ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
пнет
486-
2020
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ
ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ.
БОЛТОВЫЕ СОЕДИНЕНИЯ В УСЛОВИЯХ ВЫСОКИХ ТЕМПЕРАТУР С КОЭФФИЦИЕНТАМИ РАСШИРЕНИЯ, СОПОСТАВИМЫМИ С АУСТЕНИТНЫМИ НЕРЖАВЕЮЩИМИ СТАЛЯМИ
Технические условия
Издание официальное
—- -якхж** СтаммтптФит 2021
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Газпром 335» (ООО «Газпром 335»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 «Нефтяная и газовая промышленность»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 декабря 2020 г. № 102-пнст
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16—2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за 4 мес до истечения срока его действия разработчику настоящего стандарта по адресу: [email protected] и/или в Федеральное агентство по техническому регулированию и метрологии по адресу: 123112 Москва. Пресненская набережная, д. 10. стр. 2.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе «Национальные стандарты» и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
© Стзндартинформ, оформление. 2021
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и рас* пространен в качестве официального издания без разрешения Федерального агентства по техническо* му регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Общие требования
5 Материал
6 Изготовление
7 Механические свойства
8 Методы испытаний
9 Сертификат
10 Маркировка
Приложение А (обязательное) Химический состав сталей
Приложение Б (рекомендуемое) Режимы термообработки
Приложение 8 (обязательное) Механические свойства.............
Библиография
Введение
Создание и развитие отечественных технологий и техники для освоения глубоководных шельфовых нефтегазовых месторождений должно быть обеспечено современными стандартами, устанавливающими требования к проектированию, строительству и эксплуатации систем подводной добычи. Для решения данной задачи Министерством промышленности и торговли Российской Федерации и Федеральным агентством по техническому регулированию и метрологии реализуется «Программа по обеспечению нормативной документацией создания отечественной системы подводной добычи для освоения морских нефтегазовых месторождений». В объеме работ программы предусмотрена разработка национальных стандартов и предварительных национальных стандартов, областью применения которых являются системы подводной добычи углеводородов.
ПНСТ 486—2020
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ.
БОЛТОВЫЕ СОЕДИНЕНИЯ В УСЛОВИЯХ ВЫСОКИХ ТЕМПЕРАТУР С КОЭФФИЦИЕНТАМИ РАСШИРЕНИЯ, СОПОСТАВИМЫМИ С АУСТЕНИТНЫМИ НЕРЖАВЕЮЩИМИ СТАЛЯМИ
Технические условия
Petroleum and natural gas industries. Subsea production systems. High temperature bolting with expansion coefficients comparable to austenitic stainless steels. Specifications
Срок действия — с 2021—08—01 до 2024—08—01
1 Область применения
1.1 Настоящий стандарт распространяется на крепежные изделия, применяемые в оборудовании. находящемся под давлением, и фланцах в системе подводной добычи углеводородов. К крепежным изделиям в настоящем стандарте относятся болты, винты, гайки и шпильки.
1.2 Настоящий стандарт устанавливает требования к пяти маркам аустенитных нержавеющих сталей: 660. 651. 662. 665. 666. с двенадцатью классами значений предела текучести в диапазоне от 345 до 827 МПа.
1.3 Настоящий стандарт также распространяется на сортовой прокат (прутки), применяемый для изготовления крепежных изделий, указанных в 1.1.
2 Нормативные ссылки
8 настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ ISO 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ 9012 (ИСО 410—82, ИСО 6506—81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 (ИСО 6508—86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 10145 Металлы. Метод испытания на длительную прочность
ГОСТ 28473 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа
ГОСТ Р 54153 Сталь. Метод атомно-эмиссионного спектрального анализа
ГОСТ Р 55311 Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Термины и определения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт. на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом
Издание официальное
утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 55311, а также следующие термины с соответствующими определениями:
3.1 отжиг для снятия остаточных напряжений (stress relieving): Отжиг без существенного изменения фазового состояния структуры для осуществления заданной степени релаксации напряжений.
