ГОСТ 32400-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РАМА БОКОВАЯ И БАЛКА НАДРЕССОРНАЯ ЛИТЫЕ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ГРУЗОВЫХ ВАГОНОВ
Технические условия
Molded side frame and bolster beam of bogies for railway freight wagons. Specifications
МКС 45.060.01
ОКП 41 1220
Дата введения 2014-07-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (ОАО "ВНИИЖТ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
(Поправка. ИУС N 1-2016).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2013 г. N 2200-ст межгосударственный стандарт ГОСТ 32400-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2014 г.
5 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технического регламента "О безопасности железнодорожного подвижного состава"
6 ВВЕДЕН ВПЕРВЫЕ
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2016 год
Поправка внесена изготовителем базы данных
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
1 Область применения
Настоящий стандарт распространяется на стальные литые боковые рамы и надрессорные балки (далее - рамы и балки) двухосных трехэлементных тележек грузовых вагонов железных дорог колеи 1520 мм, требования к которым установлены в ГОСТ 9246.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2.602-95 Единая система конструкторской документации. Ремонтные документы
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 9246-2013 Тележки двухосные трехэлементные грузовых вагонов железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19200-80 Отливки из чугуна и стали. Термины и определения дефектов
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ГОСТ 28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 27.002, ГОСТ 2601, ГОСТ 19200, ГОСТ 32192, а также следующие термины с соответствующими определениями:
3.1
трехэлементная двухосная тележка: Отдельная сборочная единица грузового вагона, конструкция которой включает в себя одну надрессорную балку и две боковые рамы, опирающиеся на две колесные пары. |
3.2
боковая рама: Составная часть (деталь или сборочная единица) несущей конструкции тележки, передающая нагрузки от надрессорной балки на шейки двух осей колесных пар через буксовые узлы. |
3.3
надрессорная балка: Составная часть (деталь или сборочная единица) несущей конструкции тележки, передающая нагрузки от кузова вагона на две боковые рамы через рессорное подвешивание. |
3.4 несущая способность: Способность рамы и балки выдерживать воздействующие на деталь эксплуатационные нагрузки в трехэлементной двухосной тележке данного типа с сохранением этой способности без разрушения на всех этапах жизненного цикла до момента окончания гамма-процентного ресурса.
3.5 коэффициент запаса сопротивления усталости: Отношение величины предела выносливости натурной детали при испытаниях на усталостную прочность на базе 10![]() циклов к амплитудной нагрузке, эквивалентной повреждающему действию динамических нагрузок за назначенный срок службы и приведенной к базовому числу 10
циклов к амплитудной нагрузке, эквивалентной повреждающему действию динамических нагрузок за назначенный срок службы и приведенной к базовому числу 10![]() циклов.
циклов.
3.6 зоны А: Зоны повышенного риска отказов в боковой раме и надрессорной балке, указанные в конструкторской документации и обоснованные расчетами и испытаниями, в которых опасные отказы могут привести к переходу деталей из опасного состояния в предельное при движении тележки под вагоном в составе поезда в межремонтный период вагона.
3.7 зоны Б: Зоны повышенного риска отказов в боковой раме и надрессорной балке, указанные в конструкторской документации и обоснованные расчетами и испытаниями, в которых опасные отказы могут привести к переходу деталей из опасного состояния в предельное до истечения их гамма-процентного ресурса.
3.8 отжиг 1 рода: Вид отжига, при котором в нормализованной стали не происходят структурные изменения, связанные с фазовыми превращениями.
3.9
опасный отказ (железнодорожной техники): Событие, в результате которого железнодорожная техника переходит из исправного, работоспособного или частично работоспособного состояния в опасное состояние. |
3.10
предельное состояние (железнодорожной техники): Состояние железнодорожной техники, при котором ее дальнейшая эксплуатация недопустима или нецелесообразна на основе оценки рисков. |
3.11 излом: Потеря целостности детали.
3.12 потребитель: Юридическое лицо или индивидуальный предприниматель, приобретающий (получающий) продукцию изготовителя.
4 Технические требования
4.1 Требования к конструкции
4.1.1 Для выполнения требований надежности (по 4.6) рамы и балки должны обладать несущей способностью, обеспечивающей статическую и усталостную прочность в соответствии с 4.1.1.1-4.1.1.4:
4.1.1.1 Рама и балка должны выдерживать без разрушения восприятие вертикальной статической испытательной нагрузки величиной не менее указанной в таблице 1.
Таблица 1 - Значение вертикальной статической испытательной нагрузки
В килоньютонах (тонна-силах)
Наименование детали | При максимальной расчетной статической осевой нагрузке | ||||
196 (20) | 230,5 (23,5) | 245 (25) | 265 (27) | 294 (30) | |
Балка | 1960 (200) | 2300 (235) | 2450 (250) | 2650 (270) | 2940 (300) |
Рама | 2210 (225) | 2600 (265) | 2800 (285) | 3000 (305) | 3320 (340) |
4.1.1.2 Рама и балка должны обладать статической прочностью в соответствии с требованиями, установленными нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*.
_______________
* На территории Российской Федерации применяют "Нормы для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм (несамоходных)", утвержденные Министерством путей сообщения Российской Федерации 22 января 1996 г.
4.1.1.3 Величина коэффициента запаса сопротивления усталости должна быть не менее 1,8 при вероятности неразрушения не менее 0,95 при нагрузках по 6.17.
4.1.1.4 Число циклов нагружения до потери несущей способности детали ![]() при заданном режиме нагружения должно быть не менее определяемого по формуле
при заданном режиме нагружения должно быть не менее определяемого по формуле
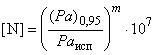 , (1)
, (1)
где ![]() - предел выносливости детали при вероятности неразрушения
- предел выносливости детали при вероятности неразрушения ![]() 0,95 при базовом числе циклов нагружения
0,95 при базовом числе циклов нагружения ![]() 10
10![]() , МПа, полученный по результатам испытаний;
, МПа, полученный по результатам испытаний;![]() - амплитуда нагружения детали при испытаниях, МПа;
- амплитуда нагружения детали при испытаниях, МПа;![]() - показатель степени кривой усталости, полученный при последнем определении величины коэффициента запаса сопротивления усталости по 4.1.1.3 (см. 5.3.1 и 5.4.1).
- показатель степени кривой усталости, полученный при последнем определении величины коэффициента запаса сопротивления усталости по 4.1.1.3 (см. 5.3.1 и 5.4.1).
4.1.2 Допуски размеров, массы отливок рам и балок, припуски на механическую обработку - по ГОСТ 26645*; не указанные в конструкторской документации литейные уклоны - по ГОСТ 3212.
_______________
* На территории Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
4.1.3 Основные размеры рам и балок, обеспечивающие возможность сборки тележки и подкатки ее под вагон, должны быть указаны в конструкторской документации.
4.1.4 Расположение зон А и Б, их геометрические размеры, расположение сечений деталей для контроля внутренних литейных дефектов и дефектов внутренних поверхностей, схема установки датчиков для измерения механических напряжений при испытаниях, расположение и размеры зон обязательного неразрушающего контроля, места измерения толщины стенок должны быть указаны в конструкторской и технологической документации. В эксплуатационных документах на раму и балку, выполненных в соответствии с требованиями ГОСТ 2.601, должны быть указаны расположение и геометрические размеры зон обязательного визуального контроля при технических осмотрах.
4.1.5 В конструкции рам и балок должны быть предусмотрены контрольные приливы в количестве четырех штук для контроля качества термической обработки. Контрольные приливы должны иметь форму усеченной пирамиды высотой 25 мм с основанием 15х20 мм. Места расположения приливов должны быть указаны в конструкторской документации.
4.2 Требования к материалам
4.2.1 Рекомендуемые марки стали, применяемые для изготовления рам и балок, приведены в приложении А. Допускается применение других марок сталей при условии выполнения остальных требований настоящего стандарта.
4.2.2 Механические свойства стали после окончательной термической обработки деталей должны соответствовать значениям, указанным в таблице 2.
Таблица 2 - Механические свойства стали
Категория свойств | Предел текучести | Временное сопротивление | Относительное удлинение | Относительное сужение | Ударная вязкость |
не менее | |||||
1 | 300 | 500 | 20,0 | 35,0 | 170* |
2 | 343 | 510 | 18,0 | 30,0 | 200** |
* До 31.12.2015. |
4.2.3 Рамы и балки должны быть подвергнуты термической обработке - нормализации или нормализации с отжигом I рода. Для рам рекомендуется проводить вторую термическую обработку. Для получения требуемых механических свойств стали согласно 4.2.2 и оптимизации свойств металла в зонах исправления дефектов сваркой допускается проведение повторной термической обработки - нормализации или нормализации с отжигом I рода. Общее число термических обработок должно быть не более трех. Число отжигов I рода не ограничено.
4.2.4 Излом контрольного прилива должен быть мелкозернистым, матовым в соответствии с приложением Б.
4.2.5 Микроструктура стали должна быть феррито-перлитной в соответствии с приложением В. Величина зерна должна быть не менее номера 8 по ГОСТ 5639.
4.3 Общие требования к отливкам
4.3.1 Отливки рам и балок должны быть обрублены и очищены от пригара и окалины. Для визуального контроля на наличие литейных дефектов наружные поверхности отливки должны быть предварительно очищены от пригара до проведения термической обработки. Питатели и прибыли должны быть удалены в соответствии с ГОСТ 977 (пункты 3.5, 3.6).
Наличие пригара и окалины на наружных поверхностях отливок не допускается.
Допускается наличие пригара и окалины в труднодоступных для очистки внутренних полостях.
4.3.2 Наличие зарезов, острых кромок, заусенцев не допускается. Зарезы должны быть сглажены, острые кромки притуплены, заусенцы удалены. Удаление указанных дефектов производят механическими способами.
4.3.3 Во внутренних полостях отливок в углах сопряжения стенок допускается наличие неудаляемых технологических ребер, установленных технологической документацией.
4.3.4 Во внутренних полостях отливок в местах стыков стержней допускаются без удаления несплошные заливы в соответствии с ГОСТ 977 (пункт 3.8). Заливы в отверстиях под шкворень и в отверстиях водостока по нижнему поясу отливок не допускаются.
4.3.5 В отливках рам и балок допускаются внутренние дефекты - усадочные раковины и рыхлоты, усадочная пористость, газовые раковины, не выходящие на поверхности, если площадь дефекта не превышает 30,0% от площади круга, вписанного в поперечное сечение данного элемента детали, кроме зон внутренних радиусов проемов для колесных пар и зон радиусов в нижних углах рессорного проема. Допускается наличие усадочных дефектов, выходящих на поверхность в неудаляемых прибылях.
4.3.6 Исправление дефектов глубиной не более величины допуска толщины стенки производят расчисткой. Исправление дефектов глубиной более величины допуска толщины стенки производят электродуговой сваркой. Перед сваркой разделку дефектов производят механическим способом. Глубина разделки дефектов должна быть не более 1/3 толщины стенки отливки.
Разделку дефектов и их исправление электродуговой сваркой производят в соответствии с инструкцией изготовителя. Применяемые для исправления дефектов сварочные материалы, технология наплавки должны обеспечивать получение механических свойств наплавленного металла не менее, чем механические свойства основного металла.
4.3.7 Места заварки дефектов должны быть зачищены механическим способом заподлицо с телом отливки.
4.3.8 Качество механической разделки дефектов под заварку, качество заварки подлежат контролю с регистрацией в документации изготовителя и должны быть удостоверены постановкой клейма службы технического контроля изготовителя в местах, установленных конструкторской документацией.
В местах исправления дефектов электродуговой сваркой не допускаются:
- трещины любых размеров, видов и направлений, расположенные в наплавленном металле, в зоне сплавления и в зоне термического влияния;
- непровар;
- скопление пор, усадочных раковин, свищи;
- одиночные поры и усадочные раковины величиной более 1,5 мм;
- шлаковые включения.
4.3.9 После исправления дефектов в зонах обязательного неразрушающего контроля и последующей термической обработки отливки подлежат повторному неразрушающему контролю в зонах обязательного неразрушающего контроля.
4.3.10 Отклонения размеров отливок в местах отрезки элементов литниковой системы не должны превышать предельных отклонений, установленных в конструкторской документации для размеров в этих местах.
4.3.11 При недоливах и (или) механических повреждениях порядкового номера отливки допускается исправление его элементов методом наплавки до окончательной термической обработки при условии отсутствия указанных повреждений у соответствующих элементов дублирующего номера.
4.3.12 Допускается восстановление методом наплавки до окончательной термической обработки недолитых и (или) поврежденных знаков маркировки по 4.7, кроме указанных в 4.3.11.
4.3.13 На необрабатываемых поверхностях отливок допускаются без исправления дефекты в соответствии с 4.3.13.1-4.3.13.5.
4.3.13.1 Газовая пористость на поверхности верхних поясов рам и балок вне зон А и Б при диаметре пор не более 2,0 мм, глубине - не более 5,0 мм, числе пор - не более трех на 1 см![]() поверхности. Площадь таких участков не более 20 см
поверхности. Площадь таких участков не более 20 см![]() , расстояние между участками не менее 50 мм. Число таких участков на одной отливке не более пяти.
, расстояние между участками не менее 50 мм. Число таких участков на одной отливке не более пяти.
4.3.13.2 Газовая пористость на остальных поверхностях отливок, кроме внутренних углов проемов для колесных пар и зон радиусов в нижних углах рессорного проема рам при диаметре пор не более 1,5 мм, глубине - не более 2,0 мм, количестве пор - не более трех штук на 1,0 см![]() поверхности. Площадь таких участков должна быть не более 25 см
поверхности. Площадь таких участков должна быть не более 25 см![]() , расстояние между участками - не менее 50,0 мм, число участков - не более трех на каждой стороне отливки от ее поперечной оси симметрии.
, расстояние между участками - не менее 50,0 мм, число участков - не более трех на каждой стороне отливки от ее поперечной оси симметрии.
4.3.13.3 Утяжины в углах сопряжения стенок глубиной не более 3,0 мм и протяженностью не более 60 мм.
4.3.13.4 Местное утонение стенок и ребер, не совпадающих в одном поперечном сечении отливки, составляющее не более 10% наименьшей толщины, кроме стенок и ребер, расположенных в зонах А и Б. Для балок площадь единичного местного утонения должна быть не более 80 см![]() . Общая площадь таких участков на балке должна быть не более 150 см
. Общая площадь таких участков на балке должна быть не более 150 см![]() . Для рам площадь единичного местного утонения должна быть не более 20 см
. Для рам площадь единичного местного утонения должна быть не более 20 см![]() . Общая площадь таких участков на раме боковой должна быть не более 150 см
. Общая площадь таких участков на раме боковой должна быть не более 150 см![]() . В зонах утонения поверхностные и внутренние дефекты не допускаются.
. В зонах утонения поверхностные и внутренние дефекты не допускаются.
4.3.13.5 Недоливы отбуртовок технологических окон при их величине по толщине отбуртовки не более 10% номинального размера и суммарной длине недолитых участков каждой отбуртовки не более 30% ее длины.
4.3.14 На механически обработанных поверхностях деталей допускаются без исправления дефекты в соответствии с 4.3.14.1-4.3.14.3.
4.3.14.1 Следы выхода режущего инструмента глубиной не более 0,3 мм и шириной не более 1,0 мм.
4.3.14.2 Черноты, не выходящие на кромки обрабатываемой поверхности, глубиной не более 0,5 мм и площадью не более 25% от общей площади обрабатываемой поверхности.
4.3.14.3 Газовая пористость общей площадью не более 5% от площади обрабатываемой поверхности. Диаметр пор должен быть не более 1,5 мм, глубина пор не более 2,0 мм, количество пор должно быть не более двух на 1,0 см![]() .
.
4.3.15 На необрабатываемых поверхностях отливок подлежат исправлению до термической обработки дефекты в соответствии с 4.3.15.1 и 4.3.15.2.
4.3.15.1 Утяжины в углах сопряжения стенок глубиной более 3,0 мм и длиной не более 60 мм с разделкой на глубину до чистого металла. Глубина разделки должна быть не более 1/3 толщины стенки детали. Исправление следует производить электродуговой сваркой не менее чем в два слоя.
Примечание - За длину дефекта принимают расстояние между двумя наиболее удаленными его краями. Прерывистые дефекты при расстоянии между ними, превышающем наибольшую длину дефекта, следует считать отдельными дефектами.
4.3.15.2 Недоливы фиксаторов положения упругих элементов исправляют наплавкой или приваркой.
4.3.16 На необрабатываемых поверхностях отливок подлежат исправлению без последующей термической обработки газовые, песчаные и усадочные дефекты на всех наружных поверхностях, кроме поверхностей внутренних радиусов проемов для колесных пар боковых рам и прилегающих к ним поверхностей боковых стенок на расстояние до 10 мм от кромок радиусов, глубиной не более величины допуска толщины стенки, расположенные в разных сечениях, но не более четырех дефектов на каждой стороне отливки от ее поперечной оси симметрии. Дефекты подлежат исправлению расчисткой. Размер расчистки в наибольшем измерении должен быть не более 25 мм.
4.3.17 На механически обработанных поверхностях деталей подлежат исправлению без последующей термической обработки дефекты в соответствии с 4.3.17.1 и 4.3.17.2.
4.3.17.1 Газовые, песчаные и усадочные раковины глубиной не более 3 мм подлежат исправлению расчисткой. Размер расчистки в наибольшем измерении должен быть не более 25 мм.
4.3.17.2 Газовые, песчаные и усадочные раковины глубиной более 3 мм должны быть разделаны и заварены без повторной термической обработки, зачищены заподлицо с обработанной поверхностью, если объем одной наплавки не более 5 см![]() , а толщина стенки после разделки составляет не менее 1/3 минимальной толщины стенки при общем объеме наплавленного металла не более 15 см
, а толщина стенки после разделки составляет не менее 1/3 минимальной толщины стенки при общем объеме наплавленного металла не более 15 см![]() . При площади поперечного сечения разделки более 1 см
. При площади поперечного сечения разделки более 1 см![]() исправление раковин производить электродуговой сваркой не менее, чем в два слоя. При площади поперечного сечения разделки менее 1 см
исправление раковин производить электродуговой сваркой не менее, чем в два слоя. При площади поперечного сечения разделки менее 1 см![]() исправление раковин производить электродуговой сваркой с наложением отжигающего валика. Расстояние от исправляемого дефекта до кромки опорной поверхности со стороны радиусов, образующих проем для колесной пары боковой рамы, должно быть не менее 15 мм. Площадь единичного дефекта после механической разделки должна составлять не более 7,5 см
исправление раковин производить электродуговой сваркой с наложением отжигающего валика. Расстояние от исправляемого дефекта до кромки опорной поверхности со стороны радиусов, образующих проем для колесной пары боковой рамы, должно быть не менее 15 мм. Площадь единичного дефекта после механической разделки должна составлять не более 7,5 см![]() при суммарной площади разделанных дефектов не более 22,5 см
при суммарной площади разделанных дефектов не более 22,5 см![]() .
.
4.3.18 На отливках не допускаются следующие литейные дефекты:
а) горячие трещины длиной более 50 мм;
б) горячие трещины длиной более 30 мм, расположенные в зонах внутренних радиусов проемов для колесных пар и на прилегающих к ним на расстояние до 10 мм от кромок радиусов боковых поверхностей боковых рам;
в) утяжины на наружных поверхностях в зонах А рам и балок и в зонах Б рам;
г) непровар холодильников и жеребеек;
д) сквозные литейные дефекты;
е) поверхностная сосредоточенная пористость, превышающая пористость по 4.3.13.1, 4.3.13.2, 4.3.14.3.
4.4 Требования к рамам
4.4.1 Допускаются без исправления дефекты в соответствии с 4.4.1.1-4.4.1.4.
4.4.1.1 Одна газовая или усадочная раковина диаметром не более 5 мм и глубиной не более 5 мм, расположенная в углах поддомкратной подушки во внутренней полости детали и не более четырех газовых или усадочных раковин диаметром не более 3 мм и глубиной не более 5 мм, расположенных в углах сопряжения ребер с направляющими челюстями проемов для колесных пар.
4.4.1.2 Газовые и усадочные раковины, расположенные на внутренних поверхностях в углах сопряжения стенок, кроме зон А и Б, диаметром не более 3 мм при расстоянии между раковинами не менее 30 мм.
4.4.1.3 Газовые и усадочные раковины, усадочные рыхлоты и пористость, расположенные в зонах внутренних радиусов проемов для колесных пар и на прилегающих к ним на расстояние до 10 мм боковых поверхностях, а также в зонах радиусов в нижних углах рессорного проема, не выходящие на внутренние поверхности детали и расположенные на расстоянии не менее 8 мм от наружных поверхностей. Протяженность дефекта в наибольшем измерении должна быть не более 10 мм, число дефектов - не более одного в сечении по 4.1.7.
4.4.1.4 Усадочные раковины в отверстиях кронштейнов подвески триангелей без выхода их на кромки отверстия при остаточной толщине стенки не менее 5,0 мм. Общая площадь раковин должна быть не более 5 см![]() на одно отверстие.
на одно отверстие.
4.4.2 До проведения термической обработки подлежат исправлению дефекты в соответствии с 4.4.2.1-4.4.2.7.
4.4.2.1 Газовые, песчаные и усадочные раковины глубиной не более величины допуска толщины стенки, расположенные в разных сечениях в зонах внутренних радиусов проемов для колесных пар и на прилегающих к ним на расстояние 10 мм от кромок радиусов боковых поверхностей, а также в зонах радиусов в нижних углах рессорного проема, подлежат исправлению расчисткой. Размер расчистки в наибольшем измерении должен быть не более 25 мм. Число раковин должно быть не более двух на каждый проем для колесных пар.
4.4.2.2 Поверхностные дефекты, кроме горячих трещин, глубиной более величины допуска толщины стенки, расположенные вне зон А и Б, при расстоянии между дефектами не менее максимального размера дефекта, подлежат исправлению электродуговой сваркой. Размер разделки дефекта в наибольшем измерении должен быть не более 50 мм при глубине разделки не более 1/3 минимальной допустимой толщины стенки. Общий объем наплавленного металла должен быть не более 120 см![]() . Число дефектов - не более трех на каждой стороне детали от ее поперечной оси симметрии.
. Число дефектов - не более трех на каждой стороне детали от ее поперечной оси симметрии.
4.4.2.3 Поверхностные дефекты, кроме горячих трещин, глубиной более величины допуска толщины стенки, расположенные в зонах А, кроме зоны радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не менее 10 мм от кромок радиусов, подлежат исправлению электродуговой сваркой. Расстояние между дефектами должно быть не менее максимального размера дефекта. Размер разделки дефекта в наибольшем измерении должен быть не более 40 мм при глубине разделки дефекта механическим способом не более 1/3 толщины стенки. Общий объем наплавленного металла должен быть не более 40 см![]() .
.
4.4.2.4 Поверхностные дефекты, кроме горячих трещин, расположенные в зонах радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не более 10 мм от кромок радиусов, подлежат исправлению электродуговой сваркой. Размер разделки дефектов механическим способом в наибольшем измерении должен быть не более 30 мм при глубине разделки не более 1/3 от толщины стенки. Общий объем наплавленного металла должен быть не более 20 см![]() . Общее число дефектов в зонах А (включая зоны радиусов) должно быть не более четырех штук на каждую сторону от поперечной оси детали.
. Общее число дефектов в зонах А (включая зоны радиусов) должно быть не более четырех штук на каждую сторону от поперечной оси детали.
4.4.2.5 Поверхностные дефекты, кроме горячих трещин, глубиной более величины допуска толщины стенки, расположенные в зонах Б при расстоянии между дефектами не менее максимального размера дефекта подлежат исправлению электродуговой сваркой. Размер разделки дефекта в наибольшем измерении должен быть не более 40 мм при глубине разделки не более 1/3 толщины стенки. Общий объем наплавленного металла должен быть не более 60 см![]() . Число дефектов должно быть не более четырех штук на каждую сторону от поперечной оси симметрии детали.
. Число дефектов должно быть не более четырех штук на каждую сторону от поперечной оси симметрии детали.
