ГОСТ Р МЭК 60974-4-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
Часть 4
Периодическая проверка и испытание
Arc welding equipment. Part 4. Periodic inspection and testing
ОКС 25.160.10
Дата введения 2016-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана" (ФГАУ "НУЦСК при МГТУ им.Н.Э.Баумана"), Национальным Агентством Контроля Сварки (СРО НП "НАКС"), Научно-производственной фирмой "Инженерный и технологический сервис" (НПФ "ИТС"), Обществом с ограниченной ответственностью "Шторм" (ООО "Шторм") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 октября 2014 г. N 1302-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 60974-4:2010* Оборудование для дуговой сварки. Часть 4. Периодическая проверка и испытание (IEC 60974-4:2010 Arc welding equipment - Part 4: Periodic inspection and testing).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT)
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
Международная электротехническая комиссия (МЭК) является всемирной организацией по стандартизации, включающей в себя все национальные комитеты (национальные комитеты МЭК). Целью МЭК является развитие международного сотрудничества по всем вопросам стандартизации в области электрической и электронной аппаратуры.
Международный стандарт МЭК 60974-4 был подготовлен техническим комитетом МЭК N 26: Электрическая сварка.
1 Область применения
Настоящий стандарт устанавливает методику испытаний при периодических проверках и после ремонта оборудования с целью обеспечения электрической безопасности. Методика испытаний также применима для технического обслуживания.
Настоящий стандарт применим к источникам питания для дуговой сварки и родственным процессам, спроектированным и изготовленным в соответствии с МЭК 60974-1 или МЭК 60974-6. Испытания автономного вспомогательного оборудования, спроектированного и изготовленного в соответствии с другими частями МЭК 60974, могут проводиться согласно требованиям настоящего стандарта.
Примечание 1 - Источник сварочного тока может подвергаться испытаниям совместно с установленным на нем вспомогательном оборудовании для определения степени воздействия данного оборудования на работу источника сварочного тока.
Настоящий стандарт не применим к испытаниям новых источников питания или источников с приводным двигателем.
Примечание 2 - Для источников сварочного тока, изготовленных не в соответствии с МЭК 60974-1, см. приложение C.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения):
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
МЭК 60050-151 Международный электротехнический словарь. Глава 151. Электрические и магнитные устройства (IEC 60050-151 International Electrotechnical Vocabulary - Part 151: Electrical and magnetic devices)
МЭК 60050-195 Международный электротехнический словарь. Часть 195. Заземление и защита от электрического удара (IEC 60050-195 International Electrotechnical Vocabulary - Part 195: Earthing and protection against electric shock)
МЭК 60050-851 Международный электротехнический словарь. Глава 851. Электросварка (IEC 60050-851 International Electrotechnical Vocabulary - Part 851: Electric welding)
МЭК 60974-1:2005 Оборудование для дуговой сварки. Часть 1. Источники сварочного тока (IEC 60974-1:2005 Arc welding equipment - Part 1: Welding power sources)
___________________
Заменен на МЭК 60974-1:2012 Оборудование для дуговой сварки. Часть 1. Источники питания для сварки (IEC 60974-1:2012 Arc welding equipment - Part 1: Welding power sources). Для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
МЭК 60974-6 Оборудование для дуговой сварки. Часть 6. Ручные источники питания дуговой сварки металла в ограниченном режиме (IEC 60974-6 Arc welding equipment - Part 6: Limited duty manual metal arc welding power sources)
МЭК 61557-4 Электробезопасность распределительных низковольтных сетей до 1000 B переменного тока и 1500 B постоянного тока. Оборудование для испытания, измерения или контроля средств защиты. Часть 4. Сопротивление присоединения к земле и устройств выравнивания потенциалов (IEC 61557-4 Electrical safety in low voltage distribution systems up to 1000 V a.c. and 1500 V d.c. - Equipment for testing, measuring or monitoring of protective measures - Part 4: Resistance of earth connection and equipotential bonding)
3 Термины и определения
В настоящем стандарте применены термины и определения, представленные в МЭК 60050-151, МЭК 60050-195, МЭК 60050-851, МЭК 60974-1, а также следующие термины с соответствующими определениями:
3.1 квалифицированный специалист, компетентное лицо, подготовленный сотрудник (expert, competent person, skilled person): Сотрудник, способный к выполнению порученной ему работы и к распознаванию потенциальных опасностей за счет полученной профессиональной подготовки, приобретенных знаний и опыта, а также знания конструкции соответствующего оборудования
Примечание - При оценке уровня профессиональной подготовки сотрудников допускается принимать во внимание наличие у них многолетнего стажа работы в соответствующей технической сфере.
