ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
пнет
524-
2021
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ Подводная трубопроводная арматура. Технические условия
Издание официальное
—- -якхж** СтаммтптФит 2021
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Газпром 335» (ООО «Газпром 335»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 «Нефтяная и газовая промышленность»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 февраля 2021 г. No 23-пнст
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16—2011 (разделы 5 и 6).
Федеральное агентство ло техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения ло содержанию стандарта можно направить не позднее чем за 4 мес. до истечения срока его действия разработчику настоящего стандарта по адресу [email protected] и/или в Федеральное агентство по техническому регулированию и метрологии по адресу: 123112 Москва. Пресненская набережная, д. 10. стр. 2.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе «Национальные стандарты» и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
© Стзндартинформ, оформление. 2021
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и рас* пространен в качестве официального издания без разрешения Федерального агентства по техническо* му регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Обозначения и сокращения
5 Классификация, типы и конструктивные исполнения арматуры
6 Конструктивные требования
7 Материалы
8 Сварка
9 Контроль качества
10 Сборка арматуры
11 Заводские приемочные испытания
12 Покрытие/покраска
13 Подготовка к транспортированию
14 Документация
15 Требования к изготовителю
Приложение А (справочное) Конструктивное исполнение арматуры
Библиография
Введение
Создание и развитие отечественных технологий и техники для освоения шельфовых нефтегазовых месторождений должно быть обеспечено современными стандартами, устанавливающими требования к проектированию, строительству и эксплуатации систем подводной добычи. Для решения данной задачи Министерством промышленности и торговли Российской Федерации и Федеральным агентством по техническому регулированию и метрологии реализуется «Программа по обеспечению нормативной до* кументацией создания отечественной системы подводной добычи для освоения морских нефтегазовых месторождений». В объеме работ программы предусмотрена разработка национальных стандартов и предварительных национальных стандартов, областью применения которых являются системы подводной добычи углеводородов.
Настоящий стандарт дополняет нормативные положения действующих стандартов на трубопроводную арматуру в части требований к проектированию, изготовлению, контролю качества, сборке, испытаниям и подготовке документации по трубопроводной арматуре систем подводной добычи углеводородов.
Целью разработки настоящего стандарта является обеспечение безопасности эксплуатации систем подводной добычи за счет установления единых правил и общих требований к проектированию, изготовлению контролю качества, сборки и испытаний трубопроводной арматуры систем подводной добычи углеводородов.
ПНСТ 524—2021
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ Подводная трубопроводная арматура. Технические условия
Petroleum and natural gas industry. Subsea production systems. Subsea pipeline valves. Specifications
Срок действия —c 2021—08—01 до 2024—08—01
1 Область применения
Настоящий стандарт распространяется на арматуру с номинальными диаметрами до DN 1500 (60 дюймов) и номинальным давлением до PN 42 (2500 класс ANSI) по [1].
Для арматуры систем, находящихся под техническим наблюдением Российского морского регистра судоходства в дополнение к требованиям настоящего стандарта следует выполнять требования Правил классификации и постройки подводных добычных комплексов (2] и Правил классификации и постройки морских подводных трубопроводов [3].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 3.1109 Единая система технологической документации. Термины и определения основных понятий
ГОСТ 12.2.063 Арматура трубопроводная. Общие требования безопасности
ГОСТ 4666 Арматура трубопроводная. Требования к маркировке
ГОСТ 9544 Арматура трубопроводная. Нормы герметичности затворов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 24856 Арматура трубопроводная. Термины и определения
ГОСТ 27017 Изделия крепежные. Термины и определения
ГОСТ 30546.1 Общие требования к машинам, приборам и другим техническим изделиям и методы расчета их сложных конструкций в части сейсмостойкости
ГОСТ 33258 Арматура трубопроводная. Наплавка и контроль качества наплавленных поверхностей. Технические требования
ГОСТ 33857 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
ГОСТ Р 56001 Арматура трубопроводная для объектов газовой промышленности. Общие технические условия
ГОСТ Р ИСО 9001 Системы менеджмента качества. Требования
Издание официальное
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национагъные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение. в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 24856. ГОСТ 3.1109. ГОСТ 27017, ГОСТ 16504, а также следующие термины с соответствующими определениями:
3.1 изготовитель: Юридическое лицо или физическое лицо, зарегистрированное в качестве индивидуального предпринимателя, в том числе иностранный изготовитель, осуществляющее от своего имени производство или производство и реализацию арматуры.
3.2 двунаправленное седло: Седло клапана, предназначенное для обеспечения герметичности клапана от источника давления в обоих направлениях.
3.3 двунаправленная арматура: Арматура, предназначенная для перекрытия потока среды в обоих направлениях.
3.4 соединение корпуса: Соединение, предназначенное для целей обслуживания, таких как: обнаружение утечек, впрыска жидкости (например, химреагентов), промывка и/или удаление гидрато-образований либо предотвращение гидратообраэований, и для иных целей, определенных заказчиком.
3.5 соединение для испытания корпуса: Соединение, предназначенное для контроля утечек через седло во время проведения испытаний.
3.6 предельное усилие (предельный момент): Максимальное усилие либо максимальный крутящий момент, необходимые для управления арматурой при допустимом (максимальном) перепаде давления (^Ртак).
3.7 критический элемент: Элемент арматуры, отказ которого может быть критическим для функционирования всей арматуры.
3.8 сдвоенная запорно-спускная арматура: Арматура, выполненная в едином корпусе, имеющая две уплотнительные поверхности, которые в закрытом положении обеспечивают герметизацию среды под давлением с обоих концов (патрубков) арматуры и спуск среды из области между уплотнительными поверхностями.
Примечание — Данный тип арматуры не обеспечивает двойной изоляционный барьер в полном его определении в случае ситуации, когда лишь одна сторона арматуры находится под давлением среды. Для обеспечения двойной изоляции (герметизации) используется отсечной клапан с двойной изоляцией и спуском.
3.9 отсечная арматура с двойной изоляцией и спуском: Арматура, выполненная в едином корпусе, имеющая две уплотнительные поверхности, каждая из которых в закрытом положении обеспечивает герметизацию среды под давлением относительно одного источника, со средством спуска среды из области между уплотнительными поверхностями.
3.10 дренаж: Соединение в корпусе арматуры, обеспечиваемое изготовителем, предназначенное для слива испытательной и рабочей среды из корпуса арматуры.
3.11 основной ремонтный шов: Сварной шов, глубина которого больше, чем 25 % первоначальной толщины стенки или 25 мм. в зависимости от того, какое из них меньше, или на поверхностных участках площадью более 65 см2.
3.12
телеуправляемый НПА (ТИПА): Необитаемый подводный аппарат, связанный с носителем (судном, подводной лодкой, подводным аппаратом) посредством кабель-троса. по которому передается электропитание и/или сигналы управления, а также происходит обмен информацией.
(ГОСТ Р 56960—2016. статья 3.3]
3.13 посадочные поверхности: Контактные поверхности запорного элемента и седла, обеспечивающие герметичность клапана.
3.14 седло с самосбросом: Седловой узел клапана, предназначенный для сброса давления в полости клапана.
Примечание — В зависимости от типа клапана давление может быть сброшено в сторону источника давления или в сторону низкого давления.
3.15 гидростатические испытания корпуса (оболочки): Испытание собранных основных и корпусных деталей.
3.16 однонаправленное седло: Седло клапана, предназначенное для герметичного перекрытия источника давления только в одном направлении.
3.17 однонаправленный клапан: Клапан, предназначенный для перекрытия потока только в одном направлении.
3.18 гипербарическая камера: Помещение (сосуд или камера), выполненное, как правило, из металла или железобетона с металлической герметичной обшивкой, которое имеет возможность герметизации своего объема и создания внутри себя избыточного давления, большего, чем атмосферное.
Примечание — Используется для проведения испытаний подводной трубопроводной арматуры внешним избыточным давлением (гипербарические испытания).
3.19 ход начала открытия (угол начала открытия): Ход либо угол поворота/отклонения от оси проточной цилиндрической поверхности рычага или маховика привода управления трубопроводной арматуры. при котором происходит начало открытия (потеря уплотнения в паре эолотник-седло) золотника арматуры.
Примечания
1 Ход/угол начала открытия рассчитывается при условии максимально допустимого противодавления на золотник арматуры с учетом допустимых отклонений и особенностей конструкции арматуры. При этом усигме на рычаге/маховике привода арматуры должно удовлетворять требованиям настоящего стандарта, если заказчиком не предусмотрено иное.
2 Угол начала открытия не должен превышать 5*. так как данный параметр имеет значение при определении размера привода арматуры.
3 Ход начала открытия выражен в миллиметрах, угол начала открытия выражен в градусах.
3.20 штуцер: Устройство на корпусе или других элементах арматуры, предназначенное для очистки и/или промывки внутренних полостей арматуры.
3.21 граница давления: Область разделения сред, внешней среды и внутренней рабочей среды. возникающая в месте соединения основных и корпусных деталей (например, соединение корпуса арматуры с крышкой).
Примечание — Нарушение герметичности данной области приводит к критическому отказу с разгерметизацией внутренней области арматуры и выходом рабочей среды во внешнюю среду.
3.22 точка подъема: Приспособления для подсоединения такелажа к поднимаемому грузу через строповочные элементы.
Примечание — Точки подъема включают обухи я цапфы.
4 Обозначения и сокращения
В настоящем стандарте применены следующие сокращения и обозначения:
ЗИП — запасные части, инструменты и принадлежности:
КД — конструкторская документация;
НД — нормативные документы;
ПС — паспорт;
РМРС — Федеральное автономное учреждение «Российский морской регистр судоходства»;
РЭ — руководство по эксплуатации;
СПД — система подводной добычи;
ТУ — технические условия;
ЭД — эксплуатационная документация:
ANSI — Американский национальный институт стандартизации (American National Standards Institute);
BTC — страгивание при закрытии (break to close);
ВТО — страгивание при открытии (break to open);
СЕ — эквивалент углерода (carbon equivalent);
СР — катодная защита (cathodic protection);
CRA — коррозионно-стойкий сплав (corrosion-resistant alloy);
DBB — двойная изоляция и стравливание давления (double block and bleed);
DC — постоянный ток (direct current);
DIB — клапан с двойной изоляцией и продувкой (double isolation and bleed);
DN — номинальный диаметр (nominal diameter);
ENP — химическое никелирование (electroless nickel plating);
ETC — конечный момент при закрытии (end to close);
ETO — конечный момент при открытии (end to open);
FAT — заводские приемочные испытания (factory acceptance test);
FEA — анализ методом конечных элементов (finite element analysis);
HAZ — зона термического влияния (heat affected zone);
HBW — твердость металла no Бринеллю при применении шарика из твердого сплава — вольфрама (hardness Brinell wolfram);
HIC — водородное растрескивание (hydrogen-induced cracking);
HRC — твердость металла no Роквеллу, шкала С (hardness Rockwell, scale С);
MAST — максимально допустимый момент/усилие на штоке (Maximum alowable stem torque);
MPD — максимальный перепад давления (maximum pressure differential);
MT — магнитопорошковая дефектоскопия (magnetic-particle testing);
NDE — неразрушающий контроль (nondestructive examination);
NPS — номинальный диаметр трубы (nominal pipe size);
PREN — числовой эквивалент стойкости к питтинговой коррозии (pitting resistance equivalent number);
PT — капиллярная дефектоскопия (penetrant testing);
PWHT — термообработка после сварки (post-weld heat treatment);
QL — уровень качества (quality level);
ROT —дистанционно управляемый инструмент (remotely operated tool);
rpm — обороты в минуту (revolutions per minute);
RT — радиографический контроль или рентгеноскопия (radiographic testing);
RWP — номинальное рабочее давление (rated working pressure);
SMYS — удельный минимальный предел текучести (specified minimum yield strength);
ТСС — покрытие на основе карбида вольфрама (tungsten carbide coating);
UT — ультразвуковой контроль (ultrasonic testing);
UNS — универсальная система обозначений металлов и сплавов (unified number system);
VT — визуальный контроль (visual testing);
WM — металл сварного шва (weld metal);
WPQ — аттестация сварщика (welder performance qualification);
WPQR — протокол аттестации процедуры сварки (welding procedure qualification record);
WPS — технические требования к процедуре сварки (welding procedure specification);
С — толщина фланца;
Си — коэффициент потока в американской системе единиц;
Kmin — минимальный диаметр выступа кольцевого фланцевого соединения;
К„ — коэффициент потока в метрических единицах системы СИ;
О — наружный диаметр фланца;
R — диаметр выступающего торца;
Sm — величина интенсивности действующего напряжения;
S —предел текучести;
х_. — минимальный диаметр стыковочной втулки.
5 Классификация, типы и конструктивные исполнения арматуры
5.1 Типы арматуры
5.1.1 Общие положения
Типовые конструктивные исполнения арматуры представлены в приложении А.
5.1.2 Шиберные задвижки
Пластина шиберной задвижки может быть изготовлена в виде одной части, например, шиберная однопластинчатая задвижка, или из двух или более частей.
Шиберные задвижки в дополнение к первичному уплотнению штока должны быть снабжены верх* ним седлом или вторичным уплотнением штока.
Примечание — Типовые конструкции задвижек с фланцевыми и приварными концами для иллюстрации представлены на рисунках А.1 и А2.
5.1.3 Шаровые краны
Типовые конструкции шаровых кранов с фланцевыми или приварными концами для иллюстрации представлены на рисунках А.З—А.5.
5.1.4 Обратные клапаны
Типовые конструкции обратных клапанов поворотного и осевого поточного типов для иллюстра-ции представлены на рисунках А.6—А.8.
5.1.5 Осесимметричные клапаны
Осесимметричные клапаны должны иметь цилиндрический запорный элемент, который перемещается по оси. параллельной направлению потока.
Примечание — Типовая конструкция осесимметричных клапанов с фланцевыми или приварными концами для иллюстрации представлена на рисунках А.8 и А.9.
5.2 Конструктивное исполнение арматуры
5.2.1 Полнопроходная арматура
Проходное сечение полнопроходной арматуры должно быть ничем не перекрыто в полностью открытом положении и иметь внутреннее минимальное цилиндрическое отверстие, определяющее размер прохода, как указано в таблице 1. Если в конструкции арматуры используются трубы, они должны удовлетворять требованиям по допускам используемых технических условий. Размеры запорного элемента и седла должны соответствовать таблице 1.
Примечание — Ограничения для верхнего предельного размера проходного отверстия арматуры не установлены.
Если минимальные размеры проходного сечения для класса давления арматуры и размеров не указаны в таблице 1. то размер и диаметр проходного сечения должны быть согласованы, а изготовитель должен указать размер и диаметр сечения на заводской табличке (при маркировке).
Примечание — Арматура с концами под приварку для присоединения к трубопроводу может иметь требование по уменьшению (заужеяию) проходного сечения на приварном(ых) кокце(ах).
Арматура, имеющая некруглое проходное сечение через запорный элемент при полном его открытии, не должна рассматриваться как полнопроходная.
За исключением нелолнопроходной арматуры, размеры арматуры должны определяться по NPS или диаметру условного прохода (DN).
5.2.2 Неполнопроходная арматура
Неполнопроходная арматура при полном открытии должна иметь минимальное проходное сечение. удовлетворяющее следующим требованиям:
- арматура от DN 100(NPS 4) до DN 300(NPS 12): на 25 мм (либо один номинальный размер) меньше условного прохода (номинального размера) арматуры с проходным сечением в соответствии с таблицей 1;
- арматура от DN 350 (NPS 14) до DN 600(NPS 24): на 50 мм (либо два номинальных размера) меньше условного прохода (номинального размера) арматуры с проходным отверстием в соответствии с таблицей 1.
Размеры минимального проходного сечения арматуры ниже DN 100 (NPS 4) и выше DN 600 (NPS 24) должны быть согласованы с заказчиком.
Пример — Неполнопроходная арматура DN 400 (NPS 16) класса 1500 имеет минимальное проходное сечение 287 мм (11.31 дюйма).
Неполнопроходная арматура с редуцированным круглым открытием должка быть определена в соответствии с номинальным размером торцевых соединений и номинальным размером редуцирован* ного открытия в соответствии с таблицей 1.
Пример — Арматура DN 400 (NPS 16) класса 150 с редуцированным круглым открытием диаметром 303 мм (11.94 дюйма) указывается как DN 400 (NPS 16) *DN300 (NPS 12).
Арматура с редуцированным некруглым открытием и обратные клапаны с редуцированным от* крытием должны быть обозначены как неполнопроходная арматура и определены по номинальному размеру, соответствующему концевым соединениям, за которым следует буква «Я».
Пример — Неполнопроходная арматура с концевыми соединениями DN 400 (NPS 16) и прямоугольным открытием 381 « 305 мм (15 * 12 дюймов) обозначен как 16R.
