ГОСТ ISO 25239-2-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ. АЛЮМИНИЙ
Часть 2
Конструкция сварных соединений
Friction stir welding. Aluminium. Part 2. Design of weld joints
МКС 25.160.10
25.160.40
Дата введения 2020-11-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана" (ФГАУ "НУЦСК при МГТУ им.Н.Э.Баумана") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. N 130-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 октября 2020 г. N 972-ст межгосударственный стандарт ГОСТ ISO 25239-2-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 25239-2:2011* "Сварка трением с перемешиванием. Алюминий. Часть 2. Конструкция сварных соединений" ("Friction stir welding - Aluminium - Part 2: Design of weld joints", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC 7 "Обозначения и термины" Технического комитета ISO/TC 44 "Сварка и родственные процессы" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Серия стандартов ГОСТ ISO 25239 состоит из следующих частей под общим наименованием "Сварка трением с перемешиванием. Алюминий":
- часть 1. Словарь;
- часть 2. Конструкция сварных соединений;
- часть 3. Аттестация сварщиков-операторов;
- часть 4. Технические требования и аттестация процедур сварки;
- часть 5. Требования к качеству и контролю.
1 Область применения
Настоящий стандарт устанавливает требования к конструкции сварных соединений, полученных сваркой трением с перемешиванием. В настоящем стандарте термин "алюминий" относится к алюминию и его сплавам.
Настоящий стандарт не распространяется на точечную сварку трением с перемешиванием.
2 Нормативные ссылки
В настоящем стандартЕ использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 2553, Welded, brazed and soldered joints - Symbolic representation on drawings (Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения)
ISO 25239-1, Friction stir welding - Aluminium - Part 1: Vocabulary (Сварка трением с перемешиванием. Алюминий. Часть 1. Словарь)
ISO 25239-3, Friction stir welding - Aluminium - Part 3: Qualification of welding operators (Сварка трением с перемешиванием. Алюминий. Часть 3. Аттестация сварщиков-операторов)
ISO 25239-4, Friction stir welding - Aluminium - Part 4: Specification and qualification of welding procedures (Сварка трением с перемешиванием. Алюминий. Часть 4. Технические требования и аттестация процедур сварки)
ISO 25239-5, Friction stir welding - Aluminium - Part 5: Quality and inspection requirements (Сварка трением с перемешиванием. Алюминий. Часть 5. Требования к качеству и контролю)
3 Термины и определения
В настоящем стандарте применены термины по ISO 25239-1.
4 Требования к конструкции
4.1 Документация
Конструкция сварных соединений должна быть спроектирована в соответствии с установленными требованиями, учитывающими конечное назначение изделия. Документация должна содержать основную информацию о сварном соединении и все специальные требования, в том числе, необходимые с точки зрения стойкости к разрушению, долговечности, работоспособности, безопасности изделия, которые применяются в дополнение к основным требованиям. Должны быть определены параметры контроля технологического процесса для подтверждения того, что сварные швы, которые были выполнены в соответствии с техническими требованиями к процедуре сварки и требованиями к качеству и контролю, удовлетворяют требованиям.
Условные обозначения сварных соединений должны соответствовать обозначениям, приведенным в ISO 2553.
4.2 Типы соединений
При выборе типа сварного соединения следует учитывать данные о свойствах материала. Примеры сварных соединений приведены в таблице 1.
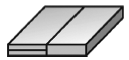
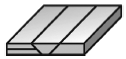
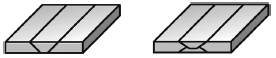
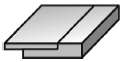
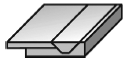
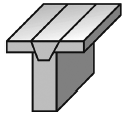
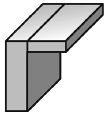
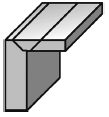
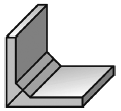
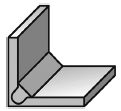
Таблица 1 - Типы сварных соединений до и после сварки трением с перемешиванием
Тип соединения | До сварки | После сварки |
Комбинирование нахлесточного и стыкового соединения |
|
|
Стыковое соединение |
|
|
Комбинирование нахлесточного и стыкового соединения |
|
|
Тавровое соединение |
|
|
Угловое соединение |
|
|
Нахлесточное соединение |
|
|
Угловое соединение |
|
|
Стыковое соединение |
|
|






