ГОСТ 33200-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОСИ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА
Общие технические условия
Axles for wheelsets of railway rolling stock. General specifications
МКС 45.060
Дата введения 2015-11-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт железнодорожного транспорта (ОАО "ВНИИЖТ"), Открытым акционерным обществом "Уральский институт металлов" (ОАО "УИМ"), Открытым акционерным обществом "Научно-исследовательский институт вагоностроения" (ОАО "НИИ вагоностроения")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 декабря 2014 г. N 73-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 5 июня 2015 г. N 564-ст межгосударственный стандарт ГОСТ 33200-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2015 г.
5 Настоящий стандарт соответствует следующим европейскому и международному стандартам: EN 13261:2009* Railway applications - Wheelsets and bogies - Axles - Product requirements (Железнодорожный транспорт. Колесные пары и тележки. Оси. Требования к продукции, NEQ); ISO 1005-3:1982 Railway rolling stock material - Part 3: Axles for tractive and trailing stock - Quality requirements (Подвижной состав железных дорог. Часть 3. Оси для тяговых и прицепных вагонов. Требования к качеству, NEQ)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
6 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технических регламентов "О безопасности железнодорожного подвижного состава" и "О безопасности высокоскоростного железнодорожного транспорта"
7 ВЗАМЕН ГОСТ 31334-2007, ГОСТ 22780-93
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 10, 2017 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на черновые оси и чистовые оси исполнения УХЛ по ГОСТ 15150 для колесных пар грузовых вагонов, пассажирских вагонов локомотивной тяги, локомотивов, моторвагонного подвижного состава (далее - МВПС), специального железнодорожного подвижного состава (далее - СПС) и подвижного состава метрополитена.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1778-70 (ИСО 4967-79) Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 4728-2010 Заготовки осевые для железнодорожного подвижного состава. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 8233-56 Сталь. Эталоны Микроструктуры
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 11018-2011 Колесные пары тягового подвижного состава железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19300-86 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 28033-89 Сталь. Метод рентгенофлюоресцентного анализа
ГОСТ 30552-98 Заготовки профильные (необработанные оси) для подвижного состава железных дорог колеи 1520 мм. Припуски и допуски
ГОСТ 31373-2008 Колесные пары локомотивов и моторвагонного подвижного состава. Расчеты и испытания на прочность
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 21014, а также следующие термины с соответствующими определениями:
3.1 заготовка осевая: Заготовка квадратного или круглого сечения, подвергаемая горячему деформированию и предназначенная для изготовления черновой оси.
3.2 ось: Элемент колесной пары подвижного состава, представляющий собой цельную деталь круглого поперечного сечения, имеющую разные диаметры по длине в зависимости от частей и усилий, возникающих в них.
3.3 черновая ось (профильная заготовка): Ось, полученная методом горячего деформирования из осевой заготовки, подвергнутая термической обработке, имеющая припуски для окончательной механической обработки и прошедшая неразрушающий контроль.
3.4 чистовая ось: Ось, прошедшая окончательную механическую обработку, подвергнутая упрочнению поверхности накатыванием роликами и прошедшая неразрушающий контроль.
3.5 чистовая ось полая: Чистовая ось с центральным сквозным отверстием, проходящим через всю ось в продольном направлении.
3.6 окончательная механическая обработка: Обработка черновой оси при помощи механического воздействия с целью придания оси формы, размеров и параметров шероховатости, предусмотренных конструкторской документацией на чистовую ось.
3.7 прозвучиваемость: Проницаемость оси для продольных ультразвуковых волн в осевом направлении, оцениваемая отношением амплитуды эхо-сигнала от противоположного торца оси к амплитуде эхо-сигнала от плоской (донной) поверхности на глубине 59 мм в стандартном образце СО-2 по ГОСТ 14782.
3.8 заказчик: Предприятие, организация или объединение, по заявке и договору с которым осуществляются разработка, производство и/или поставка осей.
3.9 потребитель: Организация или иное юридическое лицо, приобретающее и/или использующее оси по назначению.
4 Классификация
4.1 Оси классифицируют:
- по точности изготовления - на классы 1 и 2 (требования к осям классов 1 и 2 по допускам формы и расположения поверхностей - в соответствии с 5.2.1.1, по параметрам шероховатости поверхностей - в соответствии с 6.2.9);
- по металлургическому качеству - на категории А и В (требования к осям категорий А и В по уровню загрязненности стали неметаллическими включениями - в соответствии с 6.1.11).
4.2 Рекомендуемая область применения осей для железнодорожного подвижного состава с учетом классификации и в зависимости от конструкции осей, максимальной расчетной статической нагрузки от колесной пары на рельсы (далее - осевой нагрузки), типа и конструкционной скорости железнодорожного подвижного состава - в соответствии с таблицей 1.
Таблица 1 - Рекомендуемая область применения осей для железнодорожного подвижного состава и подвижного состава метрополитена
Макси- | Тип, конструкционная скорость | |||||
Грузовые вагоны, пассажирские вагоны локомотивной тяги, подвижной состав метрополитена | МВПС, СПС | Локомотивы, | Локомо- | |||
| 120< | 160< | ||||
230,5 (23,5) | РУ1Ш(А.1)** | РУ1Ш(А.1), РВ1Ш(А.4), РВЗШ(А.5)** | РВ1Ш(А.4)** | РУ1Ш(А.1), РМ(А.3)** | (А.6, А.7, А.8)** | * |
245,2 (25,0) | РВ2Ш(А.2)** | - | * | (А.6, А.7, А.8)** | * | |
264,8 (27,0) | РВ2Ш(А.2)** | - | - | (А.6, А.7, А.8)** | * | |
294,2 (30,0) | * | - | - | - | - | |
* Конструкция осей - по конструкторской документации, согласованной с заказчиком и с владельцем инфраструктуры. **Допускается применение осей других конструкций по конструкторской документации, согласованной с заказчиком и с владельцем инфраструктуры. *** Для осей колесных пар пассажирских вагонов локомотивной тяги максимальная расчетная осевая нагрузка - 176,6 кН (18,0 тс). **** Для осей колесных пар пассажирских вагонов локомотивной тяги максимальная расчетная осевая нагрузка - 166,8 кН (17,0 тс). Примечания 1 В числителе приведен тип оси и в скобках - номер рисунка приложения А, в знаменателе - категория по неметаллическим включениям и класс точности изготовления. 2 Буквы, указанные в наименовании типов осей (в скобках), обозначают: Р - ось с роликовыми подшипниками, М - моторная ось, В - вагонная ось, У - унифицированная ось, Ш - ось с креплением подшипников буксового узла при помощи шайбы. | ||||||
5 Конструкция и размеры
5.1 Черновые оси
5.1.1 Размеры, допуски формы и расположения поверхностей, припуски на механическую обработку черновых осей должны соответствовать ГОСТ 30552.
5.2 Чистовые оси
5.2.1 Чистовые оси могут быть сплошными и полыми.
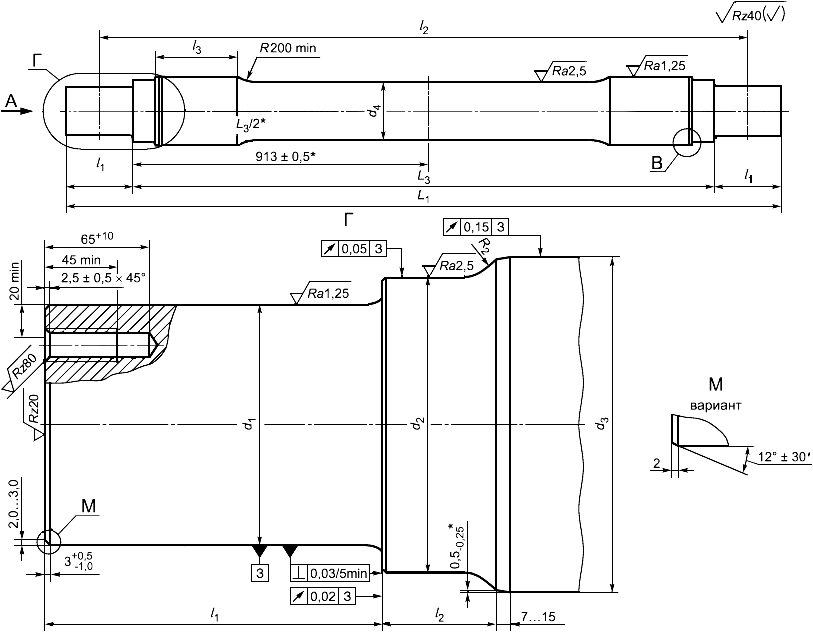
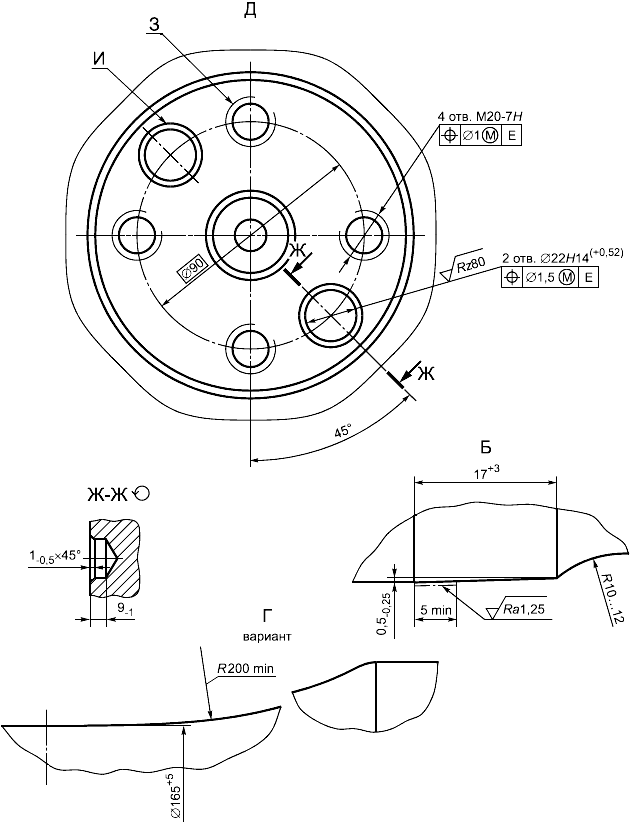
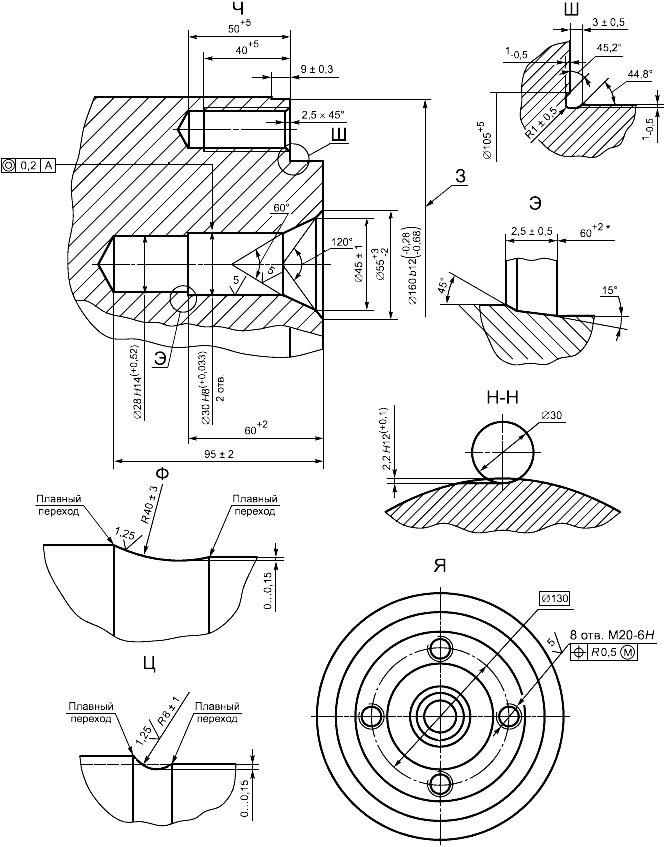
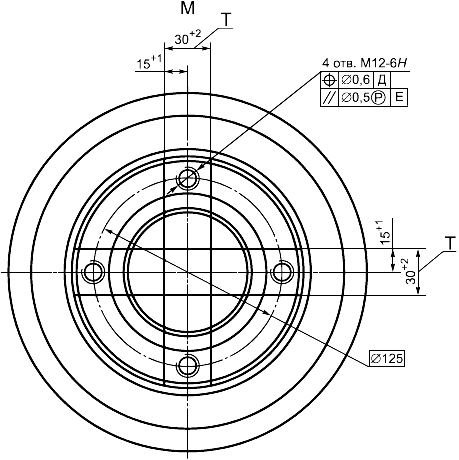
5.2.1.1 Основные размеры, допуски формы и расположения поверхностей чистовых осей класса точности изготовления 2 для колесных пар грузовых вагонов, пассажирских вагонов локомотивной тяги, МВПС, СПС и подвижного состава метрополитена должны соответствовать рисункам А.1-А.5 и таблице А.1 (приложение А), а для колесных пар локомотивов - рисункам А.6-А.8 (приложение А).
