ГОСТ Р МЭК 60974-1-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оборудование для дуговой сварки
Часть 1
ИСТОЧНИКИ СВАРОЧНОГО ТОКА
Arc welding equipment. Part 1. Welding power sources
ОКС 25.160.30
Дата введения 2014-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГАУ НУЦСК при МГТУ им.Н.Э.Баумана), Национальным агентством контроля сварки (НАКС), Научно-производственной фирмой "Инженерный и технологический сервис" (НПФ "ИТС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2012 г. N 1011-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 60974-1:2012* "Оборудование для дуговой сварки. Часть 1. Источники сварочного тока" (IEC 60974-1:2012 "Arc welding equipment - Part 1: Welding power sources", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р МЭК 60974-1-2004
6 ПЕРЕИЗДАНИЕ. Май 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает основные требования к источникам питания для дуговой сварки (источники сварочного тока) в целях обеспечения соответствия их функциональному назначению, обеспечения единства методов контроля и испытаний.
Настоящий стандарт устанавливает требования к промышленным и профессиональным источникам сварочного тока, предназначенным для выполнения дуговой сварки и родственных процессов и приводимым в действие электрооборудованием либо механическими средствами, обеспечивающими подачу необходимого напряжения питания.
Настоящий стандарт не распространяется на источники сварочного тока для дуговой сварки металла в ограниченном режиме, разработанные в основном для любителей.
Настоящий стандарт устанавливает требования к рабочим характеристикам и требования безопасности.
Примечания
1 Родственными процессами являются электродуговая резка и электродуговое напыление.
2 Настоящий стандарт не устанавливает требования к электромагнитной совместимости (ЭМС).
3 Применение настоящего стандарта не исключает соблюдения действующих нормативных документов (национальных стандартов и технических регламентов).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
IEC 60050-151:2001, International Electrotechnical Vocabulary (IEV) - Part 151: Electrical and magnetic devices (Международный электротехнический словарь. Электрические и магнитные устройства)
IEC 60050-851:2008, International Electrotechnical Vocabulary (IEV) - Part 851: Electric welding (Международный электротехнический словарь. Сварка электрическая)
IEC 60245-6, Rubber insulated cables - Rated voltages up to and including 450/750 V - Part 6: Arc welding electrode cables (Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Часть 6. Кабели для электродов при дуговой сварке)
IEC 60417-DB:2011, Graphical symbols for use on equipment (Графические символы, применяемые на оборудовании)
IEC 60445, Basic and safety principles for man-machine interface, marking and identification - Identification of equipment terminals, conductor terminations and conductors (Система человек - машина, маркировка, идентификация. Основные принципы и принципы безопасности. Идентификация выводов для оборудования и концов проводов определенного назначения и общие правила для буквенно-цифровой системы обозначения)
________________
Заменен на IEC 60445:2017.
IEC 60529, Degrees of protection provided by enclosures (IP Code) [Степени защиты, обеспечиваемые корпусами (Код IP)]
IEC 60664-1:2007, Insulation coordination for equipment within low-voltage systems - Part 1: Principles, requirements and tests (Выбор изоляции для оборудования в низковольтных системах. Часть 1. Принципы, требования и испытания)
IEC 60664-3, Insulation coordination for equipment within low-voltage systems - Part 3: Use of coating, potting or moulding for protection against pollution (Координация изоляции для оборудования в низковольтных системах. Часть 3. Использование покрытия, герметизации или заливки для защиты от загрязнения)
________________
Заменен на IEC 60664-3:2016.
IEC 60695-11-10, Fire hazard testing - Part 11-10: Test flames - 50 W horizontal and vertical flame test methods (Испытания на пожароопасность. Часть 11-10. Пламя для испытания. Методы испытания горизонтальным и вертикальным пламенем)
________________
Заменен на IEC 60695-11-10:2013.
IEC 60974-7, Arc welding equipment - Part 7: Torches (Оборудование для дуговой сварки. Часть 7. Горелки)
________________
Заменен на IEC 60974-7:2019.
IEC 61140, Protection against electric shock - Common aspects for installation and equipment (Защита от поражения электрическим током. Общие требования, связанные с электроустановками и электрооборудованием)
________________
Заменен на IEC 61140:2016.
IEC 61558-2-4, Safety of transformers, reactors, power supply units and similar products for supply voltages up to 1 100 V - Part 2-4: Particular requirements and tests for isolating transformers and power supply units incorporating isolating transformers (Трансформаторы силовые, блоки питания и аналогичные изделия. Безопасность. Часть 2-4. Частные требования к изолирующим трансформаторам общего назначения)
IEC 61558-2-6, Safety of transformers, reactors, power supply units and similar products for supply voltages up to 1 100 V - Part 2-6: Particular requirements and tests for safety isolating transformers and power supply units incorporating safety isolating transformers (Трансформаторы силовые, блоки питания и аналогичные изделия. Безопасность. Часть 2-6. Частные требования к изолирующим трансформаторам безопасности общего назначения)
3 Термины и определения
В настоящем стандарте использованы термины и определения, приведенные в МЭК 60050-851 и МЭК 60664-1, а также следующие термины с соответствующими определениями:
3.1 источник сварочного тока для дуговой сварки: Оборудование для подачи тока и напряжения с характеристиками, отвечающими требованиям к выполнению дуговой сварки и смежных процессов.
Примечания
1 Источник сварочного тока для дуговой сварки может также обеспечивать обслуживание другого оборудования и вспомогательных принадлежностей, например, обеспечивать подачу энергии, направляемой на внутренние нужды, подачу охлаждающей жидкости, расходуемого электрода для дуговой сварки, а также газа для защиты дуги и зоны сварки.
2 Далее в тексте термин употребляется в форме "источник сварочного тока".
3.2 промышленное и профессиональное применение: Области применения, рассчитанные исключительно на специалистов или проинструктированных сотрудников.
3.3 квалифицированный специалист, компетентное лицо, подготовленный сотрудник: Сотрудник, способный к выполнению порученной ему работы и к распознаванию потенциальных опасностей за счет полученной профессиональной подготовки, приобретенных знаний и опыта, а также знания соответствующего оборудования.
3.4 проинструктированный сотрудник: Сотрудник, проинформированный о поставленных задачах и потенциальных опасностях в случае пренебрежения техникой безопасности и прошедший при необходимости определенную подготовку.
3.5 типовое испытание (периодическое испытание продукции): Испытание одного или нескольких устройств, имеющих заданную конструкцию, в целях проверки соответствия указанных устройств требованиям соответствующего стандарта или технических условий.
3.6 контрольное испытание (приемо-сдаточное испытание): Испытание, проводимое в отношении отдельно взятого устройства во время или после его изготовления в целях проверки соответствия указанного устройства требованиям соответствующего стандарта или технических условий или заданных критериев оценки.
3.7 внешний осмотр: Визуальный осмотр, проводимый в целях проверки отсутствия каких-либо отклонений от требований соответствующего стандарта.
3.8 падающая внешняя характеристика: Внешняя статическая характеристика источника сварочного тока является такой, что при увеличении тока нагрузки напряжение уменьшается более чем на 7 В/100 А.
3.9 жесткая внешняя характеристика: Внешняя статическая характеристика источника сварочного тока является такой, что при увеличении тока нагрузки напряжение уменьшается менее чем на 7 В/100 А либо увеличивается более чем на 10 В/100 А.
3.10 статическая внешняя характеристика: Соотношение напряжения к току на выходных зажимах источника сварочного тока при его подсоединении к стандартной нагрузке.
3.11 сварочная цепь: Набор проводящих элементов, предназначенный для прохождения через него сварочного тока.
Примечания
1 При дуговой сварке сварочная дуга является частью сварочного контура.
2 При определенных процессах дуговой сварки сварочная дуга может располагаться между двумя электродами. В этом случае свариваемая деталь необязательно является частью сварочного контура.
3.12 цепь (контур) управления: Цепь (контур) для оперативного управления источником сварочного тока и (или) для защиты силовых цепей (контуров).
3.13 сварочный ток: Ток, генерируемый источником сварочного тока в процессе сварки.
3.14 напряжение под нагрузкой: Напряжение между выходными зажимами в момент подачи сварочного тока его источником.
3.15 напряжение без нагрузки (напряжение холостого хода): Напряжение между выходными зажимами источника сварочного тока в момент, когда внешняя сварочная цепь разомкнута.
3.16 стандартное значение: Унифицированное значение, которое используется в качестве средства оценки того или иного параметра в целях сравнения, выверки, проверки и пр.
Примечание - Стандартные значения необязательно применимы при проведении реального процесса сварки.
3.17 номинальный (стандартный) режим сварки: Режим источника сварочного тока, находящегося под напряжением в условиях его тепловой стабилизации, определяемый номинальным сварочным током и напряжением при работе в режиме номинальной нагрузки при номинальных величинах напряжения питания и частоты или скорости вращения.
3.18 стандартная нагрузка: Практически безындукционная постоянная активная нагрузка с коэффициентом мощности не менее 0,99.
3.19 номинальный (стандартный) сварочный ток : Ток источника сварочного тока в режиме стандартной нагрузки при соответствующем номинальном (стандартном) напряжении нагрузки.
Примечание - Значения даются в виде среднеквадратичных значений в отношении переменного тока, и среднеарифметических значений - в отношении постоянного тока.
3.20 рабочее (стандартное) напряжение нагрузки : Напряжение нагрузки источника сварочного тока с заданным линейным соотношением к стандартному сварочному току.
Примечания
1 Значения представлены в виде среднеквадратичных значений в отношении переменного тока и среднеарифметических значений - в отношении постоянного тока.
2 Заданное линейное соотношение варьируется в зависимости от типа технологического процесса (см. 11.2).
3.21 номинальное значение: Значение, задаваемое изготовителем для определенных условий работы того или иного компонента, устройства или предмета оборудования.
3.22 номинальная характеристика: Набор номинальных величин и рабочих режимов.
3.23 номинальная мощность: Номинальные значения мощности источника сварочного тока.
3.24 максимальный сварочный ток : Максимальное значение сварочного тока, которое может быть получено в режиме сварки от источника сварочного тока при максимальных значениях настройки.
3.25 минимальный сварочный ток : Минимальное значение сварочного тока, которое может быть получено в режиме сварки от источника сварочного тока при минимальных значениях настройки.
3.26 номинальное напряжение без нагрузки (напряжение холостого хода) : Напряжение без нагрузки, измеренное в соответствии с 11.1 при номинальных величинах напряжения питания и частоты либо номинальной скорости вращения без нагрузки.
Примечание - Если источник сварочного тока оснащен устройством обеспечения безопасности, то номинальным напряжением без нагрузки будет являться напряжение, измеренное до того момента, как устройство обеспечения безопасности выполнит свою функцию.
3.27 номинальное пониженное напряжение без нагрузки (напряжение холостого хода) : Напряжение без нагрузки источника сварочного тока, оснащенного устройством обеспечения безопасности, измеренное в соответствии с 11.1 сразу же после срабатывания указанного устройства для регистрации величины понижения напряжения.
3.28 номинальное коммутируемое напряжение без нагрузки (напряжение холостого хода) : Постоянное напряжение без нагрузки источника сварочного тока, оснащенного устройством переключения из режима переменного в режим постоянного тока.
3.29 номинальное напряжение питания : Среднеквадратичное значение входного напряжения, для работы с которым рассчитан источник сварочного тока.
3.30 номинальный ток питания : Среднеквадратичное значение тока на входе в источник сварочного тока в номинальном стандартном режиме сварки.
3.31 номинальный ток питания без нагрузки : Ток на входе в источник сварочного тока при номинальном напряжении без нагрузки.
3.32 максимальный ток питания : Максимальное значение тока питания.
3.33 максимальный эффективный ток питания : Максимальное значение эффективного тока питания, рассчитанное на основании номинального тока питания
соответствующего цикла нагрузки ПН
, а также тока питания в режиме без нагрузки
по формуле
![]() .
.
3.34 номинальная скорость вращения под нагрузкой : Скорость вращения вращающегося источника сварочного тока при работе в режиме номинального максимального сварочного тока.
3.35 номинальная скорость вращения без нагрузки (холостой ход) : Скорость вращения вращающегося источника сварочного тока в момент, когда внешний сварочный контур разомкнут.
Примечание - Если двигатель оснащен устройством понижения скорости вращения, когда операция сварки не проводится, то подлежит измерению до срабатывания указанного устройства.
3.36 номинальная скорость вращения при холостом ходе : Сниженная, без нагрузки, скорость вращения источника сварочного тока с приводом от двигателя.
3.37 коэффициент нагрузки [продолжительность включения ПН ]: Отношение непрерывной работы под нагрузкой (в течение заданного промежутка времени) к общей продолжительности работы.
Примечания
1 Указанное отношение, выражаемое значением от 0 до 1, также может быть представлено в виде процентов.
2 При подготовке настоящего документа за продолжительность одного полного цикла было принято значение 10 мин. Например, при цикле нагрузки 60% нагрузка подается непрерывно в течение 6 мин, после чего в течение 4 мин подача нагрузки не проводится.
3.38 зазор: Кратчайшее расстояние в воздушной среде между двумя электропроводящими деталями.
3.39 расстояние тока утечки: Кратчайшее расстояние на поверхности изолирующего материала между двумя электропроводящими деталями.
3.40 степень загрязнения: Число, характеризующее прогнозируемое загрязнение микросреды.
[МЭК 60664-1:2007, 3.13]
Примечание - В целях оценки расстояния утечки и зазоров предусмотрены следующие четыре степени загрязнения микросреды.
a) Степень загрязнения 1: загрязнение отсутствует, либо наблюдается только загрязнение сухими, непроводящими веществами. Данное загрязнение не оказывает никакого негативного воздействия.
b) Степень загрязнения 2: Наблюдается только загрязнение непроводящими веществами, и лишь время от времени следует ожидать возникновения временной электропроводности, вызываемой конденсацией.
c) Степень загрязнения 3: Наблюдается загрязнение проводящими либо сухими, непроводящими веществами, становящимися со временем проводящими в случае образования конденсата.
d) Степень загрязнения 4: Наблюдается стойкая электропроводность за счет загрязнения такими проводящими веществами, как пыль, дождь или снег.
3.41 микросреда: Непосредственная окружающая среда изоляции, оказывающая особенно сильное влияние на величину расстояния утечки.
[МЭК 60664-1:2007, 3.12.2]
3.42 группа материала: В соответствии с МЭК 60664-1 материалы делятся на четыре группы в зависимости от значения соответствующего сравнительного индекса (CTI).
Примечание - Для неорганических изолирующих материалов (стекла или керамики) расстояния утечки не должны быть ![]() , чем связанный с ними зазор.
, чем связанный с ними зазор.
Материалы группы I | CTI |
Материалы группы II | CTI |
Материалы группы IlIa | CTI |
Материалы группы IIIb | CTI |
3.43 температурный скачок: Разность между температурой какой-либо части источника сварочного тока и температурой окружающего воздуха.
3.44 тепловое равновесие: Состояние, достигаемое в момент, когда наблюдаемая величина температурного скачка любой из частей источника сварочного тока не превышает 2°С/ч.
3.45 тепловая защита: Система, предназначенная для обеспечения защиты части источника сварочного тока и, следовательно, всего источника сварочного тока от избыточной температуры, возникающей при определенных условиях тепловой перегрузки.
Примечание - Предусмотрен сброс указанной системы в исходное состояние (как вручную, так и автоматически), когда температура понижается до исходного значения.
3.46 среды с повышенной опасностью поражения электрическим током: Среды, для которых характерна повышенная опасность поражения электрическим током по сравнению с нормальным режимом дуговой сварки.
Примечания
1 Указанные среды могут встречаться, например:
a) в местах, где свобода передвижения ограничена, то есть где оператор вынужден производить сварочные работы в тесноте (например, стоя на коленях, сидя или лежа) и при физическом контакте с электропроводящими деталями;
b) в местах, полностью или частично ограниченных электропроводящими элементами, и где опасность неизбежного или случайного контакта оператора с указанными элементами очень высока;
c) во влажных местах либо в местах с повышенной температурой, где влажность или потоотделение значительно снижают электрическое сопротивление кожных покровов человеческого тела, а также изолирующие свойства дополнительных принадлежностей.
2 К местам, где имеются среды с повышенной опасностью поражения электрическим током, не относятся места, в которых электропроводящие детали, располагающиеся вблизи оператора и являющиеся источником повышенной опасности, снабжены изоляцией.
3.47 устройство обеспечения безопасности: Устройство, предназначенное для снижения опасности поражения электрическим током, которая обусловлена наличием напряжения в режиме холостого хода.
3.48 оборудование класса I: Оборудование с основной изоляцией, обеспечивающей основную защиту, защитное заземление и защиту от короткого замыкания в соответствии с МЭК 61140.
3.49 оборудование класса II: Оборудование с основной изоляцией, обеспечивающей основную защиту, а также с дополнительной изоляцией, обеспечивающей защиту от короткого замыкания, либо оборудование, у которого основная защита и защита от короткого замыкания обеспечиваются за счет усиленной изоляции в соответствии с МЭК 61140.
3.50 основная изоляция: Изоляция, обеспечивающая основную защиту деталей, находящихся под опасно высоким напряжением.
3.51 дополнительная изоляция: Автономная изоляция, применяемая в дополнение к основной изоляции для защиты от короткого замыкания.
3.52 двойная изоляция: Изоляция, в состав которой входит как основная, так и дополнительная изоляция.
3.53 усиленная изоляция: Изоляция деталей, находящихся под опасно высоким напряжением, которая обеспечивает эквивалентную двойной изоляции степень защиты от поражения электрическим током.
Примечание - Усиленная изоляция может быть выполнена из нескольких слоев, проверка которых по отдельности не предусмотрена, например слоев основной и дополнительной изоляции.
3.54 система плазменной резки: Комбинированная система, состоящая из источника питания, горелки и соответствующих предохранительных устройств и предназначенная для выполнения плазменной резки/строжки.
3.55 источник питания для плазменной резки: Оборудование (источник тока и напряжения), обладающее заданными характеристиками для выполнения плазменной резки/строжки, подачи газа и охлаждающей жидкости.
Примечание - Источник питания для плазменной резки может также обеспечивать обслуживание другого оборудования и вспомогательных принадлежностей, например, обеспечивать подачу энергии, направляемой на внутренние нужды, подачу охлаждающей жидкости и защитного газа.
3.56 сверхнизкое напряжение безопасности: Напряжение переменного тока не более 50 В или напряжение постоянного тока не более 120 В без пульсаций; напряжение между электрическими проводами либо между электрическим проводом и заземлением; напряжение в контуре, изолированном от сети питания такими устройствами, как изолирующий трансформатор безопасности.
Примечания
1 Максимальное напряжение переменного тока ниже 50 В или напряжение постоянного тока ниже 120 В без пульсаций может указываться в специальных требованиях, особенно если допускается прямой контакт с деталями, находящимися под напряжением.
2 Когда источником служит изолирующий трансформатор безопасности, напряжение не должно превышать установленного предела при любой нагрузке (от полной до нулевой).
3 Напряжением "без пульсаций" традиционно считается среднеквадратичное напряжение без пульсаций величиной не более 10% постоянной составляющей тока; величина максимального амплитудного напряжения не превышает 140 В для номинальной системы постоянного тока 120 В без пульсаций и 70 В - для номинальной системы постоянного тока 60 В без пульсаций.
3.57 цепь (контур) питания: Проводящий материал в источнике питания, предназначенный для прохождения через него тока питания.
3.58 рабочее напряжение: Наибольшее среднеквадратичное значение напряжения переменного либо постоянного тока в конкретном изолирующем материале, наблюдаемое при подаче электропитания в оборудование в условиях номинального напряжения.
Примечания
1 Переходные режимы не учитываются.
2 В расчет принимается как режим разомкнутого контура, так и нормальный эксплуатационный режим.
3.59 ток прикосновения: Электрический ток, проходящий через тело человека или животного во время прикосновения к одной или нескольким открытым частям установки или оборудования.
[МЭК 60050-195:1998, 195-05-21]
Примечание - Измерение тока прикосновения проводится с помощью измерительной системы, которая имитирует полное сопротивление тела человека.
3.60 дистанционное управление: Устройство или цепь, являющиеся внешними по отношению к оборудованию и использующиеся для целей контроля или управления его работой.
3.61 условия одиночного отказа: Условия, при которых происходит отказ одного из устройств обеспечения безопасности.
Примечание - Если некоторое условие одиночного отказа неизбежно ведет к возникновению другого одиночного отказа, то результирующее состояние все равно считается условием одиночного отказа.
[МЭК 60050-851:2008, 851-11-20]
3.62 стационарное оборудование: Оборудование предназначенное для постоянной работы в заранее определенном месте.
3.63 цепь защиты: Цепь, предназначенная для подключения к защитному заземлению с целью предотвращения поражения электрическим током.
3.64 класс изоляции: Стандартная классификация, относящаяся к изолирующему материалу, который используется в электрических приборах и машинах, где определены основные свойства материала и указаны рекомендуемые значения предельных температур.
[МЭК 60050-811:1991, 811-13-33]
3.65 функциональная изоляция: Изоляция между токоведущими деталями, необходимая для нормального функционирования оборудования.
[МЭК 60050-195:1998, 195-02-41]
3.66 режим холостого хода: Режим работы, при котором на оборудование подано питание, но напряжение и ток в сварочной цепи отсутствуют.
Примечания
1 Некоторые типы оборудования не имеют режима холостого хода, но перед зажиганием дуги аппарат переводится в режим сварки.
2 Для источников сварочного тока, работающих в механизированных системах, конструкция, необходимая для перевода устройства в режим холостого хода, определяется производителем.
3.67 режим ожидания: Нерабочее состояние, при котором выключатель питания находится в выключенном положении.
Примечания
1 Конструктивные особенности большинства источников тока для выполнения ручной сварки позволяют исключить потребление электроэнергии в режиме ожидания.
2 Для источников сварочного тока, работающих в механизированных системах, конструкция, необходимая для перевода устройства в режим ожидания, определяется производителем.
4 Условия окружающей среды
Источники сварочного тока должны обеспечивать номинальные параметры при следующих условиях окружающей среды:
a) диапазон температуры окружающего воздуха:
для ручной дуговой сварки от минус 40°С до плюс 40°С;
для механизированной сварки от минус 10°С до плюс 40°С;
b) относительная влажность воздуха: до 50% при 40°С; до 90% при 20°С;
c) окружающий воздух без чрезмерного содержания пыли, кислот, коррозионных газов или веществ и пр., за исключением тех веществ, образование которых обусловлено процессом сварки;
d) высота над уровнем моря - до 1000 м;
e) наклон основания источника сварочного тока - до 10°.
Примечание - По договоренности между изготовителем и заказчиком источник сварочного тока может быть изготовлен для работы в различных условиях окружающей среды и снабжен соответствующей маркировкой (см. 15.1). Примеры таких условий: высокая влажность; наличие вызывающих коррозию дыма и паров; чрезмерный объем паров масла; чрезмерная вибрация или ударная нагрузка; чрезмерное количество пыли; суровые погодные условия; специализированные морские или прибрежные условия; условия нашествия вредителей и паразитов; условия воздушной среды, способствующие образованию плесени.
5 Испытания
5.1 Условия проведения испытаний
Испытания должны проводиться на новых, сухих и полностью собранных источниках сварочного тока.
Испытания на нагрев, определенные в 7.1, а также испытания тепловой защиты, описанные в 8.5, должны проводиться при температуре окружающей среды 40°С [см. допуски в перечислении е) 7.1.2], за исключением источников сварочного тока с приводом от двигателя и стационарного оборудования, которое подвергается испытаниям в соответствии с требованиями технических условий производителя.
Другие испытания могут проводиться при любой температуре окружающей среды в соответствии с данными, приведенными в перечислении а) раздела 4.
Испытания источников сварочного тока с жидкостным охлаждением должны проводиться с соблюдением предусмотренных изготовителем условий работы с жидкостями.
Если не указано иное, питание оборудования должно проводиться при номинальном напряжении с отклонением не более ±5%.
5.2 Измерительные приборы
К точности измерительных приборов предъявляются следующие требования:
a) приборы для выполнения электрических измерений: класс 1 (±1% от показаний по полной шкале), за исключением измерения сопротивления изоляции и диэлектрической прочности, в отношении которых точность приборов не определена, но измерения при этом все равно должны выполняться;
b) термометр: ±2 К;
c) тахометр: ±1% показаний по полной шкале.
5.3 Соответствие компонентов изделия требованиям стандартов
Компоненты, которые в случае поломки могут создавать угрозу безопасности, должны отвечать требованиям настоящего стандарта или требованиям соответствующих стандартов МЭК/ИСО.
Примечание - Стандарт МЭК, распространяющийся на тот или иной компонент, считается актуальным только при условии, что рассматриваемый компонент относится к области его применения.
Оценка и испытание компонентов для правильного применения в составе оборудования выполняются одним из следующих способов:
a) если некоторый компонент был аттестован полномочным проверочным органом на соответствие требованиям определенного стандарта МЭК, то данный компонент должен пройти проверку на правильность применения и использования в соответствии с его номинальными характеристиками. Компонент должен пройти испытания в соответствии с настоящим стандартом, за исключением тех проверок, которые являются частью соответствующего стандарта МЭК на рассматриваемый компонент;
b) если некоторый компонент был аттестован полномочным проверочным органом на соответствие требованиям определенного стандарта МЭК, но не используется в соответствии с указанными на него характеристиками, то данный компонент должен пройти испытания в соответствии с настоящим стандартом;
c) если некоторый компонент не был аттестован полномочным проверочным органом на соответствие требованиям определенного стандарта МЭК, то данный компонент должен пройти проверку на правильность применения в составе конкретного оборудования в соответствии с настоящим стандартом или в соответствии с применимыми проверками, изложенными в МЭК для данного компонента.
Примечание - Предусмотренное испытание на соответствие распространяющемуся на данный компонент стандарту, как правило, проводится отдельно. Количество испытательных образцов, как правило, равно тому количеству, которое предусмотрено в стандарте, распространяющемся на данный компонент;
d) если некоторый компонент не был аттестован полномочным проверочным органом на соответствие требованиям определенного стандарта МЭК из-за отсутствия такого стандарта, то этот компонент должен пройти испытания в соответствии с настоящим стандартом;
e) если некоторый компонент был аттестован полномочным проверочным органом на соответствие требованиям стандарта, не являющегося стандартом МЭК, то этот компонент считается подходящим для применения в составе конкретного оборудования при условии, что требования безопасности, приведенные в этом стандарте, не хуже тех, которые изложены в стандарте МЭК. Компонент должен пройти испытания в соответствии с настоящим стандартом, за исключением тех проверок, которые являются частью стандарта на рассматриваемый компонент, не являющегося стандартом МЭК.
5.4 Стандартные испытания
Испытания, описанные в настоящем стандарте, являются стандартными, если не оговорено иное.
Источник сварочного тока должен подвергаться испытаниям с использованием всего установленного на нем вспомогательного оборудования для определения степени воздействия данного оборудования на работу источника сварочного тока.
Измерения всех типов должны проводиться с использованием одного и того же источника сварочного тока, кроме случаев, когда оговорена возможность использования и другого источника сварочного тока.
В качестве условия соответствия требованиям представленные ниже типовые испытания должны проводиться в указанной последовательности без перерыва на сушку между операциями f), g) и h):
a) общий внешний осмотр, см. 3.7;
b) сопротивление изоляции, см. 6.1.4 (предварительная проверка);
c) корпус, см. 14.2;
d) средства погрузки-разгрузки, см. 14.3;
e) стойкость к ударам при падении, см. 14.4;
f) защита, обеспечиваемая корпусом, см. 6.2.1;
g) сопротивление изоляции, см. 6.1.4;
h) диэлектрическая прочность, см. 6.1.5;
i) общий внешний осмотр, см. 3.7.
Прочие испытания, описываемые в настоящем стандарте, но не вошедшие в список, могут проводиться в любой удобной последовательности.
5.5 Контрольные испытания
Каждый источник сварочного тока должен пройти все виды контрольных испытаний. Испытания рекомендуется проводить в следующем порядке:
a) визуальный осмотр в соответствии с техническими условиями производителя;
b) отсутствие обрывов в защитном контуре, см. 10.5.1;
c) диэлектрическая прочность, см. 6.1.5;
d) напряжение без нагрузки:
1) номинальное напряжение без нагрузки, см. 11.1; либо
2) если применимо, номинальное пониженное напряжение без нагрузки, см. 13.2; либо
3) если применимо, номинальное коммутируемое напряжение без нагрузки, см. 13.3;
е) испытание для определения значений номинальной минимальной и максимальной мощности в соответствии с перечислениями b) и с) 15.4. Изготовитель имеет право выбрать стандартную нагрузку, нагрузку короткого замыкания или иные условия проведения испытаний.
Примечание - При коротком замыкании или иных условиях проведения испытаний значения мощности могут отличаться от значений мощности при стандартной нагрузке.
6 Защита от поражения электрическим током
6.1 Изоляция
6.1.1 Общие сведения
Согласно МЭК 60664-1 большинство источников сварочного тока в отношении перенапряжения относятся к категории III; механизированные источники сварочного тока относятся к категории II. Все источники сварочного тока должны быть спроектированы для использования в условиях окружающей среды, как минимум, со степенью загрязнения 3.
Компоненты или компоновочные узлы с величинами зазора или путями тока утечки, соответствующими степени загрязнения 1 или 2, допускаются к использованию при условии, что они полностью облицованы, герметизированы либо отлиты в форме в соответствии с МЭК 60664-3.
Значения длин путей токов утечки для материалов проводки на печатных платах представлены в таблице 2.
Оборудование класса I, предназначенное для подключения к заземленной трехфазной трехпроводной системе, должно проектироваться с изоляцией, расчет которой базируется на значениях напряжения, существующего между фазами. Оборудование класса I, спроектированное с изоляцией, расчет которой базировался на значении напряжения между фазой и нейтралью, должно оснащаться табличкой, где указано, что данное оборудование следует использовать только совместно с трехфазной, четырехпроводной системой электроснабжения с заземленной нейтралью либо с однофазной трехпроводной системой с заземленной нейтралью.
Применение изоляции в различных конструкциях показано на рисунке 1, но это не исключает использования других вариантов. Если на рисунке 1 не представлена желаемая конфигурация, то требуемая изоляция должна рассчитываться исходя из последствий, которые могут возникнуть в результате одиночного отказа.
|
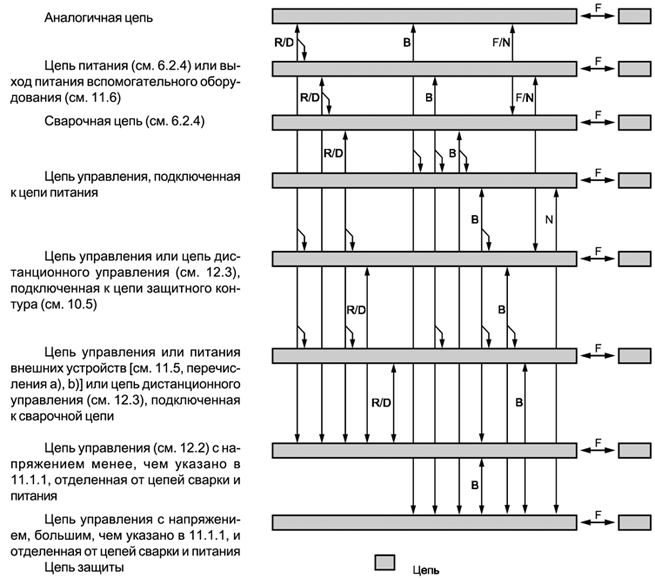
R/D - усиленная или двойная изоляция; В - основная изоляция; F - функциональная изоляция; N - требования к изоляции отсутствуют
Рисунок 1 - Пример компоновки изоляции для оборудования класса I
6.1.2 Зазоры
Для основной и дополнительной изоляции, а также для усиленной изоляции минимальные зазоры должны соответствовать значениям, приведенным в таблице 1 для перенапряжений категории III. Для других величин перенапряжений значения минимальных зазоров должны соответствовать требованиям МЭК 60664-1.
Таблица 1 - Значения минимальных зазоров для перенапряжений категории III
Напряжение "фаза - нейтраль", выведенное из номинальных напряжений переменного или постоянного тока, включая | Основная или дополнительная изоляция | Усиленная изоляция | ||||||||
Номинальное импульсное испытательное напряжение, пик | Испытательное напряжение перем. тока, средне- | Степень загрязнения | Номинальное импульсное испытательное напряжение, пик | Испы- | Степень загрязнения | |||||
2 | 3 | 4 | 2 | 3 | 4 | |||||
Зазор, мм | Зазор, мм | |||||||||
50 | 800 | 566 | 0,2 | 0,8 | 1,6 | 1500 | 1061 | 0,2 | 0,8 | 1,6 |
100 | 1500 | 1061 | 0,5 | 2500 | 1768 | 1,5 | ||||
150 | 2500 | 1768 | 1,5 | 4000 | 2828 | 3 | ||||
300 | 4000 | 2828 | 3 | 6000 | 4243 | 5,5 | ||||
600 | 6000 | 4243 | 5,5 | 8000 | 5657 | 8 | ||||
1000 | 8000 | 5637 | 8 | 12000 | 8485 | 14 | ||||
Примечания 1 Значения основываются на данных, приведенных в таблицах F.1 и F.2 МЭК 60664-1:2007. 2 Дополнительная информация по степеням загрязнения и категориям перенапряжения представлена в МЭК 60664-1. 3 Если к цепи питания подключен автотрансформатор, который является частью источника сварочного тока, то зазоры определяются значением напряжения питания. | ||||||||||
| ||||||||||
Для определения зазоров, относящихся к легкодоступным непроводящим поверхностям, согласно МЭК 60529 указанные поверхности должны быть покрыты металлической фольгой в местах возможного касания стандартного испытательного щупа.
Интерполяция в отношении зазоров не допускается.
Информация по зажимам цепи питания представлена в Е.2 приложения Е.
Зазоры между такими деталями источника сварочного тока, как, например, электронные цепи или компоненты, защищенные с помощью ограничителя перенапряжений, например металл-оксидным варистором, могут быть отнесены к категории перенапряжения I (см. МЭК 60664-1).
Представленные в таблице 1 значения также применимы к сварочной цепи источника сварочного тока, а также к цепям управления при их отделении от цепи питания, например посредством трансформатора.
При прямом подключении цепи управления к цепи питания следует использовать значения напряжения питания.
Соответствие требованиям необходимо проверить посредством проведения измерений согласно подразделу 6.2 60664-1:2007 либо, если это невозможно, посредством проведения импульсного испытания источника сварочного тока с использованием значений напряжения, представленных в таблице 1.
Импульсное испытание проводится следующим образом: от генератора, обеспечивающего выходной сигнал 1,2/50 мкс и полное выходное сопротивление менее 500 Ом, проводится подача не менее трех импульсов каждой полярности с интервалом не менее 1 с между импульсами при значении напряжения, взятом из таблицы 1. Как вариант допускается либо подача испытательного напряжения переменного тока (значение представлено в таблице 1) в течение трех циклов, либо подача трех периодов напряжения постоянного тока без пульсаций обеих полярностей длительностью 10 мс со значением, равным импульсному напряжению.
6.1.3 Длина пути тока утечки
Длина пути тока утечки для основной или дополнительной изоляции должна соответствовать значениям, приведенным в таблице 2.
Таблица 2 - Минимальные длины путей токов утечки
В миллиметрах
Рабочее напряжение | Длины путей токов утечки | ||||||||
Основная или дополнительная изоляция | |||||||||
Материал печатного соединения | Степень загрязнения | ||||||||
Степень | |||||||||
1 | 2 | 1 | 2 | 3 | |||||
В ср. кв. | а | b | а | Группа материала | Группа материала | ||||
I | II | III | I | II | III | ||||
10 | 0,025 | 0,04 | 0,08 | 0,4 | 0,4 | 0,4 | 1 | 1 | 1 |
12,5 | 0,025 | 0,04 | 0,09 | 0,42 | 0,42 | 0,42 | 1,05 | 1,05 | 1,05 |
16 | 0,025 | 0,04 | 0,1 | 0,45 | 0,45 | 0,45 | 1,1 | 1,1 | 1,1 |
20 | 0,025 | 0,04 | 0,11 | 0,48 | 0,48 | 0,48 | 1,2 | 1,2 | 1,2 |
25 | 0,025 | 0,04 | 0,125 | 0,5 | 0,5 | 0,5 | 1,25 | 1,25 | 1,25 |
32 | 0,025 | 0,04 | 0,14 | 0,53 | 0,53 | 0,53 | 1,3 | 1,3 | 1,3 |
40 | 0,025 | 0,04 | 0,16 | 0,56 | 0,8 | 1,1 | 1,4 | 1,6 | 1,8 |
50 | 0,025 | 0,04 | 0,18 | 0,6 | 0,85 | 1,2 | 1,5 | 1,7 | 1,9 |
63 | 0,04 | 0,063 | 0,2 | 0,63 | 0,9 | 1,25 | 1,6 | 1,8 | 2 |
80 | 0,063 | 0,1 | 0,22 | 0,67 | 0,95 | 1,3 | 1,7 | 1,9 | 2,1 |
100 | 0,1 | 0,16 | 0,25 | 0,71 | 1 | 1,4 | 1,8 | 2 | 2,2 |
125 | 0,16 | 0,25 | 0,28 | 0,75 | 1,05 | 1,5 | 1,9 | 2,1 | 2,4 |
160 | 0,25 | 0,4 | 0,32 | 0,8 | 1,1 | 1,6 | 2 | 2,2 | 2,5 |
200 | 0,4 | 0,63 | 0,42 | 1 | 1,4 | 2 | 2,5 | 2,8 | 3,2 |
250 | 0,56 | 1 | 0,56 | 1,25 | 1,8 | 2,5 | 3,2 | 3,6 | 4 |
320 | 0,75 | 1,6 | 0,75 | 1,6 | 2,2 | 3,2 | 4 | 4,5 | 5 |
400 | 1 | 2 | 1 | 2 | 2,8 | 4 | 5 | 5,6 | 6,3 |
500 | 1,3 | 2,5 | 1,3 | 2,5 | 3,6 | 5 | 6,3 | 7,1 | 8 |
630 | 1,8 | 3,2 | 1,8 | 3,2 | 4,5 | 6,3 | 8 | 9 | 10 |
800 | 2,4 | 4 | 2,4 | 4 | 5,6 | 8 | 10 | 11 | 12,5 |
1000 | 3,2 | 5 | 3,2 | 5 | 7,1 | 10 | 12,5 | 14 | 16 |
1250 | 4,2 | 6,3 | 9 | 12,5 | 16 | 18 | 20 | ||
1600 | 5,6 | 8 | 11 | 16 | 20 | 22 | 25 | ||
2000 | 7,5 | 10 | 14 | 20 | 25 | 28 | 32 | ||
2500 | 10 | 12,5 | 18 | 25 | 32 | 36 | 40 | ||
3200 | 12,5 | 16 | 22 | 32 | 40 | 45 | 50 | ||
4000 | 16 | 20 | 28 | 40 | 50 | 56 | 63 | ||
5000 | 20 | 25 | 36 | 50 | 63 | 71 | 80 | ||
6300 | 25 | 32 | 45 | 63 | 80 | 90 | 100 | ||
8000 | 32 | 40 | 56 | 80 | 100 | 110 | 125 | ||
10000 | 40 | 50 | 71 | 100 | 125 | 140 | 160 | ||
| |||||||||
Длина пути тока утечки для двойной изоляции представляет собой сумму значений базовой и дополнительной изоляции, которые образуют двойную изоляцию.
Длина пути тока утечки для усиленной и двойной изоляции должна в два раза превышать длину пути тока утечки, определенную для основной изоляции.
Для определения длин путей токов утечки, относящихся к открытым поверхностям, которые выполнены из изолирующего материала, согласно МЭК 60529 указанные поверхности должны быть покрыты металлической фольгой в местах возможного касания стандартного испытательного щупа.
Длины путей токов утечки приведены для наибольшего номинального напряжения в каждой строке таблицы 2. При использовании меньших номинальных значений напряжения допускается использовать интерполяцию.
Информация по зажимам цепи питания представлена в Е.2 приложения Е.
Представленные в таблице 2 значения также применимы к сварочной цепи источника сварочного тока и к цепям управления при их отделении от цепи питания, например посредством трансформатора.
Значение пути тока утечки не может быть меньше значения соответствующего зазора, поэтому значение кратчайшего пути тока утечки равно значению требуемого зазора.
При прямом подключении цепи управления к цепи питания следует использовать значения, соответствующие напряжению питания.
Соответствие требованиям необходимо проверить путем проведения измерения линейного напряжения согласно подразделу 6.2 МЭК 60664-1:2007.
6.1.4 Сопротивление изоляции
Сопротивление изоляции не должно быть меньше значений, представленных в таблице 3.
Таблица 3 - Сопротивление изоляции
Участок проведения измерений | Сопротивление, МОм | Изоляция | ||
Цепь питания | и | сварочный контур | 5,0 | Двойная или усиленная |
Сварочный контур | и | цепь защиты | 2,5 | Основная |
Цепь питания | и | цепь защиты | 2,5 | Основная |
Цепь питания оборудования класса II | и | доступные поверхности | 5,0 | Двойная или усиленная |
| ||||
Любой вспомогательный контур или контур управления, подключенный к зажиму защитного провода заземления, в рамках данного испытания необходимо рассматривать в качестве открытой электропроводящей детали.
Соответствие нормативным требованиям следует проверять путем проведения измерений сопротивления изоляции напряжением постоянного тока значением 500 В при комнатной температуре.
В процессе проведения измерений горелки должны быть отключены, твердотельные электронные компоненты и их устройства защиты должны быть короткозамкнуты, а проверка блоков водяного охлаждения должна проводиться без жидкости.
6.1.5 Электрическая прочность диэлектрика
Изоляция должна быть способна выдерживать следующие значения испытательного напряжения без искрового разряда или пробоя:
a) первое испытание источника сварочного тока: значения испытательных напряжений приведены в таблице 4;
b) повторные испытания того же источника сварочного тока: испытательное напряжение составляет 80% значений, приведенных в таблице 4.
Таблица 4 - Значения испытательного напряжения при испытании на диэлектрическую прочность
Максимальное номинальное напряжение, среднеквадратичное | Испытательное напряжение перем. тока при испытании на диэлектрическую прочность, среднеквадратичное | |||
Цепи питания | Между всеми цепями и токопроводящими деталями, цепями питания и всеми другими цепями, кроме цепи сварки | Между всеми цепями, кроме участка между цепями питания и сварки | Между цепью питания и цепью сварки | |
Оборудование класса I | Оборудование класса II | |||
До 50 | 500 | 1000 | 500 | 1000 |
220 | 1100 | 2200 | 1100 | 2200 |
450 | 1875 | 3750 | 1875 | 3750 |
700 | 2500 | 5000 | 2500 | 5000 |
1000 | 2750 | 5500 | 2750 | 5500 |
Примечания | ||||
| ||||
Испытательное напряжение переменного тока должно иметь примерно синусоидальную форму волны с пиковым значением, не превышающим среднеквадратичное значение более чем в 1,45 раза, и с частотой около 50 или 60 Гц.
Максимально допустимое значение тока отключения должно составлять 100 мА. Высоковольтный трансформатор должен обеспечивать подачу указанного напряжения до момента срабатывания тока отключения. Признаком отключения является перекрытие или пробой изоляции.
Примечание - В целях обеспечения безопасности оператора рекомендуется применять наиболее низкое значение тока отключения (менее 10 мА).
6.2 Защита от поражения электрическим током в режиме штатной эксплуатации (прямой контакт)
6.2.1 Защита, обеспечиваемая корпусом
Источники сварочного тока, специально спроектированные для эксплуатации внутри помещений, должны обладать минимальной степенью защиты IP21S согласно методикам и условиям испытаний МЭК 60529.
Источники сварочного тока, специально спроектированные для эксплуатации на открытом воздухе, должны обладать минимальной степенью защиты IP23S согласно методикам и условиям испытаний МЭК 60529.
Источники сварочного тока со степенью защиты IP23S допускается хранить (но не эксплуатировать!) на открытом воздухе при условии их нахождения под навесом для защиты от атмосферных осадков.
Корпус должен быть спроектирован таким образом, чтобы обеспечивать надлежащий отвод воды. Остатки воды не должны влиять на надлежащую работу оборудования или создавать угрозу безопасности.
Все соединения сварочного контура должны быть обеспечены защитой согласно 11.4.1.
Приборы дистанционного управления источниками сварочного тока должны обладать минимальной степенью защиты IP2X согласно методикам и условиям испытаний МЭК 60529.
Соответствие требованиям необходимо проверить следующим образом.
Источник сварочного тока подлежит гидравлическому испытанию в обесточенном состоянии. Сразу же после окончания указанного испытания источник сварочного тока необходимо перенести в безопасную среду и провести его испытание на сопротивление изоляции и диэлектрическую прочность.
Соответствие отвода воды с корпуса требованиям необходимо проверить посредством внешнего осмотра.
6.2.2 Конденсаторы
Требования к конденсатору, входящему в состав источника сварочного тока и подключенного либо через контур питания, либо через обмотку трансформатора, который обеспечивает подачу сварочного тока, следующие:
a) содержание огнеопасной жидкости - не более 1 л;
b) конденсатор должен иметь конструкцию, обеспечивающую герметичность в штатном режиме эксплуатации;
c) конденсатор должен быть встроен в корпус источника сварочного тока или корпус, отвечающий соответствующим требованиям настоящего стандарта.
Соответствие требованиям необходимо проверить посредством внешнего осмотра. Конденсаторы должны быть спроектированы таким образом, чтобы исключалась возможность опасного электрического пробоя источника сварочного тока, а также чтобы отсутствовала опасность возникновения пожара в момент выхода конденсаторов из строя.
Соответствие требованиям необходимо проверить посредством проведения следующего испытания.
Источник сварочного тока работает без нагрузки при номинальном напряжении на входе с использованием входного предохранителя или прерывателя цепи, рассчитанного на подачу тока значением не более 200% номинального максимального тока питания, в условиях, когда один или все конденсаторы короткозамкнуты, до момента:
а) срабатывания в источнике сварочного тока предохранителя или устройства защиты от избыточных токов; либо
b) срабатывания в контуре питания предохранителя или прерывателя цепи; либо
c) достижения компонентами на входе источника сварочного тока стабильной температуры значения не более того, что допустимо согласно 7.3.
Если наблюдаются явные признаки перегрева или оплавления, то источник сварочного тока должен отвечать представленным в перечислениях а), с) и d) 8.1 требованиям.
При любом типовом испытании, проведение которого требуется в соответствии с настоящим стандартом, необходимо обеспечить отсутствие каких-либо утечек жидкости.
Проведение данного испытания не требуется в отношении помехоподавляющих конденсаторов или конденсаторов, снабженных внутренним предохранителем или прерывателем цепи.
6.2.3 Автоматическая разрядка конденсаторов, установленных в цепи питания
Каждый конденсатор должен быть снабжен средствами автоматической разрядки, предназначенными для понижения напряжения в конденсаторе до 60 В и менее в течение времени, необходимого для доступа к любой из токонесущих частей, подсоединенных к конденсатору, при этом также необходимо обеспечить наличие соответствующих предупредительных этикеток. Для любой из заглушек, находящихся под напряжением, наличие которого обусловлено наличием конденсатора, за время доступа принимается время, равное 1 с.
Конденсаторы с номинальной емкостью, не превышающей 0,1 мкФ, считаются конденсаторами, не представляющими опасности в плане поражения электрическим током.
Соответствие требованиям необходимо проверить посредством внешнего осмотра и проведения следующего испытания: источник сварочного тока работает при наивысшем номинальном напряжении питания. Затем источник сварочного тока отсоединяется от сети электропитания, а напряжение измеряется приборами, которые незначительно влияют на значения напряжения в процессе их измерения.
6.2.4 Изоляция цепи сварочного тока
Сварочная цепь должна быть изолирована от цепи питания и от всех прочих цепей, напряжение в которых выше, чем допустимое напряжение без нагрузки в соответствии с 11.1 (например, цепи питания вспомогательного оборудования). Указанная изоляция должна быть усиленного, двойного либо аналогичного типа для соответствия требованиям 6.1. В случае подключения какой-либо цепи к сварочному контуру подача электропитания в такую цепь должна осуществляться с помощью изолирующего трансформатора или аналогичного оборудования.
Не следует выполнять внутреннее подключение сварочной цепи к соединительным элементам внешнего провода защитного заземления, корпуса, рамы или сердечника источника сварочного тока, за исключением случаев подключения к устройству подавления сетевых помех или защитному конденсатору.
Проверка соответствия нормативным требованиям приведена в 6.1.
6.2.5 Ток прикосновения в сварочной цепи
Значение тока прикосновения между сварочными выводами и зажимом защитного провода заземления не должно превышать 10 мА пикового значения тока.
Соответствие требованиям необходимо проверить посредством внешнего осмотра, а также путем измерения величины тока прикосновения в цепи, как показано на рисунке 2, при номинальном напряжении питания и в режиме работы без нагрузки.
Схема измерений, показанная на рисунке N.1 (см. приложение N) должна выполняться в соответствии с рисунком 2.
|
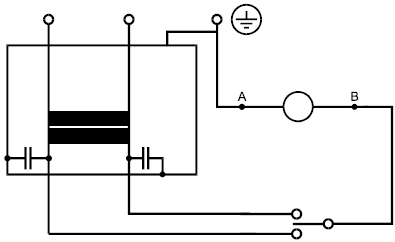
А, В - Точки подключения измерительного прибора
Примечание - Для оборудования класса II следует использовать клемму защитного заземления или заземленную сеть электропитания.
Рисунок 2 - Измерение тока прикосновения сварочной цепи
6.2.6 Ток прикосновения в нормальных условиях
Ток прикосновения для открытых токопроводящих поверхностей, не подключенных к цепи защитного заземления, не должен превышать 0,7 мА пикового значения в нормальных условиях.
Соответствие нормативным требованиям выполняется с использованием схемы, приведенной в приложении N, без моделирования каких-либо отказов и при соблюдении следующих условий:
а) источник сварочного тока:
- изолирован от земли,
- питается от максимально возможного номинального напряжения;
b) сварочная цепь находится в режиме без нагрузки;
c) конденсаторы подавления помех остаются подключенными.
6.3 Защита от поражения электрическим током в условиях отказа (непрямой контакт)
6.3.1 Средства обеспечения защиты
Согласно МЭК 61140 источники сварочного тока, за исключением сварочных цепей, должны относиться к оборудованию классов I и II.
6.3.2 Изоляция между обмотками цепи питания и цепи сварочного тока
Обмотки цепей питания и сварки должны иметь:
a) усиленную или двойную изоляцию; или
b) основную изоляцию по отношению к металлическому экрану, который находится между обмотками и соединен с проводом защитного заземления.
Между обмотками цепей питания и сварки должен находиться изолирующий материал, отвечающий требованиям, приведенным в таблице 5.
Таблица 5 - Минимальная толщина проходной изоляции
Ном. напряжение питания, среднеквадратичное | Минимальная толщина изоляции, мм | |
Однослойная изоляция | Три или более отдельных слоев изоляции | |
До 440 | 1,3 | 0,35 |
От 441 до 690 | 1,5 | 0,4 |
От 691 до 1000 | 2,0 | 0,5 |
В местах, где между обмотками имеется металлический экран, толщина изоляции между отдельно взятой обмоткой и экраном должна составлять, как минимум, половину от тех значений, которые представлены в таблице 5.
Соответствие нормативным требованиям необходимо проверить посредством внешнего осмотра и проведения измерений.
6.3.3 Внутренние электрические провода и соединения
Внутренние электрические провода и соединения должны быть закреплены либо расположены таким образом, чтобы исключалась возможность их случайного ослабления, при котором может возникнуть электрический контакт между:
a) цепью питания или другими цепями и сварочным контуром, когда значение напряжения на выходе может превысить допустимое значение напряжения без нагрузки;
b) сварочной цепью и проводом защитного заземления, корпусом, рамой или сердечником.
В местах, где изолированные электрические провода проходят через металлические детали, они должны быть снабжены втулками из изоляционного материала либо отверстиями с радиусом закругления не менее 1,5 мм.
Неизолированные электрические провода должны быть закреплены таким образом, чтобы зазор и длина пути тока утечки непосредственно между ними, а также между ними и электропроводящими деталями оставались неизменными (см. 6.1.2 и 6.3.3).
Электрические провода различных цепей допускается укладывать бок о бок, в один и тот же канал (например, в кабельный короб, в систему кабельной магистрали), либо объединять в один и тот же многожильный кабель при условии, что выбранная схема размещения не оказывает негативного влияния на работу соответствующих цепей. Там, где указанные цепи работают при различных значениях напряжения, электрические провода следует отделять друг от друга соответствующими изолирующими перегородками либо снабжать изоляцией, выдерживающей любое самое высокое напряжение, на которое рассчитан каждый из электрических проводов этого же канала.
Соответствие нормативным требованиям необходимо проверить посредством внешнего осмотра и проведения измерений.
6.3.4 Дополнительные требования к системам плазменной резки
Горелка плазменной резки, детали (детали, которые подлежат замене в связи с износом) и источник тока для плазменной резки, рекомендуемые для использования производителем, должны представлять собой безопасную систему. Плазменные наконечники, защиту которых от прямого контакта невозможно обеспечить по техническим причинам, считаются в достаточной степени защищенными для нормальных условий эксплуатации, а также при возникновении одиночного отказа, при условии выполнения следующих требований:
a) при отсутствии тока дуги. Значение напряжения постоянного тока между плазменным наконечником и заготовкой и (или) землей ни при каких условиях не должно превышать значений, представленных в 11.1.1, или источник тока плазменной резки оснащен устройством обеспечения безопасности в соответствии с положениями раздела 13;
b) в отношении ручных систем, при наличии тока дуги. Согласно МЭК 60529 к боковым сторонам плазменного наконечника не следует прикасаться испытательным щупом при его помещении на плоскую поверхность таким образом, чтобы его центральная линия располагалась перпендикулярно поверхности, или значение напряжения постоянного тока между плазменным наконечником и заготовкой и (или) землей ни при каких условиях не должно превышать значений, представленных в 11.1.1.
Примечание - Одиночным отказом является такой ненормальный режим работы, при котором электрод начинает контактировать с плазменным наконечником по причине отсутствия изоляции, прилипания плазменного наконечника к электроду, наличия проводящего материала между плазменным наконечником и электродом, неправильного подбора деталей, ослабления деталей, абразивного износа электрода, неправильной вставки деталей, чрезмерной нагрузки или ненадлежащего расхода газа.
Соответствие нормативным требованиям должно проверяться согласно 11.1 с моделированием неисправности горелки и проверкой в соответствии с разделом 13. Испытание горелки проводится в соответствии с требованиями МЭК 60974-7.
6.3.5 Съемные катушки и сердечники
В случае использования съемных катушек или сердечников для регулировки величины сварочного тока требуется обеспечить наличие такой конструкции, при которой заданные зазоры и длины путей токов утечки остаются неизменными с учетом электростатических и механических напряжений.
Соответствие требованиям необходимо проверить посредством запуска механизма 500 раз для выполнения им полного перемещения из минимального положения в максимальное со скоростью, заданной изготовителем, и с последующим проведением внешнего осмотра.
6.3.6 Ток прикосновения при возникновении неисправности
Для оборудования класса 1 взвешенное значение тока прикосновения в случае выхода из строя внешнего защитного провода или его отсоединения не должно превышать:
a) 5 мА для оборудования с соединением штепсельного типа и эффективным значением тока цепи питания до 32 А включительно;
b) 10 мА для оборудования с соединением штепсельного типа и эффективным значением тока цепи питания свыше 32 А;
c) 14,1 мА для оборудования с соединением неразъемного типа и без специальных средств для подключения провода защитного заземления.
Для оборудования с соединением неразъемного типа, снабженного защитным проводом заземления, допускается наличие тока утечки до 5% номинального значения тока питания для одной фазы.
Для работы усиленного провода защитного заземления необходимо обеспечить следующее:
- соединительный зажим, предназначенный для подключения провода защитного заземления с сечением не менее 10 мм из меди и не менее 16 мм
для провода из алюминия; или
- наличие второго зажима, предназначенного для подсоединения провода защитного заземления, с тем же поперечным сечением, что и у основного провода защитного заземления.
Соответствие нормативным требованиям выполняется с использованием схемы, приведенной в приложении N, и при соблюдении следующих условий:
1) источник сварочного тока:
- изолирован от земли;
- питается от максимально возможного номинального напряжения;
- не подключен к защитному заземлению, за исключением случаев применения измерительных устройств;
2) сварочная цепь находится в режиме без нагрузки;
3) конденсаторы подавления помех не должны быть отсоединены.
7 Требования к теплоизоляции
7.1 Тепловые испытания
7.1.1 Условия проведения испытаний
При установке измерительных приборов единственными разрешенными местами для подключения являются предусмотренные производителем отверстия, оснащенные защитными крышками, смотровые дверцы или легкосъемные панели. Вентиляция зоны проведения испытаний и используемые измерительные приборы не должны препятствовать обеспечению нормальной вентиляции источника сварочного тока или вызывать чрезмерную передачу/забор тепла к нему/от него.
Источник сварочного тока должен работать при номинальном значении напряжения питания, на постоянном токе и при времени цикла 10±0,2 мин:
a) с номинальным значением сварочного тока при нужном рабочем цикле 60% и (или) 100%;
b) с максимальным значением сварочного тока ![]() при соответствующем рабочем цикле.
при соответствующем рабочем цикле.
Если известно, что ни при а), ни при b) не обеспечивается максимальный нагрев, то испытание проводят при значении, которое расположено в пределах номинального диапазона и при котором обеспечивается максимальный нагрев.
Если источник сварочного тока спроектирован для выполнения сварки вольфрамовым электродом в среде защитных газов на переменном токе, то несимметричная нагрузка могла бы создавать максимальный нагрев. В этом случае испытание следует проводить в соответствии с указаниями из приложения С.
Необходимо поддерживать температуру окружающей среды в соответствии с требованиями 5.1.
Примечания
1 Максимальный нагрев такого значения возможен в условиях отсутствия нагрузки.
2 Указанные испытания, если это применимо, могут следовать одно за другим без ожидания, пока температура источника сварочного тока опять сравняется с температурой окружающего воздуха.
7.1.2 Допуски на проверяемые параметры
В течение последних 60 мин проведения тепловых испытаний в соответствии с 7.1.3 необходимо соблюдение следующих значений допусков:
a) напряжение под нагрузкой: % соответствующего стандартного напряжения нагрузки;
b) сварочный ток: % соответствующего стандартного сварочного тока;
c) напряжение электропитания: ±5% соответствующего номинального напряжения питания;
d) скорость вращения двигателя: ±5% соответствующей номинальной частоты вращения;
e) температура: К относительно температуры окружающей среды.
7.1.3 Длительность проверки
Тепловые испытания на нагрев следует проводить до тех пор, пока величина температурного скачка не будет превышать 2 К/ч для любого из компонентов за период времени, но не менее 60 мин.
7.2 Измерение температуры
7.2.1 Условия проведения измерений
Температуру следует определять в середине последнего цикла нагрузки следующим образом:
a) температуру обмоток - посредством измерения методом сопротивления либо с помощью датчиков температуры поверхности или встроенных датчиков температуры.
Примечания
1 Предпочтительным является измерение сопротивления.
2 Если обмотки низкого напряжения снабжены переключающими контактами, расположенными в один ряд с ними, то измерение напряжения может давать ошибочные результаты;
b) температуру прочих деталей - с помощью датчиков температуры поверхности.
7.2.2 Датчик температуры поверхности
Температура измеряется приложением датчика температуры к открытым поверхностям обмоток или иных деталей в соответствии с условиями, обозначенными ниже.
Примечание - Типичными датчиками температуры являются термопары, термометры сопротивления и пр.
Датчики температуры размещают в легкодоступных местах, где вероятность достижения максимальной температуры самая большая. Рекомендуется выявить предположительные места участков максимального нагрева путем проведения предварительной проверки.
Примечание - Размер и площадь распространения участков максимального нагрева обмоток будут зависеть от конструкции источника сварочного тока.
Необходимо обеспечить эффективную передачу тепла от точки измерения до датчика температуры, а также защиту последнего от воздействия воздушных потоков и излучения.
7.2.3 Метод сопротивления
Метод сопротивления рассчитывается (для медных обмоток) по формуле
![]() ,
,
где - температура обмотки на момент измерения
, °С;
- рассчитанная температура обмотки на момент завершения испытания, °С;
- температура окружающего воздуха на момент завершения испытания, °С;
- начальное сопротивление обмотки, Ом;
- сопротивление обмотки на момент завершения испытания, Ом.
В случае использования алюминия число 235 в вышеуказанной формуле заменяется на число 225. Температура должна быть в пределах ±3°С от температуры окружающего воздуха.
7.2.4 Встроенный датчик температуры
Температура измеряется термопарами либо иными предназначенными для измерения температуры приборами сопоставимого размера путем их погружения в подверженные наибольшему нагреву детали.
При измерении температуры обмотки и катушки термопары прикладываются к электрическим проводам, будучи отделенными от двухпроводной линии только цельной изоляцией самих электрических проводов.
Термопара, приложенная к наиболее нагретой точке отдельного слоя обмотки, считается погруженной.
7.2.5 Определение температуры окружающего воздуха
Температура окружающего воздуха определяется по меньшей мере тремя различными измерительными приборами. Их следует равномерно разместить вокруг источника сварочного тока на высоте, равной приблизительно половине высоты источника сварочного тока, и на расстоянии 1-2 м от его поверхности. Следует обеспечить их защиту от сквозняков и перегрева. Температура окружающего воздуха принимается равной среднему значению температурных показаний.
В случае использования системы принудительного воздушного охлаждения источников сварочного тока измерительные устройства размещают в месте забора воздуха в систему охлаждения. Температура окружающего воздуха принимается равной среднему значению показаний, полученных с равными ![]() интервалами в течение последней четверти испытания.
интервалами в течение последней четверти испытания.
7.2.6 Регистрация значений температуры
По возможности температура регистрируется при работающем оборудовании и после его останова. Для тех деталей, регистрация температуры которых невозможна при работающем оборудовании, значения температуры регистрируются после останова оборудования в соответствии с приведенным ниже описанием.
Всегда, когда проходит определенное количество времени с момента останова до момента последнего измерения температуры, то есть когда температура уже упала, применяются соответствующие поправки для получения как можно более точного значения той температуры, которая была на момент останова. Это может быть сделано посредством построения кривой в соответствии с приложением D. Необходимо использовать не менее четырех показаний температуры, полученных в пределах 5 мин с момента останова. В случае, когда при последовательных измерениях получают возрастающие значения температуры, следует использовать наибольшее из данных значений.
