | 0,20 | 0,201) | 0,251) |
Св. 30,0 до 40,0 включ. | 0,15 | 0,15 | 0,20 | 0,20 | 0,20 | 0,20 | 0,25 | 0,251) | о,зо1) |
Св. 40,0 до 50,0 включ. | 0,20 | 0,20 | 0,20 | 0,20 | 0,25 | 0,25 | 0,251> | 0,251> | 0,301> |
Св. 50,0 до 70,0 включ. | 0,20 | 0,20 | 0,25 | 0,25 | 0,30 | 0,30 | 0,301> | о,зо1) | 0,351) |
Св. 70,0 до 80,0 включ. | 0,25 | 0,25 | 0,25 | 0,30 | 0,30 | 0,30 | о,зо1) | 0,351) | 0,351) |
Св. 80,0 до 100,0 включ. | 0,25 | 0,25 | 0,30 | 0,30 | 0,35 | 0,35 | 0,351> | 0,401) | 0,401> |
1) Результат испытаний считают также удовлетворительным, если до начала нестабильного хрупкого разрушения для всех испытанных образцов был достигнут максимум нагрузки, независимо от достигнутой величины 8т
7.3 Требования к качеству поверхности
7.3.1 Качество поверхности:
- широкополосного универсального проката шириной более 250 мм должно соответствовать требованиям ГОСТ 14637;
- полосового и широкополосного универсального проката шириной 250 мм и менее, а также фасонного проката должно соответствовать требованиям ГОСТ 535 (для группы 1ГП).
7.3.2 На поверхности листового проката не допускаются трещины, плены, пузыри-вздутия, вкатанная окалина, раковины всех видов, гармошка, раскатанные загрязнения. Определения недопустимых дефектов — в соответствии с ГОСТ 21014.
Допускаются рябизна, отдельные отпечатки и риски, не выводящие размеры проката за предельные отклонения по толщине, а также слой окалины, не препятствующий выявлению дефектов поверхности.
7.3.3 На поверхности листового проката после сплошной абразивной зачистки допускаются переходы от шлифовального круга высотой до 0,3 мм, также риски и рябизна от круга, следы побежалости, налет ржавчины.
7.4 Зачистка поверхности листового проката
7.4.1 Листовой прокат подвергают местной зачистке дефектов поверхности. Общая площадь зачистки на глубину, не превышающую минусовых предельных отклонений по толщине проката, не ограничена.
Допускается устранение дефектов поверхности местной зачисткой на глубину не более 5 % номинальной толщины сверх предельного минусового отклонения, но не более 3 мм. В этом случае площадь каждой зачистки должна быть не более 0,1 м2, а суммарная площадь зачистки таких участков должна составлять не более 2 % поверхности проката с каждой из сторон.
В случае совпадения мест зачистки на обеих сторонах проката суммарная глубина зачисток не должна превышать 5 % номинальной толщины.
Удаление поверхностных дефектов огневой зачисткой и заварка дефектов поверхности не допускаются.
По требованию заказчика листовой прокат из стали всех марок может быть подвергнут сплошной абразивной зачистке для удаления поверхностных дефектов (необходимость поставки с двухсторонней зачисткой поверхности указывают в заказе с индексом ЗП).
7.4.2 Сплошную зачистку листового проката на последних пяти-шести проходах, зачистку дефектов поверхности, оставшихся после сплошной зачистки, а также выборочную зачистку выполняют кругами с зернистостью не крупнее F 24 по ГОСТ Р 52381.
7.5 Требования к кромкам проката
На обрезных кромках листового проката не должно быть волосовин, трещин, расслоений, следов усадочной раковины, рыхлости, газовых пузырей и скоплений шлаковых включений, а также заусенцев высотой более 2,0 мм. Смятие и подгиб кромок после обрезки не должны выводить листовой прокат за предельные отклонения по плоскостности по ГОСТ 19903.
Требования к качеству необрезной кромки должны соответствовать ГОСТ 19903.
7.6 Ультразвуковой контроль
7.6.1 Листовой и широкополосный универсальный прокат шириной более 250 мм, толщиной 10,0 мм и более из стали нормальной прочности марок В, D, Е, а также из стали повышенной прочности всех марок подвергают автоматизированному или ручному ультразвуковому контролю (УЗК) сплошности. Прокат толщиной менее 10,0 мм подвергают ультразвуковому контролю по согласованию изготовителя и заказчика.
При ультразвуковом контроле сплошность листового и широкополосного проката должна удовлетворять требованиям 1-го класса по ГОСТ 22727. Несплошности, выходящие на кромки, не допускаются.
По согласованию изготовителя с заказчиком допускается поставка проката без ультразвукового контроля.
7.6.2 Листовой прокат толщиной 10,0 мм и более из стали высокой прочности, из стали всех марок категории F и из стали всех марок с индексами Z25, Z35, Аге подвергают ультразвуковому контролю сплошности. При этом для проката являются недопустимыми нарушения сплошности (внутренние дефекты) площадью 10 см2 и более, а также несплошности, выходящие на кромки.
8 Правила приемки
8.1 Общие правила приемки — по ГОСТ 7566.
8.2 Правила приемки проката по массе
8.2.1 Прокат принимают партиями. Партия должна состоять из проката одной марки, одной плавки, одного режима термической обработки, одного номера (для фасонного проката), отличающихся по толщине не более, чем на 5,0 мм (для листового проката) и на 2,0 мм (для широкополосного универсального и полосового проката). Масса партии не должна превышать 50 т, масса партии при рулонной прокатке — не более 36 т.
По согласованию изготовителя с заказчиком масса партии при рулонной прокатке — не более 50 т.
8.2.2 Партии проката принимают по общей расчетной массе. Общей расчетной массой партии листового проката считается общая теоретическая масса, рассчитанная, исходя из размеров каждой единицы проката, указанной в заказе, плюс 70 % массы листа, приходящейся на предельные отклонения по длине, ширине и 50 % плюсовых предельных отклонений по толщине (при поставке листового проката по требованию заказчика в соответствии с 6.1.6 — 50 % плюсовых предельных отклонений по толщине не учитывают).
Для определения теоретической массы плотность стали в расчетах принимают равной 7,85 г/см3.
По согласованию изготовителя с заказчиком допускается поставка проката по фактической массе.
8.2.3 Величину отклонений по массе определяют в процентах при сравнении фактической массы партии листов с расчетной. Фактическую массу определяют путем взвешивания единицы проката либо партии проката в целом.
8.2.4 Фактическая масса партии листового проката, изготовленного с предельными отклонениями по толщине в соответствии с 6.1.3 и таблицей 2, не должна превышать расчетную более чем на 5 %.
8.2.5 В случае превышения более чем на 5 % фактической массы партии листового проката предприятию-изготовителю предоставляется право отбирать из партии единицы проката, которые в большей степени вызывают превышение массы, для доведения партии до установленной массы.
8.2.6 Для листового проката, изготовленного с предельными отклонениями по толщине в соответствии с 6.1.6 и таблицей 3, фактическая масса партии листового проката не должна превышать расчетную и отклоняться от нее более чем на минус 5 %. Фактическая масса отдельных листов может превышать расчетную не более чем на 2 %.
8.2.7 Расчетной массой партии широкополосного универсального, полосового и фасонного проката считается масса, вычисленная по номинальным размерам профиля, плюс 70 % массы, приходящейся на предельные отклонения по длине. При наличии требуемых заказчиком припусков для изготовления образцов, предназначенных для дополнительных испытаний, массу припусков добавляют к расчетной массе партии.
8.2.8 Фактическая масса партии широкополосного универсального, полосового и фасонного проката не должна отклоняться от расчетной более чем на ±5 %.
По согласованию изготовителя с заказчиком прокат может поставляться по фактической массе.
8.3 Прокат принимает независящая от производства служба контроля качества изготовителя.
8.4 Прокат у изготовителя принимают партиями с контролем следующих характеристик:
- размеров;
- отклонений от плоскостности (не требуется для фасонного проката);
- отклонения от формы;
- химического состава, Сэкв, СЕТ и/или Рст (при поставке заготовок для проката с другого предприятия по документу о качестве поставщика заготовок);
- предела текучести;
- временного сопротивления;
- относительного удлинения;
- работы удара (в том числе после механического старения, если требуется);
- Z-свойств (если требуется),
- свойств при изгибе широких образцов (не требуется для полосового, фасонного и широкополосного универсального проката шириной 250 мм и менее);
- количества волокнистой (вязкой) составляющей (не требуется для полосового, фасонного и широкополосного универсального проката);
- CTOD (если требуется),
- структуры (по требованию заказчика);
- качества поверхности;
- качества кромок (не требуется для фасонного проката);
- сплошности проката (не требуется для полосового и фасонного проката);
- массы.
8.5 От каждой партии отбирают:
- для контроля размеров и отклонений от плоскостности и формы — 10 %, но не менее пяти листов, поставляемых в соответствии с 6.1.3, не менее пяти полос и профилей, и 100 % проката, поставляемого в соответствии с 6.1.6;
- для контроля химического состава — одну ковшовую пробу. Отбор проб для химического анализа, в том числе и для контрольного, в готовом прокате, проводят в соответствии с ГОСТ 7565;
- для контроля качества поверхности, кромок, сплошности проката и массы — 100 % проката;
- для испытания на растяжение, на ударный изгиб, на ударный изгиб после механического старения, широких образцов на изгиб, листового проката на излом, на трещиностойкость CTOD — в зависимости от марки стали, толщины проката и состояния поставки — объем испытаний в соответствии с таблицами А.1, А.2 и А. Контрольным листом у изготовителя считают раскатанный из слитка или сляба лист после порезки;
- пробы для контроля структуры от трех листов от партии; место отбора — 1/4 ширины листа, вдоль направления прокатки; для толщины листа до 40 мм включительно — на расстоянии 1/4 по толщине, для толщины листа свыше 40 мм — 1/4 и 1/2 по толщине;
- пробы для контроля размера зерна от одного листа от партии; место отбора — 1/4 ширины листа, вдоль направления прокатки; для толщины листа до 40 мм включительно — на расстоянии 1/4 по толщине, для толщины листа свыше 40 мм — 1/4 и 1/2 по толщине;
- для испытания на растяжение, ударный изгиб, ударный изгиб после механического старения полосового, широкополосного универсального шириной 250,0 мм и менее и фасонного проката — объем испытаний в соответствии с Б.1 ;
- для проверки качества листов, получаемых порезкой из рулонного листового проката — один рулон от партии, пробы для испытаний отбирают от начала, середины и конца рулона, объем испытаний в соответствии с таблицами А.1 и А.2;
- для широкополосного универсального проката — три полосы, а при массе партии до 30 т — две полосы. Объем испытаний для каждого отобранного для контроля изделия: один образец для испытания на растяжение, три образца на ударный изгиб, три образца на ударный изгиб после механического старения. Дополнительно для толщины 16,0 мм и более и ширины более 250 мм: один образец для испытания на изгиб, один образец для определения вида излома. Отбор заготовок под образцы и направление их вырезки — в соответствии с требованиями ГОСТ 7564 и согласно 8.8.
По требованию заказчика для листового проката из стали марок А, В, D, A27S, D27S, E27S, Е, D32, Е32, А32, А36, А40, A40S, D36, Е36, D40, Е40, D40S, E40S, поставляемого в соответствии с 6.1.6, объем испытаний — в соответствии с таблицей А.З.
При отборе проб от листов в состоянии поставки AR, CR, ТМ, порезанных от одного раската, если требуется отбор проб от заднего и переднего конца листа, считают пробу, отобранную от заднего конца первого листа, соответствующей пробе второго листа переднего конца, без отбора этой пробы, и так далее для последующих листов этого раската.
8.6 Правила отбора проб от проката всех видов для изготовления образцов для механических испытаний и широких образцов на изгиб — по ГОСТ 7564 и согласно требованиям таблиц А.1, А.2, А.З и Б.1, а пробы для оценки излома по количеству волокнистой (вязкой) составляющей отбирают из средней трети по ширине проката.
8.7 От листового, широкополосного универсального проката шириной более 250 мм из стали всех марок отбирают образцы для испытаний на растяжение поперек, а от полосового проката — вдоль направления прокатки. От фасонного проката образцы для испытания на растяжение вырезают из стенки вдоль направления прокатки.
8.8 От широкополосного универсального и полосового проката (в соответствии с 6.2) отбирают комплект образцов для испытаний на ударный изгиб от поверхности вдоль направления прокатки.
