
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛЕСА ЦЕЛЬНОКАТАНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 10791-89 (ИСО 1005-6-82)
Издание официальное
БЗ 1-96
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 629.4.027.4:006.354 Группа В41
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛЕСА ЦЕЛЬНОКАТАНЫЕ
ГОСТ 10791—89 (ИСО 1005-6-82)
Технические условия
All-rolled wheels. Specifications
ОКП 09 4300
Дата введения 01,01.91
Настоящий стандарт распространяется на цельнокатаные колеса (далее — колеса) исполнения УХЛ по ГОСТ 15150 для вновь изготавливаемых колесных пар грузовых и пассажирских тележек вагонов локомотивной тяги, немоторных вагонов электро- и дизель-поездов магистральных железных дорог колеи 1520 мм.
Допускается по согласованию между изготовителем и потребителем изготовлять катаные, кованые или цельнолитые колеса в соответствии с требованиями приложения, подготовленного методом прямого введения ИСО 1005-6—82.
(Измененная редакция, Изм. № 1).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Колеса должны изготавливаться в соответствии с требованиями настоящего стандарта, ГОСТ 9036, по чертежам, утвержденным в установленном порядке.
1.2. Колеса изготавливают из стали двух марок:
1 — для пассажирских вагонов локомотивной тяги, немоторных вагонов электро- и дизель-поездов;
2 — для грузовых вагонов.
Издание официальное
Перепечатка воспрещена
© Издательство стандартов, 1989 © ИПК Издательство стандартов, 1997 Переиздание с изменениями
На предприятиях, изготавливающих колесные пары одновременно для пассажирских и грузовых вагонов, допускается применять: колеса из стали марки 1 взамен марки 2;
» » » » 2 взамен марки 1 при содержании углерода
в стали не более 0,63 %. Колеса марки 2 с содержанием углерода не более 0,63 % изготавливают по требованию потребителя.
Пример условного обозначения колеса из стали марки 1:
Колесо из стали марки 1 ГОСТ 10791—89
1.3. Колеса должны быть изготовлены из спокойной стали, выплавленной мартеновским, конверторным или электросталеплавильным способом.
Сталь должна быть подвергнута внепечной обработке инертным газом.
По согласованию с потребителем допускается изготовление колеса из стали без внепечной обработки инертным газом.
1.4. Химический состав стали колес по ковшовой пробе должен соответствовать нормам, указанным в табл. 1.
Таблица 1
Марка стали колеса | Массовая доля, % | |||||
углерода | марганца | кремния | ванадия | фосфора | серы | |
не б | алее | |||||
1 | 0,44-0,52 | 0,80-1,20 | 0,40-0,60 | 0,08-0,15 | 0,035 | 0,040 |
2 | 0,55—0,65 | 0,50-0,90 | 0,22-0,45 | — | 0,035 | 0,040 |
Примечания:
1. В стали марок 1 и 2 допускается отклонение содержания углерода ±0,02 %.
2. Допускается содержание никеля, хрома, меди не более 0,25 % каждого.
1.5. Колеса должны быть без остатков усадочных раковин, флокенов, расслоений, завернувшихся и утонувших корочек.
Место расположения, размер и характер других дефектов макроструктуры должны соответствовать требованиям технической документации по контролю макроструктуры и загрязненности стали.
1.4—1.5. (Измененная редакция, Изм. № 1).
1.6. Поверхность колес должна быть без плен, закатов, трещин, раскатанных загрязнений. Для устранения перечисленных дефектов допускается механическая обработка всех поверхностей по ГОСТ 9036.
Примечание. Допускается до термообработки зачистка наждаком неровностей поверхности колес (кроме мест перехода от обода к диску), на наружной стороне обода допускается местная зачистка дефектов глубиной до 4 мм, а на внутренней — до 2 мм, не выводящая сечение за минимальные размеры. Шероховатость поверхности — RzZ 40 мкм. После термообработки допускается зачистка местных неровностей боковых поверхностей обода до 0,3 мм.
1.7. Поверхность колес должна быть без окалины и защищена от коррозии.
Метод предотвращения или удаления окалины, качество поверхности, допускаемые неровности и отпечатки должны соответствовать требованиям технической документации, согласованной с потребителем и утвержденной в установленном порядке.
1.8. Ободья колес должны быть подвергнуты упрочняющей термической обработке путем прерывистой закалки и отпуска.
1.9. Колеса должны быть проконтролированы на остаточное напряжение состояние. Сходимость обода после радиальной разрезки (в состоянии поставки) колеса должна быть не менее 1 мм, расходимость не допускается.
1.10. Механические свойства стали ободьев колес, подвергнутых упрочняющей термической обработке, должны соответствовать нормам, указанным в табл. 2.
Таблица 2
Марка стали | Временное сопротивление Н/мм2 (кгс/мм2) | Относительное удлинение, % | Относительное сужение, % | Твердость, НВ |
колеса | не менее | |||
1 | 882-1078(90-110) | 12 | 21 | 248 |
2 | 911-1107(93-113) | 8 | 14 | 255 |
1.11. Разница твердости ободьев на глубине (30±1) мм по периметру колес не должна превышать 20 НВ.
1.12. Ударная вязкость стали дисков колес при температуре (20± 10) ’С (комнатная температура) должна быть не менее:
для стали марки 1—30 Дж/см2 (3 кгс-м/см2);
» » » 2—2Э Дж/см2 (2 кгс-м/см2).
(Измененная редакция, Изм. № 1).
1.13. Балл неметаллических включений в стали ободьев колес (кроме недеформирующихся силикатов) по ГОСТ 1778 не должен превышать:
сульфидных включений — 3,5;
силикатов хрупких — 3,5;
силикатов пластичных — 4;
оксидов строчечных — 1.
1.14. Средний срок службы колес — 10 лет.
2. ПРИЕМКА
2.1. Для проверки соответствия колес требованиям настоящего стандарта проводят приемо-сдаточные испытания на соответствие требованиям пп. 1.1, 1.4—1.7, 1.10, 1.12.
Колеса, принятые отделом технического контроля предприятия-изготовителя, предъявляют инспектору Министерства путей сообщения СССР (МПС СССР).
(Измененная редакция, Изм. № 1).
2.2. Колеса предъявляют к приемке партиями. Партию составляют из колес одного назначения, изготовленных из стали одной плавки-ковша, подвергнутых упрочняющей термической обработке по одному режиму.
Разъединять партии колес при приемке не допускается.
Колеса, отставшие от основной партии до упрочняющей термической обработки или в процессе ее проведения, допускается комплектовать в сборную партию до 50 шт.
Сборную партию комплектуют по эквиваленту «углерод + 1/4 марганца» с различием в продолжительности охлаждения при упрочняющей термической обработке не более 30 с.
2.3. Каждое колесо следует подвергать внешнему осмотру согласно требованиям пп. 1.6 и 1.7, а также проверке размеров согласно требованиям п.1.1.
2.4. От каждой партии колес, принятой по внешнему виду, должно быть отобрано одно колесо, прошедшее ультразвуковой контроль, для проверки макроструктуры, остаточных напряжений, механических свойств стали ободьев и ударной вязкости дисков колес при температуре (20±10) *С. Отбор колес проводят совместно с инспектором МПС — представителем заказчика.
(Измененная редакция, Изм. № 1).
2.5. Химический состав стали по ковшевой пробе определяют от каждой плавки-ковша на пробах, отбираемых по ГОСТ 7565.
При контроле химического состава на готовых колесах отбор стружки производят из средней части обода колеса или из головки образца, испытанного на растяжение.
Результаты проверки распространяют на все колеса данной плавки.
2.6. Проверку ободьев колес на растяжение проводят на одном образце. Отбор проб для проверки стали ободьев колес на растяжение проводят по ГОСТ 7564.
2.7. Проверку макроструктуры стали колес осуществляют по технической документации, утвержденной в установленном порядке.
2.8. Твердость ободьев колес проверяют на колесах, выдержавших испытание на растяжение.
