ГОСТ EN 13705-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ТЕРМОПЛАСТОВ
Оборудование для сварки нагретым газом и экструзионной сварки
Welding of thermoplastics. Equipment for hot gas welding and extrusion welding
МКС 25.160.10;
23.040.20;
23.040.45*
_____________________
* В ИУС N 10 2016 г. и на официальном сайте Росстандарта
ГОСТ EN 13705-2015 приводится с МКС 25.160.30, здесь и далее. -
.
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана" (ФГАУ "НУЦСК при МГТУ им.Н.Э.Баумана"), Национальным агентством контроля сварки (СРО НП "НАКС"), Ассоциацией сварщиков полимерных материалов (АСПМ) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 мая 2016 г. N 302-ст межгосударственный стандарт ГОСТ EN 13705-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 13705:2004* "Сварка термопластов. Оборудование для сварки нагретым газом и экструзионной сварки" ["Welding of thermoplastics - Machines and equipment for hot gas welding (including extrusion welding)", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский стандарт разработан техническим комитетом по стандартизации CEN/TC 249 "Пластмассы".
Наименование настоящего стандарта изменено относительно наименования указанного европейского стандарта для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных европейских стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает основные требования к оборудованию для сварки нагретым газом и экструзионной сварки с предварительным нагревом, применяемому для соединения заготовок, изготовленных из термопластов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
EN 562, Gas welding equipment - Pressure gauges used in welding, cutting and allied processes (Оборудование для газовой сварки. Манометры, используемые при сварке, резке и родственных процессах)
_______________
Заменен на EN ISO 5171:2010.
EN ISO 2503, Gas welding equipment - Pressure regulators for gas cylinders used in welding, cutting and allied processes up to 300 bar (ISO 2503:1998) (Оборудование для газовой сварки. Редукторы для газовых баллонов, применяемых при сварке, резке и аналогичных процессах с давлением газа до 300 бар)
3 Требования
3.1 Общие требования
3.1.1 Маркировка
Оборудование должно иметь четкую маркировку содержащую: сведения о производителе, тип оборудования, серийный номер или заводской номер, рабочие параметры и параметры электрического подключения.
3.1.2 Документация
Требования к эксплуатации и обслуживанию должны быть установлены для каждой единицы оборудования. Документация, как минимум, должна содержать:
- техническое описание оборудования;
- параметры используемых сварочных насадок;
- периодичность обслуживания;
- диагностику неисправностей и рекомендации по их устранению.
Рекомендуется указывать в документации перечень возможных неисправностей и ошибок с указанием причин их возникновения и способов их устранения.
3.1.3 Приспособления - насадки
Сварочные насадки должны быть надежно закреплены во время работы и быть легко заменяемыми. Материал для изготовления сварочных насадок должен быть устойчив к коррозии и окислению, не должен крошиться, не допускается использование меди или медных сплавов.
3.2 Требования к сварке нагретым газом
3.2.1 Оборудование для ручной сварки
3.2.1.1 Оборудование с внешней подачей воздуха
3.2.1.1.1 Общие положения
Оборудование состоит из рукоятки, нагревательного элемента с корпусом, шланга подачи газа и кабеля электропитания. Оборудование должно быть пригодно для длительного использования без перегрева рукоятки и отклонений температуры нагретого газа от установленного значения.
3.2.1.1.2 Требования к конструкции оборудования
- оптимальное положение центра тяжести;
- функциональная конструкция рукоятки;
- бесступенчатая регулировка энергопотребления;
- устройство и расположение органов управления должно исключать произвольное включение оборудования;
- материал рукоятки должен быть ударопрочным, термостойким, тепло- и электроизоляционным;
- шланги и электрические кабели должны быть легкими и гибкими;
- шланги должны восстанавливать свою форму после передавливания.
3.2.1.1.3 Подача воздуха
Для сварки нагретым газом следует использовать воздух, подаваемый от магистрали сжатого воздуха, компрессора, газового баллона или нагнетателя воздуха.
- В подаваемом воздухе не должно быть воды, масла и других загрязнений. При использовании пневматической магистрали или компрессора необходимо предусматривать масляные и водяные фильтры.
- Поток подаваемого в оборудование воздуха должен быть регулируемым, а его давление - постоянным.