[МЭК 60974-1:2005, 3.3]
3.2 проинструктированный сотрудник (instructed person): Сотрудник, проинформированный о поставленных задачах и потенциальных опасностях в случае пренебрежения техникой безопасности и прошедший, при необходимости, определенную подготовку
Примечание - Сотрудник, прошедший, при необходимости, определенную подготовку.
[МЭК 60974-1:2005, 3.4]
3.3 периодическая проверка и испытание (periodic inspection and test): Проверка, выполняемая с заданной периодичностью для снижения риска воздействия опасных факторов
3.4 техническое обслуживание (maintenance): Обслуживание, выполняемое с заданной периодичностью для снижения риска возникновения опасности и отказа
3.5 ремонт (repair): Восстановление безопасного и работоспособного состояния
3.6 специалист по испытаниям (test personnel): Подготовленный работник или специалист, прошедший обучение и получивший разрешение проводить периодические проверки и испытания
4 Общие требования
4.1 Квалификация специалистов по испытаниям
Испытания сварочного оборудования могут представлять опасность и должны выполняться проинструктированным сотрудником или квалифицированным специалистом по ремонту электрооборудования, предпочтительно знакомым со сваркой, резкой и родственными процессами. Проинструктированных сотрудников следует рассматривать как квалифицированных для простых периодических испытаний и технического обслуживания, при условии, что не требуется открывать корпус оборудования.
Примечание - Опасные напряжения и токи, присутствующие внутри корпуса, могут вызвать поражение, ожоги или смертельный исход. Открывать оборудование могут только квалифицированные специалисты по испытаниям.
4.2 Условия проведения испытаний
Все испытания должны проводиться при температуре окружающего воздуха от 10°C до 40°C на сухом и чистом сварочном оборудовании.
4.3 Измерительные приборы
Точность измерительных приборов должна быть не ниже класса 2,5, за исключением измерений сопротивления изоляции, где точность приборов не определена, но измерения при этом все равно должны выполняться.
4.4 Периодическая проверка и испытание
Периодическая проверка и испытание проводятся в соответствии с таблицей 1.
Результаты регистрируются в отчете об испытаниях согласно 7.1.
Во время проведения испытаний должны соблюдаться инструкции изготовителя.
4.5 Техническое обслуживание
График технического обслуживания и инструкции производителя должны быть соблюдены.
Результаты регистрируются в отчете об испытаниях согласно 7.1.
4.6 Ремонт
После ремонта или замены узла, который восстанавливает функцию сварки или резки, квалифицированный специалист должен назначить испытания согласно таблице 1.
Примечание - После мелкого ремонта, такого как замена лампы, колеса или тележки, испытания, указанные в таблице 1, могут не проводить.
Результаты регистрируются в отчете об испытаниях согласно 7.1.
В ходе проведения испытаний должны соблюдаться дополнительные инструкции изготовителя (например, принципиальные схемы, перечень запасных частей, функциональное испытание источника питания и вспомогательного оборудования и т.д.).
4.7 Последовательность испытаний
Последовательность испытаний представлена в таблице 1.