2.9. При выборочном контроле проверяют колеса на соответствие пп. 1.9, 1.11, 1.13.
2.10. Контроль твердости на глубине (50±1) мм проводят на 10 % партий колес. Норма твердости факультативна.
2.11. Контроль равномерности твердости ободьев колес на глубине (30±1) мм проводят на 4 % партий колес.
(Измененная редакция, Изм. № 1).
2.12. Проверку стали дисков на ударную вязкость при температуре минус 60 *С, а также на растяжение проводят на 4 % партий колес. Результаты испытаний факультативны.
2.13. Контроль загрязненности стали колес неметаллическими включениями проводят на каждой 30-й плавке, а также при получении неудовлетворительных результатов повторных испытаний по одному из показателей: относительному сужению или относительному удлинению стали обода, ударной вязкости стали диска при температуре плюс (20±10) ’С.
2.14. При отсутствии в металле колес флокенов и неудовлетворительных результатах на растяжение образцов из обода, на твердость обода на глубине (30±1) мм или равномерность ее распределения по периметру обода проводят повторные соответствующие испытания: образцов из двух колес из этой же партии на растяжение, двух темплетов из этого же или другого колеса на твердость или четырех темплетов из другого колеса на равномерность твердости.
2.15. При неудовлетворительных результатах по одному из видов испытаний: на ударную вязкость образцов из диска при температуре плюс (20±10) ‘С и по контролю загрязненности стали неметаллическими включениями проводят повторное испытание на удвоенном числе образцов из того же или другого колеса, по виду испытания, показавшему неудовлетворительный результат. При неудовлетворительных результатах проверки остаточных напряжений проводят повторные испытания на двух других колесах.
2.16. При неудовлетворительных результатах повторной проверки остаточных напряжений, механических свойств стали ободьев колес на растяжение, твердость, равномерность твердости и ударную вязкость диска при температуре испытания плюс (20±10) ’С и при удовлетворительных результатах проверки макроструктуры и загрязненности стали для каждой партии колес проводят не более двух дополнительных упрочняющих термических обработок (прерывистая закалка обода с отпуском); кроме того, допускается дополнительно три отпуска.
После повторной упрочняющей термической обработки или отпуска колеса подвергают всем испытаниям, предусмотренным настоящим стандартом. При неудовлетворительных результатах повторных испытаний по одному из показателей партию считают не выдержавшей испытаний.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Осмотр внешнего вида колес проводят визуально. Размеры проверяют по ГОСТ 9036.
3.2. Химический состав стали определяют по ГОСТ 22536.0, ГОСТ 22536.1, ГОСТ 22536.2, ГОСТ 22536.3, ГОСТ 22536.4, ГОСТ
22536.5, ГОСТ 22536.7, ГОСТ 22536.8, ГОСТ 22536.9, ГОСТ 22536.12, ГОСТ 18895 и другими методами, прошедшими метрологическую аттестацию в соответствии с ГОСТ 8.0101.
Отклонение химического состава стали готовых колес от требований п. 1.4 допускается в пределах, установленных ГОСТ 380.
(Измененная редакция, Изм. № 1).
3.3. Испытание на растяжение стали ободьев колес проводят по ГОСТ 1497 на образцах диаметром 15 мм и расчетной длиной 60 мм. Место вырезки проб указано на черт. 1.
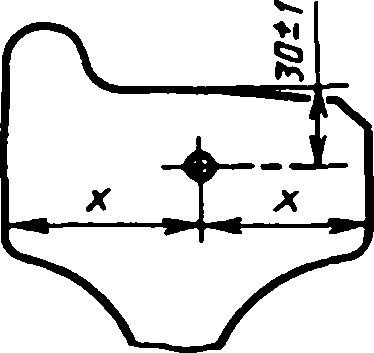
Черт. 1
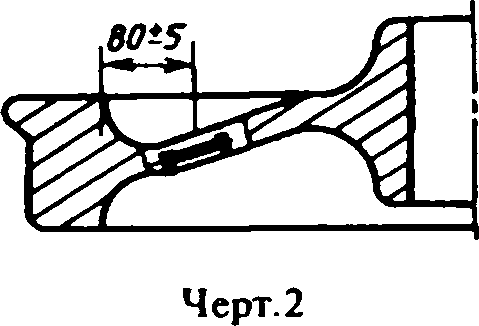
Испытание на растяжение стали дисков колес проводят на образцах диаметром 10 мм и расчетной длиной 50 мм. Место вырезки проб указано на черт. 2.
3.4. Твердость ободьев колес проверяют по ГОСТ 9012 шариком диаметром 10 мм при нагрузке 29430 Н (3000 кгс) на поперечном темплете (черт. 3) по среднему значению трех испытаний.

3.5. Контроль равномерности твердости ободьев колес на глубине (30+1) мм проводят на четырех темплетах, вырезанных в диаметрально противоположных направлениях.
3.6. Ударную вязкость диска в колесе определяют: при температуре плюс (20110) ’С — на образцах типа 1 поГОСТ 9454 по среднему значению, полученному в результате испытания трех образцов; при температуре минус (60110) *С — на образцах размером 10x10x55 мм с надрезом радиусом 5 мм и глубиной 2 мм по минимальному значению результатов испытания трех образцов.
Отбор проб для определения ударной вязкости — по ГОСТ 7564. Пробы вырезают из диска в месте перехода его в ступицу в радиальном направлении (черт. 4). Допускается отбирать пробы из диска в месте перехода его в обод.
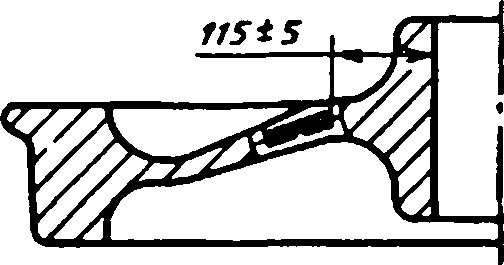
Черт. 4
(Измененная редакция, Изм. № 1).
3.7. Отбор проб и изготовление образцов для контроля макроструктуры — по ГОСТ 10243.
3.8. Колеса подвергают акустическому неразрушающему контролю. Методика контроля должна соответствовать требованиям нормативно-технической документации.
3.9. Контроль загрязненности стали ободьев колес на неметаллические включения проводят по ГОСТ 1778 (метод Ш) по среднему баллу.
3.10. Напряженное состояние колеса определяют следующим образом. На середине толщины обода на торцевой поверхности с наружной стороны колеса наносят два керна на расстоянии 100 мм друг от друга, а затем разрезают по радиусу в направлении от гребня к отверстию ступицы. Ширина разреза должна быть не менее 2,0 мм. Плоскость разреза должна находиться посредине между кернами. Расстояние между кернами после разрезки должно быть меньше первоначального расстояния на значение не менее 1,0 мм. Допускается огневая радиальная резка колеса.
3.11. Средний срок службы определяют по данным эксплуатационных наблюдений предприятий Министерства путей сообщения СССР.
4. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На боковой поверхности обода с наружной стороны колеса на расстоянии 3—10 мм от кромки внутренней поверхности до основания знаков (цифр) маркировки должны быть выбиты в горячем состоянии знаки (цифры) высотой 10—12 мм и глубиной до 4 мм в следующем порядке:
год изготовления (две последние цифры);
марка стали колеса;
номер плавки;
условный номер предприятия-изготовителя;
при наличии содержания углерода в стали более 0,63 % после марки колеса выбивают букву «Г»;
порядковый номер колеса по системе нумерации предприятия-изготовителя.
Между условным номером предприятия-изготовителя и номером колеса должно быть оставлено место для приемочных клейм МПС. Изменять порядок маркировки не допускается.
Две цифры маркировки колеса допускается зачищать и выбивать в холодном состоянии после упрочняющей термической обработки.
После механической обработки наружной боковой поверхности колеса допускается выбивать всю маркировку в холодном состоянии. В этом случае колеса должны маркироваться до упрочняющей термической обработки.