Допуски формы и расположения поверхностей чистовых осей класса точности изготовления 2, не указанных в приложении А, и чистовых осей класса точности изготовления 1 для колесных пар грузовых вагонов, пассажирских вагонов локомотивной тяги, СПС, подвижного состава метрополитена - в соответствии с таблицей 2, а чистовых осей для колесных пар локомотивов, МВПС - по ГОСТ 11018.
Конструкторская документация на оси должна быть согласована с владельцем инфраструктуры*.
________________
* В Российской Федерации владелец инфраструктуры определяется федеральным законом в сфере железнодорожного транспорта, в остальных странах СНГ и Балтии его роль выполняют соответствующие национальные органы управления железнодорожным транспортом.
Таблица 2 - Допуски формы и расположения поверхностей чистовых осей для колесных пар грузовых вагонов, пассажирских вагонов локомотивной тяги, СПС и подвижного состава метрополитена
Часть оси | Наименование показателя | Допуски формы и расположения поверхностей (мм, не более) для осей класса точности изготовления | |
1 | 2 | ||
Шейка | Круглость | 0,015 | 0,015 |
Радиальное биение | 0,03 | 0,3 | |
Предподступичная часть | Круглость | 0,015 | 0,015 |
Радиальное биение | 0,03 | 0,3 | |
Подступичная часть | Круглость | 0,015 | 0,025 |
Радиальное биение | 0,03 | 0,3 | |
Шейка под посадку дискового тормоза | Круглость | 0,015 | 0,025 |
Радиальное биение | 0,03 | 0,03 | |
Средняя часть | Радиальное биение | 0,3 | 1,0 |
Центральное отверстие полой оси | Соосность | 0,5 | 0,5 |
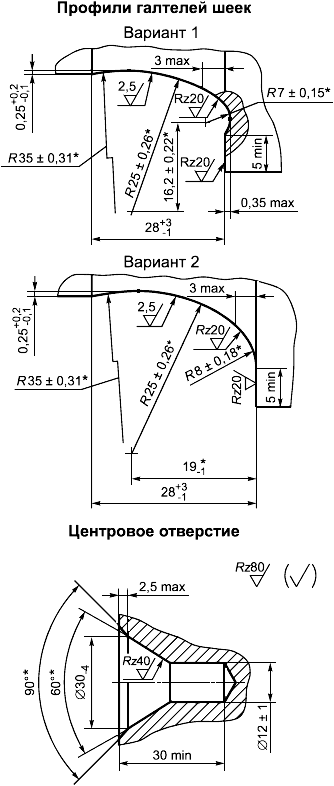
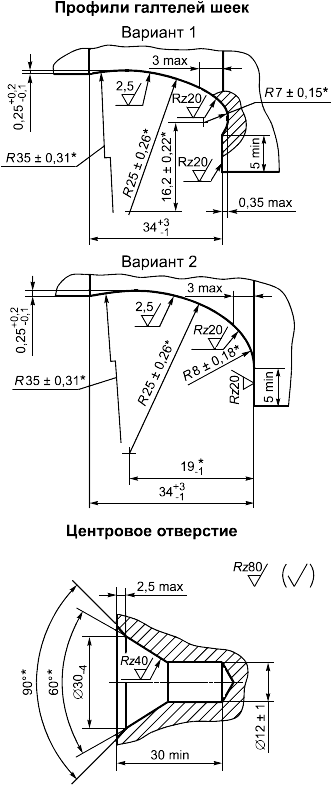
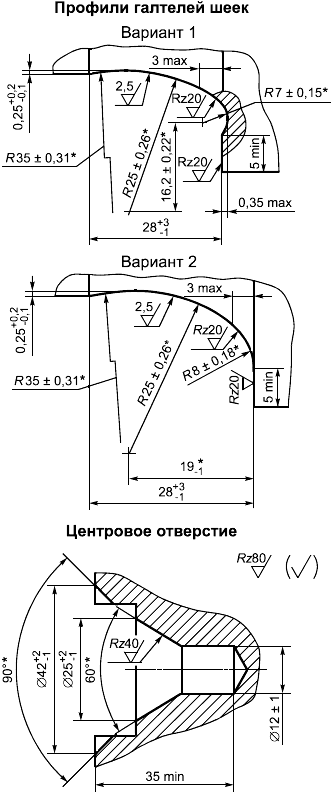
5.2.2 Зазор между профилем галтелей чистовых осей и шаблонами должен быть не более 0,4 мм.
5.2.3 Для обеспечения плавного захода оси в ступицу колеса при запрессовке наружный конец подступичной части чистовой оси должен иметь заходный конус длиной от 7 до 15 мм с разностью наибольшего и наименьшего диаметров не более 2 мм. Заходный конус должен быть выполнен до упрочнения накатыванием роликами.
Допускается изготовление заходного конуса после накатывания с последующим сглаживанием роликом.
Параметр шероховатости поверхности Ra на переходе от конусной части оси к цилиндрической части не должен превышать 1,25 мкм по ГОСТ 2789.
5.2.4 Допуск профиля продольного сечения чистовых осей относится ко всей длине поверхности шейки, предподступичной и подступичной частей. При наличии конусообразности предподступичной и подступичной частей оси больший диаметр должен находиться со стороны, ближайшей к середине оси.
Допуск профиля продольного сечения и допуск крутости допускается выдерживать на подступичной части на длине ее сопряжения со ступицами колеса и тормозного диска, а на предподступичной части - на длине ее сопряжения с деталями буксового узла.
5.3 Условное обозначение осей при заказе
5.3.1 Схема и пример условного обозначения черновых осей:
|

Пример условного обозначения оси из стали марки ОС, категории уровня загрязненности стали неметаллическими включениями В, изготовленной по ГОСТ 31334 и по чертежу:
Ось ОС - В - ГОСТ 31334 - номер чертежа.
5.3.2 Схема и пример условного обозначения чистовых осей:
|
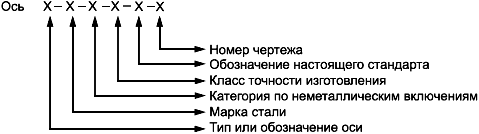
Пример условного обозначения оси типа РУ1Ш, из стали марки ОС, категории уровня загрязненности стали неметаллическими включениями В, класса точности изготовления 2, изготовленной по ГОСТ 31334 и по чертежу:
Ось РУ1Ш - ОС - В - 2 - ГОСТ 31334 - номер чертежа.
6 Технические требования
6.1 Черновые оси
6.1.1 Черновые оси изготавливают из осевых заготовок по ГОСТ 4728, непосредственно из слитков или непрерывнолитых заготовок.
6.1.2 Черновые оси изготавливают методами горячего формообразования: свободной ковкой, штамповкой, винтовой прокаткой и радиально-ротационной ковкой.
6.1.3 Степень укова или обжатия металла при изготовлении черновых осей для колесных пар железнодорожного подвижного состава должна быть не менее 3, для колесных пар подвижного состава метрополитена - не менее 5.
6.1.4 Черновые оси допускается изготавливать с технологическим припуском для изготовления образцов, при этом диаметр припуска должен быть не менее диаметра шейки оси.
6.1.5 После формообразования черновые оси должны быть подвергнуты термической обработке - нормализации или нормализации с последующим отпуском. Все операции термической обработки следует осуществлять при автоматической регистрации ее режимов.
6.1.6 Механические свойства термообработанных черновых осей из стали по ГОСТ 4728 должны соответствовать значениям, указанным в таблице 3.
Таблица 3 - Механические свойства стали черновых осей
Временное сопротивление разрыву | Предел текучести | Относительное удлинение | Ударная вязкость KCU при 20°С, Дж/см | |
не менее | Среднее значение, не менее | Минимальное значение, не менее | ||
Образцы из шейки или технологического припуска | ||||
600-625 | 310 | 20,0 | 54 | 39 |
630 и более | 330 | 19,0 | 44 | 34 |
Образцы из подступичной части | ||||
580-615 | 300 | 20,0 | 49 | 34 |
620-645 | 310 | 19,0 | 39 | 29 |
650 и более | 325 | 18,0 | 34 | 29 |
Примечания 1 Испытания на образцах из подступичной части проводят при получении отрицательных результатов испытаний на образцах из шейки или технологического припуска. 2 При изготовлении черновых осей методами винтовой прокатки или свободной ковки нормы для образцов из шейки или технологического припуска такие же, как и для образцов из подступичной части. | ||||
6.1.7 Допускается изготавливать черновые оси, в том числе оси для колесных пар подвижного состава с конструкционной скоростью более 200 км/ч, из сталей других марок и с другими механическими свойствами не ниже приведенных в таблице 3 по техническим условиям, согласованным с владельцем инфраструктуры.
6.1.8 Правку черновых осей проводят в горячем состоянии после нагрева под нормализацию или после отдельного нагрева до температуры не выше 700°С без последующей термообработки. Температура осей в конце процесса правки должна быть не ниже 600°С.
6.1.9 Поверхность черновых осей должна быть очищена от окалины, глубина залегания дефектов не должна превышать 75% одностороннего фактического припуска на механическую обработку осей. Для определения глубины залегания видимых дефектов предприятие-изготовитель должно выполнять контрольные местные вырубки (зачистки).
Допускается по согласованию с заказчиком не производить очистку от окалины черновых осей при их изготовлении методами винтовой прокатки и радиально-ротационной ковки. Глубина залегания наружных дефектов при этом не должна превышать 85% одностороннего фактического припуска на механическую обработку.
В случае изготовления черновых и чистовых осей на одном предприятии, допускается не очищать черновые оси от окалины.
На поверхности черновых осей, изготовленных методом винтовой прокатки, допускается след от валков, высота которого не входит в поле предельных отклонений по диаметру, установленных в конструкторской документации.
6.1.10 Макроструктура черновых осей должна соответствовать ГОСТ 4728.
6.1.11 Загрязненность стали черновых осей неметаллическими включениями по ГОСТ 1778 не должна превышать значений, указанных в таблице 4.
Таблица 4 - Загрязненность стали черновых осей неметаллическими включениями
Тип включений | Условное обозначение включений | Средний балл, не более, для осей категорий | ||
А | В | |||
из непрерывнолитых заготовок | из слитков | |||
Сульфиды | С | 1,5 | 2,5 | 3,5 |
Оксиды строчечные | ОС | 1,5 | 2,5 | 3,5 |
Силикаты пластичные | СП | 1,5 | 2,5 | 3,5 |
Силикаты хрупкие | СХ | 1,5 | 2,5 | 3,5 |
Силикаты недеформирующиеся | СН | 1,5 | 2,5 | 3,5 |
6.1.12 Микроструктура металла черновых осей, изготовленных из стали по ГОСТ 4728 и прошедших термическую обработку, должна быть однородной перлитно-ферритной.
Величина действительного зерна металла осей из стали по ГОСТ 4728 должна быть не менее номера 5 по ГОСТ 5639.
6.1.13 Черновые оси должны быть подвергнуты ультразвуковому контролю на прозвучиваемость с одного торца и ультразвуковому контролю на отсутствие внутренних дефектов с обоих торцов.
6.1.13.1 При контроле осей на прозвучиваемость на частоте от 2 до 2,5 МГц разница между амплитудой эхо-сигнала от противоположного торца оси и амплитудой эхо-сигнала от плоской (донной) поверхности на глубине 59 мм в СО-2 по ГОСТ 14782 не должна превышать 46 дБ.
Параметр шероховатости поверхности Ra торца оси, предназначенной для контроля прозвучиваемости, не должен превышать 6,3 мкм по ГОСТ 2789.