4.4.2.6 Горячие трещины длиной не более 30 мм, расположенные в зонах радиусов проемов для колесных пар и на расстоянии не более 10 мм от кромок радиусов, и горячие трещины длиной не более 50,0 мм, расположенные вне зон радиусов проемов для колесных пар и прилегающих к ним на расстояние не более 10 мм от кромки радиусов боковых поверхностей боковых рам, подлежат исправлению электродуговой сваркой не менее чем в два слоя. Глубина разделки трещин до чистого металла должна быть не более 1/3 толщины стенки детали.
4.4.2.7 Недоливы отбуртовок технологических окон с наружной стороны общей протяженностью не более 1/3 их длины подлежат исправлению электродуговой сваркой.
4.4.3 После проведения термической обработки подлежат исправлению электродуговой сваркой с повторной термической обработкой дефекты в соответствии с 4.4.3.1-4.4.3.3.
4.4.3.1 Поверхностные дефекты в зонах А, если объем единичной наплавки составляет не более 5 см![]() при глубине механической разделки не более 1/3 толщины стенки и общем объеме наплавки не более 20 см
при глубине механической разделки не более 1/3 толщины стенки и общем объеме наплавки не более 20 см![]() . В зонах радиусов, образующих проем для колесной пары, объем единичной наплавки должен быть не более 3 см
. В зонах радиусов, образующих проем для колесной пары, объем единичной наплавки должен быть не более 3 см![]() при глубине механической разделки не более 1/3 толщины стенки. Общий объем наплавки должен быть не более 10 см
при глубине механической разделки не более 1/3 толщины стенки. Общий объем наплавки должен быть не более 10 см![]() на каждый проем для колесной пары.
на каждый проем для колесной пары.
4.4.3.2 Поверхностные дефекты в зонах Б, если объем единичной наплавки составляет не более 5 см![]() при глубине механической разделки не более 1/3 толщины стенки. Общий объем наплавленного металла должен быть не более 15 см
при глубине механической разделки не более 1/3 толщины стенки. Общий объем наплавленного металла должен быть не более 15 см![]() на каждой стороне от поперечной оси детали.
на каждой стороне от поперечной оси детали.
4.4.3.3 Поверхностные дефекты, расположенные вне зон А и Б при глубине механической разделки дефектов не более 1/3 толщины стенки. Длина наплавки между проемом для колесной пары и рессорным проемом при исправлении единичного дефекта должна быть не более 30 мм, а длина наплавки отбуртовки технологического окна должна быть не более 70 мм.
4.4.4 После проведения термической обработки подлежат исправлению без повторной термической обработки дефекты в соответствии с 4.4.4.1 и 4.4.4.2.
4.4.4.1 Поверхностные дефекты вне зон А и Б глубиной не более величины допуска толщины стенки, расположенные в разных сечениях, но не более шести дефектов на каждую сторону детали от ее поперечной оси симметрии, с учетом дефектов, исправленных по 4.4.2.2. Дефекты подлежат исправлению расчисткой. Размер расчистки дефекта в наибольшем измерении должен быть не более 25 мм.
4.4.4.2 Поверхностные дефекты вне зон А и Б, за исключением зон шириной 10 мм по периметру технологических окон, а также зон опорных поверхностей над проемами для колесных пар, при длине механической разделки в наибольшем измерении не более 40 мм и глубине не более 1/3 толщины стенки. Дефекты подлежат исправлению электродуговой сваркой. Общее число дефектов должно быть не более четырех штук на каждой стороне детали от ее поперечной оси симметрии. При исправлении дефектов допускается:
- наплавка направляющих плоскостей проемов для колесных пар с последующей механической обработкой при глубине вырубки не более 1/3 минимальной толщины стенки, объеме наплавленного металла не более 3 см![]() и числе дефектов не более двух на каждый проем для колесных пар;
и числе дефектов не более двух на каждый проем для колесных пар;
- исправление дефектов кронштейнов подвески башмаков и стенок приливов для валиков подвески башмаков, если объем наплавленного металла при исправлении единичного дефекта составляет не более 3 см![]() , а число исправляемых дефектов - не более двух на каждый кронштейн;
, а число исправляемых дефектов - не более двух на каждый кронштейн;
- исправление дефектов упоров для ограничения перемещения фрикционных клиньев и ушек в местах крепления фрикционных планок, фиксирующих положение пружин ребер подпружинной полки, если объем наплавленного металла при исправлении единичного дефекта составляет не более 3 см![]() , а число дефектов - не более двух на каждой стороне детали от ее поперечной оси симметрии.
, а число дефектов - не более двух на каждой стороне детали от ее поперечной оси симметрии.
4.4.5 Допускается правка кронштейнов рам ударным способом с предварительным нагревом в соответствии с инструкцией изготовителя.
4.5 Требования к балкам
4.5.1 До проведения термической обработки подлежат исправлению электродуговой сваркой дефекты в соответствии с 4.5.1.1-4.5.1.3.
4.5.1.1 Поверхностные дефекты, включая горячие трещины, расположенные вне зон А и Б, при размере разделки дефекта механическим способом в наибольшем измерении не более 50 мм и глубине разделки дефекта не более 1/3 от толщины стенки. Объем наплавленного металла при исправлении единичного дефекта должен быть не более 25 см![]() . Общий объем наплавленного металла должен быть не более 200 см
. Общий объем наплавленного металла должен быть не более 200 см![]() . Общее число дефектов должно быть не более пяти на каждую сторону детали от ее поперечной оси симметрии.
. Общее число дефектов должно быть не более пяти на каждую сторону детали от ее поперечной оси симметрии.
4.5.1.2 Поверхностные дефекты, включая горячие трещины, расположенные в зонах А и Б, кроме рабочей поверхности подпятника, при размере разделки дефекта механическим способом в наибольшем измерении не более 50 мм и глубине разделки не более 1/3 толщины стенки. Объем наплавки при исправлении единичного дефекта должен быть не более 15 см![]() . Суммарный объем наплавленного металла должен быть не более 90 см
. Суммарный объем наплавленного металла должен быть не более 90 см![]() на деталь. Число дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
на деталь. Число дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
4.5.1.3 Поверхностные дефекты, включая горячие трещины, расположенные на рабочей поверхности подпятника, при глубине вырубки не более 1/3 толщины стенки. Объем наплавленного металла при исправлении единичного дефекта после его разделки механическим способом должен быть не более 15 см![]() . Суммарный объем наплавленного металла должен быть не более 100 см
. Суммарный объем наплавленного металла должен быть не более 100 см![]() .
.
4.5.2 После проведения термической обработки подлежат исправлению электродуговой сваркой с повторной термической обработкой дефекты в соответствии с 4.5.2.1-4.5.2.3.
4.5.2.1 Поверхностные дефекты, включая горячие трещины, расположенные вне зон А и Б, кроме вертикальных стенок, при размере разделки механическим способом в наибольшем измерении не более 50 мм и глубине разделки дефектов до чистого металла не более 1/3 толщины стенки. Объем наплавки при исправлении единичного дефекта должен быть не более 15 см![]() . Общий объем наплавленного металла должен быть не более 90 см
. Общий объем наплавленного металла должен быть не более 90 см![]() . Число дефектов должно быть не более трёх на каждую сторону детали от ее поперечной оси симметрии.
. Число дефектов должно быть не более трёх на каждую сторону детали от ее поперечной оси симметрии.
4.5.2.2 Поверхностные дефекты, включая горячие трещины, расположенные на вертикальных стенках, при размере разделки механическим способом в наибольшем измерении не более 50 мм и глубине разделки не более 1/3 толщины стенки. Объем наплавки при исправлении единичного дефекта должен быть не более 8 см![]() . Суммарный объем наплавленного металла должен быть не более 40 см
. Суммарный объем наплавленного металла должен быть не более 40 см![]() . Число исправляемых дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
. Число исправляемых дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
4.5.2.3 Поверхностные дефекты, включая горячие трещины, расположенные в зонах А и Б, при размере разделки механическим способом в наибольшем измерении не более 40 мм и глубине разделки до чистого металла не более 1/3 толщины стенки. Объем наплавки при исправлении единичного дефекта должен быть не более 10 см![]() . Суммарный объем наплавленного металла должен быть не более 60 см
. Суммарный объем наплавленного металла должен быть не более 60 см![]() . Число исправляемых дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
. Число исправляемых дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
4.5.3 После проведения термической обработки подлежат исправлению без повторной термической обработки дефекты в соответствии с 4.5.3.1-4.5.3.4.
4.5.3.1 Поверхностные дефекты, расположенные на наклонных плоскостях для фрикционного клина, в углах между ограничительными буртами и наклонными плоскостями, не выходящие на ограничительные бурты, подлежат исправлению электродуговой сваркой. Объем наплавки при исправлении единичного дефекта должен быть не более 3 см![]() . Суммарный объем наплавленного металла в зонах наклонных плоскостей для фрикционного клина должен быть не более 20 см
. Суммарный объем наплавленного металла в зонах наклонных плоскостей для фрикционного клина должен быть не более 20 см![]() .
.
4.5.3.2 Дефекты фиксаторов положения упругих элементов рессорного подвешивания и упоров, фиксирующих их положение, дефекты полочек для крепления державки "мертвой точки", подлежат исправлению электродуговой сваркой. Объем наплавленного металла при исправлении единичного дефекта должен быть не более 3 см![]() . Число исправляемых дефектов должно быть не более трех на деталь.
. Число исправляемых дефектов должно быть не более трех на деталь.
4.5.3.3 Дефекты на поверхностях верхнего пояса, кроме горячих трещин, расположенные вне зон А и Б, при размере разделки механическим способом в наибольшем измерении не более 40 мм и глубине разделки до чистого металла не более 1/3 толщины стенки, подлежат исправлению электродуговой сваркой. Число дефектов должно быть не более двух на каждую сторону детали от ее поперечной оси симметрии.
4.5.3.4 Поверхностные дефекты, включая горячие трещины, вне зон А и Б глубиной не более величины допуска толщины стенки, расположенные в разных сечениях, но не более шести дефектов на каждую сторону детали от ее поперечной оси симметрии, с учетом дефектов, исправленных по 4.3.16, подлежат исправлению расчисткой. Размер расчистки дефекта в наибольшем измерении должен быть не более 25 мм.
4.6 Требования надежности
4.6.1 Конструкция рам и балок должна обеспечивать работу деталей с гамма-процентным ресурсом, величина которого должна быть указана в конструкторской документации, с вероятностью ![]() не менее 95%.
не менее 95%.
4.6.2 Комплект конструкторской документации на рамы и балки должен содержать расчет величины гамма-процентного ресурса, выполненный в соответствии с требованиями, установленными нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*.
_______________
* На территории Российской Федерации применяют "Нормы для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм (несамоходных)", утвержденные Министерством путей сообщения Российской Федерации от 22 января 1996 г.
4.6.3 Конструкция рам и балок должна обеспечивать их эксплуатацию после возникновения опасного отказа без перехода в предельное состояние до очередного планового ремонта вагона.
Опасным отказом считают трещины в любом месте рам и балок.
Критериями предельного состояния считают:
а) для рам:
1) излом;
2) изгиб и поперечные трещины верхнего пояса;
3) предельный износ;
б) для балок:
1) излом;
2) поперечные трещины нижнего пояса и вертикальных стенок;
3) предельный износ.
4.7 Маркировка
4.7.1 На каждой раме и балке должны быть отлиты следующие знаки маркировки:
- код государства - собственника детали по классификатору, введенному Советом по железнодорожному транспорту государств - участников Содружества [1]*;
- условный номер изготовителя в рамке по справочнику, введенному Советом по железнодорожному транспорту государств - участников Содружества [2]*;
- две последние цифры (арабские) года изготовления;
- порядковый номер детали по системе нумерации изготовителя;
- условное обозначение марки стали (в соответствии с приложением А) или марка стали.
________________
* Поз. [3]-[6] см. раздел Библиография. - .
При поставке рам и балок (как собственного изготовления, так и производства сторонней организации, являющихся предметом самостоятельной поставки, и в составе изделия) на экспорт допускается маркировка кода государства - собственника путем приварки пластины слитыми или штампованными знаками маркировки государства - собственника.
4.7.2 На каждой раме и балке должен быть нанесен литым способом единый знак обращения продукции на рынке. Допускается наносить единый знак обращения продукции на рынке приваркой штампованной пластины.
4.7.3 На деталях должны быть нанесены ударным способом клейма службы технического контроля изготовителя, а также клеймо представителя потребителя при приемке им продукции в соответствии с ГОСТ 15.309 (пункт 5.1).
При исправлении дефектов электродуговой сваркой на каждой раме и балке дополнительно должны быть нанесены ударным способом клейма сварщика и службы технического контроля изготовителя (см. 4.3.8).
4.7.4 Размещение знаков маркировки, клейм и единого знака обращения продукции на рынке, размеры знаков маркировки должны быть указаны в конструкторской документации. Размеры знаков маркировки, клейм и единого знака обращения продукции на рынке должны обеспечивать их читаемость без применения специальных средств увеличения в течение назначенного ресурса рам и балок.
4.8 Правила консервации
Поверхности рам и балок, являющихся объектами самостоятельной поставки, следует подвергать консервации по согласованию с потребителем.
4.9 Комплектность
Каждую партию рам и балок сопровождают эксплуатационными документами, в том числе паспортом, удостоверяющим их соответствие требованиям настоящего стандарта и содержащим:
- наименование продукции и номер чертежа;
- наименование страны-изготовителя;
- наименование изготовителя и его реквизиты;
- число рам и балок в партии;
- порядковые номера рам и балок по системе нумерации изготовителя;
- условное обозначение марки стали (в соответствии с приложением А) или марку стали;
- химический состав;
- механические свойства;
- гамма-процентный ресурс деталей;
- обозначение настоящего стандарта.
Форму паспорта устанавливает изготовитель.
5 Правила приемки
5.1 Для контроля соответствия рам и балок требованиям настоящего стандарта проводят приемо-сдаточные, периодические и типовые испытания. Основные положения и виды испытаний - по ГОСТ 15.309.
5.2 Приемо-сдаточные испытания проводят в соответствии с 5.2.1-5.2.11.
5.2.1 К приемо-сдаточным испытаниям рамы и балки предъявляют партиями. Партия должна состоять из рам и балок одной или нескольких плавок, прошедших термическую обработку по одному режиму, регистрируемому автоматическими приборами.
Каждую деталь, предъявляемую к приемо-сдаточным испытаниям, сопровождают документом, содержащим информацию о количестве проведенных термических обработок и о местах расположения исправленных дефектов в зонах А и Б. Форму документа устанавливает изготовитель. Документ выполняют в бумажной и электронной формах. Документ подлежит учету и хранению у изготовителя в течение гамма-процентного ресурса детали и должен быть представлен потребителю по его требованию.
5.2.2 При приемо-сдаточных испытаниях контролируют:
- внешний вид по 4.3.1, 4.3.2 на каждой детали;
- отклонения размеров в местах отрезки элементов литниковой системы по 4.3.10 на каждой детали;
- поверхностные дефекты по 4.3.13.1-4.3.13.3, 4.3.13.5, 4.3.14-4.3.18, 4.4.1.4, 4.4.2-4.4.4, 4.5 на каждой детали;
- качество исправления дефектов электродуговой сваркой по 4.3.15, 4.3.17.2, 4.4.2.2-4.4.2.7, 4.4.3, 4.4.4, 4.5 и клеймо службы технического контроля по 4.3.8 на каждой детали;
- основные размеры по 4.1.3 на каждой детали, с установкой на поверочную плиту или с использованием координатной измерительной машины на одной детали из каждых 50 шт.;
- химический состав стали по 4.2.1 на одном образце от каждой плавки;
- механические свойства стали по 4.2.2 на одном образце от каждой плавки при испытании на растяжение и на двух образцах от каждой плавки при испытании на ударный изгиб;
- излом контрольного прилива по 4.2.4 на каждой детали;
- толщину стенок в местах, установленных в конструкторской документации, на одной детали из каждых 25 шт., а во внутренних радиусах проемов для колесных пар - на каждой детали;
- маркировку по 4.3.11, 4.3.12, 4.7.1-4.7.3 на каждой детали;
- проведение термической обработки по 4.2.3 на каждой детали.
5.2.3 При получении отрицательного результата контроля внешнего вида по 4.3.1, 4.3.2, отклонений размеров в местах отрезки элементов литниковой системы по 4.3.10, поверхностных дефектов по 4.3.13.1-4.3.13.3, 4.3.13.5, 4.3.14-4.3.18, 4.4.1.4, 4.4.2-4.4.4, 4.5 и качества исправления дефектов электродуговой сваркой по 4.3.15, 4.3.17.2, 4.4.2.2-4.4.2.7, 4.4.3, 4.4.4, 4.5 деталь возвращают на доработку или бракуют.
5.2.4 При получении отрицательного результата контроля основных размеров по 4.1.3 на поверочной плите или с использованием координатной измерительной машины контроль проводят на удвоенном числе деталей. При получении отрицательного результата испытаний на удвоенном числе деталей хотя бы на одной детали контроль основных размеров проводят на каждой детали до выявления и устранения причин брака.
5.2.5 Химический состав стали по 4.2.1 определяют на пробах, отбираемых по ГОСТ 7565. Допускается определять химический состав на образцах или стружке, взятых от пробного бруска или детали данной плавки, залитой в середине разливки металла. При получении отрицательного результата контроля хотя бы по одному показателю химического состава все детали данной плавки должны быть забракованы.
5.2.6 Механические свойства стали по 4.2.2 определяют на образцах, вырезанных из пробных брусков по ГОСТ 977. Термическую обработку пробных брусков проводят вместе с деталями данной плавки. Допускается проводить термическую обработку пробных брусков с деталями другой плавки, подвергаемыми термической обработке по тому же режиму, контролируемому автоматическими приборами. Результаты проверки распространяют на все детали данной плавки, прошедшие термическую обработку по одному режиму, контролируемому автоматическими приборами.
При получении отрицательных результатов испытаний хотя бы по одному показателю механических свойств по нему проводят повторные испытания на удвоенном числе образцов, изготовленных из пробных брусков той же плавки.
Если при повторных испытаниях получен отрицательный результат, детали и пробные бруски данной плавки должны быть подвергнуты повторной термической обработке или отжигу I рода с последующим определением всего комплекса механических свойств. Допускается проведение не более двух повторных термических обработок. Число отжигов I рода не ограничено. При получении отрицательных результатов детали данной плавки должны быть забракованы.
5.2.7 Показатели механических свойств стали при приемо-сдаточных испытаниях проверяют в соответствии с таблицей 2.
В качестве сдаточной величины показателя механических свойств при испытании на растяжение на удвоенном числе образцов следует принимать меньшее из полученных значений.
В качестве сдаточной величины ударной вязкости следует принимать меньшее из полученных значений.
По требованию потребителя механические свойства стали могут быть определены на образцах, вырезанных из детали. Образцы вырезают из верхнего пояса над проемом для колесных пар для рамы и из нижнего пояса из зоны А для балки. При этом минимально допустимые значения контролируемых показателей должны быть не менее 80% величины соответствующих показателей, приведенных в таблице 2.
5.2.8 Оценку излома контрольного прилива по 4.2.4 проводят по шкале в соответствии с приложением Б. При получении отрицательного результата испытаний проводят повторную термическую обработку детали. На детали, прошедшей повторную термическую обработку, излом контрольного прилива определяют на втором контрольном приливе. При получении отрицательного результата после повторной термической обработки деталь подвергают второй повторной термической обработке, при этом излом контрольного прилива определяют на третьем контрольном приливе. При недоливе контрольных приливов допускается определять излом контрольного прилива по излому металла, надрубленного в местах, указанных в конструкторской документации, с последующим восстановлением их геометрии электродуговой сваркой. При получении отрицательного результата после второй повторной термической обработки деталь должна быть забракована.
5.2.9 При получении отрицательного результата контроля толщины стенок контроль проводят на удвоенном количестве деталей. При получении отрицательного результата повторных испытаний хотя бы на одной детали толщину стенок контролируют на каждой детали до выявления причин несоответствия и их устранения.
5.2.10 При получении отрицательного результата контроля маркировки по 4.3.11, 4.3.12, 4.7.1-4.7.3 деталь должна быть забракована.
5.2.11 Проведение термической обработки контролируют по документу, сопровождающему каждую деталь (в соответствии с 5.2.1). При получении отрицательного результата контроля проведения термической обработки деталь возвращают на термическую обработку.
5.3 Периодические испытания проводят в соответствии с 5.3.1-5.3.9 на деталях, выдержавших приемо-сдаточные испытания.
5.3.1 При периодических испытаниях деталей контролируют:
- величину воспринимаемой без разрушения вертикальной статической испытательной нагрузки по 4.1.1.1 один раз в месяц на одной детали;
- массу и размеры деталей на соответствие конструкторской документации (дополнительно к контролируемым по 4.1.3 при приемо-сдаточных испытаниях) один раз в месяц на одной детали;
- размеры и расположение внутренних литейных дефектов по 4.3.5 и 4.4.1.3 и дефектов внутренних поверхностей по 4.4.1.1, 4.4.1.2, 4.3.4 определяют на каждой пятисотой детали из исправленных электродуговой сваркой и один раз в месяц на одной детали после ее испытаний по 4.1.1;
- микроструктуру стали по 4.2.5 один раз в месяц на одной детали;
- качество исправления дефектов электродуговой сваркой по 4.3.15, 4.3.17.2, 4.4.2.2-4.4.2.7, 4.4.3, 4.4.4, 4.5 на каждой пятисотой детали из исправленных;
- число циклов нагружения до потери несущей способности по 4.1.1.4 один раз в шесть месяцев на трех деталях;
- статическую прочность по 4.1.1.2 один раз в три года на трех деталях;
- величину коэффициента запаса сопротивления усталости по 4.1.1.3 один раз в три года на девяти деталях.
5.3.2 Величину воспринимаемой без разрушения вертикальной статической испытательной нагрузки по 4.1.1.1 определяют на детали, отобранной методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из партии по 5.2.1. При получении отрицательного результата величину воспринимаемой без разрушения вертикальной статической испытательной нагрузки определяют на удвоенном количестве деталей, взятых от той же партии. Если при повторных испытаниях хотя бы на одной детали получен отрицательный результат, все детали данной партии должны быть забракованы, а приемка деталей должна быть приостановлена до выяснения и устранения причин.
5.3.3 Массу и геометрические размеры (дополнительно к контролируемым по 4.1.3 при приемо-сдаточных испытаниях) проверяют на детали, отобранной методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из партии по 5.2.1. При получении отрицательного результата контроль массы и геометрических размеров проводят на удвоенном числе деталей. При получении отрицательного результата испытаний хотя бы на одной детали приемка деталей должна быть приостановлена до выяснения и устранения причин.
5.3.4 Размеры и расположение внутренних литейных дефектов по 4.3.5 и 4.4.1.3 в сечениях по 4.1.4 и дефектов внутренних поверхностей по 4.4.1.1, 4.4.1.2, 4.3.4 определяют на каждой пятисотой детали из исправленных электродуговой сваркой, отобранных по 5.3.1, и на детали, отобранной методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из партии по 5.2.1 для испытаний по 4.1.1.1. При получении отрицательных результатов контроля на детали, отобранной из пятисот исправленных электродуговой сваркой, производство деталей должно быть остановлено до выявления и устранения причин. При получении отрицательных результатов контроля на детали после испытаний по 4.1.1.1 контроль размеров и расположения внутренних литейных дефектов и дефектов внутренних поверхностей производят на удвоенном числе деталей, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) от той же партии. При получении отрицательного результата хотя бы по одной детали вся партия должна быть забракована, а приемка деталей приостановлена до установления и устранения причин брака.
5.3.5 Микроструктуру стали по 4.2.5 проверяют на детали, отобранной методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из партии по 5.2.1, после ее испытаний по 4.1.1.1. При получении отрицательного результата микроструктуру проверяют на удвоенном числе деталей, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) от той же партии. При получении отрицательного результата хотя бы на одной детали вся партия должна быть забракована, а приемка деталей приостановлена до установления и устранения причин брака.
5.3.6 Качество исправления дефектов электродуговой сваркой по 4.3.15, 4.3.17.2, 4.4.2.2-4.4.2.7, 4.4.3, 4.4.4, 4.5 проверяют на детали, отобранной по 5.3.1. При получении отрицательного результата испытаний производство деталей должно быть приостановлено до выявления и устранения причин.
