ГОСТ Р ИСО 544-2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Материалы сварочные
ТЕХНИЧЕСКИЕ УСЛОВИЯ ПОСТАВКИ ПРИСАДОЧНЫХ МАТЕРИАЛОВ И ФЛЮСОВ
Тип продукции, размеры, допуски и маркировка
Welding consumables. Technical delivery conditions for filler materials and fluxes. Type of product, dimensions, tolerances and markings
ОКС 25.160.20
Дата введения 2021-09-01
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 июня 2021 г. N 547-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 544:2017* "Материалы сварочные. Технические условия поставки присадочных материалов и флюсов. Тип продукции, размеры, допуски и маркировка" (ISO 544:2017 "Welding consumables - Technical delivery conditions for filler materials and fluxes - Type of product, dimensions, tolerances and markings", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/ТС 44 "Сварка и родственные процессы", подкомитетом SC 3 "Сварочные материалы".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
5 ВЗАМЕН ГОСТ Р 53689-2009 (ИСО 544:2003)
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает технические условия поставки присадочных материалов и флюсов для сварки плавлением.
Настоящий стандарт не распространяется на другие материалы, такие как защитные газы.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта. Для недатированных - последнее издание (включая все изменения).
ISO 14174, Welding consumables - Fluxes for submerged arc welding and electroslag welding - Classification (Материалы сварочные. Флюсы для дуговой сварки под флюсом и электрошлаковой сварки. Классификация)
ISO 14344, Welding consumables - Procurement of filler materials and fluxes (Материалы сварочные. Поставка присадочных материалов и флюсов)
ISO 80000-1:2009, Quantities and units - Part 1: General. Corrected by ISO 80000-1:2009/Cor 1:2011 (Величины и единицы. Часть 1. Общие положения)
3 Термины и определения
Настоящий стандарт не содержит терминов и определений. ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- онлайн-платформа ИСО доступна по адресу: //www.iso.org/obp
- Электропедия МЭК доступна по адресу: //www.electropedia.org/.
4 Типы продукции и сварочные процессы
Типы продукции, указанные в настоящем стандарте, и процесс(ы) сварки, в которых используется продукция, приведены в таблице 1.
Примечание - Для справки приведены номера процессов сварки в соответствии с ИСО 4063 [1].
5 Размеры и допуски
5.1 Проволоки сплошного сечения и проволоки электродные сплошного сечения, проволоки порошковые и проволоки электродные порошковые, стержни сплошного сечения и стержни порошковые, электроды покрытые плавящиеся
Размеры и допуски для проволок сплошного сечения и проволок электродных сплошного сечения, проволок порошковых и проволок электродных порошковых, стержней сплошного сечения и стержней порошковых, электродов покрытых плавящихся приведены в таблице 2.
Таблица 1 - Типы продукции и сварочные процессы
Тип продукции | Сварочные процессы |
Электрод ленточный порошковый | EG, ES, S |
Электрод покрытый плавящийся | E |
Стержень сплошного сечения | W, O, P |
Электрод ленточный сплошного сечения | ES, S |
Проволока сплошного сечения | W, P, L, EB |
Проволока электродная сплошного сечения | EG, ES, G, S |
Стержень порошковый | W, O, P |
Проволока порошковая | L, W |
Проволока электродная порошковая | EG, ES, P, S, T |
Фольга сварочная | L, EB |
| |
________________
Проволоки сплошного сечения и проволоки электродные сплошного сечения также применяются и для сварочного процесса O - сварка газокислородная (31).
5.2 Электроды ленточные сплошного сечения
Размеры и допуски для ленточных электродов сплошного сечения приведены в таблице 3.
5.3 Электроды ленточные порошковые и фольга сварочная
Размеры и допуски для ленточных порошковых электродов и сварочной фольги должны соответствовать стандартам на их применение.
Таблица 2 - Размеры и допуски для проволок, электродов и плавящихся покрытых электродов
Размеры в мм | ||||||||||
Номи- | Проволоки сплошного сечения и проволоки электродные сплошного сечения | Проволоки порошковые и проволоки электродные порошковые | Стержни сплошного сечения и стержни порошковые | Электроды покрытые плавящиеся | ||||||
Сварочные процессы | ||||||||||
G, W, L, EB | S, ES, EG | T, S, EG | W, O, P | E | ||||||
Допуск по диа- | Длина | Допуск по длине | Диаметр стержня электрода | Допуск по диа- | Длина | Допуск по длине | ||||
0,5 | +0,01 | - | - | - | - | - | - | - | - | - |
0,6 | +0,02 | ±0,1 | 500 | ±5 | ||||||
0,8 | +0,01 | |||||||||
0,9 | ||||||||||
1,0 | ||||||||||
1,2 | ±0,04 | |||||||||
1,4 | ||||||||||
1,6 | +0,02 |
| ±0,06 | 200 | ±10 | |||||
1,8 | 2,0 | |||||||||
2,0 | 2,5 | |||||||||
2,4 | 2,6 | |||||||||
2,5 | ||||||||||
2,8 | +0,01 | - | - | - | - | |||||
3,0 | ±0,06 | |||||||||
3,2 | +0,02 | 3,2 | ±0,10 | 275 | ±10 | |||||
4,0 | 4,0 | |||||||||
5,0 | - | +0,02 | 5,0 | |||||||
6,0 | 6,0 | |||||||||
8,0 | 8,0 | ±0,1 | ||||||||
| ||||||||||
Таблица 3 - Размеры и допуски для ленточных электродов сплошного сечения
Параметры | Размеры, мм | Допуски, мм |
Номинальная толщина |
| ±0,05 |
Номинальная ширина |
| +0,5 |
>100 | +0,8 |
5.4 Флюсы
Флюс должен быть гранулированным и обладать сыпучестью для свободного перемещения системой подачи флюса. В разных упаковках гранулы по размеру должны быть однородными. Флюсы могут быть произведены с различным размером гранул (см. ИСО 14174).