Удаление неправильно нанесенных знаков горячей маркировки допускается обточкой или зачисткой наждаком с последующим нанесением маркировки в холодном состоянии до упрочняющей термической обработки или отпуска.
4.2. Каждая партия колес должна сопровождаться документом, удостоверяющим ее соответствие требованиям настоящего стандарта, подписанным отделом технического контроля предприятия-изготовителя, инспектором МПС — представителем заказчика и содержащим следующие данные:
наименование предприятия-изготовителя;
марку стали колеса;
номинальный диаметр отверстия ступицы;
число колес;
номер колеса;
номер плавки;
дату отгрузки;
обозначение настоящего стандарта.
Погрузка колес из стали разных марок в один вагон нс допускается. Отгрузка колес без документа о качестве запрещается.
(Измененная редакция, Изм. № 1).
4.3. Колеса перевозят без упаковки. Способы транспортирования и хранения должны предохранять колеса от механических повреждений.
Условия транспортирования и хранения колес — по группе ОЖЗ ГОСТ 15150 в части воздействия климатических факторов.
4.4. Транспортирование колес проводится в соответствии с ГОСТ 7566.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие колес требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения, транспортирования, монтажа.
5.2. Изготовитель гарантирует качество стали (пп. 1.4; 1.5; 1.13) и поверхности колес (п. 1.6) на весь срок службы колес со дня ввода их в эксплуатацию.
ПРИЛОЖЕНИЕ Обязательное
ИСО 1005-6—82 ПОДВИЖНОЙ СОСТАВ ЖЕЛЕЗНЫХ ДОРОГ.
ЧАСТЬ 6. ЦЕЛЬНОЛИТЫЕ КОЛЕСА ДЛЯ ПОДВИЖНОГО СОСТАВА. ТРЕБОВАНИЯ К УРОВНЮ КАЧЕСТВА
1. Назначение и область применения
1.1. Настоящий стандарт устанавливает требования к производству и поставке катаных, кованых или цельнолитых колес для подвижного состава из нелегированных сталей в соответствии с табл. 1 и разд. 4 настоящего приложения.
1.2. В дополнение к настоящему стандарту используют требования ГОСТ 10791.
2. Ссылки
ГОСТ 1497 «Металлы. Методы испытаний на растяжение».
ГОСТ 7564 «Сталь. Общие правила отбора проб, заготовок и образцов для механических и технических испытаний».
ГОСТ 9012 «Металлы и сплавы. Метод измерения твердости по Бринеллю».
ГОСТ 9454 «Металлы. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температурах».
ГОСТ 10791 «Колеса цельнокатаные. Технические условия».
3. Информация, представляемая потребителем
Потребитель в своем запросе и в заказе должен привести следующую информацию:
a) номер настоящего стандарта;
b) марку стали (см. п. 4.1 и табл. 1);
c) вид термообработки (см. пп. 4.2 и 6.5);
d) размеры колеса (см. п. 5.4);
e) чистоту обработанных поверхностей (см. п. 5.2.1);
f) можно ли по анализу плавки судить о химическом составе (см. п. 5.1);
g) требуются ли макроскопические и макрографические исследования (см. пп. 5.2.2.1, 5.2.2.2 и табл. 2);
h) требуется ли ультразвуковой контроль (см. п. 5.2.2.3 и табл. 2);
j) магнитоскопический контроль (только для литых колес) (см. п. 5.2.2.4 и табл. 2);
k) требуется ли контроль равномерности твердости по Бринеллю (см. п. 5.2.3 и табл. 2);
т) для колес с поверхностной обработкой — общую глубину износа (см. п. 5.2. 4);
п) в случае поставки колес в готовом виде должна ли наноситься маркировка, показывающая положение и значение остаточного статического дисбаланса (см. п. 5.2.6);
р) требуется ли какая-нибудь специальная маркировка (см. п. 5.5);
l) для литых колес — технологию изготовления (см. п. 6.2.2);
г) условия для механической обработки и устранение дисбаланса (см. п. 6.6);
s) требуется ли специальный контроль (см. разд. 7);
t) требуются ли особые подготовка и отбор образцов для испытаний (см. пп. 7.7.2 и 7.7.3);
и) метод зашиты от коррозии (см. п. 8.1);
v) подлежат ли согласованию условия предоставления гарантии (см. разд. 9).
4. Классификация
В заказе или сопровождающем его документе должна быть приведена характеристика цельнолитых колес: марка стали, вид термообработки, степень отделки и все дополнительные виды испытаний или контроля, которые должны быть использованы (см. табл. 2).
4.1. Марки стали
Настоящий стандарт распространяется на следующие марки стали, свойства которых приведены в табл. I:
a) колеса, полученные путем горячей деформации (катаные, кованые): Rl, R2, R3, R6, R7, R8, R9;
b) RC1, RC2, RC3, RC6, RC7, RC8, RC9.
4.2. Виды термообработки в состоянии поставки
Колеса должны поставляться:
a) без термообработки (без обозначения) — Rl, R2, R3 и RC1, RC2.RC3, или
b) с нормализацией или с нормализацией и отпуском (обозначается N ) - Rl, R2, R3 и RC1, RC2, RC3, или
с) с поверхностной обработкой (обозначается Т) — R6, R7, R8, R9 и RC6, RC7, RC8, RC9, или
d) с объемной закалкой и отпуском (обозначается Е) — R6, R7, R8, R9 и RC6, RC7, RC8, RC9.
Если не проводится какая-либо эффективная дегазация стали, независимо от того, какой вид термообработки оговорен, необходимо принимать соответствующие меры, которые могут включать в себя например, медленное охлаждение, для предотвращения образования флокенов (водородного растрескивания). По запросу представителя руководства железной дороги необходимо информировать его о принимаемых мерах.
Поверхностная обработка (Т) состоит из:
нагрева колеса в течение времени, достаточного для равномерного прогрева его до температуры не менее 825 *С;
последующей закалки обода, например, струей, подаваемой под давлением воды;
отпуске при температуре не менее 500 *С;
затем колесо оставляют остывать на воздухе без сквозняка предпочтительно в закрытом охладительном колодце или под колпаком.
4.3. Степень отделки
Колеса могут поставляться со следующими степенями отделки:
a) с черновой механической обработкой, когда колесо поставляется с черновой обработкой всего колеса или отдельных его частей;
b) в полуготовом виде, когда отдельные обрабатываемые части колеса обработаны окончательно и считаются готовыми, а другие части, для которых предусмотрена черновая обработка, окончательной обработки не проходят;
c) в готовом виде, когда все обрабатываемые части колеса прошли окончательную обработку, за исключением, например, окончательной расточки отверстий, когда операцию, как правило, выполняет непосредственно перед установкой колес на оси изготовитель узла в сборе.
5. Технические требования
5.1. Химический состав
В табл. 1 приведены максимальные концентрации различных элементов Эти значения учитывают при анализе, проводимом на образцах. По согласованию с потребителем изготовитель может определять химический состав, выполняя анализ разливаемого металла вместо анализа деталей.
5.2. Физические свойства
5.2.1. Внешний вид
Участки, остающиеся необработанными, должны плавно переходить в обработанные участки.
Чистота обработанных поверхностей должна соответствовать оговоренной в заказе или сопровождающих его документах. Заказ или прилагаемые к нему документы могут содержать требование полной обработки определенных колес по всей поверхности, включая ступицу.
На поверхности колеса не должно быть никаких меток, не предусмотренных в заказе или прилагаемых к нему документах. Однако на поверхности обода после определения твердости по Бринеллю могут оставаться отпечатки шарика.
5.2.2. Отсутствие дефектов
Колеса по всему своему телу должны иметь плотную структуру и не иметь дефектов, ухудшающих их служебные свойства.
5.2.2.1. Макроскопия
На исследуемой поверхности после полировки не должны обнаруживаться никакие несплошности.
5.2.2.2. Макрография
На серном отпечатке не должны быть видны никакие дефекты, превышающие показанные на отпечатках, содержащихся в альбоме дефектов макроструктур.