6.1.13.2 При контроле осей на внутренние дефекты с торца продольными волнами в осевом направлении не допускаются дефекты, амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя, залегающего на той же глубине относительно ультразвукового преобразователя, что и дефект, и имеющего диаметр:
3,0 мм (эквивалентная площадь 7,1 мм) - при глубине залегания до 380 мм;
6,0 мм (эквивалентная площадь 28,3 мм) - при глубине залегания более 380 мм и до 700 мм;
9,0 мм (эквивалентная площадь 63,6 мм) - при глубине залегания более 700 мм и до середины оси.
6.1.14 На каждой черновой оси на средней части или на шейке должны быть нанесены методом горячего деформирования отчетливо читаемые знаки маркировки высотой от 10 до 15 мм и глубиной от 1 до 3 мм через тире или с промежутками.
Для обеспечения читаемости маркировки при хранении черновых осей "навалом" допускается наносить дублирующую маркировку на торцы осей.
6.1.14.1 На черновые оси, изготовленные из осевых заготовок, наносят арабскими цифрами маркировку, включающую:
- две последние цифры года изготовления;
- номер плавки;
- порядковый номер оси по системе нумерации предприятия-изготовителя, начинающийся с условного номера предприятия-изготовителя по [1].
Перед однозначным условным номером предприятия-изготовителя ставят три нуля, перед двузначным - два нуля, перед трехзначным - один нуль. Для черновых осей, изготовленных методом винтовой прокатки, нули перед условным номером предприятия-изготовителя не ставят.
Черновым осям для подвижного состава метрополитена присваивают условный номер плавки по системе нумерации предприятия-изготовителя.
Повторение порядкового номера осей у одного предприятия-изготовителя в течение календарного года не допускается.
Допускается оставлять промежуток между условным номером предприятия-изготовителя и порядковым номером оси.
Пример маркировки черновой оси, изготовленной в 2011 году из плавки с номером 17248 на предприятии с условным номером 5, имеющей порядковый номер 30085:
11 17248 00
05 30085.
6.1.14.2 На черновые оси, изготовленные непосредственно из слитков или из непрерывнолитых заготовок, наносят арабскими цифрами маркировку, включающую:
- две последние цифры года изготовления;
- номер плавки;
- порядковый номер оси по системе нумерации предприятия-изготовителя, начинающийся с условного номера предприятия-изготовителя по [1].
Пример маркировки черновой оси, изготовленной в 2011 году из плавки с номером 17248 на предприятии с условным номером 5, имеющей порядковый номер 30085:
11 17248 5 30085.
Дополнительно на головных концах черновых осей, изготовленных из слитков, наносят в холодном состоянии литеры:
- A - на осях, изготовленных из головной (верхней) части слитка;
- B - на осях, изготовленных из части слитка, следующей за головной.
6.1.14.3 Каждая черновая ось должна иметь клейма службы технического контроля предприятия-изготовителя и представителя заказчика или владельца инфраструктуры, для нанесения которых должно быть оставлено место или площадка на цилиндрической части или на торце оси.
6.2 Чистовые оси
6.2.1 Чистовые оси изготавливают из черновых осей.
6.2.2 На поверхности чистовых осей не допускаются дефекты в виде черновин, трещин, раскатанных газовых пузырей.
Требования к недопустимым и допустимым размерам и количеству волосовин на поверхности чистовых осей для колесных пар железнодорожного подвижного состава с конструкционной скоростью до 160 км/ч указаны в таблице 5.
На осях для колесных пар железнодорожного подвижного состава с конструкционной скоростью более 160 км/ч поперечные волосовины не допускаются, а продольные волосовины допускаются длиной не более 6 мм на всех частях осей за исключением галтелей.
Таблица 5 - Требования к недопустимым и допустимым размерам и количеству волосовин на поверхности чистовых осей
Часть чистовой оси | Тип железнодорожного подвижного состава | |
Грузовые вагоны, пассажирские вагоны локомотивной тяги* | Локомотивы, МВПС, СПС** | |
Галтель | Не допускаются | Не допускаются |
Цилиндрическая часть шейки *** | Допускаются, если: | Допускаются, если: |
- длина отдельной волосовины не более 10 мм; | - длина отдельной волосовины не более 10 мм; | |
- не более 3 волосовин в любом поперечном сечении; | - не более 2 волосовин в любом поперечном сечении; | |
- не более 5 волосовин на всей поверхности шейки | - не более 4 волосовин на всей поверхности шейки | |
Предподступичная и подступичная часть*** | Допускаются, если: | Допускаются, если: |
- длина отдельной волосовины не более 25 мм; | - длина отдельной волосовины не более 15 мм; | |
- не более 3 волосовин в любом поперечном сечении | - не более 2 волосовин в любом поперечном сечении | |
Средняя часть*** | Допускаются, если: | Допускаются, если: |
- длина отдельной волосовины не более 50 мм; | - длина отдельной волосовины не более 25 мм; | |
- не более 3 волосовин в любом поперечном сечении | - не более 2 волосовин в любом поперечном сечении | |
* При нескученном и нестрочечном расположении допускаются без ограничения количества волосовины длиной не более 3 мм на всех частях осей, за исключением галтелей. ** При нескученном и нестрочечном расположении допускаются без ограничения количества волосовины длиной не более 2 мм на шейке и не более 3 мм на всех остальных частях осей, за исключением галтелей. *** При нестрочечном расположении допускаются без ограничения количества волосовины длиной до 1 мм на всех частях осей, за исключением галтелей. При нескученном расположении допускаются без ограничения количества волосовины длиной не более 1 мм на шейке и не более 2 мм на всех остальных частях осей, за исключением галтелей. Примечания 1 Скученным считают расположение волосовин, при котором их количество на площадке размером 50 2 Строчечным считают последовательное расположение волосовин на поверхности оси вдоль ее образующей. Волосовины, составляющие одну строчку и имеющие длину на шейке менее 10 мм, на подступичной или предподступичной части - менее 15 мм и на средней части оси - менее 20 мм, принимают за одну волосовину длиной, равной общей длине отрезка, на котором они расположены. | ||
На осях для колесных пар подвижного состава метрополитена волосовины не допускаются.
6.2.3 На цилиндрической поверхности чистовых осей не должно быть забоин.
На поверхности средней части чистовых осей для грузовых вагонов, пассажирских вагонов локомотивной тяги, подвижного состава метрополитена класса точности изготовления 2 допускаются забоины глубиной не более 1 мм, плавно зачищенные в направлении вдоль оси, если они не выводят ось за пределы допускаемых отклонений на размеры.
На поверхности подступичных частей чистовых осей для грузовых вагонов, пассажирских вагонов локомотивной тяги, подвижного состава метрополитена класса точности изготовления 2 допускаются продольные риски глубиной не более 0,03 мм, которые должны быть плавно зачищены в направлении вдоль оси. Место зачистки должно быть проверено магнитопорошковым методом на отсутствие дефектов в соответствии с 6.2.2.
6.2.4 При ультразвуковом контроле чистовых осей с цилиндрической поверхности продольными волнами в радиальном направлении не допускаются внутренние дефекты:
а) амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 5,0 мм (эквивалентная площадь 19,6 мм), залегающего на той же глубине, что и дефект;
б) амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 3,0 мм (эквивалентная площадь 7,1 мм), залегающего на той же глубине, что и дефект, при условии, что:
1) в одной оси обнаружено шесть или более дефектов;
2) минимальное условное расстояние между любыми двумя дефектами менее 50 мм;
3) условная протяженность хотя бы одного из дефектов более 40 мм.
6.2.5 При ультразвуковом контроле чистовых осей с цилиндрической поверхности поперечными волнами в осевом направлении (угол ввода 50°) не допускаются внутренние дефекты, амплитуда эхо-сигналов от которых равна или превышает амплитуду эхо-сигнала от эталонного плоскодонного отражателя диаметром 3,0 мм (эквивалентная площадь 7,1 мм), залегающего на той же глубине, что и дефект.
6.2.6 Чистовые оси после механической обработки должны быть подвергнуты упрочнению накатыванием роликами по поверхности шеек, предподступичной, подступичной и средней частей, а также галтелей перехода от одних частей к другим. Для осей колесных пар железнодорожного подвижного состава, не выходящего на пути общего пользования, допускается упрочнять накатыванием только подступичные части, шейки и их галтели.
Увеличение твердости поверхности чистовых осей из стали по ГОСТ 4728, упрочненных накатыванием роликами, должно составлять не менее:
22% - для грузовых вагонов, пассажирских вагонов локомотивной тяги, подвижного состава метрополитена;
20% - для локомотивов, МВПС, СПС.
Глубина поверхностного слоя металла с повышенной твердостью после накатывания роликами чистовых осей из стали по ГОСТ 4728 должна составлять не менее 0,02d (где d - диаметр упрочняемого сечения оси).
После упрочнения накатыванием роликами допускается шлифование цилиндрических поверхностей шейки и предподступичной части оси с припуском не более 0,4 мм на радиус цилиндрической части оси. Допускается зачистка галтельных переходов шлифовальной шкуркой с зернистостью не более 12.
Требования к технологическим режимам, используемому оборудованию и порядку проведения упрочнения накатыванием роликами осей для колесных пар грузовых вагонов, пассажирских вагонов локомотивной тяги, подвижного состава метрополитена - в соответствии с [2], осей для колесных пар локомотивов, МВПС, СПС - в соответствии с нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*.
________________
* В Российской Федерации применяют Технологическую инструкцию по упрочнению накатыванием роликами осей колесных пар локомотивов и моторных вагонов ТИ 32 ЦТ-ВНИИЖТ-95**, утвержденную МПС России 09.04.1995 г.
** Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - .
6.2.7 На переходных галтелях от шеек к предподступичным частям оси и от предподступичных к подступичным частям оси допускается постепенное уменьшение глубины слоя металла с повышенной твердостью и снижение твердости поверхности оси, упрочненной накатыванием роликами.
На цилиндрической поверхности шейки и предподступичной части осей грузовых вагонов упрочненные накатыванием роликами участки допускается располагать на расстоянии не более 22 мм от торцов осей с постепенным повышением твердости накатанной поверхности до требуемых параметров по глубине слоя металла с повышенной твердостью на длине 12-14 мм от сечения с началом постепенного повышения твердости накатанной поверхности.
Допускается отсутствие упрочненного слоя на переходных галтелях от шеек к предподступичным частям оси на длине не более 3 мм от торца предподступичной части и на переходных галтелях от предподступичных к подступичным частям оси, на длине не более 12 мм от начала заходного конуса с последующим постепенным увеличением твердости накатанной поверхности до требуемых параметров.
6.2.8 Параметры шероховатости механически обработанных поверхностей осей перед проведением упрочнения накатыванием роликами Ra по ГОСТ 2789 в зависимости от класса точности изготовления должны соответствовать значениям, указанным в таблице 6.
Таблица 6 - Параметры шероховатости поверхностей осей перед накатыванием роликами
Часть оси | Параметр шероховатости Ra (мкм, не более) для осей класса точности изготовления | |
1 | 2 | |
Шейка, подступичная часть, зоны под посадку зубчатого колеса, дискового тормоза, моторно-осевого и редукторного подшипников | 3,2 | 6,3* |
Остальные части, кроме торца оси | 6,3 | 12,5 |
* Для осей грузовых вагонов и пассажирских вагонов локомотивной тяги класса точности изготовления 2 допускается параметр шероховатости поверхности шейки Ra не более 12,5 мкм. | ||
6.2.9 Параметры шероховатости поверхностей чистовых осей Ra по ГОСТ 2789 в зависимости от класса точности изготовления должны соответствовать значениям, указанным в таблице 7.
Таблица 7 - Параметры шероховатости поверхностей чистовых осей
Часть оси | Параметр шероховатости Ra (мкм, не более) для осей класса точности изготовления | |
1 | 2 | |
Шейка, зоны под посадку моторно-осевого и редукторного подшипников | 0,8 | 1,25 |
Остальные цилиндрические части | 2,5 | 2,5 |
Торец: | ||
- рабочий (под упорные подшипники) | 1,6 | 2,5 |
- нерабочий (свободный) | 3,2 | 12,5 |
Центральное отверстие полой оси | 3,2 | 6,3 |
Подступичная часть, зоны под посадку зубчатого колеса и дискового тормоза | 1,25 | 1,25 |
6.2.10 При выявлении дефектов в упрочненном накатыванием поверхностном слое чистовой оси (наплывов, трещин, расслоений и других дефектов) допускается проводить исправление указанных дефектов зачисткой или механической обработкой, если это не выводит диаметр оси за пределы допускаемых отклонений. При этом обработанная поверхность оси должна пройти повторное упрочнение накатыванием роликами и магнитопорошковый контроль.