3.2 отжиг на твердый раствор (solution annealing): Термообработка, предусматривающая нагрев до заданной температуры, выдержку при этой температуре, длительность которой должна быть достаточной для перехода одного или несколько компонентов в твердый раствор, и последующее охлаждение, скорость которого должна быть достаточной для того, чтобы эти компоненты остались в твердом растворе.
4 Общие требования
Заказ на крепежные изделия должен содержать:
- количество изделий (вес или количество штук);
- наименование изделия (прутки, болты, гайки и др.);
- марку и класс изделия (см. приложение А);
- размеры изделия, обозначение нормативного документа на размеры;
- тип резьбы (см. 6.2);
- указание, если требуется применение альтернативного метода испытания на длительную прочность (см. 8.3.5):
- указание, если не требуется проведение испытания на длительную прочность, за исключением марки 660 класса D и марки 668 (см. 7.3.1);
- метод контроля качества поверхности.
5 Материал
5.1 Химический состав сталей для изготовления крепежных изделий должен соответствовать требованиям, указанным в табл. А.1 приложения А (см. также [1]).
5.2 Предельные отклонения химического состава должны соответствовать требованиям, указанным в табл. А.2 приложения А
5.3 Допускается применение других марок стали, кроме приведенных в настоящем стандарте, при условии, что они имеют аналогичный химический состав, а их физические и механические характеристики. подтвержденные соответствующими испытаниями, обеспечивают требуемые эксплуатационные свойства для оборудования систем подводной добычи углеводородов.
6 Изготовление
6.1 Крепежные изделия должны соответствовать требованиям чертежей в части размеров и допусков.
6.2 Каждое крепежное изделие должно пройти термическую обработку. Рекомендуемые режимы термообработки приведены в приложении Б.
6.3 Резьбу выполняют одним из следующих способов, определяющих тип резьбы:
- тип М1 — резьба, выполненная путем механической обработки после двухступенчатого старения;
- тип М2 — резьба, выполненная путем механической обработки после обработки на твердый раствор до двухступенчатого старения;
- тип R1 — резьба, выполненная путем накатки после двухступенчатого старения;
- тип R2 — резьба, выполненная путем накатки после обработки на твердый раствор до двухступенчатого старения.
6.4 Если тип резьбы не указан заказчиком, его следует выбирать по усмотрению производителя.
7 Механические свойства
7.1 Объем испытаний
7.1.1 Крепежные изделия должны проходить испытания партиями. Партию комплектуют из крепежных изделий одной плавки, одной марки, одного номинального диаметра. Максимальный размер партии для крепежных изделий различного диаметра должен соответствовать таблице 1.
Таблица 1 — Размеры партии
Диаметр изделия, мм | Максимальный размер партии |
До 38 | 90 кг |
От 38 до 44 | 140 кг |
От 44 до 63 | 270 кг |
Св. 63 | 20 шт. |
7.1.2 В случае, если испытания проводят на термообработанных прутках, партия является сад* кой термической печи, состоящей из прутков одной плавки и одного диаметра. Если термическую обработку проводят в печах непрерывного действия, то масса садки не должна превышать значений, указанных в таблице 2.
Таблица 2 — Размеры садки при термообработке в печах непрерывного действия
Диаметр прутка, мы | Максимальный размер садки, кт |
ДО 44 | 1400 |
Ог 44 до 63 | 2700 |
Св. 63 | 5400 |
7.1.3 Для испытаний на растяжение и на длительную прочность крепежных изделий должно быть отобрано по одному образцу изделий на каждое испытание от партии в соответствии с 7.1.1.
7.1.4 Для испытаний на растяжение и на длительную прочность термообработанных прутков должно быть отобрано по одному образцу изделий на каждое испытание от садки в соответствии с 7.1.2.
7.1.5 Измерение твердости следует проводить на каждом прутке, если диаметр прутка 50 мм и более, и не менее чем на 10 % прутков, если диаметр прутка менее 50 мм.