Для поддержания температуры на определенном уровне во время останова необходимо принятие мер предосторожности, направленных на сокращение периода останова вращающегося источника сварочного тока.
7.3 Пределы температурного скачка
7.3.1 Обмотки, коммутаторы и токосъемные кольца
Температурный скачок в отношении обмоток, коммутаторов и токосъемных колец не должен превышать значений, представленных в таблице 6, вне зависимости от того, какой метод измерения температуры используется, при этом в отношении катушек и обмоток при любой возможности следует применять метод измерения сопротивления и использовать встроенный датчик температуры.
Таблица 6 - Пределы превышения температуры для обмоток, коммутаторов и токосъемных колец
Превышение температуры (класс изоляции) | Максимальная температура | Пределы превышения температуры, °С | |||
Обмотки | Переключатели и токосъемные кольца | ||||
Датчик температуры поверхности | Сопротивление | Встроенный датчик температуры | |||
105 (А) | 140 | 55 | 60 | 65 | 60 |
120 (Е) | 155 | 70 | 75 | 80 | 70 |
130 (В) | 165 | 75 | 80 | 90 | 80 |
155 (F) | 190 | 95 | 105 | 115 | 90 |
180 (Н) | 220 | 115 | 125 | 140 | 100 |
200 (N) | 235 | 130 | 145 | 160 | Не |
220 (R) | 250 | 150 | 160 | 180 | |
Примечания 1 Использование датчика температуры поверхности подразумевает измерение температуры посредством датчика, который не является встроенным, на открытых участках максимального нагрева внешней поверхности обмоток. 2 Как правило, температура на поверхности является самой низкой. Температура, определяемая посредством измерения сопротивления, представляет собой усредненное значение температуры той или иной обмотки. Измерение наиболее высокой температуры в обмотках (на участках максимального нагрева) предусмотрено с помощью встроенных датчиков температуры. 3 Данные по другим классам изоляции с более высокими значениями, чем те, что представлены в таблице 6, можно найти в МЭК 60085. | |||||
Даже при соответствии какой-либо детали требованиям из таблицы 6 не допускается нагревать данную деталь до такой температуры, при которой может быть нанесено повреждение соседней детали.
Кроме того, для испытаний при любом цикле нагрузки, за исключением 100% цикла нагрузки, температура, наблюдаемая во время любого полного цикла, не должна выходить за максимально допустимые пределы, указанные в таблице 6. Если испытание на нагрев проводится при температуре, отличной от температуры 40°С, то значение максимальной температуры, измеренной в процессе испытания на нагрев в соответствии с 7.1, должно быть откорректировано путем добавления разности между значением 40°С и значением температуры окружающего воздуха (см. 7.2.5).
Соответствие требованиям необходимо проверить посредством проведения измерений согласно 7.2.
7.3.2 Внешние поверхности
Превышение температуры в отношении внешних поверхностей не должно превышать значений, представленных в таблице 7. Предельные значения температурных скачков приведены для:
- непреднамеренного контакта длительностью 1 с для корпусов;
- контакта длительностью 4 с для кнопок;
- контакта длительностью 60 с для ручек.
Таблица 7 - Превышение температуры для наружных поверхностей
Наружная поверхность | Превышение температуры, °С | Предельное значение продолжительности контакта для получения ожога |
Металлические корпуса без покрытия | 25 | 1 |
Металлические корпуса с лакокрасочным покрытием | 35 | 1 |
Пластмассовые корпуса | 45 | 1 |
Металлические кнопки без покрытия | 18 | 4 |
Металлические кнопки с лакокрасочным покрытием | 22 | 4 |
Пластмассовые кнопки | 35 | 4 |
Металлические ручки | 10 | 60 |
Пластмассовые ручки | 20 | 60 |
| ||
Для передвижных источников питания предельные величины, представленные в таблице 7, могут быть расширены в отношении поверхностей, которые:
a) узнаваемы внешне или функционально; либо
b) отмечены символом МЭК 60417-5041 (DB:2002-10); либо
с) локализованы или ограждены в целях предотвращения непреднамеренного контакта в нормальном режиме эксплуатации.
Примечание - К поверхностям, узнаваемым внешне или функционально, относятся такие детали, как, например, элементы выхлопной системы, глушители, искрогасители или головки блока цилиндров.
Соответствие требованиям необходимо проверить посредством проведения измерений согласно 7.2, а также внешнего осмотра.
Для передвижных источников питания предельные величины, представленные в таблице 7, могут быть расширены в отношении поверхностей, которые:
a) узнаваемы внешне или функционально; либо
b) отмечены символом МЭК 60417-5041; либо
c) локализованы или ограждены в целях предотвращения непреднамеренного контакта в нормальном режиме эксплуатации.
Примечание - К поверхностям, узнаваемым внешне или функционально, относятся такие детали, как, например, элементы выхлопной системы, глушители, искрогасители или головки блока цилиндров.
Соответствие требованиям необходимо проверить посредством проведения измерений согласно 7.2, а также внешнего осмотра.
7.3.3 Прочие компоненты
Максимальная температура остальных компонентов не должна превышать значение их расчетной максимальной температуры согласно соответствующему стандарту.
7.4 Испытание под нагрузкой
Источники сварочного тока должны быть способны выдерживать циклическую нагрузку без повреждений или функциональных отказов. Данное испытание может быть проведено на любом исправном источнике сварочного тока.
Соответствие требованиям необходимо проверить посредством проведения нижеследующих испытаний с последующей проверкой того, что в процессе указанных испытаний у источника сварочного тока не возникло повреждений или функциональных отказов.
Начиная с непрогретого состояния в источник сварочного тока подается нагрузка при номинальном максимальном сварочном токе до момента, пока не произойдет одно из следующих событий:
a) активация тепловой защиты;
b) достижение температурой обмоток допустимых пределов;
с) достижение предела по времени, равного 10 мин.
Непосредственно после сброса в исходное состояние тепловой защиты, упомянутой в а), либо после событий b) или с) проводят одно из нижеследующих испытаний.
В случае использования источника сварочного тока с падающей характеристикой регуляторы настраивают на обеспечение подачи номинального максимального сварочного тока. Затем 60 раз в течение 2 с с перерывом в 3 с подается нагрузка в виде короткого замыкания с внешним сопротивлением от 8 до 10 мОм.
В случае использования источника сварочного тока с плоской характеристикой однократно в течение 15 с подается токовая нагрузка, превышающая в 1,5 раза значение номинального максимального сварочного тока. В случае использования источников сварочного тока, оснащенных устройством защиты, которое ограничивает значение сварочного тока до значения меньше, чем величина, в 1,5 раза превышающая величину номинального максимального сварочного тока, данное испытание проводится при имеющемся максимальном сварочном токе.
7.5 Переключатели и токосъемные кольца
Переключатели, токосъемные кольца и их щетки не должны иметь каких-либо признаков опасного искрения или повреждения на протяжении всего периода работы вращающегося источника сварочного тока.
Соответствие нормативным требованиям необходимо проверить посредством внешнего осмотра в процессе проведения испытания на нагрев согласно 7.1, а также испытания под нагрузкой согласно требованиям 1) или 2), приведенным в 7.4 .
8 Тепловая защита
8.1 Общие требования
Работающий от сети источник сварочного тока должен быть снабжен тепловой защитой, если цикл нагрузки при номинальном максимальном сварочном токе ниже, чем:
a) 35% в случае падающей характеристики либо
b) 60% в случае жесткой характеристики.
Примечание - Падающая характеристика, как правило, применяется при операциях ручной дуговой сварки металла покрытым электродом, а также сварки вольфрамовым электродом в среде защитных газов, тогда как жесткая характеристика, как правило, применяется при операциях сварки в инертном/активном газе.
Если источник сварочного тока оснащен тепловой защитой, то последняя должна отвечать требованиям 8.2-8.7.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
8.2 Конструкция
Конструкция тепловой защиты должна быть выполнена таким образом, чтобы:
a) было невозможно вносить изменения в ее температурные настройки либо
b) вмешательство в ее работу было чревато получением при этом телесных повреждений.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
8.3 Расположение
Тепловая защита должна постоянно располагаться внутри источника сварочного тока таким образом, чтобы обеспечивалась надежная передача тепла.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
8.4 Эксплуатационные возможности
Тепловая защита должна быть способна срабатывать последовательно и безошибочно при номинальном максимальном сварочном токе:
a) 100 раз, если цикл нагрузки составляет 35% и более; либо
b) 200 раз, если цикл нагрузки составляет менее 35%.
Соответствие требованиям необходимо проверить посредством приложения подходящей избыточной нагрузки, создающей требуемое количество последовательных разрывов контура и обладающей теми же электрическими характеристиками, особенно по току и реактивному сопротивлению, которые характерны и для контура, в котором применяется тепловая защита.
После проведения данного испытания необходимо обеспечить выполнение требований 9.4 и 9.5.
8.5 Функционирование
Тепловая защита должна препятствовать выходу температуры обмоток источника сварочного тока за максимально допустимые пределы, указанные в таблице 6. Тепловая защита не должна срабатывать в режиме нагрузки источника максимальным сварочным током при соответствующем номинальном цикле нагрузки, обозначенном на табличке с паспортными характеристиками.
Соответствие нормативным требованиям проверяется в процессе работы аппарата согласно 7.1 при указанном максимальном значении сварочного тока в условиях температуры окружающей среды, обозначенной в 5.1 и без работы системы тепловой защиты. После этого проводится перегрузка источника сварочного тока в соответствии с требованиями 9.4. Кроме того, если температурные условия, указанные в 5.1 не приводят к максимальному нагреву обмоток, то испытание следует выполнить при такой температуре окружающей среды, которая приведет к максимальному нагреву обмоток.
8.6 Возврат в исходное состояние
Сброс тепловой защиты в исходное состояние не должен проводиться автоматически либо вручную до тех пор, пока температура не снизится до значения, которое соответствует определенному классу изоляции (см. таблицу 6).
Соответствие нормативным требованиям необходимо проверить путем проведения функциональной проверки, а также измерения температуры.
8.7 Индикация
В источниках сварочного тока, снабженных тепловой защитой, предусмотрено наличие функции индикации понижения или отключения выходной мощности источника сварочного тока устройством тепловой перегрузки. Если сброс тепловой защиты в исходное состояние предусмотрен в автоматическом режиме, индикация будет представлена в виде желтого светового индикатора (или желтого флажка в окне) либо в виде буквенно-цифрового отображения символов или текста (расшифровка должна быть представлена в руководстве по эксплуатации).
Соответствие нормативным требованиям необходимо проверить путем проведения внешнего осмотра.
9 Работа в ненормальном режиме
9.1 Общие требования
Необходимо исключить возможность опасного электрического пробоя источника сварочного тока, а также исключить опасность возникновения пожара в режимах работы, описанных в 9.2-9.4. Указанные испытания проводятся без учета температуры любой из деталей или длительности надежного функционирования источника сварочного тока. Единственным критерием в данном случае является отсутствие угрозы безопасности со стороны источника сварочного тока. Данное испытание может быть проведено на любом исправном источнике сварочного тока.
Источники сварочного тока, имеющие внутреннюю защиту, например прерыватель цепи или тепловую защиту, соответствуют указанному требованию при условии срабатывания устройства защиты до момента возникновения угрозы безопасности.
Соответствие нормативным требованиям необходимо проверить путем проведения следующих испытаний:
a) слой сухой впитывающей хирургической ваты помещается под источник сварочного тока, выдаваясь за край с каждой стороны на расстояние 150 мм;
b) начиная с непрогретого состояния, источник сварочного тока запускают в работу согласно 9.2-9.4;
c) в процессе испытания источник сварочного тока не должен создавать пламя, частицы расплавленного металла и прочие материалы, которые поджигают описанный выше своеобразный ватный "индикатор";
d) по завершении данного испытания источник сварочного тока должен затем успешно пройти длящееся 5 мин испытание на диэлектрическую прочность согласно перечислению b) 6.1.5.
9.2 Проверка в режиме остановки вентилятора
Для проверки на соответствие испытаниям, описанным в 7.1, источник сварочного тока, который оснащен вентилятором с электроприводом, запускается в работу при номинальном напряжении питания или номинальной скорости вращения под нагрузкой на 4 ч, в течение которых электродвигатель вентилятора механически останавливается, а источник сварочного тока работает в режиме выходной мощности, описанном в 7.1.
Примечание - Данное испытание предназначено для проверки безопасности работы как источника сварочного тока, так и вентилятора при их эксплуатации в составе стационарной установки.
9.3 Проверка в режиме короткого замыкания
Источник сварочного тока замыкается накоротко горелкой и сварочными кабелями, как правило, включаемыми изготовителем в комплект поставки, либо, если таковые не вошли в комплект поставки, электрическим проводом длиной 1,2 м, имеющим поперечное сечение, размер которого указан в таблице 8.
Примечание - Поперечные сечения проводов, выраженные не в единицах системы СИ, приведены в таблице F.1 приложения F.
Таблица 8 - Поперечное сечение закорачивающего выходного электрического провода
Максимально допустимый сварочный ток, А | Минимальное поперечное сечение |
До 199 | 25 |
От 200 до 299 | 35 |
От 300 до 499 | 50 |
500 и более | 70 |
| |
Источник сварочного тока, работающий при заданной максимальной выходной мощности, подсоединяется к такому номинальному напряжению питания, которое создает наибольший номинальный ток питания при максимально допустимом сварочном токе. Защита контура питания обеспечивается внешними предохранителями или прерывателем цепи того класса и типа, которые определены изготовителем.
Короткое замыкание источника сварочного тока не должно вызывать срабатывания предохранителя или прерывателя цепи электропитания:
a) в течение 15 с в случае падающей характеристики;
b) при трехкратном коротком замыкании, по 1 с каждое в пределах 1 мин, в случае плоской характеристики.
Затем короткое замыкание поддерживается в течение 2 мин или до момента срабатывания предохранителя или прерывателя цепи электропитания.
Во время данного испытания напряжение электропитания не должно понижаться более чем на 10%.
Источники сварочного тока с механическим приводом замыкаются накоротко в течение 2 мин при работе с заданной максимальной выходной мощностью с последующей настройкой на работу при номинальной скорости вращения под нагрузкой.
9.4 Проверка на перегрузку
Источник сварочного тока запускается в работу на 4 ч согласно перечислению b) 7.1.1 при цикле нагрузки, в 1,5 раза превышающем номинальный цикл.
10 Подключение к сети электропитания
10.1 Напряжение электропитания
Необходимо, чтобы источники сварочного тока работали при номинальном напряжении питания ±10%. При этом возможны отклонения от номинальных значений.
Соответствие нормативным требованиям необходимо проверить путем проведения следующего испытания. К источнику сварочного тока подключается обычная нагрузка, после чего проводится настройка на максимальное и минимальное значения выходной мощности. Проверка проводится для каждого из положений этих настроек при номинальном значении напряжения питания ±10%. При указанных четырех условиях сварочный ток на выходе аппарата должен быть стабильным.
10.2 Электропитание от источников разных напряжений
В состав источников сварочного тока, спроектированных для работы при различных напряжениях питания, должен входить один из перечисленных ниже компонентов:
a) внутренняя панель выбора напряжения, обеспечивающая регулировку напряжения питания посредством установки клеммных перемычек. Схема компоновки клеммных перемычек для каждого типа напряжения питания должна быть отмечена маркировкой;
b) внутренняя коробка или панель с зажимами, в которой зажимы для того или иного типа напряжения питания отмечены четкой маркировкой;
c) переключатель для выбора отводов трансформатора, который должен быть снабжен системой блокировки, препятствующей сдвигу переключателя в неправильное положение;
d) возможность регулировки указанной системы блокировки должна быть предусмотрена только с использованием инструмента;
e) два сетевых кабеля, каждый из которых снабжен собственной вилкой, и многопозиционный переключатель, препятствующий подаче напряжения в штыри той вилки, которая в данный момент не используется;
f) система автоматической подстройки источника сварочного тока под используемое в данный момент напряжение питания.
Примечание - Источники сварочного тока могут быть оборудованы внешним индикатором выбранного типа напряжения питания.
Соответствие нормативным требованиям необходимо проверить путем проведения внешнего осмотра и следующих испытаний.
В случае d) дополнительно проверяется многопозиционный переключатель в соответствии с указаниями, приведенными в 10.8.
10.3 Средства подключения к цепи электропитания
Предусмотренными средствами подключения к контуру питания являются:
a) зажимы, предназначенные для неразъемного соединения гибких сетевых кабелей;
b) зажимы, предназначенные для подключения сетевых кабелей к стационарному оборудованию;
c) входные отверстия приспособлений, которыми оснащается источник сварочного тока.
Примечание - Выполнение указанного требования также предусмотрено посредством использования зажимов отдельно взятого устройства, например переключателя, контактора и пр.
Средства подключения к контуру питания должны отбираться в зависимости от максимального эффективного тока питания и максимального напряжения питания, а также должны отвечать требованиям соответствующих стандартов либо иметь конструкцию согласно приложению Е.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
10.4 Маркировка зажимов
Зажимы для подключения провода внешнего заземления должна иметь маркировку  (МЭК 60417-5019).
(МЭК 60417-5019).
Также могут быть добавлены следующие дополнительные признаки: буквы: РЕ или двухцветная маркировка провода (желтый и зеленый).
Кроме того, клеммы трехфазного оборудования должны иметь четкую маркировку в соответствии с требованиями МЭК 60445 или другого стандарта на соответствующий вид оборудования. Маркировка должна наноситься непосредственно на клемму или располагаться в непосредственной близости от нее.
Соответствие требованиям проводится путем визуального осмотра.
10.5 Цепь защиты
10.5.1 Требования к непрерывности цепи защиты
Внутренний защитный контур должен быть в состоянии выдерживать токи, которые могут возникать в случае сбоя.
Сварочные источники класса I должны иметь подходящий разъем, совместимый с разъемами фазовых проводов и имеющий габариты в соответствии с приложением F и таблицей F.1 для соединения с внешним защитным проводом. Этот разъем не должен использоваться по другому назначению (например, для фиксации двух частей кожуха). На сварочном источнике и внутри сварочного источника, если в нем есть разъем нулевого провода, этот разъем не должен находиться в электрическом контакте с разъемом для подсоединения защитного провода. Внутри и снаружи сварочного источника изолированные защитные провода должны быть одинакового цвета - зелено-желтыми. Если сварочный источник поставляется с мультипроводным кабелем, у этого кабеля должен быть зелено-желтый защитный провод. В некоторых странах используется только зеленый цвет для идентификации защитного провода и его разъема.
Если сварочный источник снабжен защитным проводом, то этот провод должен быть подсоединен таким образом, чтобы в случае его выдергивания из разъема фазовые провода рвались прежде защитного.
Соответствие устанавливается внешним осмотром и испытаниями, указанными в 10.5.2 и 10.5.3.
10.5.2 Типовое испытание
Ток величиной 200% значения максимального эффективного тока питания, указанного на табличке с паспортными характеристиками, подается из корпусной части, которая, скорее всего, будет находиться под напряжением, через зажим внешнего защитного провода заземления. Подача осуществляется в течение определенного количества времени, указанного в таблице 9, при этом используется внешний защитный провод заземления наименьшего размера (см. таблицу 10).
Примечание - Форма волны испытательного тока не задана, поскольку в сравнительных целях используется эффективное значение.
Таблица 9 - Требования к защитным контурам по току и по времени
Ток, А | Время, мин |
До 30 | 2 |
От 31 до 60 | 4 |
От 61 до 100 | 6 |
От 101 до 200 | 8 |
Более 200 | 10 |
Таблица 10 - Минимальная площадь поперечного сечения внешнего защитного медного провода заземления
Площадь поперечного сечения фазных проводов электропитания оборудования | Минимальная площадь поперечного сечения внешнего защитного медного провода заземления |
| |
16 | 16 |
|
В процессе проведения испытания не должно наблюдаться расплавления металла, нарушения металлизации с источником сварочного тока, нагрева, создающего угрозу пожаробезопасности, а также падения измеренного среднеквадратичного напряжения между корпусной частью и зажимом свыше 4 В.
10.5.3 Контрольное испытание
Данное испытание служит для проверки защитного контура металлизации на отсутствие обрывов путем инжекции тока величиной не менее 10 А при напряжении 50 или 60 Гц со стороны защитного источника сверхнизкого напряжения. Проверки необходимо проводить между зажимом заземления и соответствующими точками, являющимися частью защитного контура. Продолжительность проведения каждой проверки составляет 1 с.
Напряжение, измеренное между зажимом заземления и контрольными точками, не должно превышать значений, указанных в таблице 11.
Таблица 11 - Проверка защитного контура металлизации на отсутствие обрывов
Минимальная полезная площадь защитного провода заземления проверяемой линии, мм | Максимальное измеренное падение напряжение (значения приведены для испытательного тока величиной 10 А), В |
1,0 | 3,3 |
1,5 | 2,6 |
2,5 | 1,9 |
4,0 | 1,4 |
| 1,0 |
10.6 Анкерное крепление кабеля
Источники сварочного тока, оснащенные зажимами для подключения гибких сетевых кабелей, должны быть обеспечены анкерным креплением кабеля, которое ослабляет напряжение, возникающее при электрическом соединении.
Требования к конструкции анкерного крепления кабеля следующие:
a) габариты должны подходить для работы с гибкими кабелями и соответствовать указанным в таблице Е.1 пределам в отношении площади поперечного сечения электрического провода;
b) способ анкерного крепления должен без труда определяться;
c) должна обеспечиваться несложная замена кабеля;
d) контакт кабеля с электропроводящими зажимными винтами анкерного крепления кабеля допускаться не должен, если имеется доступ к указанным винтам, либо если последние вступают в электрический контакт с открытыми электропроводящими деталями;
e) кабель не должен удерживаться металлическим винтом, прижимающим его сверху;
f) по меньшей мере одна деталь анкерного крепления кабеля должна быть надежно прикреплена к источнику сварочного тока;
g) любые винты, которые необходимо ослаблять или затягивать в процессе замены кабеля, не должны служить для закрепления каких-либо иных компонентов;
h) при установке на источник сварочного тока класса II анкерное крепление кабеля должно быть выполнено из изолирующего материала либо изолировано таким образом, чтобы в случае нарушения изоляции в открытых электропроводящих деталях отсутствовало напряжение.
Соответствие требованиям необходимо проверить посредством внешнего осмотра и проведения следующего испытания. Гибкий сетевой кабель с электрическим проводом, имеющим заданную минимальную площадь поперечного сечения, подсоединяют в месте силового соединения к источнику питания. Кабель снабжается анкерным креплением, которое затем затягивается. После этого становится невозможно протолкнуть кабель дальше в источник сварочного тока без большой вероятности повреждения при этом как самого кабеля, так и внутренних деталей источника сварочного тока. Анкерное крепление кабеля затем ослабляют и повторно затягивают 10 раз. Кабель затем натягивают без рывков в течение одной минуты с силой, значение которой представлено в таблице 12.
Таблица 12 - Натяжение
Номинальная площадь поперечного сечения электрического провода, мм | Натяжение, Н |
1,5 | 150 |
2,5 | 220 |
4,0 | 330 |
6 и более | 440 |
В конце данного испытания смещение кабеля не должно превышать 2 мм, а смещение концов электрических проводов в зажимах не должно быть заметным. Для измерения смещения до начала испытания на кабель необходимо нанести отметку на расстоянии 20 мм от анкерного крепления кабеля, при этом в момент нанесения отметки кабель должен находиться в натянутом состоянии. После окончания испытания смещение указанной отметки относительно анкерного крепления кабеля измеряется, при этом в момент измерения кабель должен находиться в натянутом состоянии. В процессе проведения испытания кабель не должен получить каких-либо видимых повреждений (таких, например, как вмятины, порезы или разрывы оболочки).
Испытание затем повторяют с использованием электрического провода с заданной максимальной площадью поперечного сечения.
10.7 Входные отверстия
В местах, где сетевой кабель проходит через металлические детали, он должен быть снабжен втулкой из изоляционного материала либо отверстиями с радиусом не менее 1,5 мм и с закругленными краями.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
10.8 Выключатель цепи питания
При наличии встроенного устройства двухпозиционного переключения контура питания (например, переключателя, контактора или прерывателя цепи) указанное устройство:
a) должно обеспечивать переключение всех незаземленных сетевых электрических проводов; а также
b) четко указывать, разомкнут или замкнут тот или иной контур; а также
c) обладать следующими номинальными характеристиками: напряжение не меньше значений, представленных на табличке с паспортными характеристиками, значение тока: не меньше максимального эффективного тока питания; либо
d) обладать пригодностью для данной конкретной области применения.
Соответствие требованиям необходимо проверить посредством внешнего осмотра; для с) - с опорой на другие соответствующие стандарты, а для d) - посредством проведения следующих испытаний.
Для проведения испытаний допускается использовать разные, но при этом однотипные устройства переключения.
В источник сварочного тока подается номинальное напряжение питания, соответствующее номинальному максимальному току питания, а для оборудования класса I дополнительно устанавливается предохранитель 10 А - 20 А:
- при использовании заземленного контура питания - в заземляющий соединитель;
- при использовании незаземленного контура питания - между линией электропитания и контуром защитного заземления.
В процессе проведения испытаний необходимо поддерживать напряжение питания на уровне не меньшем, чем его номинальное значение.
Перегрузка: выход источника сварочного тока замыкается накоротко согласно указаниям 8.3. Устройство переключения запускается для работы на протяжении 100 циклов при скорости от 6 до 10 циклов в мин с минимальным временем включения, равным 1 с.
Устройство переключения не требует проверки, если его номинальные характеристики в два раза превышают номинальный максимальный ток питания.
Прочность на износ: стандартная нагрузка подключается к выходу, а затем выполняется регулировка до момента появления номинального сварочного тока при цикле нагрузки 100%. Устройство переключения запускается для работы на протяжении 1000 циклов при скорости от 6 до 10 циклов в мин с минимальным временем включения, равным 1 с.
Источник сварочного тока, рассчитанный для работы при нескольких величинах номинального напряжения питания, также проходит испытание при номинальном максимальном напряжении питания. Не должно наблюдаться каких-либо электрических или механических отказов, а у оборудования класса I - еще и срабатывания предохранителя.
Примечание - Компонент, успешно прошедший указанные испытания, может использоваться в других аналогичных областях применения, если требования в таких областях являются одинаковыми или менее строгими.
10.9 Силовые кабели
Требования к сетевым кабелям при их подсоединении к источнику сварочного тока следующие:
а) пригодность для данной конкретной области применения и соответствие национальным и местным правилам и нормам;
b) соответствие размеров максимальному эффективному току питания ; а также
c) длина не менее 2 м при измерении от точки выхода из корпуса.
Соответствие требованиям необходимо проверить посредством внешнего осмотра, проведения измерений с помощью откалиброванного прибора измерения среднеквадратичного значения с минимальным коэффициентом пика нагрузки 3, а также посредством проведения расчетов.
Примечание - На результаты измерения может повлиять полное сопротивление контура питания (см. приложение G).
10.10 Сетевое соединительное устройство (штепсельная розетка)
Если в состав оборудования для дуговой сварки входит сетевое соединительное устройство, то его номинальный ток не должен быть меньше, чем:
a) номинальный ток предохранителя, необходимый для прохождения испытаний, описанных в 8.3, вне зависимости от того, встроен или нет переключатель контура питания;
b) максимальный эффективный ток питания .
В отношении входных сетей электропитания 125 В величина номинального тока должна, кроме того, быть не меньше величин, указанных либо в а), либо в b):
a) 70% номинального максимального тока питания - для оборудования, в которое встроен переключатель питания;
b) 70% тока питания, измеренного в режиме короткозамкнутого выхода при заданном максимальном значении, - для оборудования, в которое не встроен переключатель питания.
Кроме того, соединительное устройство должно быть пригодно для целей промышленного производства (см. МЭК 60309-1).
Соответствие требованиям необходимо проверить посредством внешнего осмотра, проведения измерений и расчетов.
11 Выход
11.1 Номинальное напряжение без нагрузки (напряжение холостого хода)
11.1.1 Номинальное напряжение холостого хода при эксплуатации в средах с повышенной опасностью поражения электрическим током
Если источник сварочного тока не оснащен устройством обеспечения безопасности в соответствии с разделом 13, номинальное выходное напряжение холостого хода не должно превышать следующих значений:
a) постоянный ток - 113 В амплитудное;
b) переменный ток - 68 В амплитудное и 48 В среднеквадратичное.
Указанные источники сварочного тока могут отмечаться символом N 84, представленным в приложении L.
Соответствие требованиям необходимо проверить посредством проведения измерений согласно 11.1.5, а также посредством имитации отказа.
11.1.2 Номинальное напряжение холостого хода при эксплуатации в среде без повышенной опасности поражения электрическим током
Если источник сварочного тока не оснащен устройством обеспечения безопасности в соответствии с разделом 13, номинальное выходное напряжение без нагрузки не должно превышать следующих значений:
a) постоянный ток - 113 В амплитудное;
b) переменный ток - 113 В амплитудное и 80 В среднеквадратичное.
Соответствие требованиям необходимо проверить посредством проведения измерений согласно 11.1.5.
11.1.3 Номинальное напряжение холостого хода для работы с механически удерживаемыми горелками с повышенной защитой оператора
Если источник сварочного тока не оснащен устройством обеспечения безопасности в соответствии с разделом 13, номинальное выходное напряжение без нагрузки не должно превышать следующих значений:
a) постоянный ток - 141 В амплитудное;
b) переменный ток - 141 В амплитудное и 100 В среднеквадратичное.
Указанные значения могут использоваться только при условии выполнения следующих требований:
a) горелка не должна быть ручного типа;
b) отключение подачи напряжения холостого хода должно проводиться автоматически в момент прекращения операции сварки; а также
c) защита от прямого контакта с находящимися под напряжением деталями должна обеспечиваться за счет:
- наличия минимальной степени защиты IP2X либо
- наличия устройства обеспечения безопасности (см. раздел 13).
Соответствие требованиям необходимо проверить посредством проведения измерений согласно 11.1.5, а также посредством функциональной проверки и внешнего осмотра.
11.1.4 Номинальное напряжение холостого хода для специальных процессов (например, плазменная резка)
Значение номинального напряжения холостого хода не должно превышать 500 В амплитудного напряжения постоянного тока.
Соответствие требованиям необходимо проверить посредством проведения измерений согласно 11.1.5, посредством функциональной проверки и внешнего осмотра последовательного соединения постоянных резисторов 200 Ом и переменных резисторов 5 кОм на постоянное сопротивление 5 кОм.
Номинальное напряжение холостого хода, превышающее 113 В амплитудного напряжения постоянного тока, допускается использовать только при условии выполнения следующих требований:
a) источники питания, снабженные соответствующими горелками, должны прекращать подачу напряжения без нагрузки при демонтаже или отсоединении горелок от источника питания;
b) величина напряжения холостого хода должна становиться меньше значения 68 В амплитудного напряжения не позднее 2 с после размыкания цепи управления (например, пусковым переключателем);
c) величина напряжения между наконечником горелки и заготовкой или землей не должна превышать 68 В амплитудного напряжения при прекращении подачи тока дугового разряда, то есть в момент гашения как вспомогательной, так и главной дуги.
Условия соответствия указанным требованиям должны быть представлены в инструкциях.
Указанные источники питания могут отмечаться символом N 84 и представлены в приложении L.
Соответствие требованиям необходимо проверить посредством проведения измерений с помощью измерительного прибора либо осциллографа, подключенного параллельно к сопротивлению 5 кОм.
11.1.5 Дополнительные требования
Величина номинального выходного напряжения холостого хода при всех возможных вариантах настройки не должна превышать значений, представленных в 11.1.1-11.1.4 и приведенных в таблице 13.
Таблица 13 - Допустимые значения номинального напряжения без нагрузки
Подпункт | Условия эксплуатации | Номинальное напряжение без нагрузки |
11.1.1 | Среда с повышенной опасностью поражения электрическим током | Постоянный ток 113 В пиковое. |
11.1.2 | Среда без повышенной опасности поражения электрическим током | Постоянный ток 113 В пиковое. |
11.1.3 | Механически удерживаемые горелки с усиленной защитой оператора | Постоянный ток 141 В пиковое. |
11.1.4 | Плазменная резка | Постоянный ток 500 В пиковое |
Во время измерений действительное напряжение питания не должно отклоняться от номинального значения более чем на ±6%. Если выходное напряжение холостого хода меняется при изменении напряжения питания, то при отклонении напряжения питания более чем на ±1% необходимо линейно корректировать выходное напряжение в соответствии с действительным значением напряжения питания.
Источники сварочного тока должны быть:
а) спроектированы таким образом, чтобы величины напряжения на выходе, представленные в таблице 13, не могли быть превышены в случае отказа в какой-либо части цепи (обрыв или короткое замыкание);
b) оснащены системой защиты, отключающей подачу напряжения на выходные зажимы в течение 0,3 с, для которой возможность автоматического сброса в исходное состояние не предусмотрена.
Указанные значения неприменимы в отношении напряжения зажигания или стабилизации дуги, относящегося к категории наложенного напряжения.
Соответствие требованиям необходимо проверить посредством проведения измерений, анализа контура и (или) имитации отказа.
11.1.6 Измерительные цепи
Для измерения среднеквадратичных значений необходимо использовать прибор, который измеряет среднеквадратичное значение напряжения, а также резистор сопротивлением 5 кОм ±5%, подключаемый к сварочным зажимам, как показано на рисунке 3.
|
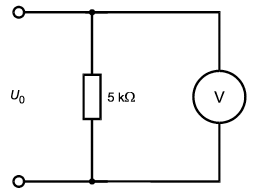
- напряжение без нагрузки;
- вольтметр
Рисунок 3 - Измерение среднеквадратичных значений
Чтобы выполнить воспроизводимые излучения пиковых значений, следует использовать цепь, изображенную на рисунке 4.
|
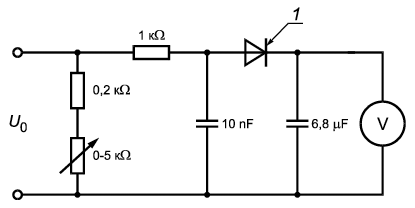
1 - Диод 1N4007 или его аналог
Рисунок 4 - Измерение амплитудных значений
Для отображения средних значений необходимо использовать вольтметр. Выбранный диапазон измерений должен располагаться как можно ближе к фактическому значению напряжения без нагрузки. Внутреннее сопротивление вольтметра должно составлять по меньшей мере 1 МОм.
Допуск в отношении значений параметров компонентов в измерительном контуре не должен превышать ±5%.
Для проведения типового испытания реостат регулируется в диапазоне от 0 Ом до 5 кОм для получения наибольшего амплитудного значения напряжения, измеряемого под нагрузкой от 200 Ом до 5,2 кОм. Процедура измерения повторяется после смены положения двух соединений с измерительным прибором на противоположное.
Реостатное сопротивление и то соединение, которое обеспечивает подачу напряжения наибольшей величины, можно определить в процессе проведения типового испытания. Полученные в результате значения сопротивления и сведения о полярности концов обмотки могут быть использованы при проведении контрольного испытания.
11.2 Значения стандартного напряжения нагрузки при типовом испытании
11.2.1 Ручная дуговая сварка покрытым электродом
|
|
|
|
11.2.2 Сварка вольфрамовым электродом в инертном газе
|
|
|
|
11.2.3 Дуговая сварка в инертном/активном газе металлическим электродом и порошковой проволокой
|
|
|
|
11.2.4 Дуговая сварка под флюсом
|
|
|
|
11.2.5 Плазменная резка
|
|
|
|
|
|
Для плазменной резки с использованием воздуха допускается задавать то напряжение нагрузки, которое характерно для условий резки.
Примечание - Допускается использовать напряжение нагрузки, заданное изготовителем, что обусловлено самим характером плазменной обработки, а это и взаимодействие с конструкцией плазменной горелки, и рекомендуемый плазменный газ, и технология резки и пр. Все может оказать влияние на напряжение, при котором обеспечивается удовлетворительная работа.
11.2.6 Плазменная сварка
|
|
|
|
11.2.7 Плазменная строжка
|
|
|
|
11.2.8 Дополнительные требования
В пределах диапазона регулировки источник сварочного тока должен быть способен обеспечивать подачу стандартного сварочного тока при стандартном напряжении нагрузки
согласно представленным в 11.2.1-11.2.7 требованиям.
Соответствие требованиям необходимо проверить посредством проведения достаточного количества измерений (см. приложение Н).
11.3 Устройства механического переключения, используемые для регулировки выходной мощности
Переключатель, контактор, выключатель цепи или иное устройство управления, используемое для регулировки или управления выходными параметрами источника сварочного тока, должны обладать такой прочностью на износ, которая соответствовала бы его области применения.
Соответствие требованиям необходимо проверить посредством проведения следующего испытания. Устройство устанавливается в испытываемый источник питания и запускается для работы на протяжении 6000 циклов в полном диапазоне механического перемещения при выходной мощности в режиме холостого хода. При нахождении устройства в контуре питания источник сварочного тока запускается для работы при наивысшем номинальном напряжении питания. При этом следует убедиться в отсутствии каких-либо электрических или механических отказов у устройства, а также в отсутствии каких-либо повреждений у источника сварочного тока.
Примечание - Компонент, успешно прошедший указанные испытания, может использоваться в других аналогичных областях применения, если требования в таких областях являются одинаковыми или менее строгими.
11.4 Соединительные элементы сварочной цепи
11.4.1 Защита от непреднамеренного контакта
Соединения сварочного контура с подсоединенными сварочными кабелями или без них необходимо защитить от случайного контакта с персоналом или с металлическими предметами, например с подвижным составом, крановыми крюками и пр.
Ниже приведены примеры того, как обеспечить указанную защиту:
a) любая находящаяся под напряжением деталь соединительного устройства не должна выходить из плоскости отверстия. Устройства, отвечающие требованиям МЭК 60974-12, отвечают также и данному требованию;
b) обеспечивается наличие шарнирной крышки или защитного ограждения.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
11.4.2 Расположение соединительных устройств
Незакрытые соединительные устройства должны располагаться таким образом, чтобы их отверстия не были направлены вертикально вверх.
Примечание - Отверстия соединительных устройств, оборудованных автоматическим затворным механизмом, могут направляться вертикально вверх.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
11.4.3 Выходные отверстия для сварочных кабелей
В местах, где сварочные кабели проходят через металлические детали, должно быть обеспечено наличие отверстий с радиусом не менее 1,5 мм и с закругленными краями.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
11.4.4 Трехфазный многопостовой сварочный трансформатор
В составе источника сварочного тока должна обеспечиваться общая взаимосвязь всех сварочных выходных соединений. Сварочные выходные соединения, относящиеся к одной и той же фазе, должны иметь одинаковую маркировку.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
11.4.5 Маркировка
Соединения, специально спроектированные для последующего соединения с заготовкой или электродом, должны быть обозначены соответствующим образом. У источников постоянного сварочного тока полярность должна быть отмечена четкой маркировкой как на сварочных выходных соединениях, так и на многопозиционном переключателе полярности. Данное требование не относится к источникам питания для плазменной резки.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
11.4.6 Соединения с горелками для плазменной резки
Необходимо, чтобы подсоединение и отсоединение горелки от источника питания для плазменной резки проводилось одним из способов:
a) внутри источника питания для плазменной резки посредством инструмента, винтов или соединительных устройств;
b) снаружи источника питания для плазменной резки посредством соединительного устройства, которое:
1) спроектировано таким образом, чтобы подсоединение несовместимых горелок невозможно было осуществить;
2) работает с помощью инструмента.
При отсоединении соединительного устройства не допускается наличие какого-либо напряжения, значение которого превышает предельно допустимое для оператора значение сверхнизкого напряжения безопасности (SELV).
Соответствие требованиям необходимо проверить посредством внешнего осмотра и проведения измерений.
11.5 Питание внешних устройств, подключенных к сварочной цепи
При обеспечении источником сварочного тока электроснабжения какого-либо внешнего устройства подача электроэнергии проводится одним из его следующих компонентов:
а) сварочной цепью;
b) изолирующим трансформатором безопасности, отвечающим требованиям МЭК 61558-2-6, либо аналогичными компонентами, встроенными в источник сварочного тока;
c) изолирующим трансформатором, отвечающим требованиям МЭК 61558-2-4, со значением вторичного среднеквадратичного значения напряжения до 120 В, если все открытые электропроводящие детали внешнего устройства в соответствии с рекомендациями изготовителя подсоединены к защитному проводу заземления, то есть защита от сварочного тока обеспечена, например, токочувствительным реле либо за счет изоляции соответствующих металлических деталей, например посредством корпуса. К внешним устройствам относятся механизмы подачи проволоки, устройства дистанционного управления, устройства зажигания и стабилизации дуги, горелки, система слежения шва и другие устройства, имеющие соединения со сварочным контуром.
Соответствие требованиям необходимо проверить посредством внешнего осмотра и имитации отказа.
11.6 Вспомогательный источник питания
Если источник сварочного тока рассчитан для подачи электроэнергии во внешние устройства, не являющиеся частью сварочного контура (например, в систему освещения, систему охлаждения либо в электроинструмент), то указанные вспомогательные контуры и принадлежности должны соответствовать стандартам, нормам и правилам, относящимся к эксплуатации данного оборудования.
Сварочному контуру требуется электрическая изоляция от подобного рода контуров питания в соответствии с приведенными в 6.3.2 и 6.3.3 требованиями.
Рядом с выходными зажимами должна быть четкая и нестираемая маркировка о фактических значениях тока и напряжения, данные о цикле нагрузки (ПН), если последний меньше 100%, данные по переменному или постоянному току, а также данные о состоянии нейтрали (например, обеспечено ли заземление или нет).
Соответствие требованиям необходимо проверить посредством внешнего осмотра в процессе испытаний согласно 6.1.4, 6.1.5, 6.3.2 и 6.3.3, а также посредством нанесения маркировки согласно 15.1.
11.7 Сварочные кабели
Если в комплект поставки источника сварочного тока входят сварочные кабели, то они должны соответствовать требованиям МЭК 60245-6.
12 Цепи управления
12.1 Общие требования
В соответствии с требованиями производителя все входы и выходы цепей управления должны проверяться при максимальной нагрузке. Цепи дистанционного управления могут проверяться без подключения к сети электропитания при условии, что такая сеть может быть смоделирована.
12.2 Изоляция цепей управления
Цепи управления, которые выходят из корпуса, если существующее в них напряжение ниже допустимого напряжения без нагрузки, приведенного в 11.1.1, должны быть:
a) изолированы от цепей питания с применением двойной или усиленной изоляции;
b) изолированы от других цепей, напряжение в которых выше, чем допустимое напряжение без нагрузки, приведенное в 11.1.1 (например, цепи питания вспомогательного оборудования, цепи плазменной резки), с применением двойной или усиленной изоляции;
c) изолированы от сварочных цепей, напряжение в которых ниже напряжения без нагрузки, приведенного в 11.1.1, с применением основной изоляции.
Примечание - Пример компоновки изоляции для оборудования класса I приведен в 6.1.1.
Соответствие нормативным требованиям необходимо проверить путем проведения измерений или анализа в зависимости от ситуации.
12.3 Рабочие напряжения цепей дистанционного управления
Рабочие напряжения в цепях дистанционного управления, которые предназначены для ручного использования, не должны превышать 50 В переменного тока или 120 В постоянного тока (без пульсаций) между проводами или между каким-либо проводом и цепью защитного заземления при нормальных условиях эксплуатации и после одиночного отказа.
Примечание - Требования к рабочим напряжениям в локальных или глобальных компьютерных сетях приведены в МЭК 60950-1.
Соответствие нормативным требованиям необходимо проверить путем проведения измерений или анализа в зависимости от ситуации.
13 Устройство обеспечения безопасности
13.1 Общие требования
Задачей устройства обеспечения безопасности является снижение степени тяжести поражения электрическим током, наличие которого обусловлено напряжениями холостого хода, значение которых превышает допустимое значение номинального напряжения холостого хода для данной среды. Типы устройств обеспечения безопасности приведены в 13.2. Требования представлены в таблице 14.
Таблица 14 - Требования к устройству обеспечения безопасности
Непониженное напряжение холостого хода согласно разделу подпункта | Пониженное напряжение холостого хода согласно разделу подпункта | Время срабатывания, с |
Между 11.1.3 и 11.1.2 | 11.1.1 | 0,3 |
Между 11.1.2 и 11.1.1 | 11.1.1 | 2 |
Примечание - Для источника, работающего на постоянном токе, с напряжением выше 113 В время срабатывания должно составлять 0,3 с. | ||
13.2 Типы устройств обеспечения безопасности
13.2.1 Устройство понижения напряжения
Устройство понижения напряжения должно автоматически снижать величину номинального напряжения холостого хода до уровня, не превышающего значений, представленных в 11.1.1, в момент, когда сопротивление внешнего сварочного контура превышает 200 Ом. Время срабатывания устройства приведено в таблице 14.
Указанные источники сварочного тока могут маркироваться символом N 84, представленным в приложении L.
Соответствие нормативным требованиям необходимо проверить путем подключения резистора переменной нагрузки ко всем выходным клеммам источника сварочного тока. Напряжение и время срабатывания измеряются в процессе увеличения сопротивления.
13.2.2 Устройство переключения из режима переменного в режим постоянного тока
Устройство переключения из режима переменного в режим постоянного тока должно автоматически обеспечивать переключение из режима работы при номинальном напряжении холостого хода на переменном токе в режим работы при номинальном напряжении холостого хода на постоянном токе, величина которого не превышает значений, представленных в 11.1.1, в момент, когда сопротивление внешнего сварочного контура превышает 200 Ом. Время срабатывания устройства приведено в таблице 14.
Указанные источники сварочного тока могут маркироваться символом N 84, представленным в приложении L.
Соответствие нормативным требованиям необходимо проверить согласно 13.2.1.
13.3 Требования, предъявляемые к устройствам обеспечения безопасности
13.3.1 Блокировка устройства обеспечения безопасности
Конструкция аппарата должна исключить возможность блокировки или шунтирования устройства обеспечения безопасности оператором без помощи специального инструмента.
Соответствие нормативным требованиям необходимо проверить путем проведения внешнего осмотра.
13.3.2 Влияние на работу устройств обеспечения безопасности
Предусмотренные изготовителем устройства дистанционного управления и устройства зажигания или стабилизации дуги источника сварочного тока не должны оказывать влияния на надлежащее функционирование устройства обеспечения безопасности, то есть значения напряжений холостого хода не должны выходить за допустимые пределы.
Соответствие требованиям необходимо проверить посредством повтора испытаний, описанных в 13.2.1, с применением всех устройств, которые могут повлиять на работу устройства обеспечения безопасности.
13.3.3 Индикация удовлетворительной работы устройства обеспечения безопасности
Необходимо обеспечить наличие надежного устройства, например сигнальной лампы, которое использовалось бы для индикации удовлетворительной работы устройства обеспечения безопасности. В случае использования для этой цели сигнальной лампы она должна загораться в момент понижения напряжения или перехода в режим постоянного тока.
Соответствие нормативным требованиям необходимо проверить путем внешнего осмотра в процессе проведения испытания согласно 13.1.
13.3.4 Неисправность устройства обеспечения безопасности
Если устройство обеспечения безопасности не работает так, как указано в 13.1, напряжение на выходных зажимах должно быть понижено до уровня, не превышающего значений, указанных в 11.1.1 и таблице 14, при этом автоматический сброс в исходное состояние не допускается.
Соответствие требованиям необходимо проверить путем имитации отказа устройства обеспечения безопасности и измерения времени возврата в безопасный режим после отказа устройства обеспечения безопасности.
14 Механические средства
14.1 Общие требования
Источник питания для сварки должен обладать такой конструкцией и быть собран таким образом, чтобы в режиме предполагаемой эксплуатации обеспечивалась его достаточная прочность и надежность при недопущении увеличения при этом риска поражения электрическим током или иных рисков при одновременном соблюдении требований к минимальным зазорам. Оборудование необходимо поместить в кожух или шкаф для закрытия всех находящихся под напряжением или движущихся деталей, которые являются источниками опасности (например, шкивов, ремней, вентиляторов, редукторов и пр.), за исключением перечисленных ниже элементов, необходимость в полном закрытии которых отсутствует:
a) сетевые, сварочные кабели и кабели управления;
b) выходные зажимы для подключения сварочных кабелей.
После проведения испытаний согласно указаниям 14.2-14.5 оборудование должно отвечать требованиям представленных в настоящем стандарте положений. Допускается некоторая деформация элементов конструкции либо корпуса при условии, что это не влечет за собой снижения уровня безопасности.
Открытые для доступа детали не должны иметь острых краев, шершавых поверхностей или выступающих частей, которые создают большую вероятность получения телесных повреждений.
Соответствие нормативным требованиям необходимо проверить путем проведения внешнего осмотра после выполнения операций 14.2-14.5.
14.2 Корпус
14.2.1 Материалы, используемые для изготовления корпуса
Неметаллические материалы, предназначенные для защиты при возникновении контакта с находящимися под напряжением деталями, за исключением сварочного контура и цепей безопасного низковольтного напряжения, должны относиться к классу V-1 в отношении пожароопасности или, что предпочтительнее, отвечать требованиям МЭК 60695-11-10.
Соответствие нормативным требованиям проверяется путем сравнения с техническими условиями на неметаллические материалы.
4.2.2 Прочность корпуса
Согласно приложению I, корпус, включая вентиляционные жалюзи, должен выдерживать энергию удара 10 Нм. Ручки, нажимные кнопки, регулировочные лимбы и пр. не следует проверять с помощью маятникового копра. Как вариант конструкция корпуса может быть выполнена из листового металла с минимальной толщиной согласно данным, приведенным в приложении J.
Соответствие нормативным требованиям необходимо проверить:
а) посредством ударного испытания с использованием маятникового копра в соответствии с I.1 либо свободно падающего груза в соответствии с I.2 приложения I, либо с помощью аналогичных средств. Порядок проведения указанного испытания следующий:
1) испытывается один образец;
2) во время испытания питание на источник сварочного тока не подается;
3) выбрать по одной точке на каждой стороне аппарата, где риск получения электрического удара или возникновения неисправности наиболее высок;
4) нанести по три удара в каждой из выбранных точек;
b) посредством измерения толщины листового металла.
14.3 Средства, обеспечивающие выполнение погрузочно-разгрузочных работ
14.3.1 Механизированная погрузка и разгрузка
Если предусмотрено наличие элементов (например, петель или проушин) для механизированной погрузки-разгрузки источника сварочного тока в сборе, то указанные элементы должны быть способны выдерживать механическое напряжение статического усилия натяжения, рассчитываемого на основании массы источника сварочного тока в сборе следующим образом:
a) для источников сварочного тока весом менее 150 кг необходимо прилагать усилие, рассчитанное на основании десятикратного превышения по массе;
b) для источников сварочного тока массой 150 кг и более необходимо прилагать усилие не менее 15 кН либо усилие, рассчитанное на основании четырехкратного превышения по весу.
Если в наличии имеется лишь один подъемный элемент, он должен быть спроектирован так, чтобы противостоять ослаблению под действием крутящего момента при подъеме.
Соответствие требованиям необходимо проверить посредством внешнего осмотра и проведения следующего испытания. Источник сварочного тока снабжается всеми соответствующими вспомогательными приспособлениями, за исключением газовых баллонов, отдельных прицепных тележек, ручных тележек и колесных ходовых устройств, которые, вероятнее всего, уже будут установлены на свои места, а в случае источников сварочного тока с приводом от двигателя - еще и полностью экипированы и готовы к эксплуатации. Источник сварочного тока намертво крепится к своему основанию, а к его подъемным элементам - в соответствии с рекомендацией изготовителя - закрепляется цепь или кабель, а затем непрерывно в течение 10 с проводится подъемное воздействие.
При наличии двух и более подъемных элементов цепи или кабели размещают таким образом, чтобы обеспечить равное распределение усилия между ними, с приложением данного усилия под углом не более 15° к вертикальной плоскости.
14.3.2 Ручная погрузка и разгрузка
Если предусмотрено наличие элементов (например, ручек или лямок) для погрузки-разгрузки либо переноски вручную, то указанные элементы должны быть способны выдерживать механическое напряжение статического усилия натяжения, рассчитываемого на основании массы источника сварочного тока в сборе следующим образом: необходимо использовать усилие, рассчитанное в отношении четырехкратного веса, либо усилие величиной не менее 600 Н.
Соответствие требованиям необходимо проверить посредством внешнего осмотра и проведения следующего испытания. Источник сварочного тока снабжается всеми соответствующими вспомогательными приспособлениями, за исключением газовых баллонов, отдельных прицепных тележек, ручных тележек и колесных ходовых устройств, которые, вероятнее всего, уже будут установлены на свои места. Источник сварочного тока намертво крепится к своему основанию, а к его ручкам или лямкам - в соответствии с рекомендацией изготовителя - закрепляется цепь или кабель, а затем непрерывно в течение 10 с проводится подъемное воздействие.
14.4 Устойчивость к удару при падении
Необходимо, чтобы источник сварочного тока в сборе был способен выдержать испытание на ударную нагрузку. Для проведения данного испытания источник сварочного тока требуется оборудовать всеми соответствующими рекомендуемыми вспомогательными приспособлениями, за исключением газовых баллонов, отдельных прицепных тележек, ручных тележек и колесных ходовых устройств, которые, вероятнее всего, уже будут установлены на свои места, поскольку относятся к категории стандартного оборудования.
Высота, с которой проводится сброс при испытании на ударную нагрузку:
а) источники сварочного тока массой 25 кг и менее должны выдерживать удар при падении с высоты 250мм;
b) источники сварочного тока массой 25 кг и более должны выдерживать удар при падении с высоты 100 мм.
Соответствие требованиям необходимо проверить посредством трехкратного сброса источника сварочного тока на твердую и жесткую поверхность. Данное испытание необходимо организовать таким образом, чтобы каждый последующий удар при падении источника сварочного тока приходился уже на его другой нижний край.
Источники сварочного тока с приводом от двигателя должны быть заполнены и готовы к незамедлительному использованию.
14.5 Устойчивость к опрокидыванию
Источники сварочного тока при их нахождении в максимально неустойчивом положении не должны опрокидываться при наклоне с углом 10°. Вспомогательные изделия, предусмотренные изготовителем для того или иного типа источника сварочного тока, такие как газовые баллоны, механизм подачи проволоки или устройство охлаждения, могут влиять на устойчивость, что необходимо учитывать.
Если изготовителем предусматривается использование каких-либо иных вспомогательных изделий, и поэтому невозможно обеспечить выполнение требований данного пункта, то при необходимости должны быть представлены инструкции по анкерному или другим способам крепления. Соответствие требованиям необходимо проверить посредством проведения следующего испытания.
Источник сварочного тока размещается на плоскости и отклоняется от горизонтального уровня.
15 Табличка с техническим данными
15.1 Общие требования
Снабженная четкой и нестираемой маркировкой табличка с паспортными характеристиками должна быть надежно закреплена на каждом источнике сварочного тока или выбита на нем.
Примечание - Табличка с паспортными характеристиками предназначена для предоставления пользователю информации об электрических характеристиках, что позволяет пользователю проводить сравнение и выбирать оптимальный источник сварочного тока.
Соответствие требованиям необходимо проверить посредством внешнего осмотра, а также растирания маркировки вручную в течение 15 с тряпкой, смоченной в воде, а затем снова в течение 15 с тряпкой, смоченной в уайт-спирите. После данного испытания маркировка должна остаться абсолютно разборчивой. Необходимо, чтобы после испытания табличку с паспортными характеристиками невозможно было снять без усилий, а также не должно наблюдаться загибания ее кромок.
15.2 Описание
Табличка с паспортными характеристиками должна иметь разделы, содержащие следующие сведения и данные:
a) идентификационные данные;
b) параметры сварки;
c) потребляемая мощность;
d) расход энергии на собственные нужды, если применимо.
Необходимо, чтобы порядок и последовательность расположения сведений соответствовали принципу оформления, представленному на рисунке К.4 (примеры в приложении К).
Жесткие требования к размерам таблички с паспортными характеристиками отсутствуют, то есть размеры могут выбираться по собственному усмотрению. Допускается отделять указанные выше разделы таблички друг от друга и закреплять их в более легкодоступных и удобных для пользователя местах.
В отношении источников сварочного тока, предназначенных для выполнения нескольких процессов сварки, либо в отношении вращающихся источников сварочного тока допускается использование одной общей или нескольких отдельных табличек с паспортными характеристиками.
Примечание - Допускается внесение дополнительной информации в состав таблички. Дополнительная полезная информация (например, класс изоляции, степень загрязнения или коэффициент мощности) может быть представлена в технической литературе, наличие которой обеспечивается изготовителем (см. 17.1).
|
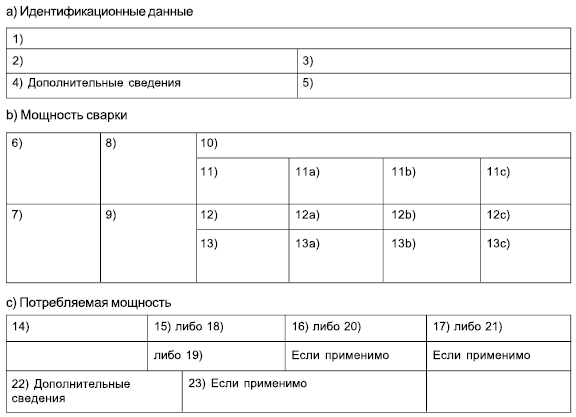
Рисунок 5 - Принцип оформления таблички с паспортными характеристиками
15.3 Содержание
Ниже представлена поясняющая информация в отношении пронумерованных полей, показанных на рисунке К.4.
а) Идентификационные данные
Поле 1 - Наименование и адрес изготовителя, дистрибьютора или импортера и дополнительно по запросу - торговая марка и страна изготовления.
Поле 2 - Тип (идентификационные данные) по версии изготовителя.
Поле 3 - Указание на вариант исполнения и производственные данные, например серийный номер.
Поле 4 - Символ источника сварочного тока (дополнительные сведения), например:
| Однофазный трансформатор |
| Трехфазный трансформатор-выпрямитель |
| Однофазный либо трехфазный статический преобразователь частоты и трансформатор-выпрямитель |
| Источник питания инверторного типа с выходом переменного и постоянного тока |
| Трехфазный электродвигатель-генератор |
| Трехфазный электродвигатель-генератор-выпрямитель |
| Трехфазный вращающийся преобразователь частоты |
| Однофазный комбинированный источник питания переменного и постоянного тока |
| Двигатель-генератор переменного тока |
| Двигатель-генератор-выпрямитель |
Поле 5 - Ссылка на стандарты для подтверждения соответствия источника сварочного тока их требованиям.
b) Параметры сварки
Поле 6 - Символ технологического процесса сварки, например:
| Ручная дуговая сварка металла покрытым электродом |
| Сварка вольфрамовым электродом в среде защитных газов |
| Сварка в инертном и активном газе, в том числе с применением трубчатой электродной проволоки |
| Дуговая сварка трубчатым электродом с автономной защитой |
| Дуговая сварка под флюсом |
| Плазменная резка |
| Плазменная строжка |
| Плазменная сварка |
Поле 7 - | Символ для обозначения тех источников сварочного тока, которые предназначены для подачи питания при сварочных работах, выполняемых в среде с повышенной опасностью поражения электрическим током (если применимо). |