5.2.2.3. Ультразвуковая дефектоскопия
5.2.2.3.1. Если используют сравнительный метод ультразвуковой дефектоскопии, как оговорено в п. 7.8.9, и если в заказе подробно не оговорены правила приемки, необходимо следовать изложенному ниже.
Колеса, имеющие по ободу нс более 10 дефектов, если отношение амплитуды сигнала о дефекте или дополнительного эхосигнала к амплитуде сигнала, отраженного от задней стенки соседней здоровой зоны, не превышает 0,25, признаются годными при условии, что расстояние между двумя соседними сигналами о дефекте не менее 15 мм.
5.2.2.3.2. При использовании метода DGS (расстоянис-усиление-размер) при отсутствии соответствующего международного стандарта необходимо иметь согласованный приемочный эталон.
5.2.2.4. Магнитоскопия (только для литых колес)
При исследовании боковых поверхностей колес магнитными методами не должно быть дефектов (их определяют по скоплению порошка) более оговоренных в заказе или прилагаемых к нему документах. После исследования детали не должны иметь остаточного магнетизма, который может вызвать устойчивое присутствие магнитной пыли, отрицательно влияющей на служебные свойства колес.
5.2.3. Равномерность твердости
Если это не предусмотрено в заказе, разница крайних значений твердости на ободьях колес из стали одной марки, с одинаковыми размерами, взятых из одной партии, не должна превышать 30 НВ.
5.2.4. Толщина термообработанного слоя (только для колес Т)
Толщина термообработанного слоя, оцениваемая по результатам последовательных определений твердости (см. п. 7.7.3.6.2), должна быть не меньше глубины износа, установленной в заказе или прилагаемых к нему документах.
В заказе или прилагаемых к нему документах может быть также установлена минимальная твердость на расстоянии глубины износа.
Поверхностная обработка не должна изменять характеристики зоны между ободом и ступицей (см. табл. 1, сноска 9).
5.2.5. Остаточные напряжения (только для колес Т)
Целью поверхностной обработки отчасти является создание оказывающих благоприятное влияние остаточных напряжений сжатия, направленных по окружности обода колеса. Производитель должен показать, что применяемая им для поверхностной обработки технология приводит к достаточному увеличению направленных по окружности остаточных напряжений сжатия. Один из методов приведен в п. 7.8.8.
5.2.6. Распределение массы. Балансировка
Если это оговорено в заказе или прилагаемых к нему документах, положение и значение остаточного статического дисбаланса на готовых колесах должны быть соответственно обозначены (см. п. 5.5).
5.3. Механические свойства
Механические свойства колес должны соответствовать табл. 1.
5.4. Размеры
Размеры колес должны быть указаны в заказе или прилагаемых к нему документах.
5.5. Клейма изготовителя
На каждом колесе должны быть выбиты или отлиты клейма в соответствии с заказом или прилагаемыми к нему документами.
Если иное не оговорено, на каждом колесе должны быть следующие клейма:
a) фабричное клеймо изготовителя;
b) номер плавки;
c) марка стали и вид термообработки (см. п.4.2);
d) дата изготовления (месяц и две последние цифры года изготовления);
e) клеймо контролера.
Если иное не оговорено, тип и положение этих клейм должны быть следующими:
клейма, относящиеся к перечислениям a—-d, наносят на наружной поверхности ступицы. Использовать клейма остроугольной формы не допускается (см. п. 6.4).
Если в соответствии с п. 5.2.6 должны быть указаны положение и значение остаточного статического дисбаланса, эту маркировку наносят следующим образом, если не оговорен иной порядок;
положение дисбаланса обозначают полосой шириной около 15 мм, наносимой соответствующей краской в радиальном направлении. Значение дисбаланса в грамм-метрах маркируют цифрами, наносимыми краской под этой полосой.
6. Производство
6.1. Процесс выплавки стали
Колеса должны быть изготовлены из стали, выплавленной в мартеновских печах, дуговых электропечах или кислородных конверторах; по договоренности между изготовителем и потребителем могут применяться и другие процессы.
Сталь эта должна быть раскислена в печи или ковше и разлита сифоном, если иное не оговорено.
6.2. Процесс производства
6.2.1. Катаные колеса: черновая обработка, прокат
Катаные колеса должны изготавливаться из слитков или блюмов, из которых после отрезки прибыльной части или концов можно получить два колеса или более. Только с предварительного согласия потребителя можно использовать специальные, на одно колесо, слитки. Обрезка должна обеспечить удаление дефектных частей слитка. Перед обработкой или в ходе се необходимо полностью удалить все поверхностные дефекты. Со всеми участками, которые при изготовлении колеса должны прокатываться или коваться и которые не свободны полностью от дефектов, следует поступать в соответствии с п. 6.3.
Участки слитков или блюмов подвергают ковке, прошивке и черновой обработке на молоте или прессе. Затем их подвергают окончательному формоизменению путем прокатки или объемной штамповки с дополнительной калибровкой, где это необходимо. После окончательной прокатки или ковки колеса должны соответствовать п. 5.4.
В ходе обработки металла должны быть приняты соответствующие меры, исключающие вредное влияние на материал слишком высоких температур (перегрев) или роста зерна вследствие остановки процесса обработки при высоких температурах. В целом температура ковки не должна превышать 1260*С и должна находиться в интервале 850—1000 *С. После ковки или прокатки, калибровки (где она применяется) и нанесения отличительных клейм колеса оставляют остывать на воздухе. Если сталь не подверглась дегазации, следует принять соответствующие меры для предотвращения образования флокенов (см. п. 4.2).
6.2.2. Литые колеса
Эти колеса должны производиться по технологии, оговоренной потребителем; в технологии, в частности, должно быть зафиксировано количество прибылей, их объем и место установки.
6.3. Удаление дефектных участков
Дефектные участки, не отвечающие установленным в п. 5.2.2 требованиям по отсутствию дефектов, должны быть удалены перед изготовлением колес или в ходе его.
6.4. Маркировка колес в ходе производства
Все слитки, профили и колеса на каждой стадии производства должны иметь соответствующую маркировку, чтобы перед отправкой каждое колесо могло быть маркировано в соответствии с п. 5.5.
6.5. Термическая обработка
Колеса подвергают термической обработке, предусмотренной заказом или прилагаемыми к нему документами (см. п. 4.2).
6.6. Механическая обработка и устранение дисбаланса
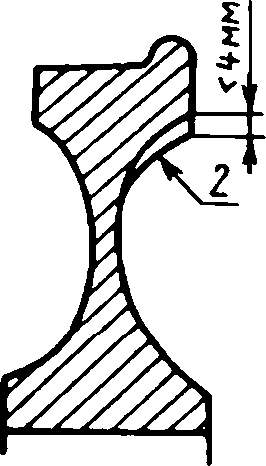
Режим механической обработки должен быть выбран таким образом, чтобы колеса отвечали установленным требованиям по чистоте поверхности и допускам на размеры.
Если иное не оговорено, дисбаланс устраняют, срезая эксцентричную галтель между ободом и диском колеса со стороны реборды (см. рис. 1). Толщина удаляемого металла не должна превышать 4 мм, а образовавшаяся поверхность должна плавно переходить в соседние поверхности.
Не допускается крепить к колесу дополнительные грузы.
Сверление отверстий для балансировки в колесах тяговых средств недопустимо. На использование этого метода балансировки для колес прицепных средств необходимо получить предварительно согласие потребителя.
6.7. Удаление поверхностных дефектов
6.7.1. Допустимые исправления
За исключением окончательно обработанных участков, на которых не допускается никакая заделка дефектов, поверхностные дефекты можно устранять перед статической балансировкой путем вырубки, обработки резанием или шлифовки мягким камнем при условии, что при этом нс образуются тепловые трешины, выдерживаются допуски на размеры и что с помощью соответствующих средств, например, магнитоскопии, гарантировано полное устранение всех дефектов.
6.7.2. Недопустимые исправления
Любая сварка, обработка газовой горелкой, нагрев, электрический разряд, металлизация, нанесение электролитических или химических покрытий и т.п. и любые методы заделки дефектов с целью их скрытия недопустимы и их применение ведет к забракованию всей партии.