5.3.7 Число циклов нагружения до потери несущей способности по 4.1.1.4 определяют на деталях, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции, принятой службой технического контроля. При исправлении на рамах электродуговой сваркой дефектов, расположенных в зонах внутренних радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не более 10 мм от кромок радиусов, испытания проводят на рамах, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющихся у изготовителя исправленных рам.
При получении отрицательного результата испытаний хотя бы на одной из деталей проводят повторные испытания на том же числе деталей, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции, принятой службой технического контроля. При исправлении на рамах электродуговой сваркой дефектов, расположенных в зонах внутренних радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не более 10 мм от кромок радиусов, повторные испытания проводят на рамах, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющихся у изготовителя исправленных рам.
При получении отрицательного результата испытаний хотя бы на одной из деталей приёмка деталей должна быть приостановлена до выявления и устранения причин.
5.3.8 Статическую прочность по 4.1.1.2 проверяют на деталях, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции, принятой службой технического контроля. При получении отрицательного результата приемка деталей должна быть приостановлена до определения и устранения причин.
5.3.9 Величину коэффициента запаса сопротивления усталости по 4.1.1.3 определяют на деталях, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции, принятой службой технического контроля. При исправлении на рамах электродуговой сваркой дефектов, расположенных в зонах внутренних радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не более 10 мм от кромок радиусов, испытания проводят на деталях, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющихся у изготовителя исправленных рам. При получении отрицательного результата приёмка деталей должна быть приостановлена до определения и устранения причин.
5.4 Типовые испытания проводят в соответствии с 5.4.1-5.4.3 после внесения изменений в конструкцию деталей, технологию их изготовления (изменении способа формовки, питания термических узлов, параметров литниковой системы, при применении новой марки стали, не указанной в приложении А). Типовым испытаниям подвергают детали, выдержавшие приемо-сдаточные испытания.
5.4.1 При типовых испытаниях деталей проверяют:
- статическую прочность по 4.1.1.2 на трех деталях в соответствии с 5.4.2;
- величину коэффициента запаса сопротивления усталости по 4.1.1.3 на девяти деталях в соответствии с 5.4.3.
5.4.2 Статическую прочность по 4.1.1.2 проверяют на деталях, отобранных от опытной партии методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4). При получении отрицательных результатов детали опытной партии должны быть забракованы.
5.4.3 Величину коэффициента запаса сопротивления усталости по 4.1.1.3 определяют по результатам испытаний деталей, отобранных от опытной партии методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4). При получении отрицательных результатов детали опытной партии должны быть забракованы.
5.5 Испытания для целей подтверждения соответствия проводят по показателям, приведенным в таблице 3.
Таблица 3 - Перечень проверяемых показателей для целей подтверждения соответствия
Наименование показателя | Номер структурного элемента стандарта | |
технических требований | метода испытаний | |
Литейные дефекты | 4.3.18 | 6.1, 6.2 |
Механические свойства | 4.2.2 | 6.9, 6.10 |
Микроструктура | 4.2.5 | 6.12 |
Величина зерна | 4.2.5 | 6.12 |
Вид излома | 4.2.4 | 6.11 |
Вертикальная статическая испытательная нагрузка, воспринимаемая без разрушения | 4.1.1.1 | 6.16 |
Коэффициент запаса сопротивления усталости | 4.1.1.3 | 6.17 |
Маркировка | 4.3.11, 4.3.12, 4.7.1-4.7.3 | 6.6 |
Образцы для проведения испытаний в целях подтверждения соответствия отбирают по 6.19.
6 Методы испытаний
6.1 Внешний вид (4.3.1, 4.3.2) и поверхностные дефекты (4.3.3, 4.3.4, 4.3.15.2, перечисления г), д) 4.3.18) контролируют визуально. Для целей подтверждения соответствия (перечисления г), д) 4.3.18) испытания проводят на четырех образцах, отобранных по 6.19.
6.2 Поверхностные дефекты (4.3.13, 4.3.14, 4.3.15.1, 4.3.16, 4.3.17, 4.4.1.1, 4.4.1.2, 4.4.1.4, 4.4.2.1, 4.4.2.2, 4.4.2.7, 4.4.3.3, 4.4.4.1, 4.5.1.1, 4.5.2.1, 4.5.2.2, 4.5.3, перечисление е) 4.3.18) контролируют визуально и универсальным измерительным инструментом. Поверхностные дефекты (4.4.2.3-4.4.2.6, 4.4.3.1, 4.4.3.2, 4.4.4.2, 4.5.1.2, 4.5.1.3, 4.5.2.3, перечисления а)-в) 4.3.18) контролируют визуально, методами неразрушающего контроля, установленными нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта, и универсальным измерительным инструментом. Для целей подтверждения соответствия (перечисления а)-в), е) 4.3.18) испытания проводят на четырех образцах, отобранных по 6.19.
6.3 Качество механической разделки (4.3.6, 4.3.7, 4.3.8) и исправления дефектов электродуговой сваркой (4.3.8, 4.3.9) контролируют визуально, засверловкой или подрубкой металла (выборочно, по указанию представителя службы технического контроля изготовителя) и методами неразрушающего контроля, установленными нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта. При периодических испытаниях качество исправления дефектов электродуговой сваркой (4.3.8) контролируют под оптическим микроскопом при увеличениях кратностью до 25 на макрошлифах, вырезанных в местах исправления дефектов электродуговой сваркой. Места контроля качества исправления дефектов электродуговой сваркой и их количество устанавливает представитель службы технического контроля изготовителя. Результат испытаний считают отрицательным, если хотя бы в одном из проверяемых мест присутствуют дефекты, указанные в 4.3.8.
6.4 Размеры деталей (4.1.6*, 4.3.10) контролируют универсальным измерительным инструментом с использованием поверочных плит по ГОСТ 10905 или при помощи координатной измерительной машины по инструкции изготовителя. При приемо-сдаточных испытаниях допускается применять шаблоны, изготовленные по предусмотренным технологией чертежам, утвержденным изготовителем, и прошедшие метрологический контроль.
________________
* Текст документа соответствует оригиналу. - .
6.5 Толщину стенок (4.1.5*) контролируют универсальным измерительным инструментом или ультразвуковыми толщиномерами по ГОСТ 28702.
________________
* Текст документа соответствует оригиналу. - .
6.6 Маркировку (4.3.11, 4.3.12, 4.7.1-4.7.3) контролируют визуально. Для целей обязательного подтверждения соответствия проверку проводят на одном образце, отобранном по 6.19.
6.7 Массу деталей (4.1.5) контролируют методом статического взвешивания на весах по ГОСТ 29329*.
_______________
* На территории Российской Федерации действует ГОСТ Р 53228-2008 "Весы для статического взвешивания. Часть 1. Метрологические и технические требования. Испытания".
6.8 Химический состав стали (4.2.1) определяют по ГОСТ 12344 - ГОСТ 12348, ГОСТ 12350 - ГОСТ 12352, ГОСТ 12355 - ГОСТ 12357, ГОСТ 18895, ГОСТ 22536.0 - ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.12.
6.9 Механические свойства стали (4.2.2) при испытании на растяжение (предел текучести, временное сопротивление, относительное удлинение, относительное сужение) определяют по ГОСТ 1497 на пропорциональных цилиндрических образцах диаметром 10 мм и начальной расчетной длиной 50 мм. При вырезке образцов из деталей допускается испытывать образцы диаметром 5 мм и начальной расчетной длиной 25 мм. Для целей подтверждения соответствия испытания проводят на образцах, изготовленных из пробного бруска от одной из плавок, из которой изготовлены образцы, отобранные по 6.19.
6.10 Ударную вязкость стали (4.2.2) контролируют по ГОСТ 9454 на образцах типа 11. Для целей подтверждения соответствия испытания проводят на образцах, изготовленных из пробного бруска от одной из плавок, из которой изготовлены образцы, отобранные по 6.19.
6.11 Излом контрольного прилива (4.2.4) контролируют визуально без применения средств увеличения путем сравнения с изломами в соответствии с приложением Б. Излом получают подрубкой контрольного прилива с широкой стороны острым зубилом на глубину от 3 до 5 мм и последующего отлома ударами. Допускается производить отлом контрольного прилива пневматическим зубилом с упором рубящей кромки в его верхнюю часть. Подрез контрольного прилива перед отломом, его подрубка с двух противоположных сторон, с угла, или с четырех сторон не допускаются. Для целей подтверждения соответствия испытания проводят на четырех образцах, отобранных по 6.19.
6.12 Микроструктуру стали (4.2.5) контролируют визуально на шлифах под оптическим микроскопом при увеличениях кратностью 100х и 500х. Шлифы для контроля микроструктуры вырезают из зоны внутренних радиусов проемов для колесных пар для рам и из зоны нижнего пояса для балок. Площадь сечения шлифов должна быть не менее 1 см![]() . Оценку микроструктуры проводят по шкале в соответствии с приложением В. Величину зерна определяют методом сравнения с эталонными шкалами по ГОСТ 5639 (подраздел 3.3). Допускается определять величину зерна методом подсчета зерен по ГОСТ 5639 (подраздел 3.4). Для целей подтверждения соответствия испытания проводят на одном образце, отобранном по 6.19.
. Оценку микроструктуры проводят по шкале в соответствии с приложением В. Величину зерна определяют методом сравнения с эталонными шкалами по ГОСТ 5639 (подраздел 3.3). Допускается определять величину зерна методом подсчета зерен по ГОСТ 5639 (подраздел 3.4). Для целей подтверждения соответствия испытания проводят на одном образце, отобранном по 6.19.
6.13 Размеры и расположение внутренних литейных дефектов (4.3.5, 4.4.1.3) и дефектов внутренних поверхностей (4.3.4, 4.4.1.1, 4.4.1.2) контролируют визуально и универсальным измерительным инструментом при порезке деталей по сечениям, указанным в конструкторской документации. Окончательную порезку по сечениям производят механическим способом.
6.14 Проведение термической обработки (4.2.3) контролируют путем проверки наличия записей о проведении термической обработки в документе, сопровождающем каждую деталь (в соответствии с 5.2.1).
6.15 Статическую прочность (4.1.1.2) определяют методом, установленным нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта. За результат испытаний принимают средние арифметические значения величин суммарных напряжений в каждой одноименной точке измерений, полученных при испытаниях трех деталей.
6.16 Величину воспринимаемой без разрушения вертикальной статической испытательной нагрузки рам и балок (4.1.1.1) определяют методом, установленным нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта. Для целей подтверждения соответствия испытания проводят на одном образце, отобранном по 6.19.
6.17 Величину коэффициента запаса сопротивления усталости (4.1.1.3) определяют методом, установленным нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта. За результат испытаний принимают величину коэффициента запаса сопротивления усталости, рассчитанную после испытаний девяти деталей. Для целей подтверждения соответствия испытания проводят на девяти образцах, отобранных по 6.19.
6.18 Число циклов нагружения до разрушения или потери несущей способности (4.1.1.4) определяют методом, установленным нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта.
6.19 Для целей подтверждения соответствия образцы должны быть отобраны методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции (не менее 20 шт.), прошедшей приемо-сдаточные испытания.
7 Транспортирование и хранение
7.1 Транспортирование рам и балок - по группе 8 (ОЖЗ) ГОСТ 15150.
Транспортирование деталей осуществляют железнодорожным, автомобильным, речным, воздушным транспортом в крытых или открытых транспортных средствах без упаковки в соответствии с правилами, действующими на каждом виде транспорта.
7.2 Хранение рам и балок - по группе 6 (ОЖ2) ГОСТ 15150.
8 Указания по эксплуатации и ремонту
Рамы и балки в течение всего срока их эксплуатации подвергают визуальному контролю в зонах обязательного визуального контроля (см. 4.1.4), техническому обслуживанию и ремонту в соответствии с эксплуатационными и ремонтными документами разработчика конструкторской документации на раму и балку, выполненными в соответствии с ГОСТ 2.601 и ГОСТ 2.602.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие рам и балок требованиям настоящего стандарта при соблюдении требований эксплуатационной и ремонтной документации (см. раздел 8), транспортирования и хранения деталей (см. раздел 7).
9.2 Гарантийный срок эксплуатации рам и балок устанавливают договором между изготовителем и потребителем. Гарантийный срок эксплуатации должен быть не менее, чем до первого планового ремонта вагона и не должен заканчиваться в межремонтный период вагона.
Гарантийный срок эксплуатации исчисляют с даты отгрузки рам и балок изготовителем.
Приложение А (рекомендуемое). Химический состав сталей
Приложение А
(рекомендуемое)
Таблица А.1
в процентах
Марка стали | Условное обозначение | Массовая доля элементов | ||||||||||
|
|
|
|
|
|
|
|
|
|
| ||
не более | ||||||||||||
20ГФЛ | Б | 0,17 | 0,30 | 0,90 | 0,030 | 0,040 | 0,07 | 0,02 | ||||
- | - | - | 0,030 | 0,030 | - | - | - | |||||
0,25 | 0,50 | 1,40 | 0,020 | 0,020 | 0,30 | 0,30 | 0,60 | 0,13 | 0,06 | |||
20ГЛ | В | 0,17 | 0,30 | 1,10 | 0,030 | 0,040 | 0,02 | |||||
- | - | - | 0,030 | 0,030 | - | - | - | |||||
0,25 | 0,50 | 1,40 | 0,020 | 0,020 | 0,30 | 0,30 | 0,60 | 0,06 | ||||
20ГТЛ | Г | 0,17 | 0,30 | 1,00 | 0,030 | 0,040 | 0,010 | 0,02 | ||||
- | - | - | 0,030 | 0,030 | - | - | - | |||||
0,25 | 0,50 | 1,30 | 0,020 | 0,020 | 0,30 | 0,30 | 0,60 | 0,030 | 0,06 | |||
Примечание - При суммарном содержании в стали хрома, никеля и меди более 0,90% содержание углерода должно быть не более 0,24%. |
Допускаемые отклонения от требований к химическому составу не должны превышать следующих значений, в процентах по массовой доле элементов:
минус 0,02 | для углерода; |
+0,10*; минус 0,10 | для марганца; |
±0,10 | для кремния; |
+0,20 | для хрома; |
±0,03 | для ванадия; |
+0,30 | для никеля; |
минус 0,005 | для титана; |
+0,005 | для серы; |
+0,005 | для фосфора; |
+0,005 | для алюминия. |
_______________
* При массовой доле углерода не более 0,24%
Рамы и балки должны быть отлиты из стали, выплавляемой в печах (агрегатах) с основной футеровкой.
Сталь должна быть окончательно раскислена алюминием. Допускается дополнительно использовать другие раскислители (модификаторы). Жидкий металл должен быть рафинирован путем продувки его инертным газом.
Приложение Б (обязательное). Шкала изломов контрольных приливов
Приложение Б
(обязательное)
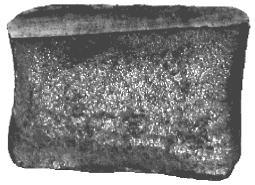
Излом контрольного прилива должен соответствовать допустимым изломам, установленным в таблице Б.1 и на рисунках Б.1-Б.15.
Таблица Б.1
Описание излома | Классификация | Рисунок |
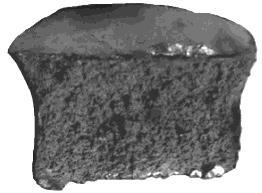
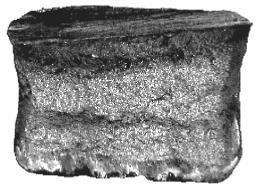
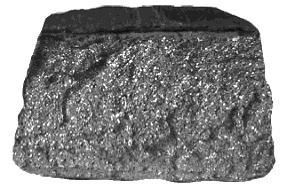
Мелкозернистый, матовый | Допустимо | Б.1-Б.3 |
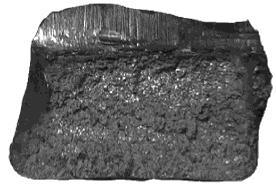
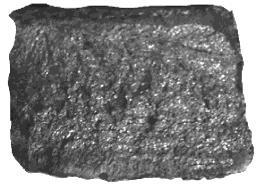
Мелкозернистый, матовый с участками металлического блеска | Не допустимо | Б.4-Б.7 |
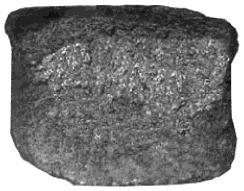
Мелкозернистый, кристаллический | Не допустимо | Б.8-Б.11 |
Среднезернистый, кристаллический | Не допустимо | Б.12, Б.13 |
Крупнозернистый, кристаллический | Не допустимо | Б.14, Б.15 |
Примечание - Изготовителю рекомендуется иметь натурные образцы изломов контрольных приливов в соответствии с данным приложением.
Рисунок Б.1 - Излом мелкозернистый, матовый

Увеличение 3х
Классификация - допустимо
Рисунок Б.1 - Излом мелкозернистый, матовый
Рисунок Б.2 - Излом мелкозернистый, матовый
Увеличение 3х
Классификация - допустимо
Рисунок Б.2 - Излом мелкозернистый, матовый
Рисунок Б.3 - Излом мелкозернистый, матовый

Увеличение 3х
Классификация - допустимо
Рисунок Б.3 - Излом мелкозернистый, матовый
Рисунок Б.4 - Излом мелкозернистый, матовый, с участками металлического блеска
Увеличение 3х
Классификация - недопустимо
Рисунок Б.4 - Излом мелкозернистый, матовый, с участками металлического блеска
Рисунок Б.5 - Излом мелкозернистый, матовый, с участками металлического блеска

Увеличение 3х
Классификация - недопустимо
Рисунок Б.5 - Излом мелкозернистый, матовый, с участками металлического блеска
Рисунок Б.6 - Излом мелкозернистый, матовый, с участками металлического блеска
Увеличение 3х
Классификация - недопустимо
Рисунок Б.6 - Излом мелкозернистый, матовый, с участками металлического блеска
Рисунок Б.7 - Излом мелкозернистый, матовый, с участками металлического блеска

Увеличение 3х
Классификация - недопустимо
Рисунок Б.7 - Излом мелкозернистый, матовый, с участками металлического блеска
Рисунок Б.8 - Излом мелкозернистый, кристаллический

Увеличение 3х
Классификация - недопустимо
Рисунок Б.8 - Излом мелкозернистый, кристаллический
Рисунок Б.9 - Излом мелкозернистый, кристаллический

Увеличение 3х
Классификация - недопустимо
Рисунок Б.9 - Излом мелкозернистый, кристаллический
Рисунок Б.10 - Излом мелкозернистый, кристаллический
Увеличение 3х
Классификация - недопустимо
Рисунок Б.10 - Излом мелкозернистый, кристаллический
Рисунок Б.11 - Излом мелкозернистый, кристаллический
Увеличение 3х
Классификация - недопустимо
Рисунок Б.11 - Излом мелкозернистый, кристаллический
Рисунок Б.12 - Излом среднезернистый, кристаллический
Увеличение 3х
Классификация - недопустимо
Рисунок Б.12 - Излом среднезернистый, кристаллический
Рисунок Б.13 - Излом среднезернистый, кристаллический
Увеличение 3х
Классификация - недопустимо
Рисунок Б.13 - Излом среднезернистый, кристаллический
Рисунок Б.14 - Излом крупнозернистый, кристаллический

Увеличение 3х
Классификация - недопустимо
Рисунок Б.14 - Излом крупнозернистый, кристаллический
Рисунок Б.15 - Излом крупнозернистый, кристаллический

Увеличение 3х
Классификация - недопустимо
Рисунок Б.15 - Излом крупнозернистый, кристаллический
Приложение В (обязательное). Шкала микроструктур
Приложение В
(обязательное)
Микроструктура стали рам и балок должна соответствовать допустимым микроструктурам, установленным в таблице В.1 и на рисунках В.1-В.27.