6.2.11 Перенос маркировки с необработанной цилиндрической поверхности черновой оси на торец чистовой оси проводят под наблюдением службы технического контроля предприятия-изготовителя чистовой оси.
Допускается нанесение клейм и маркировки автоматизированным способом, обеспечивающим требуемую точность и идентификацию переносимых данных.
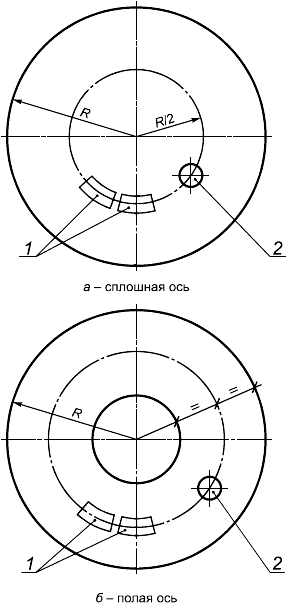
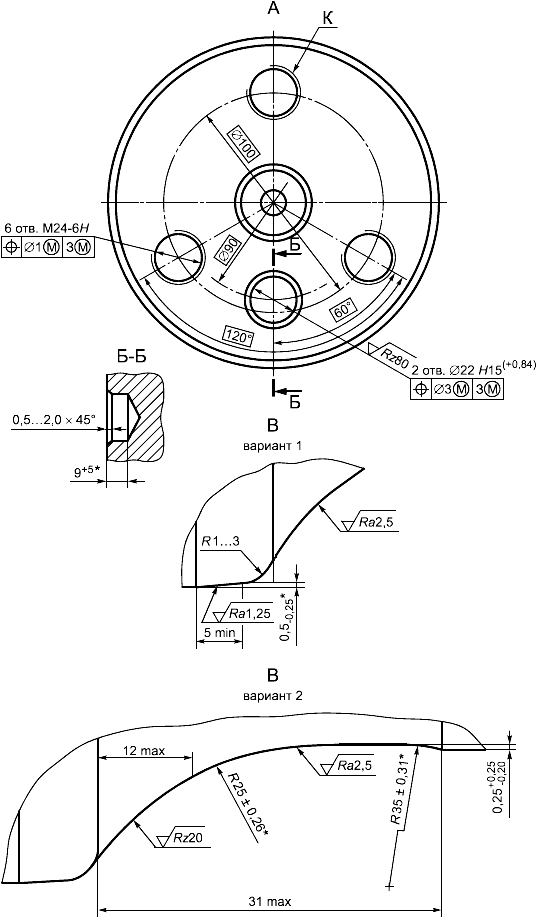
6.2.12 На торец каждой чистовой оси должны быть нанесены методом холодного деформирования отчетливо читаемые знаки маркировки и клейма. Расположение знаков маркировки и клейм на торце чистовой оси должно соответствовать примерам, указанным на рисунках 1, 2, 3. Высота знаков маркировки, указанных на рисунке 2, должна составлять 6 мм, на рисунках 2 и 3 - от 6 до 10 мм.
Если торцы чистовых осей являются рабочими элементами конструкции буксовых узлов, то знаки маркировки и клейма выбивают на цилиндрической поверхности буртов или на другой нерабочей поверхности.
6.2.13 При ультразвуковом контроле чистовых осей с цилиндрической поверхности на структурную неоднородность продольными волнами в радиальном направлении на частоте от 4 до 5 МГц разница амплитуд донных эхо-сигналов в пределах одной зоны оси не должна превышать 6 дБ.
6.2.14 Предел выносливости чистовых осей при усталостных испытаниях с симметричным циклическим нагружением на базе пяти миллионов циклов должен составлять не менее 195 МПа.
Предел выносливости чистовых осей для колесных пар локомотивов, МВПС при усталостных испытаниях на круговой изгиб - по ГОСТ 31373.
6.2.15 Трещиностойкость (вязкость разрушения) стали оси при циклическом нагружении должна составлять не менее:
60 МПа·м - для железнодорожного подвижного состава с конструкционной скоростью до 200 км/ч;
80 МПа·м - для железнодорожного подвижного состава с конструкционной скоростью более 200 км/ч.
|
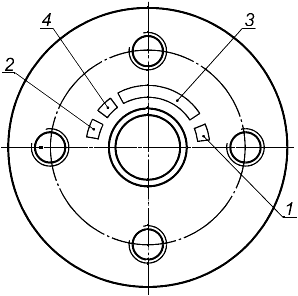
1 - приемочные клейма; 2 - условный номер предприятия - изготовителя чистовой оси по [1]; 3 - номер оси, включающий условный номер предприятия - изготовителя черновой оси по [1] - 4 знака (если условный номер менее 4 знаков, его дополняют нулями с левой стороны), порядковый номер черновой оси - до 6 знаков, две последние цифры года изготовления черновой оси - 2 знака; 4 - клеймо службы технического контроля предприятия - изготовителя чистовой оси
Рисунок 1 - Расположение знаков маркировки и клейм на торце чистовой оси для грузовых вагонов, пассажирских вагонов локомотивной тяги, СПС
|
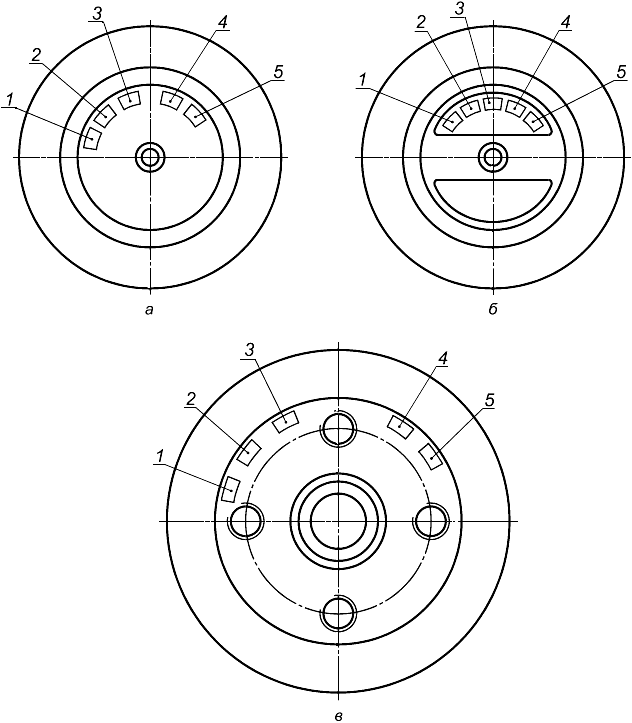
а - для осей колесных пар с подшипниками скольжения или качения без торцевого крепления гайкой; б - для осей колесных пар с подшипниками качения с торцевым креплением гайкой; в - для осей колесных пар с подшипниками качения с торцевым креплением шайбой
1 - условный номер предприятия - изготовителя черновой оси по [1]; 2 - месяц и две последние цифры года изготовления черновой оси; 3 - номер плавки и номер оси; 4 - клеймо службы технического контроля предприятия - изготовителя чистовой оси и приемочные клейма; 5 - условный номер предприятия - изготовителя чистовой оси по [1]
Рисунок 2 - Расположение знаков маркировки и клейм на торце чистовой оси для локомотивов, МВПС, СПС
|
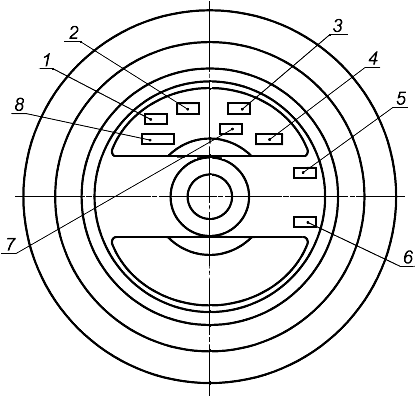
1 - условный номер предприятия - изготовителя черновой оси по [1]; 2 - номер оси; 3 - номер плавки; 4 - дата изготовления черновой оси; 5 - клеймо службы технического контроля предприятия - изготовителя чистовой оси; 6 - приемочные клейма; 7 - дата изготовления чистовой оси; 8 - условный номер предприятия - изготовителя чистовой оси по [1]
Рисунок 3 - Расположение знаков маркировки и клейм на торце чистовой оси (со стороны удлиненной ступицы) для подвижного состава метрополитена
7 Правила приемки
Оси подвергают проверке на соответствие требованиям настоящего стандарта при приемосдаточных, периодических и типовых испытаниях по ГОСТ 15.309.
7.1 Приемо-сдаточные испытания
7.1.1 Приемо-сдаточные испытания черновых и чистовых осей проводят в объеме, указанном в таблицах 8 и 9 соответственно.
При приемо-сдаточных испытаниях черновых осей должны быть предъявлены документы с номерами плавок, порядковыми номерами осей и результатами химического анализа стали.
Черновые и чистовые оси, принятые службой технического контроля предприятия-изготовителя, должны быть предъявлены для приемки представителю заказчика*.
________________
* В качестве представителя заказчика может выступать представитель владельца инфраструктуры или предприятия - изготовителя колесной пары.
Таблица 8 - Контролируемые показатели и объем приемо-сдаточных испытаний черновых осей
Контролируемые показатели | Структурный элемент | Объем выборки | Периодичность испытаний |
Размеры, допуски формы и расположения поверхностей | 5.1 | Каждая ось | Каждая партия |
Химический состав стали* | 6.1.1 | Одна ось | Каждая плавка |
Механические свойства* | 6.1.6 | Одна или две оси** | Каждая партия |
Качество поверхности | 6.1.9 | Каждая ось | Каждая партия |
Макроструктура* | 6.1.10 | Одна ось | Каждая плавка |
Загрязненность стали неметаллическими включениями* | 6.1.11 | Одна ось | Каждая 10-я плавка |
Микроструктура и величина зерна | 6.1.12 | Одна ось | Каждая партия*** |
Внутренние дефекты - ультразвуковой контроль | 6.1.13.2 | Каждая ось | Каждая партия |
Прозвучиваемость | 6.1.13.1 | Каждая ось | Каждая партия |
Маркировка | 6.1.14 | Каждая ось | Каждая партия |
* Для осей, изготовленных из непрерывнолитых заготовок, осевых заготовок - по результатам выборочного входного контроля или по документам о качестве, а для осей, изготовленных из слитков - по результатам входного контроля оси, изготовленной из головной части слитка. ** Для осей колесных пар грузовых вагонов и пассажирских вагонов локомотивной тяги объем выборки - одна ось, для осей колесных пар локомотивов, МВПС, СПС объем выборки - две оси. *** В случае составления сборной партии из осей разных плавок периодичность испытаний - каждая плавка. | |||
Таблица 9 - Контролируемые показатели и объем приемо-сдаточных испытаний чистовых осей
Контролируемые показатели | Структурный элемент | Объем выборки | Периодичность испытаний |
Размеры, допуски формы и расположения поверхностей* | 5.2 | Каждая ось | Каждая партия |
Качество поверхности | 6.2.2, 6.2.3 | ||
Внутренние дефекты - ультразвуковой контроль | 6.2.4, 6.2.5 | ||
Структурная неоднородность - ультразвуковой контроль | 6.2.13 | ||
Параметры шероховатости поверхности | 6.2.9 | ||
Маркировка** | 6.2.12 | ||
* Радиальное биение поверхностей осей проверяют с периодичностью не менее одного раза в сутки. ** Контроль маркировки на торце чистовой оси, перенесенной автоматизированным способом с черновой оси, допускается проводить с периодичностью не менее трех раз в смену. | |||
7.1.2 Черновые оси для грузовых вагонов, пассажирских вагонов локомотивной тяги, подвижного состава метрополитена предъявляют на приемо-сдаточные испытания партиями с количеством осей не более 150 шт.
Партия должна состоять из черновых осей одной плавки, прошедших термическую обработку по одному режиму. Допускается остаток черновых осей данной плавки в количестве до 80 шт. присоединять к другой партии.
Если остаток черновых осей более 80 шт., то его следует считать отдельной партией.
Допускается составлять сборную партию из черновых осей разных плавок, ранее прошедших испытания с удовлетворительными результатами.
7.1.3 Черновые оси для локомотивов, МВПС, СПС предъявляют на приемо-сдаточные испытания партиями, составленными из осей одной плавки, прошедших термическую обработку по одному режиму.
7.1.4 При получении отрицательных результатов испытаний черновых осей на механические свойства, микроструктуру, макроструктуру и загрязненность неметаллическими включениями проводят повторные испытания осей по данным показателям на удвоенной выборке осей от партии.