7- Контроль
7.1. Цель и тип контроля
7.1.1. В заказе потребитель должен оговорить, как осуществляется контроль соответствия методов производства (см. разд. 6) уровню качества (см. разд. 5):
a) компетентным отделом изготовителя по поручению потребителя или
b) в присутствии потребителя, его представителя или назначенного им лица.
Если иное не оговорено, следует руководствоваться указаниями табл. 2.
7.1.2. Поручая контроль компетентному отделу изготовителя, потребитель не лишается права на контроль эффективности методов производства, испытаний и контроля.
При этом ему должна быть предоставлена возможность присутствовать при всех проводимых изготовителем испытаниях и анализировать полученные результаты.
7.2. Контроль производства
В случае, когда контроль производства возложен на компетентный отдел изготовителя или на потребителя, необходимо придерживаться следующего порядка.
7.2.1. Изготовитель обязан информировать потребителя об основном технологическом процессе, который будет использован при выполнении заказа, а в дальнейшем — обо всех существенных изменениях, которые он предлагает внести и которые могут повлиять на качество колес, и получить согласие потребителя на эти изменения.
Если контроль осуществляется потребителем, его представителю должна быть представлена возможность осуществлять контроль предусмотренного заказом процесса производства с целью установления соответствия его требований настоящему стандарту.
7.2.2. При предъявлении колес на приемку изготовитель обязан удостоверить, что требования настоящего стандарта к производству соблюдены (см. п. 7.5).
7.3. Контроль характеристик колес
7.3.1. Типы испытаний
В табл. 2 оговорены типы проводимых испытаний и степень их обязательности.
7.3.2. Испытуемая единица и разделение на партии
Соответствующие единицы для каждого типа испытаний приведены в табл. 2.
Для приемочных испытаний колеса должны группироваться по партиям. Каждая партия должна состоять из колес одной и той же плавки, прошедших одну и ту же термообработку и имеющих одинаковый номинальный диаметр.
7.3.3. Состояние колес, подвергаемых контролю
Состояние колес, подвергаемых контролю, должно отвечать требованиям табл. 2.
7.4. Предъявление колес потребителю для контроля
7.4.1. Необходимо письменно уведомить потребителя (см. п. 7.1.1/> и 7.5.2) о дате предъявления колес для контроля, указав число колес в каждой партии и номер заказа.
7.4.2. Если согласно табл. 2 контроль должен проводиться после механической обработки, по усмотрению потребителя (см. п. 7.1.1Ь) изготовитель может предъявлять колеса на контроль в две стадии:
a) после окончательной термообработки, но до механической обработки и
b) в состоянии поставки.
7.5. Оформление сертификата
7.5.1. Изготовитель обязан удостоверить, что требования настоящего стандарта к производству удовлетворены. Протокол окончательных испытаний должен содержать также результаты следующих испытаний:
химического анализа,
испытаний на растяжение,
ударных испытаний,
последовательного определения твердости.
7.5.2. Соответствующие протоколы испытаний и проверок, за которые он несет ответственность, изготовитель должен представить в следующие сроки:
a) к моменту отправки, если на него возложена ответственность за все испытания, или
b) к моменту первого предъявления на контроль (см. п. 7.4.2), если за эту часть испытаний ответственность возложена на него.
7.6. Число проверок и испытаний
Число колес на испытуемую единицу, подвергаемую проверкам, и число испытаний на колесо приведено в табл. 2.
7.7. Отбор и подготовка проб и образцов
7.7.1. Отбор проб
После установления партии контролер должен наугад отобрать колесо (колеса) для испытаний и поставить на нем несмываемое клеймо.
На каждом из этих колес он должен очертить сегмент (см. рис. 2), из которого будут вырезаны образцы для испытаний.
7.7.2. Подготовка проб и образцов
Если необходимо провести испытание на остаточные напряжения, его выполняют перед тем, как вырезать сегмент для испытаний.
Если иное не оговорено, условия подготовки проб и образцов должны отвечать требованиям ГОСТ 7564 со следующим дополнительным требованием.
На пробах и образцах должны сохраняться отличительные метки и клейма контролера, и их можно заменять только в его присутствии.
7.7.3. Число и положение образцов
Образцы вырезают из предварительно помеченных проб-сегментов, контролер ставит на них отличительное клеймо.
7.7.3.1. Анализ материала
Если иное не оговорено в заказе или прилагаемых к нему документах, от одного из испытуемых колес отбирают одну из следующих проб:
не менее 50 г фрезерной стружки, усредненной по радиальному сечению колеса,
или, как в случае со спектрографическим анализом, одну пробу из образца для испытаний на растяжение, показанного на рис. 2 (поз. 1).
7.7.3.2. Испытание на растяжение
От каждого испытуемого колеса берут по одному образцу, вырезанному из пробы рис. 2 (поз. 1).
В случае с колесами, подвергнутыми поверхностной обработке (Т), необходимо взять еще один образец по рис. 2 (поз. 2).
Образцы должны быть подготовлены в соответствии с требованиями ИСО 82, преимущественно применяются образцы диаметром не менее 10 мм с расчетной длиной, равной пяти диаметрам.
7.7.3.3. Ударное испытание (на образцах с М-образным надрезом)
В положениях, показанных на рис. 2, из пробы вырезают три образца. Образцы маркируют, чтобы отметить их продольные поверхности, параллельные сечению АА (см. рис. 2). Образцы должны быть изготовлены в соответствии с требованиями ГОСТ 9454. Ось цилиндрического основания надреза должна быть параллельна диаметру АА на рис. 2.
7.7.3.4. Макроскопическое и макрографическое исследования
Образцы должны представлять собой радиальный срез по всему поперечному сечению колеса, одна сторона которого шлифована или полирована в достаточной степени, чтобы устранить следы механической обработки и получить четкое макроизображение.
7.7.3.5. Статический дисбаланс
Образец должен представлять собой готовое колесо.
7.7.3.6. Твердость
7.7.3.6.1. Равномерность твердости
Твердость по Бринеллю каждого отобранного для испытаний колеса (см. табл. 2) определяют на плоской поверхности обода со стороны, противоположной реборде. Место определения твердости должно находиться на окружности с радиусом, примерно на 25 мм меньше радиуса окружности катания (см. рис. 3). Для удаления обезуглероженного слоя это место должно быть подвергнуто шлифовке.
7.7.3.6.2. Последовательные значения твердости
Образец представляет собой небольшую плитку, являющуюся полным радиальным сечением обода и места его соединения с диском и вырезанную из сегментной пробы (см. рис. 3). Одна из его поверхностей должна быть подготовлена в соответствии с ГОСТ 9012. Отпечатки индентора должны располагаться на трех показанных на рис. 3 линиях на расстоянии 5 и 35 мм от поверхности катания и в центре точки А. Если предел износа располагается менее, чем в 35 мм от поверхности катания, отпечатки индентора должны располагаться на этом пределе, а не на расстоянии 35 мм от поверхности катания.
7.7.3.7. Ультразвуковой контроль
Образец должен представлять собой колесо после термообработки. Если иное не оговорено, обследованию подвергают поверхность обода, расположенную со стороны реборды.
7.7.3.8. Магнитоскопический контроль
Образец представляет собой колесо. Подлежащие изучению участки, за исключением поверхности отверстия, предварительно должны быть подвергнуты механической обработке с обеспечением окончательных размеров, указанных в заказе или прилагаемых к нему документах.
7.8. Методы испытаний
7.8.1. Химический анализ
Химический анализ должен проводиться в соответствии с методами, установленными соответствующими международными стандартами либо любыми другими подходящими методами. В спорных случаях могут использоваться только методы, рекомендуемые международными стандартами.
7.8.2. Испытание на растяжение
Испытание на растяжение должно проводиться в соответствии с требованиями ГОСТ 1497.