Таблица В.1
Описание микроструктуры | Классификация | Рисунок |
Феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих | Допустимо | В.1-В.3 |
Феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита | Допустимо | В.4, В.5 |
Феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки | Допустимо | В.6-В.11 |
Феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов | Допустимо | В.12-В.14 |
Феррито-перлитная, с игольчатыми выделениями феррита по границам крупных аустенитных зерен первичной кристаллизации (микроструктура литой стали) | Недопустимо | В.15 |
Феррито-перлитная, с игольчатыми выделениями феррита по границам крупных аустенитных зерен первичной кристаллизации, а также местами с выделениями феррита видманштеттова строения (микроструктура литой стали) | Недопустимо | В.16 |
Феррито-перлитная, крупнозернистая, неоднородная, с крупными аустенитными зернами первичной кристаллизации (микроструктура литой стали) | Недопустимо | В.17 |
Феррито-перлитная, с выделениями игольчатого феррита. Фазовая и структурная перекристаллизация отсутствует (микроструктура литой стали) | Недопустимо | В.18 |
Феррито-перлитная. Сохранились границы крупных аустенитных зерен первичной кристаллизации, внутри которых в значительной степени коагулировал перлит (микроструктура недогретой стали) | Недопустимо | В.19 |
Феррито-перлитная неоднородная, присутствуют участки исходной видманштеттовой структуры. Неполная фазовая и структурная перекристаллизация литой стали при нагреве до температур межкритического интервала (микроструктура недогретой стали) | Недопустимо | В.20 |
Феррито-перлитная, с выделением феррита по границам аустенитных зерен первичной кристаллизации (микроструктура недогретой стали) | Недопустимо | В.21 |
Феррито-перлитная, с выделением феррита по границам аустенитных зерен первичной кристаллизации, присутствует исходная видманштеттова структура (микроструктура недогретой стали) | Недопустимо | В.22 |
Феррито-перлитная, с выделением перлита по границам аустенитных зерен первичной кристаллизации (микроструктура недогретой стали) | Недопустимо | В.23 |
Феррито-перлитная, с выделениями крупноигольчатого феррита видмаштеттова строения (микроструктура перегретой стали) | Допустимо | В.24 |
Феррито-перлитная, крупнозернистая, с выделениями феррита видманштеттова строения. Полная фазовая и структурная перекристаллизация (микроструктура перегретой стали) | Допустимо | В.25 |
Феррито-перлитная, крупнозернистая. Крупные зерна аустенита первичной кристаллизации окружены мелкими неравноосными ферритными зернами. Полная фазовая и структурная перекристаллизация (микроструктура перегретой стали) | Допустимо | В.26 |
Феррито-перлитная с колониями перлита и выделениями феррита видманштеттова строения по границам зерен аустенита первичной кристаллизации. Полная фазовая и структурная перекристаллизация (микроструктура перегретой стали) | Недопустимо | В.27 |
Рисунок В.1 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
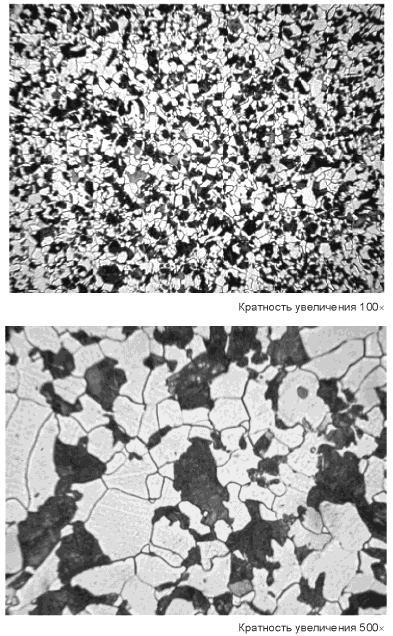
Классификация - допустимо
Рисунок В.1 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
Рисунок В.2 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
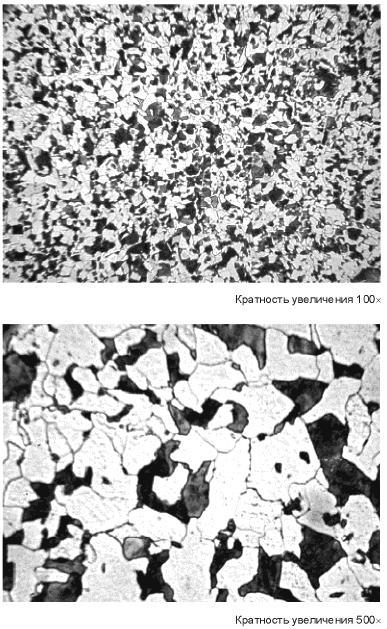
Классификация - допустимо
Рисунок В.2 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
Рисунок В.3 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
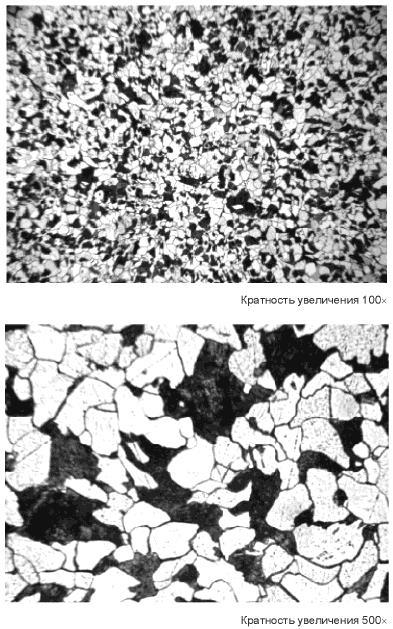
Классификация - допустимо
Рисунок В.3 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
Рисунок В.4 - Микроструктура феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита
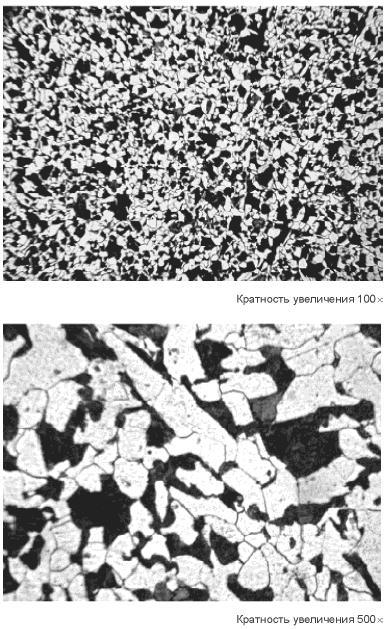
Классификация - допустимо
Рисунок В.4 - Микроструктура феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита
Рисунок В.5 - Микроструктура феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита
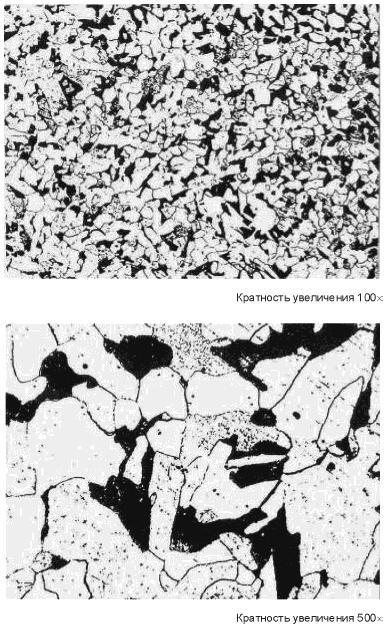
Классификация - допустимо
Рисунок В.5 - Микроструктура феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита
Рисунок В.6 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
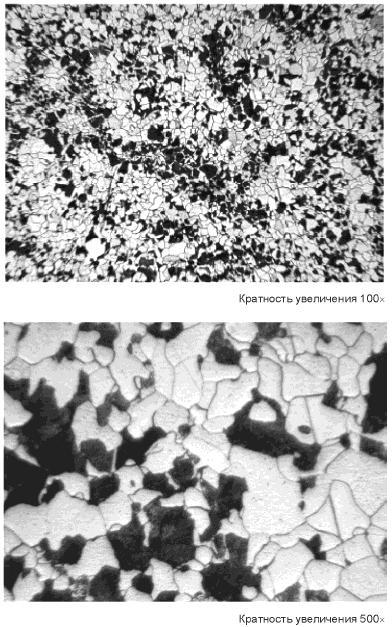
Классификация - допустимо
Рисунок В.6 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок В.7 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
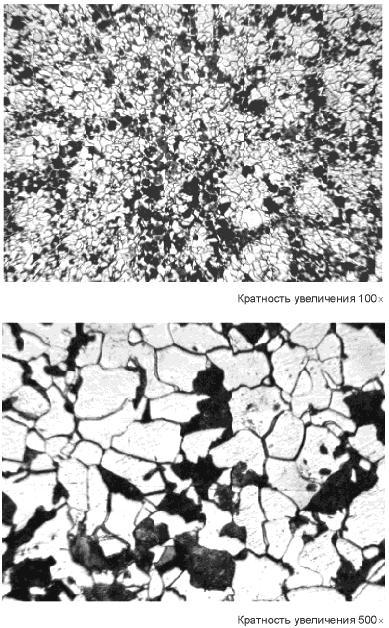
Классификация - допустимо
Рисунок В.7 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок В.8 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
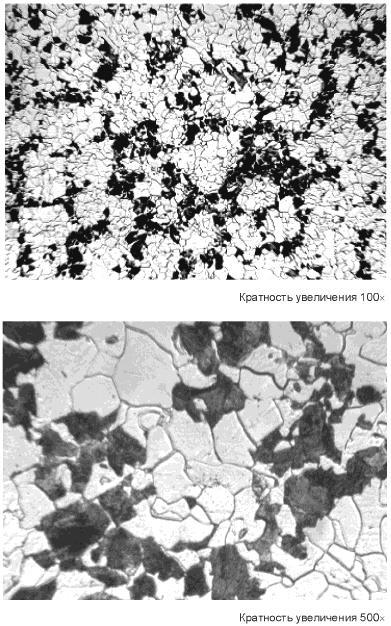
Классификация - допустимо
Рисунок В.8 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок В.9 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
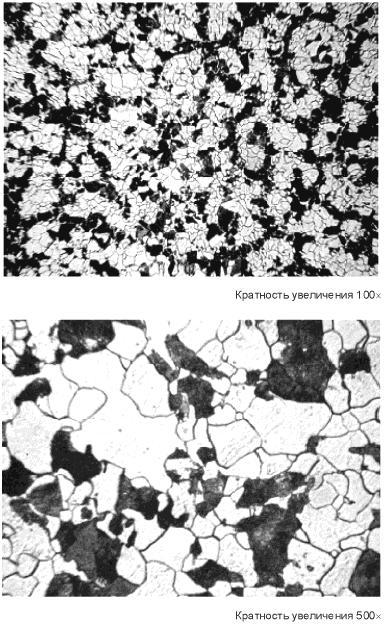
Классификация - допустимо
Рисунок В.9 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок B.10 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
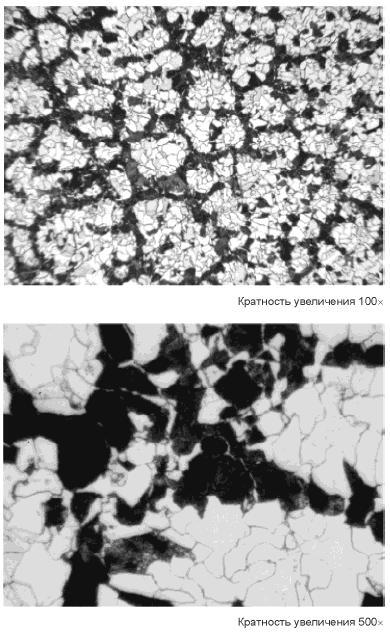
Классификация - допустимо
Рисунок B.10 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок B.11 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
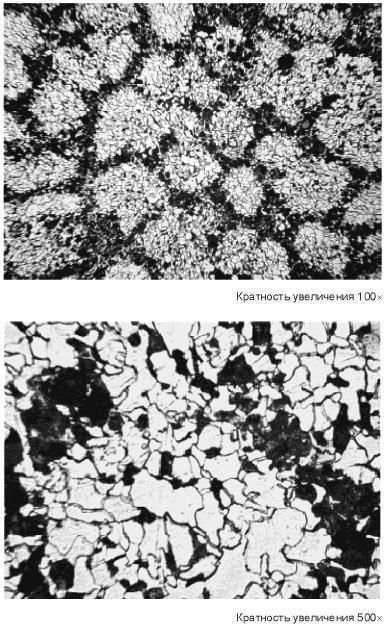
Классификация - допустимо
Рисунок B.11 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок В.12 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
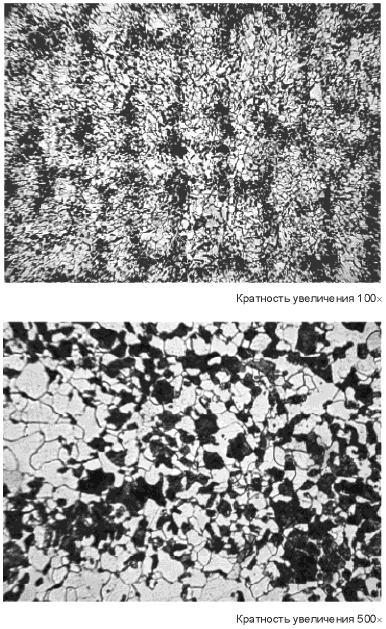
Классификация - допустимо
Рисунок В.12 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
Рисунок B.13 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
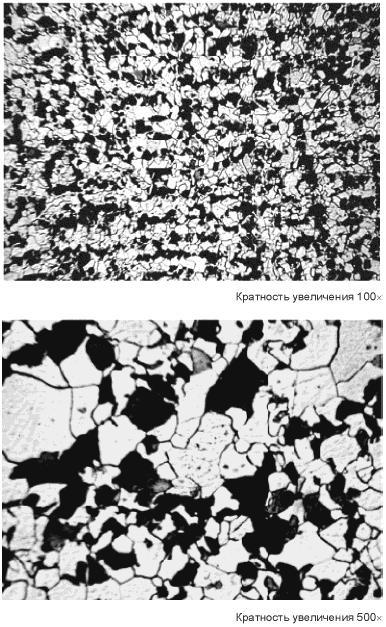
Классификация - допустимо
Рисунок B.13 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
Рисунок B.14 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
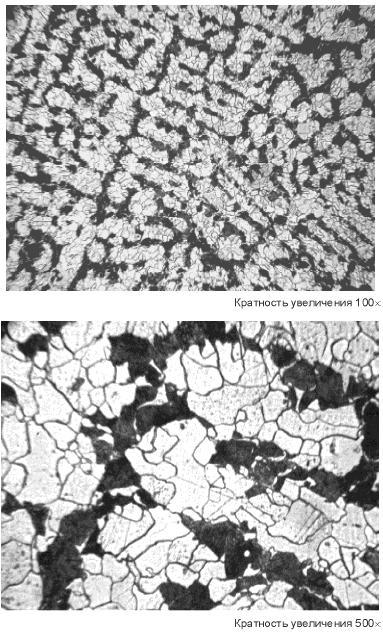
Классификация - допустимо
Рисунок B.14 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
Рисунок B.15 - Микроструктура литой стали
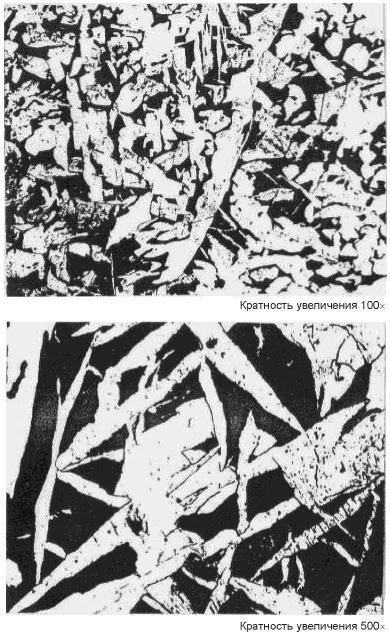
Классификация - недопустимо
Рисунок B.15 - Микроструктура литой стали
Рисунок B.16 - Микроструктура литой стали
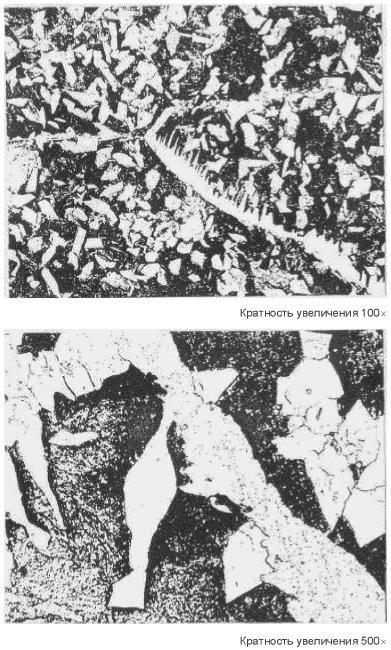
Классификация - недопустимо
Рисунок B.16 - Микроструктура литой стали
Рисунок B.17 - Микроструктура литой стали
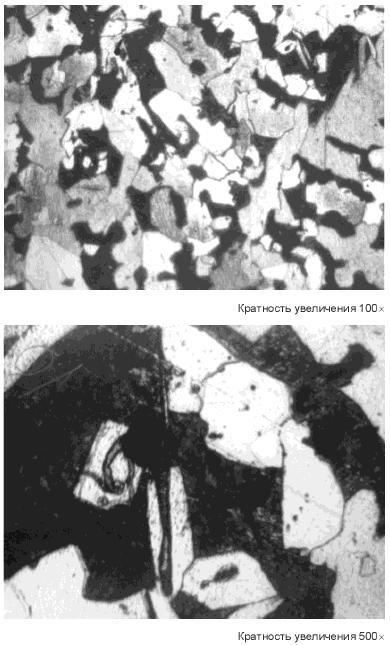
Классификация - недопустимо
Рисунок B.17 - Микроструктура литой стали
Рисунок B.18 - Микроструктура литой стали
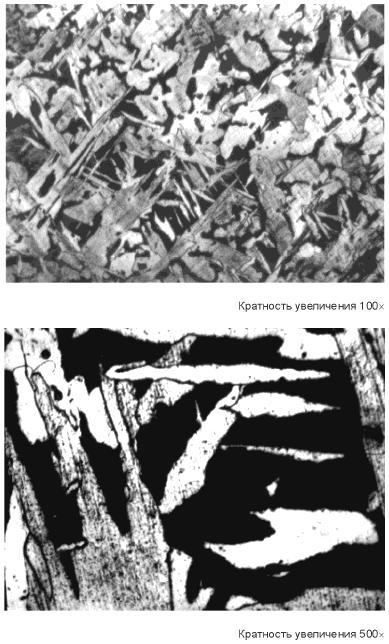
Классификация - недопустимо
Рисунок B.18 - Микроструктура литой стали
Рисунок B.19 - Микроструктура недогретой стали
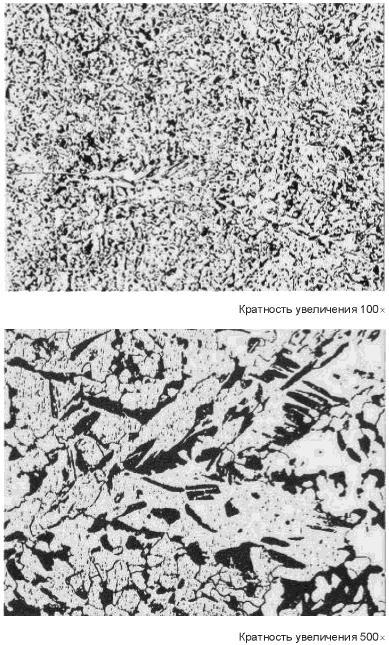
Классификация - недопустимо
Рисунок B.19 - Микроструктура недогретой стали
Рисунок В.20 - Микроструктура недогретой стали
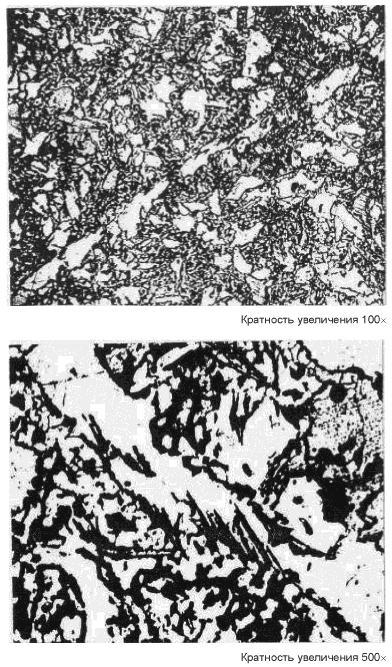
Классификация - недопустимо
Рисунок В.20 - Микроструктура недогретой стали
Рисунок В.21 - Микроструктура недогретой стали
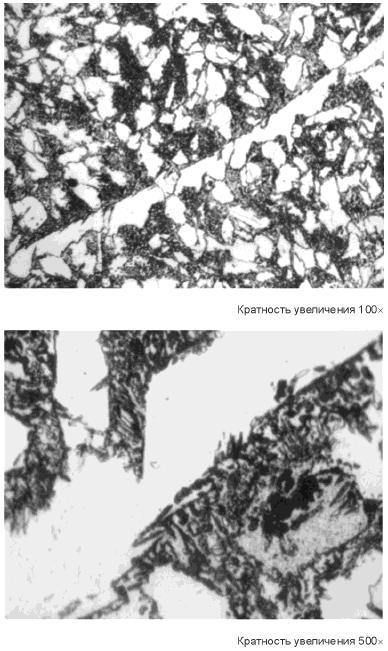
Классификация - недопустимо
Рисунок В.21 - Микроструктура недогретой стали
Рисунок В.22 - Микроструктура недогретой стали
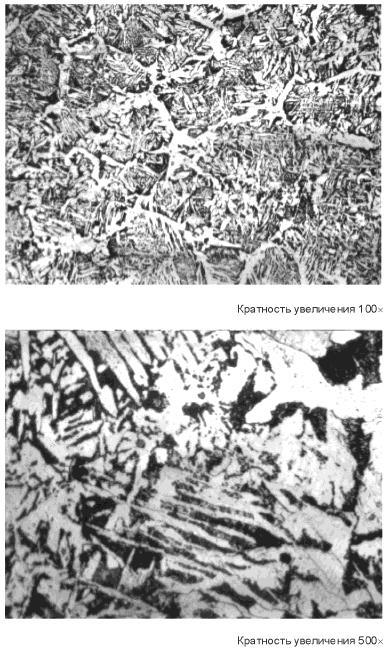
Классификация - недопустимо
Рисунок В.22 - Микроструктура недогретой стали
Рисунок В.23 - Микроструктура недогретой стали
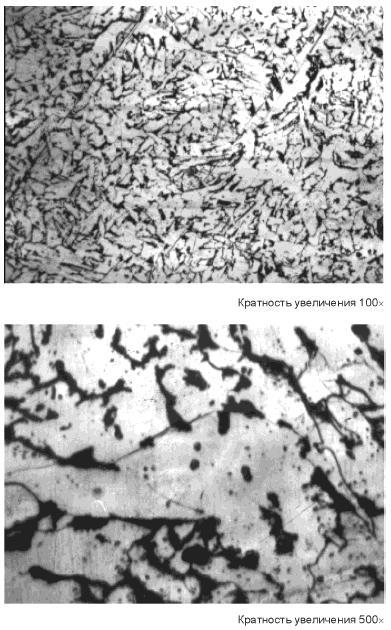
Классификация - недопустимо
Рисунок В.23 - Микроструктура недогретой стали
Рисунок В.24 - Микроструктура перегретой стали
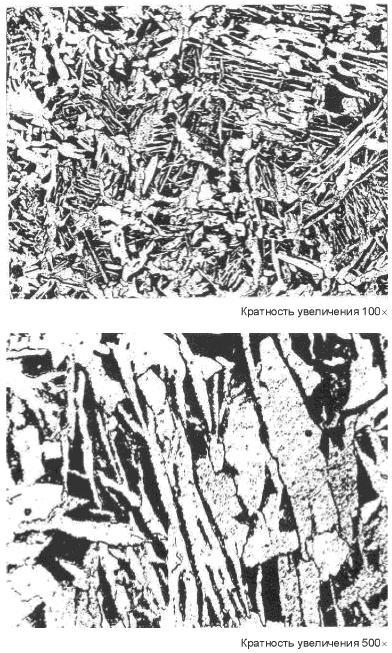
Классификация - недопустимо
Рисунок В.24 - Микроструктура перегретой стали
Рисунок В.25 - Микроструктура перегретой стали
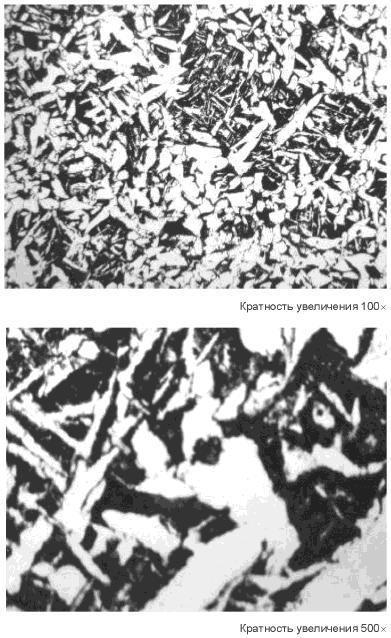
Классификация - недопустимо
Рисунок В.25 - Микроструктура перегретой стали
Рисунок В.26 - Микроструктура перегретой стали
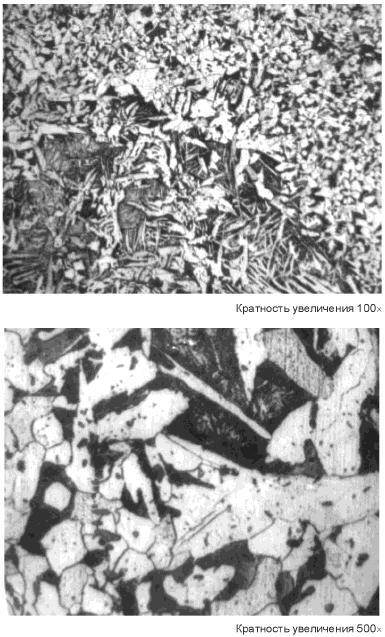
Классификация - недопустимо
Рисунок В.26 - Микроструктура перегретой стали
Рисунок В.27 - Микроструктура перегретой стали
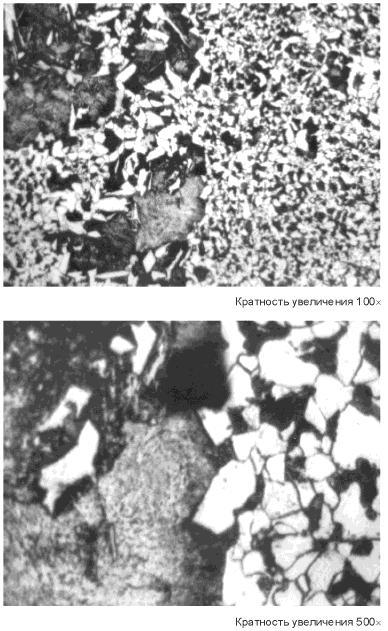
Классификация - недопустимо
Рисунок В.27 - Микроструктура перегретой стали
Библиография
[1] | Классификатор "Железнодорожные администрации" КЖА 2004* (Утвержден на 33 заседании комиссии специалистов по информатизации железнодорожного транспорта государств - участников Содружества от 20-21.09.2005) |
________________ * Документ не приводится. За дополнительной информацией обратитесь по ссылке. - . | |
[2] | Справочник "Условные коды предприятий" СЖА 1001 05* (Утвержден на 33 заседании комиссии специалистов по информатизации железнодорожного транспорта государств - участников Содружества от 20-21.09.2005) |
________________ |
__________________________________________________________________________
УДК 629.4.027.23:006.354 МКС 45.060.01 ОКП 41 1220
Ключевые слова: рама боковая, балка надрессорная, технические требования, литейные дефекты, методы испытаний
__________________________________________________________________________
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2014
ГОСТ 32400-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РАМА БОКОВАЯ И БАЛКА НАДРЕССОРНАЯ ЛИТЫЕ ТЕЛЕЖЕК ЖЕЛЕЗНОДОРОЖНЫХ ГРУЗОВЫХ ВАГОНОВ
Технические условия
Molded side frame and bolster beam of bogies for railway freight wagons. Specifications
МКС 45.060.01
ОКП 41 1220
Дата введения 2014-07-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (ОАО "ВНИИЖТ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
(Поправка. ИУС N 1-2016).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2013 г. N 2200-ст межгосударственный стандарт ГОСТ 32400-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2014 г.