7.1.6 Измерение твердости крепежных изделий в зависимости от размера партии проводят на количестве образцов, указанном в таблице 3.
Таблица 3 — Количество образцов для измерения твердости в зависимости от размера партии
Размер партии, шт. | Количество образцов, шт. |
До 50 | 2 |
Ог 41 до 500 включ. | 3 |
Ог 501 до 35000 включ. | 5 |
Св. 35000 | 8 |
7.2 Испытание на растяжение
Результаты испытания на растяжение при комнатной температуре должны соответствовать тре* бованиям. указанным в приложении В.
7.3 Испытание на длительную прочность
7.3.1 Испытание на длительную прочность следует проводить только для крепежных изделий с проектной температурой эксплуатации более 430 ФС.
7.3.2 Результаты испытания на длительную прочность должны соответствовать требованиям, указанным в таблице 4.
Таблица 4 — Требования к испытанию на длительную прочность
Марка | Класс | Температура испытания. *С | Напряжение. МПа. не менее | бремя до разрушения, ч. не менее | Относительное удлинение. %. не менее |
660 | А. В, С | 650 | 385 | 100 | 5 |
651 | АиВ | 650 | 275 | 100 | 5 |
662 | АиВ | 650 | 380 | 100 | 5 |
665 | А | 650 | 515 | 100 | 3 |
В | 650 | 485 | 100 | 5 |
7.4 Механические свойства крепежных изделий должны соответствовать таблице В.1 (приложение В).
8 Методы испытаний
8.1 Определение химического состава
8.1.1 Химический анализ стали проводят методами по ГОСТ Р 54153, ГОСТ 28473 или другими методами, обеспечивающими требуемую точность измерений и аттестованными в установленном порядке.
8.2 Испытание на растяжение
8.2.1 Испытание на растяжение проводят в соответствии с ГОСТ ISO 898-1.
8.3 Испытание на длительную прочность
8.3.1 Испытание на длительную прочность проводят в соответствии с ГОСТ 10145 и требованиями 8.3.2—8.3.4.
8.3.2 Образец для испытания на длительную прочность, являющийся комбинацией цилиндрического образца и образца с надрезом, должен соответствовать размерам, указанным на рисунке 1 и в таблице 5.
8.3.3 Испытание на длительную прочность проводят в соответствии с требованиями, установленными в таблице 4. Испытание продолжают до разрушения. Разрыв образца должен происходить на участке рабочей части без надреза.
8.3.4 При достижении минимального времени до разрушения, указанного в таблице 4. может быть использовано нагружение с постепенно возрастающей нагрузкой для ускорения испытания до разрушения. 8 таком случае каждые 8—16 ч (допускается каждые 8—10 ч) напряжение должно увеличиваться на 35 МПа. Место разрыва и требования к относительному удлинению должны соответствовать установленным в таблице 4 и 8.3.3.
8.3.5 Если это указано заказчиком, испытание на длительную прочность следует проводить отдельно на цилиндрическом образце и образце с надрезом. Образцы должны быть отобраны от смежных участков одного изделия. Размеры рабочих участков образцов должны соответствовать таблице 5 и должны быть испытаны в соответствии с таблицей 4. Образцы с надрезом не требуют проведения испытаний до разрушения, но не должны разрываться быстрее, чем сопутствующие гладкие образцы.