Таблица 1 — Минимальное проходное сечение полнопроходной арматуры
NPS | DN | Минимальное проходное сечение в зависимости от класса, мм (дюймы) | |||
Класс 150, 300. 000 | Класс 900 | Класс 1500 | Класс 2500 | ||
1 | 25 | 25(1.00) | 25(1.00) | 25(1.00) | 25(1,00) |
1V2 | 40 | 38(1.50) | 38(1,50) | 38(1.50) | 38(1,50) |
2 | 50 | 49(1.94) | 49(1,94) | 49(1.94) | 42 (1,69) |
2’/2 | 65 | 62 (2.44) | 62 (2,44) | 62 (2.44) | 52 (2,06) |
3 | 80 | 74 (2.94) | 74 (2.94) | 74 (2.94) | 62 (2.44) |
4 | 100 | 100 (3.94) | 100 (3.94) | 100 (3.94) | 84 (3.44) |
6 | 150 | 150 (5.94) | 150 (5.94) | 144 (5.69) | 131 (5.19) |
8 | 200 | 201 (7.94) | 201 (7.94) | 192 (7,56) | 179 (7,06) |
10 | 250 | 252 (9.94) | 252 (9.94) | 239 (9.44) | 223 (8.81) |
12 | 300 | 303 (11.94) | 303(11,94) | 287 (11.31) | 265(10.44) |
14 | 350 | 334(13.19) | 322(12,69) | 315(12.44) | 292(11.50) |
16 | 400 | 385(15,19) | 373 (14.69) | 360(14,19) | 333(13,13) |
18 | 450 | 436(17.19) | 423 (16.69) | 406(16,00) | 374 (14,75) |
20 | 500 | 487(19,19) | 471 (18.56) | 454(17.88) | 419(16.50) |
22 | 550 | 538(21.19) | 522 (20.56) | 500(19.69) | — |
24 | 600 | 589 (23.19) | 570 (22.44) | 546 (21.50) | — |
26 | 650 | 633 (24.94) | 617(24.31) | 594 (23.38) | — |
28 | 700 | 684 (26.94) | 665 (26.19) | 641 (25.25) | — |
30 | 750 | 735 (28.94) | 712 (28.06) | 686 (27,00) | — |
32 | 800 | 779 (30.69) | 760 (29.94) | 730 (28.75) | — |
34 | 850 | 830 (32.69) | 808 (31.81) | 775 (30.50) | — |
36 | 900 | 874 (34.44) | 855 (33.69) | 819(32.25) | — |
38 | 950 | 925 (36.44) | 904 (35.63) | — | — |
40 | 1000 | 976 (38.44) | 956 (37.63) | — | — |
42 | 1050 | 1020 (40.19) | 1006 (39,63) | — | — |
Окончание таблицы 1
NPS | ON | Минимальное прокодное сечение е зависимости от класса, мм (дюймы) | |||
Класс 154. 340.600 | Класс 900 | Класс 1500 | Класс 2500 | ||
48 | 1200 | 1166(45.94) | 1149 (45.25} | — | — |
54 | 1350 | 1312 (51.69) | — | — | — |
56 | 1400 | 1360 (53.56) | — | — | — |
60 | 1500 | 1458 (57.44) | — | — | — |
6 Конструктивные требования
6.1 Общие требования
Основные и корпусные детали, включая крепежные детали, целесообразно проектировать из материалов, указанных в разделе 7.
Расчеты основных деталей арматуры при проектировании с учетом внешней нагрузки, рабочих сил могут соответствовать [4] — [8].
6.2 Требования к надежности и безопасности
6.2.1 Подводная трубопроводная арматура должна соответствовать требованиям.
- технических регламентов, распространяющихся на арматуру;
• настоящего стандарта;
■ стандартов на конкретные типы и виды арматуры,
- КД:
• заказчика.
6.2.2 Надежность и безопасность подводной трубопроводной арматуры должна быть обеспечена:
- проектированием арматуры в соответствии с ее функциональным назначением и с учетом на* грузок, которые могут возникнуть при ее эксплуатации;
- применением материалов основных деталей арматуры, работающих под давлением, выбран* ных с учетом параметров и условий эксплуатации, а также с учетом опасности, исходящей от рабочей среды;
- проведением расчетов на прочность с использованием верифицированных программ и обеспечением необходимых запасов прочности для основных элементов конструкции арматуры с учетом ус* ловий ее эксплуатации (рабочих давлений, температуры рабочей среды, климатических условий, возможного эрозионного и коррозионного воздействия рабочей среды, сейсмических и других внешних воздействий);
• применением узлов и деталей, апробированных и/или подтвержденных испытаниями конструктивных решений;
- герметичностью относительно внешней среды, выбором и подтверждением при испытании для запорной арматуры соответствующего класса герметичности затвора;
• проведением сборки и монтажа в соответствии с регламентируемыми процедурами:
- выбором запасов прочности арматуры с учетом скорости коррозии материалов деталей арматуры. находящихся под давлением и в контакте с рабочей средой;
• подтверждением прочности и плотности материалов, сварных швов и соединений испытаниями;
- проектированием и применением электрооборудования для арматуры в соответствии с показателями назначения (в части напряжения, рода тока и др.);
• заземлением корпусных деталей электрооборудования арматуры с соблюдением требований специальных правил;
• защитой арматуры от прямого или косвенного воздействия электрического тока;
• разработкой ЭД (ПС и РЭ. ведомость ЗИП);
- установлением в ЭД показателей безопасности для арматуры, отказы которой в условиях эксплуатации классифицируются как критические;
. введением в ЭД перечня возможных критических отказов и критериев предельных состояний арматуры;
* проведением всей совокупности испытаний (приемочных, приемо-сдаточных, периодических и др.), подтверждающих требуемые характеристики арматуры;
* уровнем технологических процессов изготовления арматуры и систем производственного контроля, обеспечивающим требуемые показатели безотказности арматуры:
- организацией и осуществлением производственного контроля;
* эксплуатацией арматуры в соответствии с требованиями НД и ЭД.
6.2.3 Детальные требования к обеспечению надежности и безопасности трубопроводной арматуры при проектировании, изготовлении, транспортировании, монтаже, эксплуатации, ремонте, хранении и утилизации установлены в ГОСТ 12.2.063.
6.3 Требования к учету функциональных и внешних нагрузок
6.3.1 Выбор и обоснование конструктивно-технологических параметров, обеспечивающих прочность. надежность и безопасность функционирования трубопроводной арматуры и ее элементов подтверждаются расчетами на прочность. Требования к расчетам трубопроводной арматуры на прочность установлены в ГОСТ 12.2.063.
6.3.2 Сейсмостойкость указывают в ТУ и ЭД [при наличии требований заказчика (в соответствии с заключенным договором)).
Арматура в сейсмостойком исполнении должна сохранять работоспособность, прочность, герметичность по отношению к внешней среде и в затворе во время и после сейсмического воздействия до значения, указанного при заказе (в баллах по шкале MSK-64). и соответствовать ГОСТ 30546.1.
Сейсмостойкость подтверждают расчетами на сейсмопрочность и на работоспособность (оценка влияния сейсмических нагрузок на работу запирающих элементов), а по требованию заказчика (в соответствии с заключенным договором) — дополнительно подтверждают испытаниями.
При проведении испытаний необходимо учитывать одновременное воздействие сейсмических ускорений в вертикальном и горизонтальном направлениях и расчетное давление.
6.4 Номинальные значения давления
Арматура, на которую распространяется настоящий стандарт, должна быть выполнена в одном из следующих классов согласно таблице 2 (см. также [9]).
Таблица 2 — Классы арматуры
Класс» арматуры по ANSVASME/ASTM | Номинальное ааопекие PN. МПа |
150 | 2.0 |
300 | 5.0 |
400 | 6.8 |
600 | 10.0 |
900 | 15.0 |
1500 | 25.0 |
2500 | 42.0 |
Выбор класса должен определяться заказчиком. Внешнее давление высоты столба морской воды не должно приниматься в расчет, как давление компенсации, при выборе класса давления.
При проектировании подводной арматуры, работающей под давлением, не должно учитываться влияние внешнего давления морской воды при расчете на прочность.
При проектировании целесообразно учитывать перепады давления, вызванные давлением между уплотнениями (см. [10]). Влияние внешнего давления/еысоты столба морской воды и нулевого абсолютного давления в полости арматуры также должны быть учтены при проектировании.
Все металлические и неметаллические элементы арматуры, находящиеся под давлением, должны быть рассчитаны на номинальные значения давления. Номинальные значения давления целесообразно определять линейной интерполяцией (см. [5]).
На паспортной заводской табличке оборудования должна быть маркировка максимального рабочего давления при минимальной и максимальной рабочей температурах.
Минимальная расчетная температура должна составлять 0 вС. если иное не указано заказчиком.
6.5 Размеры
Подводная арматура должна иметь номинальные размеры, указанные в таблице 1.
6.6 Строительные длины арматуры
Строительные длины подводной трубопроводной арматуры в соответствии с положениями ГОСТ Р 56001.
По согласованию с заказчиком арматура может изготавливаться со строительной длиной в соответствии с положениями [1].
Длина арматуры, имеющей один конец под приварку и один фланцевый конец, должна быть определена путем добавления половины длины арматуры с фланцевым концом к половине длины арматуры с концом под приварку.
Допуски на строительные длины должны составлять ±1,5 мм для арматуры размером DN 250 (NPS 10) и менее и ±3.0 мм для арматуры размером DN 300 (NPS 12) и более.
Номинальный размер строительной длины должен быть указан на паспортной заводской табличке.
6.7 Эксплуатация
Заказчику следует указать метод эксплуатации арматуры и максимальный перепад давления (MPD). при котором арматура должна открываться с помощью рычага, редуктора или силового привода. Если это не указано, давление должно быть равно максимальному перепаду давления (MPD). как определено в 5.2 для материала при температуре 38 °C.
Изготовитель должен предоставить заказчику следующие данные по запросу:
- коэффициент потока Cv или Kv;
- предельный момент осевой нагрузки или крутящего момента для новой арматуры и ход начала открытия или угол начала открытия;
- рабочая осевая нагрузка или крутящий момент арматуры;
- осевая нагрузка или крутящий момент закрытия арматуры;
• максимальная допустимая осевая нагрузка или крутящий момент штока арматуры и. если это применимо, максимальный допустимый пусковой крутящий момент редуктора;
- число оборотов для арматуры с ручным управлением.
6.8 Требования к приводу арматуры
6.8.1 Общие требования
Должен быть обеспечен максимальный допустимый крутящий момент на штоке (MAST) и максимальный крутящий момент/осевая нагрузка без превышения MAST.
Заказчиком должны быть предоставлены следующие данные:
- минимальная и максимальная рабочие температуры;
- минимальная и максимальная температуры окружающей среды:
• минимальные и максимальные температуры, возникающие с момента отгрузки с завода до момента монтажа;
- требуемые коэффициенты запаса (например, необходимый запас по крутящему моменту/осе-вой нагрузке, коэффициент запаса прочности гидравлической системы и т. п.);
- расчетная глубина воды;
- тип арматуры;
- минимальное и максимальное требуемое время работы в открытом и закрытом положениях;
- расположение и ориентация указателя положения относительно штока арматуры и/или интерфейса дистанционно управляемых инструментов ROT;
- необходимость подводного поиска (водолаз или ТНПА).
При наличии ROT-привода должно быть предоставлено следующее:
- тип и класс интерфейса ROT;
- об/мин системы ROT;
• минимальный и максимальный входной крутящий момент системы ROT;
• реакционные нагрузки аппарата ТНПА;
• конструктивное исполнение интерфейса ROT по оси. т. е. ориентация входного шпинделя относительно штока арматуры.
6.8.2 Данные осевой нагрузки/крутящего момента арматуры
Изготовителем арматуры должны быть предоставлены следующие данные в направлении как открытия, так и закрытия:
- размеры арматуры;
- начальный предельный момент или усилие на нулевой и рабочей глубинах воды [страгивание при открытии (ВТО) и страгивание при закрытии (BTC)J;
- угол начала открытия арматуры или процент открытия (или свободный ход), при котором происходит начало открытия арматуры;
- рабочий крутящий момент или осевая нагрузка:
• крутящий момент или осевая нагрузка закрытия арматуры [конечный момент открытия (ЕТО) и конечный момент закрытия (ЕТС));
- MAST приводного механизма арматуры;
• длина и направление хода для открытия и закрытия линейной арматуры;
- угол и направление вращения для поворотных или обратных клапанов;
- направление вращения и количество оборотов для многооборотной арматуры;
• осевая нагрузка, необходимая для обеспечения возможности арматурой поддержания положения. если это применимо;
- другие дополнительные условия или требования к крутящему моменту или осевой нагрузке арматуры.
Примечание — Процент открытия (или свободный ход) — это ход привода арматуры, при котором седло остается герметичным в паре с запорным элементом. Выражается в процентном соотношении по отношению к ходу привода арматуры. Данная характеристика может быть существенным фактором в определении размера устройства привода, если значение превышает 5 % соответственно.
6.8.3 Данные гидравлического привода
Заказчик должен предоставить следующие данные:
- тип регулирующей жидкости;
- минимальное и максимальное напорное давление;
- минимальное давление открытия/закрытия;
• конструктивное исполнение привода (однократного или двойного действия);
• безаварийное действие (закрытие, открытие или сохранение положения при отключении литания);
- число ходов от источника аккумуляторной энергии;
- тип и размер подключаемого гидравлического питания;
- функция компенсации ограничения хода, если требуется.
6.8.4 Данные прямого газового привода
Для приводов, работающих напрямую от газопровода, крутящий момент или осевая нагрузка арматуры. связанные с минимальным и максимальным рабочим давлением в трубопроводе при рабочей температуре, должны предоставляться изготовителем арматуры.
6.8.5 Данные электропривода
Заказчик должен предоставить следующие данные:
- напряжение, фаза, частота;
- колебания напряжения и частоты;
- количество последовательных ходое арматуры;
- количество запусков в час;
- безаварийное действие (закрытие, открытие или сохранение положения при отключении питания);
- количество ходов от источника аккумуляторной энергии.
- протокол связи между операционной системой и приводом.
6.8.6 Входные данные редуктора
Заказчик должен предоставить следующие входные данные:
• конструктивное исполнение редуктора по оси (то есть расположение входного шпинделя относительно штока арматуры);
• ограничения на число оборотов входного шпинделя для завершения одного хода;
- неполноповоротный или многооборотный редуктор:
• возможность автоблокировки. Заказчик должен указать, должна ли обеспечиваться возможность автоблокировки устройством управления или арматуры.
6.9 Требования к внутренней очистке
Требования, предъявляемые к внутренней очистке скребками, должны определяться заказчиком.
В случае наличия у заказчика требований по очистке скребками, конструкция выбранной арматуры должна быть рассчитана и проверена на прохождение скребков.
Примечания
1 Краны системы Вентури и неполнопроходная арматура не подходят под требование по очистке скребками.
2 Арматура, в которой запирающий элемент в полностью открытом положении перекрывает собой часть проходного сечения (форма сечения будет отличаться от круглой), не подходит под требование по очистке скребками.
3 Некоторые конструкции арматуры с полнопроходным сечением имеют в своем корпусе специальные полости и/или байпасные линии. Они могут не подходить под требование по очистке скребками.
6.10 Точки монтажа арматуры в трубопровод
6.10.1 Фланцевое присоединение к трубопроводу
6.10.1.1 Общие положения
Фланцы должны быть оснащены выступом или канавкой под уплотнительное кольцо (фланец с соединительным выступом или полноразмерный фланец). Указанные размеры, допуски и чистовую обработку поверхностей, включая шаблоны сверления, посадочные поверхности фланца, опорные поверхности гаек (с подрезкой и обратной обточкой торца), наружные диаметры и толщину (см. рисунок 1) целесообразно выполнять в соответствии:
- с (9] размеры до NPS 24 (DN 600) включительно;
- [11]. серия А для NPS 26 (DN 650) и более крупных размеров.
Фланцы и фланцевые фитинги должны иметь опорные поверхности для крепежных деталей, параллельные торцу фланца в пределах V. Не допускается использовать задние торцы фланцев в состоянии после литья или ковки (не обработанные механическим способом поверхности опорных гаек).
Если ни один из указанных стандартов не применим, выбор другого стандарта для проектирования должен быть согласован.
Для толстостенной арматуры могут изготавливаться фланцы со стопорными гайками (см. [4]. раздел VIII).
Метод изготовления должен обеспечивать центровку фланца в соответствии с 6.10.1.2 — 6.10.1.4.
6.10.1.2 Сдвиг осевых линий центрируемого фланца — Боковое выравнивание
Для арматуры размерами NPS 4 (DN 100) включительно максимальная несоосность фланца должна составлять 2 мм.
Для арматуры размером больше, чем NPS 4 (DN 100). максимальная несоосность фланца должна составлять 3 мм.
6.10.1.3 Параллельность центрируемых фланцевых торцов — Угловое выравнивание
Максимальная измеренная разница между фланцами должна составлять 2.5 мм/м.