7.8.3. Ударное испытание (на образцах с -образным надрезом)
Ударное испытание должно проводиться в соответствии с требованиями ГОСТ 9454.
7.8.4. Макроскопическое исследование
Полированная поверхность образца должна исследоваться при увеличении не более чем в 5 раз.
7.8.5. Макрографическое исследование
Если результаты исследования по п. 7.8.4 положительны, необходимо получить макроизображение этого образца, для чего к полированной и обезжиренной поверхности образца прикладывают лист желатинизированной бромсеребряной бумаги, которую предварительно окунули в воду, содержащую 2 % (объемных) чисто серной кислоты, и оставляют не менее, чем на 3 мин.
7.8.6. Статическая балансировка
Остаточный дисбаланс контролируют соответствующим прибором по согласованию с потребителем.
7.8.7. Твердость по Бринеллю
Твердость по Бринеллю определяют в соответствии с требованиями ГОСТ 9012.
Последовательные значения твердости определяют, используя шарик, номинальный диаметр которого не превышает 5 мм.
7.8.8. Контроль направления остаточных напряжений
На плоской поверхности обода со стороны, противоположной реборде, на половине толщины обода делают две метки на расстоянии 100 мм друг от друга, затем на половине расстояния между этими метками делают радиальный разрез от вершины реборды до отверстия.
Измеряют расстояние между метками; оно должно уменьшиться не менее, чем на 1 мм.
7.8.9. Ул ьтразвуковая дефектоскоп ия
Испытания должны проводиться в соответствии с требованиями нормативно-технической документации.
Если определяют дефекты с помощью ультразвука сравнительным методом, то чувствительность должна быть отрегулирована так, чтобы высота первого отраженного от задней стенки сигнала составляла 50 мм.
7.8.10. Магнитоскопическое исследование*
Процедура магнитоскопического исследования должна быть оговорена в заказе или прилагаемых к нему документах. В противном случае эта процедура должна определяться национальным стандартом. В магнитоскопическом исследовании должен использоваться метод обнаружения с помощью магнитной краски. Чувствительность метода контролируют путем испытаний на намагничивание.
После окончания исследования и размагничивания нужно убедиться в отсутствии остаточного магнетизма проверяя, не притягивает ли колесо ненамагниченный брусок ферромагнитной стали, или с помощью магнитных испытаний.
7.8.11. Контроль внешнего вида
Внешний вид проверяют визуально перед отправкой.
7.8.12. Проверка размеров 2 3
7.9. Выводы по результатам контроля
Любой дефект по внешнему виду, размерам или балансировке служит основанием для забракования колеса. Это же относится и к результатам любого ультразвукового или магнитоскопического исследования, в ходе которого выявлены дефекты, превышающие допустимые.
Любой другой результат, не согласующийся с требованиями соответствующего стандарта приводит к забракованию партии согласно ГОСТ 10791.
Все принятые колеса перед отправкой должны быть промаркированы контролером после окончательной проверки, клеймо контролера должно располагаться так же, как и клеймо изготовителя.
7.10. Повторные испытания
К повторным испытаниям, если иное не оговорено, следует применять требования ГОСТ 10791.
8. Транспортирование
8.1. Зашита от коррозии при транспортировании
После приемки и перед отправкой на хранение или потребителю, по крайней мере, все окончательно обработанные части принятых колес должны быть защищены от коррозии методом, согласованным с потребителем.
Примечание. Любое покрытие сохраняет свои защитные свойства лишь ограниченное время, особенно в условиях транспортирования морем или в районах с высокой влажностью. Поэтому сразу по прибытии колес к месту назначения необходимо проверить сохранность покрытия и решить вопрос необходимости его возобновления.
8.2. Защита от механических повреждений во время транспортирования
Перед транспортированием окончательно обработанные части колес, особенно отверстия, должны быть надежно защищены от механических повреждений.
9. Гарантии
Условия включаемых в контракт пунктов о гарантиях должны быть согласованы между потребителем и изготовителем при оформлении запроса или заказа.
Таблица I
Марка стали1, химический состав, типы термообработки в состоянии поставки и механические свойства
Марка стали3 | Химический состав3. % (m/m).max | 5 s X X и л 1 н | Механические свойства3 | |||||||||||||||
С | Si | Мп | Р | S | Сс | Си | Мо | Ni | V | Сг+ Мо+ Ni | Ан. ДрЦ. нмЛ min* | Я/я H/mmj | Л. % min | ки min* | Твердость по Бринеллю | |||
о П х X v о 3S и 3 х а | р X X л * Е о» ь х с | |||||||||||||||||
R1.RC1 | - | 0,50 | 1,20 | 0,040 | 0.040 | 0,30 | 0,30 | 0,08 | 0,30 | 0,05 | 0,60 | N4 | ж I | 600-720 600-720 | 12 18 | 15 | п. 5.2.3 | |
R2, RC2 | — | 0,50 | 1,20 | 0,040 | 0,040 | 0,30 | 0,30 | 0,08 | 0,30 | 0,05 | 0,60 | N4 | 3 х | 700-840 700-840 | 9 14 | 10 | ||
R3, RC3 | 0,70 | 0,50 | 0,90 | 0,040 | 0,040 | 0.30 | 0,30 | 0,08 | 0,30 | 0.05 | 0,60 | 3 | 800-940 800-940 | 7 10 | 10 | |||
R6. RC6 R7. RC7 R8, RC8 R9, RC9 | 0,48е 0,52 0,56 0,60 | 0,40 0.40 0,40 0,40 | 0,75 0,80 0.80 0,80 | 0,040 0.040 0,040 0,040 | 0,040 0,040 0,040 0,040 | 0,30 0,30 0,30 0,30 | 0.30 0,30 0,30 0,30 | 0.08 0,08 0,08 0,08 | 0,30 0,30 0.30 0,30 | 0,05 0,05 0.05 0.05 | 0,60 0,60 0,60 0,60 | Т.Е Т.Е Т.Е Т.Е | 1 я со | 770-8909 820-940* 860-986* 900-1050* | 15 в* 12* | 15 15 15 10 | П. 5.2.3 | п 5.2.4 |
С. 22 ГОСТ 10791-89
Сноски к табл. 1
1 Важным фактором при выборе стали по табл. 1 может стать опасность появления термических повреждений вследствие воздействия тормозов на поверхность катания или вследствие скольжения колеса. В случае повторяющегося торможения при относительно высоких скоростях покупатель должен учитывать, что стали с высоким содержанием углерода более подвержены образованию термических трещин, чем стали с более низким содержанием углерода. Однако следует отметить, что стали с более высоким содержанием углерода обладают более высокой прочностью и износостойкостью. Если технические условия рассчитаны в первую очередь на обеспечение износостойкости, они могут по используемому подходу значительно отличаться от требований настоящего стандарта.
* Анализ изделия или анализ плавки (см. п. 5.1).
4 — — знак означает, что колеса, применяют без термообработки (в катаном, кованом или литом состоянии);
N — нормализация или нормализация с отпуском; Т — поверхностная обработка; Е — объемная закалка и отпуск.
5 Лн — верхний предел текучести; Яро.2 — предел текучести при остаточной деформации 0,2 % (не пропорционально удлинению); Rm — предел прочности на растяжение, А — удлинение после разрушения, (£о “ 5,65V3o); KU— ударная вязкость на образце с U-образным надрезом при 20 *С, 1 Н/мм2 я I МПа.
6 Если фактическое значение максимального напряжения Rj о,5 при общем удлинении 0,5 % не
7 Среднее значение для трех испытаний, один отдельный результат может быть ниже минимального значения, установленного в табл. 1, при условии, что он составляет не менее 70 % этого минимального значения.
8 При оформлении запроса или заказа может быть согласовано, что максимальное содержание углерода составляет 0,46 % (т/т). В этом случае принимается, что Ля составляет от 760 до 850 Н/мм2.