При получении отрицательных результатов испытаний черновых осей, изготовленных из слитков, на механические свойства перед повторными испытаниями допускается подвергнуть их термической обработке вторично вместе с остатком припуска при одинаковых температурных режимах.
7.1.5 При получении отрицательных результатов повторных испытаний на механические свойства и микроструктуру всю партию черновых осей подвергают повторной термической обработке. Допускается проведение не более двух повторных термических обработок черновых осей.
После проведения повторной термической обработки партию черновых осей подвергают приемо-сдаточным испытаниям, как новую партию. При получении отрицательных результатов хотя бы по одному из показателей после второй повторной термической обработки всю партию осей бракуют.
Допускается подвергать повторной термической обработке с последующей правкой черновые оси, имеющие радиальное биение, превышающее допустимое. Нагрев под правку до температуры не более 700°С термической обработкой не считается. После проведения повторной термической обработки с последующей правкой партию черновых осей подвергают приемо-сдаточным испытаниям, как новую партию.
7.1.6 В случае выявления флокенов, подтвержденных результатами металлографического анализа, на одной или более осях плавки все оси данной плавки бракуют.
7.1.7 Оси с нечеткой маркировкой не принимают. При нечеткой маркировке допускается исправлять ее в холодном состоянии.
7.1.8 В случае изготовления черновых и чистовых осей на одном предприятии-изготовителе неразрушающий ультразвуковой контроль на прозвучиваемость и на внутренние дефекты в осевом направлении допускается проводить на чистовой оси.
7.1.9 Принятые черновые и чистовые оси маркируют клеймами службы технического контроля предприятия-изготовителя и приемочными клеймами в соответствии с 6.1.14 и 6.2.12 соответственно.
7.1.10 Каждую партию черновых и чистовых осей, предназначенную для отправки заказчику, сопровождают документом о качестве, подписанным службой технического контроля предприятия-изготовителя и представителем заказчика, удостоверяющим соответствие осей требованиям настоящего стандарта и включающим:
- наименование предприятия-изготовителя;
- наименование продукции;
- номер плавки;
- номера осей;
- химический состав стали осей (для черновых осей сборных партий - химический состав всех входящих в партию плавок);
- обозначение чертежа оси;
- результаты приемо-сдаточных испытаний;
- обозначение настоящего стандарта.
Документы о качестве хранятся в архиве предприятий - изготовителей черновых и чистовых осей и предприятия - изготовителя колесных пар 20 лет.
7.2 Периодические испытания
7.2.1 Чистовые оси, прошедшие приемо-сдаточные испытания, подвергают периодическим испытаниям на качество упрочнения накатыванием роликами в соответствии с 6.2.6 в объеме:
- для грузовых вагонов, пассажирских вагонов локомотивной тяги, подвижного состава метрополитена - одна ось от каждых 1000 шт., изготовленных на каждом из станков осей, но не реже одного раза в месяц при объеме изготовления осей 1000 шт. и более в месяц и не реже одного раза в три месяца при объеме изготовления осей менее 1000 шт. в месяц;
- для локомотивов, МВПС, СПС - одна ось от каждых 200 шт., изготовленных на каждом из станков осей, но не реже одного раза в шесть месяцев.
Для проверки качества накатывания допускается использовать оси, забракованные по другим показателям.
7.2.2 При увеличении твердости накатанной поверхности менее установленной в 6.2.6, но более 18% включительно, все чистовые оси, изготовленные до испытания, повторному упрочнению накатыванием роликами не подвергают, но последующее упрочнение осей производят после наладки технологического оборудования и корректировки режимов накатывания с проведением повторного контроля его качества.
7.3 Типовые испытания
7.3.1 Типовые испытания проводят в соответствии с ГОСТ 15.309 в случае изменения технологии изготовления осей (на соответствие 6.1.6, 6.1.10, 6.1.11, 6.1.13, 6.2.2, 6.2.3, 6.2.4, 6.2.5, 6.2.6, 6.2.13), конструкции осей (на соответствие 5.1, 5.2, 6.2.9, 6.2.14) или марки стали осей (на соответствие 6.1.1, 6.1.6, 6.1.12, 6.2.14, 6.2.15). Объем выборки для испытаний - три оси. Оси отбирают из одной партии методом случайной выборки по ГОСТ 18321. Порядок проведения типовых испытаний и оценка их результатов как при приемо-сдаточных испытаниях.
8 Методы контроля
8.1 Размеры, допуски формы и взаимного расположения поверхностей (см. 5.1), глубину залегания поверхностных дефектов (см. 6.1.9) черновых осей определяют методом непосредственной оценки с допустимой погрешностью:
±0,5 мм - для диаметров осей и глубины залегания дефектов;
±1,0 мм - для длин от 0 до 1000 мм;
±2,0 мм - для длин от 1001 до 2000 мм;
±3,0 мм - для длин более 2001 мм.
8.2 Размеры чистовых осей (см. 5.2.1), кроме диаметров и допусков их формы, измеряют предельными калибрами или универсальными средствами измерения с предельной допустимой погрешностью ±1,0 мм.
Диаметры чистовых осей (см. 5.2.1) измеряют средствами измерения с ценой деления, не более:
0,01 мм - для подступичных и предподступичных частей всех типов железнодорожного подвижного состава;
0,002 мм - для шеек осей грузовых вагонов, пассажирских вагонов локомотивной тяги, МВПС, СПС, подвижного состава метрополитена;
0,01 мм - для шеек осей локомотивов под подшипники скольжения;
0,002 мм - для шеек осей локомотивов под подшипники качения.
Профили галтелей чистовых осей (см. 5.2.2) контролируют шаблонами. При контроле шаблон плотно прижимают к поверхности галтели и при помощи щупов определяют зазор между галтелью и шаблоном.
Для целей обязательного подтверждения соответствия контроль размеров и профилей галтелей чистовых осей проводят на трех осях, отобранных методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.3 Параметры шероховатости поверхностей осей (см. 6.2.8, 6.2.9) контролируют профилографами-профилометрами по ГОСТ 19300 или методом сравнения с образцами шероховатости поверхности по ГОСТ 9378 или с образцовыми деталями по [5].
Для целей обязательного подтверждения соответствия контроль параметров шероховатости чистовых осей проводят на трех осях, отобранных методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.4 Радиальное биение цилиндрических поверхностей шеек и средней части черновых осей (см. 5.1.1) контролируют относительно поверхности подступичных частей как разность зазоров с двух противоположных сторон контролируемой плоскости между лекальной линейкой или другим средством измерения, наложенным на поверхности подступичных частей, и поверхностями шеек и средней части. Контроль осуществляют не менее чем в двух взаимно перпендикулярных плоскостях.
Радиальное биение цилиндрических поверхностей чистовых осей (см. 5.2.1) контролируют относительно оси центровых отверстий или цилиндрических поверхностей шеек.
Для целей обязательного подтверждения соответствия контроль радиального биения чистовых осей проводят на трех осях, отобранных методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.5 Химический состав стали черновых осей (см. 6.1.1) определяют по ГОСТ 22536.0, ГОСТ 22536.1-ГОСТ 22536.5, ГОСТ 22536.7-ГОСТ 22536.9, ГОСТ 17745, ГОСТ 18895, ГОСТ 28033.
Допускается применение других аттестованных методов определения химического состава стали осей с погрешностью, не превышающей погрешность, установленную в указанных стандартах.
Отбор проб для контрольного химического анализа - по ГОСТ 7565.
По требованию заказчика химический состав стали осей допускается определять дополнительно путем отбора пробы из головки образца, испытанного на растяжение.
8.6 Контроль механических свойств стали черновых осей (см. 6.1.6) проводят при испытаниях на растяжение и ударный изгиб на продольных образцах.
Положение заготовок образцов для контроля механических свойств показано на рисунке 4.
Образцы изготавливают из припуска, оставленного при формообразовании шейки, или из самой шейки или из подступичной части черновой оси.
Припуск должен быть предварительно заклеймен и может быть отделен от черновой оси после ее термической обработки.
Испытания на механические свойства при растяжении проводят по ГОСТ 1497 на одном образце диаметром 10 мм и расчетной длиной 50 мм.
Испытания на ударную вязкость проводят по ГОСТ 9454 на образцах типа 1. За результат испытаний принимают среднее и минимальное значения, полученные в результате испытаний четырех образцов.
Заготовки образцов для определения механических свойств допускается вырезать газопламенной резкой при условии оставления припуска не менее 50 мм на сторону.
Для целей обязательного подтверждения соответствия испытания черновых осей на механические свойства проводят на одной оси, отобранной методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
|
1 - две заготовки для изготовления четырех образцов для испытания на ударную вязкость; 2 - одна заготовка образца для испытания на растяжение
Рисунок 4 - Положение заготовок образцов для испытаний стали осей на механические свойства
8.7 Отбор проб и изготовление образцов для контроля макроструктуры - по ГОСТ 10243.
Контроль макроструктуры черновых осей (см. 6.1.10) проводят по ГОСТ 10243 на двух протравленных полнопрофильных поперечных темплетах: на одном темплете, вырезанном из шейки, и на другом темплете, вырезанном из подступичной части. Допускается дополнительно проводить контроль макроструктуры осей методом серного отпечатка (по Бауману) по ГОСТ 10243.
Допускается проведение контроля макроструктуры на исходной осевой заготовке после окончания полного цикла режима охлаждения.
Для целей обязательного подтверждения соответствия контроль макроструктуры черновых осей проводят на одной оси, отобранной методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.8 Контроль загрязненности стали черновых осей неметаллическими включениями (см. 6.1.11) проводят по ГОСТ 1778 (метод Ш1) по среднему баллу отдельно по каждому виду включений. Контроль проводят на шести продольных шлифах, вырезанных по три штуки из двух макротемплетов в соответствии с рисунком 5.
|
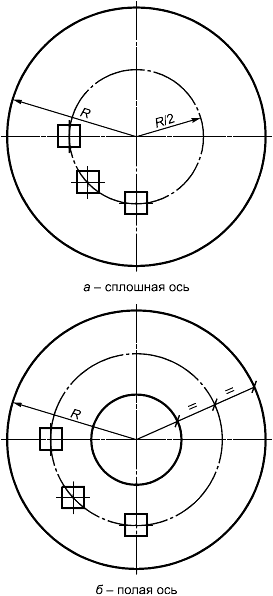
Рисунок 5 - Положение трех заготовок для изготовления шести образцов для контроля загрязненности стали осей неметаллическими включениями
Для целей обязательного подтверждения соответствия контроль черновых осей на загрязненность неметаллическими включениями проводят на одной оси, отобранной методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.9 Контроль микроструктуры черновых осей (см. 6.1.12) проводят по ГОСТ 8233, размера зерна - по ГОСТ 5639 в поперечной плоскости шлифа, вырезанного для контроля неметаллических включений.
Допускается использовать для контроля микроструктуры образец, вырезанный в поперечной плоскости из недеформированной головки образца, испытанного на растяжение.
Для целей обязательного подтверждения соответствия контроль микроструктуры черновых осей проводят на одной оси, отобранной методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.10 Контроль качества поверхности черновых осей (см. 6.1.9) проводят визуально, а чистовых осей (см. 6.2.2, 6.2.3) - визуально и магнитопорошковым методом способом приложенного поля с уровнем чувствительности "Б" по ГОСТ 21105.
Для целей обязательного подтверждения соответствия контроль качества поверхности чистовых осей проводят на трех осях, отобранных методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.11 Ультразвуковой контроль черновых осей на прозвучиваемость (см. 6.1.13.1) проводят со стороны торца, а чистовых осей на структурную неоднородность (см. 6.2.13) - со стороны цилиндрической поверхности зеркально-теневым методом по ГОСТ 21120.
Для полых осей контроль на прозвучиваемость проводят до выполнения центрального отверстия.
Ультразвуковой контроль на внутренние дефекты черновых осей (см. 6.1.13.2) проводят со стороны торца, а чистовых осей (см. 6.2.4, 6.2.5) - со стороны цилиндрической поверхности эхо-импульсным методом по ГОСТ 21120.
Для целей обязательного подтверждения соответствия контроль черновых и чистовых осей на прозвучиваемость и внутренние дефекты проводят на трех осях, отобранных методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.12 Допускается применение других стандартизованных методов неразрушающего контроля качества поверхности осей, обеспечивающих достоверность контроля требований 6.1.9, 6.2.2, 6.2.3, и стандартизованных методов неразрушающего контроля осей на прозвучиваемость, структурную неоднородность и внутренние дефекты, обеспечивающих требования 6.1.13, 6.2.4, 6.2.5, 6.2.13.