От фасонного проката образцы для испытания на ударный изгиб вырезают из стенки профиля вдоль направления прокатки. По требованию заказчика и согласованию с РМРС и/или РКО допускается вырезка образцов для испытания на ударный изгиб из полки фасонного полосбульбового проката.
8.9 Если согласно 7.1.2.6 и 7.2.2.2, требуются испытания на ударный изгиб после механического старения, то для всех видов проката из всех марок стали, независимо от толщины, образцы изготовляют от поверхности проката, направление вырезки образцов — в соответствии с приложениями А и Б.
8.10 При получении неудовлетворительных результатов испытаний хотя бы по одному показателю проводят повторные испытания данного показателя на дополнительном комплекте образцов, изготовленных из пробы, отобранной от тех же единиц проката в местах, максимально приближенных к месту первоначального отбора проб.
8.11 Повторные испытания проводят с соблюдением следующих условий:
8.11.1 Растяжение
Испытания проводят на удвоенном количестве образцов.
Если результаты повторных испытаний удовлетворительные, то представленные к испытаниям единицы проката и соответствующую партию принимают. В документ о качестве (сертификат качества) вносят все результаты повторных испытаний или наименьшее значение, полученное по результатам повторных испытаний.
8.11.2 Ударный изгиб, ударный изгиб после механического старения
Результат первичных испытаний является неудовлетворительным, если:
- среднее значение трех результатов испытаний на ударный изгиб (KV) не отвечает нормируемым требованиям;
- более, чем один результат из трех, ниже требуемого среднего значения;
- на одном из трех образцов результат — менее 70 % требуемого среднего значения.
В любом из перечисленных случаев повторные испытания проводят на одном дополнительном комплекте образцов, кроме проката из стали марок нормальной, повышенной и высокой прочности категории F и из стали всех марок с индексами Z25, Z35, Аге, повторные испытания которых проводят на удвоенном комплекте образцов.
Проконтролированные единицы проката и партии принимают, если новое среднее значение результатов испытаний (три первоначальных образца плюс три или шесть дополнительных) удовлетворяет требуемому среднему значению, при этом:
- не более чем два результата могут быть ниже требуемого среднего значения,
- не более чем один из них может быть менее 70 % требуемого среднего значения. В документ о качестве (сертификат качества) вносят все результаты повторных испытаний или среднее значение по результатам шести или девяти испытаний.
8.11.3 CTOD
Результат первичных испытаний считают неудовлетворительным, если среднее значение CTOD, полученное на трех образцах при температуре TD, не удовлетворяет требованиям таблицы 21, либо хотя бы на одном образце значение CTOD составляет менее 70 % требуемого по таблице 21.
В этом случае могут быть испытаны дополнительные образцы при той же температуре. Результаты первичных и повторных испытаний объединяют, при этом:
- исключают один наименьший результат при общем количестве испытанных образцов не менее пяти,
- исключают два наименьших результата при общем количестве испытанных образцов не менее семи.
Результат повторных испытаний считают удовлетворительным, если оставшиеся результаты имеют среднее значение CTOD, удовлетворяющее требованиям таблицы 21, и ни один из них не менее 70 % требуемого по таблице 21.
Количество заготовок для испытаний на CTOD, первоначально отбираемых от единицы продукции (от 3 до 7), выбирает завод-изготовитель в зависимости от стабильности получаемых результатов испытаний. В случае необходимости, дополнительные заготовки отбирают в месте, максимально приближенном к месту предыдущего отбора.
8.11.4 Изгиб широкого образца, излом
Повторные испытания на изгиб и излом проводят на одинарном количестве образцов. В документ о качестве (сертификат качества) вносят результаты повторных испытаний.
8.11.5 Если результаты повторных испытаний единиц проката на растяжение, ударный изгиб, ударный изгиб после механического старения, изгиб широкой пробы и излом неудовлетворительные, то эти единицы проката бракуют, но оставшийся прокат может быть принят в случае положительных результатов испытаний каждой единицы проката по показателю, имеющему неудовлетворительные результаты испытаний. Если результаты повторных испытаний на CTOD неудовлетворительные, то эти единицы проката бракуют, но оставшийся прокат партии может быть принят в случае положительных результатов испытаний одного листа от оставшегося количества листов этой партии, при этом в документ о качестве справочно вносят результаты первичных испытаний, в случае отрицательных результатов всю партию проката бракуют.
8.12 Если неудовлетворительные результаты испытаний вызваны местными дефектами в материале образцов, неправильной их обработкой, неисправностью испытательного оборудования, или если в случае испытаний на растяжение разрушение произошло вне расчетной длины образца, то испытания могут быть повторены на таком же количестве образцов, отобранных от тех же единиц проката.
8.13 Прокат забракованной партии допускается предъявлять к испытаниям вновь после термической обработки или повторной термической обработки, или представляться в качестве иной, чем было первоначально заявлено, марки. В случае удовлетворительных результатов испытаний, при таком повторном представлении, в соответствии с 8.10 и 8.11, прокат может быть принят к поставке.
8.14 Прокат поставляют с документами о качестве изготовителя (сертификатами качества), свидетельствующими о качестве продукции и составленными в соответствии с требованиями ГОСТ 7566.
На прокат, поставляемый под техническим наблюдением РМРС и/или РКО, дополнительно оформляют соответствующий документ РМРС и/или РКО. По согласованию с РМРС и/или РКО прокат может поставляться только с документами изготовителя, заверенными РМРС и/или РКО.
На прокат, поставляемый для изготовления объектов, являющихся объектами технического регулирования [2], дополнительно оформляют документ, подтверждающий соответствие требованиям [2].
В документе о качестве указывают:
- идентификационный номер документа о качестве;
- наименование и товарный знак изготовителя;
- ссылку на настоящий стандарт;
- наименование заказчика;
- номер заказа;
- дату выписки документа о качестве;
- номер вагона или другого транспортного средства;
- наименование продукции;
- марку стали;
- способ выплавки (конвертер, мартен, дуговые сталеплавильные печи; (не требуется для полосового, фасонного проката и широкополосного универсального проката шириной 250 мм и менее);
- номер плавки, партии;
- номер единицы проката (при полистной прокатке);
- количество мест;
- номинальные размеры каждой единицы проката, кроме фасонного;
- номер единицы фасонного проката и его длину;
- количество листов;
- фактическую и расчетную массу каждой единицы проката, прокатанного полистно (не требуется для полосового, фасонного проката и широкополосного универсального проката шириной 250 мм и менее);
- расчетную и фактическую массу партии (не требуется для полосового, фасонного проката и широкополосного универсального проката шириной 250 мм и менее указывать расчетную массу партии);
- химический состав по ковшовой пробе, углеродный эквивалент Сэкв, СЕТ и/или коэффициент трещиностойкости при сварке РСГТ) в соответствии с требованиями к марке стали (при поставке заготовок для проката с другого предприятия — по документу о качестве поставщика заготовок);
- состояние поставки (вид термической обработки);
- результаты всех видов испытаний;
- отметку о положительных результатах ультразвукового контроля (не требуется для полосового, фасонного проката и широкополосного универсального проката шириной 250 мм и менее);
- штамп отдела и подпись независящей от производства службы контроля качества изготовителя, а также отметку о заверении РМРС и/или РКО (при приемке проката РМРС и/или РКО, если Свидетельство РМРС и/или РКО не оформляют);
- расчетную (минимальную) температуру материала TD, до которой сталь может быть использована для любых конструктивных элементов без ограничений (для стали с индексом Аге).
9 Дополнительные правила приемки для листового проката из марок стали категории F и из стали всех марок с индексами Z25, Z35, Аге
9.1 От листового проката толщиной до 40,0 мм включительно из стали нормальной и повышенной прочности с индексами Z25 и Z35 отбирают комплект образцов для испытаний на ударный изгиб и ударный изгиб после механического старения от поверхности вдоль направления прокатки от листового проката всех уровней прочности категории F и с индексом Аге, а также стали высокой прочности с индексом Z35 — от поверхности поперек направления прокатки.
9.2 Для листового проката толщиной более 40,0 мм из стали марок нормальной и повышенной прочности с индексами Z25, Z35, отбирают комплект образцов для испытаний на ударный изгиб на расстоянии 1/4 толщины от поверхности (ось образцов должна лежать в плоскости, расположенной на 1/4 толщины и параллельно поверхности) вдоль направления прокатки.
Для листового проката толщиной более 40,0 мм из марок стали всех уровней прочности категории Рис индексом Аге, а также стали высокой прочности с индексом Z35 образцы на ударный изгиб отбирают от поверхности и из середины толщины проката поперек направления прокатки.
Для проката из стали нормальной и повышенной прочности с индексами Z25 и Z35 образцы для испытаний на ударный изгиб после механического старения вырезают от поверхности вдоль направления прокатки, а из марок стали всех уровней прочности категории Рис индексом Аге, а также стали высокой прочности с индексом Z35 — от поверхности поперек направления прокатки.
9.3 Объем испытаний проката из всех марок стали с индексами Z25, Z35, из марок стали категории F, а также из стали с индексом Аге на растяжение в направлении толщины Zz в зависимости от массовой доли серы приведен в таблице 22.
Таблица 22
Массовая доля серы в ковшовой пробе, % | Объем испытаний (пробы отбирают от одного конца проката) |
0,005 < S < 0,008 | Полистно |
S < 0,005 | От одного контрольного листа партии |
9.4 Для принятия решения по вопросу необходимости проведения повторных испытаний для определения величины относительного сужения в направлении толщины Zz на дополнительном комплекте из трех образцов, вырезанных от того же конца проката, что и первый комплект, и признания положительными результатов первичных и повторных испытаний следует руководствоваться данными таблицы 23.
В документ о качестве (сертификат качества) вносят среднее арифметическое значение результатов испытаний.
Таблица 23
Нормируемое значение | Испытания | Переиспытания | |
Удовлетворительный результат | Неудовлетворительный результат. Требуются повторные испытания | Удовлетворительный результат | |
Минимальная требуемая средняя величина относительного сужения Минимально допустимая величина относительного сужения на одном образце | ОтО △ О | О т 1 т т 4 ою сДо о | ооро А ою |
Примечание — В таблице использованы следующие условные обозначения: О — результат для одного образца; Л — среднее значение. | |||
9.5 От листового проката из стали всех марок с индексом Аге отбирают комплект из трех образцов для испытаний на CTOD толщиной, максимально приближенной к полной толщине проката, от одного конца одного листа из партии, на расстоянии 1/4 ширины листа, поперек направления прокатки (надрез располагают по толщине листа, как для образцов на ударный изгиб).
10 Методы контроля и испытаний
10.1 Химический состав стали определяют по ковшовой пробе плавки. Химический анализ стали выполняют по ГОСТ 12344 — ГОСТ 12348, ГОСТ 12350 — ГОСТ 12352, ГОСТ 12354 — ГОСТ 12359, ГОСТ 12361, ГОСТ 12362, ГОСТ 17745, ГОСТ 18895, ГОСТ 22536.0 — ГОСТ 22536.12, ГОСТ 28473, ГОСТ Р 54153, а также по другим методикам измерений, аттестованным в установленном порядке и обеспечивающим точность по указанным стандартам.
10.1.1 Углеродный эквивалент Сэкв, % масс., рассчитывают по формуле
Мп Cr + Mo + V Ni + Си
(1)
(2)
Сэкв = С +---+------------+------
экв 6 5 15
Углеродный эквивалент СЕТ, % масс, рассчитывают по формуле
Мп + Mo Cr + Си Ni
СЕТ = С +------+------+--
10 20 40
где С, Мп, Cr, Mo, V, Ni, Си — фактические массовые доли элементов по ковшовой пробе соответственно углерода, марганца, хрома, молибдена, ванадия, никеля и меди в стали, %.
10.1.2 Коэффициент трещиностойкости Рст, % масс., рассчитывают по формуле
Si Мп + Cr + Си Ni Mo V
Р = С +---+------------+---+---+---= 5В, (3)
ст 30 20 60 15 10
где С, Si, Мп, Сг, Си, Ni, Mo, V — фактические массовые доли элементов по ковшовой пробе, соответственно углерода, кремния, марганца, хрома, меди, никеля, молибдена и ванадия в стали, %.
При расчете Рст массовую долю бора принимают равной 0.
10.2 Для проведения испытаний от каждого контрольного листа, полосы, профиля отбирают образцы по ГОСТ 7564:
- для листового проката — в соответствии с таблицами А.1, А.2, А.З;
- для полосового, фасонного проката и широкополосного универсального проката шириной 250 мм и менее — в соответствии с таблицей Б.1;
- для широкополосного универсального проката шириной более 250 мм:
один образец — для испытания на растяжение,
один образец — испытания на изгиб,
один образец — для определения количества волокнистой составляющей в изломе;
три образца — для испытания на ударный изгиб;
три образца — для испытания на ударный изгиб после механического старения.