Таблица 5 — Размеры образца (см. рисунок 1) для испытания на длительную прочность
Тил образца | Диаметр 0 а середине длины рабочей части и диаметр F е вершине надреза | Размер длины G | Диаметр буртика Н | Радиус кривизны вершимы мвдррзв |
1 | 3.17 | 12.0 | 4.5 | 0.13 |
2 | 4.06 | 17.0 | 5.5 | 0,13 |
3 | 4.52 | 20.0 | 6.5 | 0.13 |
4 | 6.40 | 25.0 | 9.5 | 0.18 |
5 | 9.07 | 40.0 | 12.0 | 0,25 |
6 | 12.8 | 50.0 | 19.0 | 0.38 |
Предегъное отклонение | ±0.025 | ±1.3 | ±0.1 | ±0.01 |
Примечания
|
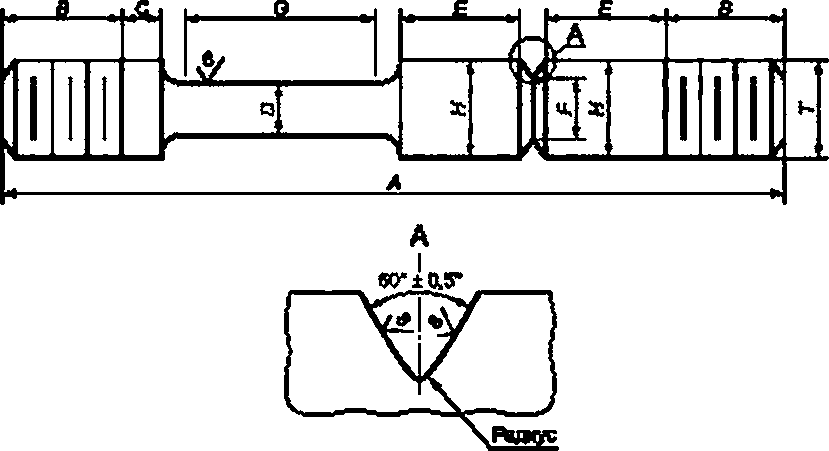
Рисунок 1 — Образец для испытания на длительную прочность
В миллиметрах
8.4 Измерение твердости
8.4.1 Измерение твердости по Бринеллю проводят по ГОСТ 9012.
8.4.2 Измерение твердости по Роквеллу проводят по ГОСТ 9013.
8.4.3 Измерение твердости выполняют в центре поперечного сечения прутков диаметром до 25 мм и на середине радиуса прутков диаметром 25 мм и более.
9 Сертификат
Сертификат на крепежные изделия должен содержать размеры, режим термообработки, результаты анализа химического состава, результаты механических испытаний.
10 Маркировка
10.1 Маркировка крепежных изделий должна содержать обозначения марки и класса стали и обозначение типа резьбы.
10.2 На крепежное изделие, не подвергавшееся испытанию на длительную прочность, а также на крепежные изделия из стали марки 660 класса D и марки 666 должна быть нанесена несмываемая маркировка с обозначением «NR*.
Химический состав сталей
А.1 Химический состав сталей для изготовления крепежных изделий и его предельные отклонения приведены в таблице А.1 и А.2.
Таблица А.1 — Требования к химическому составу (% масс., не более или s пределах)
Маска | номер UNS | С | Мп | ₽ | S | Si | № | Ct | Mo | w | Ti | NO | AI | V | в | Си |
660 | S66286 | 0,06 | 2.00 | 0.040 | 0,030 | 1,00 | 24.0— 27.0 | 13.5— 16.0 | 100— 150 | — | 1.90— 2.35 | — | 035 | 0.10— 0.50 | 0.001— 0.010 | — |
651 | S63198 | 0.28— 0.35 | 0.75-1.50 | 0.040 | 0.030 | 0.30-0,80 | 8.0— 11.0 | 18.0— 21.0 | 1.00-1.75 | 1.00-1.75 | 0.10-0.35 | 0.25— 0.60 | — | — | — | 0.50 |
662 | S66220 | 0.08 | 0.40— 1.00 | 0.040 | 0.030 | 0.40— 1,00 | 24.0— 28,0 | 12.0— 15.0 | 2.00— 350 | — | 1.80- 2.10 | — | 035 | — | 0.001-0,010 | 0,50 |
665 | S66545 | 0.08 | 1.25— 2.00 | 0.040 | 0.030 | 0.10— 0.80 | 24.0— 28.0 | 12,0— 15.0 | 125— 225 | — | 2.70— 3.30 | — | 025 | — | 0,01— 0.07 | 0.25 |
668 | S66285 | 0.08 | 2.00 | 0,040 | 0.030 | 1,00 | 17.5-215 | 13.5— 16.0 | 1,50 | — | 2,2—23 | — | 050 | 0,50 | 0,001-0.010 | — |
Таблица А.2 — Предельные отклонения химического состава (% масс.)