Примечание - Кроме того, рекомендуется, чтобы указанный символ надлежащего размера был отображен на лицевой панели источника сварочного тока.
Поле 8 - Символ сварочного тока, например:
Постоянный ток | |
Переменный ток и дополнительно номинальная частота в герцах, например: ~50 Гц | |
Прямой или переменный ток на одном и том же выходе и дополнительно, номинальная частота в герцах |
Поле 9 - , В - Номинальное напряжение холостого хода:
a) амплитудное значение в случае использования постоянного тока;
b) среднеквадратичное значение в случае использования переменного тока.
Если источник сварочного тока оснащен устройством обеспечения безопасности, то номинальным напряжением холостого хода будет являться напряжение, измеренное до того момента, как устройство обеспечения безопасности выполнит свою функцию. Если обеспечена возможность регулировки нескольких величин напряжения без нагрузки, то их диапазон должен быть представлен номинальным минимальным и максимальным значениями напряжения без нагрузки.
Дополнительно может быть представлена следующая информация:
a) ... В - номинальное пониженное напряжение без нагрузки в случае использования устройства понижения напряжения;
b) ... В - номинальное коммутируемое напряжение без нагрузки в случае использования устройства переключения из режима переменного в режим постоянного тока.
Поле 10 -...А/... В до... А/... В - Диапазон мощности сварки, минимальный и максимальный сварочный ток и соответствующее ему напряжение нагрузки.
Поле 11 - Символ цикла нагрузки.
Поле 12 - Символ номинального сварочного тока.
Поле 13 - Символ стандартного напряжения нагрузки.
Поля 11а), 11b), 11с)...% - Значения цикла нагрузки при температуре окружающей среды 40°С.
Поля 12а, 12b), 12с) ...А - Значения номинального сварочного тока.
Поля 13а, 13b), 13с) ...В - Значения стандартного напряжения нагрузки.
Указанные поля оформлены в виде таблицы, где представлены соответствующие значения трех заданных вариантов настройки:
a) ...% цикл нагрузки при номинальном максимальном сварочном токе;
b) цикл нагрузки 60% и
c) цикл нагрузки 100% при необходимости.
Необходимость в использовании графы а) отсутствует при условии, что цикл нагрузки при номинальном максимальном сварочном токе составляет 60% либо 100%.
Необходимость в использовании графы b) отсутствует при условии, что цикл нагрузки при номинальном максимальном сварочном токе составляет 100%.
Потребляемая мощность
Поле 14 - Символ потребляемой мощности, например:
| Контур питания, количество фаз (например, 1 или 3), символ переменного тока и номинальной частоты (например, 50 или 60 Гц) |
| Двигатель |
| Электродвигатель |
| Ременной привод |