9 Механические свойства образцов, взятых из диска колес с поверхностной обработкой (Т), приведены для того, чтобы удостовериться, что диск не затрагивается обработкой, которой подвергнута поверхность катания. Для различных марок стали используются следующие пределы:
R6 (RC6): Ля - max 740 Н/мм2; А - 16 % min; R7 <RC7): Яп - max 760 Н/мм2; А - 16 % min; R8 (RC8): Ля — max 820 Н/мм2, А - 16 % min; R9 (RC9): Rm - max 880 Н/мм2; А - 14 % min.
ГОСТ 10791—89 С. 23
Таблица 2
Типы и число испытаний
Примечание
---•--г
Число колес от партии, подлежащее I контролю
Термообработка в состоянии посткаки11 | Тип контроля и испытания | 2) | 3) | 4) | Ограничение no испытуемому колесуй | 1 1 Общее число колес в партии. Колеса цельнокатаные | Число испытаний на колесо | |
<250 | >250 | |||||||
Колеса л | итые | |||||||
<75 | >75 | |||||||
1. А | Химический анализ | m | a | с | 1 | |||
2. А, N | Испытание обода на растяжение | m | b | h | c,h | 2 | 1 | |
3. Т | Испытание диска на растяжение | m | b | h | 2 | 1 | ||
| Испытание на ударный изгиб | m ’ | b | h | c. h | 2 | 3 | |
Макроскопическое — макрогрэфическое | О | a | С | |||||
6. N. Т, Е | Статический баланс | m | a | f | w | 100 % | 100% | 1 |
7. N | Твердость обода (равномерность) | о | a | h | c, h | 10% | 10% | 1 |
8. Т. Е | Твердость обода (равномерность) | О | a | h | c, h | 100% | 100% | 1 |
9. Т | Последовательное значение твердости | m | b | h | 2 | п.7.7.3.6.2 | ||
10. Т | Направление остаточных напряжений | m | b | h | L_ci-h | 2 | 1 | |
11. А | Ультразвуковая дефектоскопия | о | a | h | w | 100% | 100% | 1 |
12. А | Магнктоскопия | m | h | w | 100% | 100% | 1 | |
13. А | Внешний вид и размеры | m | r | w | 100% | 100% | 1 |
С. 24 ГОСТ 10791-89
Сноски к табл. 2
А — испытанию подвергаются все колеса.
N — нормализация или нормализация с отпуском; Т — поверхностная обработка; Е — объемная закалка и отпуск (см. п. 4.2).
2) m — обязательные испытания; О — факультативные (т.е. те которые нужно выполнять, если это предусмотрено заказом).
3) Если не оговорено другое, проверки или испытания проводят (см. п. 7.1):
а — под наблюдением представителя изготовителя; b — в присутствии заказчика.
4> h — до проведения установленной термообработки испытания проводить нельзя; f — приемочные испытания проводятся на колесах в состоянии поставки;
5) с — колеса из одной плавки; с, h — колеса одной плавки и одной партии по термообработке (см. п. 7.3.2);
w — колесо подвергается испытанию.
Исправление дисбаланса
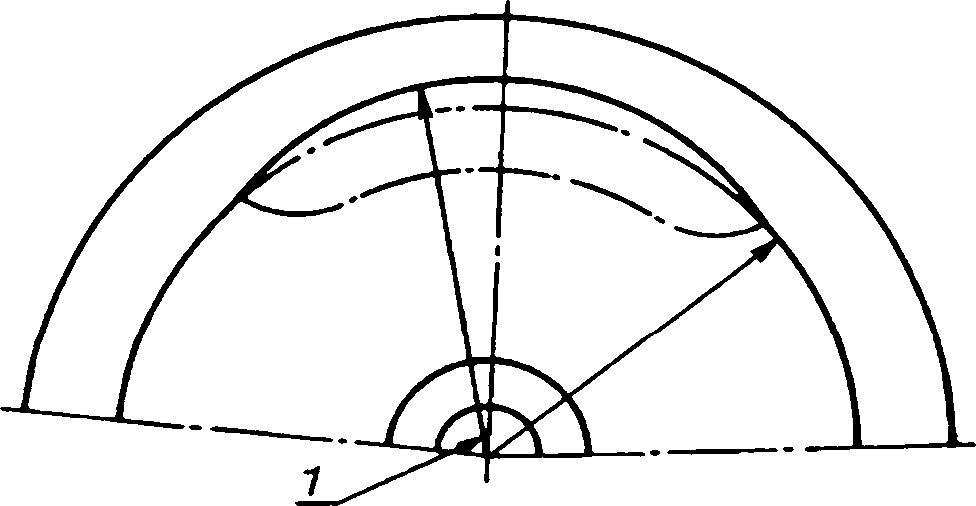
1 — дисбаланс; 2— устранение дисбаланса