Маема | номер UNS | С | Мл | р | S | Si | Ni | Ст | Мо | W | Т1 | Nb | Al | V | в | Си |
660 | S66286 | ♦0,01 | 10.04 | ♦0.005 | ♦0.005 | 10.05 | 10,20 | 10.20 | 10,05 | — | 10.05 | — | ♦0.05 | 1003 | -0.0004 ♦0001 | — |
651 | S63198 | 10,02 | 10.04 | «0,005 | ♦0,005 | 10,05 | 10.15 | 10,25 | 10,05 | Ю.05 | ♦0.05 | 10,05 | — | — | — | ♦0,03 |
662 | S66220 | ♦0.01 | 10.03 | «0.005 | ♦0.005 | Ю.05 | 10.20 | 10.15 | 10,10 | — | 10.05 | — | ♦0.05 | — | -0.0004 ♦0,001 | ♦0.03 |
665 | S66545 | ♦0,01 | 10,04 | ♦0.005 | ♦0,005 | 10.05 | 10,20 | 10,15 | 10.10 | — | 10.05 | — | ♦0,05 | — | 10,005 | ♦0.03 |
668 | S66285 | ♦0.01 | 10.04 | +0,005 | +0,005 | Ю.05 | 10.20 | 10.20 | 10.05 | — | 10.05 | — | +0.05 | ±0,03 | -0.0004 ♦0.005 | — |
ПНСТ 486—2020
Приложение Б (рекомендуемое)
Режимы термообработки
Б.1 Рекомендуемые режимы термообработки крепежных изделий приведены в таблице Б.1.
Таблица Б.1 — Режимы термообработки
Марка | Класс | Отжиг на твердый раствор | Упрочняющая обработка |
660 | А | (900114) *С. выдержка не менее 2 ч, закалка в жидкости | (720 i 14) ’С. выдержка не менее 16 ч. охлаждение на воздухе |
В | (980 ± 14) 'С. выдержка не менее 1 ч. закалка в жидкости | (720 i 14) ’С. выдержка не менее 16 ч. охлаждение на воздухе | |
С | (980114) *С. выдержка не менее 1 ч. закалка в масле | (775 1 14) *С. выдержка не менее 16 ч. охлаждение на воздухе. далее (650 ± 14) ’С. выдержка не менее 16 ч. охлаждение на воздухе | |
D | (900 ± 14) *С. выдержка не менее 2 ч. закалка в жидкости или (980 ± 14) *С. выдержка не менее 1 ч, закалка в жидкости | (720 114) 'С. выдержка не менее 16 ч. охлаждение на воздухе. далее при необходимости (650 114) *С. выдержка не менее 16 ч. охлаждение на воздухе | |
651 | А | — | Деформация при температуре не менее 650 *С со степенью деформации не менее 15%. далее отжиг для снятия остаточных напряжений не менее 4 ч при температуре не менее 650 *С |
В | — | Деформация при температуре не менее 650 *С со степенью деформации не менее 15%. далее отжиг для снятия остаточных напряжений не менее 4 ч при температуре не менее 730 *С | |
662 | А | (980 ± 14) ‘С, выдержка не менее 2 ч, закалка в жидкости | От 730 *С до 760 ”С. выдержка не менее 20 ч. охлаждение в печи до (650114) ‘С. выдержка не менее 20 ч. охлаждение на воздухе |
В | (1065 i 14) *С. выдержка не менее 2 ч. закалка в жидкости | От 730 *С до 760 *С. выдержка не менее 20 ч. охлаждение в печи до (650114) *С. выдержка не менее 20 ч. охлаждение на воздухе | |
665 | А | (980 ± 14) *С. выдержка не менее 3 ч. закалка в жидкости | От 730 "С до 760 *С. выдержка не менее 20 ч. охлаждение в печи до (650114) *С. выдержка не менее 20 ч. охлаждение на воздухе |
В | (1095 1 14) ‘С. выдержка не менее 3 ч. эакапса в жидкости | От 730 ’С до 760 *С. выдержка не менее 20 ч. охлаждение в печи до (650 114) ’С. выдержка не менее 20 ч. охлаждение на воздухе | |
668 | А | (900 ± 14) *С. выдержка не менее 2 ч, закалка в жидкости | (720 1 14) ’С. выдержка не менее 16 ч. охлаждение на воздухе |
В | (980 ± 14) *С. выдержка не менее 1 ч, закалка в жидкости | (720 1 14) ’С. выдержка не менее 16 ч. охлаждение на воздухе |
Приложение В (обязательное)
Механические свойства
В.1 Механические свойства крепежных изделий приведены в табл. В.1.