8.13 Для контроля качества упрочнения накатыванием роликами чистовой оси (см. 6.2.6) из ее шейки и подступичной части вырезают продольные шлифы в соответствии с рисунком 6.
|
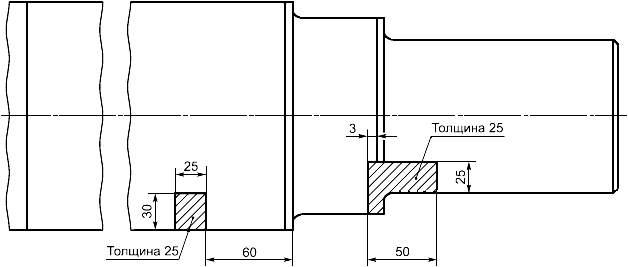
Рисунок 6 - Положение продольных шлифов для контроля качества накатывания осей
Увеличение твердости поверхности оси (%) в результате упрочнения накатыванием роликами определяют по формуле
![]() , (1)
, (1)
где - наибольшее значение твердости металла, определенное в поверхностном слое оси;
- исходное значение твердости неупрочненного накатыванием металла, определенное на одной из перпендикулярных к поверхности оси сторон на глубине от 15 до 20 мм от поверхности.
Твердость определяют по методу Виккерса в единицах HV алмазной пирамидой при нагрузках 98,1, 196,2 или 294,3 Н (10, 20 или 30 кгс) по ГОСТ 2999.
Глубину слоя металла с повышенной твердостью определяют по таблице или по графику зависимости твердости металла оси (ось ординат) от расстояния с поверхности в глубину оси (ось абсцисс). За глубину слоя металла с повышенной твердостью принимают расстояние от поверхности оси с максимальной твердостью до глубины с исходным значением твердости, соответствующей твердости неупрочненного накатыванием металла.
Требования к используемым средствам измерения и порядку проведения контроля качества накатывания роликами осей для колесных пар грузовых вагонов, пассажирских вагонов локомотивной тяги, подвижного состава метрополитена - в соответствии с [2], осей для колесных пар локомотивов, МВПС, СПС - в соответствии с нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*.
________________
* В Российской Федерации применяют Технологическую инструкцию по упрочнению накатыванием роликами осей колесных пар локомотивов и моторных вагонов ТИ 32 ЦТ-ВНИИЖТ-95, утвержденную МПС России 09.04.1995 г.
Для целей обязательного подтверждения соответствия контроль чистовых осей на качество упрочнения накатыванием роликами проводят на одной оси, отобранной методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.14 Маркировку осей (см. 6.1.14, 6.2.12) контролируют визуально.
Для целей обязательного подтверждения соответствия контроль маркировки чистовых осей проводят на трех осях, отобранных методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.15 Предел выносливости чистовых осей (см. 6.2.14) определяют при усталостных испытаниях с приложением циклической нагрузки к оси, установленной на двух опорах испытательного оборудования, по схеме на рисунке 7. При этом одна из опор должна устанавливаться как можно ближе к торцу шейки оси. Значения показателей L и выбирают в зависимости от конструкции и типа осей.
|
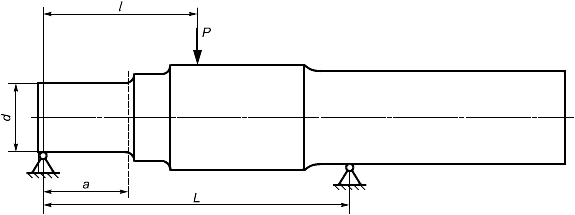
d - диаметр шейки оси; P - циклическая нагрузка; L - расстояние между опорами; - расстояние между центром сечения опоры и точкой приложения нагрузки; а - расстояние от центра опоры шейки до сечения разрушения оси в зоне галтели
Рисунок 7 - Схема приложения циклической нагрузки на ось при испытаниях на предел усталостной выносливости
Предел выносливости чистовых осей для колесных пар локомотивов и МВПС допускается определять при усталостных испытаниях по ГОСТ 31373.
Для целей обязательного подтверждения соответствия испытания чистовых осей на предел выносливости проводят на двух осях, отобранных методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.16 Трещиностойкость (вязкость разрушения) стали чистовой оси (см. 6.2.15) определяют при испытаниях с циклическим нагружением на шести образцах прямоугольного сечения, размеры которых показаны на рисунке 8. Образцы вырезают в продольном направлении из шейки оси, а для полой оси - из подступичной части.
Радиус в основании краевого концентратора R должен составлять не более 0,1 мм.
Образцы испытывают на плоский изгиб при нагружении по схеме балки, установленной на двух опорах испытательного оборудования, с приложением циклической нагрузки по схеме на рисунке 9.
|
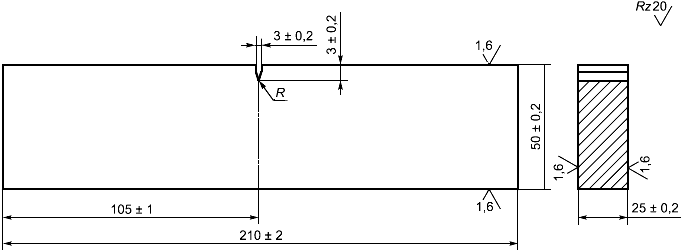
Рисунок 8 - Образец с краевым концентратором для испытаний на трещиностойкость
|
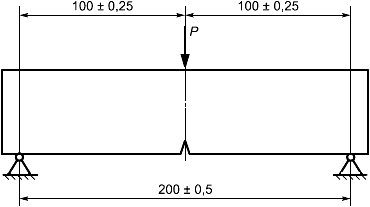
Рисунок 9 - Схема приложения циклической нагрузки при испытаниях по определению вязкости разрушения оси
Для целей обязательного подтверждения соответствия испытания чистовых осей на трещиностойкость (вязкость разрушения) проводят на двух осях, отобранных методом случайной выборки по ГОСТ 18321 от одной партии, прошедшей приемо-сдаточные испытания.
8.17 Все испытания проводят с использованием поверенных и калиброванных средств измерений на аттестованном испытательном оборудовании.
9 Упаковка, транспортирование и хранение
9.1 Оси транспортируют всеми видами транспорта в соответствии с ГОСТ 7566 и сопровождают документом о качестве в соответствии с 7.1.10.
9.2 Чистовые оси должны быть защищены от коррозии по ГОСТ 9.014 и от механических ударов при погрузке, разгрузке и транспортировании.
Не допускается погрузка и разгрузка черновых и чистовых осей при помощи магнита.
9.3 Условия транспортирования черновых и чистовых осей в части воздействия климатических факторов - по группе 7 (Ж1), а хранения - по группе 8 (ОЖ3) ГОСТ 15150.
9.4 Черновые оси транспортируют пакетами массой до 10 т. На пакете должен быть прикреплен ярлык с транспортной маркировкой по ГОСТ 14192. Прочностные данные обвязок по ГОСТ 21650 должны обеспечивать их сохранность при транспортировании и проведении погрузочно-разгрузочных работ.
9.5 Чистовые оси транспортируют пакетами, в специальных контейнерах или в индивидуальной упаковке в соответствии с ГОСТ 7566.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие черновых и чистовых осей требованиям настоящего стандарта при соблюдении условий транспортирования и хранения в соответствии с разделом 9, условий монтажа и эксплуатации осей колесных пар пассажирских вагонов локомотивной тяги, СПС - в соответствии с [3], осей колесных пар грузовых вагонов - в соответствии с [4], осей колесных пар локомотивов, МВПС, подвижного состава метрополитена - в соответствии с нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*.
________________
* В Российской Федерации применяют Инструкцию по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм ЦТ-329, утвержденную МПС России 14.06.1995 г.
10.2 Изготовитель черновой оси гарантирует качество стали (см. 6.1.6, 6.1.10-6.1.13) на весь срок службы оси.
10.3 Изготовитель чистовой оси гарантирует качество поверхности (см. 6.2.2) и качество стали (см. 6.2.4, 6.2.5) на весь срок службы оси.
В случае демонтажа элементов колесной пары гарантийные обязательства на качество соответствующих поверхностей оси, на которых были установлены демонтированные элементы, прекращаются.
В случае перешлифовки шеек осей колесных пар подвижного состава метрополитена гарантийные обязательства на качество поверхности шеек прекращаются.
10.4 Гарантийный срок эксплуатации чистовой оси для железнодорожного подвижного состава составляет 8,5 года со дня формирования колесной пары, для подвижного состава метрополитена - 800000 км пробега или 4 года со дня формирования колесной пары. По согласованию между изготовителем и заказчиком допускается устанавливать больший гарантийный срок эксплуатации чистовой оси, который указывают в договоре поставки (купли-продажи) или в документе о качестве.
10.5 Гарантии изготовителя не распространяются на чистовые оси, подвергнутые в эксплуатации сварке, наплавке, нагреву газовой горелкой, плазмой или токами высокой частоты, подогреву, а также металлизации и нанесению электролитических или химических покрытий, выполненных по технологиям, не согласованным с изготовителем осей.
Приложение A
(обязательное)
Конструкция, размеры, допуски формы и расположения поверхностей чистовых осей
|
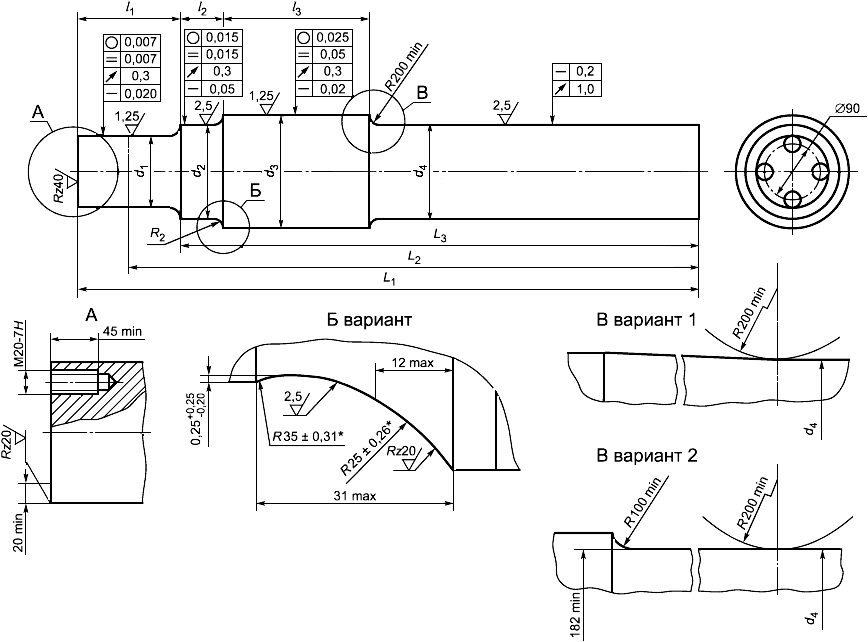
* Размеры обеспечиваются инструментом.
Рисунок А.1, лист 1 - Ось типа РУ1Ш для грузовых вагонов, пассажирских вагонов локомотивной тяги, СПС, подвижного состава метрополитена
|
* Размеры обеспечиваются инструментом.
Для осей СПС допуск радиального биения шейки - не более 0,05 мм, остальных цилиндрических частей - не более 0,1 мм.
Рисунок А.1, лист 2 - Ось типа РУ1Ш для грузовых вагонов, пассажирских вагонов локомотивной тяги, СПС, подвижного состава метрополитена
|
* Размеры обеспечиваются инструментом.
Рисунок А.2, лист 1 - Ось типа РВ2Ш для грузовых вагонов
|
*Размеры обеспечиваются инструментом.
Неуказанные предельные отклонения размеров - ±JT16/2.
Неуказанные предельные отклонения формы - как для оси типа РУ1Ш.
В отверстиях К допускается выкрашивание или срыв резьбы не более чем на одном витке.
Рисунок А.2, лист 2 - Ось типа РВ2Ш для грузовых вагонов
|
*Размеры обеспечиваются инструментом.
Рисунок А.2, лист 3 - Ось типа РВ2Ш для грузовых вагонов
|
* Размеры обеспечиваются инструментом.
Рисунок А.3, лист 1 - Ось типов РМ3, РМ5 для МВПС
|
*Размеры обеспечиваются инструментом.