Таблица 1 - Последовательность испытания на используемом оборудовании для дуговой сварки
Периодическая проверка и испытание | После ремонта |
a) Внешний осмотр согласно 5.1 | a) Внешний осмотр согласно 5.1 |
b) Электроиспытание: | b) Электроиспытание: |
c) Функциональное испытание: | c) Функциональное испытание: |
d) Документация согласно разделу 7 | d) Документация согласно разделу 7 |
Примечание - Если испытание сопротивления изоляции не может быть выполнено без отключения любого компонента испытываемого оборудования (например, сеть подавления помех, защитные конденсаторы или узел защиты от перенапряжения), испытание сопротивления изоляции может быть заменено испытаниями на утечку как в первичном, так и в сварочном контуре согласно 5.4 и 5.5. | |
5 Защита от поражения электрическим током
5.1 Внешний осмотр
Внешний осмотр выполняется в соответствии с условиями использования сварочного оборудования и инструкциями изготовителя.
Пример проверочного листа для внешнего осмотра представлен в приложении A.
5.2 Отсутствие обрывов в защитном контуре
Для питаемого от сети сварочного оборудования класса защиты I, включая вспомогательное оборудование (например, систему охлаждения), имеющее кабели подключения к сети длиной 5,0 м, максимальное измеренное сопротивление провода заземления не должно превышать 0,3 Ом.
Для кабелей длиной более 5,0 м допустимая величина сопротивления провода заземления увеличивается на 0,1 Ом на каждые дополнительные 7,5 м кабеля. Максимально допустимая величина сопротивления провода заземления составляет 1 Ом.
Соответствие требованиям проверяется путем измерения сопротивления между контактом провода заземления и открытыми электропроводящими деталями с применением испытательного оборудования в соответствии с МЭК 61557-4.
Во время измерения кабели могут переламываться, сгибаться или скручиваться по всей длине, особенно в районе кабельных входов в корпус, с тем, чтобы обнаружить обрывы провода заземления.
5.3 Сопротивление изоляции
Сопротивление изоляции не должно быть меньше значений, представленных в таблице 2.
Таблица 2 - Сопротивление изоляции
Измерение | Сопротивление | Изоляция |
Контур питания и сварочный контур | 5,0 MОм | Двойная или усиленная |
Сварочный контур и контур защиты | 2,5 МОм | Основная |
Контур питания и контур защиты | 2,5 МОм | Основная |
Контур питания оборудования класса II и доступные поверхности | 5,0 МОм | Двойная или усиленная |
| ||
Соответствие требованиям проверяется посредством стабилизированного измерения сопротивления изоляции путем подачи напряжения 500 В постоянного тока при комнатной температуре.
Во время измерения горелки отсоединяются, полупроводниковые электронные компоненты и их устройства защиты могут быть замкнуты накоротко, а жидкостные охладители испытываются без жидкости.
5.4 Ток утечки в сварочной цепи
Величина тока утечки между сварочными выводами и зажимом защитного провода заземления не должна превышать 10 мА среднеквадратичного значения переменного тока.
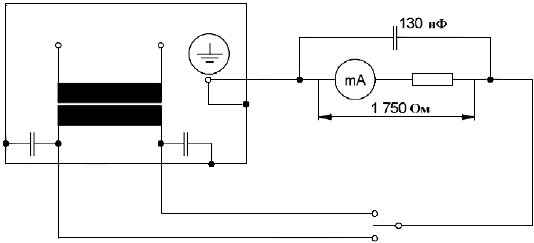
Соответствие требованиям проверяется путем измерения величины тока утечки в контуре, как показано на рисунке 1, при номинальном напряжении питания и в режиме работы без нагрузки (холостого хода).
Полное сопротивление измерительного контура должно составлять 1750 Ом±250 Ом и шунтироваться конденсатором, с тем, чтобы временная константа контура составляла (225±15) мкс.