10.3 Испытание на растяжение проката уровня прочности до 550 включительно выполняют по ГОСТ 1497:
- для проката толщиной до 40 мм включительно на плоских пропорциональных образцах шириной 25 мм в полной толщине с Iq =5,65^^” (где /0 — начальная расчетная длина образца, мм; Fo — площадь рабочей части образца до испытания, мм2);
- для проката толщиной более 40 мм на плоских пропорциональных образцах шириной 25 мм в полной толщине с Iq = 5, 65^, или на цилиндрических образцах с /0 = 5d0 тип II № 3, III № 3, II № 4, III № 4. При этом ось цилиндрического образца должна быть расположена на расстоянии 1/4 толщины листа от поверхности.
Испытание на растяжение проката уровня прочности 620 и выше выполняют по ГОСТ 1497:
- для проката любой толщины на плоских пропорциональных образцах шириной 25 мм в полной толщине с Iq = 5,65^; (где /0 — начальная расчетная длина образца, мм; Fo — площадь рабочей части образца до испытания, мм2) или на цилиндрических образцах с /0 = 5d0 (где dQ — диаметр рабочей части цилиндрического образца до испытаний, мм) тип III № 6 для листов толщиной от 10 до 25 мм включительно, или тип II, III, IV № 3 для листов толщиной от 26 до 150 мм включительно. При этом для проката толщиной до 40 мм образцы отбирают от поверхности, для проката толщиной более 40 мм ось цилиндрического образца располагают на расстоянии 1/4 толщины листа от поверхности.
Для проката толщиной более 40 мм допускается уменьшение толщины плоского образца за счет обработки одной его стороны, но не более, чем до 1/2 толщины проката. Уменьшение толщины образца должно быть обусловлено мощностью испытательного оборудования.
10.4 Испытание на растяжение в направлении толщины выполняют на образцах согласно ГОСТ 28870, при этом фиксируют только относительное сужение.
10.5 Испытание на ударный изгиб и ударный изгиб после механического старения выполняют на образцах с V-образным надрезом типа 11,12 или 13 по ГОСТ 9454, вырезанных в соответствии с таблицами А.1, А.2, А.З или Б.1.
Испытания на ударный изгиб и ударный изгиб после механического старения для проката толщиной 10,0 мм и более выполняют на образцах типа 11; для проката толщиной от 8,0 до 9,5 мм — на образцах типа 12, а для проката толщиной от 5,0 до 7,5 мм — на образцах типа 13. Испытания на ударный изгиб проката толщиной менее 5,0 мм выполняют по требованию заказчика (KV).
Для образцов, отобранных от поверхности, сохраняют необработанной одну сторону, являющуюся поверхностью проката.
Испытания на ударный изгиб после механического старения проводят по ГОСТ 7268 после деформации заготовки для изготовления образцов растяжением со степенью 5 % и выдержки в течение 1 ч при температуре 250 °C. Испытания проводят при температуре испытания для стали соответствующей марки.
Для листового проката, поставляемого в соответствии с 6.1.6, испытания на ударный изгиб после механического старения проводят на образцах с U-образным надрезом типа 1,2 или 3 по ГОСТ 9454.
10.6 Оценку излома листового проката проводят после разрушения при температуре от 5 °C до 35 °C надрезанных образцов толщиной, равной толщине листа. Размеры проб на излом, глубину и ширину надреза принимают в соответствии с указанными в таблице 24.
Таблица 24 — Размеры проб на излом и глубина надреза
Толщина листа t | Длина образца | Ширина образца | Глубина надреза | Максимальная ширина надреза |
От 10,0 до 14,0 включ. | 290 ± 20 | 60 ±5 | 20 ±2 | 6 |
Св. 14,0 до 32,0 включ. | 360 ± 20 | 90 ±5 | 30 ±2 | 6 |
Св. 32,0 до 60,0 включ. | 450 ± 20 | 120 ±5 | 40 ±2 | 10 |
Св. 60,0 до 80,0 включ. | 540 ± 20 | 150 ±5 | 75 ±2 | 10 |
Св. 80,0 до 100,0 включ. | 600 ± 20 | 150 ±5 | 75 ±2 | 10 |
Св. 100,0 до 150,0 включ. | 6? ±20 | 1,5f ± 5 | 0,75f±2 | 15 |
Примечание — для листов толщиной свыше 100 мм допускается использование размеров для изготовления образцов как для листов толщиной более 80 мм до 100 мм. | ||||
В миллиметрах
Образцы вырезают из проката тепловой резкой или механическим способом. Надрез по толщине листа выполняют механическим способом. Предпочтительным является механический надрез с радиусом 3—4 мм. При отсутствии технической возможности выполнения надреза механическим способом допускается для проката из стали с уровнем прочности 620 и выше выполнять надрез образца способом тепловой резки без контроля ширины надреза.
Разрушение образца проводят при статическом изгибе нагрузкой, прилагаемой со стороны, противоположной надрезу.
При оценке вида излома учитывают наличие кристаллической сыпи — мелких кристаллических блесток, равномерно распределенных на фоне волокнистого излома и участков кристаллической составляющей. Кристаллическую сыпь по всему полю излома приравнивают к 10 % кристаллической составляющей. Определяют в процентах соотношение площади волокнистой (вязкой) составляющей к площади всего излома (толщина проката, умноженная на высоту излома). Площадь участков волокнистой (вязкой) и кристаллической (хрупкой) составляющей определяют любым методом (рекомендуется методика, приведенная в приложении Г ГОСТ 4543—2016).
10.7 Методы и чувствительность ультразвукового контроля сплошности проката — в соответствии с требованиями ГОСТ 22727.
10.8 Контроль размеров проката выполняют измерительным инструментом соответствующей точности.
10.9 Контроль отклонений от плоскостности листов и отклонений формы проката проводят по ГОСТ 26877.
10.10 Контроль качества поверхности и кромок осуществляют визуально без применения увеличительных приборов.
10.11 Испытания на изгиб широких образцов проводят по ГОСТ 14019 и в соответствии с требованиями настоящего стандарта.
Для листового проката толщиной не более 30 мм образцы должны быть шириной, равной или более пяти толщин листов, но не менее 50 мм и не более 150 мм. Для листового проката толщиной более 30 мм ширина образцов — 150 мм.
Длина образца зависит от толщины листа и принимается в соответствии с таблицей 25.
В миллиметрах
Таблица 25 — Длина образца для испытаний на изгиб широких проб
Толщина листа t | Ширина образца | Длина образца |
От 10,0 до 14,0 включ. | Не менее 5 t | 250 ± 20 |
Св. 14,0 до 24,0 включ. | 300 ± 20 | |
Св. 24,0 до 30,0 включ. | 350 ± 20 | |
Св. 30,0 до 150,0 включ. | 150 | 350 ± 20 |
Толщина образца должна быть равна толщине листа. При толщине проката более 32,0 мм образцы допускается подвергать механической обработке с одной стороны до толщины 25,0 мм. При испытании пуансон располагают с обработанной стороны.
10.12 Величину аустенитного зерна стали определяют по ГОСТ 5639 методом окисления или цементации. Для стали высокой прочности допускается метод химического травления.
10.13 Определение параметра трещиностойкости CTOD проводят в соответствии с приложением В. Допускается проведение определение параметра трещиностойкости CTOD в соответствии с [5]. При отсутствии экспериментальных данных по значениям предела текучести и временного сопротивления при температуре испытания используют формулы (В.15) и (В.16), специально разработанные для листового проката, изготавливаемого по настоящему стандарту.
11 Маркировка, упаковка, транспортирование и хранение
11.1 Маркировка, упаковка, транспортирование и хранение всех видов проката — по ГОСТ 7566 со следующими дополнениями.
11.2 На каждый лист при полистной отгрузке клеймением наносят номер листа, а также отметку (или клеймо при наличии на предприятии) службы контроля качества предприятия-изготовителя и клеймо РМРС и/или РКО (для проката, поставляемого под техническим наблюдением РМРС и/или РКО). Несмываемой яркой краской наносят марку стали, номер плавки (партии), номер листа, его размеры.
При отгрузке в пачках листов, полосового и фасонного проката упаковку осуществляют в соответствии с ГОСТ 7566, маркировку наносят на бирку, которую надежно прикрепляют к продукции.
В маркировке проката, поставляемого для изготовления объектов, являющихся объектами технического регулирования в соответствии с [2], дополнительно указывают данные, предусмотренные в [2].
При обозначении в документе о качестве (сертификате качества) и маркировке проката из стали с индексом Аге сразу за маркой стали указывают температуру TD без знака минус, например F420Arc40.
11.3 При складском хранении фасонный, полосовой и широкополосный универсальный прокат шириной 250 мм и менее должны быть расположены на прокладках, находящихся на расстоянии не более, чем 2 м друг от друга.
Приложение А (обязательное)
Объем испытаний листового проката
А.1 Объем испытаний листового проката из стали нормальной, повышенной и высокой прочности представлен в таблице А.1.