Таблица В.1 — Требования к механическим свойствам
Марка | Класс | Предел прочности, МПа. не менее | Условный предел текучести 0.2%. МПа. не менее | Относительное удлинение. %. не менее | Относительное сужение. %. не менее | Твердость по Бринеллю | Твердость по Роквеллу | |
мин. | мак. | |||||||
660 | А. В. С | 695 | 585 | 15 | 18 | 248—341 | 24 HRC | 37 HRC |
D (S 63 мм)* | 895 | 725 | 15 | 18 | 248—321 | 24 HRC | 35HRC | |
D (> 63 мм) | 825 | 655 | 15 | 18 | 246—321 | 24 HRC | 35 HRC | |
651 | A(S 76 мм) | 690 | 485 | 18 | 35 | 217—277 | 95 HRB | 29 HRC |
А(> 76 мм) | 690 | 415 | 18 | 35 | 217—277 | 95 HRB | 29HRC | |
В (S 76 мм) | 655 | 415 | 18 | 35 | 212—269 | 93 HRB | 28 HRC | |
В(> 76 мм) | 655 | 345 | 18 | 35 | 212—269 | 93 HRB | 28 HRC | |
662 | А | 895 | 585 | 15 | 18 | 248—321 | 24 HRC | 35 HRC |
В | 860 | 550 | 15 | 18 | 248—321 | 24 HRC | 35HRC | |
665 | А | 1170 | 830 | 12 | 15 | 311—388 | 32HRC | 41 HRC |
В | 1070 | 830 | 12 | 15 | 311—388 | 32HRC | 41 HRC | |
668 | А. В | 895 | 585 | 15 | 18 | 248—341 | 24 HRC | 37 HRC |
* В скобках указаны ограничения по диаметру изделия.
Библиография
[1] АСТМ А453/А453М—17 Стандартные технические условия на крепежные изделия для эксплуатации при
высоких температурах из материалов с коэффициентами линейного расширения, близкими к коэффициенту расширения аустенитной нержавеющей стали
(ASTM А453/А453М—17) (Standard specification for high temperature boiling, with expansion coefficients com
parable to austenitic stainless steels)
УДК 622.276.04:006.354
ОКС 75.020
Ключевые слова: нефтяная и газовая промышленность, системы подводной добычи, болтовые соединения в условиях высоких температур, крепежные изделия; аустенитная нержавеющая сталь
Редактор Я.И. Нахимова Технический редактор И.Е. Черепкова Корректор М.С. Кабашова Компьютерная верстка И.А. Налеокиной
Сдано в набор 24.12.2020. Подписано в печать 19.01.2021. Формат 60*84’/^. Гарнитура Ариал. Усл. печ. л. 1.86. Уч.-изд. л. 1.58.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении во ФГУП «СТАНДАРТУ! НФОРМв . 117418 Москва. Нахимовский пр-т, д. 31. к. 2. wvAV.gostinfo.ru [email protected]
{kind=link}