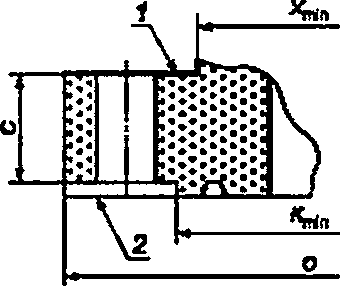
Выступающий торец
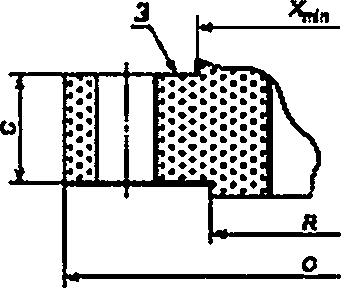
Кол ьцевое фл ан цвете соединен на
I — опорная поверхность гаихи. 2 — плоский торец. 3 — опорная поверхность гайки; С — толщина фланца: О — наружный диаметр фланца: R — диаметр выступающего торца; Кмп — минимальный диаметр выступа кольцевого фланцевого соединения; ^льп — A*aue,P стыковочной втулки
Рисунок 1 — Типовые размеры фланца
6.10.1.4 Общая допустимая несоосностъ болтовых отверстий
Для арматуры размерами до NPS 4 (DN 100) включительно максимальная общая допустимая несоосностъ болтовых отверстий должна быть не более 2 мм (см. рисунок 2).
Для арматуры размерами более NPS 4 (DN 100) максимальная общая допустимая несоосность должна быть равна 3 мм при наличии болтовых отверстий.
Поверхность опорной зоны гайки на невидимом торце фланцевого соединения арматуры должна быть параллельна торцу фланца в пределах Г.
6.10.2 Концы под приварку
6.10.2.1 Общие положения
Концы под приварку целесообразно изготавливать с учетом положений (12) или (13).
В случае толстостенного корпуса арматуры внешняя сторона конструкции может быть сужена до 30*, а затем до 45* (см. [14]).
Заказчик должен указать значения наружного диаметра, толщины стенки, класс материала, допустимое минимальное значение предела текучести (SMYS) и любой специальный химический состав стыкуемой трубы, применение плакировки.
6.10.2.2 Параллельность центрируемых концов под приварку — угловое выравнивание Максимальная измеренная разница между концами под приварку должна быть 2.5 мм/м и не превышать 3 мм.
6.10.3 Другие концевые соединения арматуры
Другие концевые соединения могут быть определены заказчиком.
Пример — Хомут, вставка, втулка и т. д.
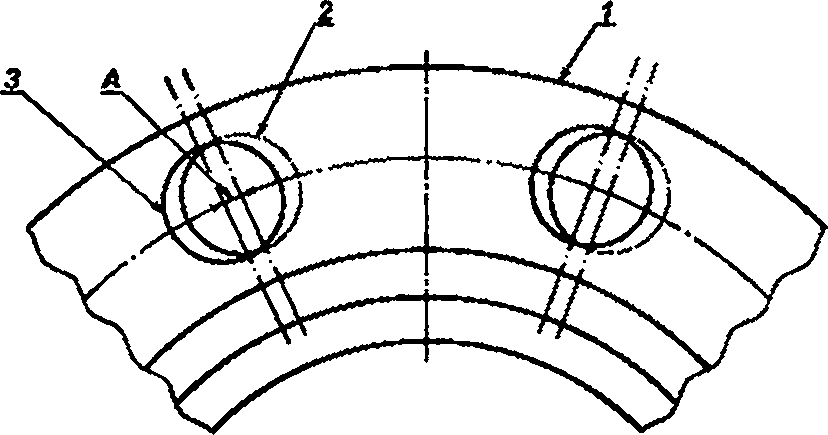
f — фланец; 2 — отверстия • первом фланце. 3 — отверстия в противоположной фланце для выравнивания. А — несоосиостъ болтовых отверстий
Рисунок 2 — Несоосность болтовых отверстий
6.11 Сброс сред из полости арматуры
Не должен проводиться сброс давления полости арматуры а окружающую среду. Испытание на сброс давления полости арматуры следует выполнять в соответствии с 11.6.
8 конструкции арматуры должны быть предусмотрены следующие штуцеры:
- штуцер для слива испытательных жидкостей (арматура с одним седлом без полостей (на* пример, обратные клапаны) и выпускные клапаны могут сливаться другими способами и не требуют наличия штуцера];
- штуцер для отвода воздуха во время заполнения испытательной жидкостью (альтернативные способы заполнения водой могут исключить необходимость использования выпускного штуцера);
* штуцер для испытания корпуса, предназначенный для контроля утечки через седло во время испытания (арматуры с одним седлом и арматуры поточного типа не имеют требований к испытательному отверстию корпуса):
* штуцер для испытания на герметичность в случае многобарьерных уплотнений, расположенных последовательно, например, уплотнения штока и уплотнения корпуса;
* штуцер для обнаружения утечек, впрыска жидкости, промывки и/или удаления гидратов в процессе эксплуатации.
По завершении испытаний выпускные отверстия, дренажи, отверстия для испытания корпуса и отверстия для проверки герметичности уплотнений должны быть загерметизированы.
6.12 Штуцер для промывки штока/седла и полости арматуры
Точки впрыска для области седла и/или штока не должны требоваться, кроме тех. которые указаны по согласованию.
6.13 Маховики и рукоятки ручного привода арматуры
Рукоятки арматуры должны быть изготовлены либо как одно целое по конструкции, либо состоять из ступицы, устанавливаемой на шпиндель, конструкция которой предусматривает установку рукоятки. Конструкция ступицы должна предусматривать постоянное присоединение рукоятки, если это определено заказчиком.
Максимальное допустимое усилие на маховике или рукоятке при ручном управлении арматурой не должно превышать 180 Н.
Рукоятки, изготовленные как одно целое (несъемные), по длине должны быть не более двух строительных длин арматуры.
Диаметр(ы) маховика ручного привода не должен(ы) превышать строительную длину арматуры. Спицы маховика не должны выступать за пределы периметра маховика.
Направление закрытия должно быть по часовой стрелке.
6.14 Положение запорного элемента
За исключением обратных клапанов положение запорного элемента не должно изменяться динамическими силами проходящего потока, или. в случае винтовых задвижек, силами, создаваемыми внутренним или внешним давлением.
6.15 Указатели положений
Арматура, оснащенная устройством управления, должна быть снабжена указателем положения, показывающим открытое и закрытое положение запорного элемента.
Для конусных кранов и шаровых кранов инструментальный ключ и/или индикатор положения должны располагаться вдоль линии трубопровода, когда арматура открыта и поперек, когда арматура закрыта. Конструкция должна быть такой, чтобы элемент(ы) индикатора и/или инструментального ключа не могли быть установлены таким образом, чтобы указывалось неправильное положение запорного элемента арматуры.
Арматура со снятым устройством управления и без указателя положения должна иметь техническую возможность контроля регулировки открытого и закрытого положения.
Если шток арматуры снабжен шпоночной канавкой или направляющим элементом в конусных или шаровых кранах, то канавка/направляющая должны быть на одной линии с отверстием конуса/шара.
Указатели положений не должны быть подвержены влиянию обрастания подводной части. Метод такой защиты должен быть по согласованию.
6.16 Ограничители хода
Арматуры, которые не требуют механической силы для воздействия на уплотнение, должны быть оснащены ограничителем хода и/или устройством управления, они должны определять положение запорного элемента в открытом и закрытом положении. Ограничители хода не должны влиять на герметичность арматуры.
В качестве руководства по ограничителям хода в зависимости от типа арматуры целесообразно учитывать положения [1].
6.17 Требования к редуктору привода и исполнительного механизма
Конструкцией арматуры, как правило, предусматривается демонтаж редуктора, привода и исполнительного механизма в подводных условиях, при этом целесообразно учитывать положения [1].
6.18 Система дистанционно управляемых инструментов
Заказчик должен указать, должны ли арматуры управляться с помощью системы дистанционно управляемых инструментов (ROT). Выбор размера/класса ROT должен быть согласован.
Изготовитель должен предусмотреть следующее:
- нормальное рабочее усилие/крутящий момент для всех рабочих ходов в открытых и закрытых положениях;
- максимально допустимое рабочее усилие/крутящий момент, чтобы предельные напряжения в приводном механизме арматуры не могли быть превышены, как это определено в 6.20.2 и 6.20.3;
- количество оборотов, необходимых для осуществления одного полного хода арматуры.
Примечания
1 Заказчики могут выбрать стандартизацию для конкретной ROT системы, но во всех случаях может оказаться нецелесообразным определение размера всей арматуры исходя из максимальной нагрузки на систему ROT с требованием, чтобы крутящий момент/рабочее усилие ROT регулировэлись/ограничивались при работе арматуры.
2 Типовые интерфейсы системы ROT рассматриваются в [15] и [16].
Заказчик должен указать одну из следующих опций:
- для системы ROT. подключенной непосредственно к арматуре/приводу/редуктору таким образом. что действие крутящего момента/рабочего усилия передается на узел арматуры, следует учитывать влияние ударных нагрузок от ТНПА.
- для системы ROT, установленной на смежной конструкции таким образом, что действие крутя* щего момента/рабочего усилия передается на конструкцию, а не на узел арматуры, следует учитывать влияние дифференциального движения между арматурой и конструкцией (например, термическое, воздействия окружающей среды и сейсмическое).
6.19 Точки подъема арматуры
Конструкцию точек подъема и элементы конструкции, непосредственно поддерживающие или обрамляющие точку подъема арматуры, определяются изготовителем.
Подъем арматуры за элементы, не предусмотренные изготовителем в качестве точек подъема, не допускается.
Подводная арматура должна обеспечивать устойчивость.
6.20 Приводные механизмы
6.20.1 Расчет осевой нагрузки или крутящего момента
Во всех случаях проектирования расчетная осевая нагрузка или крутящий момент приводного механизма должны, по крайней мере, едвое превышать начальную осевую нагрузку или предельное усилие, при условии не превышения MAST.
Коэффициент перегрузки конструкции должен допускать увеличение осевой нагрузки или крутя* щего момента при эксплуатации в условиях редкой цикличности работы, действия низких температур и неблагоприятных эффектов от загрязнения.
Расчетная осевая нагрузка или крутящий момент должны быть основаны на режиме работы, требующем наибольшего значения осевой нагрузки или крутящего момента. Изготовитель должен опре* делить, какой из следующих режимов работы требует наибольшей осевой нагрузки или крутящего момента:
« от положения «закрыто» к положению «открыто», при перепаде давления равном MPD;
- от положения «закрыто» к положению «открыто», при MPD с обеих сторон запорного элемента и атмосферном давлении в полости арматуры:
• от положения «открыто» к положению «закрыто», при MPD в проходном сечении арматуры и атмосферном давлении в полости арматуры;
• максимальная осевая нагрузка или крутящий момент при нулевой или максимальной глубине воды.
6.20.2 Допускаемые напряжения
Для определения допускаемых напряжений целесообразно учитывать положения [4]. раздел VIII.
Значение Sm должно составлять 67 % от предела текучести Sy, при этом напряжение сдвига долж* но быть ограничено до 0.6Sm.
Приведенные в настоящем разделе предельные значения напряжения не применяются к компонентам подвижных элементов вращения, к элементам опорных конструкций.
Для угловых сварных швов следует использовать коэффициент прочности сварного шва 0,75.
6.20.3 Допускаемые отклонения
Отклонения приводного механизма не должны препятствовать достижению запорным элементом полностью закрытого или полностью открытого положения. Для всех типов арматуры следует обращать внимание на отклонение и деформацию.
Примечание — Соблюдение пределов допускаемого напряжения только е рамках технических условий проекта может не обеспечить функциональную приемлемость конструкции.
Изготовитель должен продемонстрировать путем расчета или испытаний, что при нагрузках, вызванных расчетным давлением и любыми трубами или внешними нагрузками, определяемыми заказчиком. деформация запорного элемента или седла не ухудшает функциональность или герметичность.
6.20.4 Крепежные детали приводного механизма
Крепежные детали приводного механизма должны принимать непосредственную нагрузку приводного механизма, при этом крепежные детали не должны подвергаться напряжению сдвига.
6.21 Фиксация штока
Арматура должна быть сконструирована так. чтобы гарантировать, что шток не будет выталкиваться ни при каком внутреннем давлении или при снятии компонентов набивного сальника и/или установленных компонентов устройства управления арматурой.
6.22 Уплотнения корпуса и штока
Уплотнения должны быть спроектированы и подвергнуты испытаниям на заданное внешнее давление (глубина воды) и условия эксплуатации. Не следует использовать арматуру с сальником, требующим регулировки при эксплуатации.
6.23 Подтверждение целостности уплотнения штока арматуры
Если уплотнение штока состоит из отдельных компонентов уплотнения, а требования к отдельным отверстиям уплотнения штока были согласованы с заказчиком, необходимо предусмотреть возможность независимого испытания основного уплотнения (см. 6.15).
6.24 Защита от избыточного давления
Устройства управления и любые промежуточные вспомогательные узлы должны быть снабжены средством предотвращения увеличения давления, возникающего в результате наличия утечки через уплотнения штока или крышки.
6.25 Крышка
Если это указано заказчиком, конструкция должна предусматривать установку крышки.
Крышка и ее крепление должны выдерживать действующее давление арматуры и внешнее гидростатическое давление и должны пройти гидростатическое испытание в соответствии с 11.3. Крышка должна продуваться перед снятием и при установке.
6.26 Крышка штока/шпинделя
Если это указано заказчиком, в конструкции должна быть предусмотрена возможность установки крышки штока/шпинделя. Крышка штока/шпинделя не должна удерживать давление.
6.27 Гидравлический замок
Если арматура предназначена для эксплуатации под водой, необходимо предусмотреть возможность продувки всех закрытых полостей, чтобы попавшая в них жидкость не препятствовала демонтажу шпинделя или последующему монтажу компонентов.
6.28 Корроэия/эрозия
Целесообразно предусматривать коррозионно-стойкий материал или покрытие:
- по всей внутренней смачиваемой поверхности арматуры:
- в зонах уплотнения и соединениях на прокладке/корпусе;
* в эонах уплотнения.
Целесообразно предусматривать допуск на коррозию, кроме областей наплавки CRA и материала CRA.
Заказчиком могут быть указаны требования допуска на эрозию проточного сечения арматуры.
6.29 валидация конструктивных решений
Целесообразно выполнить валидацию конструктивных решений КД и ТУ с учетом положений [1].
6.30 Эксплуатационные характеристики при испытательном давлении
Изготовитель должен показать путем расчета (см. 6.1) или другими методами, что конструкция арматуры рассчитана для использования при необходимой глубине воды с нулевым внутренним давлением в арматуре, при этом целесообразно учитывать положения [1].
7 Материалы
7.1 Технические условия
Технические условия на основные детали арматуры должны быть оформлены изготовителем и распространяться на следующее:
• марки материалов;
• химический анализ;
• термическую обработку:
• механические свойства (растяжение).
Другие требования технических условии на материалы должны быть следующими, если это при-менимо:
• эквивалент углерода (СЕ);
• испытания на ударную вязкость по Шарли;
- твердость;
• другие испытания.
Корпусные детали целесообразно изготавливать из материалов с учетом положений [1]. Допуска* ется применение других материалов, при условии, что они имеют аналогичный химический состав, а также идентичные физические и механические свойства, подтвержденные соответствующими испытаниями.
7.2 Требования к испытаниям на растяжение
Образцы материала для испытаний на растяжение должны быть взяты (вырезаны) из заготовки для проведения испытаний после окончания цикла термической обработки. Образцы для испытаний должны быть вырезаны из отдельного или связанного блока, отобранного из одной плавки, преобра* зованного горячей ковкой, если уместно, и термически обработанные при такой же термообработке, включая снятие напряжения, как материал изделия, за исключением основных и корпусных деталей, когда нет необходимости повторно проводить испытания при температуре предыдущего снятия напряжения и отпуска или ниже.
Основные и корпусные детали и регулирующие элементы, изготовленные из металлических материалов. должны быть подвергнуты минимум одному испытанию на растяжение, проводимому при комнатной температуре (см. [17] — (19)). Для металлических материалов предел текучести должен быть в соответствии со стандартами на промышленные материалы в состоянии конечной термической обработки.
Детали, регулирующие давление, изготовленные из нековких металлов, должны быть подвергнуты минимум одному испытанию на растяжение, проводимому с использованием установленного метода ASTM для данного материала. Если метод испытаний не установлен, испытания могут проводиться с учетом положений [17] — [19].
Примечания
1 В соответствии с [20]. [21] для износостойких сплавов проведение испытания на растяжение не требуется. Нековкие материалы не должны использоваться для основных и корпусных деталей.
2 Если результаты испытания(й) на растяжение не удовлетворяют применимым требованиям, могут быть проведены два дополнительных испытания с образцами из одной и той же заготовки для проведения испытаний без дополнительной термической обработки для квалификации материала.
Результаты дополнительных испытаний на растяжение должны отвечать минимальным требованиям.
7.3 Требования к арматуре, учитывающие условия эксплуатации
При конструировании арматуры должна быть предусмотрена стойкость к воздействиям внешних факторов, включая воздействия морской среды, и сейсмостойкость.