Для величины 1750 Ом емкость конденсатора будет составлять 130 нФ.
Примечание - Для оборудования класса II используется PE-терминал заземленной сети питания.
Рисунок 1 - Измерение тока утечки сварочного контура
5.5 Первичный ток утечки
Величина первичного тока утечки во внешнем защитном проводе заземления не должна превышать следующих значений:
а) 5 мА среднеквадратичное для оборудования с соединением штепсельного типа и с расчетными характеристиками до 32 A включительно;
b) 10 мА среднеквадратичное для оборудования с соединением штепсельного типа и с расчетными характеристиками свыше 32 A;
c) 10 мА среднеквадратичное для оборудования с соединением неразъемного типа и без специальных средств для подключения защитного заземления;
d) 5% от номинала входного тока на каждую фазу, для оборудования с соединением неразъемного типа, снабженным усиленным проводом заземления.
Соответствие требованиям проверяется посредством измерительного контура с использованием обычного вольтметра, как показано на рисунке 2, при соблюдении следующих условий:
сварочное оборудование:
- изолировано от плоскости основания;
- получает номинальное напряжение питания;
- не подсоединено к защитному заземлению иным способом, кроме как через элементы измерительных устройств;
выходной контур находится в режиме без нагрузки (холостого хода);
помехоподавляющие конденсаторы не должны быть отсоединены.
Примечание - Контур, представленный на рисунке 2, используется для получения воспроизводимых результатов.
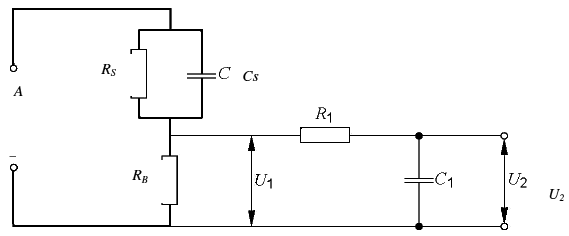
A, B - контрольные зажимы; R - 1500 Ом; R
- 500 Ом; C
- 0,22 мкФ; U
- номинальное напряжение питания; R
- 10000 Ом; U
- стандартное напряжение нагрузки; C
- 0,022 мкФ
Ток утечки ![]()
Рисунок 2 - Электрический контур для измерения первичного тока утечки
Измерение первичного тока утечки может выполняться непосредственно, либо в форме измерения разности токов (см. рисунок 3). Вместо амперметра, показанного на рисунке 3, применяется измерительный контур, представленный на рисунке 2. Допуск в отношении значений параметров компонентов в измерительном контуре не должен превышать ±5%.
Оборудование с соединением неразъемного типа, снабженным усиленным проводом заземления, испытывается в соответствии со спецификацией изготовителя.
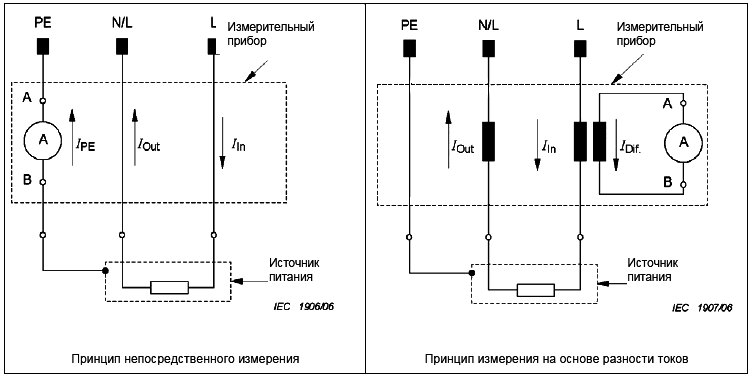
Рисунок 3 - Принципы измерения первичного тока утечки для однофазного оборудования
ВНИМАНИЕ! Данное испытание должно проводиться квалифицированным специалистом. Для проведения испытания провод заземления отключают.