5 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технического регламента "О безопасности железнодорожного подвижного состава"
6 ВВЕДЕН ВПЕРВЫЕ
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2016 год
Поправка внесена изготовителем базы данных
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
1 Область применения
Настоящий стандарт распространяется на стальные литые боковые рамы и надрессорные балки (далее - рамы и балки) двухосных трехэлементных тележек грузовых вагонов железных дорог колеи 1520 мм, требования к которым установлены в ГОСТ 9246.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2.602-95 Единая система конструкторской документации. Ремонтные документы
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 9246-2013 Тележки двухосные трехэлементные грузовых вагонов железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12348-78 Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Методы определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19200-80 Отливки из чугуна и стали. Термины и определения дефектов
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ГОСТ 28702-90 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 27.002, ГОСТ 2601, ГОСТ 19200, ГОСТ 32192, а также следующие термины с соответствующими определениями:
3.1
трехэлементная двухосная тележка: Отдельная сборочная единица грузового вагона, конструкция которой включает в себя одну надрессорную балку и две боковые рамы, опирающиеся на две колесные пары. |
3.2
боковая рама: Составная часть (деталь или сборочная единица) несущей конструкции тележки, передающая нагрузки от надрессорной балки на шейки двух осей колесных пар через буксовые узлы. |
3.3
надрессорная балка: Составная часть (деталь или сборочная единица) несущей конструкции тележки, передающая нагрузки от кузова вагона на две боковые рамы через рессорное подвешивание. |
3.4 несущая способность: Способность рамы и балки выдерживать воздействующие на деталь эксплуатационные нагрузки в трехэлементной двухосной тележке данного типа с сохранением этой способности без разрушения на всех этапах жизненного цикла до момента окончания гамма-процентного ресурса.
3.5 коэффициент запаса сопротивления усталости: Отношение величины предела выносливости натурной детали при испытаниях на усталостную прочность на базе 10![]() циклов к амплитудной нагрузке, эквивалентной повреждающему действию динамических нагрузок за назначенный срок службы и приведенной к базовому числу 10
циклов к амплитудной нагрузке, эквивалентной повреждающему действию динамических нагрузок за назначенный срок службы и приведенной к базовому числу 10![]() циклов.
циклов.
3.6 зоны А: Зоны повышенного риска отказов в боковой раме и надрессорной балке, указанные в конструкторской документации и обоснованные расчетами и испытаниями, в которых опасные отказы могут привести к переходу деталей из опасного состояния в предельное при движении тележки под вагоном в составе поезда в межремонтный период вагона.
3.7 зоны Б: Зоны повышенного риска отказов в боковой раме и надрессорной балке, указанные в конструкторской документации и обоснованные расчетами и испытаниями, в которых опасные отказы могут привести к переходу деталей из опасного состояния в предельное до истечения их гамма-процентного ресурса.
3.8 отжиг 1 рода: Вид отжига, при котором в нормализованной стали не происходят структурные изменения, связанные с фазовыми превращениями.
3.9
опасный отказ (железнодорожной техники): Событие, в результате которого железнодорожная техника переходит из исправного, работоспособного или частично работоспособного состояния в опасное состояние. |
3.10
предельное состояние (железнодорожной техники): Состояние железнодорожной техники, при котором ее дальнейшая эксплуатация недопустима или нецелесообразна на основе оценки рисков. |
3.11 излом: Потеря целостности детали.
3.12 потребитель: Юридическое лицо или индивидуальный предприниматель, приобретающий (получающий) продукцию изготовителя.
4 Технические требования
4.1 Требования к конструкции
4.1.1 Для выполнения требований надежности (по 4.6) рамы и балки должны обладать несущей способностью, обеспечивающей статическую и усталостную прочность в соответствии с 4.1.1.1-4.1.1.4:
4.1.1.1 Рама и балка должны выдерживать без разрушения восприятие вертикальной статической испытательной нагрузки величиной не менее указанной в таблице 1.
Таблица 1 - Значение вертикальной статической испытательной нагрузки
В килоньютонах (тонна-силах)
Наименование детали | При максимальной расчетной статической осевой нагрузке | ||||
196 (20) | 230,5 (23,5) | 245 (25) | 265 (27) | 294 (30) | |
Балка | 1960 (200) | 2300 (235) | 2450 (250) | 2650 (270) | 2940 (300) |
Рама | 2210 (225) | 2600 (265) | 2800 (285) | 3000 (305) | 3320 (340) |
4.1.1.2 Рама и балка должны обладать статической прочностью в соответствии с требованиями, установленными нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*.
_______________
* На территории Российской Федерации применяют "Нормы для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм (несамоходных)", утвержденные Министерством путей сообщения Российской Федерации 22 января 1996 г.
4.1.1.3 Величина коэффициента запаса сопротивления усталости должна быть не менее 1,8 при вероятности неразрушения не менее 0,95 при нагрузках по 6.17.
4.1.1.4 Число циклов нагружения до потери несущей способности детали ![]() при заданном режиме нагружения должно быть не менее определяемого по формуле
при заданном режиме нагружения должно быть не менее определяемого по формуле
 , (1)
, (1)
где ![]() - предел выносливости детали при вероятности неразрушения
- предел выносливости детали при вероятности неразрушения ![]() 0,95 при базовом числе циклов нагружения
0,95 при базовом числе циклов нагружения ![]() 10
10![]() , МПа, полученный по результатам испытаний;
, МПа, полученный по результатам испытаний;![]() - амплитуда нагружения детали при испытаниях, МПа;
- амплитуда нагружения детали при испытаниях, МПа;![]() - показатель степени кривой усталости, полученный при последнем определении величины коэффициента запаса сопротивления усталости по 4.1.1.3 (см. 5.3.1 и 5.4.1).
- показатель степени кривой усталости, полученный при последнем определении величины коэффициента запаса сопротивления усталости по 4.1.1.3 (см. 5.3.1 и 5.4.1).
4.1.2 Допуски размеров, массы отливок рам и балок, припуски на механическую обработку - по ГОСТ 26645*; не указанные в конструкторской документации литейные уклоны - по ГОСТ 3212.
_______________
* На территории Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
4.1.3 Основные размеры рам и балок, обеспечивающие возможность сборки тележки и подкатки ее под вагон, должны быть указаны в конструкторской документации.
4.1.4 Расположение зон А и Б, их геометрические размеры, расположение сечений деталей для контроля внутренних литейных дефектов и дефектов внутренних поверхностей, схема установки датчиков для измерения механических напряжений при испытаниях, расположение и размеры зон обязательного неразрушающего контроля, места измерения толщины стенок должны быть указаны в конструкторской и технологической документации. В эксплуатационных документах на раму и балку, выполненных в соответствии с требованиями ГОСТ 2.601, должны быть указаны расположение и геометрические размеры зон обязательного визуального контроля при технических осмотрах.
4.1.5 В конструкции рам и балок должны быть предусмотрены контрольные приливы в количестве четырех штук для контроля качества термической обработки. Контрольные приливы должны иметь форму усеченной пирамиды высотой 25 мм с основанием 15х20 мм. Места расположения приливов должны быть указаны в конструкторской документации.
4.2 Требования к материалам
4.2.1 Рекомендуемые марки стали, применяемые для изготовления рам и балок, приведены в приложении А. Допускается применение других марок сталей при условии выполнения остальных требований настоящего стандарта.
4.2.2 Механические свойства стали после окончательной термической обработки деталей должны соответствовать значениям, указанным в таблице 2.
Таблица 2 - Механические свойства стали
Категория свойств | Предел текучести | Временное сопротивление | Относительное удлинение | Относительное сужение | Ударная вязкость |
не менее | |||||
1 | 300 | 500 | 20,0 | 35,0 | 170* |
2 | 343 | 510 | 18,0 | 30,0 | 200** |
* До 31.12.2015. |
4.2.3 Рамы и балки должны быть подвергнуты термической обработке - нормализации или нормализации с отжигом I рода. Для рам рекомендуется проводить вторую термическую обработку. Для получения требуемых механических свойств стали согласно 4.2.2 и оптимизации свойств металла в зонах исправления дефектов сваркой допускается проведение повторной термической обработки - нормализации или нормализации с отжигом I рода. Общее число термических обработок должно быть не более трех. Число отжигов I рода не ограничено.
4.2.4 Излом контрольного прилива должен быть мелкозернистым, матовым в соответствии с приложением Б.
4.2.5 Микроструктура стали должна быть феррито-перлитной в соответствии с приложением В. Величина зерна должна быть не менее номера 8 по ГОСТ 5639.
4.3 Общие требования к отливкам
4.3.1 Отливки рам и балок должны быть обрублены и очищены от пригара и окалины. Для визуального контроля на наличие литейных дефектов наружные поверхности отливки должны быть предварительно очищены от пригара до проведения термической обработки. Питатели и прибыли должны быть удалены в соответствии с ГОСТ 977 (пункты 3.5, 3.6).
Наличие пригара и окалины на наружных поверхностях отливок не допускается.
Допускается наличие пригара и окалины в труднодоступных для очистки внутренних полостях.
4.3.2 Наличие зарезов, острых кромок, заусенцев не допускается. Зарезы должны быть сглажены, острые кромки притуплены, заусенцы удалены. Удаление указанных дефектов производят механическими способами.
4.3.3 Во внутренних полостях отливок в углах сопряжения стенок допускается наличие неудаляемых технологических ребер, установленных технологической документацией.
4.3.4 Во внутренних полостях отливок в местах стыков стержней допускаются без удаления несплошные заливы в соответствии с ГОСТ 977 (пункт 3.8). Заливы в отверстиях под шкворень и в отверстиях водостока по нижнему поясу отливок не допускаются.
4.3.5 В отливках рам и балок допускаются внутренние дефекты - усадочные раковины и рыхлоты, усадочная пористость, газовые раковины, не выходящие на поверхности, если площадь дефекта не превышает 30,0% от площади круга, вписанного в поперечное сечение данного элемента детали, кроме зон внутренних радиусов проемов для колесных пар и зон радиусов в нижних углах рессорного проема. Допускается наличие усадочных дефектов, выходящих на поверхность в неудаляемых прибылях.
4.3.6 Исправление дефектов глубиной не более величины допуска толщины стенки производят расчисткой. Исправление дефектов глубиной более величины допуска толщины стенки производят электродуговой сваркой. Перед сваркой разделку дефектов производят механическим способом. Глубина разделки дефектов должна быть не более 1/3 толщины стенки отливки.
Разделку дефектов и их исправление электродуговой сваркой производят в соответствии с инструкцией изготовителя. Применяемые для исправления дефектов сварочные материалы, технология наплавки должны обеспечивать получение механических свойств наплавленного металла не менее, чем механические свойства основного металла.
4.3.7 Места заварки дефектов должны быть зачищены механическим способом заподлицо с телом отливки.
4.3.8 Качество механической разделки дефектов под заварку, качество заварки подлежат контролю с регистрацией в документации изготовителя и должны быть удостоверены постановкой клейма службы технического контроля изготовителя в местах, установленных конструкторской документацией.
В местах исправления дефектов электродуговой сваркой не допускаются:
- трещины любых размеров, видов и направлений, расположенные в наплавленном металле, в зоне сплавления и в зоне термического влияния;
- непровар;
- скопление пор, усадочных раковин, свищи;
- одиночные поры и усадочные раковины величиной более 1,5 мм;
- шлаковые включения.
4.3.9 После исправления дефектов в зонах обязательного неразрушающего контроля и последующей термической обработки отливки подлежат повторному неразрушающему контролю в зонах обязательного неразрушающего контроля.
4.3.10 Отклонения размеров отливок в местах отрезки элементов литниковой системы не должны превышать предельных отклонений, установленных в конструкторской документации для размеров в этих местах.
4.3.11 При недоливах и (или) механических повреждениях порядкового номера отливки допускается исправление его элементов методом наплавки до окончательной термической обработки при условии отсутствия указанных повреждений у соответствующих элементов дублирующего номера.
4.3.12 Допускается восстановление методом наплавки до окончательной термической обработки недолитых и (или) поврежденных знаков маркировки по 4.7, кроме указанных в 4.3.11.
4.3.13 На необрабатываемых поверхностях отливок допускаются без исправления дефекты в соответствии с 4.3.13.1-4.3.13.5.
4.3.13.1 Газовая пористость на поверхности верхних поясов рам и балок вне зон А и Б при диаметре пор не более 2,0 мм, глубине - не более 5,0 мм, числе пор - не более трех на 1 см![]() поверхности. Площадь таких участков не более 20 см
поверхности. Площадь таких участков не более 20 см![]() , расстояние между участками не менее 50 мм. Число таких участков на одной отливке не более пяти.
, расстояние между участками не менее 50 мм. Число таких участков на одной отливке не более пяти.
4.3.13.2 Газовая пористость на остальных поверхностях отливок, кроме внутренних углов проемов для колесных пар и зон радиусов в нижних углах рессорного проема рам при диаметре пор не более 1,5 мм, глубине - не более 2,0 мм, количестве пор - не более трех штук на 1,0 см![]() поверхности. Площадь таких участков должна быть не более 25 см
поверхности. Площадь таких участков должна быть не более 25 см![]() , расстояние между участками - не менее 50,0 мм, число участков - не более трех на каждой стороне отливки от ее поперечной оси симметрии.
, расстояние между участками - не менее 50,0 мм, число участков - не более трех на каждой стороне отливки от ее поперечной оси симметрии.
4.3.13.3 Утяжины в углах сопряжения стенок глубиной не более 3,0 мм и протяженностью не более 60 мм.
4.3.13.4 Местное утонение стенок и ребер, не совпадающих в одном поперечном сечении отливки, составляющее не более 10% наименьшей толщины, кроме стенок и ребер, расположенных в зонах А и Б. Для балок площадь единичного местного утонения должна быть не более 80 см![]() . Общая площадь таких участков на балке должна быть не более 150 см
. Общая площадь таких участков на балке должна быть не более 150 см![]() . Для рам площадь единичного местного утонения должна быть не более 20 см
. Для рам площадь единичного местного утонения должна быть не более 20 см![]() . Общая площадь таких участков на раме боковой должна быть не более 150 см
. Общая площадь таких участков на раме боковой должна быть не более 150 см![]() . В зонах утонения поверхностные и внутренние дефекты не допускаются.
. В зонах утонения поверхностные и внутренние дефекты не допускаются.
4.3.13.5 Недоливы отбуртовок технологических окон при их величине по толщине отбуртовки не более 10% номинального размера и суммарной длине недолитых участков каждой отбуртовки не более 30% ее длины.
4.3.14 На механически обработанных поверхностях деталей допускаются без исправления дефекты в соответствии с 4.3.14.1-4.3.14.3.
4.3.14.1 Следы выхода режущего инструмента глубиной не более 0,3 мм и шириной не более 1,0 мм.
4.3.14.2 Черноты, не выходящие на кромки обрабатываемой поверхности, глубиной не более 0,5 мм и площадью не более 25% от общей площади обрабатываемой поверхности.
4.3.14.3 Газовая пористость общей площадью не более 5% от площади обрабатываемой поверхности. Диаметр пор должен быть не более 1,5 мм, глубина пор не более 2,0 мм, количество пор должно быть не более двух на 1,0 см![]() .
.
4.3.15 На необрабатываемых поверхностях отливок подлежат исправлению до термической обработки дефекты в соответствии с 4.3.15.1 и 4.3.15.2.
4.3.15.1 Утяжины в углах сопряжения стенок глубиной более 3,0 мм и длиной не более 60 мм с разделкой на глубину до чистого металла. Глубина разделки должна быть не более 1/3 толщины стенки детали. Исправление следует производить электродуговой сваркой не менее чем в два слоя.
Примечание - За длину дефекта принимают расстояние между двумя наиболее удаленными его краями. Прерывистые дефекты при расстоянии между ними, превышающем наибольшую длину дефекта, следует считать отдельными дефектами.
4.3.15.2 Недоливы фиксаторов положения упругих элементов исправляют наплавкой или приваркой.
4.3.16 На необрабатываемых поверхностях отливок подлежат исправлению без последующей термической обработки газовые, песчаные и усадочные дефекты на всех наружных поверхностях, кроме поверхностей внутренних радиусов проемов для колесных пар боковых рам и прилегающих к ним поверхностей боковых стенок на расстояние до 10 мм от кромок радиусов, глубиной не более величины допуска толщины стенки, расположенные в разных сечениях, но не более четырех дефектов на каждой стороне отливки от ее поперечной оси симметрии. Дефекты подлежат исправлению расчисткой. Размер расчистки в наибольшем измерении должен быть не более 25 мм.
4.3.17 На механически обработанных поверхностях деталей подлежат исправлению без последующей термической обработки дефекты в соответствии с 4.3.17.1 и 4.3.17.2.
4.3.17.1 Газовые, песчаные и усадочные раковины глубиной не более 3 мм подлежат исправлению расчисткой. Размер расчистки в наибольшем измерении должен быть не более 25 мм.
4.3.17.2 Газовые, песчаные и усадочные раковины глубиной более 3 мм должны быть разделаны и заварены без повторной термической обработки, зачищены заподлицо с обработанной поверхностью, если объем одной наплавки не более 5 см![]() , а толщина стенки после разделки составляет не менее 1/3 минимальной толщины стенки при общем объеме наплавленного металла не более 15 см
, а толщина стенки после разделки составляет не менее 1/3 минимальной толщины стенки при общем объеме наплавленного металла не более 15 см![]() . При площади поперечного сечения разделки более 1 см
. При площади поперечного сечения разделки более 1 см![]() исправление раковин производить электродуговой сваркой не менее, чем в два слоя. При площади поперечного сечения разделки менее 1 см
исправление раковин производить электродуговой сваркой не менее, чем в два слоя. При площади поперечного сечения разделки менее 1 см![]() исправление раковин производить электродуговой сваркой с наложением отжигающего валика. Расстояние от исправляемого дефекта до кромки опорной поверхности со стороны радиусов, образующих проем для колесной пары боковой рамы, должно быть не менее 15 мм. Площадь единичного дефекта после механической разделки должна составлять не более 7,5 см
исправление раковин производить электродуговой сваркой с наложением отжигающего валика. Расстояние от исправляемого дефекта до кромки опорной поверхности со стороны радиусов, образующих проем для колесной пары боковой рамы, должно быть не менее 15 мм. Площадь единичного дефекта после механической разделки должна составлять не более 7,5 см![]() при суммарной площади разделанных дефектов не более 22,5 см
при суммарной площади разделанных дефектов не более 22,5 см![]() .
.
4.3.18 На отливках не допускаются следующие литейные дефекты:
а) горячие трещины длиной более 50 мм;
б) горячие трещины длиной более 30 мм, расположенные в зонах внутренних радиусов проемов для колесных пар и на прилегающих к ним на расстояние до 10 мм от кромок радиусов боковых поверхностей боковых рам;
в) утяжины на наружных поверхностях в зонах А рам и балок и в зонах Б рам;
г) непровар холодильников и жеребеек;
д) сквозные литейные дефекты;
е) поверхностная сосредоточенная пористость, превышающая пористость по 4.3.13.1, 4.3.13.2, 4.3.14.3.
4.4 Требования к рамам
4.4.1 Допускаются без исправления дефекты в соответствии с 4.4.1.1-4.4.1.4.
4.4.1.1 Одна газовая или усадочная раковина диаметром не более 5 мм и глубиной не более 5 мм, расположенная в углах поддомкратной подушки во внутренней полости детали и не более четырех газовых или усадочных раковин диаметром не более 3 мм и глубиной не более 5 мм, расположенных в углах сопряжения ребер с направляющими челюстями проемов для колесных пар.
4.4.1.2 Газовые и усадочные раковины, расположенные на внутренних поверхностях в углах сопряжения стенок, кроме зон А и Б, диаметром не более 3 мм при расстоянии между раковинами не менее 30 мм.
4.4.1.3 Газовые и усадочные раковины, усадочные рыхлоты и пористость, расположенные в зонах внутренних радиусов проемов для колесных пар и на прилегающих к ним на расстояние до 10 мм боковых поверхностях, а также в зонах радиусов в нижних углах рессорного проема, не выходящие на внутренние поверхности детали и расположенные на расстоянии не менее 8 мм от наружных поверхностей. Протяженность дефекта в наибольшем измерении должна быть не более 10 мм, число дефектов - не более одного в сечении по 4.1.7.
4.4.1.4 Усадочные раковины в отверстиях кронштейнов подвески триангелей без выхода их на кромки отверстия при остаточной толщине стенки не менее 5,0 мм. Общая площадь раковин должна быть не более 5 см![]() на одно отверстие.
на одно отверстие.
4.4.2 До проведения термической обработки подлежат исправлению дефекты в соответствии с 4.4.2.1-4.4.2.7.
4.4.2.1 Газовые, песчаные и усадочные раковины глубиной не более величины допуска толщины стенки, расположенные в разных сечениях в зонах внутренних радиусов проемов для колесных пар и на прилегающих к ним на расстояние 10 мм от кромок радиусов боковых поверхностей, а также в зонах радиусов в нижних углах рессорного проема, подлежат исправлению расчисткой. Размер расчистки в наибольшем измерении должен быть не более 25 мм. Число раковин должно быть не более двух на каждый проем для колесных пар.
4.4.2.2 Поверхностные дефекты, кроме горячих трещин, глубиной более величины допуска толщины стенки, расположенные вне зон А и Б, при расстоянии между дефектами не менее максимального размера дефекта, подлежат исправлению электродуговой сваркой. Размер разделки дефекта в наибольшем измерении должен быть не более 50 мм при глубине разделки не более 1/3 минимальной допустимой толщины стенки. Общий объем наплавленного металла должен быть не более 120 см![]() . Число дефектов - не более трех на каждой стороне детали от ее поперечной оси симметрии.
. Число дефектов - не более трех на каждой стороне детали от ее поперечной оси симметрии.
4.4.2.3 Поверхностные дефекты, кроме горячих трещин, глубиной более величины допуска толщины стенки, расположенные в зонах А, кроме зоны радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не менее 10 мм от кромок радиусов, подлежат исправлению электродуговой сваркой. Расстояние между дефектами должно быть не менее максимального размера дефекта. Размер разделки дефекта в наибольшем измерении должен быть не более 40 мм при глубине разделки дефекта механическим способом не более 1/3 толщины стенки. Общий объем наплавленного металла должен быть не более 40 см![]() .
.
4.4.2.4 Поверхностные дефекты, кроме горячих трещин, расположенные в зонах радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не более 10 мм от кромок радиусов, подлежат исправлению электродуговой сваркой. Размер разделки дефектов механическим способом в наибольшем измерении должен быть не более 30 мм при глубине разделки не более 1/3 от толщины стенки. Общий объем наплавленного металла должен быть не более 20 см![]() . Общее число дефектов в зонах А (включая зоны радиусов) должно быть не более четырех штук на каждую сторону от поперечной оси детали.
. Общее число дефектов в зонах А (включая зоны радиусов) должно быть не более четырех штук на каждую сторону от поперечной оси детали.
4.4.2.5 Поверхностные дефекты, кроме горячих трещин, глубиной более величины допуска толщины стенки, расположенные в зонах Б при расстоянии между дефектами не менее максимального размера дефекта подлежат исправлению электродуговой сваркой. Размер разделки дефекта в наибольшем измерении должен быть не более 40 мм при глубине разделки не более 1/3 толщины стенки. Общий объем наплавленного металла должен быть не более 60 см![]() . Число дефектов должно быть не более четырех штук на каждую сторону от поперечной оси симметрии детали.
. Число дефектов должно быть не более четырех штук на каждую сторону от поперечной оси симметрии детали.
4.4.2.6 Горячие трещины длиной не более 30 мм, расположенные в зонах радиусов проемов для колесных пар и на расстоянии не более 10 мм от кромок радиусов, и горячие трещины длиной не более 50,0 мм, расположенные вне зон радиусов проемов для колесных пар и прилегающих к ним на расстояние не более 10 мм от кромки радиусов боковых поверхностей боковых рам, подлежат исправлению электродуговой сваркой не менее чем в два слоя. Глубина разделки трещин до чистого металла должна быть не более 1/3 толщины стенки детали.
4.4.2.7 Недоливы отбуртовок технологических окон с наружной стороны общей протяженностью не более 1/3 их длины подлежат исправлению электродуговой сваркой.