Таблица А.1 — Объем испытаний листового проката из стали нормальной, повышенной и высокой прочности
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
А | До 50,0 включ. | 1 (любое ) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Св. 50,0 до 150,0 включ. | 1 (N, CR, ТМ) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 | |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
В | До 50,0 включ. | 1 (любое) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 включ.— от поверхности, при (более 40,0 мм — от % толщины | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Изгиб при (от 16,0 мм и более (7.1.3.7, 8.11.4, 10.11) | Поперек | 1 | |||
От 50,0 до 150,0 включ. | 1 (N, CR, ТМ) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
1(N) 2 (ТМ, CR)1) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль !4 толщины | 3 | ||
1 (N, CR, ТМ) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
BZ25 BZ35 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1,10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1,10.5) | Вдоль от поверхности | 3 | |||
Св.12,5 до 100,0 включ. | 1 (N) 2 (CR, ТМ)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При t до 40,0 включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.2, 10.5) | Вдоль от поверхности | 3 | |||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
1(N) 2 (CR, ТМ)11 или каждый лист (N, CR, ТМ)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
D | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.10.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 3 | |||
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
D | Св. 12,5 до 150,0 включ. | 1(N), 2(CR, ТМ, QT)1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
1(N), 2(CR, ТМ)1) каждый лист (QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1Л толщины | 3 | ||
1(N), 2(CR, TM, QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
DZ25, DZ35 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.10.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 3 | |||
Св. 12,5 до 100,0 включ. | 2 (N,CR,TM,QT)1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 | |
2 (N,CR,TM)1) каждый лист (QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при (более 40,0 мм — от !4 толщины | 3 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
DZ25, DZ35 | Св. 12,5 до 100,0 включ. | 2 (N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Вдоль от поверхности | 3 |
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2 (N,CR,TM,QT)1) или каждый лист (N, CR, ТМ, QT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
Е | До 150,0 включ. | 2 (N, CR, ТМ, QT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
каждый лист (N, CR, ТМ, QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | ||
2 (N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
EZ25, EZ35 | До 100,0 включ. | 2 (N,CR,TM,QT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
2 (N,CR,TM)1) каждый лист (QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при (более 40,0 мм — от % толщины | 3 | ||
2 (N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Вдоль от поверхности | 3 | ||
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
EZ25, EZ35 | До 100,0 включ. | 2 (N,CR,TM,QT)1) или каждый лист (N,CR,TM,QT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |
2(N,CR,TM,QT)1) | Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | ||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
A27S | До 50,0 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Св.50,0 до 100,0 включ. | 1(N,CR,TM,QT)1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 | |
1(N,CR,TM)1) каждый лист (QT) | Ударный изгиб (7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль Уа толщины | 3 | ||
1(N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
А32 А36 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Св. 12,5 до 150,0 включ. | 1 (N) 2 (CR, ТМ, QT, QdT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
1 (N) 2 (CR, ТМ,)1) каждый лист (QT, QdT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | ||
1 (N) 2 (CR, ТМ, QT, QdT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
АДО | До12,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
А40 | Св. 12,5 до 150,0 включ. | 1 (N), 2 (ТМ, QT, QdT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
1 (N), 2(CR,TM)1), каждый лист (QT, QdT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | ||
1 (N), 2 (CR,TM, QT, QdT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
D27S | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Св. 12,5 до 100,0 включ. | 1 (N), 2 (CR, TM, QT)1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 | |
1 (N), 2 (CR, TM, QT)1) каждый лист (QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
D27S | Св. 12,5 до 100,0 включ. | 1 (N), 2 (CR, ТМ, QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 |
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
D32 D36 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Св. 12,5 до 150,0 включ. | 1 (N), 2 (CR, ТМ, QT, QdT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
1 (N), 2 (CR, ТМ, QT, QdT)1) каждый лист (QT, QdT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | ||
1 (N), 2 (CR, TM, QT, QdT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
D40 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Св. 12,5 до 150,0 включ. | 1 (N), 2 (CR, ТМ, QT, QdT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
1 (N), 2 (CR, ТМ)Ч каждый лист (QT, QdT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | ||
1 (N), 2 (CR, ТМ, QT, QdT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
E27S | до 100,0 включ. | 2 (N,CR,TM,QT)1> | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
каждый лист (N,CR,TM,QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при (более 40,0 мм — от !4 толщины | 3 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
E27S | до 100,0 включ. | 2 (N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 |
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
каждый лист (N,CR,TM,QT) | Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | ||
Е32 Е36 | до 100,0 включ. | 2 (N,CR,TM,QT, QaT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
каждый лист (N,CR,TM,QT, QdT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | ||
2 (N,CR,TM,QT, аат)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
каждый лист (N,CR,TM,QT, QdT) | Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | ||
Е40 | до 100,0 включ. | 2 (N,CR,TM,QT, °dT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
каждый лист (N,CR,TM,QT, QJ) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при (более 40,0 мм — от % толщины | 3 |
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
Е40 | до 100,0 включ. | 2(N,CR,TM,QT, QJ)1’ | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 |
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
каждый лист (N,CR,TM,QT, QdT) | Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | ||
A40S | До 7,5 включ. | 1 (любое) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Св. 7,5 до 50,0 включ. | 2 (N, CR, ТМ, QT)1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 | |
2 (N, CR, TM, QT)1) каждый лист (QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1Л толщины | 3 | ||
2 (N, CR, TM, QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
D40S | До 7,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Св. 7,5 до 50,0 включ. | 2 (N, CR, ТМ, QT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
2 (N, CR, ТМ, QT)1) каждый лист (QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | ||
2 (N, CR, ТМ, QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
E40S | До 7,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | |||
Св. 7,5 до 50,0 включ. | 2 (N.CR.TM, QT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
каждый лист (N, CR, ТМ, QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при (более 40,0 мм — от % толщины | 3 |
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
E40S | Св. 7,5 до 50,0 включ. | 2(N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 |
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
A27SZ25 A27SZ35 D27SZ25 D27SZ35 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Св. 12,5 до 70,0 включ. | 2(N,TM,CR,QT)1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 | |
2(N,TM,CR)1) каждый лист (QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | ||
2(N,TM,CR,QT) 1> | Ударный изгиб после механического старения (7.2.2.3, 7.3.2.5, 8.16, 8.11.2, 9.1, 9.2, 10.4) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
A27SZ25 A27SZ35 D27SZ25 D27SZ35 | Св. 12,5 до 70,0 включ. | 2 (N.TM.CR, QT)1) или каждый лист (N, ТМ, CR, QT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |
E27Z25 E27Z35 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.10.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Св. 12,5 до 70,0 включ. | 2(N,CR,TM,QT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
каждый лист (N, CR, ТМ, QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | ||
2(N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1,9.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2(N,CR,TM,QT)1) или каждый лист (N,CR,TM,QT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
A32Z25 A32Z35 D32Z25 D32Z35 D36Z25 D36Z35 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Св.12,5 до 100,0 включ. | 2(N,CR,TM,QT, QdT)1’ | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
2(N,CR, ТМ)1\ каждый лист (QT, QdT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | ||
2(N,CR,TM,QT, QdT)” | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1,9.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2(N,CR,TM,QT, QdT)1) или каждый лист (N,CR,TM,QT, QdT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
A40Z25 A40Z35 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
A40Z25 A40Z35 | До 12,5 включ. | 1 (любое) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 |
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Св. 12,5 до 100,0 включ. | 2(N,CR,TM,QT, QdT)1’ | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
2(N,CR,TM) Ч каждый лист (QT, QdT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1,9.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | ||
2(N,CR,TM,QT, QdT)1’ | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2(N,CR,TM,QT, QdT)1) или каждый лист (N,CR, ТМ, QT, QdT)2’ | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
D40Z25 D40Z35 | До 12,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.10.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 10.5) | Поперек от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
D40Z25 D40Z35 | До 12,5 включ. | 1 (любое) | Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
Св. 12,5 до 100,0 включ. | 2(N,CR,TM,QT, QdT)1’ | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
2(N,CR, ТМ)1\ каждый лист (QT, QdT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | ||
2(N,CR,TM,QT, QdT)” | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2(N,CR,TM,QT, QdT)1’ или каждый лист (N,CR,TM,QT, QdT)2’ | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
E32Z25 E32Z35 | До 100,0 включ. | 2(N,CR,TM,QT, QdT)1’ | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
каждый лист (N, CR, TM, QT, QJ) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при (более 40,0 мм — от !4 толщины | 3 | ||
2(N,CR,TM,QT, QdT)1’ | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
каждый лист (N, CR, TM, QT, QdT) | Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | ||
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
E32Z25 E32Z35 | До 100,0 включ. | 2(N,CR,TM,QT, QdT)1) или каждый лист (N,CR,TM,QT, QdT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |
E36Z25 E36Z35 | До 100,0 включ. | каждый лист (N, CR, ТМ, QT, QdT) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
2(N,CR,TM, QT, QdT)1’ | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1,9.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
каждый лист (N, CR, TM, QT, QJ) | Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | ||
2 (N,CR,TM,QT, QdT)1) или каждый лист (N,CR,TM,QT, QdT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
E40Z25 E40Z35 | До 100,0 включ. | каждый лист (N, CR, TM, QT, QdT) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Вдоль от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
E40Z25 E40Z35 | До 100,0 включ. | каждый лист (N, CR, ТМ, QT, QJ) | Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
2 (N,CR,TM,QT, QdT)1> или каждый лист (N,CR,TM,QT, QdT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
A40SZ25 A40SZ35 | До 7,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Св. 7,5 до 50,0 включ. | 2 (N,CR,TM,QT)1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 | |
2(N,CR,TM)1) каждый лист (QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | ||
2(N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2 (N,CR,TM,QT)1) или каждый лист (N,CR,TM,QT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
D40SZ25 D40SZ35 | До 7,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Св. 7,5 до 50,0 включ. | 2 (N,CR,TM,QT)1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 | |
2(N,CR,TM,QT)1) каждый лист (QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При t до 40,0 включ.— от поверхности, при t более 40,0 мм — от % толщины | 3 | ||
2(N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1,9.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2(N,CR,TM,QT)1) или каждый лист (N,CR,TM,QT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
E40SZ25 E40SZ35 | До 7,5 включ. | 1 (любое) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 10.5) | Вдоль от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1,10.5) | Вдоль от поверхности | 3 | |||
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
E40SZ25 E40SZ35 | Св. 7,5 до 50,0 включ. | 2 (N,CR,TM,QT)1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
каждый лист (N, CR, ТМ, QT) | Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.1, 9.2, 10.5) | Вдоль При (до 40,0 включ. — от поверхности, при (более 40,0 мм — от !4 толщины | 3 | ||
2 (N,CR,TM,QT)1) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2 (N,CR,TM,QT)1) или каждый лист (N,CR,TM,QT)2) | Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | |||
А420 D420 Е420 А460 D460 Е460 А500 D500 Е500 А550 D550 Е550 | До 100,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3); при (20,0 мм и менее допустимо (7.1.3.2) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Поперек при (до 40,0 мм включ. — от поверхности, при (более 40,0 мм — ОТ 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
A420Z35 D420Z35 E420Z35 A460Z35 D460Z35 E460Z35 A500Z35 D500Z35 E500Z35 A550Z35 D550Z35 E550Z35 | До 100,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3); при 120,0 мм и менее допустимо (7.1.3.2) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.2, 10.5) | Поперек при (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | ||||
А620 D620 Е620 А690 D690 Е690 | До 70,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3); при 120,0 мм и менее допустимо (7.1.3.2) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Поперек при (до 40,0 мм включ. — от поверхности, при (более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
А620 D620 Е620 А690 D690 Е690 | До 70,0 включ. | каждый лист | Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
A620S D620S E620S | До 70,0 включ. | каждый лист | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Поперек при (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
A690S D690S E690S | До 150,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Поперек при (до 40,0 мм включ. — от поверхности, при (более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
А750 D750 Е750 | До 40,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Поперек от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
А890 D890 Е890 А960 D960 Е960 | До 40,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Поперек от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
A620Z35 D620Z35 E690Z35 A690Z35 D690Z35 E690Z35 | До 70,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.2, 10.5) | Поперек при (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 |
Продолжение таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
A620Z35 D620Z35 E690Z35 A690Z35 D690Z35 E690Z35 | До 70,0 включ. | каждый лист | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.2, 10.5) | Поперек от поверхности | 3 |
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | ||||
A620SZ35 D620SZ35 E620SZ35 | До 70,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.2, 10.5) | Поперек при (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от Уг толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | ||||
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
A690SZ35 D690SZ35 E690SZ35 | До 150,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.2, 10.5) | Поперек при (до 40,0 мм включ. — от поверхности, при t более 40,0 мм — ОТ 1/г ТОЛЩИНЫ И ПО-верхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | ||||
A750Z35 D750Z35 E750Z35 | До 40,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | ||||
Окончание таблицы А. 1
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии (состояние поставки) | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
A890Z35 D890Z35 E890Z35 A960Z35 D960Z35 E960Z35 | До 40,0 включ. | каждый лист | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1, 7.1.3.3, 7.1.3.4, 8.11.2, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2. 6, 7.1.3.6, 8.9, 8.11.2, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.1.3.5, 9.3, 9.4, 10.4) | 3 | ||||
При массе партии не более 25 т проведение указанных испытаний допускается на одном листе.
Примечание — Для рулонного проката виды испытаний — как для листового проката толщиной до 12,5 мм включительно. Если РМРС допущена поставка в горячекатаном состоянии AR (ГК), один комплект образцов для испытания на ударный изгиб должен испытываться для каждых полных или неполных 25 т. | |||||
А.2 Объем испытаний листового проката из стали нормальной, повышенной и высокой прочности для конструкций, работающих при низких температурах представлен в таблице А.2.
Таблица А.2 — Объем испытаний листового проката из стали нормальной, повышенной и высокой прочности для конструкций, работающих при низких температурах
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
F | До 70,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1, 9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2 | Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | |||
F32 | До 70,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1, 9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Продолжение таблицы А.2
Марка стали | Толщина проката Г, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
F32 | До 70,0 включ. | 2 | Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | |
F36 F36S | До 70,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1,9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2 | Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | |||
F40 F40S | До 70,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1,9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1Л толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
2 | Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | |||
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
F420 F460 | до 70,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1, 9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
F500 F550 | до 80,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1, 9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
Продолжение таблицы А.2
Марка стали | Толщина проката Г, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
F620 F690 | до 50,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1,9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
F620S | до 70,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1,9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
F690S | до 100,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1, 9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб при 110,0 мм и более (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
А32Агс D32Arc Е32Агс F32Arc АЗбАгс D36Arc ЕЗбАгс ЕЗбАгс F36SArc А40Агс D40Arc Е40Агс F40Arc F40SArc | до 50,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1, 9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
1 | Испытание на CTOD при 116,0 мм и более (7.2.3.10, 8.11.3, 9.5, 10.13) | 3 | |||
Продолжение таблицы А.2
Марка стали | Толщина проката f, MM | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
А420АГС D420Arc Е420Агс F420Arc А460Агс D460Arc E460Arc F460Arc | до 50,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1,9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
1 | Испытание на CTOD при 116,0 мм и более (7.2.3.10, 8.11.3, 9.5, 10.13) | 3 | |||
A500Arc D500Arc E500Arc F500Arc A550Arc D550Arc E550Arc F550Arc | до 70,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1,9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
1 | Испытание на CTOD при 116,0 мм и более (7.2.3.10, 8.11.3, 9.5, 10.13) | 3 | |||
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
А620Агс D620Arc Е620Агс F620Arc АбЭОАгс D690Arc ЕбЭОАгс F690Arc | до 50,0 включ. | каждый лист | Растяжение (7.2.3, 8.10.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от 1/2 толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
1 | Испытание на CTOD при 116,0 мм и более (7.2.3.10, 8.11.3, 9.5, 10.13) | 3 | |||
A620SArc D620SArc E620SArc F620SArc | до 70,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1, 9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
1 | Испытание на CTOD при 116,0 мм и более (7.2.3.10, 8.11.3, 9.5, 10.13) | 3 | |||
Окончание таблицы А.2
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
A690SArc D690SArc E690SArc F690SArc | до 70,0 включ. | каждый лист | Растяжение (7.2.3, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.2.3.4, 7.2.3.5, 7.2.3.6, 8.11.2, 9.1,9.2, 10.5) | Поперек при t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от толщины и поверхности | 3 | |||
Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 9.1, 9.2, 10.5) | Поперек от поверхности | 3 | |||
Изгиб (7.2.3.8, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом (7.2.3.4, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
Растяжение в направлении толщины при 120,0 мм и более (7.2.3.9, 9.3, 9.4, 10.4) | 3 | ||||
1 | Испытание на CTOD при 116,0 мм и более (7.2.3.10, 8.11.3, 9.5, 10.13) | 3 | |||
Примечание — Для рулонного проката виды испытаний — как для листового проката толщиной до 12,5 мм включительно.