5.6 Напряжение без нагрузки (холостого хода) ( )
)
Пиковые значения максимального напряжения без нагрузки (холостого хода) при всех возможных вариантах настройки источника питания не должны превышать значений, представленных в таблице 13 МЭК 60974-1, когда на источник подается номинальное напряжение питания и частота.
Перед испытанием устройства зажигания и стабилизации дуги, в случае необходимости, могут быть удалены или шунтированы согласно инструкциям изготовителя (см. также руководство по эксплуатации или инструкции производителя относительно испытаний).
Напряжение без нагрузки измеряется между выходными зажимами сварочного аппарата. Если из соображений безопасности или управления это невозможно, напряжение без нагрузки измеряется между горелкой и соединением обратного сварочного кабеля. Данное испытание не требуется для источников питания плазменной резки.
Если номинальное пониженное напряжение без нагрузки (U) или номинальное коммутируемое напряжение без нагрузки (U
) указаны на паспортной табличке, то вместо U
измеряется U
или U
.
Соответствие требованиям проверяется посредством измерений
a) среднеквадратических значений.
Для измерения среднеквадратичного значения применяется откалиброванный прибор с сопротивлением внешнего сварочного контура 5 кОм;
b) пиковых значений.
Для измерения пиковых значений импульсов, не представляющих опасности, используется электрический контур, подобный изображенному на рисунке 4.

1 - диод 1N4007 или его аналог
Рисунок 4 - Измерение пиковых значений
Для отображения средних значений необходимо использовать вольтметр. Выбранный диапазон измерений должен располагаться как можно ближе к фактическому значению напряжения без нагрузки. Внутреннее сопротивление вольтметра должно составлять не менее 1 МОм.
Допуск в отношении значений параметров компонентов в измерительном контуре не должен превышать +5%. Минимальная мощность резистора 0,2 кОм составляет 65 Вт. Реостат должен выдерживать ток величиной 0,6 A. Минимальное допустимое напряжение конденсатора должно составлять 200 В.
6 Функциональное испытание
6.1 Функционирование
Каждая связанная с обеспечением безопасности функция, признанная таковой специалистами по испытаниям, должна проходить проверку на правильность работы.
Соответствие требованиям проверяется путем запуска устройства и проверки источника сварочного тока на предмет правильной работы.
6.2 Выключатель цепи питания
При наличии выключателя цепи питания (например, переключателя, контактора или прерывателя цепи) указанное устройство:
а) размыкает или замыкает все незаземленные провода сети;
b) четко указывает, разомкнут или замкнут тот или иной контур.
Соответствие требованиям проверяется путем внешнего осмотра и измерений.
6.3 Устройство понижения напряжения
Если предусмотрено устройство понижения напряжения, оно должно показывать удовлетворительную работу.
Соответствие требованиям проверяется путем внешнего осмотра индикатора в режиме под нагрузкой и без нагрузки (холостого хода).
6.4 Магнитный газовый клапан
Каждый магнитный газовый клапан (например, для процессов TIG, MIG/MAG, плазменной резки) проверяется на правильность работы.
Соответствие требованиям проверяется посредством внешнего осмотра и выполнением следующих операций или путем испытаний, указанных изготовителем.
a) Функционирование.
Работая триггером горелки, проверить по газовому потоку, функционирует ли магнитный газовый клапан.
b) Утечка.
Поднять давление в системе и убедиться в отсутствии утечки, например, по падению давления.
Примечание - Следует обратить внимание на тот факт, что гибкие газовые трубки и их соединения также могут давать течь.
6.5 Сигнальные и контрольные лампы
Каждая имеющаяся сигнальная или контрольная лампа проверяется на правильность работы.
Соответствие требованиям проверяется путем внешнего осмотра.