|
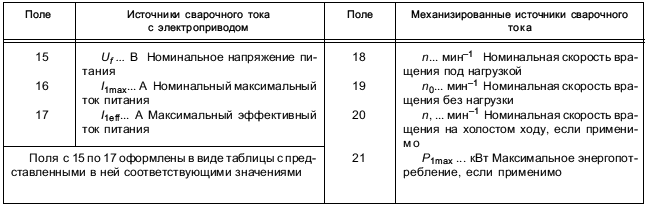
Поле 22 - IP.. Степень защиты, например IP21 или IP23.
Поле 23 - Символ оборудования класса II, если применимо.
Соответствие требованиям необходимо проверить посредством внешнего осмотра и сверки полных данных.
15.4 Допуски
Изготовителям необходимо обеспечить соответствие значениям, указанным на табличке с паспортными характеристиками, в пределах представленных ниже величин допуска посредством контроля производственных допусков и допусков на компоненты:
a) - номинальное напряжение без нагрузки в вольтах ±5%, измеренное согласно 11.1, при этом ни при каких обстоятельствах значения, подытоженные в таблице 13, превышаться не должны;
b) - номинальный минимальный сварочный ток, А;
![]() - минимальное стандартное напряжение нагрузки в В.
- минимальное стандартное напряжение нагрузки в В.
Значения b) не должны превышать значений, указанных на табличке с паспортными характеристиками;
c) ![]() - номинальный максимальный сварочный ток, А;
- номинальный максимальный сварочный ток, А;
![]() - максимальное стандартное напряжение нагрузки, В;
- максимальное стандартное напряжение нагрузки, В;
Значения с) не должны быть меньше значений, указанных на табличке с паспортными характеристиками;
d) - номинальная скорость вращения без нагрузки, мин
±5%;
e) - максимальное энергопотребление, кВт 10/0%;
f) - номинальный максимальный ток питания, А ±10%.
Соответствие требованиям необходимо проверить посредством проведения измерений в стандартном режиме сварки (см. 3.17).
15.5 Направление вращения
Направление вращения должно быть, при необходимости, указано на вращающихся источниках сварочного тока.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
16 Регулирование выходной мощности
16.1 Тип регулирования
Если источник сварочного тока снабжен приборами для регулировки тока на выходе, напряжения на выходе либо и того, и другого, то регулировка может быть непрерывной, пошаговой либо и той, и другой. При непрерывной регулировке в нескольких диапазонах между данными диапазонами не должно быть никакого разрыва.
Соответствие требованиям необходимо проверить посредством проведения измерений.
16.2 Маркировка регулирующего устройства
Выходная мощность источника сварочного тока, соответствующая различным настройкам управления, должна быть представлена в виде четкой и нестираемой маркировки на устройствах управления или рядом с ними либо отображаться в цифровом виде. За исключением источников сварочного тока, настройка или регулировка которых проводится посредством цифровой индикации, применяются следующие виды маркировки:
a) при индикации значений на шкалах или в контрольных таблицах следует принимать во внимание отношение между стандартным напряжением нагрузки и стандартным сварочным током;
b) каждая позиция в случае использования пошаговой регулировки или каждое основное деление в случае использования непрерывной регулировки должны быть отмечены четкой маркировкой, такой как:
1) цифровая индикация регулируемых параметров либо, если это невозможно,
2) буквенно-цифровая маркировка.
В случае 2) в таблице, имеющейся на аппаратуре или в инструкциях, должно быть представлено номинальное значение (контрольного) параметра в отношении каждого контрольного положения;
c) в случае применения многодиапазонной регулировки должны быть представлены максимальные и минимальные значения каждого диапазона;
d) источники сварочного тока, спроектированные для выполнения нескольких технологических процессов с различными величинами стандартного напряжения нагрузки, должны быть снабжены маркировкой в виде отдельной контрольной шкалы по каждому технологическому процессу. Если это невозможно, следует использовать буквенно-цифровые маркировочные знаки, представленные в b);
e) когда источник сварочного тока спроектирован для работы при различных величинах номинального напряжения питания и когда для одного и того же контрольного положения цифровые значения сварочных параметров разные, необходимо обеспечить наличие отдельных шкал или отдельных наборов буквенно-цифровых маркировочных знаков.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
16.3 Индикация регуляторов тока или напряжения
При наличии регуляторов тока или напряжения значение выходной мощности должно отображаться в вольтах, амперах или в произвольных единицах измерения. Требования к точности отображения величин напряжения или тока следующие:
a) между 100% и 25% максимального значения ±10% фактического значения;
b) менее 25% максимального значения ±2,5% максимального значения.
При включении изготовителем в комплект поставки оборудования амперметра либо вольтметра последние должны относиться к классу 2,5 и быть должным образом увлажнены.
Соответствие требованиям необходимо проверить посредством проведения измерений и внешнего осмотра.
17 Инструкции и маркировка
17.1 Инструкции
Каждый источник сварочного тока должен поставляться в комплекте с инструкциями следующего содержания (если применимо):
a) общее описание;
b) масса источника сварочного тока и его отдельных деталей, рекомендуемые методы их погрузки-разгрузки, например вилочным погрузчиком либо краном, а также необходимые меры предосторожности при работе с газовыми баллонами, механизмами подачи проволоки и пр.;
c) расшифровка обозначений, маркировки и графических символов;
d) информация, относящаяся к выбору и подключению к сети электропитания [например, необходимые сетевые кабели, соединительные устройства или патронные штепсельные розетки, в том числе номинальные характеристики предохранителей и (или) прерывателей цепи, см. также меры предосторожности в 6.1.1];
e) указания по правильному применению, относящиеся к источникам сварочного тока (например, требования к охлаждению, местоположению, устройству управления, индикаторам, типу топлива);
f) производительность сварки, статическая характеристика [падающая и (или) плоская], ограничения в отношении цикла (коэффициента) нагрузки, а также, при необходимости, поясняющая информация по тепловой защите;
g) эксплуатационные ограничения, относящиеся к обеспечиваемой степени защиты, например информация о том, что источники сварочного тока не предназначены для эксплуатации в условиях дождя или снегопада;
h) основные правила, относящиеся к защите операторов и персонала от опасностей, характерных для рабочей зоны (например, электрический ток, дым, газы, излучение дуги, горячий металл, искры и шум);
i) условия сварки или резки, при которых требуется соблюдение дополнительных мер предосторожности (например, среда с повышенной опасностью поражения электрическим током, огнеопасная внешняя среда, легковоспламеняющиеся изделия, закрытые контейнеры, расположенные на высоте рабочие места и пр.);
j) указания по техническому обслуживанию источника сварочного тока, например рекомендуемая периодичность проведения частичной и полной проверки, а также прочие операции (например, чистка);
k) соответствующая принципиальная схема вместе с перечнем рекомендуемых запасных частей; в случае выполнения специализированных технологических процессов, например, плазменной резки, см. также 11.1.4;
I) информация по контуру, предназначенному для подачи электроэнергии при номинальном напряжении питания, например в систему освещения или в электроинструмент;
m) меры предосторожности против опрокидывания, если источник сварочного тока подлежит установке на наклонную плоскость;
n) предупреждение о недопустимости использования источника сварочного тока для оттаивания замерзших труб;
о) тип (идентификационные данные) горелок для плазменной резки, предназначенных для совместного использования с источником питания для плазменной резки;
р) давление, расход жидкости, а также тип плазменного газа и, при необходимости, тип охлаждающего газа или охлаждающей жидкости;
q) броски тока или диапазон тока на выходе и данные по соответствующему плазменному газу в виде набора величин;
v) классификация в отношении ЭМС согласно CISPR 11;
s) надпись, информирующая о том, что испытания на нагрев были проведены при температуре окружающей среды, а цикл (коэффициент) нагрузки был определен при 40°С посредством имитации.
Допускается также внесение прочей полезной информации, например класса изоляции, степени загрязнения, эффективности (см. приложение М) и т.д.
Соответствие требованиям необходимо проверить посредством ознакомления с инструкциями.
17.2 Маркировка
Каждый источник сварочного тока должен быть снабжен четкой и нестираемой маркировкой, представленной на передней панели или рядом с ней, либо рядом с устройством двухпозиционного переключения (ВКЛ./ВЫКЛ.) и выполненной в виде комбинации символов, означающих: "Внимание! Ознакомьтесь с руководством по эксплуатации":
|
Указанная маркировка также должна располагаться рядом с разъемом горелки источников питания для плазменной резки для указания на то, что оператор должен ознакомиться с руководством по эксплуатации, перед тем как выбрать и подсоединить ту или иную горелку.
Допускается использовать следующую эквивалентную формулировку: "Внимание! Перед применением и обслуживанием данного оборудования следует ознакомиться с руководством по эксплуатации".
Дополнительные сведения по маркировке представлены в приложении L.
Примечание - Предупредительные этикетки, имеющиеся на источниках питания, могут быть выполнены только в текстовой форме либо в виде текста, сопровождающегося символами, либо только в виде символов. В случае использования предупредительных этикеток исключительно с нанесенными на них символами желательно, чтобы указанные этикетки соответствовали требованиям ISO 17846.
Соответствие требованиям необходимо проверить посредством внешнего осмотра и проведения испытания на долговечность согласно 15.1.
Приложение А
(справочное)
Величины номинального напряжения сетей электропитания
Напряжение "фаза - нейтраль", выведенное из номинальных напряжений переменного или постоянного тока, меньшее или равное последним | Номинальные напряжения, применяемые в настоящее время в мире | |||
Трехфазные четырех- | Трехфазные трех- | Однофазные двух- | Однофазные трех- | |
|
|
|
| |
В | B | В | В | В |
1 | 2 | 3 | 4 | 5 |
50 | - | - | 12,5; 24; 25; 30; 42; 48 | От 30 до 60 |
100 | 66/115 | 66 | 60 | - |
150 | 120/208; 127/220 | 115; 120; 127 | 110; 120 | От 110 до 220; |
300 | 220/380; 230/400; 240/415; 260/440; 277/480 | 220; 230; 240; 260; 277 | 220 | От 220 до 440 |
600 | 347/600; 380/660; 400/690; 417/720; 480/830 | 347; 380; 400; 415; 440; 480; 500; 577; 600 | 480 | От 480 до 960 |
1000 | - | 660; 690; 720; 830; 1000 | 1000 | - |
Примечания 1 Значения взяты из таблицы В.1 МЭК 60664-1. 2 В графах 2 и 5 нижнее значение соответствует напряжению "фаза - нейтраль", а верхнее значение - межфазному напряжению. 3 В графах 3 и 4 указаны значения межфазного напряжения. 4 "Е" означает "заземленный". | ||||
Приложение В
(справочное)
Пример комбинированного испытания на диэлектрическую прочность
Два высоковольтных трансформатора допускается соединять последовательно с соблюдением синхронизации по фазам. Стандартное соединение выполняется к открытым электропроводящим деталям (см. рисунок В.1).
|
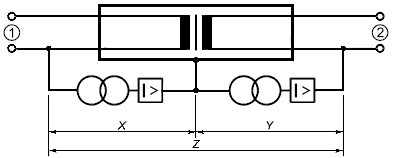
- | токочувствительное отключающее устройство; | |
- | цепь питания; | |
- | сварочный контур; | |
- | между контуром питания и открытыми электропроводящими деталями; | |
- | между сварочным контуром и открытыми электропроводящими деталями; | |
- | между цепью питания и цепью сварки |
Рисунок В.1 - Комбинированные высоковольтные трансформаторы
Приложение С
(обязательное)
Несимметричная нагрузка в случае использования источников сварочного тока для сварки вольфрамовым электродом в среде защитных газов на переменном токе
С.1 Общие сведения
Разница в отношении лучеиспускательной способности между электродом и заготовкой при сварке вольфрамовым электродом в среде защитных газов на переменном токе приводит к образованию несимметричного сварочного напряжения и соответствующей асимметрии в сварочном токе. Указанная асимметрия называется постоянной составляющей тока и может вызывать насыщение трансформатора такого источника сварочного тока, на котором установлен трансформатор стандартного типа. Указанное насыщение является причиной чрезмерно высокого тока на входе, что может приводить к значительному перегреву.
На рисунке С.1 показано, что сварочный ток имеет такую постоянную составляющую , которая может вызвать перегрев обмотки источника сварочного тока.
|
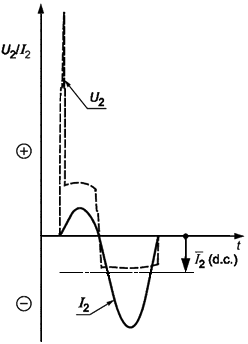
- сварочное напряжение;
- сварочный ток;
- среднеарифметическое значение сварочного тока
Рисунок С.1 - Напряжение и ток в процессе сварки вольфрамовым электродом в среде защитных газов на переменном токе
С.2 Несимметричная нагрузка
Для имитации необходимого для испытания на нагрев сварочного тока следует использовать стандартную нагрузку с частичной характеристикой выпрямления, чтобы в условиях отрицательной полярности электрода величина напряжения полупериода составляла бы на (12±1) В меньше, чем напряжение полупериода в случае, когда полярность электрода - положительная (см. рисунок С.2).
|
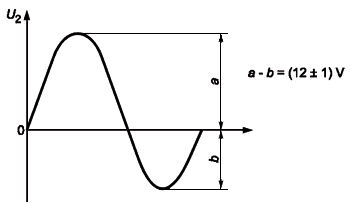
- значение амплитудного напряжения при положительном электроде;
- значение амплитудного напряжения при отрицательном электроде
Рисунок С.2 - Несимметричное напряжение в процессе сварки вольфрамовым электродом в среде защитных газов на переменном токе
Указанная разность сварочных напряжений полупериода определяется пропусканием испытательного постоянного тока через несимметричную нагрузку в обоих направлениях с последующим измерением напряжения нагрузки постоянного тока. Источники сварочного тока, снабженные встроенным регулятором симметрии, проходят испытания с применением стандартной нагрузки, но с регулятором симметрии, настроенным на режим создания максимальной асимметрии, не превышающей, однако, 12 В.
С.3 Пример несимметричной нагрузки
Характеристика выпрямления нагрузки достигается при помощи диодного контура, как показано на рисунке С.3.
|
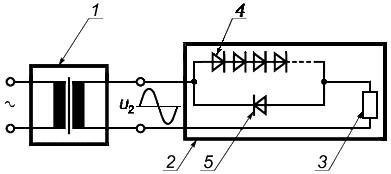
1 - трансформатор; 2 - несимметричная нагрузка; 3 - стандартная нагрузка; 4 - диодный ряд; 5 - одиночный диод
Рисунок С.3 - Источник переменного сварочного тока с несимметричной нагрузкой
Требуемая разность напряжения между напряжениями полупериода регулируется с помощью определенного количества диодов, выстроенных в ряд.
Приложение D
(справочное)
Экстраполяция температуры в момент останова
Если отсутствует возможность регистрации температуры в момент останова, необходимо применить экстраполяцию для расчета указанной температуры. Порядок выполнения указанной экстраполяции следующий:
a) отмечается время, когда наступил момент останова;
b) проводится последовательное измерение показаний температуры, каждый раз с регистрацией времени, прошедшего с момента останова;
c) не менее четырех показаний берется для каждой из температурных величин для последующей экстраполяции;
d) используя логарифмическую/миллиметровую бумагу, показания наносят на график так, чтобы значения температуры располагались напротив логарифмической шкалы, а значения времени с момента останова - напротив линейной шкалы. Прямая линия, идущая до 0, показывает экстраполированную температуру в момент останова.
Приложение Е
(обязательное)
Конструкция зажимов цепи питания
Е.1 Размер зажимов
Зажимы должны обладать размерами, соответствующими максимальному эффективному току питания , при этом должна быть предусмотрена возможность подсоединения гибких электрических проводов с представленными в таблице Е.1 значениями площади поперечного сечения. Указанные значения соответствуют проволоке, рассчитанной для работы при 60°С.
Таблица Е.1 - Диапазон размеров электрических проводов, подходящих для зажимов цепи электропитания
Максимальный эффективный ток питания, А | Пределы площади поперечного сечения электрического провода, мм |
10 | От 1,5 до 2,5 |
16 | От 1,5 до 4 |
25 | От 2,5 до 6 |
35 | От 4 до 10 |
50 | От 6 до 16 |
63 | От 10 до 25 |
80 | От 16 до 35 |
100 | От 25 до 50 |
125 | От 35 до 70 |
160 | От 50 до 95 |
200 | От 70 до 120 |
250 | От 95 до 150 |
315 | От 120 до 240 |
400 | От 150 до 300 |
Применение альтернативных размеров поперечного сечения допускается при условии указания изготовителем в соответствующих инструкциях типа и размера проволоки, которая будет использоваться.
Соответствие требованиям необходимо проверить посредством проведения расчетов и измерений.
Е.2 Интервалы между зажимами контура питания
Зажимы должны быть спроектированы следующим образом.
Интервал между зажимами питания не должен быть меньше значений, указанных в таблице Е.2. Изолирующие перемычки или средства для крепления всех жил многожильного провода (к примеру, прижимные соединители) должны препятствовать контакту жил многожильного провода или наконечников с теми жилами многожильного провода или наконечниками, которые подсоединены к соседним зажимам, а также должны обеспечивать сохранение заданного интервала.
Таблица Е.2 - Зазоры между зажимами цепи питания
В миллиметрах
Диапазон напряжения. Среднеквадратичное напряжение | Минимальный зазор между находящимися под напряжением деталями | |
С изолирующей перемычкой | Без изолирующей перемычки | |
До 150 | 6,3 | 12,5 |
От 151 до 300 | ||
От 301 до 600 | 9,5 | 25 |
От 601 до 1000 | ||
Представленные в таблице 1 зазоры допускается использовать в том случае, когда изолирующие перемычки служат для ограждения изоляции проводов контура питания и препятствуют уменьшению жилами многожильного провода величины данных зазоров.
Соответствие требованиям необходимо проверить посредством измерения интервалов, как указано в МЭК 60664-1.
Е.3 Соединения в местах расположения зажимов
Соединения в местах расположения зажимов следует обеспечивать с помощью винтов, гаек и аналогичных средств. Винты или гайки зажимов не следует использовать для закрепления других деталей или подсоединения других электрических проводов.
Соответствие требованиям необходимо проверить посредством внешнего осмотра.
Е.4 Конструкция зажимов
Электрические провода или их наконечники должны быть зажаты между металлическими деталями, при этом возможность их высвобождения после затяжки зажимов должна отсутствовать. Трение между монтажными поверхностями находящихся под напряжением деталей, которые могут проворачиваться, сокращая тем самым интервал, не должно служить единственным способом для предотвращения проворачивания указанных деталей. Рекомендуется использовать соответствующую стопорную шайбу, установленную должным образом. Выводы или шины электропитания, которые закрепляются иным способом, не требуют использования стопорной шайбы. Нелегированную или плакированную сталь не следует использовать при изготовлении токонесущих частей.
Соответствие требованиям необходимо проверить посредством внешнего осмотра и временного подсоединения электрических проводов с заданной минимальной и максимальной площадью поперечного сечения.
Е.5 Крепление зажимов
Зажимы должны быть надежно закреплены таким образом, чтобы отсутствовала возможность их ослабления при затяжке либо ослаблении крепежа. Кроме того, если единственным способом для предотвращения проворачивания или сдвига зажимов на опорной поверхности служит трение, то сокращение величины интервалов при сдвиге или проворачивании ниже значений, указанных в таблице Е.2, не допускается. Проворачивание прижимного соединителя зажима допускается при условии, что при повороте зажимов на 30° в направлении друг к другу или в направлении к другим неизолированным деталям противоположной полярности, или в направлении заземленных металлических деталей не образуются интервалы с размерами меньше указанных.
Соответствие требованиям необходимо проверить посредством внешнего осмотра, а также посредством десятикратного затягивания и ослабления зажимов, удерживающих электрический провод с максимальной заданной площадью поперечного сечения. Испытание необходимо выполнить повторно с использованием электрического провода с минимальной заданной площадью поперечного сечения.
Приложение F
(справочное)
Перекрестная ссылка на соответствие единиц измерения, не относящихся к единицам измерения СИ
Таблица F.1 - Соответствие мм единицам классификации проводов (AWG)
мм | Американская классификация проводов (AWG) |
1,5 | 15 |
2,5 | 13 |
4 | 11 |
6 | 9 |
10 | 7 |
16 | 5 |
25 | 3 |
35 | 1 |
50 | 1/0 |
70 | 2/0 |
95 | 3/0 |
120 | 250 МСМ |
150 | 350 МСМ |
240 | 600 МСМ |
300 | 700 МСМ |
Примечание - МСМ - тыс. круговых милов. | |
Таблица F.2 - Соответствие кВт лошадиным силам (л.с.)
кВт | л.с. |
1 | 1,34 |
Приложение G
(справочное)
Пригодность сети электропитания к измерению фактического среднеквадратичного значения тока питания
На амплитудное и среднеквадратичное значения тока питания существенное влияние может оказывать полное сопротивление сети электропитания
. Для получения достоверных результатов измерения, полное сопротивление сети электропитания должно составлять 4% или менее от входного полного сопротивления источника сварочного тока, Ом:
![]() , (G.1)
, (G.1)
где - полное сопротивление сети электропитания, Ом;
- номинальное напряжение питания, В;
- номинальный ток питания, А.
Для определения полного сопротивления сети электропитания подается стандартная нагрузка, способная понизить напряжение питания, как минимум, на 1% по сравнению со значением, которое наблюдалось до подачи указанной нагрузки.
Примечания
1 Если номинальное напряжение данной стандартной нагрузки меньше напряжения питания, то допускается использование трансформатора.
2 Автоматические регуляторы напряжения сети электропитания выключены.
Полное сопротивление сети электропитания, Ом, рассчитывается по формуле
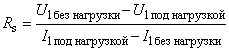 . (G.2)
. (G.2)
Пример
Сеть электропитания:
![]() 230 В,
230 В, ![]() 1 А,
1 А,
![]() 227 В,
227 В, ![]() 31 А,
31 А,
![]() Ом.
Ом.
Источник сварочного тока: 230 В,
![]() 31 А.
31 А.
При указанных значениях условие, соответствующее формуле (G.1), выполняется:
![]() Ом.
Ом.
Приложение Н
(справочное)
Построение кривых статических характеристик
Н.1 Общие сведения
Путем варьирования сопротивления стандартной нагрузки, подключенной к выходным зажимам источника сварочного тока, значения величин сварочного тока и соответствующего напряжения нагрузки
может быть получено для заданного значения выходной мощности данного источника сварочного тока. Статическую характеристику получают путем нанесения указанных величин на график, где сварочный ток представлен по горизонтальной оси, а напряжение нагрузки - по вертикальной. Наклон статической характеристики задается ее касательной в рабочей точке.
Н.2 Методика
Количества измеренных величин должно быть достаточно для построения плавной кривой. В любом случае следует проводить регистрацию величин напряжения холостого хода и номинальных величин, соответствующих каждому циклу (коэффициенту) нагрузки, указанному на табличке с паспортными характеристиками. Требуется также регистрация тока короткого замыкания для определения падающей характеристики источника сварочного тока.
В случае пошаговой настройки источника сварочного тока измерение величин требуется проводить в каждой контрольной точке. Если источник сварочного тока спроектирован для работы при различных величинах напряжения питания, процедуру измерения требуется повторить для каждого типа напряжения питания.
По каждой из точек необходимо также регистрировать напряжение питания , ток питания
, мощность, передаваемую в источник сварочного тока
.
Для источников сварочного тока без обратной связи по контуру (например, простых трансформаторов) величины и
умножаются на коэффициент коррекции
![]() , если измеренное напряжение питания
, если измеренное напряжение питания отличается от номинального напряжения питания
. Величина мощности
умножается на
![]() .
.
Н.3. Анализ результатов
Ряд полученных кривых, относящихся к статической характеристике источника сварочного тока, допускается использовать для подтверждения соответствия определенным требованиям, представленным в настоящем стандарте. Если величина отрицательного наклона в рабочей точке превышает или равна 7 В на 100 А, то статическая характеристика относится к категории падающей.
Приложение I
(обязательное)
Методы проведения испытаний на ударную нагрузку 10 Нм
I.1 Маятниковый копер
Источник сварочного тока помещается напротив жесткой вертикальной поверхности, а удар проводится с противоположной стороны.
Угол вращения (см. рисунок I.1) регулируется с учетом допусков на копр и поворотный рычаг с целью обеспечения требуемого количества ударной энергии.
Таблица I.1 - Масса свободно падающего груза и высота свободного падения
Масса, кг | 0,50 | 0,75 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 |
Высота, м | 2,04 | 1,36 | 1,02 | 0,82 | 0,68 | 0,58 | 0,51 |
|
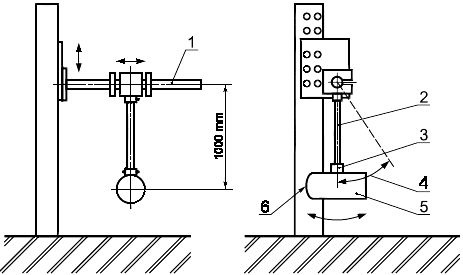
1 - опорный вал (отклонение должно составлять не более 1,5 мм); 2 - поворотный рычаг, стальная труба (масса данного предмета незначительна); 3 - обойма копра (весом до 100 г); 4 - угол вращения ; 5 - стальной копер (массой 2500 г); 6 - радиус (50±2) мм
Рисунок I.1 - Схема проведения испытания
I.2 Свободно падающий сферический стальной груз
Источник сварочного тока укладывается на жесткую горизонтальную поверхность. Масса свободно падающего груза и высота свободного падения представлены в таблице I.2.
Таблица I.2 - Масса свободно падающего груза и высота свободного падения
Масса, кг | 0,50 | 0,75 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 |
Высота, м | 2,04 | 1,36 | 1,02 | 0,82 | 0,68 | 0,58 | 0,51 |
Приложение J
(обязательное)
Толщина листового металла, предназначенного для изготовления корпусов
Минимальная толщина предназначенного для корпусов листового металла должна составлять:
a) для стали - см. таблицу J.1;
b) для алюминия, латуни или меди - см. таблицу J.2.
Расчет толщины проводится на основании единообразного отклонения указанных размеров листового металла в условиях приложения нагрузки по центру поверхности. Допускается меньшая толщина корпуса чем та, что указана в таблицах J.1 и J.2 при условии, что отклонение корпуса равно отклонению корпуса того же размера, который обладает требуемой толщиной.
Таблица J.1 - Минимальная толщина листового металла для корпусов из стали
Минимальная толщина стали без покрытия | Без несущей рамы | С несущей рамой | ||
Максимальная ширина, мм | Максимальная длина, мм | Максимальная ширина, мм | Максимальная длина, мм | |
0,50 | 105 | Без ограничений | 160-175 | Без ограничений |
125 | 150 | 210 | ||
0,65 | 155 | Без ограничений | 245-255 | Без ограничений |
180 | 225 | 320 | ||
0,80 | 205 | Без ограничений | 305-330 | Без ограничений |
230 | 300 | 410 | ||
1,0 | 320 | Без ограничений | 500-535 | Без ограничений |
360 | 460 | 635 | ||
1,35 | 460 | Без ограничений | 690-740 | Без ограничений |
510 | 635 | 915 | ||
1,50 | 560 | Без ограничений | 840-890 | Без ограничений |
635 | 790 | 1095 | ||
1,70 | 635 | Без ограничений | 995-1045 | Без ограничений |
740 | 915 | 1295 | ||
2,00 | 840 | Без ограничений | 1295-1375 | Без ограничений |
890 | 1200 | 1680 | ||
2,35 | 1070 | Без ограничений | 1630-1730 | Без ограничений |
1200 | 1500 | 2135 | ||
2,70 | 1325 | Без ограничений | 2035-2135 | Без ограничений |
1525 | 1880 | 2620 | ||
3,00 | 1600 | Без ограничений | 2470-2620 | Без ограничений |
1860 | 2290 | 3230 | ||
2) В отношении оцинкованной стали необходима регулировка толщины с учетом толщины покрытия (как правило, от 0,05 мм до 0,1 мм). 1) отдельный лист с одиночными формованными фланцами; 2) отдельный гофрированный либо рифленый лист; 3) корпусная поверхность, неплотно пригнанная к раме, например пружинной защелкой или щеколдой; 4) корпусная поверхность с неподдерживаемой кромкой. 1) прочно закрепленная к корпусу опорная рама, выполненная в виде швеллерного, углового или жесткого гнутого профиля, толщина которого равна по меньшей мере толщине металла корпуса; 2) неметаллическая, огнеупорная опорная рама, обладающая сопротивлением кручению, эквивалентным сопротивлению уголка из тонколистовой стали в соответствии с вышеуказанным перечислением 1); 3) все кромки корпуса поворачиваются на угол 90° в целях образования формованного фланца с минимальной шириной 10 мм. | ||||
Таблица J.2 - Минимальная толщина листового металла для корпусов из алюминия, латуни или меди
Минимальная толщина, мм | Без несущей рамы | С несущей рамой | ||
Максимальная ширина, мм | Максимальная длина, мм | Максимальная ширина, мм | Максимальная длина, мм | |
0,55 | 80-90 | Без ограничений | 180 | Без ограничений |
110 | 220 | 245 | ||
0,70 | 105-130 | Без ограничений | 260 | Без ограничений |
155 | 270 | 345 | ||
0,90 | 155-165 | Без ограничений | 360 | Без ограничений |
205 | 385 | 460 | ||
1,10 | 205-245 | Без ограничений | 485 | Без ограничений |
295 | 535 | 640 | ||
1,45 | 305-360 | Без ограничений | 715 | Без ограничений |
410 | 765 | 940 | ||
1,90 | 460-510 | Без ограничений | 1070 | Без ограничений |
635 | 1145 | 1400 | ||
2,40 | 635-740 | Без ограничений | 1525 | Без ограничений |
915 | 1630 | 1985 | ||
3,10 | 940-1070 | Без ограничений | 2210 | Без ограничений |
1350 | 2365 | 2900 | ||
3,85 | 1325-1525 | Без ограничений | 3125 | Без ограничений |
1880 | 3305 | 4065 | ||
1) отдельный лист с одиночными формованными фланцами; 2) отдельный гофрированный либо рифленый лист; 3) корпусная поверхность, неплотно пригнанная к раме, например пружинной защелкой или щеколдой; 4) корпусная поверхность с неподдерживаемой кромкой. 1) прочно закрепленная к корпусу опорная рама, выполненная в виде швеллерного, углового или жесткого гнутого профиля, толщина которого равна по меньшей мере толщине металла корпуса; 2) неметаллическая, огнеупорная опорная рама, обладающая сопротивлением кручению, эквивалентным сопротивлению уголка из тонколистовой стали в соответствии с вышеуказанным перечислением 1); 3) все кромки корпуса поворачиваются на угол 90° в целях образования формованного фланца с минимальной шириной 10 мм. | ||||
Приложение К
(справочное)
Примеры оформления табличек с паспортными характеристиками
Примеры оформления паспортных табличек приведены на рисунках К.1-К.5.
|
Рисунок К.1 - Однофазный трансформатор
|
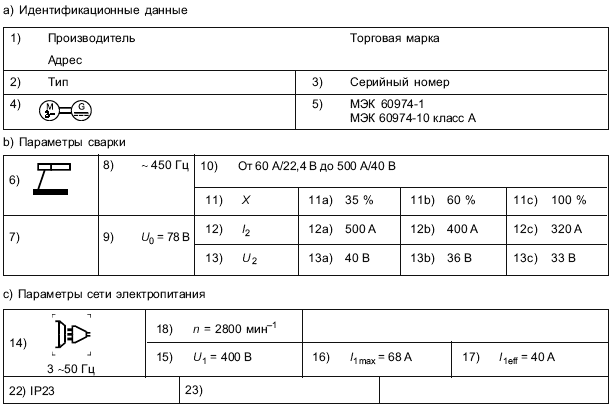
Рисунок К.2 - Трехфазный вращающийся преобразователь частоты
|
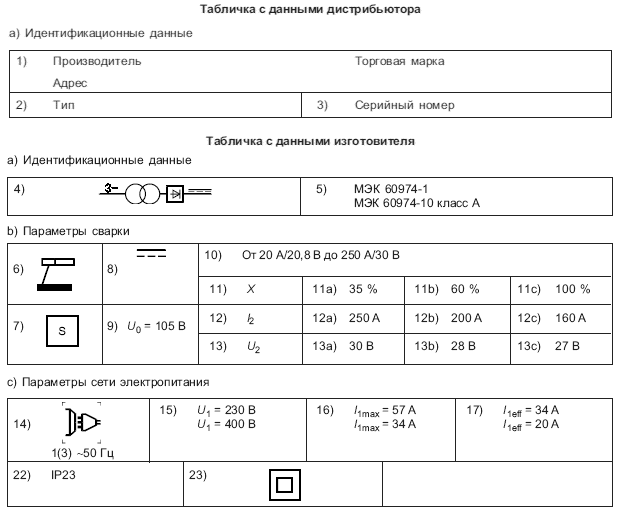
Рисунок К.3 - Составная табличка с паспортными характеристиками: однофазный и трехфазный трансформатор-выпрямитель
|
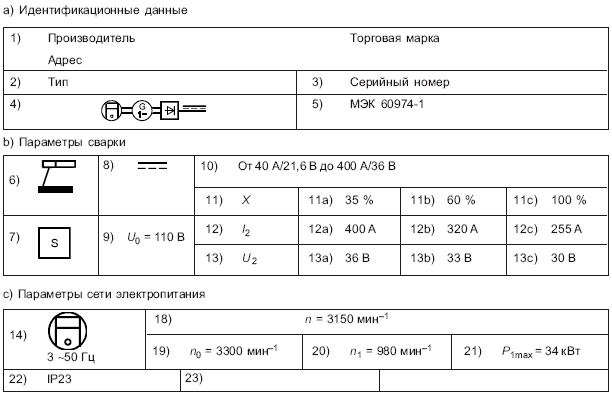
Рисунок К.4 - Двигатель-генератор-выпрямитель
|
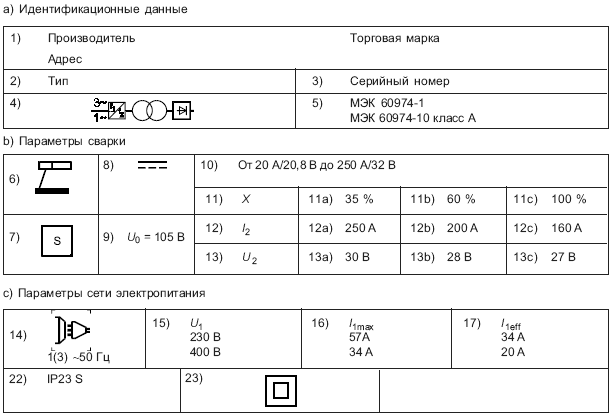
Рисунок К.5 - Однофазный/трехфазный инвертор
Приложение L
(справочное)
Графические символы для оборудования дуговой сварки
L.1 Общие сведения
В настоящем приложении приведено описание символов, не все из которых стандартизованы на международном уровне, но все имеют практическое применение в сварочной промышленности. Технический комитет N 26 МЭК и подкомитет 3С приняли решение взять на рассмотрение подобного рода символы для включения их в дальнейшем в МЭК 60417. Когда этот процесс будет завершен, в настоящее приложение будут внесены соответствующие изменения.
В настоящем приложении представлены графические символы, относящиеся к оборудованию для выполнения дуговой сварки и смежных процессов и предназначенные для обозначения устройств управления, индикаторов, точек подсоединения, функций и выбираемых технологических процессов.
Символы предназначены для применения на панелях, на табличках с паспортными характеристиками и в любой документации, относящейся к оборудованию для выполнения дуговой сварки и смежных процессов.
В настоящем приложении не представлены графические символы, используемые для предупреждения персонала о прямых или потенциальных опасностях для человека, связанных с применением данного оборудования.
Примечания
1 Относящиеся к безопасности символы представлены в ИСО 3864-1.
2 Инструкции по установке представлены в МЭК 62081 и МЭК 62079.
L.2 Используемые символы
L.2.1 Общие сведения
На оборудование должны наноситься символы для указания на область его применения и методы его эксплуатации. Примеры оформления панели управления представлены в разделе L.5.
L.2.2 Подбор символов
Для соответствия конкретной области применения, указанные в разделе L.3 символы могут использоваться как отдельно, так и в виде комбинаций. Примеры комбинаций представлены в разделе L.4.
L.2.3 Размер символов
В той или иной области применения указанных символов может потребоваться как уменьшение, так и увеличение их размера до необходимого по сравнению с начальным размером. При образовании символов, состоящих из нескольких графических элементов, либо при уменьшении высоты символов до минимума необходимо, чтобы данные операции не влияли на четкость и разборчивость представления символов. Следует также учитывать имеющееся освещение, расстояние до потенциального зрителя, возможные эксплуатационные условия в качестве факторов, влияющих на выбор размера символов. Рекомендуемый минимальный размер символа составляет (6 мм).
L.2.4 Используемая цветовая гамма
Как правило, для распознавания символов достаточно обеспечить их графическое представление черным шрифтом на белом фоне либо наоборот. Наиболее важным аспектом в отношении указанного типа символов является обеспечение надлежащей контрастности между символом и фоном. Если символ четко очерчен и абсолютно разборчив, то подборка истинного цвета необязательна. Следует помнить, что определенные цвета, такие как красный, оранжевый и желтый, традиционно являются цветами для выделения предупреждений, относящихся к технике безопасности.
L.3 Символы
В настоящем разделе представлены символы, а также их исходящий номер, обозначаемая ими функция, ключевое слово либо фраза, область применения и источник.
L.3.1 Буквенные символы
В таблице L.1 представлен перечень букв, которые могут использоваться в качестве символов.
Таблица L.1 - Буквы, используемые в качестве символов
Функция, ключевое слово либо фраза | Буква | Единица измерения |
Сила тока | А | |
Стандартный сварочный ток | А | |
Стандартное сварочное напряжение | В | |
Диаметр | мм | |
Цикл нагрузки; коэффициент нагрузки | % | |
Частота | Гц | |
Потребляемая мощность | Вт | |
Энергопотребление | Вт | |
Номинальный ток без нагрузки | А | |
Номинальное напряжение без нагрузки | В | |
Номинальный ток питания | А | |
Номинальное напряжение питания | В | |
Скорость вращения | мин | |
Температура (ее колебания) | °С (К) | |
Время | с, мин, ч | |
Напряжение | В | |
Номинальное амплитудное напряжение | В | |
Эффективность | % |
L.3.2 Графические символы
L.3.2.1 Символы для обозначения переключателя или регулятора
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
1 | МЭК 60417-5004 |
| Регулирование | Для обозначения непрерывного увеличения/ уменьшения количества. |