А.З Объем испытаний листового проката из стали нормальной и повышенной прочности, поставляемого в соответствии с 6.1.6, представлен в таблице А.З.
Таблица А.З — Объем испытаний листового проката из стали нормальной и повышенной прочности (6.1.6)
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
А | До 150,0 включ. | з1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | |||
В | До 150,0 включ. | з1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
В | До 150,0 включ. | з1) | Изгиб при t от 16,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 |
12) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
D | До 150,0 включ. | з1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1,8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
12) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Е | До 150,0 включ. | каждый лист | Растяжение (7.1.3.1, 8.10.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1,8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
22) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль | 3 |
Продолжение таблицы А.З
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
A27S | До 100,0 включ. | з1) | Растяжение (7.1.3.1,8.10.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
1 | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.10.4, 10.11) | Поперек | 1 | |||
А32 А36 | До 150,0 включ. | з1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от !4 толщины | 3 | |||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
1 (N) 2 (CR, ТМ, QT, QdT)2) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.10.2, 10.5) | Вдоль от поверхности | 3 | ||
А40 | До 150,0 включ. | з1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
А40 | До 150,0 включ. | 3 (N, CR,TM)1\ каждый лист (QT, QdT) | Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 м включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 |
1 (N) 2 (CR, ТМ, QT, QdT)2) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
D27S | До 100,0 включ. | з1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1,8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
1 (N), 2 (CR, TM, QT) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
D32 D36 | До 150,0 включ. | з1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
1 (N), 2 (CR, TM, QT, QdT) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 |
Продолжение таблицы А.З
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
D40 | До 150,0 включ. | з1) | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
3 (N, CR,TM)1\ каждый лист (QT, QdT) | Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | ||
1 (N) 2 (CR, ТМ, QT, QdT)2) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
E27S Е32 Е36 | до 100,0 включ. | каждый лист | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от толщины | 3 | |||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
22) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
Е40 | до 100,0 включ. | каждый лист | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 |
Марка стали | Толщина проката t, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
Е40 | до 100,0 включ. | каждый лист | Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 |
Излом при 110,0 мм и более (7.1.3.1,8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
22) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
A40S | До 50,0 включ. | з1) | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
Изгиб при 116,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
12) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
D40S | До 50,0 включ. | 31> | Растяжение (7.1.3.1, 8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При t до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1,8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 |
Окончание таблицы А.З
Марка стали | Толщина проката Г, мм | Количество листов, отбираемых от партии | Вид испытаний | Направление вырезки образцов | Количество образцов от проката |
D40S | До 50,0 включ. | 22) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 |
E40S | До 50,0 включ. | каждый лист | Растяжение (7.1.3.1,8.11.1, 10.3) | Поперек | 1 |
Ударный изгиб (7.1.3.1,7.1.3.3, 7.1.3.4, 8.11.2, 10.5) | Вдоль При / до 40,0 мм включ. — от поверхности, при t более 40,0 мм — от % толщины | 3 | |||
Изгиб при 110,0 мм и более (7.1.3.7, 8.5, 8.11.4, 10.11) | Поперек | 1 | |||
Излом при 110,0 мм и более (7.1.3.1, 8.5, 8.6, 8.11.4, 10.6) | Поперек | 1 | |||
22) | Ударный изгиб после механического старения (7.1.2.6, 7.1.3.6, 8.9, 8.11.2, 10.5) | Вдоль от поверхности | 3 | ||
При массе партии не более 30 т проведение указанных испытаний допускается на двух листах.
Примечание — Для рулонного проката виды испытаний — как для листового проката толщиной до 12,5 мм включительно. | |||||
Приложение Б (обязательное)
Объем испытаний полосового, широкополосного универсального и фасонного проката
Объем испытаний полосового, широкополосного универсального (6.2.1) и фасонного (6.2.2) проката приведен в таблице Б.1
Таблица Б.1 — Объем испытаний полосового, широкополосного универсального и фасонного проката
Марка стали | Состояние поставки | Вид испытаний. Количество шт. проката, отбираемых от партии | Направление и место вырезки образцов | Количество образцов от одной шт. проката |
А | любое | Растяжение 50 т — 1 | Вдоль (для полособульба из стенки) | 1 |
В A27S | любое | Растяжение 50 т — 1 | 1 | |
Ударный изгиб 25 т — 1 | 3 | |||
Ударный изгиб после механического старения 50 т—1 | 3 | |||
D | CR CRT N | Растяжение 50 т — 1 | 1 | |
Ударный изгиб 25 т — 1 | 3 | |||
Ударный изгиб после механического старения 50 т — 1 | 3 | |||
Е | CR CRT | Растяжение 15т— 1 | 1 | |
Ударный изгиб 15т— 1 | 3 | |||
Ударный изгиб после механического старения 15т— 1 | 3 | |||
N | Растяжение 25 т — 1 | 1 | ||
Ударный изгиб 25 т — 1 | 3 | |||
Ударный изгиб после механического старения 25 т — 1 | 3 | |||
А32 А36 А40 D32 D36 D40 Е32 Е36 Е40 D27S E27S | CR CRT N | Растяжение 50 т — 1 | 1 | |
Ударный изгиб 25 т — 1 | 3 | |||
Ударный изгиб после механического старения 50 т — 1 | 3 |
Окончание таблицы Б. 1
Марка стали | Состояние поставки | Вид испытаний. Количество шт. проката, отбираемых от партии | Направление и место вырезки образцов | Количество образцов от одной шт. проката |
A40S D40S E40S | CR CRT | Растяжение Ют— 1 | Вдоль (для полособульба из стенки) | 1 |
Ударный изгиб Ют— 1 | 3 | |||
Ударный изгиб после механического старения Ют— 1 | 3 | |||
N QT | Растяжение 25 т — 1 | 1 | ||
Ударный изгиб 25 т — 1 | 3 | |||
Ударный изгиб после механического старения 25 т — 1 | 3 |
Приложение В (обязательное)
Определение параметра трещиностойкости CTOD. Метод испытания для определения CTOD
CTOD — значение критического раскрытия в вершине трещины 5 (смещение поверхностей трещины, перпендикулярное к плоскости начальной трещины у ее вершины), соответствующее критическому событию при нагружении образца — достижению плато максимальных нагрузок без срывов на диаграмме (тип М), моменту начала быстрого (нестабильного) разрушения после стабильного подроста трещины менее 0,2 мм (тип С) или большего подроста (тип U), либо вязкому разрушению без протяженного плато максимальных нагрузок, при этом максимальной нагрузке соответствует незначительный стабильный подрост трещины (тип W). К критическим событиям типа С или U могут быть отнесены срывы на диаграмме деформирования, сопровождаемые дальнейшим ростом нагрузки и раскрытия берегов надреза, в том числе связанные с расщеплением металла при испытании.
В.1 Образцы для испытаний
Все образцы изготавливают из материала, годного по механическим свойствам.
Применяют образцы одного из трех типов:
- прямоугольного сечения на трехточечный изгиб (рисунок В.1),
- на внецентренное растяжение с прямым надрезом (рисунок В.2),
- на внецентренное растяжение со ступенчатым надрезом (рисунок В.З).
Типоразмер образца выбирают максимально возможным для данной толщины проката S. Толщина образца t должна составлять не менее 0,8 S. Соотношения размеров и основные предельные отклонения, а также применимость различных исполнений образцов различных толщин приведены в таблице В.1.
Для проката толщиной свыше 80 мм допускается применение образцов толщиной t менее 0,8 S, но не менее 0,5 S. В этом случае температура испытания должна быть понижена на величину 17 ln(s/t) °C.
Установочные размеры датчиков раскрытия трещины и диаметр отверстия под преобразователь термоэлектрический изменяют в зависимости от типов применяемых средств измерений.