7 Документация
7.1 Отчет об испытании
Отчет об испытании должен содержать следующие сведения:
a) обозначение испытываемого оборудования для дуговой сварки;
b) дата испытания;
c) напряжение питания;
d) результаты испытания;
e) подпись, Ф.И.О, должность и организация специалиста, проводившего испытание;
f) идентификация испытательного оборудования.
Отчет об испытаниях после ремонта должен содержать все проверки, указанные в таблице 1, при этом должно быть отмечено, если какое-либо отдельное испытание не проводилось.
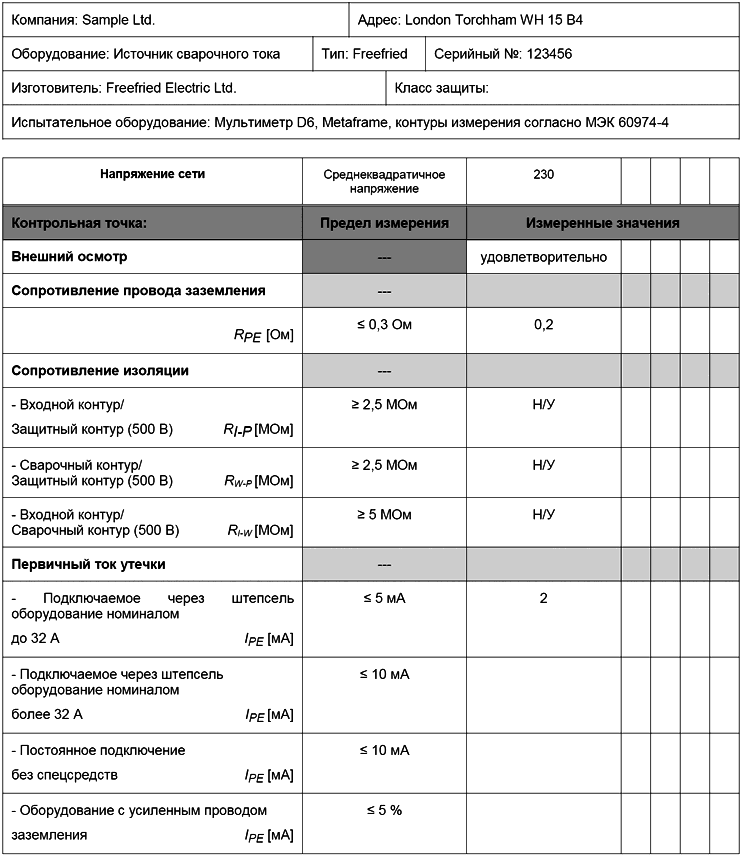
Пример отчета представлен в приложении B.
7.2 Маркировка
Бирка, прикрепленная к оборудованию, указывает на то, что оно прошло испытание.
На бирке должна быть указана дата проведения испытания или рекомендуемая дата следующей проверки в соответствии с местными нормами.
Приложение А
(справочное)
Проверочный лист для внешнего осмотра
Во время внешнего осмотра необходимо проверить перечисленные ниже позиции:
a) Горелка/электрододержатель, зажим обратного сварочного тока:
отсутствие или нарушение изоляции;
дефектные соединения;
неисправные, поврежденные выключатели;
другое повреждение.
b) Питание от сети:
неисправный, поврежденный кабель;
деформированный, дефектный штепсель;
поломанные или оплавленные контакты разъема;
неисправно анкерное крепление кабеля;
кабели и штепселя непригодные для использования по назначению.
c) Сварочный контур:
неисправный, поврежденный кабель;
деформированные, дефектные или оплавленные муфты/розетки;
неисправное анкерное крепление кабеля;
кабели и муфты непригодны для использования по назначению.
d) Корпус:
отсутствующие или поврежденные детали;
неразрешённые изменения;
отверстия охлаждения блокированы или отсутствуют воздушные фильтры;
признаки перегрузки и неправильного использования;
отсутствуют или повреждены защитные устройства, например, держатель газового баллона;
отсутствуют или повреждены колеса, подъемные приспособления, ручка и т.д.;
поврежден держатель катушки с проволокой;
токопроводящие предметы помещены на корпус.