L.3.2.2 Символы для указания на положение переключателя или регулятора
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
2 | МЭК 60417-5007 |
| Вкл. (питание) | Для обозначения подключения к электросети по крайней мере для сетевых переключателей или их положений, а также для всех случаев, связанных с обеспечением безопасности |
3 | МЭК 60417-5008 |
| Выкл. (питание) | Для обозначения отключения от электросети по крайней мере для сетевых переключателей или их положений, а также для всех случаев, связанных с обеспечением безопасности |
4 | МЭК 60417-5268 |
| Рабочее (нажатое) положение бистабильного нажимного регулятора | Для обозначения рабочего (нажатого) положения нажимного регулятора там, где он используется для активации или деактивации той или иной функции |
5 | МЭК 60417-5269 |
| Нерабочее (отжатое) положение бистабильного нажимного регулятора | Для обозначения нерабочего (отжатого) положения нажимного регулятора там, где он используется для активации или деактивации той или иной функции |
6 | МЭК 60417-5569 |
| Блокировка | Для обозначения заблокированной функции или регулятора |
7 | МЭК 60417-5570 |
| Отсутствие блокировки | Для обозначения незаблокированной функции или регулятора |
L.3.2.3 Символы для указания на функцию переключателя или регулятора
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
8 |
| Непрерывная сварка | Для обозначения непрерывной сварки | |
9 |
| Прерывистая сварка | Для обозначения прерывистой сварки | |
10 | ИСО 7000-0468 |
| Точечная дуговая сварка | Для обозначения точечной дуговой сварки |
11 | ИСО 7000-0096 |
| Ручное управление | Для обозначения положения переключателя ручного управления |
12 |
| Бесконтактное зажигание дуги | Для обозначения функции бесконтактного зажигания дуги при сварке вольфрамовым электродом в среде защитных газов | |
13 |
| Контактное зажигание дуги | Для обозначения функции контактного зажигания дуги при сварке вольфрамовым электродом в среде защитных газов | |
14 |
| Возбуждение сварочной дуги вспомогательной дугой | Для обозначения операции возбуждения сварочной дуги плазменной горелки с помощью вспомогательной дуги | |
15 | ИСО 7000-0474 |
| Очистка воздуха (газом) | Для обозначения очистки воздуха газом |
16 | ИСО 7000-0823 |
| Механическая подача проволоки | Для обозначения механизма или регулятора подачи проволоки |
17 |
| Контроль за отжигом проволоки | Для обозначения контроля за отжигом проволоки в конце операции сварки | |
18 | ИСО 7000-0004 |
| Направление непрерывного вращения (по ходу часовой стрелки) | Для обозначения направления непрерывного вращения |
19 | ИСО 7000-0004 |
| Направление непрерывного вращения (против хода часовой стрелки) | Для обозначения направления непрерывного вращения |