Вид климатического исполнения арматуры, категория размещения и значения температуры окружающего воздуха при транспортировании, хранении, монтаже и эксплуатации кранов — по ГОСТ 15150 и требованиям заказчика.
Арматура должна обеспечивать сохранение эксплуатационных характеристик во время и после сейсмического воздействия до значения, указанного при заказе (в баллах по шкале MSK-64).
Арматуру рассчитывают на прочность при совместном действии сейсмических и эксплуатационных нагрузок.
При выборе эластомеров арматуры следует учитывать влияние на них взрывной декомпрес* сии. Для набивного сальника штока и уплотнений арматуры не должен использоваться графит.
Для герметизирующих поверхностей основных деталей арматуры и регулирующих элементов, целесообразно предусмотреть коррозионно-стойкий материал или покрытие.
Конструкция штурвалов, штоков и валов арматуры должна учитывать возможность функционирования при солевых катодных отложениях.
Материалы элементов арматуры не должны создавать гальванические пары.
7.4 Литые и кованные заготовки
При изготовлении литых и кованных элементов арматуры целесообразно учитывать положения (1].
7.5 Ограничения по составу
Химический состав основных и корпусных деталей и регулирующих элементов, из углеродистой и легированной стали должен отвечать соответствующим стандартам на материалы.
Химический состав работающих под давлением свариваемых концов из углеродистой стали должен удовлетворять следующим требованиям.
- массовое содержание углерода (С) не должно превышать 0,23 %;
« массовое содержание серы (S) не должно превышать 0.020 %;
- массовое содержание фосфора (Р) не должно превышать 0.025 %;
- эквивалент углерода (СЕ) не должен превышать 0,43 %.
Эквивалент углерода СЕ. %. вычисляют по формуле
CF-r + Mn^Cr + Mo4Vt5№ + Cu (1)
6 5 15
Химический состав других деталей из углеродистой стали должен соответствовать применяемым стандартам на материал.
Содержание углерода в местах сварных соединений из аустенитной нержавеющей стали не должно превышать 0.03 % массы, за исключением стабилизированного материала, в котором допускается содержание углерода до 0.08 % массы.
Химический состав других материалов должен быть установлен по согласованию.
Двухфазная нержавеющая сталь, используемая для основных и корпусных деталей и регулирующих элементов должна включать в себя исследование микроструктуры следующим образом:
- образцы для испытаний должны быть вырезаны из отдельного или связанного блока, взятого из той же плавки, в состоянии конечной термической обработки;
- двухфазные или супердуплексные интерметаллические фазы и нитридные выделения должны быть исследованы следующим образом.
- микроструктура должна быть исследована и не должна иметь вредных интерметаллических фаз и осадка при минимальном увеличении в 200 раз. Должно быть указано о любом присутствии интерметаллических фаз и/или осадка.
Примечание — Для обеспечения соблюдения данного требования может потребоваться более сильное увеличение (например, от 400 до 500 раз). См. [22] для получения информации о приемке:
- в случае обнаружения интерметаллических фаз и/или осадка приемка продукта должна основываться на результатах испытаний на коррозию и испытаний на удар по Шарли для образцов с V-образным надрезом;
- содержание феррита может определяться подсчетом точек (см. [23]) или анализом изображения (см. (24)). Относительная точность должна составлять менее 20 %. Содержание феррита должно составлять от 35 % до 65 %.
Двухфазная нержавеющая сталь, используемая для основных и корпусных деталей и регулирующих элементов, должна быть подвергнута испытанию на коррозию, выполняемому следующим образом:
* Материал, взятый из образца QTC после окончательного цикла термической обработки, должен подвергаться испытанию на коррозию (см. [25]).
- Метод А. Если QTC является сплошным блоком, один образец (см. [25]) целесообразно взять из центра блока. Если в QTC имеется отверстие, могут быть взяты два образца (см. [25]). Один должен быть взят рядом с внутренней поверхностью и один из центра самого большого поперечного сечения. Поверхность образца должна быть параллельна внутренней поверхности (для ОТО с отверстием). Стороны образца для испытаний должны быть измельчены до частиц размером 120 (или менее) с закругленными краями.
- Температура испытания должна быть (25 ± 2) °C для 22Сг и (50 ± 2) °C для двухфазной нержавеющей стали 25Сг. а время выдержки должно быть 24 ч.
• Приемочные критерии заключаются в следующем: в испытательном материале не должно появляться признаков точечной коррозии после 24-часового погружения в раствор для испытаний при исследовании с малой мощностью увеличения (минимум в 20 раз), а максимальная потеря в весе должна составлять менее 4 г/м2.
Двухфазная нержавеющая сталь, используемая для основных и корпусных деталей и регулирующих элементов, должна иметь PREN (числовой эквивалент стойкости к питтинговой коррозии), вычисляемый по формуле
PREN = Сг ♦ 3.3(Мо + 0.5W) + 16N. (2)
Приемочные критерии должны быть следующими:
- для 22Cr PREN должен быть более 35.0:
- 25Сг PREN должен быть более 40,0.
7.6 Требования к испытаниям на удар
8се углеродистые, легированные и нержавеющие стали (за исключением аустенитных) для основных и корпусных деталей и регулирующих элементов при установленной расчетной температуре ниже 0 ’С (32 ’F) должны быть подвергнуты испытанию на удар. Метод испытания может выполняться по Шарли с использованием образцов с V-образным надрезом (см. [17] или [26]).
С учетом [26] рекомендуется использовать груз (ударник) с радиусом 6 мм.
Примечание — Стандарты проектирования или локальные нормативные документы могут потребовать испытания на удар при минимальных расчетных температурах выше 0 *С (32 Т).
Как минимум одно испытание на удар (работу удара) должно быть выполнено на наборе из трех испытательных образцов от каждой из плавок материала для заготовок, находящегося в законченном термообработанном состоянии.
Образцы для испытаний должны быть отобраны (вырезаны) из образца материала для испытания после окончания всего цикла термической обработки. Образцы для испытаний должны быть вырезаны из отдельной заготовки либо из тела единой заготовки, отобранной из одной плавки, и подвержены горячей коеке там. где это применимо, прошедшие совместную термическую обработку, включая снятие напряжения, как это необходимо для заготовки под конечное изделие (деталь), за исключением основных и корпусных деталей, для которых нет необходимости повторно проводить испытания в случае, когда температура последующей термообработки (отпуска либо снятие напряжений) равна либо ниже температуры предыдущей термообработки.
Испытание на удар должно быть проведено при самой низкой температуре, как определено в соответствующих ТУ на материалы. За исключением материалов крепежных деталей, результаты испытаний на удар для полноразмерных образцов должны соответствовать требованиям таблицы 3.
Таблица 3 — Минимальные требования к ударной вязкости для углеродистых и низколегированных сталей по методу Шарли для образца с V-образмым надрезом (полноразмерный образец)
Установленный минимальный предел текучести. МПа | Среднее значение для трех образцов, д» | Миниыальиое значение для одного образца. Дж |
Не более 275 | 28 | 21 |
276—300 | 30 | 23 |
300—325 | 32 | 25 |
Более 325 | 37 | 28 |
Определение ударной вязкости по методу Шарли для образцов двухфазных и супердуплексных сталей с V-образными надрезами следует проводить при температуре минус 46 *С и иметь результаты не менее значений:
• 45 Дж — среднее для трех образцов;
• 35 Дж — минимальное для одного образца.
Если ТУ на материалы для проектирования подводного трубопровода требуют, чтобы значения удара были выше, чем указанные выше, должны применяться более высокие значения.
Результаты испытаний на удар материала крепежных деталей приведены в [27].
Если какой-либо образец не проходит испытание на удар, то один набор из трех образцов Шарли должен быть выбран из одной и той же ТС для повторного испытания без дополнительной термообработки. которое должно выполняться для того, чтобы квалифицировать материал. Каждый образец для испытаний на удар должен иметь значение ударной вязкости большее либо равное требуемому среднему значению.
Примечание — В качестве альтернативы уменьшенные образцы могут быть допущены к испытанию на удар только по согласованию: однако требования, установленные в таблице 3. применяются как мннимагъные для испытаний на удар для образцов с V-образным надрезом.
Значения ударной вязкости по Шарли для других типов материалов должны быть согласованы.
7.7 Крепежные детали
Крепежные детали на границе давления целесообразно изготовлять в соответствии с ТУ (минимум 2>го уровня) стандартов [2d] или [29] с учетом положений [1].
7.8 Катодная защита
Заказчик должен сообщить изготовителю, будет ли арматура подвергаться воздействию системы СР. Заказчик должен выбрать материалы и уровни напряжения, чтобы избежать риска водородного охрупчивания из-за воздействия системы СР. что может привести к коррозионному растрескиванию под воздействием водорода (HISCC).
Изготовитель должен провести необходимый анализ/исследование конструкции, чтобы гарантировать. что указанные заказчиком уровни напряжения не превышены.
Изготовитель оборудования должен задокументировать как минимум следующее;
- внешнюю общую площадь смачиваемой поверхности, отдельные области для каждого конкретного материала и для каждой поверхности с покрытием и без покрытия:
- состав конструкционных материалов, подвергаемых воздействию внешних смачиваемых поверхностей.
- изготовителя систем покрытий, нанесенных на внешние смачиваемые поверхности, и технические условия на них;
- целостность и неразрывность электроцепи.
Компоненты с внешними смачиваемыми поверхностями и подвергаемые воздействию системы СР не должны превышать следующих ограничений по твердости:
- углеродистые и низколегированные стали, включая материалы крепежных деталей, должны иметь твердость не выше 34 HRC (319 H8W). если только они не подвергаются воздействию сред в стволе скважины (см. [30]);
- материалы никелевых дисперсионно-твердеющих сплавов, в том числе используемые в крепежных деталях, которые должны иметь значение твердости, не превышающее указанное в [30].
7.9 Кислотно-защитное исполнение
Материалы для основных и корпусных деталей и регулирующих элементов и крепежных деталей в кислотно-защитном исполнении целесообразно подбирать с учетом [20], [21]. [31].
7.10 Водородное растрескивание
Детали, контактирующие с жидкими рабочими средами и регулирующие элементы, для арматуры в кислотно-защитном исполнении, изготовленные из листового проката, должны быть устойчивы к HIC.
Устойчивость рекомендуется подтверждать с помощью испытания на устойчивость к HIC партии плавки и термической обработки по [30].
Приемочные критерии целесообразно применять с учетом [20]. [21].
7.11 Соединения дренажного трубопровода
Материал соединения дренажного трубопровода (дренаж) должен быть совместим с материалом корпуса арматуры или изготовлен из коррозионно-стойкого материала, подходящего для условий эксплуатации под водой.
8 Сварка
8.1 Общие сведения
Выбор материалов для сварных соединений, технология сварки, термическая обработка и контроль качества сварных швов должны соответствовать ГОСТ 33857 и требованиям заказчика.
Наплавка, термическая обработка и контроль качества наплавки — по ГОСТ 33258 и требованиям заказчика.
При изготовлении арматуры применяют аттестованную технологию сварки и наплавки. Аттестацию технологии сварки и наплавки рекомендуется проводить по (32].
Сварку выполняют аттестованные сварщики. Аттестацию сварщиков рекомендуется проводить по [33] и [34].
При изготовлении кранов и исправлении дефектов применяют аттестованное сварочное оборудование. Аттестацию сварочного оборудования рекомендуется проводить по [35].
Работы по неразрушающему контролю осуществляют аттестованные лаборатории. Аттестацию лабораторий рекомендуется проводить по [36].
Неразрушающий контроль осуществляют аттестованные специалисты. Аттестацию персонала в области неразрушающего контроля рекомендуется проводить по [37].
Минимальная толщина обработанного коррозионно-стойкого наплавленного слоя сварного шва на всех поверхностях должна составлять не менее 3,0 мм.
Химический состав плакировки/наллавленного слоя никелевого сплава UNS N06625 должен соответствовать одному из классов, приведенных в таблице 4. Для другого химического состава химический анализ наплавленного слоя сварного шва или плакировки должен соответствовать документированным ТУ изготовителя.
Fe10 должен использоваться только в том случае, если Fe5 не указан заказчиком.
Таблица 4 — Химический состав никелевого сплава UNS N06625
Класс | Элемент | Состав (% массовой доли) |
Fe10 | Железо | Не более 10.0 |
FeS | Железо | Не более 5.0 |
8.2 Испытание на удар
Углеродистые, легированные и нержавеющие стали (за исключением аустенитных марок) для квалификации процедур сварки, включая ремонтную сварку, основных и корпусных деталей и регулирующих элементов, должны соответствовать следующим требованиям к испытаниям на ударную вязкость.
Испытания на удар должны проводиться для аттестации процедур сварки на арматуре при расчетной температуре 0 ’С или ниже.
Примечание — Стандарты на проектирование и/или локальные требования могут потребовать испытания на удар при минимальных расчетных температурах выше 0 *С.
Как минимум, один набор из трех образцов для испытаний на удар металла сварного шва (WM) должен быть взят из WM в месте, указанном на рисунке 3. Образцы должны быть ориентированы так. чтобы надрез располагался перпендикулярно к поверхности материала. При использовании более одного процесса сварки необходимо использовать несколько наборов образцов WM для испытаний на удар. Испытание WM на удар следует выполнять для представления каждого квалифицируемого процесса сварки.
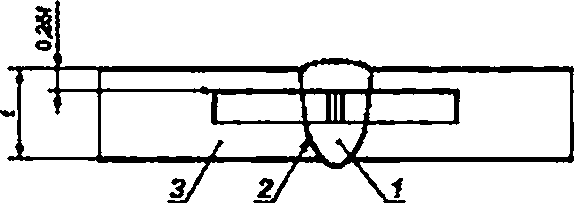
) — металл сварною шва (WM). 2 — эона термическою влияния (HA2); 3 — основной металл (ВМ) Рисунок 3 — Положение образца WM с V-образным надрезом при испытании на удар по Шарпи
Набор из трех образцов для испытаний на удар должен быть взят из HAZ в месте, показанном на рисунке 4. Надрез должен находиться перпендикулярно к поверхности материала там. где на него приходится максимальное количество материала HAZ.
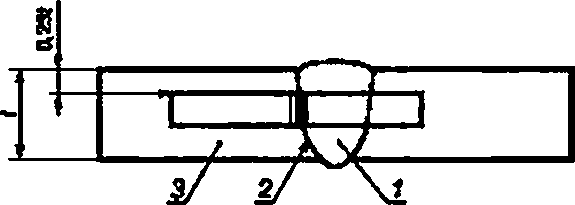
1 — металл сварною шва (WMK 2 ~ эона термическою влияния (HAZ); 3 — основной металл (ВМ)
Рисунок 4 — Положение образца HAZ с V-образным надрезом при испытании на удар по Шарпи
Если соединяемые основные материалы имеют различные P-номера и/или номера группы (см. (Зв), раздел IX или [39] — [43]) либо если один или оба основных соединяемых материала не указаны в перечне нумерации Р. испытания зоны термического влияния рекомендуется проводить для каждого из соединяемых материалов.
Испытания на удар рекомендуется проводить с учетом [17] или [26] по Шарпи с использованием образца с V-образным надрезом.
С учетом положений [26] рекомендуется использовать груз (ударник) с радиусом 8 мм.
Температура испытаний на удар сварных швов и HAZ должна быть равной или ниже минимальной расчетной температуры, установленной для арматуры. Результаты испытаний на удар для полноразмерных образцов должны удовлетворять требованиям 8.2. Если технические условия на материалы требуют для удара более высоких значений, чем указанных в 8.4, следует применять более высокие значения.
8.3 Испытание на твердость
Испытание на твердость целесообразно проводить как часть аттестации процедуры сварки на основных и корпусных деталей и регулирующих элементов с учетом требований [20]. [21]. [31].
Контрольные проверки твердости целесообразно проводить на основном металле. WM и HAZ в соответствии с положениями [20], [21].
8.4 Ремонт
Ремонтные сварные швы должны соответствовать используемому стандарту на материалы, включая любую термообработку шва после сварки (PWHT).
Для каждой отливки требуется схема сварных швов, в которой подробно описывается площадь поверхности и конструктивное исполнение (длина, ширина и глубина) каждого основного ремонтного шва.
Каждой отливке, отремонтированной сваркой, должен быть присвоен уникальный номер или символ с соответствующей схемой сварного шва.
Для одного из основных ремонтных швов требуется измерение твердости наплавленного материала. которое должно быть проведено непосредственно после окончательной PWHT.
Информация и результаты испытаний по вышеуказанным требованиям должны быть задокументированы и представлены в отчете об испытаниях материалов или в других документах.
Для всех основных ремонтных швов требуется PWHT.
Площадь ремонта с помощью сварки всех отливок должна быть ограничена до 25 % от общей площади поверхности.
Объем ремонта с помощью сварки не может превышать 50 % от толщины стенки зоны термического влияния сварки, если не согласовано иное.