e) Органы управления и индикаторы:
неисправны выключатели, измерительные приборы и лампы;
неисправен регулятор давления или расходомер;
предохранители установлены неправильно и доступны снаружи.
f) Общее состояние:
чрезмерная пыль или загрязнение;
контур охлаждающей жидкости протекает или неправильный уровень охлаждающей жидкости;
дефектные газовые шланги и соединения;
неразборчивые надписи и маркировка;
другие повреждения или признаки неправильного использования.
Приложение B
(справочное)
Пример отчета об испытании после ремонта
Отчет об испытании
Окончание отчета об испытании
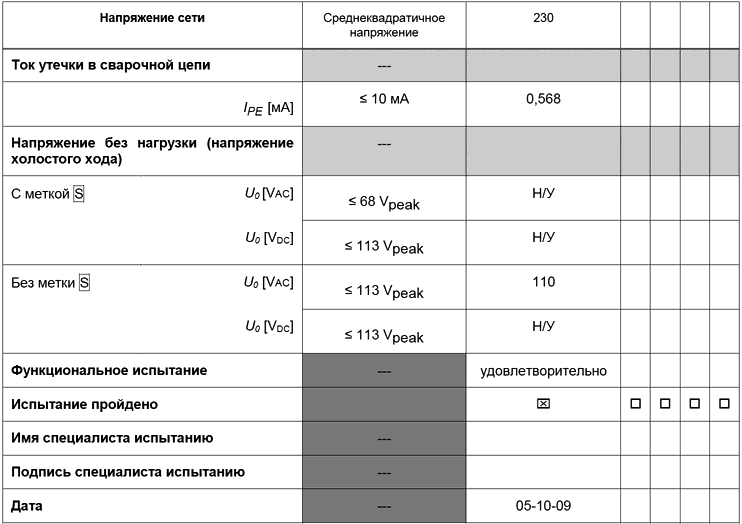
Примечания (результат внешнего осмотра или функционального испытания): Нет | ||||
Организация, проводившая испытания: Checkmates Limited | ||||
Адрес: London Weldshire WG3 A7 | ||||
Ремонт: замена неисправного главного выключателя | ||||
Н/У: Не учитывается | ||||
Приложение С
(справочное)
Оборудование, изготовленное не в соответствии с МЭК 60974-1
Сварочное оборудование, изготовленное не в соответствии со стандартом МЭК 60574-1 [например, произведенное до даты первого издания (1989 г.)], может не удовлетворять всем техническим условиям данного стандарта.
В этом случае инспектор должен указать в своем отчете следующее:
- технические требования, которые не соответствуют;
- степень, насколько требования не соответствуют;
- оценка вытекающих последствий;
- меры по устранению, если это необходимо.
Отчет должен дать владельцу возможность принять правильное решение. В некоторых случаях оборудование необходимо будет вывести из эксплуатации.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
МЭК 60050-151 | - | * |
МЭК 60050-195 | IDT | ГОСТ Р МЭК 60050-195-2005 Заземление и защита от поражения электрическим током. Термины и определения |
МЭК 60050-851 | - | * |
МЭК 60974-1:2005 | MOD | ГОСТ Р МЭК 60974-1-2012 Оборудование для дуговой сварки. Часть 1. Источники сварочного тока |
МЭК 60974-6 | - | * |
МЭК 61557-4 | IDT | ГОСТ МЭК 61557-4-2013* |
________________ | ||
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты; - IDT - идентичные стандарты. | ||
УДК 621.791. | ОКС 25.160.10 | IDT |
Ключевые слова: дуговая сварка, оборудование, испытания | ||
Электронный текст документа
и сверен по:
, 2015
{kind=link}