Рисунок А.3, лист 2 - Ось типов РМ3, РМ5 для МВПС
|
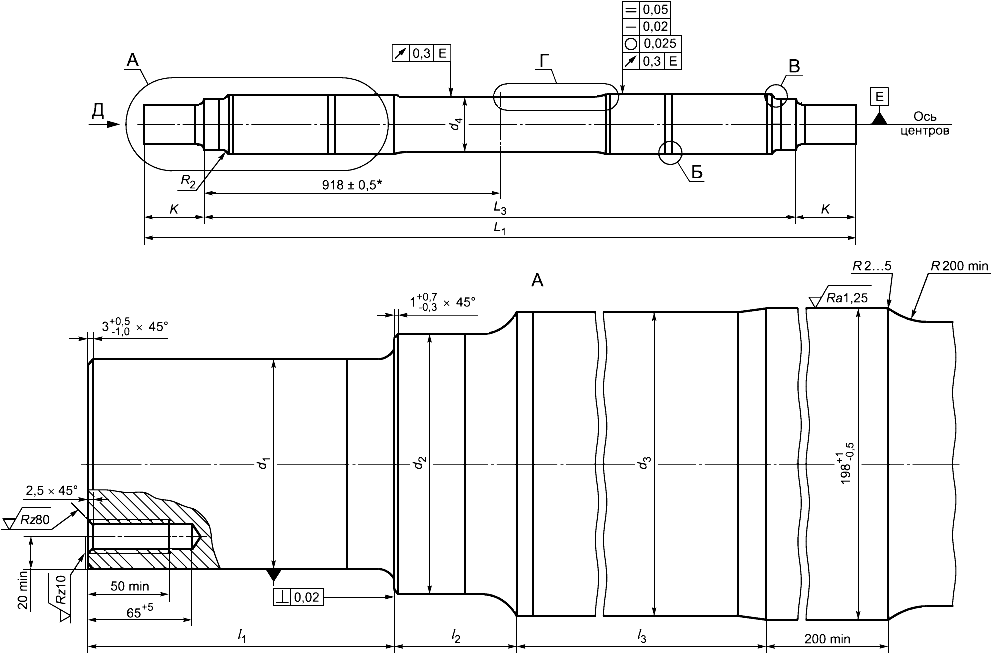
Рисунок А.4, лист 1 - Ось типа РВ1Ш для пассажирских вагонов локомотивной тяги
|
* Размеры обеспечиваются инструментом.
Неуказанные предельные отклонения формы - как у оси типа РУ1Ш.
Профили галтелей шеек - как у оси типа РУ1Ш.
Профили галтелей предподступичной и подступичной части - как у оси типа РВ2Ш.
Центровое отверстие - как у оси типа РУ1Ш.
Допускается:
а) отверстия И не выполнять;
б) выкрашивание или срыв резьбы в отверстиях 3 не более чем на одном витке в каждом отверстии.
Разность размеров К - не более 1,85 мм.
Рисунок А.4, лист 2 - Ось типа РВ1Ш для пассажирских вагонов локомотивной тяги
|
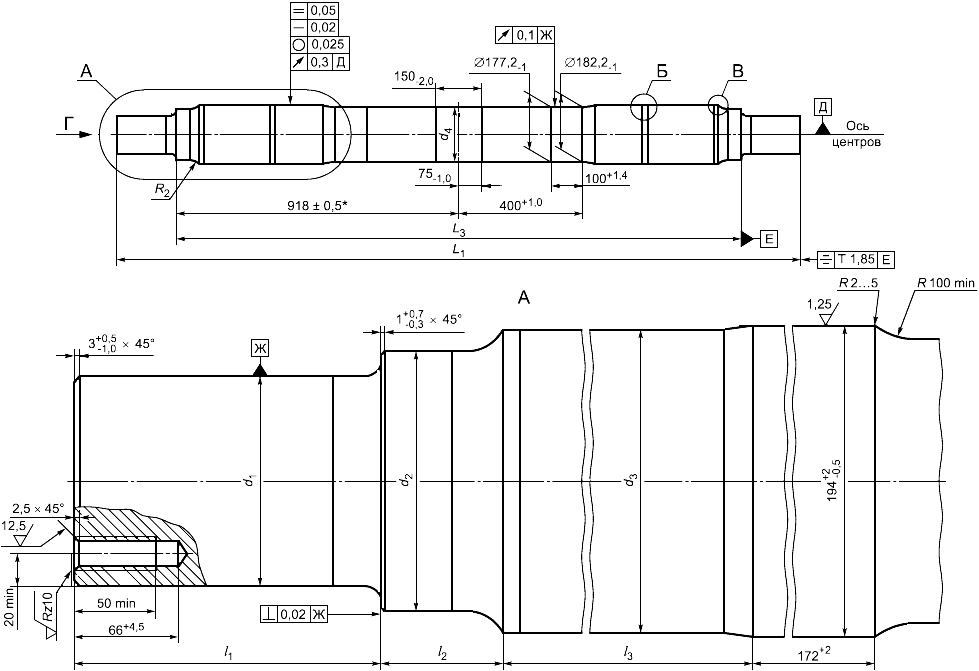
Рисунок А.5, лист 1 - Ось типа РВ3Ш для пассажирских вагонов локомотивной тяги, СПС
|
* Размеры обеспечиваются инструментом.
Неуказанные предельные отклонения формы - как у оси типа РУ1Ш.
Профили галтелей шеек - как у оси типа РУ1Ш.
Профили галтелей предподступичной и подступичной части - как у оси типа РВ2Ш.
Центровое отверстие - как у оси типа РУ1Ш.
Допускается:
а) отверстия И не выполнять;
б) выкрашивание или срыв резьбы в отверстиях З не более чем на одном витке в каждом отверстии.
Рисунок А.5, лист 2 - Ось типа РВ3Ш для пассажирских вагонов локомотивной тяги, СПС
Таблица А.1 - Основные геометрические размеры и предельные отклонения размеров чистовых осей для грузовых вагонов, пассажирских вагонов локомотивной тяги, МВПС, СПС, подвижного состава метрополитена, мм
Наименование показателя | Тип оси | |||||||||||
РМ3 | РМ5 | РУ1Ш | РВ2Ш | РВ1Ш | РВ3Ш | |||||||
номи- | пре- | номи- | пре- | номи- | пре- | номи- | пре- | номи- | пре- | номи- | пре- | |
130 | +0,052 | 140 | +0,052 | 130 | +0,052 | 150 | +0,090 | 130 | +0,052 | 130 | +0,052 | |
+0,025 | +0,025 | +0,025 | +0,065 | +0,025 | +0,025 | |||||||
165 | +0,20 | 175 | +0,20 | 165 | +0,20 | 185 | +0,165 | 165 | +0,20 | 165 | +0,20 | |
+0,12 | +0,12 | +0,12 | +0,091 | +0,12 | +0,12 | |||||||
197 | +2,0 | 205 | +2,0 | 194 | +2,0 | 210 | +2,0 | 194 | +2,0 | 194 | -0,5 | |
-0,5 | -0,5 | -0,5 | -0,5 | -0,5 | ||||||||
180 | -1,0 | 184 | -1,0 | 172 | +3,0 | 180 | +3,0 | 172 | +3,0 | 166 | -1,0 | |
200 | +0,045 | 208 | +2,0 | - | - | - | - | - | - | - | - | |
+0,015 | -0,5 | |||||||||||
100 | - | 100 | - | - | - | - | - | - | - | - | - | |
25 | - | 25 | - | 25 | - | 25 | - | 25 | ±1,0 | 25 | ±1,0 | |
196 | +1,0 | 188 | +1,0 | 190 | - | 210 | - | 188 | -1,85 | 188 | -1,85 | |
-0,5 | -0,5 | |||||||||||
70 | ±1,0 | 46 | ±1,0 | 76 | ±1,0 | 71 | +0,5 | 76 | ±1,0 | 76 | ±1,0 | |
226 | +1,5 | 224 | +1,5 | 250 min | - | 250 min | - | 310 | ±2,0 | 240 | ±2,0 | |
318 | +1,5 | 275 | +1,5 | - | - | - | - | - | - | - | - | |
290 | +1,5 | 220 | +1,5 | - | - | - | - | - | - | - | - | |
2414 | +1,0 | 2406 | +1,0 | 2216 | +1,0 | 2246 | +1,0 | 2212 | - | 2212 | - | |
-3,0 | -3,0 | -3,0 | -3,0 | |||||||||
2130 | - | 2130 | - | 2036 | - | 2036 | - | - | - | - | - | |
1912 | ±1,0 | 1920 | ±1,0 | 1836 | ±1,0 | 1826 | ±1,0 | 1836 | ±1,0 | 1836 | ±1,0 | |
Примечание - Допускается изготавливать по чертежам, согласованным с заказчиком: - оси типа РУ1Ш с цилиндрическим участком на средней части длиной от 130 до 150 мм с допуском симметрии относительно середины оси не более 10 мм и диаметром, равным диаметру - оси типа РУ1Ш с удлиненными галтелями шеек; - оси типа РВ2Ш с диаметром - оси типов РМ3 и РМ5 с вариантами паза для стопорной планки и с креплением подшипников буксового узла при помощи шайбы; - оси всех типов с другой длиной подступичной части - оси типа РУ1Ш для подвижного состава метрополитена с другими номинальными размерами и их предельными отклонениями. | ||||||||||||
(Поправка. ИУС N 10-2017).