3.2.1.2 Оборудование со встроенной подачей воздуха
3.2.1.2.1 Общие положения
Оборудование состоит из следующих основных частей: рукоятка, встроенный нагнетатель воздуха, защитный корпус, нагревательный элемент, сопло и кабель электропитания. Оно может быть использовано при отсутствии внешней подачи воздуха. Это оборудование не рекомендуется применять при длительных сварочных работах из-за его относительно большого веса.
3.2.1.2.2 Требования к конструкции оборудования
Дополнительно к требованиям 3.2.1.1.2 должно выполняться следующее:
- нагнетатель воздуха должен обеспечивать достаточный объем воздуха для работы с соплами, используемыми для сварки различных типов пластмасс. Система нагрева может быть выключена при работающем нагнетателе воздуха;
- электрическая схема оборудования должна обеспечивать возможность включения системы нагрева только при условии работы нагнетателя воздуха.
3.2.1.3 Приспособления
3.2.1.3.1 Сопла
Дополнительно к требованиям 3.1.3 должно выполняться следующее:
- для уменьшения теплового излучения, поверхность сопла должна быть как можно более гладкой, например полированной;
- для уменьшения трения, внутренние поверхности сопел для сварки протягиванием прутка, должны быть отполированы. Те же требования распространяются на гладкие поверхности сопел, применяемых для выполнения прихваток;
- во избежание завихрений воздуха на выходе из сопла, сопла круглого сечения должны иметь перед выходным отверстием прямую часть длиной не менее 5D (D = диаметр выходного отверстия сопла).
3.2.1.3.2 Устройство измерения температуры
Температура нагретого газа - максимальная температура, измеряемая в сопле. Измерения производят внутри сопла (с соплом для сварки протягиванием прутка, с основным соплом) на расстоянии 5 мм от выходного отверстия. Производить точное измерение этой температуры рекомендуется с помощью термопары, имеющей диаметр 1,5 мм.
Перед началом измерений сварочное оборудование с соплом должно проработать не менее 10 мин.
3.2.1.3.3 Нагнетатели воздуха
Нагнетатели воздуха используют для ручного сварочного оборудования с внешней подачей воздуха. В описании их устройства указывается количество возможного подключаемого сварочного оборудования, допустимые размеры сопел и максимальная длина шлангов. Все подключенное сварочное оборудование должно быть обеспечено максимальным количеством подаваемого воздуха, необходимым для сварки при температуре сварки. Номинальное время нагрева сварочного оборудования должно соблюдаться.
3.2.1.3.4 Контрольно-измерительное оборудование
Контрольно-измерительные приборы применяют для регулировки температуры и расхода нагретого газа. Это обеспечивает равномерную и постоянную доставку необходимого тепла.
a) Контрольно-измерительное оборудование для установки и поддержания постоянного объема нагретого газа
При отборе газа из подающей трубы, применяют регуляторы давления с подключенными к ним или встроенными расходомерами (конструкции с поплавком или измерительной мембраной со шкалой давления, калибрированной в нормолитрах). Применяемые регуляторы давления должны соответствовать EN ISO 2503, а приборы измерения давления (манометры) EN 562. Показания расходомеров могут иметь отклонения не более 3% от значения полной шкалы. Обычно расходомер предназначен для 100 нормолитров/мин при 20°С и при среднем значении рабочего давления магистрали.
________________
Нормолитр = объем воздуха в литрах в нормальном состоянии, т.е. при температуре 0°С и давлении 1013 мбар.
Если газ подается от нагнетателя, контроль давления осуществляется мембранными или жидкостными манометрами с применением перепускных клапанов и расходомеров.
Следует использовать манометры, соответствующие требованиям EN 562, или жидкостные манометры с градуировкой в миллиметрах ртутного столба. Перепускные клапаны должны иметь жесткий запирающий конус. Подключенный расходомер должен быть рассчитан на давление и температуру газа, поступающего от нагнетателя (обычно температура 30°С, расход 100 нормолитров/мин).
b) Контрольно-измерительное оборудование для настройки теплоотдачи
При постоянном расходе газа и постоянном напряжении сети для настройки применяются последовательно включенные сопротивления, регулируемые кольцевые трансформаторы и электронные устройства (например, диммеры).
Следует учитывать влияние температуры на последовательно включенные сопротивления. Они должны быть достаточно большими и хорошо отрегулированы, чтобы за 10 минут работы достичь своей рабочей температуры.