4.2.1 Стыковые соединения
Глубина погружения наконечника при сварке стыковых соединений должна быть указана в технических требованиях к процедуре сварки.
4.2.2 Нахлесточные соединения
Расстояние от оси инструмента до края каждой детали и глубина погружения наконечника в нахлесточном соединении должны быть указаны в технических требованиях к процедуре сварки. Нахлесточные сварные соединения, полученные сваркой трением с перемешиванием, необходимо отличать от других нахлесточных соединений, чтобы избежать недопонимания его особенностей. Типовой процесс сварки трением с перемешиванием - ассиметричный процесс. Например, одна сторона шва нагревается сильнее, чем другая. Другим примером асимметрии является различная прочность на стороне набегания и стороне отставания сварного шва. В зависимости от того, сторона набегания сварного шва или сторона отставания сварного шва находится вблизи края листа (см. рисунок 1), более или менее прочная сторона соединения может быть размещена на стороне сварного шва с большими напряжениями, как показано на рисунке 2. Это особенно важно и зависит от того, какая сторона (набегания или отставания) находится вблизи края, как показано на рисунке 1.
|

1 - сторона отставания; 2 - сторона набегания вблизи края лицевой поверхности сварного шва; 3 - инструмент; 4 - деталь; 5 - сторона отставания вблизи края лицевой поверхности сварного шва; 6 - сторона набегания; a - осевое усилие; b - направление вращения инструмента; c - направление сварки
Рисунок 1 - Сторона набегания и сторона отставания в нахлесточном соединении
|

1 - сторона отставания; 2 - сторона набегания; 3 - нижняя деталь; 4 - инструмент; 5 - верхняя деталь; 6 - растянуто-напряженная сторона верхней детали; 7 - растянуто-напряженная сторона нижней детали; a - направление вращения инструмента; b - направление сварки; c - осевое усилие; d - сила растяжения; e - вращение соединения
Рисунок 2 - Распределение нагрузки нахлесточных соединений
4.3 Дополнительная информация
4.3.1 Для каждого сварного шва должно быть указано следующее:
a) технические требования к основному материалу, сплаву и термообработка;
b) состояние поверхности перед сваркой, включая любое покрытие;
c) место шва и протяженность сварки;
d) конечная форма шва и требования к готовому сварному шву (состояние после сварки или дополнительная обработка);
e) послесварочная термообработка.
4.3.2 Размеры свариваемой детали
Размеры сварной детали на чертеже должны быть окончательными и не должны включать допуски на усадку.
4.3.3 Аттестация сварщика-оператора
Все производственные работы сваркой трением с перемешиванием следует проводить сварщиком-оператором, аттестованным в соответствии с ISO 25239-3.
4.3.4 Аттестация процедур сварки
Все производственные работы по сварке трением с перемешиванием следует проводить в соответствии с процедурой сварки, аттестованной в соответствии с ISO 25239-4.
4.3.5 Контроль
Документация должна определять требования к контролю, методы контроля и нормы оценки. Контроль и испытания сварных швов следует проводить в соответствии с ISO 25239-5.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1 - Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Обозначение ссылочного международного стандарта | Степень | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 2553 | - | *, |
________________ | ||
ISO 25239-1 | IDT | ГОСТ ISO 25239-1-2020 "Сварка трением с перемешиванием. Алюминий. Часть 1. Словарь" |
ISO 25239-3 | IDT | ГОСТ ISO 25239-3-2020 "Сварка трением с перемешиванием. Алюминий. Часть 3. Аттестация сварщиков-операторов" |
ISO 25239-4 | IDT | ГОСТ ISO 25239-4-2020 "Сварка трением с перемешиванием. Алюминий. Часть 4. Технические требования и аттестация процедур сварки" |
ISO 25239-5 | IDT | ГОСТ ISO 25239-5-2020 "Сварка трением с перемешиванием. Алюминий. Часть 5. Требования к качеству и контролю" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
УДК 621.791.14:006.354 | МКС | 25.160.10 | IDT |
25.160.40 | |||
Ключевые слова: сварка, сварные соединения, сварка трением с перемешиванием, сварка алюминия | |||
Электронный текст документа
и сверен по:
, 2020
{kind=link}