L.3.2.4 Символы для указания на наличие электрического соединения
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
20 | МЭК 60417-5005 |
| Плюс; положительная полярность | Для обозначения положительной полярности |
21 | МЭК 60417-5006 |
| Минус; отрицательная полярность | Для обозначения отрицательной полярности |
22 | МЭК 60417-5017 |
| Заземление (замыкание на землю) | Для обозначения заземления (замыкания на землю). |
23 | МЭК 60417-5019 |
| Защитное заземление (замыкание на землю) | Для обозначения точки соединения оборудования с защитным заземлением (землей) |
24 | МЭК 60417-5020 |
| Рама или шасси | Для обозначения соединения с рамой или шасси |
25 | МЭК 60417-5939 |
| Тип источника питания электрического устройства | На устройстве или оборудовании, например, на оборудовании для дуговой сварки. |
26 | ISO 7000-0453 |
| Соединение с заготовкой | Для обозначения соединения с заготовкой |
27 | ISO 7000-0483 |
| Соединение с соплом плазменной горелки (положительный вывод) | Для обозначения соединения с плазменной горелкой (соединения сопла с положительным выводом) |
28 | ISO 7000-0482 |
| Соединение с электродом плазменной горелки (отрицательный вывод) | Для обозначения соединения с плазменной горелкой (соединения электрода с отрицательным выводом) |