а) образец на трехточечный изгиб
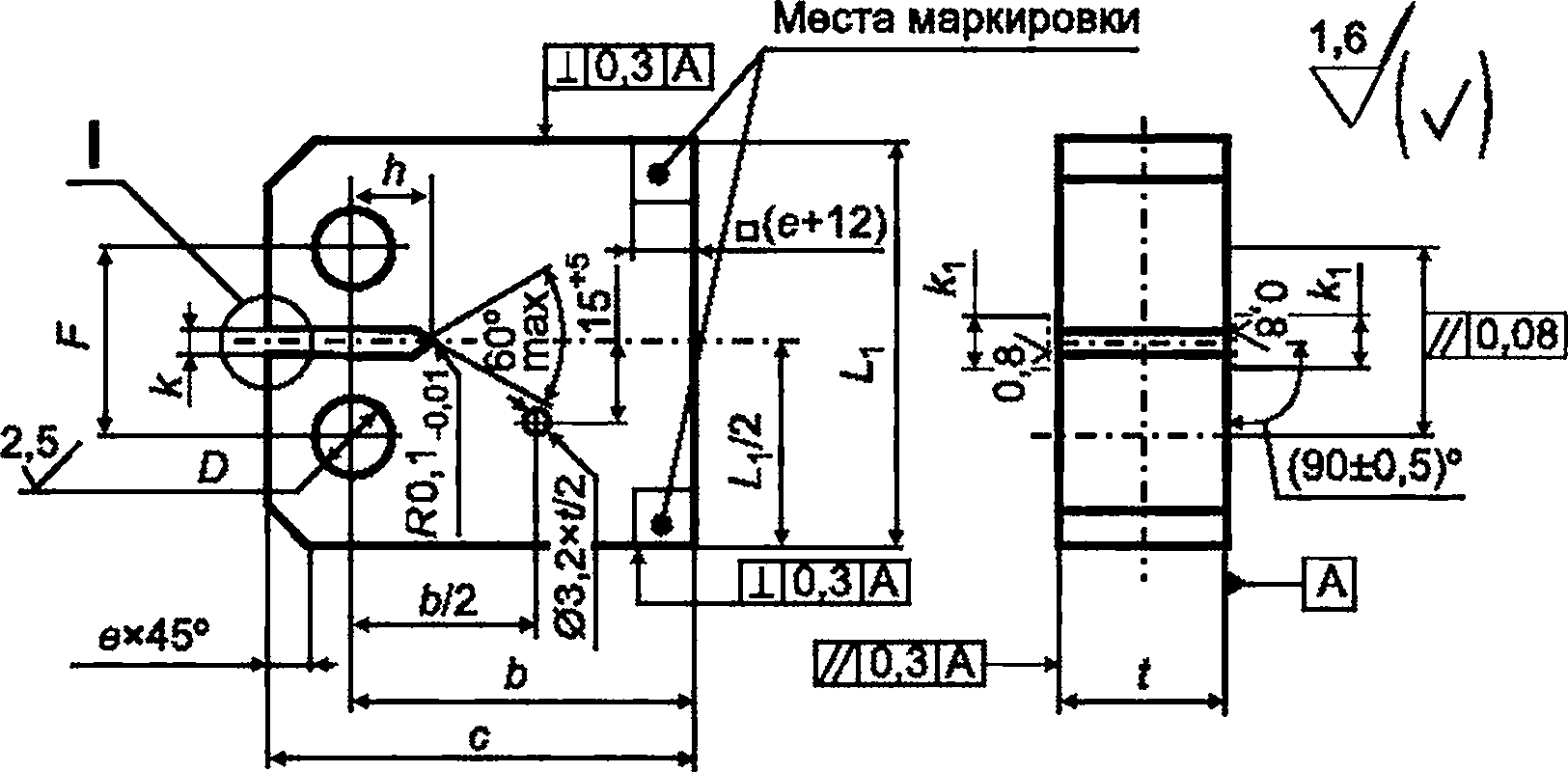
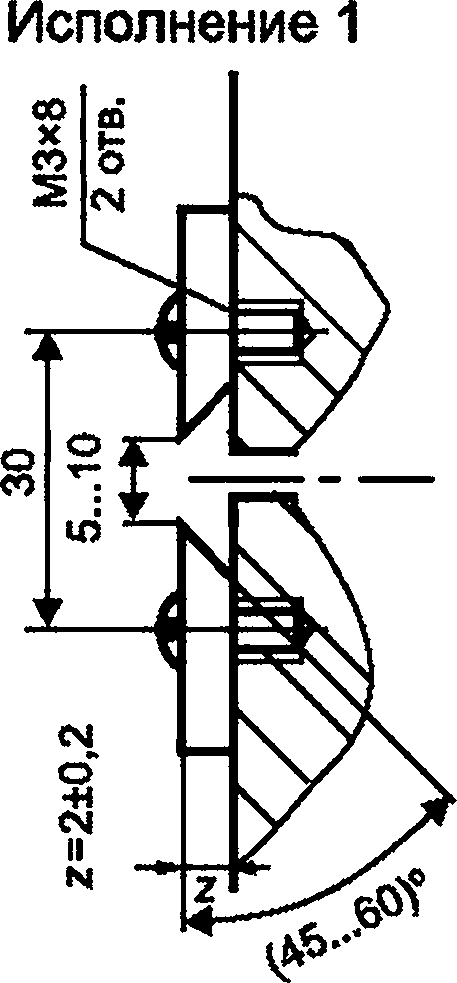
Исполнение 2

б) образец на внецентренное растяжение с прямым надрезом

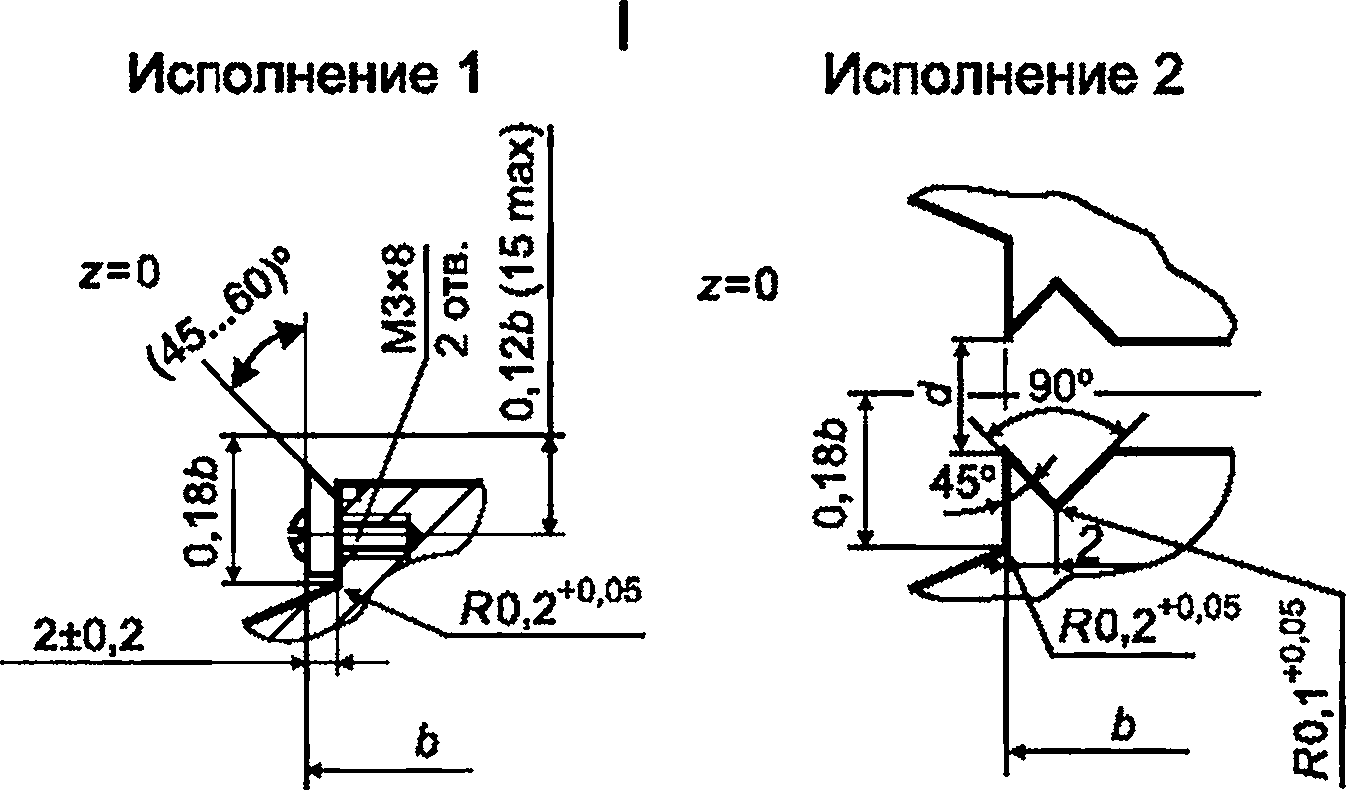
в) образец на внецентренное растяжение со ступенчатым надрезом
Рисунок В.1 — Эскизы образцов
Таблица В.1
Наименование показателя | Тип образца | ||
на трехточечный изгиб | на внецентренное растяжение с прямым надрезом | на внецентренное растяжение со ступенчатым надрезом | |
Толщина t, мм (исполнение 1) | любая | >20,0 | >25,0 |
Толщина t, мм (исполнение 2) | >25,0 | >25,0 | >25,0 |
Предельные отклонения на толщину t, мм | ± 0,05/ | ±0,01/ | ±0,01/ |
Высота Ь, мм | 2t | 2t | 2/ |
Предельные отклонения на высоту Ь, мм | ± 0,005b | ± 0,005b | ± 0,005b |
Полная высота с, мм | — | 1,25b | 1,25b |
Предельные отклонения на полную высоту с, мм | — | ± 0,01b | ± 0,01b |
Длина Lv мм | max (4b + 20; 4,5b) | 1,20b | 1,20b |
Предельные отклонения на длину Ц, мм | +10 | ± 0,01b | ± 0,01b |
Глубина надреза h, мм | 0,45b-2,5 | 0,45b-2,5 | 0,45b-2,5 |
Окончание таблицы В. 1
Наименование показателя | Тип образца | ||
на трехточечный изгиб | на внецентренное растяжение с прямым надрезом | на внецентренное растяжение со ступенчатым надрезом | |
Предельные отклонения на глубину надреза 6, мм | ±0,5 | ±0,5 | ±0,5 |
Допускаемая ширина надреза к, мм | от 0,2 до (0,046 + 0,5) | от 0,2 до (0,046 + 0,5) | от 0,2 до (0,046 + 0,5) |
Минимальная ширина зоны полировки kv мм | 0,16+10 | 0,16 + 10 | 0,1Ь + 10 |
Расстояние между опорами датчика d, мм (исполнение 2) | min (0,16; 10) | min (0,16;10) | min (0,16;10) |
Диаметр отверстия D, мм | — | 0,256 | 0,256 |
Предельные отклонения на диаметр отверстия, мм | — | +0,0016 | +0,0016 |
Расстояние между центрами отверстий F, мм | — | 0,556 | 0,706 |
Максимальный размер фаски е, мм (факультативно) | — | 0,076 | 0,076 |
Возвышение ножей для крепления датчика над поверхностью образца z, мм | 2 ± 0,2 (исполнение 1) 0 (исполнение 2) | 2 ±0,2 (исполнение 1) 0 (исполнение 2) | 0 |
В.2 Средства и методы измерений
В.2.1 Для выращивания усталостной трещины используют сервогидравлические или вибрационные машины, обеспечивающие нагружение с частотой от 10 до 100 Гц, в состав которых входит измерительная система для измерения приложенной нагрузки и раскрытия берегов надреза. Для проведения испытания применяют электромеханические или сервогидравлические машины, обеспечивающие перемещение с заданной скоростью, соответствующей скорости роста коэффициента интенсивности напряжений К в пределах от 0,5 до 1,5 МПа м1/2/с на упругом участке деформирования. Платы аналого-цифрового преобразования должны иметь разрядность не менее 16 и частоту опроса не менее 30 Гц.
В.2.2 Выбор требуемой мощности (максимальной нагрузки Р) испытательной машины рассчитывают по формулам:
- при испытании образцов на трехточечный изгиб
р > 0 fQ0,2max
(В.1)
(В.2)
L
- при испытании образцов на внецентренное растяжение (обоих типов)
Р > 0,65^ fCT°’2max -
21 + b
где / — длина надреза с выращенной усталостной трещиной, определяемая до испытания как среднее значение результатов измерений на противоположных поверхностях образца либо по упругой податливости;
L — пролет между опорами для образцов на трехточечный изгиб (L = 46 ± 2 мм), ао 2тах — максимальное значение условного предела текучести испытываемого материала в диапазоне температур испытания.
Машина для выращивания усталостных трещин может иметь меньшую мощность, достаточную для выполнения требований В.З.
В.2.3 Погрешность измерения нагрузки при выращивании трещины — не более ± 2,5 %, при испытании — не более ±1 %.
В.2.4 Раскрытие берегов надреза измеряют с помощью датчиков с базой около 10 мм, с диапазоном измерения от ± 1 до ± 5 мм, выбираемых в зависимости от размеров и исполнения образца. Датчик должен проходить калибровку перед каждой серией измерений идентичных образцов. Калибровку при комнатной температуре считают достаточной, если при фиксированном положении ножевых опор различие показаний датчика при комнатной температуре и заданной температуре испытаний не превосходит 1 %. При калибровке погрешность датчика не должна превышать ± 0,001 мм в диапазоне перемещений от 0 до ± 0,3 мм и ± 0,01 мм за его пределами. Допускается использование калибровочных таблиц, если эта функция включена в программное обеспечение испытаний.
В.2.5 Измерение температуры проводят с помощью эталонного измерительного канала, имеющего абсолютную погрешность не более ± 1,5 °C. Допускается применение иных измерительных каналов при условии их ежемесячной градуировки по эталонному каналу в диапазоне температур испытания. Преобразователь термоэлектрический вставляют в отверстие в образце до упора с применением теплопроводящей пасты.
В.2.6 Измерение линейных геометрических размеров образца проводят штангенциркулями по ГОСТ 166 и микрометрами по ГОСТ 6507 с погрешностью не более ± 0,03 мм, угловых размеров образца — угломерами по ГОСТ 5378 с погрешностью не более ± 10'. Измерение установочных размеров проводят линейками металлическими по ГОСТ 427 с погрешностью не более ± 0,5 мм.
В.З Оснастка для испытаний
В.3.1 Оснастка для испытаний должна соответствовать требованиям ГОСТ 25.506 с учетом требований В.3.2, В.3.3, В.3.4.
В.3.2 Оснастка для испытаний на трехточечный изгиб должна обеспечивать возможность вращения и малого независимого перемещения опорных роликов с целью поддержания непрерывного контакта качения в течение всего испытания. Диаметр роликов должен составлять от Ы2 до Ь. Эскиз рекомендуемой конструкции показан на рисунке В.2.
В.3.3 Приспособления для нагружения компактных образцов (серьги и цилиндрические пальцы) должны допускать выравнивание образца при нагружении, что достигается наличием зазоров между образцом и внутренними поверхностями серег, и обеспечивать отсутствие заклинивания цилиндрических пальцев при пластическом деформировании образца. Эскиз рекомендуемой конструкции серьги показан на рисунке В.З.
В.3.4 Испытания при температурах, отличных от комнатной, проводят в криокамере, обеспечивающей полное выравнивание температуры в образце и поддержание ее постоянной в процессе испытания, или в ванне с охлаждающей жидкостью.