Ремонт сварных швов должен выполняться в соответствии с применяемым проектными техническими условиями или стандартом, указанным в 6.1. включая любые PWHT, если это применимо.
9 Контроль качества
При изготовлении арматуры обеспечивают и документально подтверждают реализацию всех положений настоящего стандарта, конструкторской документации и требований заказчика в части применяемых материалов и их свойств, требований к сварным швам, геометрическим размерам и допускам узлов и деталей, объему неразрушающего и разрушающего контроля отдельных деталей и узлов.
При изготовлении кранов осуществляют контроль качества (входной, операционный и приемочный).
Результаты всех видов контроля и испытаний при изготовлении кранов оформляют записью в журналах/актах и в паспорте.
По согласованию с заказчиком допускается регистрация результатов контроля и испытаний в электронной базе данных изготовителя.
Изготовитель подтверждает обеспечение качества кранов системой производственного контроля. Процесс выполнения всех видов контроля, методики контроля, контрольные операции устанавливают в технической документации.
10 Сборка арматуры
10.1 Инструкции по сборке арматуры должны быть предоставлены для установления как минимум следующих условий;
- не допускается применение резьбовой смазки для сборки при температуре выше 260 ‘С. включающей в себя любой из таких компонентов, как сурьма, висмут, свинец или олово;
- требования к последовательности приложения нагрузки и затягивания болтов для крепежных деталей на границе давления должны контролироваться в соответствии с процедурой изготовителя.
10.2 Арматура должна быть промаркирована в соответствии с требованиями ГОСТ 4666.
11 Заводские приемочные испытания
11.1 Общие положения
Перед отгрузкой каждая окончательно собранная арматура должна проходить FAT для выполнения требуемых испытаний, указанных в настоящем стандарте.
Требования по герметичности затвора устанавливаются заказчиком в соответствии с ГОСТ 9544.
Газовую арматуру следует подвергать газовому испытанию корпуса и седла в соответствии с 11.9 и 11.11.
Гидростатическое испытание корпуса арматуры следует выполнять перед любым другим испытанием под давлением/опрессовкой.
Испытания следует проводить в последовательности, указанной в 11.3 — 11.15.
Примечание — Испытание верхнего седла, применимое только к арматуре в соответствии с 11.2. может проводиться до или после гидростатического испытания корпуса, указанного в 11.3.
Оборудование, используемое изготовителем арматуры для проведения требуемых испытаний под давлением, не должно воздействовать внешними силами, влияющими на потерю герметичности седла или уменьшающими осевую нагрузку, прилагаемую к крепежным деталям. Если используется испытательное приспособление, которое не позволяет давлению передаваться в полной мере на крепежные детали, то. по крайней мере, одна арматура, приходящаяся на размер/класс. должна быть подвергнута испытанию с концевыми заглушками на впуске и выпуске, чтобы убедиться в том. что при испытании полная сила осевого давления передается на крепежные детали и уплотнительные элементы. Изготовитель арматуры должен показать, что испытательное приспособление не влияет на герметичность седла испытываемой арматуры.
Опрессовка должна проводиться до выполнения внешнего покрытия арматуры.
Примечание — Если арматура ранее была подвергнута испытанию и прошла испытание в соответствии с настоящим стандартом, последующее повторение гидростатических и пневматических испытаний может быть вдеолнено без удаления внешнего покрытия арматуры.
В качестве испытательной жидкости следует применять пресную воду с антикоррозийной добавкой. Кроме того, если в испытательную жидкость добавляется гликолевый антифриз, все уплотнения должны быть совместимы с ним. Температуру воды следует поддерживать между максимальным значением минимум 2 *С и максимальным значением 38 еС в течение испытания.
Температуру в помещении во время испытаний следует поддерживать между 4 *С и 38 *С в течение испытания.
Содержание хлоридов в испытательной жидкости, контактирующей со смачиваемыми элементами арматуры из аустенитной и двухфазной нержавеющей стали, не должно превышать 30 мкг/г (30 миллионных долей по массе). Содержание хлоридов в испытательной жидкости должно проверяться не реже одного раза в 12 месяцев, а записи должны вестись в соответствии с разделом 15.
Арматура должна быть подвергнута испытанию с седловыми и посадочными поверхностями, свободными от герметиков, за исключением случаев, когда по согласованию герметик является основным средством уплотнения. Использование герметика разрешается только в том случае, если его можно пополнить, когда оборудование находится в подводной среде. Вторичная система уплотнения седла и/или штока, если она предусмотрена, не должна использоваться до или во время испытаний.
Все указанные гидростатические и газовые испытания корпуса должны выполняться при частично открытой арматуре, а также при полном открытии арматуры при условии одновременного заполнения и опрессовки полости корпуса через соединение полости.
Если соединения корпуса арматуры не пригодны для прямого контроля, методы контроля давления и/или утечки должны определяться другими способами.
Напорное давление должно быть изолировано от испытываемой арматуры и стабилизировано до начала опрессовки корпуса.
Устройство измерения даеления/температуры должно быть установлено в испытательном оборудовании таким образом, чтобы обеспечивался непрерывный контроль/регистрация внутреннего испытательного давления/температуры узла арматуры. Испытания под давлением следует проводить при минимальной продолжительности, указанной в 11.2,11.3 и 11.5, после стабилизации давления.
Давление считается стабилизированным, если оно изменяется не более чем на 3 % в час от начального испытательного давления. Испытательное давление не должно опускаться ниже минимального испытательного давления в течение указанного периода поддержания.
Начальное испытательное давление не должно быть более 5 % от заданного минимального испытательного давления. Все испытания под давлением должны проводиться в соответствии с документально подтвержденными процедурами изготовителя.
Для обеспечения записи всех гидростатических испытаний используется прошедший поверку регистрирующий самописец или другие подходящие устройства регистрации.
11.2 Испытание верхнего уплотнения
11.2.1 Общие положения
Испытание верхнего уплотнения штока следует выполнять на арматуре, которая имеет эту характеристику. Самоактивируемая набивка или уплотнения должны быть удалены, если для такого испытания не предусмотрено испытательное отверстие.
Арматуру следует заполнять при закрытых концах и частично открытом запирающем элементе до тех пор. пока не будет обнаружена утечка испытательной жидкости вокруг штока. Затем верхнее уплотнение следует закрыть и подать минимальное давление, в 1.1 раза превышающее номинальное давление, определенное в соответствии с 6.4 для материала при температуре 38 ‘С. в течение времени. указанного в таблице 5.
Таблица 5 — Минимальная продолжительность испытаний верхнего уплотнения
Размер арматуры | Продолжительность испытания. МИН | |
NPS | ON | |
Не более 4 | Не бопее 100 | 5 |
Не менее 6 | Не менее 150 | 10 |
Мониторинг утечки проводят через испытательное отверстие доступа или посредством контроля утечки вокруг ослабленного верхнего уплотнения.
11.2.2 Приемочные критерии
Любая визуально обнаруживаемая утечка во время испытания при испытательном давлении на любой внешней поверхности корпуса должна быть причиной для отбраковки.
11.3 Гидростатическое испытание корпуса
11.3.1 Общие положения
Во время испытания точки монтажа трубопровода к арматуре должны быть закрыты. Если это установлено заказчиком, метод закрытия концов должен допускать передачу полной силы давления, действующей на глухие концы к корпусу арматуры.
Готовые фитинги, работающие под давлением, которые не используются для контроля или обна-руления утечки, должны быть установлены для гидростатических испытаний корпуса арматуры.
Испытательное давление должно быть как минимум в 1,5 раза выше, чем номинальное давление, определенное в соответствии с 6.4 для материала при температуре 38 еС на основе материала соединения конца арматуры.
При более высоком гидростатическом давлении корпуса гидростатическое испытание корпуса следует выполнять с помощью заглушек отверстия для обеспечения того, чтобы фланцы не подвергались испытательному давлению, более чем в 1.5 раза превышающему номинальное давление фланца арматуры.
Продолжительность испытания должна быть не менее 4 ч для всех размеров арматуры.
11.3.2 Приемочные критерии
Во время гидростатического испытания корпуса не допускается визуальное обнаружение утечки.
11.3.3 Гидростатическое испытание корпуса с переходниками
Гидростатическое испытание корпуса должно требоваться изготовителем, если переходники приварены к арматуре как часть его конечной сборки. Испытательное давление, продолжительность и приемочные критерии должны соответствовать 11.3.
Когда допустимое значение испытательного давления переходника меньше требуемого гидростатического испытательного давления, сначала арматура должна быть подвергнута гидростатическому испытанию, без приваривания к арматуре переходника. Затем переходник должен быть приварен к арматуре с последующим гидростатическим испытанием корпуса сборной конструкции при более низком давлении, указанном заказчиком.
Продолжительность испытания должна быть не менее 30 мин после стабилизации давления; визуальное обнаружение утечки не допускается.
После гидростатического испытания сборки внешняя поверхность сварного шва должна подвергаться NDE (МТ или РТ).
11.4 Эксплуатационное/функциональное испытание
11.4.1 Общие положения
Результаты измерений крутящего момента или осевой нагрузки регистрируются и не должны превышать установленный изготовителем расчетный предельный момент/усилие.
11.4.2 Арматура с ручным управлением
Каждая арматура с ручным управлением или с ROT-управлением, за исключением обратной арматуры, должна эксплуатироваться как минимум четыре раза, в зависимости от перепадов давления. указанных в 6.4.
Арматура должна эксплуатироваться при каждом соответствующем условии, определенном в 11.5. Арматура, требующая входного усилия, превышающего указанное в 6.20.1, или не обеспечивающая герметичность после эксплуатации, должна быть отбракована.
Результаты измерений крутящего момента или осевой нагрузки регистрируют и не должны превышать установленный изготовителем расчетный предельный момент/усилие.
11.4.3 Арматура с приводом
Каждый приводной клапан, за исключением обратных клапанов, должен эксплуатироваться как минимум четыре раза, в зависимости от перепадов давления, указанных в 6.4. Если клапаны двунаправленные. они должны испытываться не менее четырех раз в каждом направлении.
Арматура должна эксплуатироваться при каждом соответствующем условии, определенном в
11.5.4.1 и 11.5.4.2. и должна измеряться осевая нагрузка или крутящий момент. Арматура с требуемой осевой нагрузкой или крутящим моментом, превышающим расчетный крутящий момент, указанный в 6.20.1. или не обеспечивающая герметичность после эксплуатации, должна быть отбракована.
Результаты измерений крутящего момента или осевой нагрузки регистрируются и не должны превышать установленный изготовителем расчетный предельный момент/усилие.
11.4.4 Обратные клапаны
Каждый обратный клапан, оснащенный управляющим механизмом, должен пройти рабочий цикл (закрыто — открыто — закрыто) четыре раза, в то время как вся полость корпуса подвергается номинальному давлению, указанному в 6.4. Клапаны, которые не работают и не обеспечивают герметичность после прохождения рабочего цикла должны быть отбракованы.
Результаты измерений крутящего момента или осевой нагрузки регистрируются и не должны превышать установленный изготовителем расчетный предельный момент/усилие.
11.5 Гидростатические испытания седла
11.5.1 Подготовка
Для контактных поверхностей «металл-металл» могут использоваться смазочные материалы.
11.5.2 Испытательное давление и продолжительность испытаний
Испытательное давление для всех испытаний седла не должно быть менее 1.1 номинального давления. определенного в соответствии с 6.4 для материала при температуре 36 "С на основе материала концевого соединения арматуры.
Гидростатические испытания седла должны состоять из трех составляющих:
- после каждого испытания давление снижается до нуля;
• после каждого испытания арматуру полностью открывают и полностью закрывают;
- обратные клапаны открывают и повторно закрывают. Метод открытия и повторного закрытия должен быть в соответствии с письменной процедурой изготовителя.
Испытания 1 и 3 должны длиться не менее 15 мин. Испытание 2 должно длиться не менее 30 мин.
Если клапаны двунаправленные, они должны испытываться в каждом направлении.
Указанная продолжительность должна применяться к арматуре всех размеров.
11.5.3 Приемочные критерии
Для утечки арматуры с мягким седлом не рекомендуется превышение нормы А (см. (44]) (без визуальной утечки во время испытания при испытательном давлении).
Для клапанов с металлическим седлом, кроме обратных клапанов, для скорости утечки не рекомендуется превышать нормы С (см. [44]). Процедуры испытаний для различных типов клапанов приведены в 11.5.4.
Для обратных клапанов с металлическим седлом скорость утечки не рекомендуется превышать нормы D (см. [44]).
Утечки через седло проверяются через выпуск из полости корпуса арматуры или дренажное соединение. Утечка, возникающая с задней стороны кольца седла или вокруг эластичных материалов крышки, должна быть причиной для отбраковки.
Примечание — Для специальных применений может потребоваться норма утечки арматуры «метал л-металл» менее, чем норма D или С (см. [44]).
11.5.4 Процедуры испытаний седла запорной арматуры
11.5.4.1 Однонаправленный клапан
В полуоткрытом положении клапан и его полость должны быть полностью заполнены испытатель* кой жидкостью. Затем клапан должен быть закрыт и испытательное давление подают в соответствующий конец клапана.
Утечка через седло, расположенное на напорной стороне, должна быть проверена через выпуск из полости корпуса клапана или дренажное соединение, если оно имеется. Для клапанов без полости в корпусе или дренажного соединения или для клапанов с седлом на ненапорной стороне, утечка через седло проверяется на конце ненапорной стороны клапана (выходной конец подаваемой испытательной жидкости клапана).
11.5.4.2 Двунаправленный клапан
В полуоткрытом положении клапан и его полость должны быть полностью заполнены испытательной жидкостью. При заполнении клапан должен быть закрыт, а испытательное давление, приложенное к одному концу клапана, удерживается в течение требуемого времени испытания, а затем сбрасывается. Впоследствии давление должно прикладываться к другому концу клапана, удерживаться на требуемую продолжительность испытания, а затем сбрасываться.
Утечка через седло должна быть проверена через выпуск из полости корпуса клапана или дренажное соединение, если оно имеется. Для клапанов без выпуска из полости корпуса или дренажного соединения утечка через седло проверяется на конце ненапорной стороны клапана.
11.5.4.3 Клапан с двойным блоком и выпускным отверстием (DBB)
Если арматура по функциональности является DBB. испытание должно быть выполнено следующим образом.
8 открытом и частично открытом положении клапан и его полость должны быть полностью заполнены испытательной жидкостью. Затем клапан должен быть закрыт, а воздухоотводчик корпуса клапана открыт, чтобы избыточное количество испытательной жидкости перетекало из соединения полости клапана. Испытательное давление должно применяться одновременно с обоих точек монтажа трубопровода к арматуре.
Герметичность седла должна быть проверена с помощью перелива через соединение полости клапана.
Приемочные критерии должны соответствовать требованиям 11.5.3, за исключением того, что для норм утечек через седло «металл-металл» не рекомендуется превышать нормы С более чем в два раза (см. (44]).
11.5.4.4 Клапан с двойной изопяцией и продувкой DIB-1 (с двумя двунаправленными седлами)
Если клапан по функциональности является сдвоенным изолирующим и спускным клапаном (DIB-1). и оба его седла двунаправленные, испытание должно быть выполнено следующим образом:
* каждое седло должно проверяться в обоих направлениях;
- клапан и полость должны быть заполнены испытательной жидкостью, клапан находится в открытом или частично открытом положении, до тех пор. пока испытательная жидкость не перетечет через соединение полости корпуса клапана;
- для проверки утечки через седло в направлении полости клапан должен быть закрыт. Испытательное давление должно последовательно применяться к каждому концу клапана для отдельной проверки каждого седла с напорной стороны. Утечка должна быть проверена через соединение полости корпуса клапана;
- после этого каждое седло должно быть испытано на утечки с ненапорной стороны. С обоих концов клапана должно быть сообщение с атмосферой, а полость клапана заполнена испытательной жидкостью. Если тип клапанов требует уравновешивания давления на напорной стороне и в полости клапана во время испытания седла с ненапорной стороны, в этом случае только один конец клапана должен сообщаться с атмосферой. После приложения давления проверяются утечки через каждое седло на обоих концах клапана.
Приемочные критерии должны соответствовать требованиям 11.5.3. за исключением того, что для утечек через седло «металл-металл» не рекомендуется превышать нормы С более чем в два раза (см. (44]).
11.5.4.5 Клапан с двойной изоляцией и продувкой DIB-2 (с одним однонаправленным седлом и одним двунаправленным седлом)
Если клапан по функциональности является сдвоенным изолирующим и спускным клапаном (DI8-2). с одним однонаправленным седлом и одним двунаправленным седлом, испытание должно быть выполнено следующим образом:
* двунаправленное седло следует проверять в обоих направлениях;
• клапан и полость должны быть заполнены испытательной жидкостью, клапан должен быть в открытом и полуоткрытом положении до тех пор. пока испытательная жидкость не перетечет через соединение полости корпуса;
- для проверки утечки через седло в направлении полости клапан должен быть закрыт. Испытательное давление должно последовательно применяться к каждому концу клапана для проверки каждого седла отдельно с напорной стороны. Утечка должна быть проверена через соединение полости корпуса;
- для проверки двунаправленного седла по испытанию полости давление следует применять одновременно к полости клапана и напорному/впускному концу. Проверку утечки проводят с ненапорного/ выпускного конца клапана.