6 Процедура округления
Полученные фактические испытательные значения должны соответствовать требованиям ИСО 80000-1:2009, В.3, Правило А. Если измеренные значения получены с помощью оборудования, откалиброванного в единицах, отличных от указанных в настоящем стандарте, измеренные значения должны быть преобразованы в единицы настоящего стандарта до округления. Если среднее значение необходимо сравнить с требованиями настоящего стандарта, округление должно выполняться только после расчета среднего значения. Округленные результаты должны соответствовать требованиям соответствующей таблицы для тестируемой классификации.
7 Требования к сварочным материалам
7.1 Электроды покрытые плавящиеся
Покрытие электрода должно быть концентрическим и равномерным по длине электрода, чтобы исключить асимметричное расплавление покрытия во время сварки. Покрытие электрода не должно иметь каких-либо неровностей, трещин и других дефектов поверхности, которые могут отрицательно повлиять на сварочный процесс. Покрытие должно иметь прочное сцепление со стержнем и не отслаиваться при правильном обращении и использовании.
Зачищенный от материала покрытия конец покрытого электрода должен быть свободен от материала покрытия на длине не менее 15 мм.
Примечание - Контактный конец электрода может быть покрыт материалом, улучшающим зажигание дуги.
7.2 Проволоки, стержни и ленточные электроды
Поверхность сварочных материалов не должна иметь загрязнений и поверхностных дефектов, которые могут негативно повлиять на сварку. Допускается любая обработка поверхности, при условии, что процесс сварки и свойства металла сварного шва не подвергаются негативному влиянию.
Компоненты порошка во всех порошковых сварочных материалах должны быть равномерно распределены по длине, чтобы не оказывать негативного влияния на характеристики изделий, химический состав и свойства наплавленного металла сварного шва.
Проволоки и ленточные электроды могут поставляться в мотках или быть намотаны на катушки в соответствии с рисунком 1 и таблицей 4. Проволоки и ленточные электроды не должны иметь перекручивания, волн, резких перегибов и других дефектов, которые могут помешать их непрерывной подаче. Начало и конец проволоки, намотанной в одну длину, должны быть закреплены.
Сварочные материалы в мотках без каркасов должны быть связаны как минимум в трех местах, расположенных примерно на одинаковом расстоянии по окружности мотка.
Проволоки сплошного сечения и проволоки электродные сплошного сечения для сварки сталей не должны иметь ход витка больше, чем указано ниже.
Ход витка определяется как вертикальный подъем одного витка проволоки, который свободно лежит на плоской поверхности, от этой плоской поверхности. Он должен быть не более 25 мм для катушек с наружным диаметром до 200 мм (S 200) и не более 50 мм для катушек с наружным диаметром более 200 мм (см. таблицу 4).
Диаметр витков проволоки, свободно лежащих на плоской поверхности, ход витка и свойства проволок должны быть такими, чтобы они соответствовали требованиям для равномерной и непрерывной подачи проволок на автоматическом или полуавтоматическом сварочном оборудовании.
|
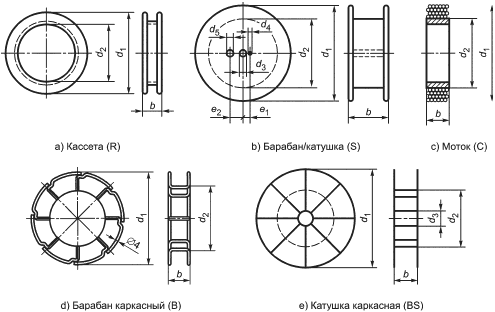
,
,
,
,
,
,
,
- для определения см. таблицу 4.
Примечание - Барабан/катушка (S) может иметь два отверстия.
