ГОСТ Р 58906-2020/ISO/TR 25901-4:2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка и родственные процессы
СЛОВАРЬ
Часть 4
Дуговая сварка
Welding and allied processes. Vocabulary. Part 4. Arc welding
ОКС 01.040.25
25.160.10
Дата введения 2020-10-01
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии документа, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 319-ст
4 Настоящий стандарт идентичен международному документу ISO/TR 25901-4:2016* "Сварка и родственные процессы. Словарь. Часть 4. Дуговая сварка" (ISO/TR 25901-4:2016 "Welding and allied processes - Vocabulary - Part 4: Arc welding", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный документ разработан Техническим комитетом ISO/ТС 44 "Сварка и родственные процессы", подкомитетом SC 7 "Обозначения и термины"
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Серия документов ISO/TR 25901 под общим наименованием "Сварка и родственные процессы. Словарь" включает в себя следующие части:
- часть 1. Общие термины;
- часть 3. Сварочные процессы;
- часть 4. Дуговая сварка.
1 Область применения
Настоящий стандарт содержит термины и определения применительно к дуговой сварке. Он не содержит термины и определения, относящиеся к специальным процессам или к особенностям сварки и родственных процессов, которые рассматриваются в других частях или в других стандартах ИСО.
В настоящем стандарте термины систематизированы. Приложение А содержит указатель со всеми терминами, приведенными в алфавитном порядке с ссылочными номерами. Приведен также перевод терминов на французский язык; тем самым охвачены три официальных языка ИСО (английский, французский и русский). Немецкий перевод представлен для информации и под ответственность органа-члена Германии (DIN).
Примечание 1 - Только термины на официальных языках (английском, французском и русском) считаются терминами и определениями ИСО.
Примечание 2 - Все эти термины доступны на платформе ISO Online Browsing Platform (ОВР): https://www.iso.org/obp/ui/.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 Процедуры сварки
2.1.1 сварка импульсная дуговая плавящимся электродом в активном газе (pulsed MAG welding): Дуговая сварка в активном газе плавящимся электродом с использованием импульсного тока.
Примечание 1 - MAG расшифровывается как Metal Active Gas. Как правило, защитный газ состоит из смеси 0,5% или более кислорода или углекислого газа.
2.1.2 сварка импульсная дуговая плавящимся электродом в инертном газе (pulsed MIG welding): Дуговая сварка в инертном газе плавящимся электродом с использованием импульсного тока.
Примечание 1 - Как правило, защитный газ состоит из аргона, гелия или их смеси.
2.1.3 сварка импульсная дуговая вольфрамовым электродом в инертном газе (pulsed TIG welding): Дуговая сварка в инертном газе вольфрамовым электродом с использованием импульсного тока.
Примечание 1 - Как правило, защитный газ состоит из аргона, гелия или их смеси.
2.1.4 сварка дуговая точечная (arc spot welding): Дуговая сварка, при которой нахлесточное соединение получают проплавлением одной детали через другую, в результате чего образуется шов на прилегающих поверхностях.
2.1.5 сварка дуговая точечная плавящимся электродом в инертном газе (MIG spot welding): Сварка дуговая точечная (2.1.4) в инертном газе плавящимся электродом.
Примечание 1 - Как правило, защитный газ состоит из аргона, гелия или их смеси.
2.1.6 сварка дуговая точечная вольфрамовым электродом в инертном газе (TIG spot welding): Сварка дуговая точечная (2.1.4) в инертном газе вольфрамовым электродом.
Примечание 1 - Как правило, защитный газ состоит из аргона, гелия или их смеси.
2.1.7 сварка дуговая микроплазменная (microplasma arc welding): Плазменная дуговая сварка на сварочных токах (2.2.8) менее 10 А.
2.1.8 сварка по узкому зазору (narrow gap welding): Дуговая сварка, при которой расстояния между кромками основного металла настолько малы, что требуется специализированное сварочное оборудование.
Примечание 1 - В основном используется для соединения изделий большой толщины с целью уменьшения расхода присадочного материала.
2.2 Техника сварки
2.2.1 сварка с наклоном влево, сварка углом вперед (push technique, forehand welding): Сварка, при которой электрод наклонен в сторону, обратную направлению сварки.
Примечание 1 - Угол наклона электрода (2.2.10) более 90°.