4.4.3 После проведения термической обработки подлежат исправлению электродуговой сваркой с повторной термической обработкой дефекты в соответствии с 4.4.3.1-4.4.3.3.
4.4.3.1 Поверхностные дефекты в зонах А, если объем единичной наплавки составляет не более 5 см![]() при глубине механической разделки не более 1/3 толщины стенки и общем объеме наплавки не более 20 см
при глубине механической разделки не более 1/3 толщины стенки и общем объеме наплавки не более 20 см![]() . В зонах радиусов, образующих проем для колесной пары, объем единичной наплавки должен быть не более 3 см
. В зонах радиусов, образующих проем для колесной пары, объем единичной наплавки должен быть не более 3 см![]() при глубине механической разделки не более 1/3 толщины стенки. Общий объем наплавки должен быть не более 10 см
при глубине механической разделки не более 1/3 толщины стенки. Общий объем наплавки должен быть не более 10 см![]() на каждый проем для колесной пары.
на каждый проем для колесной пары.
4.4.3.2 Поверхностные дефекты в зонах Б, если объем единичной наплавки составляет не более 5 см![]() при глубине механической разделки не более 1/3 толщины стенки. Общий объем наплавленного металла должен быть не более 15 см
при глубине механической разделки не более 1/3 толщины стенки. Общий объем наплавленного металла должен быть не более 15 см![]() на каждой стороне от поперечной оси детали.
на каждой стороне от поперечной оси детали.
4.4.3.3 Поверхностные дефекты, расположенные вне зон А и Б при глубине механической разделки дефектов не более 1/3 толщины стенки. Длина наплавки между проемом для колесной пары и рессорным проемом при исправлении единичного дефекта должна быть не более 30 мм, а длина наплавки отбуртовки технологического окна должна быть не более 70 мм.
4.4.4 После проведения термической обработки подлежат исправлению без повторной термической обработки дефекты в соответствии с 4.4.4.1 и 4.4.4.2.
4.4.4.1 Поверхностные дефекты вне зон А и Б глубиной не более величины допуска толщины стенки, расположенные в разных сечениях, но не более шести дефектов на каждую сторону детали от ее поперечной оси симметрии, с учетом дефектов, исправленных по 4.4.2.2. Дефекты подлежат исправлению расчисткой. Размер расчистки дефекта в наибольшем измерении должен быть не более 25 мм.
4.4.4.2 Поверхностные дефекты вне зон А и Б, за исключением зон шириной 10 мм по периметру технологических окон, а также зон опорных поверхностей над проемами для колесных пар, при длине механической разделки в наибольшем измерении не более 40 мм и глубине не более 1/3 толщины стенки. Дефекты подлежат исправлению электродуговой сваркой. Общее число дефектов должно быть не более четырех штук на каждой стороне детали от ее поперечной оси симметрии. При исправлении дефектов допускается:
- наплавка направляющих плоскостей проемов для колесных пар с последующей механической обработкой при глубине вырубки не более 1/3 минимальной толщины стенки, объеме наплавленного металла не более 3 см![]() и числе дефектов не более двух на каждый проем для колесных пар;
и числе дефектов не более двух на каждый проем для колесных пар;
- исправление дефектов кронштейнов подвески башмаков и стенок приливов для валиков подвески башмаков, если объем наплавленного металла при исправлении единичного дефекта составляет не более 3 см![]() , а число исправляемых дефектов - не более двух на каждый кронштейн;
, а число исправляемых дефектов - не более двух на каждый кронштейн;
- исправление дефектов упоров для ограничения перемещения фрикционных клиньев и ушек в местах крепления фрикционных планок, фиксирующих положение пружин ребер подпружинной полки, если объем наплавленного металла при исправлении единичного дефекта составляет не более 3 см![]() , а число дефектов - не более двух на каждой стороне детали от ее поперечной оси симметрии.
, а число дефектов - не более двух на каждой стороне детали от ее поперечной оси симметрии.
4.4.5 Допускается правка кронштейнов рам ударным способом с предварительным нагревом в соответствии с инструкцией изготовителя.
4.5 Требования к балкам
4.5.1 До проведения термической обработки подлежат исправлению электродуговой сваркой дефекты в соответствии с 4.5.1.1-4.5.1.3.
4.5.1.1 Поверхностные дефекты, включая горячие трещины, расположенные вне зон А и Б, при размере разделки дефекта механическим способом в наибольшем измерении не более 50 мм и глубине разделки дефекта не более 1/3 от толщины стенки. Объем наплавленного металла при исправлении единичного дефекта должен быть не более 25 см![]() . Общий объем наплавленного металла должен быть не более 200 см
. Общий объем наплавленного металла должен быть не более 200 см![]() . Общее число дефектов должно быть не более пяти на каждую сторону детали от ее поперечной оси симметрии.
. Общее число дефектов должно быть не более пяти на каждую сторону детали от ее поперечной оси симметрии.
4.5.1.2 Поверхностные дефекты, включая горячие трещины, расположенные в зонах А и Б, кроме рабочей поверхности подпятника, при размере разделки дефекта механическим способом в наибольшем измерении не более 50 мм и глубине разделки не более 1/3 толщины стенки. Объем наплавки при исправлении единичного дефекта должен быть не более 15 см![]() . Суммарный объем наплавленного металла должен быть не более 90 см
. Суммарный объем наплавленного металла должен быть не более 90 см![]() на деталь. Число дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
на деталь. Число дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
4.5.1.3 Поверхностные дефекты, включая горячие трещины, расположенные на рабочей поверхности подпятника, при глубине вырубки не более 1/3 толщины стенки. Объем наплавленного металла при исправлении единичного дефекта после его разделки механическим способом должен быть не более 15 см![]() . Суммарный объем наплавленного металла должен быть не более 100 см
. Суммарный объем наплавленного металла должен быть не более 100 см![]() .
.
4.5.2 После проведения термической обработки подлежат исправлению электродуговой сваркой с повторной термической обработкой дефекты в соответствии с 4.5.2.1-4.5.2.3.
4.5.2.1 Поверхностные дефекты, включая горячие трещины, расположенные вне зон А и Б, кроме вертикальных стенок, при размере разделки механическим способом в наибольшем измерении не более 50 мм и глубине разделки дефектов до чистого металла не более 1/3 толщины стенки. Объем наплавки при исправлении единичного дефекта должен быть не более 15 см![]() . Общий объем наплавленного металла должен быть не более 90 см
. Общий объем наплавленного металла должен быть не более 90 см![]() . Число дефектов должно быть не более трёх на каждую сторону детали от ее поперечной оси симметрии.
. Число дефектов должно быть не более трёх на каждую сторону детали от ее поперечной оси симметрии.
4.5.2.2 Поверхностные дефекты, включая горячие трещины, расположенные на вертикальных стенках, при размере разделки механическим способом в наибольшем измерении не более 50 мм и глубине разделки не более 1/3 толщины стенки. Объем наплавки при исправлении единичного дефекта должен быть не более 8 см![]() . Суммарный объем наплавленного металла должен быть не более 40 см
. Суммарный объем наплавленного металла должен быть не более 40 см![]() . Число исправляемых дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
. Число исправляемых дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
4.5.2.3 Поверхностные дефекты, включая горячие трещины, расположенные в зонах А и Б, при размере разделки механическим способом в наибольшем измерении не более 40 мм и глубине разделки до чистого металла не более 1/3 толщины стенки. Объем наплавки при исправлении единичного дефекта должен быть не более 10 см![]() . Суммарный объем наплавленного металла должен быть не более 60 см
. Суммарный объем наплавленного металла должен быть не более 60 см![]() . Число исправляемых дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
. Число исправляемых дефектов должно быть не более трех на каждую сторону детали от ее поперечной оси симметрии.
4.5.3 После проведения термической обработки подлежат исправлению без повторной термической обработки дефекты в соответствии с 4.5.3.1-4.5.3.4.
4.5.3.1 Поверхностные дефекты, расположенные на наклонных плоскостях для фрикционного клина, в углах между ограничительными буртами и наклонными плоскостями, не выходящие на ограничительные бурты, подлежат исправлению электродуговой сваркой. Объем наплавки при исправлении единичного дефекта должен быть не более 3 см![]() . Суммарный объем наплавленного металла в зонах наклонных плоскостей для фрикционного клина должен быть не более 20 см
. Суммарный объем наплавленного металла в зонах наклонных плоскостей для фрикционного клина должен быть не более 20 см![]() .
.
4.5.3.2 Дефекты фиксаторов положения упругих элементов рессорного подвешивания и упоров, фиксирующих их положение, дефекты полочек для крепления державки "мертвой точки", подлежат исправлению электродуговой сваркой. Объем наплавленного металла при исправлении единичного дефекта должен быть не более 3 см![]() . Число исправляемых дефектов должно быть не более трех на деталь.
. Число исправляемых дефектов должно быть не более трех на деталь.
4.5.3.3 Дефекты на поверхностях верхнего пояса, кроме горячих трещин, расположенные вне зон А и Б, при размере разделки механическим способом в наибольшем измерении не более 40 мм и глубине разделки до чистого металла не более 1/3 толщины стенки, подлежат исправлению электродуговой сваркой. Число дефектов должно быть не более двух на каждую сторону детали от ее поперечной оси симметрии.
4.5.3.4 Поверхностные дефекты, включая горячие трещины, вне зон А и Б глубиной не более величины допуска толщины стенки, расположенные в разных сечениях, но не более шести дефектов на каждую сторону детали от ее поперечной оси симметрии, с учетом дефектов, исправленных по 4.3.16, подлежат исправлению расчисткой. Размер расчистки дефекта в наибольшем измерении должен быть не более 25 мм.
4.6 Требования надежности
4.6.1 Конструкция рам и балок должна обеспечивать работу деталей с гамма-процентным ресурсом, величина которого должна быть указана в конструкторской документации, с вероятностью ![]() не менее 95%.
не менее 95%.
4.6.2 Комплект конструкторской документации на рамы и балки должен содержать расчет величины гамма-процентного ресурса, выполненный в соответствии с требованиями, установленными нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*.
_______________
* На территории Российской Федерации применяют "Нормы для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм (несамоходных)", утвержденные Министерством путей сообщения Российской Федерации от 22 января 1996 г.
4.6.3 Конструкция рам и балок должна обеспечивать их эксплуатацию после возникновения опасного отказа без перехода в предельное состояние до очередного планового ремонта вагона.
Опасным отказом считают трещины в любом месте рам и балок.
Критериями предельного состояния считают:
а) для рам:
1) излом;
2) изгиб и поперечные трещины верхнего пояса;
3) предельный износ;
б) для балок:
1) излом;
2) поперечные трещины нижнего пояса и вертикальных стенок;
3) предельный износ.
4.7 Маркировка
4.7.1 На каждой раме и балке должны быть отлиты следующие знаки маркировки:
- код государства - собственника детали по классификатору, введенному Советом по железнодорожному транспорту государств - участников Содружества [1]*;
- условный номер изготовителя в рамке по справочнику, введенному Советом по железнодорожному транспорту государств - участников Содружества [2]*;
- две последние цифры (арабские) года изготовления;
- порядковый номер детали по системе нумерации изготовителя;
- условное обозначение марки стали (в соответствии с приложением А) или марка стали.
________________
* Поз. [3]-[6] см. раздел Библиография. - .
При поставке рам и балок (как собственного изготовления, так и производства сторонней организации, являющихся предметом самостоятельной поставки, и в составе изделия) на экспорт допускается маркировка кода государства - собственника путем приварки пластины слитыми или штампованными знаками маркировки государства - собственника.
4.7.2 На каждой раме и балке должен быть нанесен литым способом единый знак обращения продукции на рынке. Допускается наносить единый знак обращения продукции на рынке приваркой штампованной пластины.
4.7.3 На деталях должны быть нанесены ударным способом клейма службы технического контроля изготовителя, а также клеймо представителя потребителя при приемке им продукции в соответствии с ГОСТ 15.309 (пункт 5.1).
При исправлении дефектов электродуговой сваркой на каждой раме и балке дополнительно должны быть нанесены ударным способом клейма сварщика и службы технического контроля изготовителя (см. 4.3.8).
4.7.4 Размещение знаков маркировки, клейм и единого знака обращения продукции на рынке, размеры знаков маркировки должны быть указаны в конструкторской документации. Размеры знаков маркировки, клейм и единого знака обращения продукции на рынке должны обеспечивать их читаемость без применения специальных средств увеличения в течение назначенного ресурса рам и балок.
4.8 Правила консервации
Поверхности рам и балок, являющихся объектами самостоятельной поставки, следует подвергать консервации по согласованию с потребителем.
4.9 Комплектность
Каждую партию рам и балок сопровождают эксплуатационными документами, в том числе паспортом, удостоверяющим их соответствие требованиям настоящего стандарта и содержащим:
- наименование продукции и номер чертежа;
- наименование страны-изготовителя;
- наименование изготовителя и его реквизиты;
- число рам и балок в партии;
- порядковые номера рам и балок по системе нумерации изготовителя;
- условное обозначение марки стали (в соответствии с приложением А) или марку стали;
- химический состав;
- механические свойства;
- гамма-процентный ресурс деталей;
- обозначение настоящего стандарта.
Форму паспорта устанавливает изготовитель.
5 Правила приемки
5.1 Для контроля соответствия рам и балок требованиям настоящего стандарта проводят приемо-сдаточные, периодические и типовые испытания. Основные положения и виды испытаний - по ГОСТ 15.309.
5.2 Приемо-сдаточные испытания проводят в соответствии с 5.2.1-5.2.11.
5.2.1 К приемо-сдаточным испытаниям рамы и балки предъявляют партиями. Партия должна состоять из рам и балок одной или нескольких плавок, прошедших термическую обработку по одному режиму, регистрируемому автоматическими приборами.
Каждую деталь, предъявляемую к приемо-сдаточным испытаниям, сопровождают документом, содержащим информацию о количестве проведенных термических обработок и о местах расположения исправленных дефектов в зонах А и Б. Форму документа устанавливает изготовитель. Документ выполняют в бумажной и электронной формах. Документ подлежит учету и хранению у изготовителя в течение гамма-процентного ресурса детали и должен быть представлен потребителю по его требованию.
5.2.2 При приемо-сдаточных испытаниях контролируют:
- внешний вид по 4.3.1, 4.3.2 на каждой детали;
- отклонения размеров в местах отрезки элементов литниковой системы по 4.3.10 на каждой детали;
- поверхностные дефекты по 4.3.13.1-4.3.13.3, 4.3.13.5, 4.3.14-4.3.18, 4.4.1.4, 4.4.2-4.4.4, 4.5 на каждой детали;
- качество исправления дефектов электродуговой сваркой по 4.3.15, 4.3.17.2, 4.4.2.2-4.4.2.7, 4.4.3, 4.4.4, 4.5 и клеймо службы технического контроля по 4.3.8 на каждой детали;
- основные размеры по 4.1.3 на каждой детали, с установкой на поверочную плиту или с использованием координатной измерительной машины на одной детали из каждых 50 шт.;
- химический состав стали по 4.2.1 на одном образце от каждой плавки;
- механические свойства стали по 4.2.2 на одном образце от каждой плавки при испытании на растяжение и на двух образцах от каждой плавки при испытании на ударный изгиб;
- излом контрольного прилива по 4.2.4 на каждой детали;
- толщину стенок в местах, установленных в конструкторской документации, на одной детали из каждых 25 шт., а во внутренних радиусах проемов для колесных пар - на каждой детали;
- маркировку по 4.3.11, 4.3.12, 4.7.1-4.7.3 на каждой детали;
- проведение термической обработки по 4.2.3 на каждой детали.
5.2.3 При получении отрицательного результата контроля внешнего вида по 4.3.1, 4.3.2, отклонений размеров в местах отрезки элементов литниковой системы по 4.3.10, поверхностных дефектов по 4.3.13.1-4.3.13.3, 4.3.13.5, 4.3.14-4.3.18, 4.4.1.4, 4.4.2-4.4.4, 4.5 и качества исправления дефектов электродуговой сваркой по 4.3.15, 4.3.17.2, 4.4.2.2-4.4.2.7, 4.4.3, 4.4.4, 4.5 деталь возвращают на доработку или бракуют.
5.2.4 При получении отрицательного результата контроля основных размеров по 4.1.3 на поверочной плите или с использованием координатной измерительной машины контроль проводят на удвоенном числе деталей. При получении отрицательного результата испытаний на удвоенном числе деталей хотя бы на одной детали контроль основных размеров проводят на каждой детали до выявления и устранения причин брака.
5.2.5 Химический состав стали по 4.2.1 определяют на пробах, отбираемых по ГОСТ 7565. Допускается определять химический состав на образцах или стружке, взятых от пробного бруска или детали данной плавки, залитой в середине разливки металла. При получении отрицательного результата контроля хотя бы по одному показателю химического состава все детали данной плавки должны быть забракованы.
5.2.6 Механические свойства стали по 4.2.2 определяют на образцах, вырезанных из пробных брусков по ГОСТ 977. Термическую обработку пробных брусков проводят вместе с деталями данной плавки. Допускается проводить термическую обработку пробных брусков с деталями другой плавки, подвергаемыми термической обработке по тому же режиму, контролируемому автоматическими приборами. Результаты проверки распространяют на все детали данной плавки, прошедшие термическую обработку по одному режиму, контролируемому автоматическими приборами.
При получении отрицательных результатов испытаний хотя бы по одному показателю механических свойств по нему проводят повторные испытания на удвоенном числе образцов, изготовленных из пробных брусков той же плавки.
Если при повторных испытаниях получен отрицательный результат, детали и пробные бруски данной плавки должны быть подвергнуты повторной термической обработке или отжигу I рода с последующим определением всего комплекса механических свойств. Допускается проведение не более двух повторных термических обработок. Число отжигов I рода не ограничено. При получении отрицательных результатов детали данной плавки должны быть забракованы.
5.2.7 Показатели механических свойств стали при приемо-сдаточных испытаниях проверяют в соответствии с таблицей 2.
В качестве сдаточной величины показателя механических свойств при испытании на растяжение на удвоенном числе образцов следует принимать меньшее из полученных значений.
В качестве сдаточной величины ударной вязкости следует принимать меньшее из полученных значений.
По требованию потребителя механические свойства стали могут быть определены на образцах, вырезанных из детали. Образцы вырезают из верхнего пояса над проемом для колесных пар для рамы и из нижнего пояса из зоны А для балки. При этом минимально допустимые значения контролируемых показателей должны быть не менее 80% величины соответствующих показателей, приведенных в таблице 2.
5.2.8 Оценку излома контрольного прилива по 4.2.4 проводят по шкале в соответствии с приложением Б. При получении отрицательного результата испытаний проводят повторную термическую обработку детали. На детали, прошедшей повторную термическую обработку, излом контрольного прилива определяют на втором контрольном приливе. При получении отрицательного результата после повторной термической обработки деталь подвергают второй повторной термической обработке, при этом излом контрольного прилива определяют на третьем контрольном приливе. При недоливе контрольных приливов допускается определять излом контрольного прилива по излому металла, надрубленного в местах, указанных в конструкторской документации, с последующим восстановлением их геометрии электродуговой сваркой. При получении отрицательного результата после второй повторной термической обработки деталь должна быть забракована.
5.2.9 При получении отрицательного результата контроля толщины стенок контроль проводят на удвоенном количестве деталей. При получении отрицательного результата повторных испытаний хотя бы на одной детали толщину стенок контролируют на каждой детали до выявления причин несоответствия и их устранения.
5.2.10 При получении отрицательного результата контроля маркировки по 4.3.11, 4.3.12, 4.7.1-4.7.3 деталь должна быть забракована.
5.2.11 Проведение термической обработки контролируют по документу, сопровождающему каждую деталь (в соответствии с 5.2.1). При получении отрицательного результата контроля проведения термической обработки деталь возвращают на термическую обработку.
5.3 Периодические испытания проводят в соответствии с 5.3.1-5.3.9 на деталях, выдержавших приемо-сдаточные испытания.
5.3.1 При периодических испытаниях деталей контролируют:
- величину воспринимаемой без разрушения вертикальной статической испытательной нагрузки по 4.1.1.1 один раз в месяц на одной детали;
- массу и размеры деталей на соответствие конструкторской документации (дополнительно к контролируемым по 4.1.3 при приемо-сдаточных испытаниях) один раз в месяц на одной детали;
- размеры и расположение внутренних литейных дефектов по 4.3.5 и 4.4.1.3 и дефектов внутренних поверхностей по 4.4.1.1, 4.4.1.2, 4.3.4 определяют на каждой пятисотой детали из исправленных электродуговой сваркой и один раз в месяц на одной детали после ее испытаний по 4.1.1;
- микроструктуру стали по 4.2.5 один раз в месяц на одной детали;
- качество исправления дефектов электродуговой сваркой по 4.3.15, 4.3.17.2, 4.4.2.2-4.4.2.7, 4.4.3, 4.4.4, 4.5 на каждой пятисотой детали из исправленных;
- число циклов нагружения до потери несущей способности по 4.1.1.4 один раз в шесть месяцев на трех деталях;
- статическую прочность по 4.1.1.2 один раз в три года на трех деталях;
- величину коэффициента запаса сопротивления усталости по 4.1.1.3 один раз в три года на девяти деталях.
5.3.2 Величину воспринимаемой без разрушения вертикальной статической испытательной нагрузки по 4.1.1.1 определяют на детали, отобранной методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из партии по 5.2.1. При получении отрицательного результата величину воспринимаемой без разрушения вертикальной статической испытательной нагрузки определяют на удвоенном количестве деталей, взятых от той же партии. Если при повторных испытаниях хотя бы на одной детали получен отрицательный результат, все детали данной партии должны быть забракованы, а приемка деталей должна быть приостановлена до выяснения и устранения причин.
5.3.3 Массу и геометрические размеры (дополнительно к контролируемым по 4.1.3 при приемо-сдаточных испытаниях) проверяют на детали, отобранной методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из партии по 5.2.1. При получении отрицательного результата контроль массы и геометрических размеров проводят на удвоенном числе деталей. При получении отрицательного результата испытаний хотя бы на одной детали приемка деталей должна быть приостановлена до выяснения и устранения причин.
5.3.4 Размеры и расположение внутренних литейных дефектов по 4.3.5 и 4.4.1.3 в сечениях по 4.1.4 и дефектов внутренних поверхностей по 4.4.1.1, 4.4.1.2, 4.3.4 определяют на каждой пятисотой детали из исправленных электродуговой сваркой, отобранных по 5.3.1, и на детали, отобранной методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из партии по 5.2.1 для испытаний по 4.1.1.1. При получении отрицательных результатов контроля на детали, отобранной из пятисот исправленных электродуговой сваркой, производство деталей должно быть остановлено до выявления и устранения причин. При получении отрицательных результатов контроля на детали после испытаний по 4.1.1.1 контроль размеров и расположения внутренних литейных дефектов и дефектов внутренних поверхностей производят на удвоенном числе деталей, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) от той же партии. При получении отрицательного результата хотя бы по одной детали вся партия должна быть забракована, а приемка деталей приостановлена до установления и устранения причин брака.
5.3.5 Микроструктуру стали по 4.2.5 проверяют на детали, отобранной методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из партии по 5.2.1, после ее испытаний по 4.1.1.1. При получении отрицательного результата микроструктуру проверяют на удвоенном числе деталей, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) от той же партии. При получении отрицательного результата хотя бы на одной детали вся партия должна быть забракована, а приемка деталей приостановлена до установления и устранения причин брака.
5.3.6 Качество исправления дефектов электродуговой сваркой по 4.3.15, 4.3.17.2, 4.4.2.2-4.4.2.7, 4.4.3, 4.4.4, 4.5 проверяют на детали, отобранной по 5.3.1. При получении отрицательного результата испытаний производство деталей должно быть приостановлено до выявления и устранения причин.
5.3.7 Число циклов нагружения до потери несущей способности по 4.1.1.4 определяют на деталях, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции, принятой службой технического контроля. При исправлении на рамах электродуговой сваркой дефектов, расположенных в зонах внутренних радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не более 10 мм от кромок радиусов, испытания проводят на рамах, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющихся у изготовителя исправленных рам.