Приемочные критерии должны соответствовать требованиям 11.5.3. за исключением того, что нормы утечек седла «металл-металл» не рекомендуется превышать нормы С более чем в два раза (см. (44)).
11.6 Испытание на сброс давления полости
11.6.1 Общие положения
Если арматура имеет одно или несколько седел с самосбросом. испытание следует проводить следующим образом:
- если в арматуре имеется альтернативное средство сброса давления полости, испытания следует проводить в соответствии с документированной процедурой:
- конструкции полнопроходных шиберных задвижек, которые не имеют функции DBB не требуют проведения испытаний на сброс давления полости;
- каждая арматура должна быть испытана;
- для арматуры, в которой сброс избыточного давления полости обеспечивается с помощью седел. это должно быть подтверждено с помощью испытания на сброс давления полости.
Испытание на сброс давления полости не требуется, если защита полости от избыточного давления обеспечивается как в открытом, так и закрытом положении с помощью отверстия в запирающем элементе или вокруг уплотнения седла.
Примечание — Полнопроходные задвижки с двухпластинчатым шибером, имеющие уплотнительные седла на напорной и ненапорной сторонах, как правило, не имеют самосброса.
11.6.2 Шаровые краны на цапфе с внутренним сбросом давления седлом
11.6.2.1 Процедура 1
Процедура испытаний на сброс давления полости для установленных на цапфе шаровых кранов с внутренним сбросом давления седлом, должна быть следующей:
а) заполняют кран в полуоткрытом положении водой и стравливают попавший воздух;
б) закрывают кран;
в) закрывают выпускные отверстия сторон крана (заглушка отверстия сторон А и В);
г) подают давление в полость крана до тех пор. пока не начнет подниматься давление в одном из сторон, а седло не сбросит давление полости в конец крана; регистрируют давление сброса и расположение отверстия. Для двухседельных краное с самосбросом продолжают увеличивать давление в полости до тех пор. пока давление на второй стороне не начнет подниматься, а второе седло не сбросит давление; регистрируют давление сброса второго седла;
д) максимальное давление сброса в полости для всех классов от 150 до 2500 должно составлять 33 % от максимального номинального давления.
Примеры
1 Класс 150.275 фунтов на квадратный дюйм (19.0 бар), максимальное допустимое давление сброса составляет 90 фунтов на квадратный дюйм (6,2 бар).
2 Класс 2500, 6250 фунтов на квадратный дюйм (430.9 бар), максимальное допустимое давление сброса составляет 2060 фунтов на квадратный дюйм (142.1 бар);
е) если давление не сбрасывается, кран отбраковывают.
Рекомендуемые номинальные значения давления, температуры приведены в [5].
11.6.2.2 Процедура 2 (опционально)
Если это согласовано, процедуру испытаний на сброс давления полости для установленных на цапфе шаровых кранов с внутренним сбросом давления седлом выполняют следующим образом:
* заполняют кран в полуоткрытом положении водой;
* закрывают кран.
* одновременно опрессовывают стороны А. В и полость крана, до достижения номинального рабочего давления (RWP);
* изолируют стороны А. В и полость крана от источника давления;
* медленно снижают давление на стороне А. контролируя давление в полости клапана. Регистрируют давление на стороне А. необходимое для активации сброса давления через уплотнение седла (точку, при которой давление в полости крана начнет снижаться);
* повторяют этапы от а) до г) для стороны В;
* невозможность сброса при перепаде давления менее 33 % от номинального давления клапана должна быть причиной для отбраковки клапана.
Рекомендуемые номинальные значения давления приведены в (5).
11.6.3 Полнопроходные шиберные задвижки с внутренним сбросом давления седлом
Шиберные задвижки с плавающими седлами и затвором и имеющие уплотнительные седла на напорной и ненапорной сторонах, должны обеспечивать внутренний сброс давления полости.
Процедура испытаний на сброс давления полости полнопроходных шиберных задвижек с внутренним сбросом давления седлом должна быть следующей:
* заполняют арматуру в полуоткрытом положении водой и стравливают весь воздух:
* закрывают арматуру (см. примечание 1);
* закрывают выпускные отверстия с обеих сторон;
* подают давление, равное расчетному (или другому значению, согласованному с заказчиком), на одну из сторон арматуры, при этом вторая сторона должна сообщаться с атмосферой;
* подают давление в полость арматуры до тех пор. пока давление на опрессованной стороне не возрастет до такого значения, что седло обеспечит его сброс в конец арматуры; регистрируют давление сброса;
* если давление не сбрасывается, арматуру отбраковывают;
* снижают давление;
* повторяют процедуру для другой стороны (если клапан двунаправленный);
* если давление не сбрасывается, арматуру отбраковывают.
Примечания
1 Для полнопроходных шиберных задвижек с выдвижным штоком и шибером обратного действия закрытие клапана приведет к обратному току воды в обе стороны клапана, поэтому потребуется добавление дополнительного количества испытательной воды.
2 Для полнопроходных шиберных задвижек с уплотнением на выходе (на ненапорной стороне) необходимо нагачие центрального отверстия полости для выполнения испытания на сброс давления.
11.7 Дренаж
После окончания испытаний из клапанов следует слить через дренаж испытательную жидкость и просушить сжатым воздухом или азотом.
11.8 Испытание седла газом низкого давления
11.8.1 Подготовка
До начала испытания седла газом низкого давления из клапана должна быть слита жидкость, которая использовалась для гидростатических испытаний.
11.8.2 Испытательное давление и продолжительность испытания
Испытание седла, указанное в 11.5. должно быть повторно проведено при испытательном давлении от 80 до 100 фунтов на квадратный дюйм (от 5.5 до 6,9 бар) при использовании в качестве испытательной среды воздуха или азота.
11.8.3 Приемочные критерии
Приемлемая степень утечки при испытаниях седла газом низкого давления должна быть следующей;
- для утечек клапанов с мягким седлом не рекомендуется превышать норму А (см. (44]) (отсутствие видимой утечки);
- для клапанов с металлическим седлом не рекомендуется превышать норму С для степени утечки (см. (44]). если не согласовано иное;
- для обратных клапанов с металлическим седлом не рекомендуется превышать норму D для степени утечки жидкости (см. [44]).
11.9 Испытание корпуса арматуры газом высокого давления
11.9.1 Общие положения
Кожух газовых клапанов следует подвергать испытаниям с использованием газа высокого давления следующим образом.
ВНИМАНИЕ — Испытание газом высокого давления сопряжено с потенциальными опасностями. Необходимо предпринять соответствующие меры предосторожности.
Все указанные испытания корпуса следует выполнять при открытом и полуоткрытом клапане, а также могут быть выполнены и при полностью открытом клапане, если одновременно осуществлять заполнение и опрессовку полости корпуса через соединение с полостью.
Испытание газом высокого давления следует проводить с использованием 100 % азота с клапаном. погруженным во время испытания в водяную ванну.
Примечание — По согласованию, если предприняты соответствующие меры предосторожности, испытание корпуса клапана газом высокого давления может проводиться в испытательной камере без погружения в водяную ванну.
Минимальное испытательное давление должно быть в 1.1 раза выше, чем давление, указанное согласно 6.4 для материала при температуре 38 *С.
Продолжительность испытания должна быть не менее 1 ч для клапанов любого размера.
11.9.2 Приемочные критерии
Приемочным критерием должно быть отсутствие визуально обнаруживаемой утечки во время испытания корпуса клапана газом высокого давления.
11.10 Испытание целостности уплотнения штока газом высокого давления
11.10.1 Общие положения
Арматура должна проходить испытание целостности уплотнения штока газом высокого давления по одному из следующих методов;
- метод 1: Испытание с использованием 100 % азота и измерением утечек посредством пузырькового счетчика/мыльного раствора;
- метод 2; Испытание с использованием 100 % азота и погружением в водяную ванну.
Минимальное испытательное давление для всех методов должно быть в 1.1 раза выше, чем давление, определенное в соответствии с 6.4 для материала при температуре 38 “С.
Продолжительность испытания для всех методов должна составлять минимум 15 мин.
11.10.2 Приемочные критерии
Приемочным критерием служит отсутствие видимой утечки.
11.11 Испытание седла газом высокого давления
11.11.1 Общие положения
Газовые клапаны должны проходить испытание седла газом высокого давления следующим образом.
Седло клапана должно проходить испытание газом высокого давления с использованием в качестве испытательной среды инертного газа. Минимальное испытательное давление должно быть в 1.1 раза выше, чем давление, указанное согласно 6.4 для материала при температуре 38 *С. Продолжительность испытания должна быть не менее 1 ч для всех размеров клапанов.
11.11.2 Приемочные критерии
Для утечек клапанов с мягким седлом не рекомендуется превышать норму А (см. [43]) (отсутствие видимой утечки).
Для клапанов с металлическим седлом степень утечки не рекомендуется превышать норму С более чем в два раза {см. [44]). если не согласовано иное.
Для обратных клапанов с металлическим седлом степень утечки не рекомендуется превышать норму D (см. [44]).
11.12 Обратные клапаны
Испытательное давление для седел обратных клапанов должно прилагаться в направлении требуемого перекрытия потока.
11.13 Установка соединений корпуса после испытаний
По завершении испытаний в соответствии с документированными процедурами должны быть установлены окончательные фитинги корпуса и отверстий для испытаний герметичности штока, например. заглушки.
После установки соединения корпуса должны быть приварены уплотняющим швом, если это определено заказчиком. Необходимо использовать квалифицированные WPS/WPQR. При сварке проверка NDE (РТ) поверхности должна быть выполнена, как минимум после каждого сварочного прохода.
11.14 Испытание соединений корпуса
Соединения корпуса должны пройти согласно 11.9 испытание корпуса под давлением газа, установленным в соответствии с 6.4 для материала при температуре 38 *С на основе материала концевого соединения клапана.
Продолжительность испытания должна быть минимум 20 мин после стабилизации давления; наличие видимой утечки не допускается.
После испытания сварных соединений корпуса газом как минимум должен быть проведен NDE (РТ) поверхности сварного шва.
11.15 Испытание неразрывности электрической цепи
Все внешние элементы клапана, устройства управления и другого подключенного оборудования должны быть перед нанесением покрытия проверены на неразрывность электрической цепи.
Электрическое сопротивление должно быть измерено и зарегистрировано следующим образом:
- шаровой кран: между корпусом и крышкой/наконечником, корпусом и крепежными деталями, корпусом и штоком;
- обратный клапан: между корпусом и крышкой/наконечником. корпусом и крепежными деталями, корпусом и внешними компонентами корпуса сальника;
- задвижка: между корпусом и наконечником, корпусом и крепежными деталями, корпусом и штоком;
- пробковый клапан: между корпусом и крышкой/наконечником. корпусом и крепежными деталями. корпусом и штоком.
Неразрывность электрической цели измеряется с использованием источника постоянного тока (DC) напряжением не более 12 В. Измеренное электрическое сопротивление не должно превышать максимальное значение 0.1 Ом до шкале 2К. Для измерения сопротивления используется поверенный вольтамперметр.
11.16 Защита от коррозии после испытаний
По завершении всех испытаний на все доступные внутренние поверхности некоррозионно-стойких клапанов в соответствии с разделом 12 наносится антикоррозионное средство.
12 Покрытие/покраска
На все не коррозионно-стойкие клапаны должно быть нанесено наружное покрытие или краска в соответствии с требованиями заказчика.
Если наружное покрытие или покраска выполняются изготовителем или его подрядчиком, следует предпринять профилактические меры для обеспечения того, чтобы посторонние частицы не попали во внутреннюю полость клапана и на внешние детали, которые могут повлиять на работу клапана.
На коррозионно-стойкие клапаны не требуется наносить внешнее покрытие или краску, если этого не требует заказчик.
На фланцы, посадочные поверхности опорных фланцев устройства управления, концы скосов сварного шва и выступающие штоки не нужно наносить внешнее покрытие или краску, если этого не требует заказчик.
Незащищенные металлические обработанные поверхности, такие как поверхности фланцев, концы скосов сварных швов, выступающие штоки и внутренние поверхности оборудования, должны быть обеспечены защитой от коррозии с использованием документированных требований изготовителя. Защита от коррозии должна обеспечиваться на открытых металлических поверхностях из сталей с содержанием хрома менее 15 % на гранях фланцев, концах скосов сварных швов, выступающих штоках и внутренних поверхностях оборудования. Защита от коррозии, обеспечиваемая ингибитором коррозии, должна выдерживать стекание при температурах менее 93 *С.
Меры по защите от коррозии при длительном хранении или нестандартных/жестких условиях должны быть предусмотрены, если это указано заказчиком.
Примечание — Применение антикоррозийной добавки на штоке без ее удаления перед началом работы клапана может привести к повреждению уплотнений штока.
13 Подготовка к транспортированию
Для предохранения поверхностей уплотнительных прокладок, приварных монтажных стыков и внутренних частей арматуры от повреждения при транспортировании, фланцевые и приварные стыки должны быть закрыты.
Необходимо предусмотреть защитные щитки из древесины, древесного волокна, пластмассы или металла, которые должны быть надежно зафиксированы в точках монтажа трубопровода к арматуре болтами/гайками, пластиковыми лентами, стальными зажимами или фрикционными стопорами. Защитные щитки должны быть устойчивы к атмосферным воздействиям и не допускать попадания чужеродных частиц и влаги в проходное сечение клапана.
Защитные щитки из древесины или древесного волокна должны быть снабжены непористым влагозащитным барьером между крышкой и металлическим фланцем или приварным концом.
Конструкция щитков должна препятствовать монтажу клапанов, если щитки не были сняты.
Пробковые, шаровые краны и полнопроходные шиберные задвижки должны отгружаться в полностью открытом положении, если только они не оснащены приводом, предохраняющим от закрытия.
Другие типы шиберных задвижек должны отгружаться полностью закрытыми.
Обратные клапаны должны отгружаться с зафиксированным или поддерживаемым диском для защиты от повреждения во время транспортирования. К защитному щитку должна быть прикреплена предупреждающая табличка с инструкциями по снятию перед монтажом материала с внутренней стороны клапана, защищающего или поддерживающего диск клапана.
Открытые уплотнения должны быть защищены от механических повреждений при хранении и транспортировании.
Арматура должна иметь временную защиту от коррозии в процессе транспортирования. Тип временной защиты должен быть утвержден с заказчиком.
14 Документация
14.1 Минимальная документация и хранение
Приведенная ниже документация должна храниться у изготовителя в течение как минимум 10 лет после даты производства:
- проектная документация;
- технические требования к процедуре сварки (WPS);
- записи по процедуре аттестации сварки (WPQR);
- аттестация сварщиков (WPQ);
- протокол аттестации персонала NDE.
* протокол калибровки испытательного оборудования;
* протокол NDE (для RT. протокол минимального NDE — листы показаний и лист технических данных) — МТ. РТ и UT;
* производственные испытания твердости;
* отчеты FAT (включая гидростатические испытания и/или испытания газом) и диаграммы/цифро-вые записи, если это используется;
* содержание хлоридов в испытательной воде;
* протокол испытаний материала корпуса. крышки(екУнаконечника и концевого соединения(ий)/ пробки(ок), прослеживаемый по уникальному серийному номеру клапана, а также отчеты о материалах штоков;
* схемы швов ремонтной сварки литых изделий;
* серийный номер сборки клапана.
Примечания
1 Требования заказчика или нормативные требования могут указывать более длительный период хранения записей.
Документация, предоставляемая изготовителем, должна быть разборчивой, извлекаемой и воспроизводимой. без наличия повреждений.
2 Заказчик может указать любую дополнительную документацию по согласованию с изготовителем.
14.2 Документация к арматуре
Документация, указанная ниже, должна предоставляться изготовителем к каждой арматуре;
а) сертификат соответствия настоящих технических условий предоставляется изготовителем. В сертификате(ах) должны быть указаны тип, размер, класс, концевое соединение, серийный(е) номер(а) клапана, любые дополнительные требования, указанные изготовителем или заказчиком, и заявление о том. что клалан(ы) полностью соответствуют данному изданию технических условий на продукцию и всем дополнениям;
б) протокол испытаний (включая давление, продолжительность испытания, степень утечки, крутящий момент/осевую нагрузку ROT и испытательную среду) вместе с диаграммами дааления/цифроеой записью;
в) сертификация покрытия/плакирования;
г) отчеты по испытаниям материалов для основных и корпусных деталей и регулирующих элементов;
д) заявление об уровне качества (QL) для NDE;
е) сертификат с указанием максимально допустимого значения крутящего момента/осевой нагрузки для привода (только для шаровых кранов, пробковых клапанов и шиберных задвижек), если это используется:
ж) процедура транспортирования и подъема;
и) инструкции по монтажу, эксплуатации и техническому обслуживанию/руководства для клапана и устройства управления;
к) общие схемы и чертежи деталей.