2.2.2 сварка с наклоном вправо, сварка углом назад (pull technique, backhand welding): Сварка, при которой электрод наклонен в сторону, совпадающую с направлением сварки.
Примечание 1 - Угол наклона электрода (2.2.10) менее или равен 90°.
2.2.3 сварка с поперечными колебаниями (weaving): Сварка, при которой шов выполняется с колебаниями электрода поперек направления сварки.
2.2.4 размах поперечного колебания (weaving width): Ширина зоны поперечных колебаний при сварке с поперечным колебанием (2.2.3).
2.2.5 амплитуда поперечного колебания (weaving amplitude): Половина размаха поперечного колебания (2.2.4).
2.2.6 частота поперечного колебания (weaving frequency): Количество колебаний в единицу времени.
2.2.7 шов при сварке с поперечными колебаниями (weave bead): Шов, образующийся при сварке с поперечными колебаниями (2.2.3).
2.2.8 сварочный ток (welding current): Ток, генерируемый сварочным источником питания в процессе сварки.
2.2.9 рабочий угол наклона электрода (work angle): Угол между осью электрода и поверхностью деталей в плоскости, перпендикулярной к направлению сварки.
2.2.10 угол между электродом и изделием, угол между горелкой и изделием (electrode angle, torch angle): Угол между осью электрода и продольной осью свариваемого соединения в направлении сварки.
2.2.11 угол отклонения (travel angle): Угол, дополняющий до 90° угол между электродом и изделием (2.2.10).
2.2.12 скорость подачи проволоки (wire feed rate, wire feed speed): Длина проволоки, расплавляемой в единицу времени.
2.2.13 электрод для сварки методом опирания (contact electrode): Покрытый электрод (2.4.1) со специальным покрытием, позволяющим опираться на основной металл для лучшего управления длиной дуги (2.3.12).
2.3 Характеристики сварочного процесса
2.3.1 перенос металла, перенос капель (metal transfer, droplet transfer): Процесс перехода расплавленного электродного металла в сварочную ванну через дугу.
2.3.2 крупнокапельный перенос (globular transfer): Перенос металла (2.3.1), осуществляемый каплями диаметром более диаметра проволочного электрода (2.4.9).
2.3.3 струйный перенос (spray transfer): Перенос металла (2.3.1) в виде быстро ускоряющихся капель диаметром менее диаметра проволочного электрода (2.4.9).
2.3.4 перенос с короткими замыканиями (dip transfer, short circuiting transfer): Перенос металла (2.3.1), при котором ток короткого замыкания способствует отрыву расплавленного электродного металла во время короткого замыкания за счет электромагнитного пинч-эффекта.
2.3.5 частота переноса капель (particle transfer frequency, droplet transfer frequency): Число капель, переносимых с конца плавящегося электрода через дугу, в единицу времени.
2.3.6 основная дуга (main arc): При плазменной дуговой сварке дуга, выделяющая теплоту для сварки.
2.3.7 дежурная дуга (pilot arc): Малоамперная дуга между электродом и плазмообразующим соплом плазменной горелки (2.6.6), служащая для ионизации газа и облегчения зажигания основной дуги (2.3.6).
2.3.8 дуга прямого действия (transferred arc): Дуга, горящая между электродом плазменной горелки (2.6.6) и изделием.
2.3.9 дуга косвенного действия (non-transferred arc): Дуга, горящая между электродом и плазмообразующим соплом плазменной горелки (2.6.6) или металлизационного пистолета.
Примечание 1 - Изделие не является частью электрической цепи.
2.3.10 напряжение дуги (arc voltage): Электрический потенциал между электродом и изделием.
2.3.11 напряжение зажигания дуги (striking voltage): Минимальное напряжение, необходимое для зажигания дуги.
2.3.12 длина дуги (arc length): Расстояние от конца сварочного электрода до поверхности сварочной ванны.
Примечание 1 - В течение сварки плавящимся электродом длина дуги может изменяться в зависимости от процесса переноса металла (2.3.1) по мере формирования и переноса капель в сварочную ванну.
2.3.13 время горения дуги (arc time, arcing time): Время, в течение которого поддерживается горение дуги.
2.3.14 время импульса (pulse time, pulse duration): Длительность одного импульса.