Система контроля может снижать выход нагретого газа до 7%. Поэтому мощность регулируемого кольцевого трансформатора должна превышать не менее чем на 20% максимальную теплоотдачу нагретого газа единицы сварочного оборудования.
c) Оборудование для контроля температуры
Во избежание перегрева, если температура становится слишком высокой (например, при сбое в подаче воздуха), оборудование должно автоматически отключить электропитание.
Для поддержания постоянной температуры нагретого газа, независимо от изменения его расхода и напряжения сети электропитания, должны использоваться регулирующие устройства с температурными датчиками.
Температура нагретого газа измеряется температурным датчиком и сравнивается с заданным значением. Теплоотдача стабилизируется регулирующим элементом. Оборудование должно быть настроено для регулирования выходной мощности, при этом температурный датчик должен быть установлен вплотную к сварочному соплу в потоке нагретого газа.
3.2.1.3.5 Прижимные ролики
Для сварки нежестких термопластов необходимо использовать прижимные ролики.
Если сварка выполняется с присадочным материалом, то подающий и прижимной ролики, учитывающие профиль присадочного материала, также должны двигаться плавно в пределах рабочего диапазона температур.
При сварке нахлесточного соединения используется цилиндрический ролик, изготовленный обычно из эластомера.
3.2.2 Оборудование для сварки длинномерных изоляционных материалов
3.2.2.1 Общие положения
Оборудование для сварки длинномерных изоляционных материалов состоит из тележки с электрическим приводом, оборудования для сварки нагретым газом с встроенным нагнетателем воздуха, системы нагрева, сопла и кабеля электропитания, при необходимости комплектуется катушкой для присадочного материала. В основном применяется для сварки полимерных напольных покрытий и изоляционных материалов.
3.2.2.2 Требования к конструкции оборудования
Дополнительно к требованиям 3.2.1.2.2 должно выполняться следующее:
- бесступенчатая регулировка скорости движения тележки;
- возможность удаления оборудования для сварки нагретым газом из зоны сварки во избежание прожигания изоляционных материалов;
- автоматическое отключение движения и нагревательного элемента, сварочного оборудования в случае возникновения препятствия.
3.2.2.3 Приспособления
См. 3.2.1.3.1.
3.3 Требования к экструзионной сварке
3.3.1 Общие положения
Оборудование состоит:
- из системы пластикации для плавления сварочного присадочного материала, пруткового или гранулированного;
- системы предварительного нагрева для плавления свариваемых поверхностей;
- сварочной головки;
- сварочной насадки.
Конструкция оборудования должна обеспечивать:
- работоспособность в диапазоне температур, свойственных свариваемым материалам;
- механические воздействия на оборудование во время транспортировки и эксплуатации не должны приводить к повреждениям или неисправностям;
- защиту от коррозии, как от наружной влаги, так и от воздействия сварочного материала на внутренние поверхности и на шнек;
- удобство применения по назначению всех элементов оборудования;
- беспрепятственный доступ ко всем деталям и функциональным элементам при эксплуатации и при необходимых работах по очистке и обслуживанию;
- необходимое для сварки давление может быть приложено с помощью зажимного приспособления и рукоятки во всех положениях при сварке;
- шланги и кабели должны быть гибкими и при перемещении не должны требовать от сварщика приложения чрезмерных усилий.
Сварочное оборудование или сварочная головка должны иметь прочную опору или основание.
3.3.2 Автоматическое отключение
Если сварочное оборудование имеет автоматический контроль температуры, то при превышении допустимого диапазона температуры расплава присадочного материала, оно должно автоматически отключаться.
3.3.3 Требования к системе пластикации
Система пластикации состоит из входного отверстия для присадочного материала, устройства пластикации (шнек и цилиндр или нагревательная камера), регулятора и выпускного канала.
Должны выполняться следующие требования:
- загрузка присадочного материала должна соответствовать скорости экструзии и сохраняться во всех положениях при сварке;
- оборудование должно иметь специальное приспособление, перекрывающее подачу гранулированного присадочного материала;
- присадочный материал должен быть полностью расплавлен и гомогенизирован. Он должен сохранять стабильную температуру при выходе из оборудования с постоянной скоростью;
- оборудование с производительностью расплава присадочного материала свыше 1,5 кг/ч должно иметь возможность изменения скорости экструзии путем плавной регулировки частоты вращения шнека для соблюдения рекомендуемой скорости сварки для данного оборудования. Для оборудования, применяемого только для сварки с периодической подачей расплава, допускается постоянное значение скорости экструзии;
- противоаварийная автоматика должна предотвращать включение привода оборудования с целью препятствования подачи через выпускной канал холодного присадочного материала, не достигшего рабочей температуры;
- температура расплава присадочного материала должна фиксироваться;
- переключатель (включено/выключено) системы пластикации должен быть расположен таким образом, чтобы его можно было постоянно использовать. Те же требования предъявляются к контролю температуры расплава присадочного материала для оборудования, оснащенного регулятором;
- отклонения температуры расплава присадочного материала при длительной сварке с непрерывной подачей расплава не должны превышать ±3°С (измерения должны проводиться в центре расплава присадочного материала внешним температурным датчиком);
- отклонения температуры расплава присадочного материала для сварки с периодической подачей расплава (измеренной на выходе из сварочной насадки или выпускного канала) не должны превышать ±10°С.