При получении отрицательного результата испытаний хотя бы на одной из деталей проводят повторные испытания на том же числе деталей, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции, принятой службой технического контроля. При исправлении на рамах электродуговой сваркой дефектов, расположенных в зонах внутренних радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не более 10 мм от кромок радиусов, повторные испытания проводят на рамах, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющихся у изготовителя исправленных рам.
При получении отрицательного результата испытаний хотя бы на одной из деталей приёмка деталей должна быть приостановлена до выявления и устранения причин.
5.3.8 Статическую прочность по 4.1.1.2 проверяют на деталях, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции, принятой службой технического контроля. При получении отрицательного результата приемка деталей должна быть приостановлена до определения и устранения причин.
5.3.9 Величину коэффициента запаса сопротивления усталости по 4.1.1.3 определяют на деталях, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции, принятой службой технического контроля. При исправлении на рамах электродуговой сваркой дефектов, расположенных в зонах внутренних радиусов проемов для колесных пар, а также на прилегающих боковых поверхностях на расстоянии не более 10 мм от кромок радиусов, испытания проводят на деталях, отобранных методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющихся у изготовителя исправленных рам. При получении отрицательного результата приёмка деталей должна быть приостановлена до определения и устранения причин.
5.4 Типовые испытания проводят в соответствии с 5.4.1-5.4.3 после внесения изменений в конструкцию деталей, технологию их изготовления (изменении способа формовки, питания термических узлов, параметров литниковой системы, при применении новой марки стали, не указанной в приложении А). Типовым испытаниям подвергают детали, выдержавшие приемо-сдаточные испытания.
5.4.1 При типовых испытаниях деталей проверяют:
- статическую прочность по 4.1.1.2 на трех деталях в соответствии с 5.4.2;
- величину коэффициента запаса сопротивления усталости по 4.1.1.3 на девяти деталях в соответствии с 5.4.3.
5.4.2 Статическую прочность по 4.1.1.2 проверяют на деталях, отобранных от опытной партии методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4). При получении отрицательных результатов детали опытной партии должны быть забракованы.
5.4.3 Величину коэффициента запаса сопротивления усталости по 4.1.1.3 определяют по результатам испытаний деталей, отобранных от опытной партии методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4). При получении отрицательных результатов детали опытной партии должны быть забракованы.
5.5 Испытания для целей подтверждения соответствия проводят по показателям, приведенным в таблице 3.
Таблица 3 - Перечень проверяемых показателей для целей подтверждения соответствия
Наименование показателя | Номер структурного элемента стандарта | |
технических требований | метода испытаний | |
Литейные дефекты | 4.3.18 | 6.1, 6.2 |
Механические свойства | 4.2.2 | 6.9, 6.10 |
Микроструктура | 4.2.5 | 6.12 |
Величина зерна | 4.2.5 | 6.12 |
Вид излома | 4.2.4 | 6.11 |
Вертикальная статическая испытательная нагрузка, воспринимаемая без разрушения | 4.1.1.1 | 6.16 |
Коэффициент запаса сопротивления усталости | 4.1.1.3 | 6.17 |
Маркировка | 4.3.11, 4.3.12, 4.7.1-4.7.3 | 6.6 |
Образцы для проведения испытаний в целях подтверждения соответствия отбирают по 6.19.
6 Методы испытаний
6.1 Внешний вид (4.3.1, 4.3.2) и поверхностные дефекты (4.3.3, 4.3.4, 4.3.15.2, перечисления г), д) 4.3.18) контролируют визуально. Для целей подтверждения соответствия (перечисления г), д) 4.3.18) испытания проводят на четырех образцах, отобранных по 6.19.
6.2 Поверхностные дефекты (4.3.13, 4.3.14, 4.3.15.1, 4.3.16, 4.3.17, 4.4.1.1, 4.4.1.2, 4.4.1.4, 4.4.2.1, 4.4.2.2, 4.4.2.7, 4.4.3.3, 4.4.4.1, 4.5.1.1, 4.5.2.1, 4.5.2.2, 4.5.3, перечисление е) 4.3.18) контролируют визуально и универсальным измерительным инструментом. Поверхностные дефекты (4.4.2.3-4.4.2.6, 4.4.3.1, 4.4.3.2, 4.4.4.2, 4.5.1.2, 4.5.1.3, 4.5.2.3, перечисления а)-в) 4.3.18) контролируют визуально, методами неразрушающего контроля, установленными нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта, и универсальным измерительным инструментом. Для целей подтверждения соответствия (перечисления а)-в), е) 4.3.18) испытания проводят на четырех образцах, отобранных по 6.19.
6.3 Качество механической разделки (4.3.6, 4.3.7, 4.3.8) и исправления дефектов электродуговой сваркой (4.3.8, 4.3.9) контролируют визуально, засверловкой или подрубкой металла (выборочно, по указанию представителя службы технического контроля изготовителя) и методами неразрушающего контроля, установленными нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта. При периодических испытаниях качество исправления дефектов электродуговой сваркой (4.3.8) контролируют под оптическим микроскопом при увеличениях кратностью до 25 на макрошлифах, вырезанных в местах исправления дефектов электродуговой сваркой. Места контроля качества исправления дефектов электродуговой сваркой и их количество устанавливает представитель службы технического контроля изготовителя. Результат испытаний считают отрицательным, если хотя бы в одном из проверяемых мест присутствуют дефекты, указанные в 4.3.8.
6.4 Размеры деталей (4.1.6*, 4.3.10) контролируют универсальным измерительным инструментом с использованием поверочных плит по ГОСТ 10905 или при помощи координатной измерительной машины по инструкции изготовителя. При приемо-сдаточных испытаниях допускается применять шаблоны, изготовленные по предусмотренным технологией чертежам, утвержденным изготовителем, и прошедшие метрологический контроль.
________________
* Текст документа соответствует оригиналу. - .
6.5 Толщину стенок (4.1.5*) контролируют универсальным измерительным инструментом или ультразвуковыми толщиномерами по ГОСТ 28702.
________________
* Текст документа соответствует оригиналу. - .
6.6 Маркировку (4.3.11, 4.3.12, 4.7.1-4.7.3) контролируют визуально. Для целей обязательного подтверждения соответствия проверку проводят на одном образце, отобранном по 6.19.
6.7 Массу деталей (4.1.5) контролируют методом статического взвешивания на весах по ГОСТ 29329*.
_______________
* На территории Российской Федерации действует ГОСТ Р 53228-2008 "Весы для статического взвешивания. Часть 1. Метрологические и технические требования. Испытания".
6.8 Химический состав стали (4.2.1) определяют по ГОСТ 12344 - ГОСТ 12348, ГОСТ 12350 - ГОСТ 12352, ГОСТ 12355 - ГОСТ 12357, ГОСТ 18895, ГОСТ 22536.0 - ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.12.
6.9 Механические свойства стали (4.2.2) при испытании на растяжение (предел текучести, временное сопротивление, относительное удлинение, относительное сужение) определяют по ГОСТ 1497 на пропорциональных цилиндрических образцах диаметром 10 мм и начальной расчетной длиной 50 мм. При вырезке образцов из деталей допускается испытывать образцы диаметром 5 мм и начальной расчетной длиной 25 мм. Для целей подтверждения соответствия испытания проводят на образцах, изготовленных из пробного бруска от одной из плавок, из которой изготовлены образцы, отобранные по 6.19.
6.10 Ударную вязкость стали (4.2.2) контролируют по ГОСТ 9454 на образцах типа 11. Для целей подтверждения соответствия испытания проводят на образцах, изготовленных из пробного бруска от одной из плавок, из которой изготовлены образцы, отобранные по 6.19.
6.11 Излом контрольного прилива (4.2.4) контролируют визуально без применения средств увеличения путем сравнения с изломами в соответствии с приложением Б. Излом получают подрубкой контрольного прилива с широкой стороны острым зубилом на глубину от 3 до 5 мм и последующего отлома ударами. Допускается производить отлом контрольного прилива пневматическим зубилом с упором рубящей кромки в его верхнюю часть. Подрез контрольного прилива перед отломом, его подрубка с двух противоположных сторон, с угла, или с четырех сторон не допускаются. Для целей подтверждения соответствия испытания проводят на четырех образцах, отобранных по 6.19.
6.12 Микроструктуру стали (4.2.5) контролируют визуально на шлифах под оптическим микроскопом при увеличениях кратностью 100х и 500х. Шлифы для контроля микроструктуры вырезают из зоны внутренних радиусов проемов для колесных пар для рам и из зоны нижнего пояса для балок. Площадь сечения шлифов должна быть не менее 1 см![]() . Оценку микроструктуры проводят по шкале в соответствии с приложением В. Величину зерна определяют методом сравнения с эталонными шкалами по ГОСТ 5639 (подраздел 3.3). Допускается определять величину зерна методом подсчета зерен по ГОСТ 5639 (подраздел 3.4). Для целей подтверждения соответствия испытания проводят на одном образце, отобранном по 6.19.
. Оценку микроструктуры проводят по шкале в соответствии с приложением В. Величину зерна определяют методом сравнения с эталонными шкалами по ГОСТ 5639 (подраздел 3.3). Допускается определять величину зерна методом подсчета зерен по ГОСТ 5639 (подраздел 3.4). Для целей подтверждения соответствия испытания проводят на одном образце, отобранном по 6.19.
6.13 Размеры и расположение внутренних литейных дефектов (4.3.5, 4.4.1.3) и дефектов внутренних поверхностей (4.3.4, 4.4.1.1, 4.4.1.2) контролируют визуально и универсальным измерительным инструментом при порезке деталей по сечениям, указанным в конструкторской документации. Окончательную порезку по сечениям производят механическим способом.
6.14 Проведение термической обработки (4.2.3) контролируют путем проверки наличия записей о проведении термической обработки в документе, сопровождающем каждую деталь (в соответствии с 5.2.1).
6.15 Статическую прочность (4.1.1.2) определяют методом, установленным нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта. За результат испытаний принимают средние арифметические значения величин суммарных напряжений в каждой одноименной точке измерений, полученных при испытаниях трех деталей.
6.16 Величину воспринимаемой без разрушения вертикальной статической испытательной нагрузки рам и балок (4.1.1.1) определяют методом, установленным нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта. Для целей подтверждения соответствия испытания проводят на одном образце, отобранном по 6.19.
6.17 Величину коэффициента запаса сопротивления усталости (4.1.1.3) определяют методом, установленным нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта. За результат испытаний принимают величину коэффициента запаса сопротивления усталости, рассчитанную после испытаний девяти деталей. Для целей подтверждения соответствия испытания проводят на девяти образцах, отобранных по 6.19.
6.18 Число циклов нагружения до разрушения или потери несущей способности (4.1.1.4) определяют методом, установленным нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта.
6.19 Для целей подтверждения соответствия образцы должны быть отобраны методом отбора "вслепую" по ГОСТ 18321 (подраздел 3.4) из имеющейся у изготовителя продукции (не менее 20 шт.), прошедшей приемо-сдаточные испытания.
7 Транспортирование и хранение
7.1 Транспортирование рам и балок - по группе 8 (ОЖЗ) ГОСТ 15150.
Транспортирование деталей осуществляют железнодорожным, автомобильным, речным, воздушным транспортом в крытых или открытых транспортных средствах без упаковки в соответствии с правилами, действующими на каждом виде транспорта.
7.2 Хранение рам и балок - по группе 6 (ОЖ2) ГОСТ 15150.
8 Указания по эксплуатации и ремонту
Рамы и балки в течение всего срока их эксплуатации подвергают визуальному контролю в зонах обязательного визуального контроля (см. 4.1.4), техническому обслуживанию и ремонту в соответствии с эксплуатационными и ремонтными документами разработчика конструкторской документации на раму и балку, выполненными в соответствии с ГОСТ 2.601 и ГОСТ 2.602.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие рам и балок требованиям настоящего стандарта при соблюдении требований эксплуатационной и ремонтной документации (см. раздел 8), транспортирования и хранения деталей (см. раздел 7).
9.2 Гарантийный срок эксплуатации рам и балок устанавливают договором между изготовителем и потребителем. Гарантийный срок эксплуатации должен быть не менее, чем до первого планового ремонта вагона и не должен заканчиваться в межремонтный период вагона.
Гарантийный срок эксплуатации исчисляют с даты отгрузки рам и балок изготовителем.
Приложение А (рекомендуемое). Химический состав сталей
Приложение А
(рекомендуемое)
Таблица А.1
в процентах
Марка стали | Условное обозначение | Массовая доля элементов | ||||||||||
|
|
|
|
|
|
|
|
|
|
| ||
не более | ||||||||||||
20ГФЛ | Б | 0,17 | 0,30 | 0,90 | 0,030 | 0,040 | 0,07 | 0,02 | ||||
- | - | - | 0,030 | 0,030 | - | - | - | |||||
0,25 | 0,50 | 1,40 | 0,020 | 0,020 | 0,30 | 0,30 | 0,60 | 0,13 | 0,06 | |||
20ГЛ | В | 0,17 | 0,30 | 1,10 | 0,030 | 0,040 | 0,02 | |||||
- | - | - | 0,030 | 0,030 | - | - | - | |||||
0,25 | 0,50 | 1,40 | 0,020 | 0,020 | 0,30 | 0,30 | 0,60 | 0,06 | ||||
20ГТЛ | Г | 0,17 | 0,30 | 1,00 | 0,030 | 0,040 | 0,010 | 0,02 | ||||
- | - | - | 0,030 | 0,030 | - | - | - | |||||
0,25 | 0,50 | 1,30 | 0,020 | 0,020 | 0,30 | 0,30 | 0,60 | 0,030 | 0,06 | |||
Примечание - При суммарном содержании в стали хрома, никеля и меди более 0,90% содержание углерода должно быть не более 0,24%. |
Допускаемые отклонения от требований к химическому составу не должны превышать следующих значений, в процентах по массовой доле элементов:
минус 0,02 | для углерода; |
+0,10*; минус 0,10 | для марганца; |
±0,10 | для кремния; |
+0,20 | для хрома; |
±0,03 | для ванадия; |
+0,30 | для никеля; |
минус 0,005 | для титана; |
+0,005 | для серы; |
+0,005 | для фосфора; |
+0,005 | для алюминия. |
_______________
* При массовой доле углерода не более 0,24%
Рамы и балки должны быть отлиты из стали, выплавляемой в печах (агрегатах) с основной футеровкой.
Сталь должна быть окончательно раскислена алюминием. Допускается дополнительно использовать другие раскислители (модификаторы). Жидкий металл должен быть рафинирован путем продувки его инертным газом.
Приложение Б (обязательное). Шкала изломов контрольных приливов
Приложение Б
(обязательное)
Излом контрольного прилива должен соответствовать допустимым изломам, установленным в таблице Б.1 и на рисунках Б.1-Б.15.
Таблица Б.1
Описание излома | Классификация | Рисунок |
Мелкозернистый, матовый | Допустимо | Б.1-Б.3 |
Мелкозернистый, матовый с участками металлического блеска | Не допустимо | Б.4-Б.7 |
Мелкозернистый, кристаллический | Не допустимо | Б.8-Б.11 |
Среднезернистый, кристаллический | Не допустимо | Б.12, Б.13 |
Крупнозернистый, кристаллический | Не допустимо | Б.14, Б.15 |
Примечание - Изготовителю рекомендуется иметь натурные образцы изломов контрольных приливов в соответствии с данным приложением.
Рисунок Б.1 - Излом мелкозернистый, матовый

Увеличение 3х
Классификация - допустимо
Рисунок Б.1 - Излом мелкозернистый, матовый
Рисунок Б.2 - Излом мелкозернистый, матовый
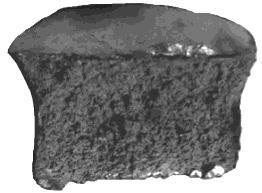
Увеличение 3х
Классификация - допустимо
Рисунок Б.2 - Излом мелкозернистый, матовый
Рисунок Б.3 - Излом мелкозернистый, матовый
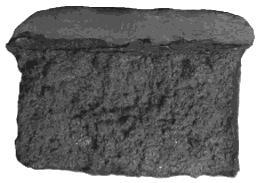
Увеличение 3х
Классификация - допустимо
Рисунок Б.3 - Излом мелкозернистый, матовый
Рисунок Б.4 - Излом мелкозернистый, матовый, с участками металлического блеска
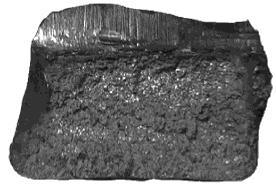
Увеличение 3х
Классификация - недопустимо
Рисунок Б.4 - Излом мелкозернистый, матовый, с участками металлического блеска
Рисунок Б.5 - Излом мелкозернистый, матовый, с участками металлического блеска

Увеличение 3х
Классификация - недопустимо
Рисунок Б.5 - Излом мелкозернистый, матовый, с участками металлического блеска
Рисунок Б.6 - Излом мелкозернистый, матовый, с участками металлического блеска
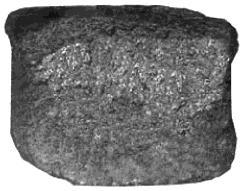
Увеличение 3х
Классификация - недопустимо
Рисунок Б.6 - Излом мелкозернистый, матовый, с участками металлического блеска
Рисунок Б.7 - Излом мелкозернистый, матовый, с участками металлического блеска

Увеличение 3х
Классификация - недопустимо
Рисунок Б.7 - Излом мелкозернистый, матовый, с участками металлического блеска
Рисунок Б.8 - Излом мелкозернистый, кристаллический

Увеличение 3х
Классификация - недопустимо
Рисунок Б.8 - Излом мелкозернистый, кристаллический
Рисунок Б.9 - Излом мелкозернистый, кристаллический
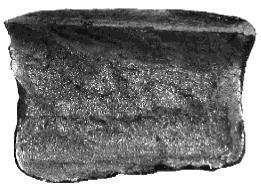
Увеличение 3х
Классификация - недопустимо
Рисунок Б.9 - Излом мелкозернистый, кристаллический
Рисунок Б.10 - Излом мелкозернистый, кристаллический
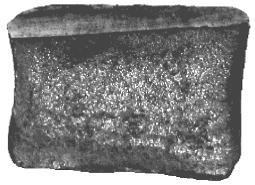
Увеличение 3х
Классификация - недопустимо
Рисунок Б.10 - Излом мелкозернистый, кристаллический
Рисунок Б.11 - Излом мелкозернистый, кристаллический
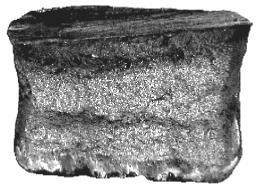
Увеличение 3х
Классификация - недопустимо
Рисунок Б.11 - Излом мелкозернистый, кристаллический
Рисунок Б.12 - Излом среднезернистый, кристаллический
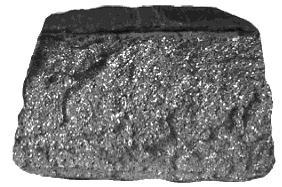
Увеличение 3х
Классификация - недопустимо
Рисунок Б.12 - Излом среднезернистый, кристаллический
Рисунок Б.13 - Излом среднезернистый, кристаллический
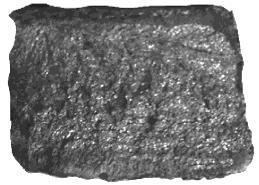
Увеличение 3х
Классификация - недопустимо
Рисунок Б.13 - Излом среднезернистый, кристаллический
Рисунок Б.14 - Излом крупнозернистый, кристаллический

Увеличение 3х
Классификация - недопустимо
Рисунок Б.14 - Излом крупнозернистый, кристаллический
Рисунок Б.15 - Излом крупнозернистый, кристаллический
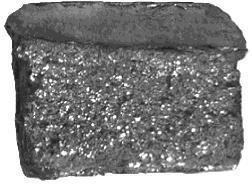
Увеличение 3х
Классификация - недопустимо
Рисунок Б.15 - Излом крупнозернистый, кристаллический
Приложение В (обязательное). Шкала микроструктур
Приложение В
(обязательное)
Микроструктура стали рам и балок должна соответствовать допустимым микроструктурам, установленным в таблице В.1 и на рисунках В.1-В.27.