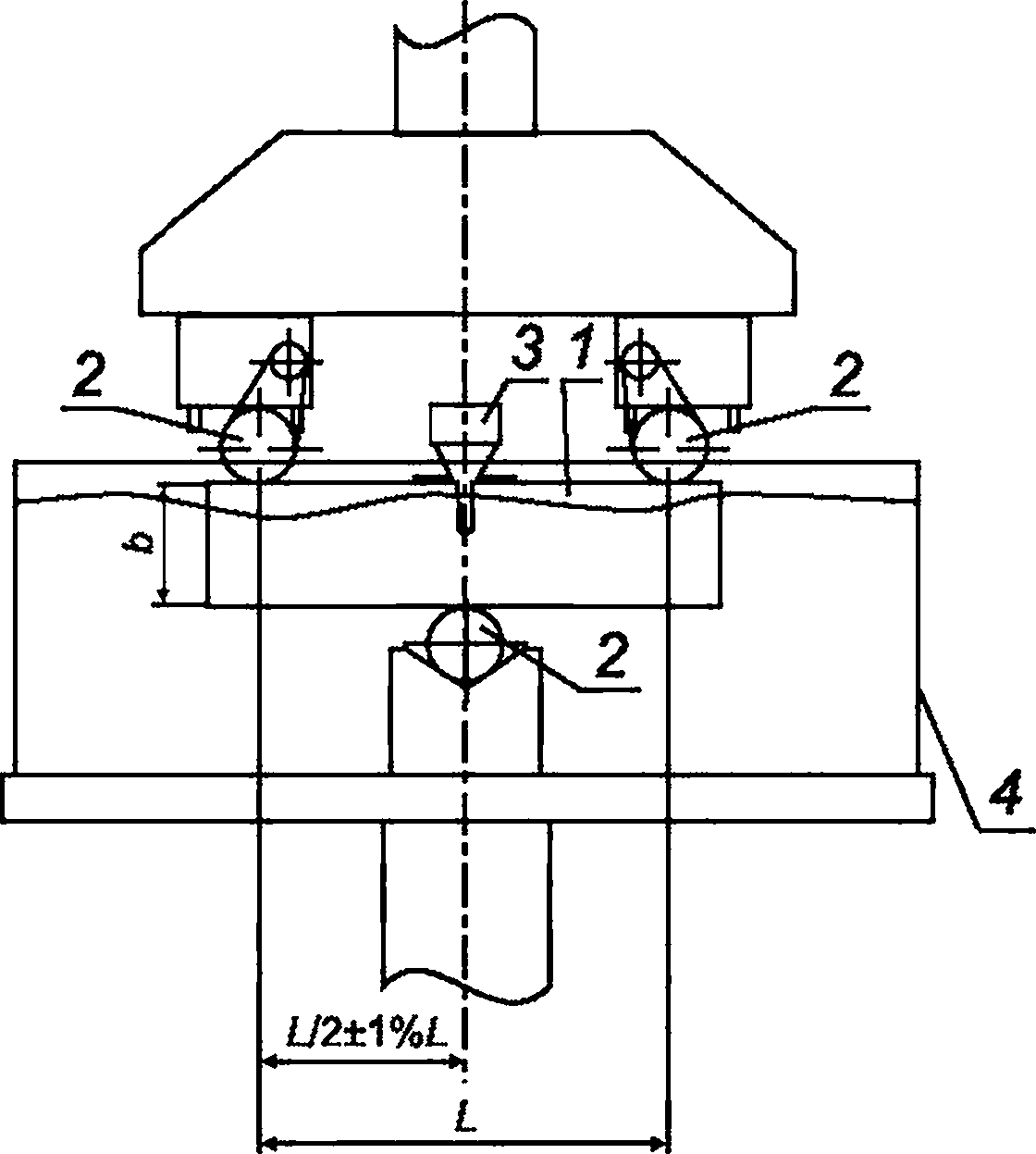
1 — образец; 2 — ролики; 3 — датчик раскрытия трещины; 4 — жидкостная ванна Рисунок В.2 — Рекомендуемая конструкция оснастки для испытания образцов на трехточечный изгиб
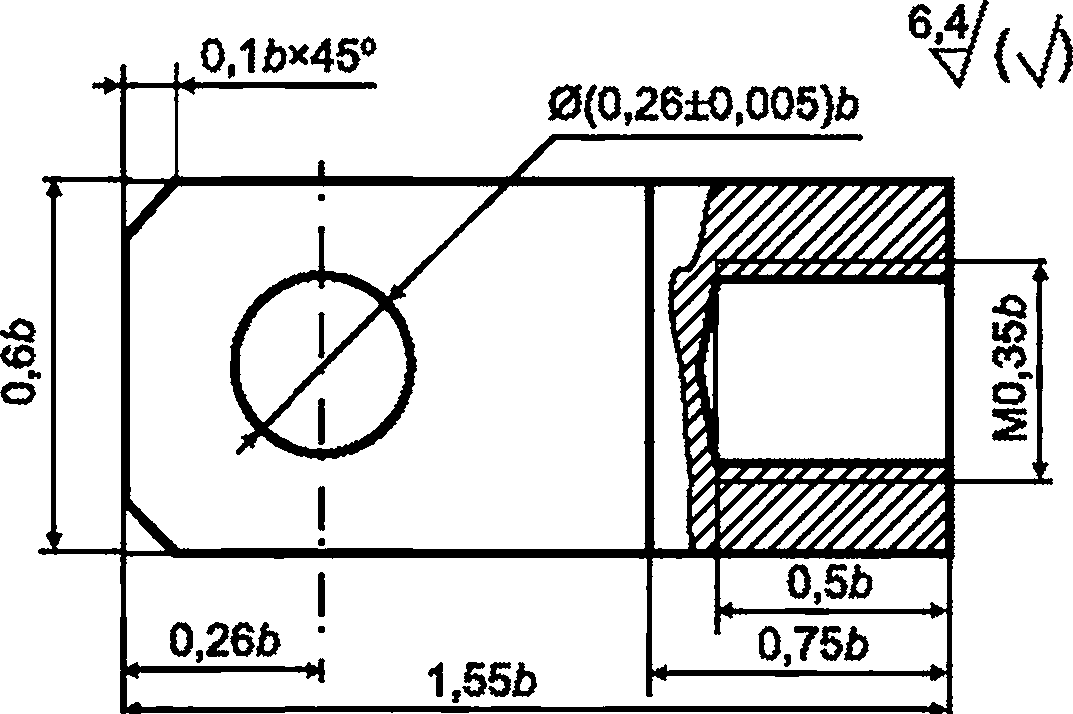

Ч±|0,2%Ь|А|
Диаметр пальца О,25£Со.’о?5Ь
Рисунок В.З — Рекомендуемая конструкция серьги для испытания образцов на внецентренное растяжение
В.4 Выращивание усталостной трещины
В.4.1 Нанесение усталостной трещины следует производить при комнатной температуре.
В.4.2 Выбор нагрузки для выращивания трещины
Для выбора нагрузки выращивания усталостной трещины необходимо располагать ориентировочными данными об ожидаемом уровне трещиностойкости материала при заданной температуре испытаний. Вследствие этого после проведения первых испытаний по результатам определения критической нагрузки Рсг для данной температуры проводят оценку правильности режима выращивания трещины и, при необходимости, их корректировку. Значение максимальной нагрузки цикла при выращивании трещины Pf не должно превосходить:
- 0,8Рт в течение всего периода выращивания трещины, где Рт — нагрузка общей текучести в нетто-сечении образца;
(Oq2р I
0,8Рсг, 0,6Рсг—■— на конечном участке выращивания трещины, который должен составлять CT0,2s )
не менее 1,5 мм.
Значения Рт рассчитывают:
- для изгибного образца
р = 2ao,2p(b ~z)2f (в .3)
т 3L
- для компактного образца
а0,2р(^ “Z)2^ 2(2Ь + /)
(В.4)
где о0 2р — предел текучести исследуемого металла при температуре выращивания трещины, обычно о0 2р = /?р0 2 (для гетерогенного материала — предел текучести наименее прочной составляющей).
Значения Рсг определяют исходя из предварительных данных о критической величине коэффициента интенсивности напряжений исследуемого металла К1с или Кс, которые подставляют в формулу (В.5) или (В.6) в зависимости от типа образца:
- для образца на трехточечный изгиб
ГЬ1’5 р —К
(В-5)
(В-6)
где у0 =//Ь, f(y0) =
3 (то )°'5 (1.99-То (1 - То)(2.15 - 3,937о + 2,7То2)) 2(1 + 2То)(1-То)1'5
- для образца на внецентренное растяжение (оба типа)
t ■ b®’5
Р
сг 1сНто)
где Г(у0) =
(2 + у0)(0,886 + 4,64у0 -13,32у02 +14,72у03 -5,6у04)
0-Уо)1’5
Наименьшее усилие в цикле должно быть минимально необходимым для обеспечения непрерывной подгрузки образца для отсутствия его смещения при циклировании и непрерывности работы машины. При этом коэффициент асимметрии цикла R не должен превышать 0,1. Контролем правильности выбора нагрузки выращивания трещины является суммарное число циклов, необходимых для ее роста, которое должно быть не менее З Ю4.
В.4.3 Контроль текущей длины усталостной трещины проводят визуально или по упругой податливости образца.
В.4.4 Средняя длина а0 выращенной усталостной трещины, определенная после испытания по измерениям в изломе, должна находиться в интервале (0,5 ± 0,05)Ь. Минимальная длина усталостной трещины от вершины надреза в любом месте ее фронта должна быть не менее большего из 1,5 мм и 0,025Ь.
В.5 Испытание
В.5.1 Нагружение образца начинают при полном выравнивании температуры образца и соответствии ее заданной: изменения температуры перед испытанием не должны превышать 0,1 °С/мин согласно показаниям измерительного канала с преобразователем термоэлектрическим, вставленным в отверстие в образце.
В.5.2 Для образцов на трехточечный изгиб следует установить оснастку, отрегулировать пролет L и измерить его фактическое значение; установить изгибной образец вершиной трещины по центру между роликами, перпендикулярно к осям роликов; установить датчик раскрытия трещины на ножевые опоры, предварительно сжав его ножки для обеспечения упругого контакта.
В.5.3 Для образцов на внецентренное растяжение следует установить оснастку и образец, установить датчик раскрытия трещины на ножевые опоры.
В.5.4 Используя управление перемещением захватов испытательной машины, нужно установить необходимую скорость их перемещения Р, рассчитанную по формуле (В.5) или (В.6) в соответствии с требованием В.2.1 (подставляя К вместо /<1с). По достижении требуемой температуры согласно В.5.1, начинают нагружение и, одновременно, записывают выходные сигналы устройства измерения силы и датчика раскрытия берегов надреза.
В.5.5 Испытания продолжают до тех пор, пока образец не сможет выдержать дальнейшего увеличения прилагаемой нагрузки. При отсутствии срывов нагрузки и достижения плато максимальных нагрузок испытания прекращают при снижении нагрузки на 5 % от максимальной. При наличии срывов допускается прекращать испытание, если падение нагрузки при срыве составляет более 30 %.
В.5.6 Если образец не полностью разрушен во время испытаний, необходимо довести его до полного разрушения для исследования поверхности излома.
В.5.7 Обломки образца просушивают при температуре 40°С ± 10°С, после чего проводят в изломе измерения длины начального фронта усталостной трещины и значения стабильного подроста трещины, если последний имеется. Основным признаком наличия стабильного подроста является наличие волокнистого участка излома, граничащего с фронтом усталостной трещины. Измерения проводят в девяти равноотстоящих точках, крайние из которых расположены на расстоянии 0,011 от поверхностей образца. Начальная длина трещины а0 и длина стабильного подроста Аа должна быть получена предварительным усреднением значений, полученных в крайних точках, и последующим усреднением этой величины и семи измерений во внутренних точках.
В.5.8 Форму трещины считают корректной, если выполнены условия В.4.4, при этом разность между любыми двумя из девяти измерений длины трещины не должна превышать 0,1 а0.
В.5.9 Если присутствуют срывы на диаграмме нагружения до достижения плато максимальных нагрузок, излом исследуют на наличие остановленных хрупких подростов трещины с последующим стабильным подростом либо расщеплений. Максимальные размеры всех участков подроста трещины и/или расщеплений фиксируют.
В.6 Обработка результатов
В.6.1 Диаграмма нагружения, полученная при испытаниях, как правило, принадлежит к одному из типов, показанных на рисунке В.4. Определяют нагрузку Рс, соответствующую критическому событию:
1 — хрупкое разрушение без стабильного подроста трещины (тип С),
2 — хрупкое разрушение после стабильного подроста трещины (тип С при Да < 0,2 мм, тип II при Да > 0,2 мм),
3 — вязкое разрушение, первое достижение плато максимальных нагрузок (тип М, Да > 0,2 мм, Рс принимают на 0,5 % ниже Ртах),
4 — срыв на диаграмме с дальнейшим ростом нагрузки и раскрытия, критическое событие и соответствующую ему нагрузку Рс выбирают после анализа значимости срыва,
5 — вязкое разрушение после достижения максимума нагрузки без плато, возможно при Да < 0,2 мм (тип W, Рс принимают равной Ртах).