L.3.2.5 Символы для обозначения соединений или регулирования текучих веществ
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
29 |
| Поток воздуха | Для обозначения потока воздуха | |
30 | ИСО 7000-0536 |
| Жидкость | Жидкость, например хладагент |
31 | Приложение В МЭК 60974-8 |
| Подача газа | Для обозначения соединения или регулятора подачи газа |
32 | ИСО 7000-0481 |
| Плазменный защитный газ | Для обозначения соединения или регулятора подачи плазменного защитного газа |
33 | ИСО 7000-0480 |
| Плазменный газ | Для обозначения соединения или регулятора подачи плазменного газа |
34 |
| Давление воздуха | Для обозначения функции или регулятора давления воздуха |


L.3.2.6 Символы для обозначения вспомогательных устройств, соединений или функций
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
35 | МЭК 60417-5034 |
| Вход | Для обозначения входного соединения или регулятора |
36 | МЭК 60417-5035 |
| Выход | Для обозначения выходного соединения или регулятора |
37 | ИСО 7000-0093 |
| Дистанционное управление | Для обозначения устройства дистанционного управления, дистанционного соединения или функции |
38 |
| Педаль управления | Для обозначения устройства педального управления, педального соединения или функции | |
39 |
| Панельное/локальное управление | Для обозначения панельной/локальной функции или регулятора | |
40 |
| Бункер (порошковый, флюсовый) | Для обозначения флюсового (порошкового) бункера | |
41 | ИСО 7000-0027 |
| Охлаждение | Для обозначения охлаждающего устройства, соединения или регулятора |
42 | ИСО 7000-0089 |
| Вентилятор системы вентиляции или циркуляции воздуха | Для обозначения вентилятора системы вентиляции или циркуляции воздуха |
43 |
| Воздушный фильтр | Для обозначения воздушного фильтра |