Таблица В.1
Описание микроструктуры | Классификация | Рисунок |
Феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих | Допустимо | В.1-В.3 |
Феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита | Допустимо | В.4, В.5 |
Феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки | Допустимо | В.6-В.11 |
Феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов | Допустимо | В.12-В.14 |
Феррито-перлитная, с игольчатыми выделениями феррита по границам крупных аустенитных зерен первичной кристаллизации (микроструктура литой стали) | Недопустимо | В.15 |
Феррито-перлитная, с игольчатыми выделениями феррита по границам крупных аустенитных зерен первичной кристаллизации, а также местами с выделениями феррита видманштеттова строения (микроструктура литой стали) | Недопустимо | В.16 |
Феррито-перлитная, крупнозернистая, неоднородная, с крупными аустенитными зернами первичной кристаллизации (микроструктура литой стали) | Недопустимо | В.17 |
Феррито-перлитная, с выделениями игольчатого феррита. Фазовая и структурная перекристаллизация отсутствует (микроструктура литой стали) | Недопустимо | В.18 |
Феррито-перлитная. Сохранились границы крупных аустенитных зерен первичной кристаллизации, внутри которых в значительной степени коагулировал перлит (микроструктура недогретой стали) | Недопустимо | В.19 |
Феррито-перлитная неоднородная, присутствуют участки исходной видманштеттовой структуры. Неполная фазовая и структурная перекристаллизация литой стали при нагреве до температур межкритического интервала (микроструктура недогретой стали) | Недопустимо | В.20 |
Феррито-перлитная, с выделением феррита по границам аустенитных зерен первичной кристаллизации (микроструктура недогретой стали) | Недопустимо | В.21 |
Феррито-перлитная, с выделением феррита по границам аустенитных зерен первичной кристаллизации, присутствует исходная видманштеттова структура (микроструктура недогретой стали) | Недопустимо | В.22 |
Феррито-перлитная, с выделением перлита по границам аустенитных зерен первичной кристаллизации (микроструктура недогретой стали) | Недопустимо | В.23 |
Феррито-перлитная, с выделениями крупноигольчатого феррита видмаштеттова строения (микроструктура перегретой стали) | Допустимо | В.24 |
Феррито-перлитная, крупнозернистая, с выделениями феррита видманштеттова строения. Полная фазовая и структурная перекристаллизация (микроструктура перегретой стали) | Допустимо | В.25 |
Феррито-перлитная, крупнозернистая. Крупные зерна аустенита первичной кристаллизации окружены мелкими неравноосными ферритными зернами. Полная фазовая и структурная перекристаллизация (микроструктура перегретой стали) | Допустимо | В.26 |
Феррито-перлитная с колониями перлита и выделениями феррита видманштеттова строения по границам зерен аустенита первичной кристаллизации. Полная фазовая и структурная перекристаллизация (микроструктура перегретой стали) | Недопустимо | В.27 |
Рисунок В.1 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
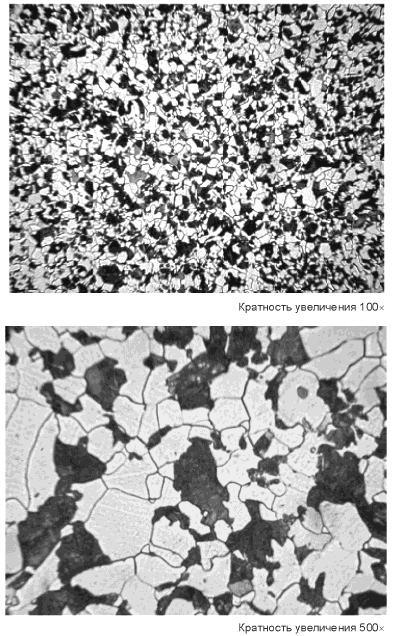
Классификация - допустимо
Рисунок В.1 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
Рисунок В.2 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
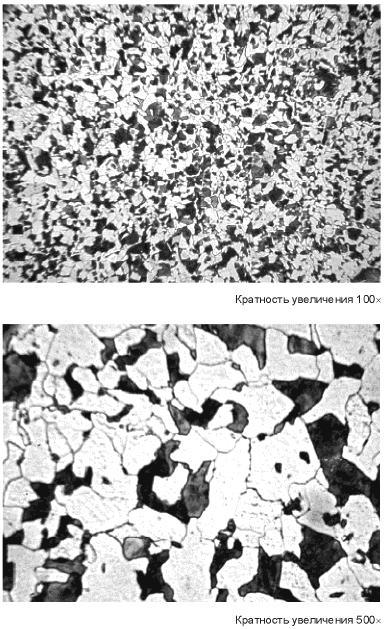
Классификация - допустимо
Рисунок В.2 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
Рисунок В.3 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
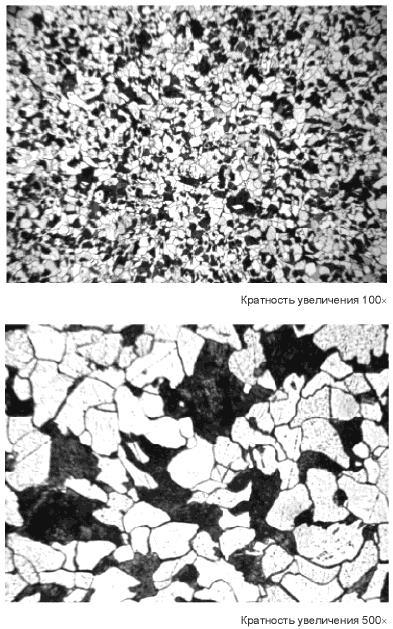
Классификация - допустимо
Рисунок В.3 - Микроструктура феррито-перлитная, мелкозернистая, с равномерным распределением структурных составляющих
Рисунок В.4 - Микроструктура феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита
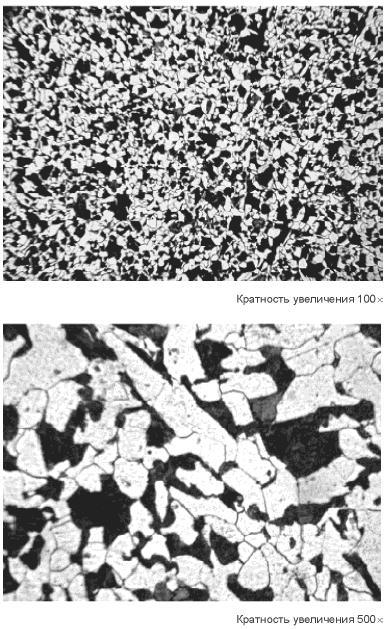
Классификация - допустимо
Рисунок В.4 - Микроструктура феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита
Рисунок В.5 - Микроструктура феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита
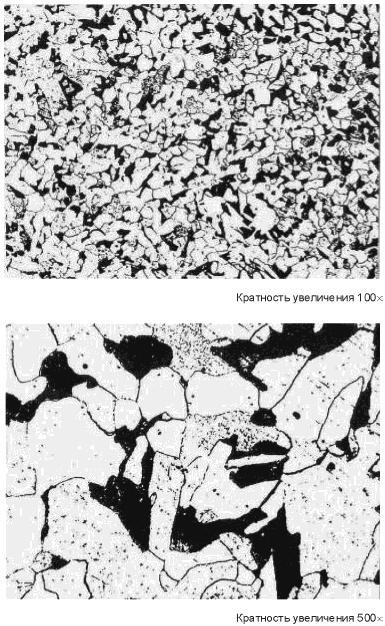
Классификация - допустимо
Рисунок В.5 - Микроструктура феррито-перлитная, мелкозернистая, с отдельными выделениями неравноосных зерен феррита
Рисунок В.6 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
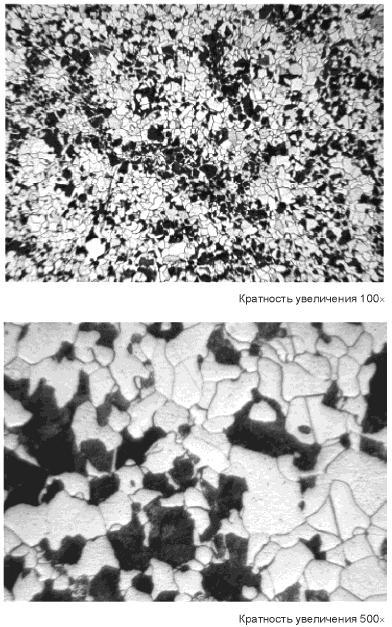
Классификация - допустимо
Рисунок В.6 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок В.7 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
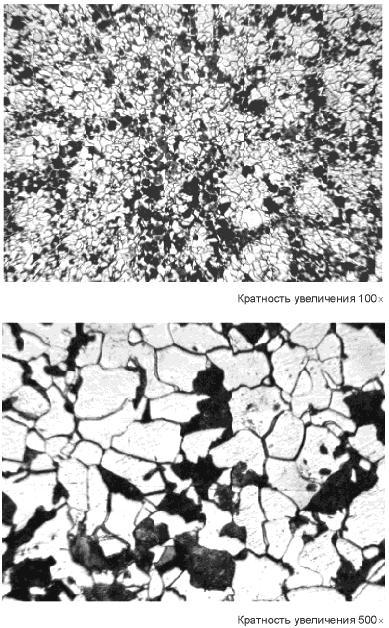
Классификация - допустимо
Рисунок В.7 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок В.8 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
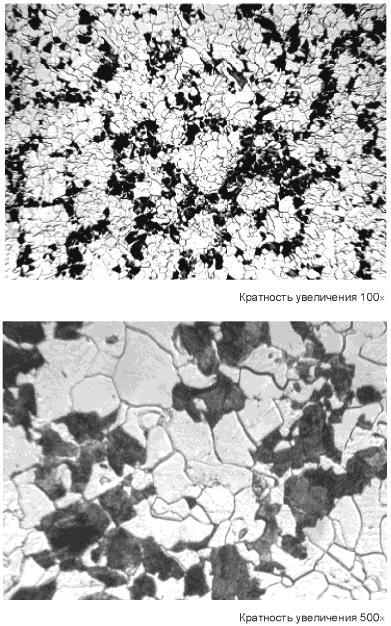
Классификация - допустимо
Рисунок В.8 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок В.9 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
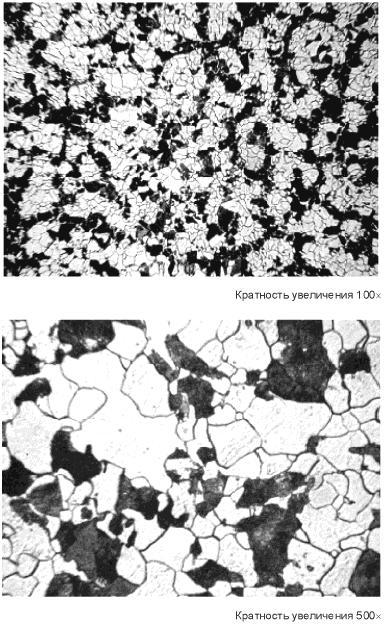
Классификация - допустимо
Рисунок В.9 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок B.10 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
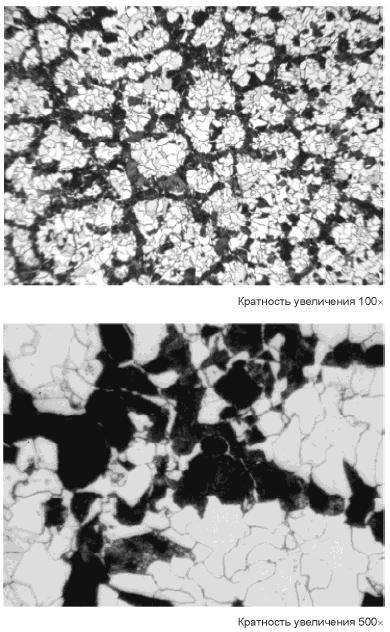
Классификация - допустимо
Рисунок B.10 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок B.11 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
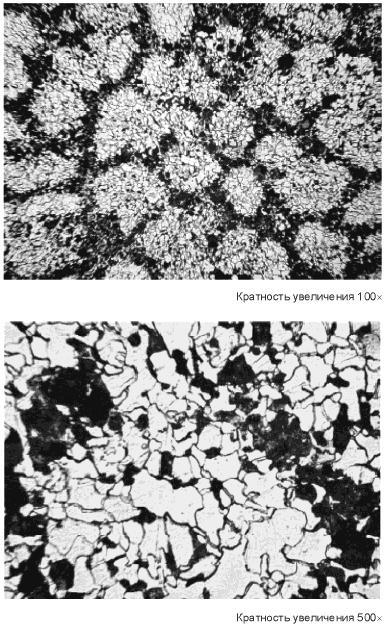
Классификация - допустимо
Рисунок B.11 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита в виде перлитной сетки
Рисунок В.12 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
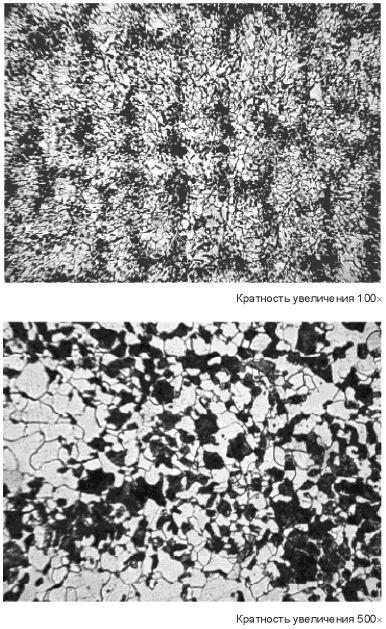
Классификация - допустимо
Рисунок В.12 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
Рисунок B.13 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
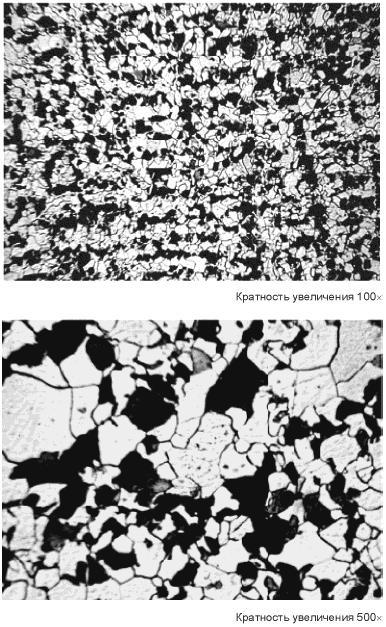
Классификация - допустимо
Рисунок B.13 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
Рисунок B.14 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
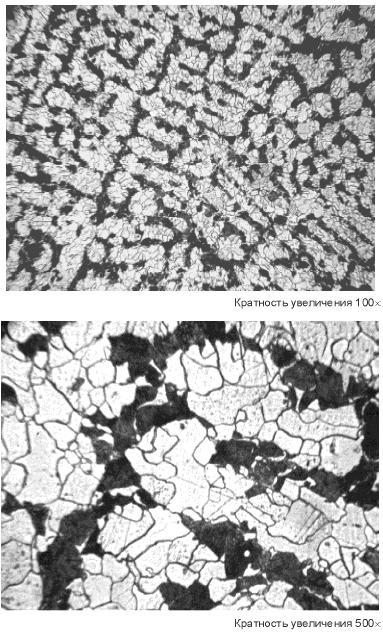
Классификация - допустимо
Рисунок B.14 - Микроструктура феррито-перлитная, мелкозернистая, с выделением перлита по межосным пространствам дендритов
Рисунок B.15 - Микроструктура литой стали
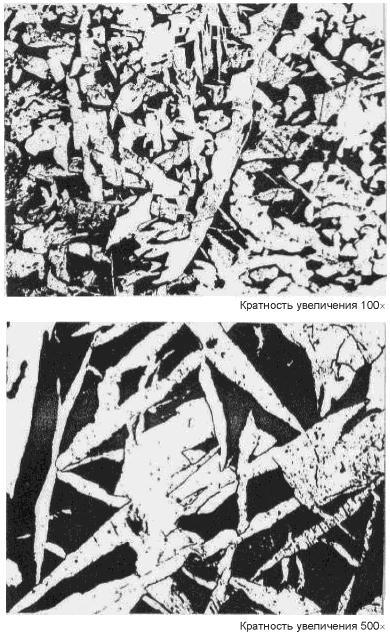
Классификация - недопустимо
Рисунок B.15 - Микроструктура литой стали
Рисунок B.16 - Микроструктура литой стали
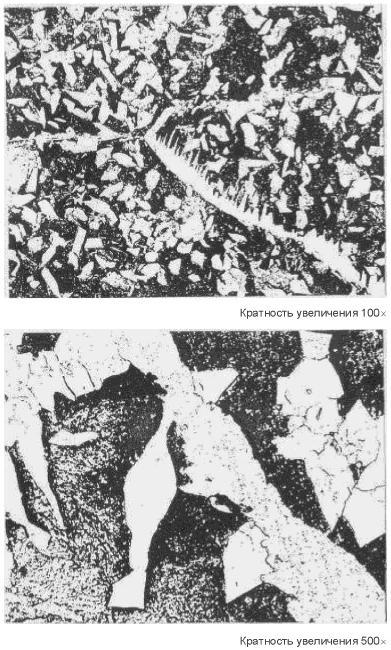
Классификация - недопустимо
Рисунок B.16 - Микроструктура литой стали
Рисунок B.17 - Микроструктура литой стали
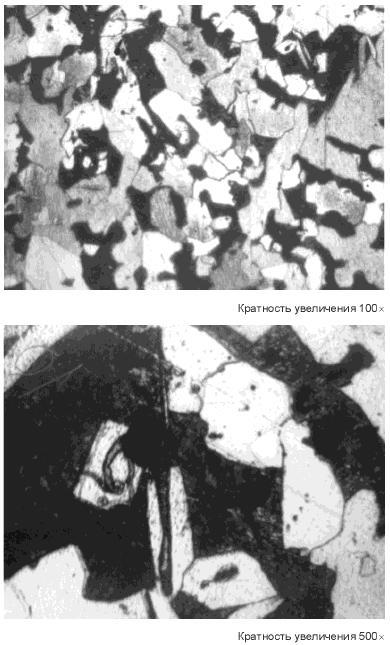
Классификация - недопустимо
Рисунок B.17 - Микроструктура литой стали
Рисунок B.18 - Микроструктура литой стали
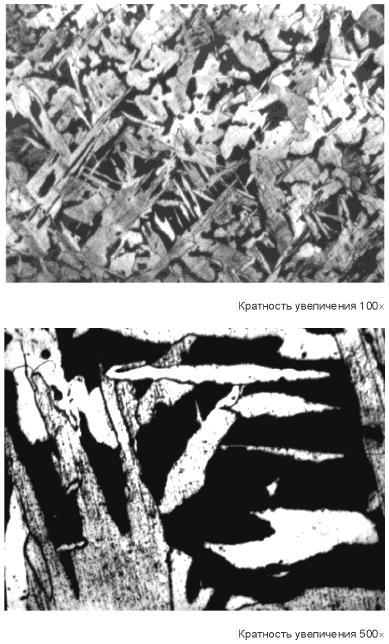
Классификация - недопустимо
Рисунок B.18 - Микроструктура литой стали
Рисунок B.19 - Микроструктура недогретой стали
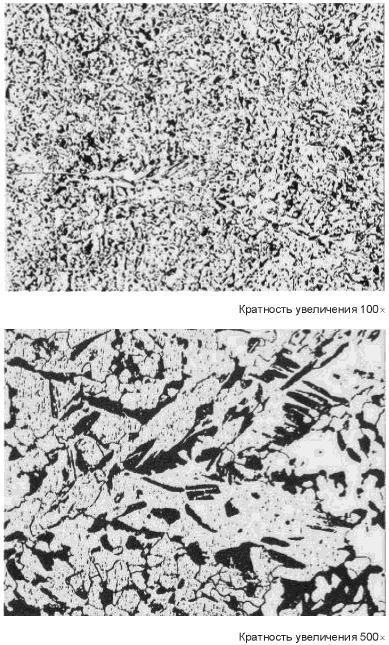
Классификация - недопустимо
Рисунок B.19 - Микроструктура недогретой стали
Рисунок В.20 - Микроструктура недогретой стали
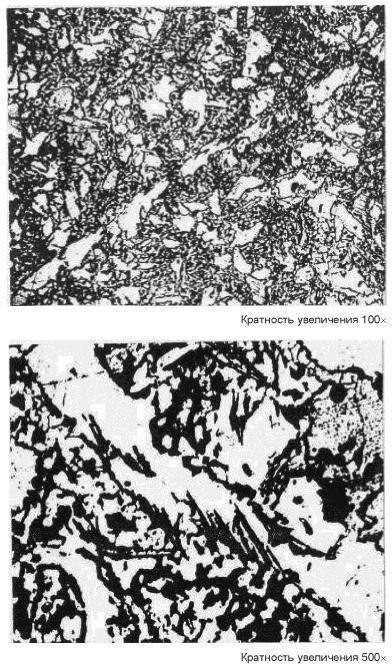
Классификация - недопустимо
Рисунок В.20 - Микроструктура недогретой стали
Рисунок В.21 - Микроструктура недогретой стали
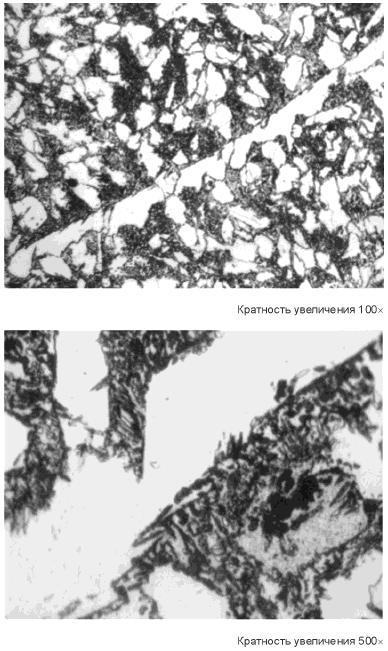
Классификация - недопустимо
Рисунок В.21 - Микроструктура недогретой стали
Рисунок В.22 - Микроструктура недогретой стали
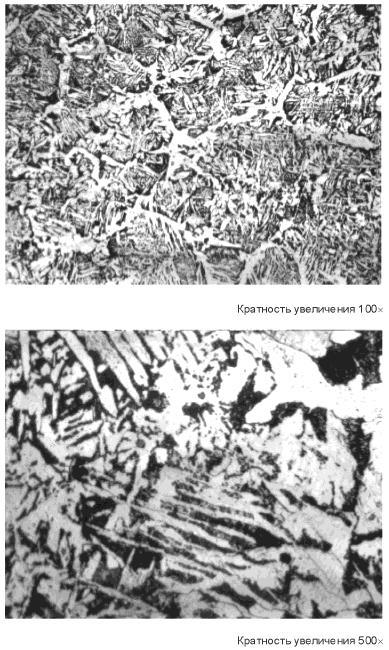
Классификация - недопустимо
Рисунок В.22 - Микроструктура недогретой стали
Рисунок В.23 - Микроструктура недогретой стали
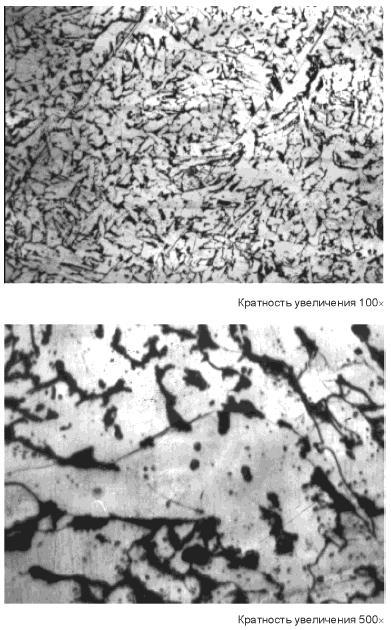
Классификация - недопустимо
Рисунок В.23 - Микроструктура недогретой стали
Рисунок В.24 - Микроструктура перегретой стали
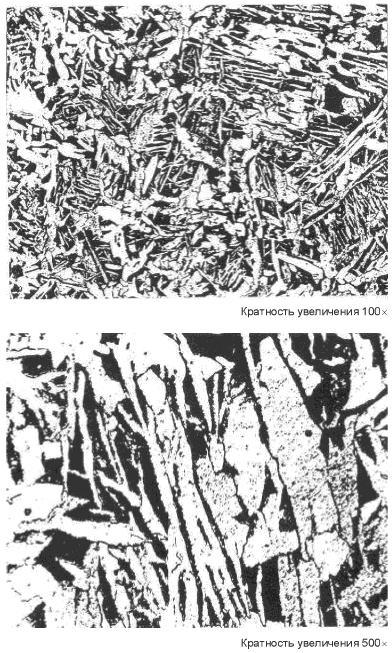
Классификация - недопустимо
Рисунок В.24 - Микроструктура перегретой стали
Рисунок В.25 - Микроструктура перегретой стали
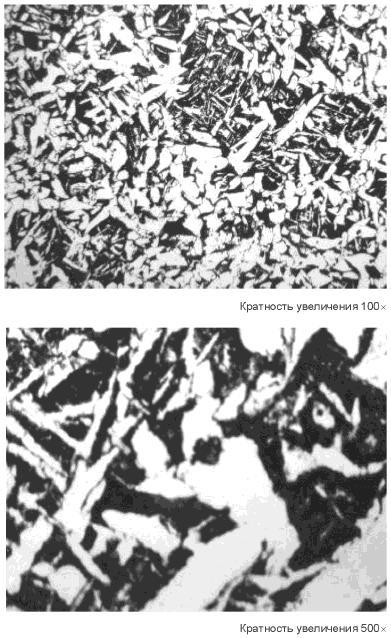
Классификация - недопустимо
Рисунок В.25 - Микроструктура перегретой стали
Рисунок В.26 - Микроструктура перегретой стали
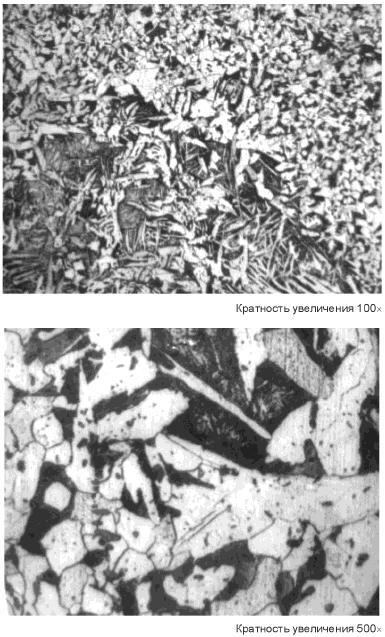
Классификация - недопустимо
Рисунок В.26 - Микроструктура перегретой стали
Рисунок В.27 - Микроструктура перегретой стали
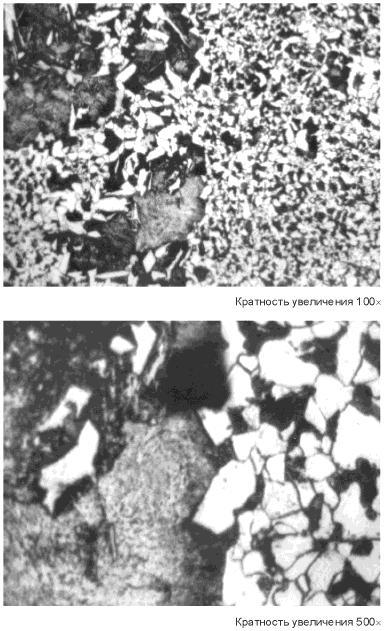
Классификация - недопустимо
Рисунок В.27 - Микроструктура перегретой стали
Библиография
[1] | Классификатор "Железнодорожные администрации" КЖА 2004* (Утвержден на 33 заседании комиссии специалистов по информатизации железнодорожного транспорта государств - участников Содружества от 20-21.09.2005) |
________________ * Документ не приводится. За дополнительной информацией обратитесь по ссылке. - . | |
[2] | Справочник "Условные коды предприятий" СЖА 1001 05* (Утвержден на 33 заседании комиссии специалистов по информатизации железнодорожного транспорта государств - участников Содружества от 20-21.09.2005) |
________________ |
__________________________________________________________________________
УДК 629.4.027.23:006.354 МКС 45.060.01 ОКП 41 1220
Ключевые слова: рама боковая, балка надрессорная, технические требования, литейные дефекты, методы испытаний
__________________________________________________________________________
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2014
{kind=link}