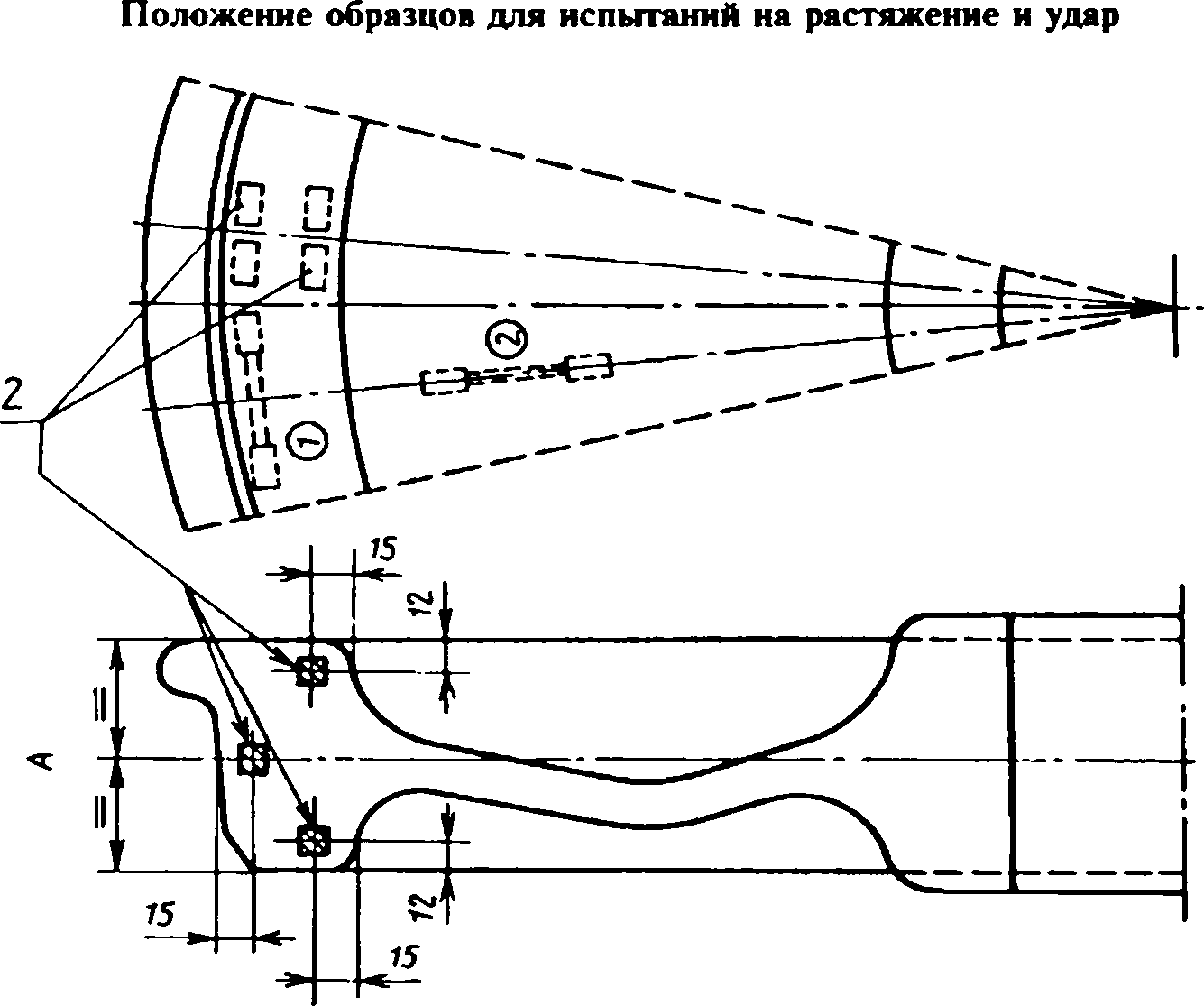
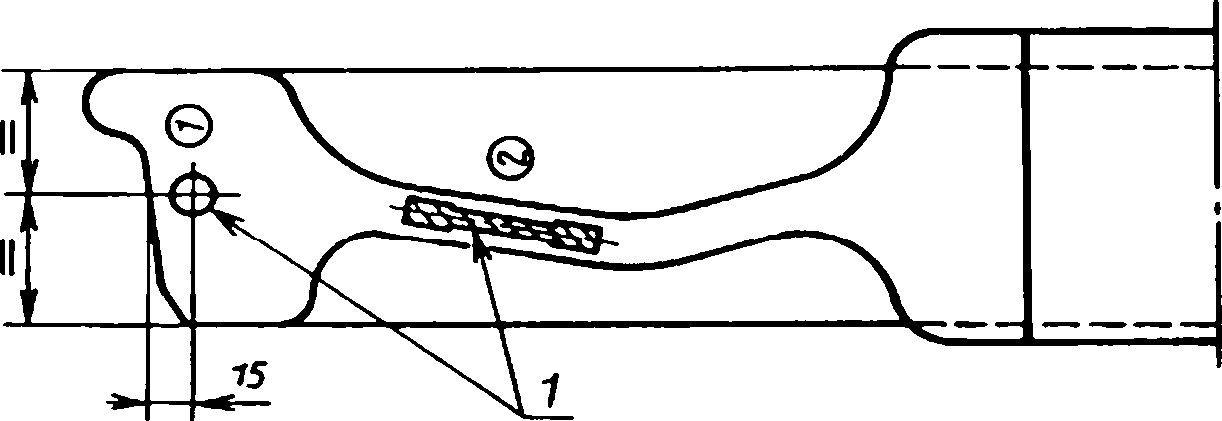
Размеры, мм
1 — образцы для испытаний на растяжение; 2— образцы с U-образным надрезом для ударных испытаний
Положение отпечатков при определении твердости по Бринеллю
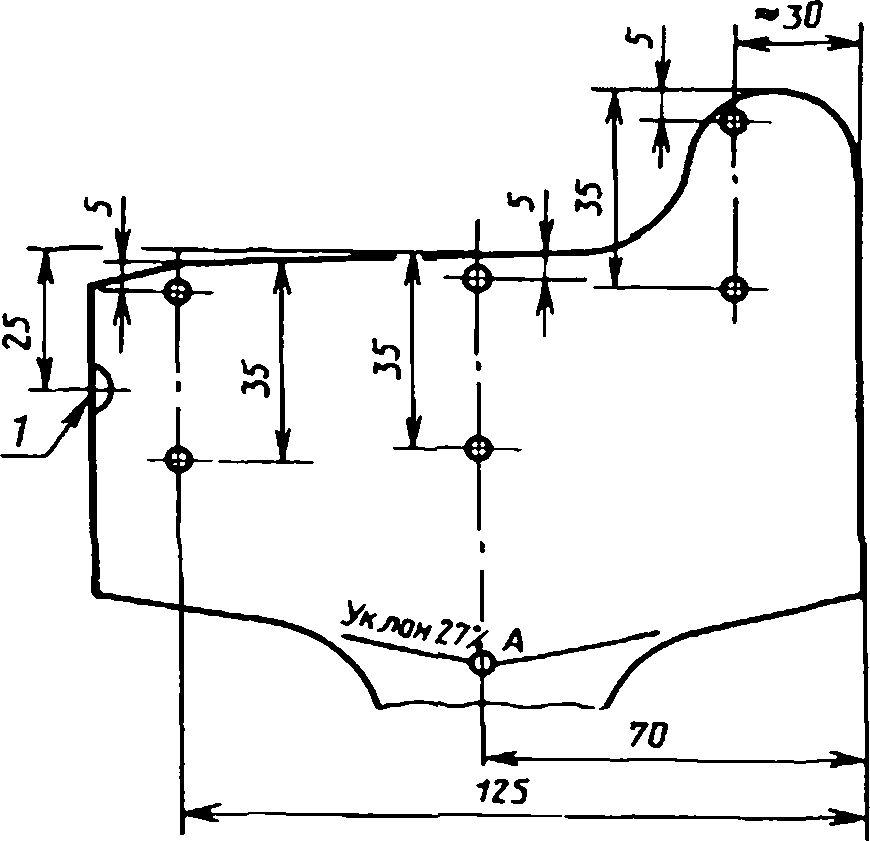
1 — однородность твердости НВ; 2— уклон
Рис. 3
Размеры, мм
Приложение (Введено дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Министерством путей сообщения СССР, Министерством тяжелого энергетического и транспортного машиностроения СССР, Министерством черной металлургии СССР
ВНЕСЕН Министерством путей сообщения СССР РАЗРАБОТЧИКИ
Л.М. Школьник, д-р техн, наук; С.Д. Кардонская; В.Н. Цюрен-ко, канд. техн, наук; Ю.М. Парышев, канд. техн, наук; А.М. Вихрова, канд. техн, наук; В.Я. Френкель, Н.Г. Мирошниченко, канд. техн, наук; Е.Н. Бухиник, канд. техн, наук; А.Ю. Крючков; Е.Ю. Старицына
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.07.89 № 2470
3. Срок проверки — 1994 г.
Периодичность проверки — 4 года
4. ВЗАМЕН ГОСТ 10791-81
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 8.010—90
3.2
ГОСТ 380-88
3.2
ГОСТ 1497-84
3.3, приложение
ГОСТ 1778-70
1.13; 3.9
ГОСТ 7564-73
2.6, 3.6, приложение
ГОСТ 7565-81
2.5
ГОСТ 7566-81
4.4
ГОСТ 9012-59
3.4, приложение
ГОСТ 9036-88
1.1, 1.6; 3.1
ГОСТ 9454-78
3.6, приложение
ГОСТ 10243-75
3.7
ГОСТ 15150-69
Вводная часть, 4.3
ГОСТ 18895-81
3.2
ГОСТ 22536.0—87
3.2
ГОСТ 22536.1—88
3.2
ГОСТ 22536.2-87
3.2
ГОСТ 22536.3—88
3.2
ГОСТ 22536.4—88
3.2
ГОСТ 22536.5—87
3.2
Продолжение
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 22536.7—88 | 3.2 |
ГОСТ 22536.8—87 | 3.2 |
ГОСТ 22536.9—88 | 3.2 |
ГОСТ 22536.12—88 | 3.2 |
ИСО 1005-6-82 | Вводная часть |
6. Постановлением Госстандарта от 21.07.92 № 743 снято ограничение срока действия
7. ПЕРЕИЗДАНИЕ (январь 1997 г.) с Изменением № 1, утвержденным в июле 1992 г. (ИУС 10—92)
Редактор М. И. Максимова Технический редактор В. Н. Прусакова Корректор М. С.Кабаиюва Компьютерная верстка А. Н .Золотаревой
Изд. лиц. № 021007 от 10 08.95. Сдано в набор 24.03.97. Подписано в печать 16.04.97. Усл.псч.л. 1,86. Уч.-издл. 1,75. Тираж 153 экэ. С 441. Зак. 312
ИПК Издательство стандартов
107076, Москва, Колодезный пер., 14. Набрано в Издательстве на ПЭВМ Филиал ИПК Издательство стандартов тип. “Московский печатник” Москва. Лялин пер., 6
1
На территории РФ действует ГОСТ Р 8.563—96.
2
Международный стандарт на магнитоскопические приемочные испытания материала подвижного состава железных дорог в стадии разработки.
3
Международный стандарт, касающийся размеров, в стадии разработки.
{kind=link}