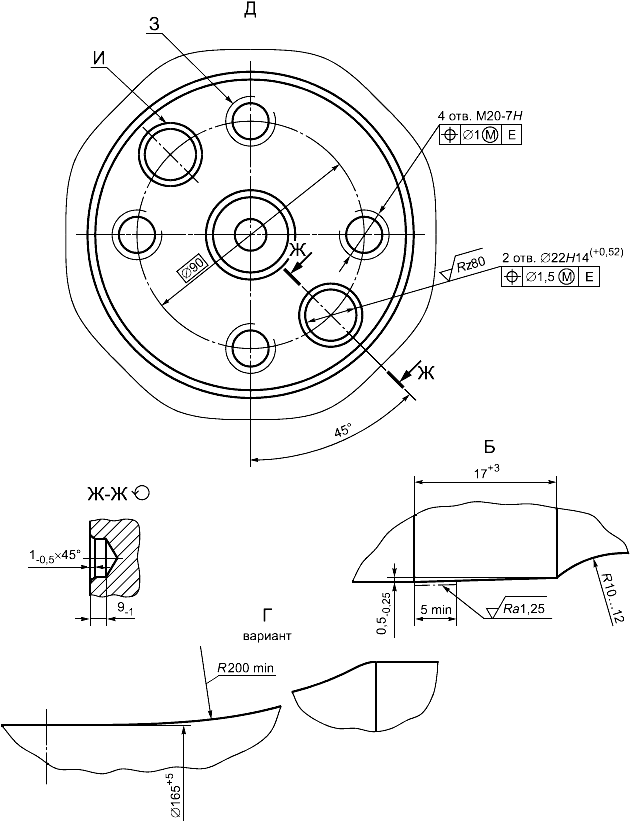
|
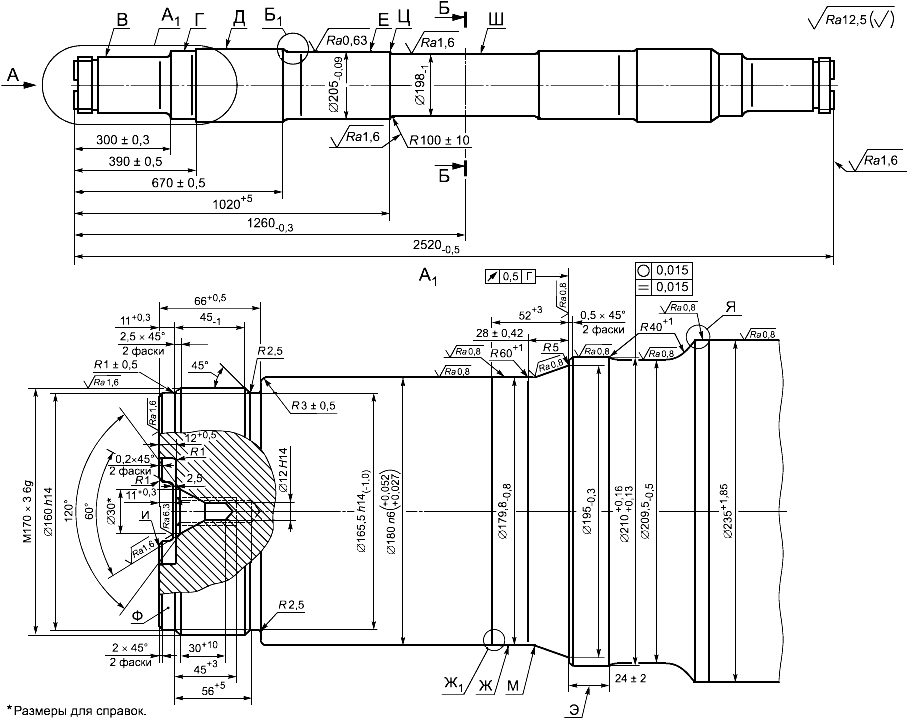
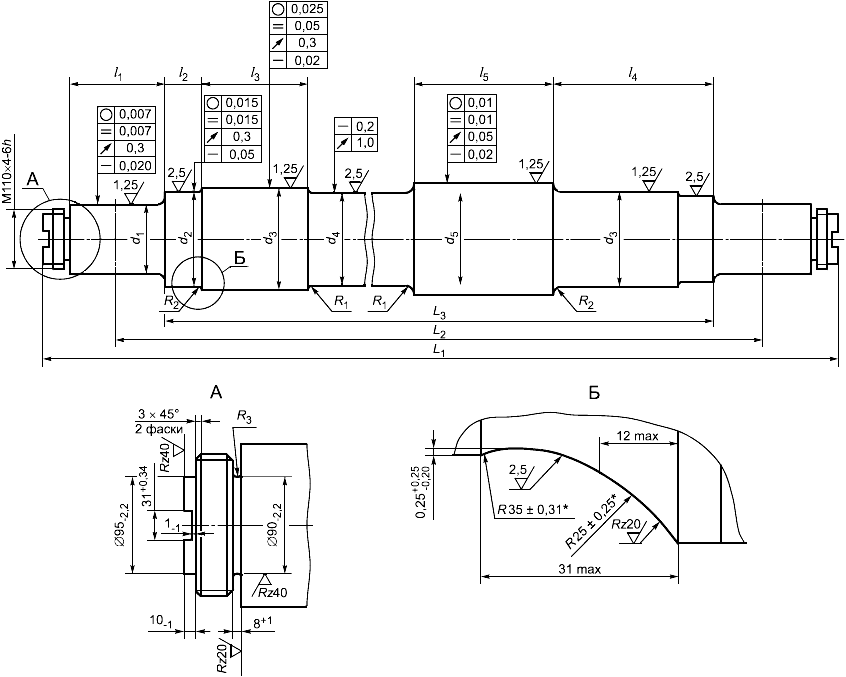
Рисунок А.6, лист 1 - Ось для электровозов 2ЭС5К, 2ЭС4К, ВЛ85, ВЛ80, ВЛ65, ВЛ10
|
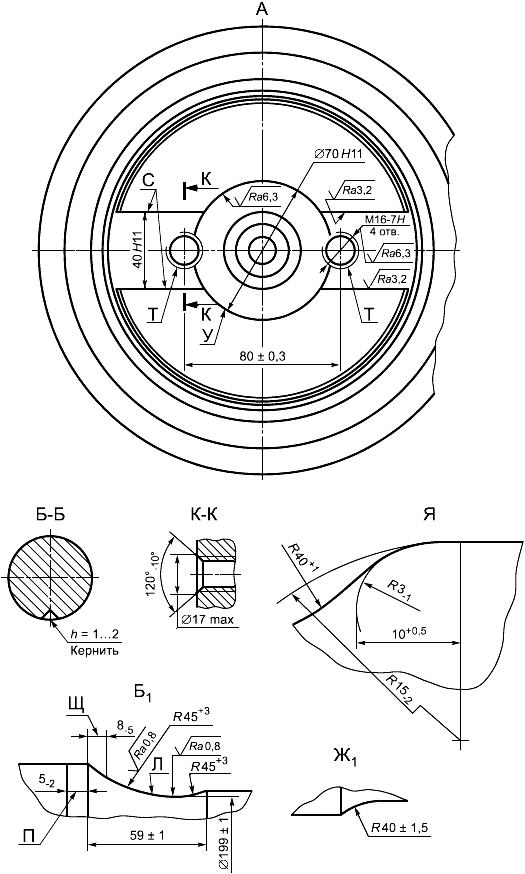
Допуск радиального биения при контроле в центрах поверхностей В, Г, Д, Е - не более 0,05 мм, остальных поверхностей - не более 0,3 мм.
Торцевое биение поверхностей И относительно поверхностей В - не более 0,25 мм на радиусе 70 мм.
Неуказанные предельные отклонения линейных размеров - ±t4, угловых - ±АТ17/2.
Несимметричность поверхностей С и отверстий Т относительно осей отверстия У - не более 0,5 мм.
На размере П допускается конусность 1:20 в направлении к середине оси.
Неконцентричность поверхности У относительно поверхности В - не более 0,2 мм.
Поверхности В, Г, Д, Е, Ж, Л, Ц, Ш и галтели буксовых шеек по поверхностям М подвергают упрочнению накаткой роликами. На поверхностях Щ и Э допускается накатку не производить.
Рисунок А.6, лист 2 - Ось для электровозов 2ЭС5К, 2ЭС4К, ВЛ85, ВЛ80, ВЛ65, ВЛ10
|
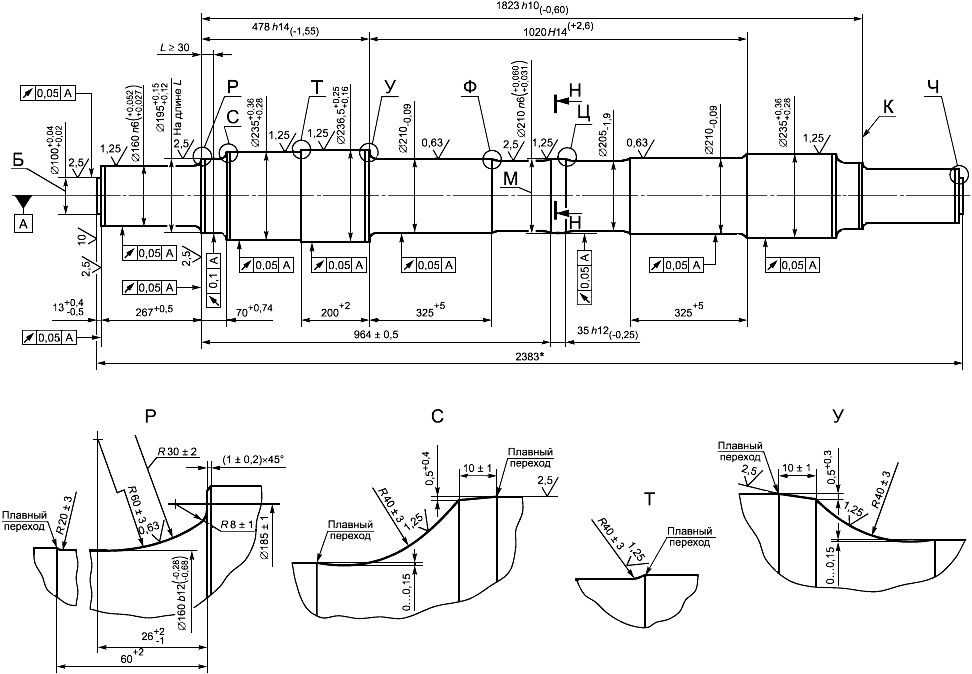
Рисунок А.7, лист 1 - Ось для тепловозов 2ТЭ25К
|
*Размеры для справок.
Допуск непостоянства диаметра в продольном и поперечном сечениях поверхности М - не более 0,015 мм.
Допуск радиального и торцевого биения для остальных поверхностей - 0,5 мм.
Предельные отклонения угловых размеров - ±АТ14/2.
Упрочнению накаткой роликами подвергают наружные цилиндрические поверхности оси, поверхности переходов и галтелей за исключением поверхностей Б и З.
Рисунок А.7, лист 2 - Ось для тепловозов 2ТЭ25К
|
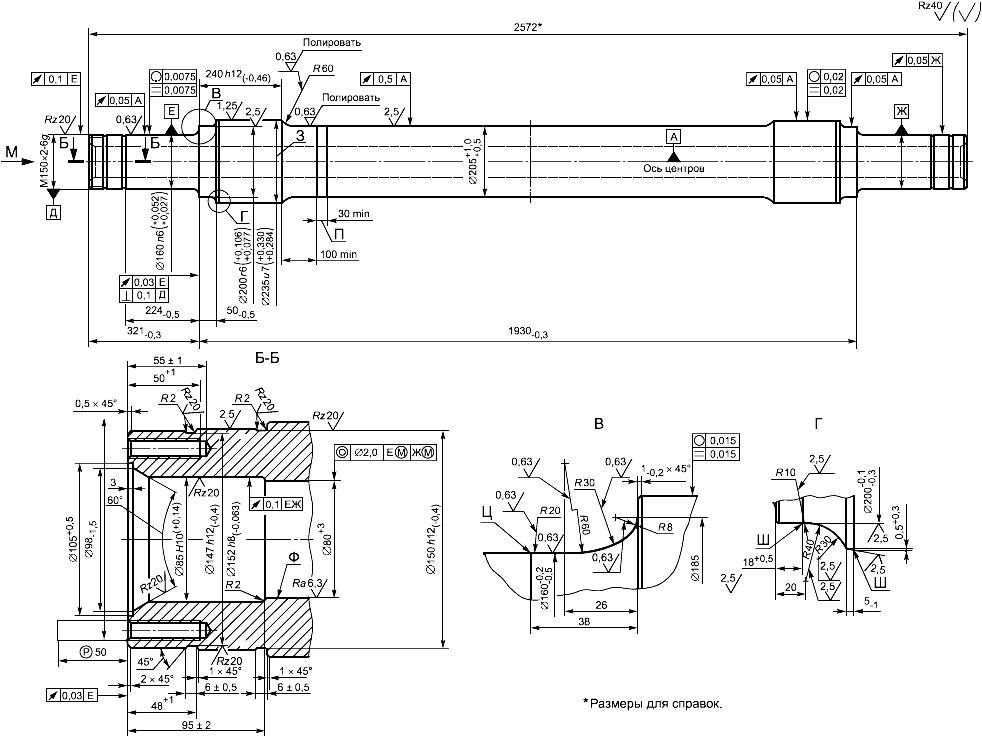
Рисунок А.8, лист 1 - Ось для электровозов ЭП2К
|
Неуказанные предельные отклонения размеров: H14, h14, ±IT14/2.
В местах перехода Ц, Ш и Щ сопряженных поверхностей обеспечить плавный переход.
На длине размера П обеспечить плавный переход параметров шероховатости (неровностей профилей).
Уступы на поверхности Ф не допускаются.
В зонах, ограниченных размерами T, маркировка и клеймение не допускаются.
Допускается отклонение диаметра З в сторону увеличения до размера 237 мм или в сторону уменьшения до размера 234 мм с соответствующим изменением диаметра в сопрягаемом колесе.
Рисунок А.8, лист 2 - Ось для электровозов ЭП2К
Библиография
[1] | Справочник "Условные коды предприятий" ЖА 1001 12 (утвержден протоколом Комиссии специалистов по информатизации железнодорожного транспорта государств - участников Содружества от 7-9 августа 2012 г. N 51) |
[2] | Технологическая инструкция по упрочнению накатыванием роликами осей колесных пар вагонов (утверждена протоколом Комиссии Совета по железнодорожному транспорту полномочных специалистов вагонного хозяйства железнодорожных администраций от 20-22 апреля 2011 г., п.2.1.2) |
[3] | ЦВ-3429 Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар (утверждена МПС СССР 31.12.1976 г.) |
[4] | Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм (утвержден протоколом Совета по железнодорожному транспорту государств - участников Содружества от 16-17 октября 2012 г. N 57) |
[5] | Методические указания по внедрению ГОСТ 2789-73 (утверждены Госстандартом СССР в 1975 г.) |
УДК 629.4.027.4:006.354 | МКС 45.060 | NEQ |
Ключевые слова: оси черновые, оси чистовые, подвижной состав, классификация осей, конструкция и размеры, технические требования, упрочнение накатыванием роликами, предел выносливости, вязкость разрушения, правила приемки, методы контроля, транспортирование и хранение, гарантии изготовителя | ||
Электронный текст документа
и сверен по:
, 2015
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}