3.3.4 Требования к системе предварительного нагрева
Предварительный нагрев свариваемых поверхностей выполняется нагретым газом, как правило, воздухом.
Система предварительного нагрева состоит из источника нагретого газа (например, нагнетателя), блока управления и сопла.
Температура нагретого газа должна плавно регулироваться в зависимости от свариваемого материала. Отклонения температуры при неизменных настройках не должны превышать ±10°С.
Измерения температуры при повторной сварке должны производиться в соответствии с 3.2.1.3.2.
Расход газа должен быть не менее 200 л/мин (входящий холодный воздух при атмосферном давлении) и поддерживаться постоянным во время сварки.
Нагревательное устройство должно быть установлено на сварочной головке или в системе пластикации. Оборудование для сварки с периодической подачей расплава должно иметь нагревательное устройство, независимое от системы пластикации.
Сопло для нагретого воздуха должно обеспечивать интенсивный и равномерный предварительный нагрев (температуру плавления) основного материала по всей ширине шва.
Сопло для нагретого воздуха должно быть установлено таким образом, чтобы нагретый воздух выходил на 5-15 мм выше опорной поверхности сварочной насадки, но не более 50 мм от выхода из оборудования расплава присадочного материала.
В таблице 1 приведены примеры конструктивных размеров сопел, отвечающих этим требованиям. Приведенные в таблице поперечные сечения сопел обеспечивают изготовление сварочных швов разнообразной геометрической формы и ширины. Для сварных швов большей ширины размеры, приведенные в таблице 1, должны быть увеличены.
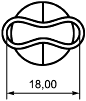
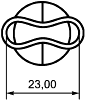
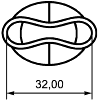
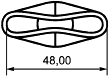
Таблица 1 - Примеры конструкции сварочного сопла и поперечного сечения выходного воздушного отверстия для ширины сварного шва X до 40 мм
Тип сварного соединения | V-образное | X-образное | T-образное | Угловое | Нахлесточное |
|
|
|
|
| |
X, мм | До 16 | От 17 до 21 | От 21 до 30 | От 25 до 40 | |
Сопло, мм |
|
|
|
| |





3.3.5 Требования к сварочной головке
Сварочная головка, у которой экструдер расположен вне насадки (или выпускного канала), вместе с системой нагрева составляет единый блок. Он должен быть сконструирован, по возможности, легким и удобным в применении. Расплав присадочного материала подается в сварочную головку через гибкий транспортировочный подогреваемый шланг из нержавеющей стали с внутренним покрытием из политетрафторэтилена. Система нагрева транспортировочного шланга может подключаться и регулироваться независимо от системы пластикации, при этом должны быть выполнены требования 3.3.3.
Транспортировочный шланг должен быть покрыт гибким изоляционным материалом для защиты от воспламенения. Транспортировочные шланги должны быть легко заменяемыми, даже в нагретом состоянии, с помощью соединительных деталей.
3.3.6 Требования к сварочной насадке
Сварочная насадка должна удовлетворять следующим требованиям:
- должно быть обеспечено прочное крепление сварочной насадки и возможность ее быстрой замены.
3.3.7 Требования к пресс-инструменту
Пресс-инструмент, используемый для сварки с периодической подачей расплава, должен обеспечивать возможность использования расплава присадочного материала и приложения к нему давления. Работы с пресс-инструментом должны быть удобны для выполнения.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных европейских стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного европейского | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 562 | - | * |
EN ISO 2503 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
УДК 621.791:006.354 | МКС 25.160.10 |
Ключевые слова: оборудование, сварка нагретым газом, экструзионная сварка, сварочная насадка | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}