Рисунок 1 - Катушки, кассеты, барабаны и мотки
Таблица 4 - Размеры и допуски для кассет, барабанов, катушек и мотков
Размеры в миллиметрах | |||||||||
Тип | Обозна- | Наружный диаметр | Внутренний диаметр | Наружная ширина | Диаметр отверстия | Поводковые отверстия | |||
Диаметр отверстия | Расстояние от оси | ||||||||
Барабан/ катушка (S) | S 100 | 100±2 | - | 45 | 16,5 | - | - | - | - |
Барабан/ катушка (S) | S 117 | 117±1 | - | 71 | 48,0 | - | - | - | - |
Барабан/ катушка (S) | S 200 | 200±3 | - | 55 | 50,5 | 10 | - | 44,5±0,5 | - |
Барабан/ катушка (S) | S 300 | 300±5 | - | 103 | 50,5 | 10 | - | 44,5±0,5 | - |
Барабан/ катушка (S) | S 350 | 350±5 | - | 103 | 50,5 | 10 | - | 44,5±0,5 | - |
Барабан/ катушка (S) | S 560 | 560 | - | 305 | 35,0±1,5 | 16,7±0,7 | 16,7±0,7 | 63,5±1,5 | 63,5±1,5 |
Барабан/ катушка (S) | S 610 | 610 | - | 345 | 35,0±1,5 | 16,7±0,7 | 16,7±0,7 | 63,5±1,5 | 63,5±1,5 |
Барабан/ катушка (S) | S 760E | 760 | - | 290 | 40,5 | 25 | 35 | 65±1 | 110±1 |
Барабан/ катушка (S) | S 760A | 760 | - | 345 | 35,0±1,5 | 16,7±0,7 | 16,7±0,7 | 63,5±1,5 | 63,5±1,5 |
Кассета (R) | R 435 | 435±5 | 300 | 90 | - | - | - | - | - |
Кассета каркасная (B) | B 300 | 300 | 180±2 | 100±3 | - | - | - | - | - |
Кассета каркасная (B) | B 400 | 400 | 190±5 | 215±3 | - | - | - | - | - |
Кассета каркасная (B) | B 435 | 435 | 300±5 | 70±3 | - | - | - | - | - |
Кассета каркасная (B) | B 450 |
| 300±5 | 100±3 | - | - | - | - | - |
Катушка каркасная (BS) | BS 200 | 200 | 100 | 55±3 | 50,5 | - | - | - | - |
Катушка каркасная (BS) | BS 300 | 300±5 | 189±0,5 | 103 | 50,5 | - | - | - | - |
Моток (C) | C 435 |
| 300 | 90 | - | - | - | - | - |
Моток (C) | C 450 |
| 300 | 100 | - | - | - | - | - |
Моток (C) | C 750 |
| 570 | 90 | - | - | - | - | - |
Моток (C) | C 800 |
| 600 | 120 | - | - | - | - | - |
| |||||||||
8 Маркировка
8.1 Маркировка продукции
8.1.1 Электроды покрытые плавящиеся
Покрытые электроды должны иметь надежную маркировку на зачищенном от покрытия конце электрода или вблизи него на покрытии, с указанием торговой марки поставщика или классификационного обозначения электрода.
8.1.2 Проволоки и ленточные электроды
Сварочные присадочные материалы, намотанные на катушки или в мотках, должны иметь надежную маркировку на катушке или на мотке, связанную с типом продукции производителя или поставщика.
8.1.3 Стержни
Каждый стержень для дуговой сварки вольфрамовым электродом в инертном газе, дуговой плазменной сварки и газокислородной сварки должен иметь надежную маркировку, связанную с типом продукции производителя или поставщика.
К маркировке рекомендуется добавлять обязательную часть стандартного обозначения или цветную окраску для идентификации.
8.2 Маркировка на упаковке
Наружная сторона каждой минимальной единицы упаковки должна быть четко замаркирована и содержать следующую информацию:
- наименование производителя или поставщика;
- торговую марку;
- обозначение согласно соответствующему стандарту;
- размеры в соответствии с разделом 5;
- диапазон размеров гранул для флюсов, где это применимо, в соответствии с ИСО 14174;
- номер плавки или партии;
- род тока и полярность, где это применимо;
- количество или номинальная масса нетто;
- инструкцию по просушке/прокалке или ссылку на соответствующий источник информации, где это применимо;
- одобрение сварочного материала, при наличии;
- предупреждение о вреде для здоровья, инструкцию по охране труда в соответствии со стандартами и правилами.
9 Упаковка
Производитель, поставщик или дистрибьютор должны упаковать сварочные присадочные материалы и флюсы таким образом, чтобы при надлежащем транспортировании и хранении в сухом складском помещении обеспечивалась защита от повреждений и порчи.
10 Документы для контроля
Документы для контроля сварочных присадочных материалов или флюсов должны соответствовать ИСО 14344.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 14174 | IDT | ГОСТ Р ИСО 14174-2021 "Материалы сварочные. Флюсы для дуговой сварки под флюсом и электрошлаковой сварки. Классификация" |
ISO 14344 | - | * |
ISO 80000-1:2009 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
Библиография
[1] | ISO 4063 Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов) |
УДК 621.791:006.354 | ОКС 25.160.20 |
Ключевые слова: сварочные материалы, условия поставки, проволоки сварочные, проволоки порошковые, проволоки сплошного сечения, электроды, стержни, прутки, ленты, флюсы | |
Электронный текст документа
и сверен по:
, 2021
{kind=link}