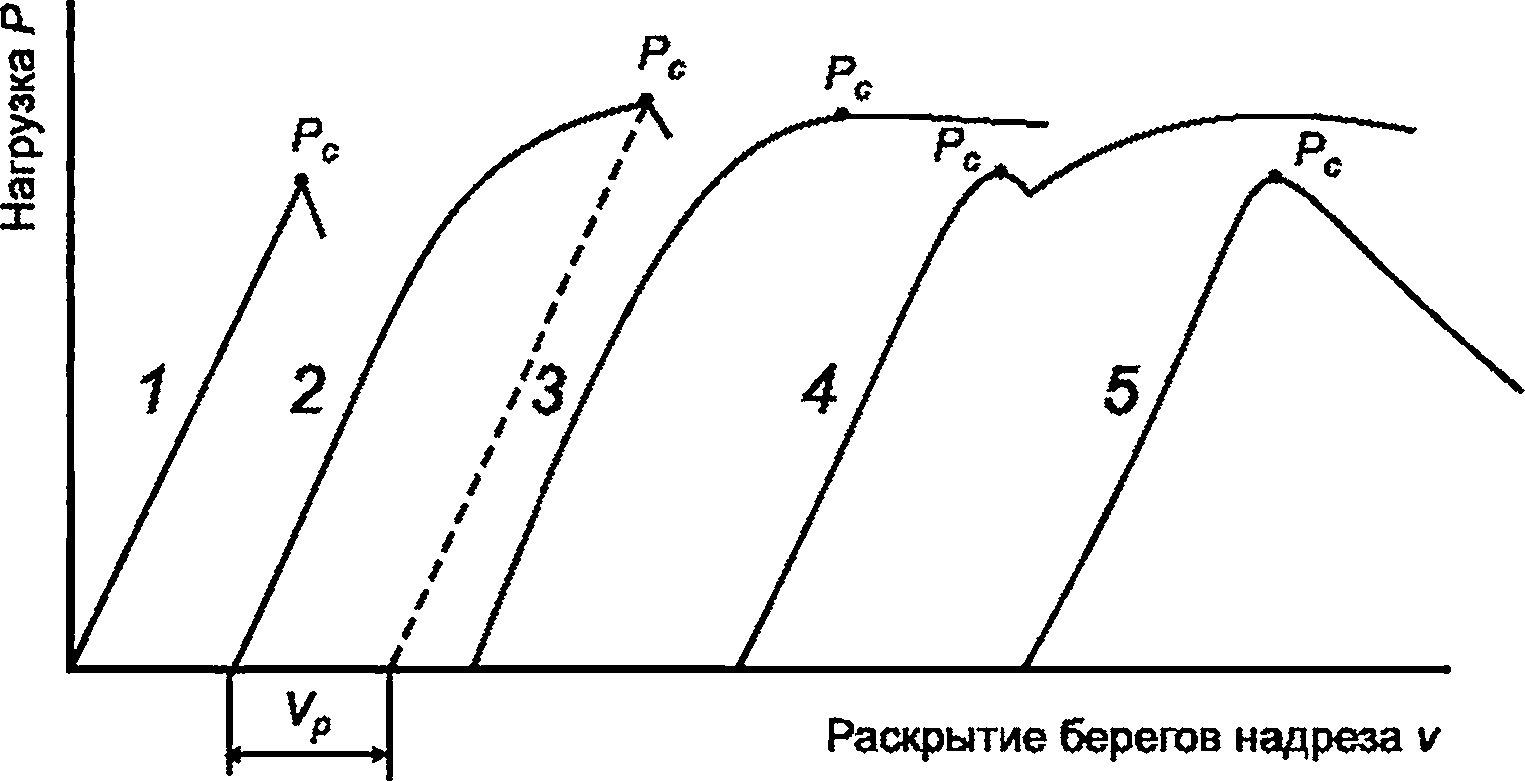
Рисунок В.4 — Типы диаграмм нагружения при испытаниях на трещиностойкость
В .6.2 Каждый срыв на диаграмме нагружения (рисунок В.4) подлежит рассмотрению, если ему соответствует падение нагрузки и/или рост раскрытия берегов надреза более 1 % от значения перед срывом. Величину значимости срыва s, %, рассчитывают графически по рисунку В.5 или по следующим формулам:
з= 100 (1 - Cv1/Cv2),
где Cv — упругая податливость образца, индекс 1 соответствует значениям до срыва, 2 — после срыва:
- для образца на трехточечный изгиб
Cv = 1,45 - 2,18у +13,71у2 - 5,96у3 - 36,9у4 + 70,7у5),
Е tb2 v
- для образца на внецентренное растяжение с прямым надрезом
Cv =Ц-Г 1 + —Y 1 (l,6137 + 12,678у-14,231у2-16,61у3+ 35,05у4-14,494у5),
Е Н 4у Д1 - у ) V
- для образца на внецентренное растяжение со ступенчатым надрезом
Cv=-L 111 (2,1630 + 12,219у-20,065у2-0,9925у3 + 20,609у4-9,9314у5), (В.10)
Е fU-yJ V
где а — сопоставляемая моментам до и после скачка длина трещины по измерениям в изломе, у = alb,
Е* = ЕЦ! - ц2) — эффективный модуль упругости,
ц — коэффициент Пуассона.
Если величина s превышает 5 %, срыв считают значимым, и точку перед срывом рассматривают как критическое событие для расчета Рс. В противном случае срыв игнорируют и рассматривают следующее событие.
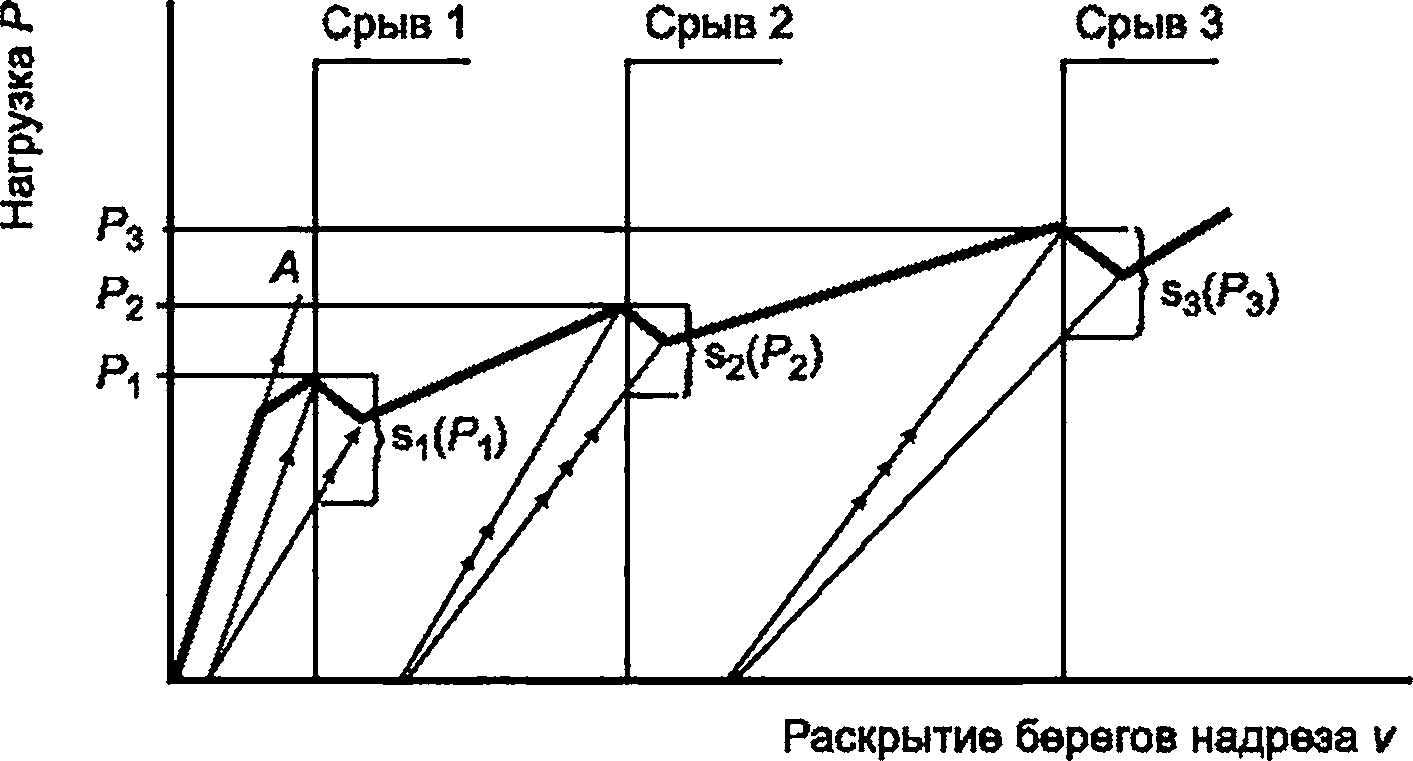
Рисунок В.5 — Графический способ оценки значимости скачков
В.6.3 Определение CTOD
Величину CTOD (Sc, 8U, 5m, 8W в зависимости от типа критического события) рассчитывают по следующим формулам:
- для образца на трехточечный изгиб
U-Ь1’5 J 2о02SE O,4b + O,6ao+z
(В.11)
- для образца на внецентренное растяжение с прямым надрезом
8=(4^(Уо)Г.М+___°'46<ft-a°>-p____
[tjb ) 2c02SE О,46Ь + О,54ао+(c-b) + z
(В.12)
- для образца на внецентренное растяжение со ступенчатым надрезом
U4.f(yo)f.(M+ 0'46<b-a°>-p , [tjb ) 2c02SE O,46b + O,54ao+z
(В.13)
где vp — пластическая составляющая раскрытия берегов надреза (рисунок В.4).
Значение vp определяют параллельным переносом линии упругого нагружения в точку критического события. В случае значительного подроста трещины, соответствующего критическому событию (Да > О,О5ао), рекомендуется учитывать его наличие, рассчитывая vp по упругой податливости образца Cv
у = |/ _ Q р
vp с vc
(В.14)
где vc — полное значение раскрытия берегов надреза,
°о 2S — значение условного предела текучести испытываемого материала при температуре испытания Ти °C.
При отсутствии данных о температурной зависимости предела текучести и временного сопротивления исследуемого материала допускается определять их по формулам:
°o.2S -Еро,2 + 14о(ехрГ^^Й-0,8891
(В.15)
140 ( (-Т \
—— ехр -0,889 +1
l170J )
где RmS — временное сопротивление при температуре испытания.
(В.16)
В.6.4 Замена образца
Замену образцов допускают в следующих случаях:
- неудовлетворительные геометрические размеры образца по данным входного контроля,
- неудовлетворительная форма трещины в изломе,
- нарушение процедуры выращивания усталостной трещины и/или испытания.
Библиография
[1] Правила классификации и постройки морских судов (часть XIII)
[2] Технический регламент о безопасности объектов внутреннего водного транспорта (утвержден постановлением правительства Российской Федерации от 12 августа 2010 г. № 623)
[3] Правила технического наблюдения за постройкой судов и изготовлением материалов и изделий для судов (часть III)
[4] АСТМ Е 112-13 Стандартные методы испытаний для определения среднего размера зерна
ASTM Е 112-13 Standard test methods for determining average grain size
[5] ИСО 12135—2021 Металлические материалы. Унифицированный метод испытаний для определения
квазистатической вязкости разрушения
ISO 12135—2021
Metallic materials — Unifaied method of test for the determination of quasistatic fracture
toughness
УДК 669.14-423-122:354:006.354
OKC 77.140.50
77.140.70
Ключевые слова: прокат для судостроения, сталь нормальной прочности, сталь повышенной прочности, сталь высокой прочности, классификация марок, основные параметры, предельные отклонения по толщине, расчетная масса, состояние поставки, химический состав, углеродный эквивалент, коэффициент трещиностойкости, улучшенная свариваемость, механические свойства, ударный изгиб, изгиб, излом, зачистка дефектов, заварка, методы контроля, объем испытаний
Редактор Н.А. Аргунова Технический редактор В.Н. Прусакова Корректор С.И. Фирсова Компьютерная верстка Е.А. Кондрашовой
Сдано в набор 15.06.2023. Подписано в печать 28.06.2023. Формат 60*841/8. Гарнитура Ариал. Усл. печ. л. 12,56. Уч.-изд. л. 11,36.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}