14.3 Дополнительная документация
Вид и объем дополнительной документации определяется заказчиком в рамках проекта по согласованию с изготовителем трубопроводной арматуры.
15 Требования к изготовителю
15.1 Минимальные требования к производству
Изготовитель должен иметь оборудование и в его штате должны быть квалифицированные специалисты для выполнения всех необходимых процессов изготовления изделий. Минимальные требования к обеспечению производства представлены в таблице 6.
Таблица 6 — Минимальные требования к обеспечению производства
Этап | Процесс | Проведение работ |
1 | Проектирование изделия | Выполняется на месте производства, за пределами места производства и/или на аутсорсинге |
1.Г | Документация по проверке проектирования изделия | Выполняется на месте производства, за пределами места производства |
2 | Закупка материалов | Выполняется на месте производства, за пределами места производства и/или на аутсорсинге |
3 | Получения подтверждения | Выполняется на месте производства |
4 | Обработка | Выполняется на месте производства, за пределами места производства и/или на аутсорсинге |
5 | Производственный контроль | Выполняется на месте производства, за пределами места производства и/или на аутсорсинге |
6 | Сварка и другие процессы (например. ENP-TCC и т. д.) | Выполняется на месте производства, за пределами места производства и/или на аутсорсинге |
7" | Сборка | Выполняется на месте производства |
8 | FAT | Выполняется на месте производства |
9 | Дополнительное испытание с учетом положений — см. [1] | Выполняется на месте производства, за пределами места производства и/или на аутсорсинге |
10 | ПокрэскаУпокрытие | Выполняется на месте производства, за пределами места производства и/или на аутсорсинге |
11 | Маркировка/установление метки/заеодс-кая табличка | Выполняется на месте производства |
12 | Подготовка к транспортированию | Выполняется на месте производства |
13 | Окончательный контроль/вылуск | Выполняется на месте производства |
’ Сбор и хранение документированных доказательств проверки проектов: испытания, связанные с проверкой проектов, выполняются в разделе «проектирование изделия 1» и могут выполняться на месте производства, за пределами места производства или на аутсорсинге. ** За исключением гарантийного сварного шва корпуса клапанов. |
15.2 Соответствие требованиям
Для обеспечения соответствия требованиям настоящего стандарта применяется система управ* ления качеством по ГОСТ Р ИСО 9001. см. также [45]. Изготовитель несет ответственность за соответ* ствие всем применимым требованиям настоящего стандарта.
Заказчик должен иметь возможность провести любое расследование, необходимое для того, что* бы удостовериться в соблюдении изготовителем требований стандарта и отбраковывать любой материал. который им не соответствует.
15.3 Процессы, требующие проверки
Следующие операции, выполняемые в процессе производства, должны быть подтверждены изготовителем в соответствии с их системой качества, если это применимо:
- термическая обработка;
* сварка;
- NDE;
- внешнее покрытие/компонентная плакировка, которые могут повлиять на свойства изделия, по согласованию.
Приложение А (справочное)
Конструктивное исполнение арматуры
В настоящем приложении показаны типовые конструктивные исполнения для запорных, конусных и шаровых кранов и обратных клапанов с фланцевыми и приварными концами.
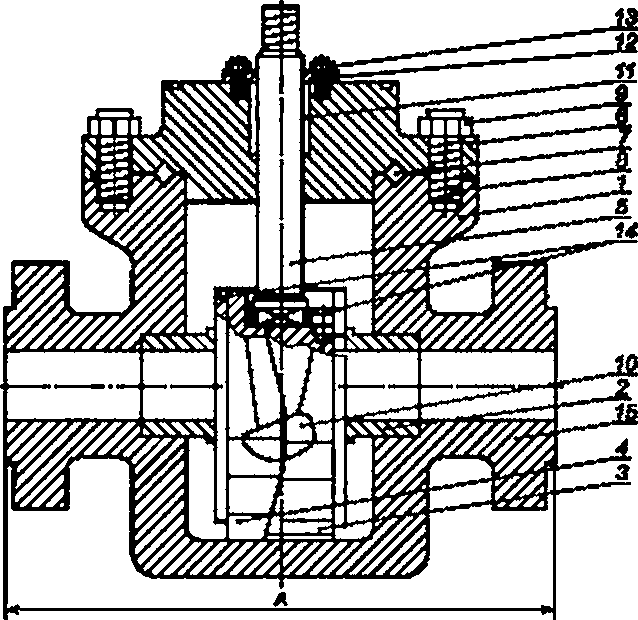
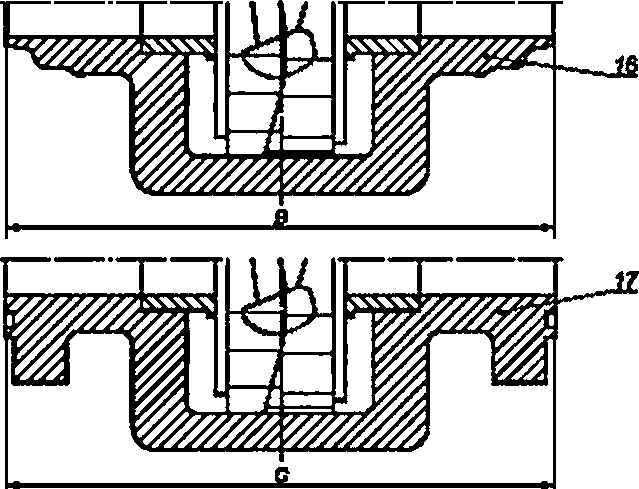
f — корпус. 2 — седла клапана. 3 — шибер А; 4 — шибер В; 5 — шток, б — наконечник клапана. 7 — прокладка корпуса/накокеч-ника клапана: 6 — цапфа: 9 — гайка цапфы. 10 — рычаг; 11 — прокладка штока. 12 — крышка; ГЭ — пинт с толоекои: 14 — направляющая. 15 — выступающий торец; 10 — конец под приварку. 1? — кольцевое соединение. А — фланцевое соединение с плоским торцом: в — сварное соединение; С — фланцевое соединение с кольцевой прокладкой
Рисунок АЛ — Задвижка с двумя клиновыми шиберами/выдвижным штоком
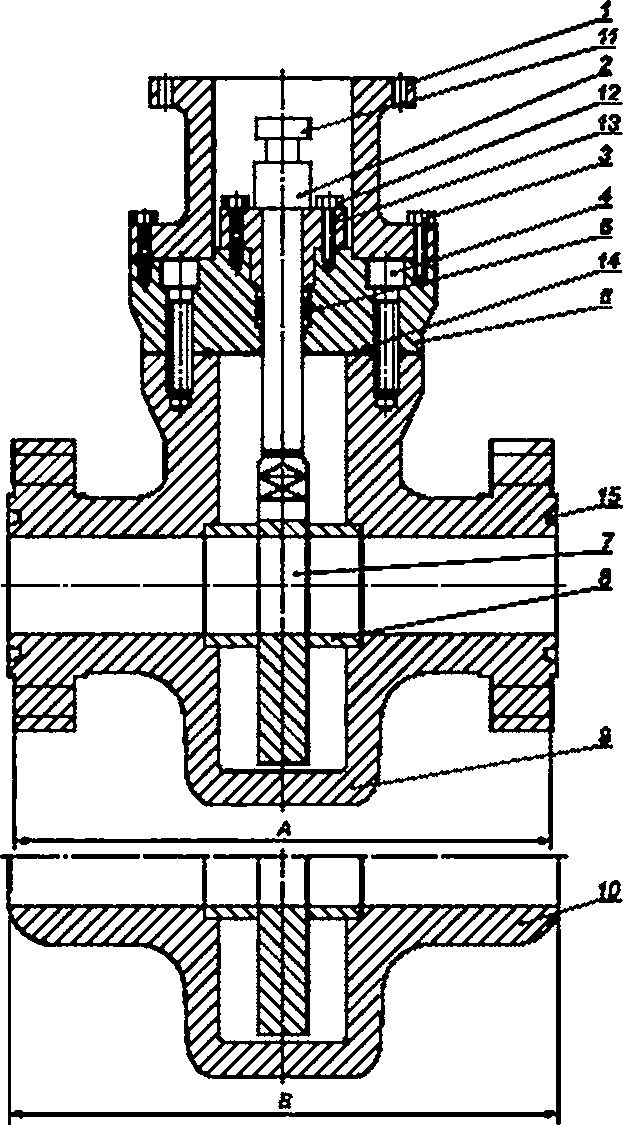
1 — траверса; 2 — шток. 3 — болтовое соединение траверсы: J — болтовое соединение крышки; 5 — ыногобарьерное уплотнение штока, б — крышка клапана. 7 — шибер, в — седло. 9 - корпус: 10 — конец под приварку. If — соединение штока. 12 — болтовое соединение сальника. 13 — фланец сальника. 14 — металлическая уплотнительная прокладка крышки корпуса: >5 — кольцевое соединение. А — фланцевое соединение с кольцевой прокладкой; в — сварное соединение
Рисунок А.2 — Шиберная однопластинчагая задвижка/полнолроходная задвижка с выдвижным штоком
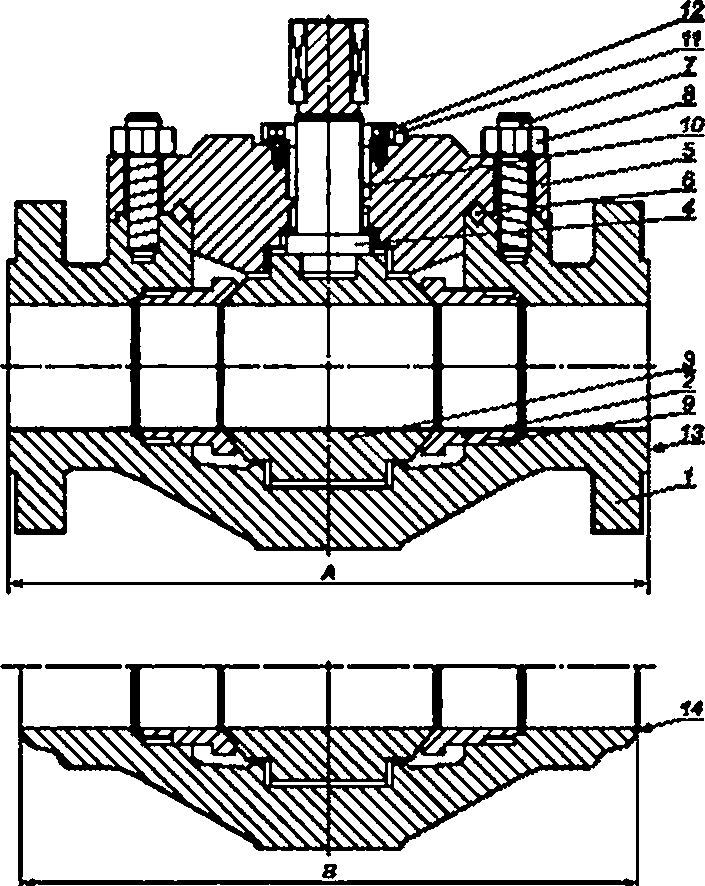
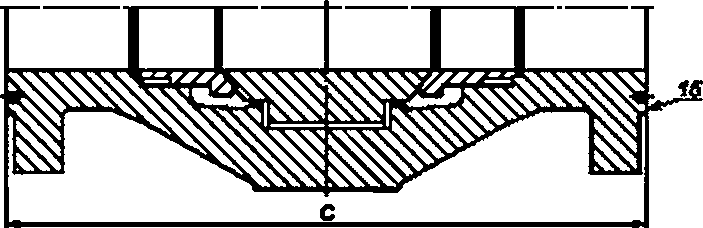
f — корпус, 2 — кольцевое седло; 3 — шаровой клапан: 4 — шток. 5 — мдаижка клапана. в — прокладка корпуса/стахана клапана, ? — цапфа. 6 — гайка цапфы; $ — уплотнение седла. 10 — уплотненно штока. Я — крышка; 12 — винт с гоповком. 13 — выступавшим торец фланца; W — конец под приварку; 1S — кольцевое соединение; А — фланцевое соединение с плоским торцом; в — сварное соединение; С — фланцевое соединение с кольцевой прокладкой
Рисунок А.Э — Шаровой кран с шаром на опорах с верхним соединением
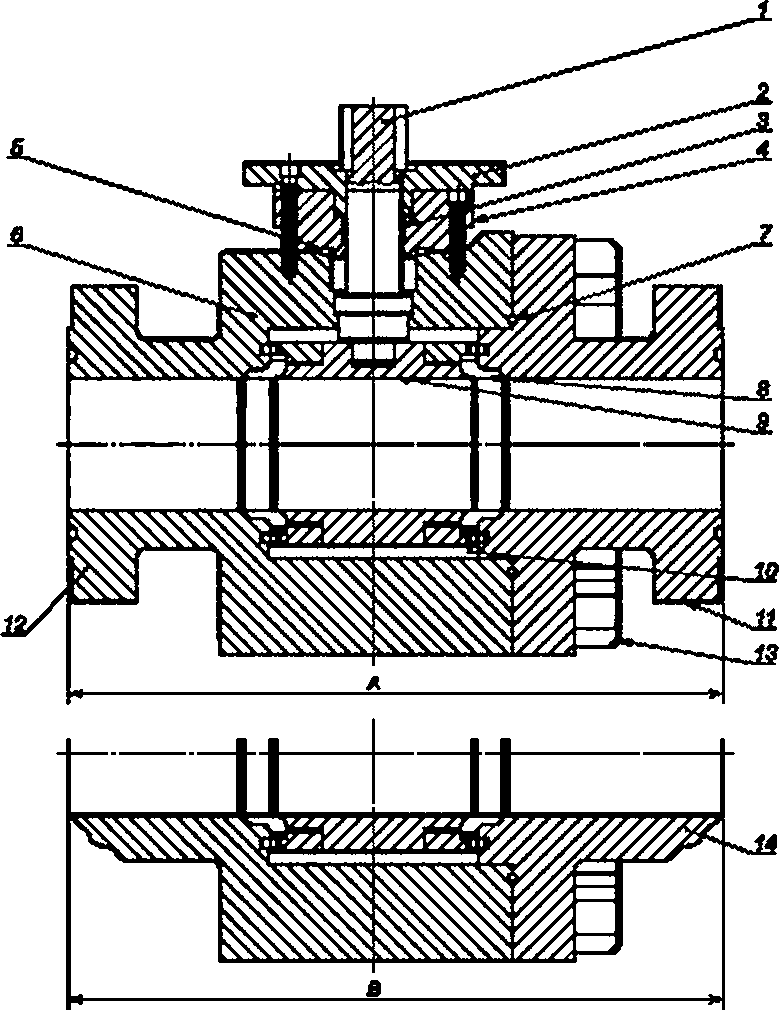
I — шток; 2 — переходная плита. 3 — многобарьерное уплотнение штока; 4 — задвижка корпуса: 5 — металлическая уплотнительная прокладка крышки корпуса, б — корпус. 7 — металлическая уплотнительная прокладка затвора корпуса: д — седло: 9 — шар клапана. 10 ■ опорная плита. 11 — затвор клапана: 12 — кольцевое соединение; 13 — болтовое соединение корпуса;
14 — конец под приварку. Л — фпанцееое соединение с кольцевой прокладкой; в — сварное соединение
Рисунок А.4 — Двухсекционный шароеой кран с болтовым соединением и боковым доступом
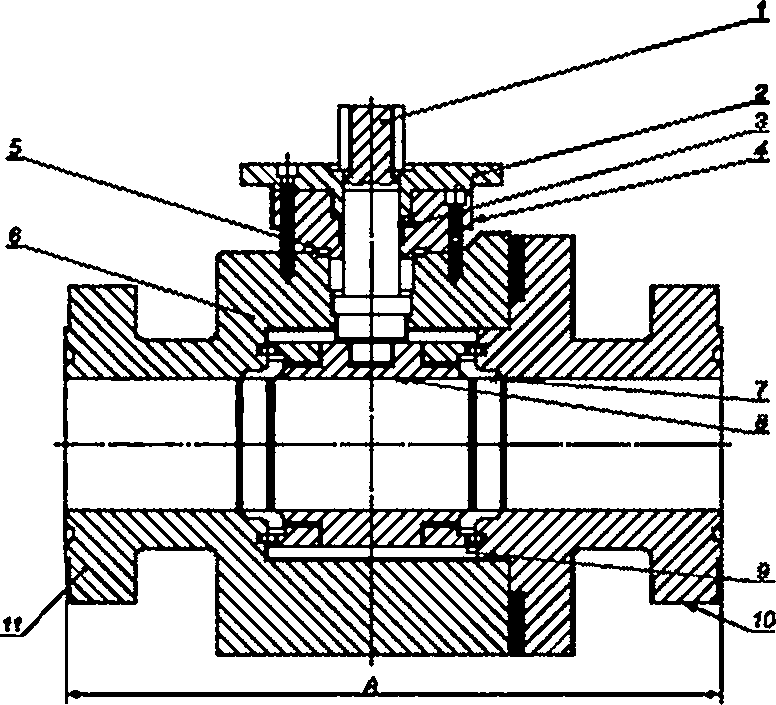
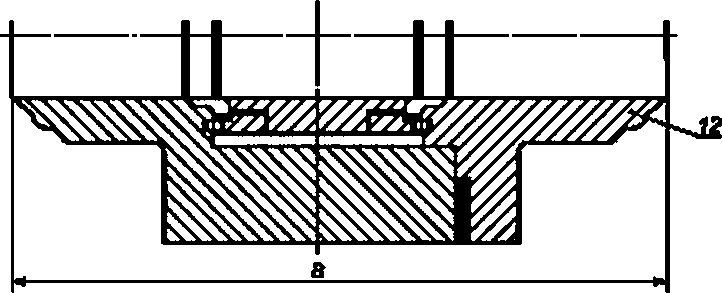
f — шток: 2 ■ переходная плита. 3 — многобарьерное уплотнение штока: 4 — мдвижка корпуса. 5 — металлическая уплотнительная прокладка крышки корпуса: б — корпус. 7 — седло, б — шар клапана: 9 — опорная плита: 10 — мтеор клапана: И — кольцевое соединение: 12 — конец под приварку. А — фланцевое соединение с кольцевой прокладкой, в — сварное соединение
Рисунок А.5 — Двухсекционный сварной шаровой кран
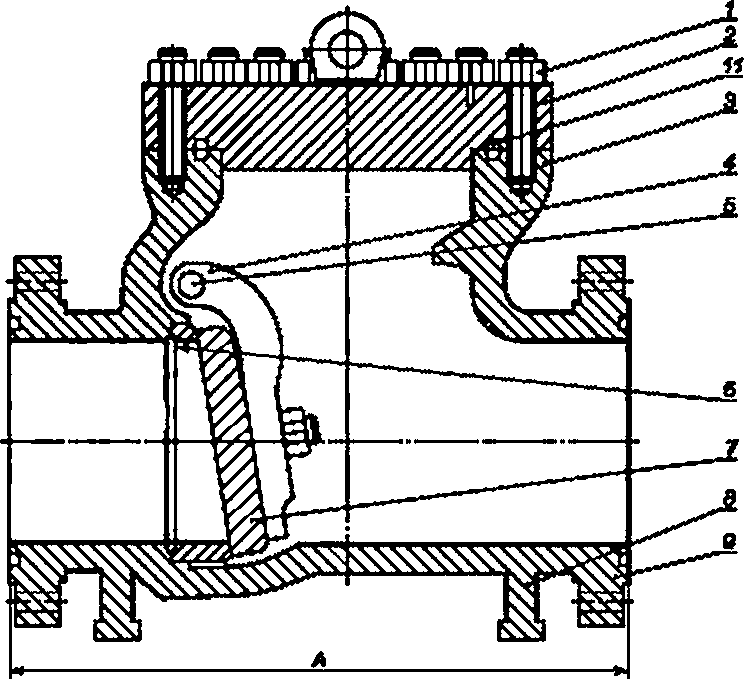
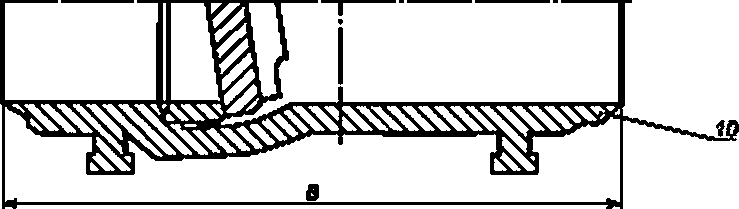
-►
I — болтовое соединение крышки: 2 — крышка: 3 — корпус: < — рычаг дисковой заслонки. 5 — шпиндель: 6 — седло: 7 — дисковая заслонка. 8 — опорные ребра или опоры. 9 кольцевое соединение. 10 конец под приварку: )Т — металлическое уплотнение крышки корпуса: А — фланцевое соединение с кольцевой прокладкой; В — сварное соединение;
II направление потока
Рисунок А.6 — Полнопроходной лигой поворотный обратный затвор