L.3.2.7 Символы для указания регулятора величины сварочного тока/напряжения
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
44 | МЭК 60417-6005 |
| Основание импульса | Для указания на регулятор основания импульса. |
45 | МЭК 60417-6005 |
| Вершина импульса | Для указания на регулятор вершины импульса. |
46 | МЭК 60417-6005 |
| Горячий запуск | Для указания на регулятор или функцию, которые отвечают за увеличение подаваемой мощности в начале операции сварки. |
47 | МЭК 60417-6005 |
| Наклон (на увеличение) | Для указания на регулятор или функцию, которые отвечают за увеличение значения. |
48 | МЭК 60417-6005 |
| Наклон (на уменьшение) | Для указания на регулятор или функцию, которые отвечают за уменьшение значения. |
49 |
| Держатель электрода для ручной дуговой сварки металла | Для обозначения держателя электрода | |
50 |
| Держатель угольного электрода для воздушно-дуговой строжки | Для обозначения держателя угольного электрода для воздушно-дуговой строжки | |
51 |
| Горелка для сварки MIG/MAG | Для обозначения горелки для сварки в инертном газе (MIG)/сварки стальным электродом в газовой среде (MAG) | |
52 |
| Горелка для дуговой сварки трубчатым электродом с автономной защитой | Для обозначения горелки для дуговой сварки трубчатым электродом с автономной, а не газовой защитой | |
53 |
| Горелка для сварки TIG | Для обозначения горелки для сварки TIG | |
54 |
| Плазменная горелка | Для обозначения плазменной горелки для сварки, резки и (или) строжки | |
55 |
| Механизированный сварочный пистолет | Для обозначения сварочного пистолета со встроенной системой подачи проволоки | |
56 |
| Механизированный сварочный пистолет с подачей присадочной проволоки | Для обозначения сварочного пистолета со встроенной системой подачи проволоки, в которую входит также и механизм подачи присадочной проволоки | |
57 |
| Горелка для дуговой сварки под флюсом | Для обозначения горелки для дуговой сварки под флюсом |









L.3.2.8 Символы для указания на тип технологического процесса
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
58 |
| Сварка РД (ММА) | Для обозначения ручной дуговой сварки штучными электродами с покрытием (ММА) | |
59 |
| Воздушно-дуговая строжка угольным электродом (САС-А) | Для обозначения воздушно-дуговой строжки угольным электродом (САС-А) | |
60 |
| Сварка МП (MIG/MAG) | Для обозначения сварки в инертном газе (МIG)/сварки стальным электродом в газовой среде (MAG) | |
61 |
| Дуговая сварка трубчатым электродом с автономной защитой | Для обозначения сварки трубчатым электродом с автономной защитой (без газовой защиты) | |
62 |
| Сварка РАД (TIG) | Для обозначения сварки вольфрамовым электродом в среде защитных газов (TIG) | |
63 | ИСО 7000-0478 |
| Плазменная сварка | Для обозначения плазменно-дуговой сварки |
64 | ИСО 7000-0479 |
| Плазменная резка | Для обозначения плазменно-дуговой резки |
65 |
| Плазменная строжка | Для обозначения плазменной строжки | |
66 |
| Дуговая сварка под флюсом | Для обозначения дуговой сварки под флюсом |





L.3.2.9 Символы для регулятора сварочных характеристик
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
67 | ИСО 7000-0455 |
| Жесткая характеристика | Для обозначения практически постоянной характеристики напряжения |
68 | ИСО 7000-0454 |
| Падающая характеристика | Для обозначения постоянно падающей характеристики тока |
69 |
| Параметр дуги | Для указания на регулятор или функцию, которые отвечают за увеличение величины тока в случае регистрации низкого уровня напряжения дуги | |
70 |
| Импульсный режим | Для обозначения параметра импульса | |
71 |
| Переменная индуктивность | Для обозначения функции или регулятора, которые относятся к переменной индуктивности | |
72 |
| Высокая индуктивность или индуктивность | Для обозначения индуктивности или высокой индуктивности либо для использования с другими символами индуктивности | |
73 |
| Средняя индуктивность | Для обозначения соединения, функции или регулятора, которые обладают средней индуктивностью | |
74 |
| Низкая индуктивность | Для обозначения соединения, функции или регулятора, которые обладают низкой индуктивностью |


L.3.2.10 Символы для описания типа источника питания
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
75 | МЭК 60417-5031 (DB:2002-10) |
| Постоянный ток (DC) | Для обозначения источника питания, обеспечивающего подачу постоянного тока |
76 | МЭК 60417-5032 |
| Переменный ток (АС) | Для обозначения источника питания, обеспечивающего подачу переменного тока |
77 | МЭК 60417-5033 |
| Постоянный и переменный ток | Для обозначения источника питания, обеспечивающего подачу как постоянного, так и переменного тока |
78 | МЭК 60417-5156 |
| Трансформатор | Для обозначения трансформатора |
79 | ISO 7000-1153 |
| Генератор | Для обозначения генератора |
80 | ISO 7000-0796 |
| Двигатель | Для обозначения двигателя |
81 | ISO 7000-1147 |
| Электродвигатель | Для обозначения электродвигателя |
82 |
| Преобразователь | Для обозначения функции каскада преобразования частоты | |
83 | МЭК 60417-5194 |
| Преобразователь постоянного тока в переменный | Для обозначения преобразователя постоянного тока в переменный и его соответствующих зажимов и устройств управления |





L.3.2.11 Символы для указания элементов защиты
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
84 |
| Пригоден для использования в среде с повышенной опасностью поражения электрическим током | Для обозначения источника сварочного тока, пригодного для выполнения сварочных работ в среде с повышенной опасностью поражения электрическим током | |
85 | МЭК 60417-5172 |
| Оборудование класса II | Для обозначения оборудования класса II |
86 | МЭК 60417-5016 |
| Предохранитель | Для обозначения предохранителя |


L.3.2.12 Информационные символы
N | ИСТОЧНИК | СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
87 | МЭК 60417-5036 |
| Опасное напряжение | Для обозначения опасного напряжения |
88 | ИСО 7000-0228 |
| Нарушение | Для указания на нарушение штатного режима эксплуатации |
89 | ИСО 7000-0434А |
| Осторожно! | Для предупреждения оператора об опасности общего характера |
90 |
| Ознакомьтесь с руководством по эксплуатации | Для указания на необходимость ознакомления с руководством по эксплуатации | |
91 |
| Индикация температуры | Для обозначения индикации температуры, например в виде сигнального индикатора перегрева |


L.4 Примеры комбинаций символов
В настоящем разделе представлены примеры комбинаций символов, которые могут быть нанесены на оборудование, предназначенное для выполнения дуговой сварки и смежных процессов.
СИМВОЛ | ФУНКЦИЯ, КЛЮЧЕВОЕ СЛОВО ЛИБО ФРАЗА | ОБЛАСТЬ ПРИМЕНЕНИЯ |
МЭК 60417-5010 | Переключатель "Вкл./Выкл." (нажимного действия) | Для обозначения подключения к электросети или отключения от нее по крайней мере для сетевых переключателей или их положений, а также для всех случаев, связанных с обеспечением безопасности. Каждое положение, "ВКЛ." или "ВЫКЛ.", является стационарным положением |
| Подача жидкости | Для обозначения подачи жидкости |
| Трехфазный трансформатор- | Для отображения символа источника сварочного тока на табличке с паспортными характеристиками |
| Источник питания инверторного типа, с выходом переменного и постоянного тока | Для отображения символа источника сварочного тока на табличке с паспортными характеристиками |
| Медленная подача проволоки при запуске | Для обозначения медленной подачи проволоки в направлении к заготовке в начале операции сварки |
| Внимание! Ознакомьтесь с руководством по эксплуатации | Для указания на наличие опасности и на необходимость ознакомления с руководством по эксплуатации |
| Охлаждающая вода | |
| Регулирование и положение "ВЫКЛ." | Для обозначения непрерывного увеличения/уменьшения количества и для указания на нахождение регулятора в выключенном положении |
ISO 7000-469, с изменениями | Точечная сварка MIG/MAG | Для обозначения точечной сварки в инертном газе (MIG)/точечной сварки стальным электродом в газовой среде (MAG) |
| Время возрастания тока | Для указания на регулятор времени возрастания тока |



L.5 Примеры оформления панели управления
В настоящем разделе (см. рисунки L.1-L.8) представлены примеры оформления панелей управления оборудования для выполнения дуговой сварки и родственных процессов.
|
Рисунок L.1 - Силовой переключатель входного напряжения
|
Рисунок L.2 - Потенциометр для регулировки мощности дуги
|
Рисунок L.3 - Дистанционный разъем и многопозиционные переключатели
|
Рисунок L.4 - Зажимы с переключателем индуктивности для сварки МП (MIG/MAG)
|
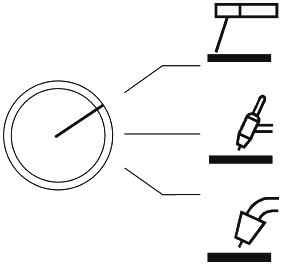
Рисунок L.5 - Переключатель процесса сварки РД, РАД, МП (ММА, TIG, MIG)
|
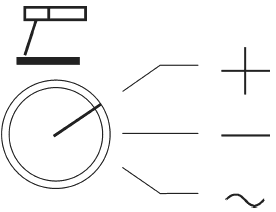
Рисунок L.6 - Многопозиционный переключатель на оборудовании переменного/постоянного тока
|
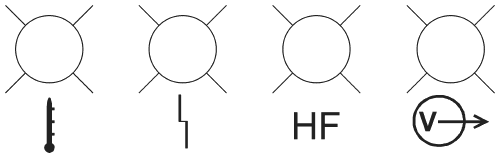
Рисунок L.7 - Панельные индикаторные лампы (перегрев, неисправность, зажигание дуги, напряжение на выходе)
|
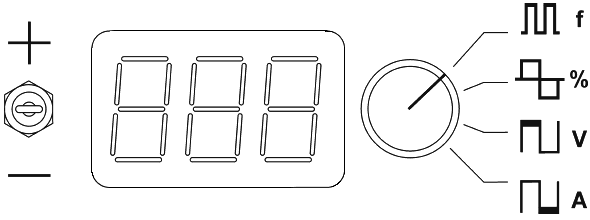
Рисунок L.8 - Настройка параметров импульса при помощи цифрового дисплея
Приложение М
(справочное)
Эффективность
Информация, относящаяся к эффективности, может быть предоставлена заказчику отдельно (см. 17.1). В случае предоставления данной информации необходимо, чтобы в ее состав были включены по меньшей мере следующие сведения:
a) величина эффективности, измеренная при номинальной выходной мощности и 100%-ном цикле нагрузки;
b) мощность холостого хода (измеренная в ваттах).
Для обеспечения повторяемости и точности данных необходимо соблюдение следующих условий:
a) точность измерительных приборов, включая ваттметр, должна отвечать требованиям, представленным в разделе 5;
b) сеть электропитания должна отвечать требованиям, представленным в приложении G;
c) величина эффективности округляется до двух значащих разрядов. Десятичные разряды не используются;
d) эффективность, измеренная на любом из предметов оборудования, не должна быть меньше отчетного значения. Мощность холостого хода не должна превышать отчетного значения;
e) номинальные характеристики эффективности зависят от выходной нагрузки, напряжения сети электропитания (для оборудования с различными величинами напряжения на входе) и могут зависеть от режима работы. Сведения по указанным переменным должны заноситься в отчет в процессе представления номинальных характеристик эффективности;
f) эффективность измеряется:
- в стандартном режиме сварки (см. 3.17);
- в состоянии теплового равновесия (см. 3.44);
- в середине цикла нагрузки (для циклов нагрузки меньше 100%);
- при отсутствии нагрузки во вспомогательных источниках питания (см. 11.5 и 11.6);
g) мощность холостого хода измеряется:
- в состоянии теплового равновесия;
- при отсоединенном или выключенном вспомогательном оборудовании;
- после переключения оборудования в режим пониженного энергопотребления (если такая возможность предусмотрена).
Эффективность определяют по формуле:
![]() .
.
Примечание - Указанное отношение, выражаемое значением от 0 до 1, также может быть представлено в виде процентов.
Приложение N
(обязательное)
Измерение тока прикосновения при возникновении неисправности
Для измерения тока прикосновения при возникновении неисправности измерительная цепь, изображенная на рисунке N.1, и варианты компоновок, показанные на рисунках N.2 и N.3, должны использоваться с соответствующим измерительным прибором.
|

А, В - клеммы, на которых проводится проверка; - 0,22 мкФ;
- 1500 Ом;
- 10000 Ом;
- 500 Ом;
- 0,022 мкФ;
- среднеквадратичное напряжение;
- пиковое напряжение
Взвешенное значение тока прикосновения (восприятие/реакция) ![]() (пиковое напряжение).
(пиковое напряжение).
Рисунок N.1 - Схема измерения значения тока прикосновения
|
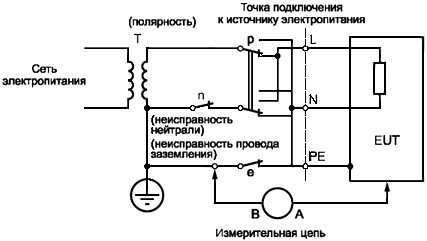
а) Однофазное оборудование, подключенное к системе TN или ТТ по схеме "звезда"
Рисунок N.2, лист 1 - Схема измерения тока прикосновения при возникновении неисправности и рабочей температуре для однофазного подключения аппаратов, не относящихся к классу II
|
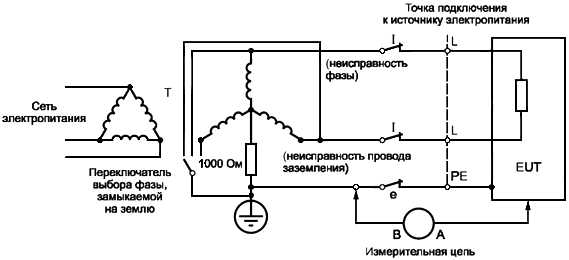
b) Однофазное оборудование, подключенное к системе TN или ТТ между фазами
|
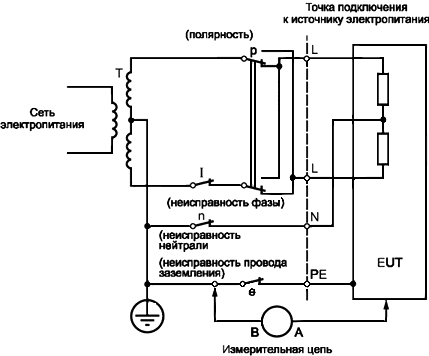
с) Однофазное оборудование, подключенное к системе TN или ТТ с заземленной центральной точкой
|
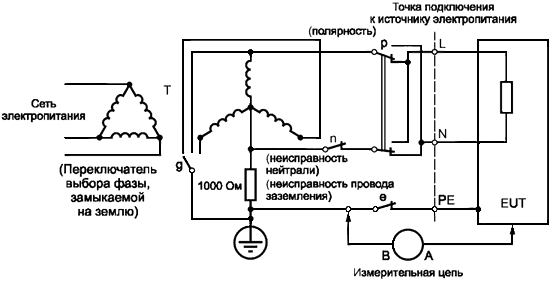
d) Однофазное оборудование, подключенное к системе IT "звезда" между фазой и нейтралью
Рисунок N.2, лист 2
|
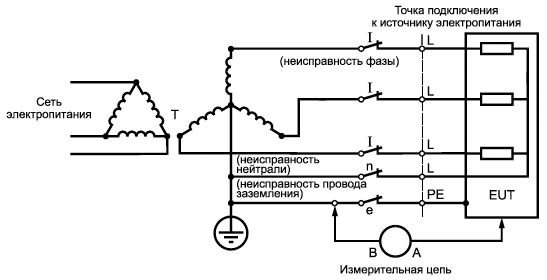
а) Трехфазное оборудование, подключенное к системе TN или ТТ
|
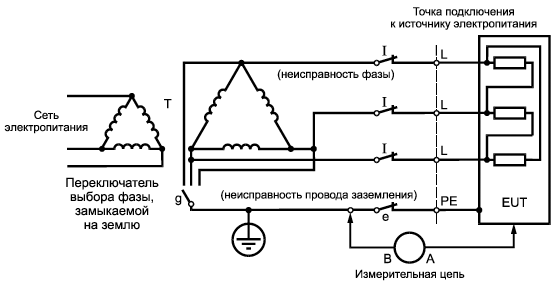
b) Трехфазное оборудование, подключенное к незаземленной трехфазной трехпроводной системе
|
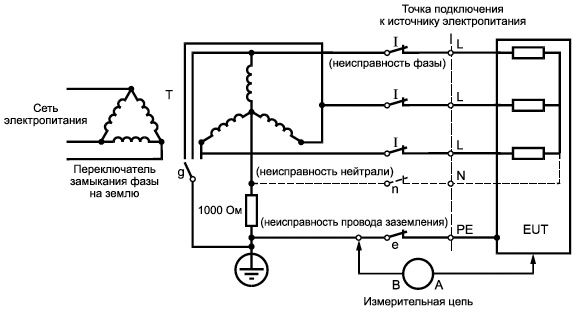
с) Трехфазное оборудование, подключенное к трехфазной системе IT "звезда"
Рисунок N.3, лист 1 - Схема измерения тока прикосновения при возникновении неисправности для трехфазного четырехпроводного подключения аппаратов, не относящихся к классу II
|
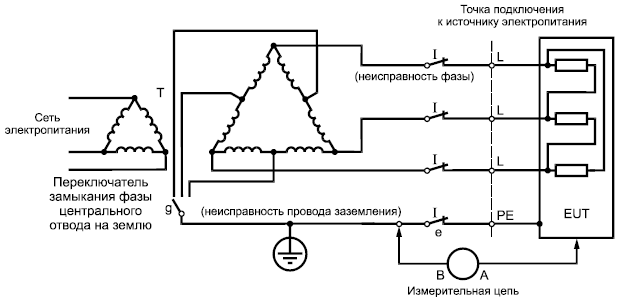
d) Трехфазное оборудование, подключенное к центрально заземленной трехфазной трехпроводной системе
Рисунок N.3, лист 2
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
IEC 60050-151:2001 | IDT | ГОСТ IEC 60050-151-2014 "Международный электротехнический словарь. Часть 151. Электрические и магнитные устройства" |
IEC 60050-851:2008 | - | * |
IEC 60245-6 | IDT | ГОСТ IEC 60245-6-2011 "Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки" |
IEC 60417-DB:2011 | - | * |
IEC 60445 | - | * |
IEC 60529 | - | * |
IEC 60664-1:2007 | - | * |
IEC 60664-3 | IDT | ГОСТ IEC 60664-3-2015 "Координация изоляции для оборудования низковольтных систем. Часть 3. Использование покрытий, герметизации и формовки для защиты от загрязнения" |
IEC 60695-11-10 | - | * |
IEC 60974-7 | - | * |
IEC 61140 | - | ГОСТ IEC 61140-2012 "Защита от поражения электрическим током. Общие положения безопасности установок и оборудования" |
IEC 61558-2-4 | - | * |
IEC 61558-2-6 | IDT | ГОСТ IEC 61558-2-6-2012 "Безопасность силовых трансформаторов, источников питания, электрических реакторов и аналогичных изделий. Часть 2-6. Дополнительные требования и методы испытаний безопасных разделительных трансформаторов и источников питания с безопасными разделительными трансформаторами" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
УДК 621.791:006.354 | ОКС 25.160.30 |
Ключевые слова: оборудование сварочное, источники сварочного тока | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}