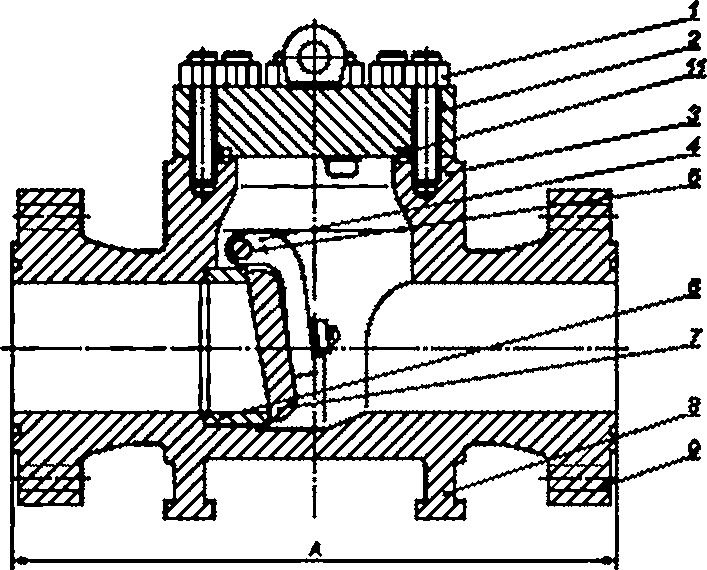
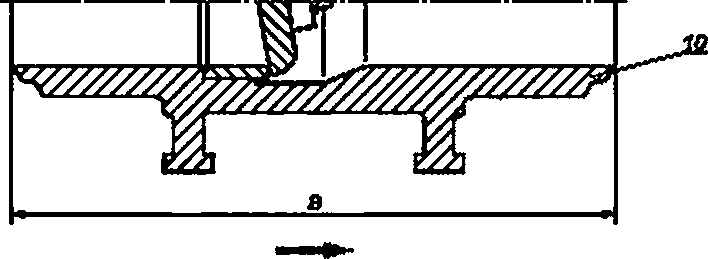
f — болтовое соединение крышки; 2 — крышка; 3 — корпус; 4 — рычат дисковой заслонки. 5 — шпиндель. 6 — седло. 7 — дисковая заслонка. 3 — опорные ребра или опоры; 9 — кольцевое соединение. >0— конец под приварку; Г> — ыеталпическое уплотнение крышки корпуса; А — Фланцевое соединение с кольцевой прокладкой; в — сварное соединение. направление
потока
Рисунок А.7 — Полнопроходной кованый поворотный обратный затвор
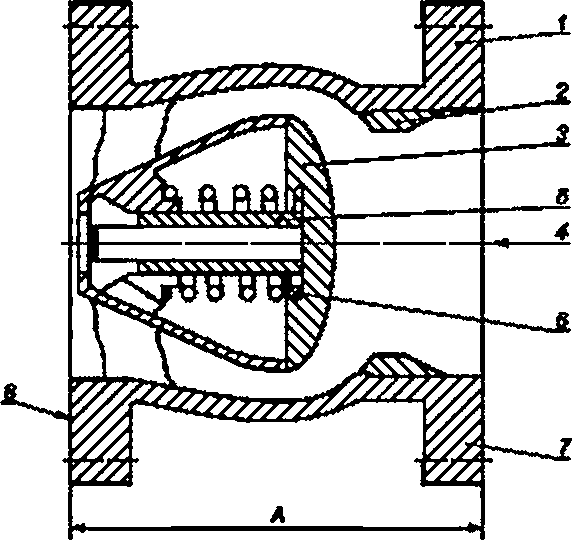
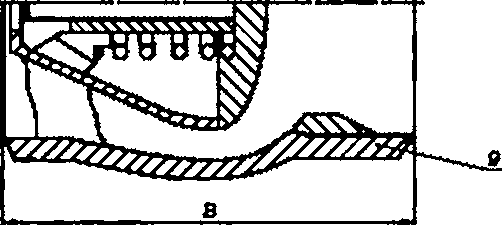
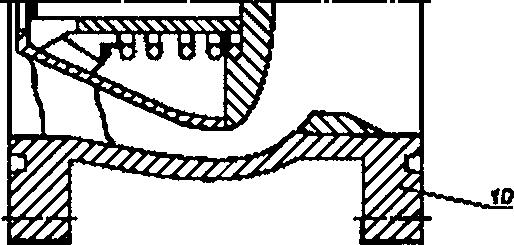
> — корпус. 2 — седло клепана. 3 — диск. 4 — направление потока: S — направлявший шток, в — пружина. 7 — концевое соединение. 6— выступающий торец фланца; 9 — конец под припарку; (0 — кольцевое соединение. А — фланцевое соединение с плоским торцом; В — сварное соединение; С — фланцевое соединение с кольцевой прокладкой
Рисунок А.8 — Осесимметричный обратный клапан
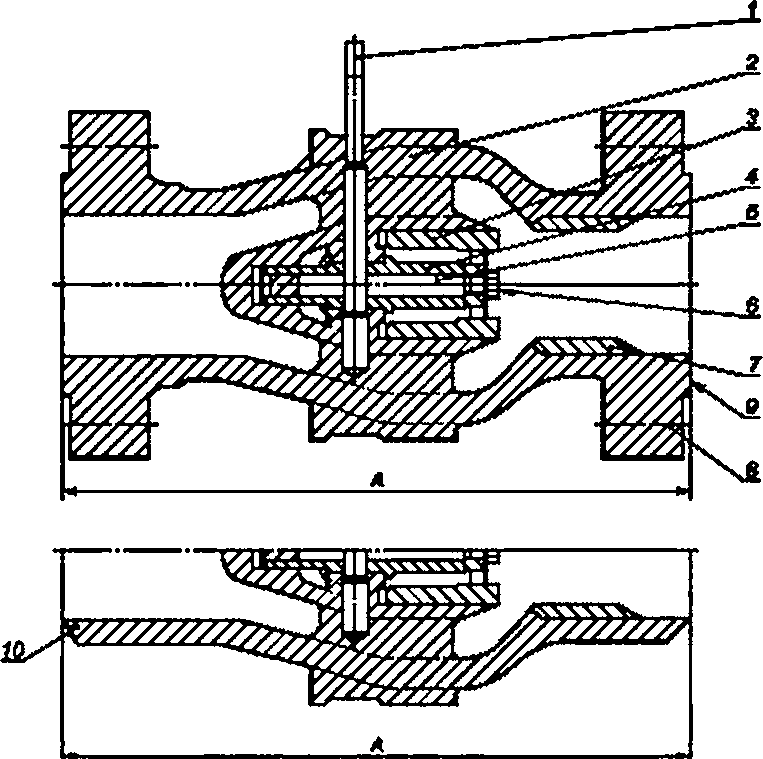
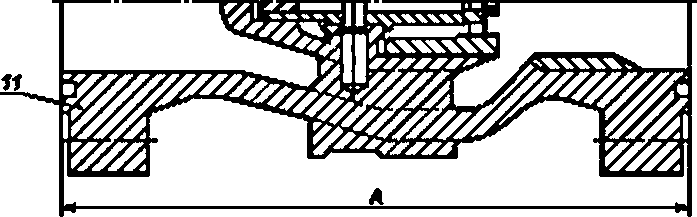
f — шток; 2 — корпус, 2 — поршень. 4 — направляющая штока поршня; 5 — шток поршня, 6 — ганка поршня. 7 — седло клапана. в — концевое соединение. 9 — выступающий торец фланца. iO — конец под приварку; И — кольцевое соединение; А — фланцевое соединение с плоским торцом. В — сварное соединение. С — фланцевое соединение с кольцевой прокладкой
Рисунок А.9 — Осесимметричный клапан
Библиография
[1] API SPEC 6DSS
[2] Правила PM PC
[3] Правила PMPC
[4] ASME BPVC
Section 8
[5] ASME B16.34
[6] ДИН EH 12516-1—2018
[7] EH 12516-2—2015
[8] ДИН EH 13445-3—2018
(9| ASME B16.5
[10] APITR17TR11
[11] ASMEB16.47
[12] ASMEB31.4
[13] ASMEB31.8
[14] ASME B16.25
[15] APIRP17H
[16] ИСО 13628-8:2002
[17] ACTMA370
[18] ACTM E8/E8M
[19] HCO 6892-1:2019
[20] ISO 15156-1:2020
[21] ИСО 15156-2:2020
[22] ACTMA923
[23] ACTME562
[24] ACTME1245
[25] ACTMG48
[26] ИСО 148-1:2016
[27] ACTM А320/А320М
[28] API SPEC 20Е
[29] API SPEC 20F
[30] ANSI/NACE TM 0284
[31] ИСО 15156-3:2020
Спецификация для подводных трубопроводных клапанов (Specification for Subsea Pipeline Valves)
Правила классификации и постройки подводных добычных комплексов Правила классификации и постройки морских подводных трубопроводов Котлы и сосуды, работающие под давлением. Инспекция сосудов под давлением
Трубопроводная арматура с фланцевым, резьбовым и приварным соединениями Клапаны промышленные. Прочность конструкции кожуха. Часть 1. Табличный метод для стальных кожухов клапанов
Клапаны промышленные. Прочность конструкции кожуха. Часть 2. Метод расчета стальных кожухов клапана
Сосуды, работающие под давлением без огневого подвода теплоты. Часть 3. Конструкция
Трубные фланцы и фланцевые фитинги: от NPS 1/2 до NPS 24
Влияние давления на подводное оборудование при испытаниях под давлением на глубоководье
Стальные фланцы большого диаметра: стандарт NPS 26 — NPS 60 Системы трубопроводного транспорта жидкостей и шламов
Трубопроводные системы для транспортировки и распределения газа
Концевые соединения под приварку встык
Инструменты и элементы сопряжения с дистанционным управлением для систем подводной добычи
Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 8. Интерфейсы дистанционного управления ТНПА в системах подводной добычи
Стандартные методы испытаний и определения для механических испытаний стальных изделий
Стандартные методы испытаний на растяжение металлических материалов
Материалы металлические. Испытание на растяжение. Часть 1. Метод испытания при комнатной температуре
Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов
Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугуна Стандартные методы испытаний для обнаружения вредоносной интерметаллической фазы в дуплексных аустенитных/ферритных нержавеющих сталях Стандартная методика испытаний для определения объемной долевой концентрации с использованием систематического ручного точечного подсчета
Стандартная практика для определения включения или содержания составляющих вторичной фазы металлов с помощью автоматического анализа изображений Стандартные методы испытаний для точечной и щелевой коррозионной стойкости нержавеющих сталей и родственных сплавов с использованием раствора хлорида железа
Материалы металлические. Ударное испытание на маятниковом копре по Шарли. Часть 1. Метод испытания
Болты из нержавеющей или легированной стали. Требования к материалам Болтовые соединения сплавов и углеродистых сталей, использующиеся в нефтяной и газовой промышленности
Болтовые соединения устойчивые к коррозии для использования в нефтяной и газовой промышленности
Оценка трубопроводной стали на устойчивость к ступенчатому растрескиванию Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 3. Трещиностойкие (коррозионно-стойкие) и другие сплавы
(32] РД 03-615-03
(33] ПБ 03-273-99
(34] РД 03-495-02
(35] РД 03-614-03
(36] ПБ 03-372-00
(37] ПБ 03-440-02
(38] ASMEBPVC
Section 9
(39] ИСО 9606-1:2012
(40] ИСО 15607:2019
(41] ИСО 15609-1:2019
(42] ИС015614-1:2017
(43] ISO/TR 15608:2017
(44] ИСО 5208:2015
(45] API SPEC О 1-2013
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов Правила аттестации сварщиков и специалистов сварочного производства Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
Правила аттестации и основные требования к лабораториям неразрушающего контроля
Правила аттестации персонала в области неразрушающего контроля
Котлы и сосуды, работающие под давлением. Международный Стандарт. Квалификационный стандарт для технологии сварки, пайки и оплавления: сварщиков: паяльщиков: операторов сварки, пайки и оплавления
Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали Технические требования и аттестация процедур сварки металлических материалов. Общие правила
Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
Сварка. Руководящие указания по системе группирования металлических материалов
Арматура промышленная. Испытание металлической арматуры под давлением Спецификация программ обеспечения качества в нефтяной, нефтехимической и газовой промышленности
УДК 622.276.04:006.354 ОКС 75.020
Ключевые слова: нефтяная и газовая промышленность; системы подводной добычи; подводная трубопроводная арматура; технические условия
Редактор Е.В. Зубарева Технический редактор И.Е. Черепкова Корректор И.А. Королева Компьютерная верстка И.А. Налейкиной
Сдано в набор 10.02.2021. Подписановпечэть01.03.2021. Формат 60*84’/^. Гарнитура Ариал. Усл. печ. л. 5.58. Уч.-изд. л. 4.74.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано а единичном исполнении во ФГУП «СТАНДАРТИНФОРМв , 117418 Москва. Нахимовский пр-т. д. 31. к. 2. wvm.goslinfo.ru [email protected]
{kind=link}