2.3.15 продолжительность включения (duty cycle, duty factor): Для заданного интервала времени отношение продолжительности непрерывной работы под нагрузкой к общей продолжительности работы.
2.3.16 магнитное дутье (arc blow, magnetic arc blow): Отклонение дуги от заданного направления под воздействием магнитного поля.
2.3.17 расстояние от сопла до изделия (stand-off distance): Расстояние от газового сопла до изделия.
Примечание 1 - Расстояние от сопла до изделия показано на рисунке 1, позиция 3.
2.3.18 открытый вылет электрода (stickout): Расстояние между газовым соплом и концом проволочного электрода (2.4.9).
Примечание 1 - Открытый вылет электрода показан на рисунке 1, позиция 4.
2.3.19 вылет электрода (electrode extension): Расстояние от токоподводящего наконечника (2.6.2) или цанги (2.6.1) до конца проволочного электрода (2.4.9).
Примечание 1 - Вылет электрода показан на рисунке 1, позиция 5.
2.3.20 расстояние от токоподводящего наконечника до изделия (contact tip distance, contact tube distance): Расстояние между токоподводящим наконечником (2.6.2) и местом сварки.
Примечание 1 - Расстояние от токоподводящего наконечника до изделия показано на рисунке 1, позиция 6.
|
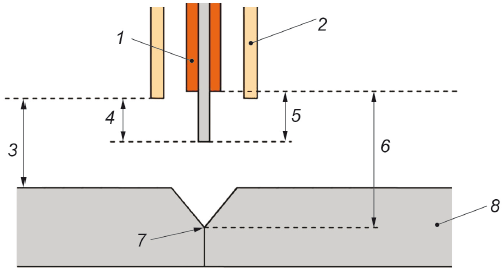
1 - токоподводящий наконечник; 2 - газовое сопло; 3 - расстояние от сопла до изделия; 4 - открытый вылет электрода; 5 - вылет электрода; 6 - расстояние от токоподвода до изделия; 7 - место сварки; 8 - изделие
Рисунок 1 - Расстояния
2.3.21 коэффициент наплавки (deposition coefficient): Для определенного электрода масса наплавленного металла при стандартных условиях за ампер-минуту выражается отношением: масса/ток·время.
2.3.22 эффективность наплавки (deposition efficiency): Для покрытого электрода (2.4.1) отношение массы металла, наплавленного при стандартных условиях, к общей израсходованной массе без учета огарка (2.4.21).
2.3.23 эффективность электрода (effective electrode efficiency): Для покрытого электрода (2.4.1) отношение массы металла, наплавленного при стандартных условиях, к массе израсходованного электродного стержня.
2.3.24 номинальная эффективность электрода (nominal electrode efficiency): Для покрытого электрода (2.4.1) отношение массы металла, наплавленного при стандартных условиях, к массе израсходованного стержня номинального диаметра.
2.3.25 коэффициент использования электрода (overall weld metal recovery): Для покрытого электрода (2.4.1) отношение массы металла, наплавленного при стандартных условиях, к общей массе используемого электрода, включая покрытие и огарок (2.4.21).
2.3.26 прилипание металла изделия к электроду (electrode pick-up): Загрязнение неплавящегося электрода (2.4.20) металлом или окалиной в течение сварки.
2.3.27 выступ (protrusion): При приварке шпилек начальное расстояние между концом шпильки и торцом механизма крепления.
Примечание 1 - Выступ показан на рисунке 2, позиция 3.
|
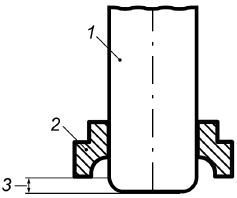
1 - шпилька; 2 - механизм крепления; 3 - выступ
Рисунок 2 - Пример выступа
2.4 Сварочные материалы
2.4.1 электрод покрытый, электрод штучный (covered electrode, stick electrode): Плавящийся электрод в виде стержня, состоящий из металлической сердцевины с покрытием.
2.4.2 электрод с кислым покрытием (acid electrode): Электрод покрытый (2.4.1), в покрытии которого содержится большая доля кислых материалов.
2.4.3 электрод с основным покрытием (basic electrode): Электрод покрытый (2.4.1), в покрытии которого содержится большая доля карбоната кальция и фторида.
2.4.4 электрод с целлюлозным покрытием (cellulosic electrode): Электрод покрытый (2.4.1), в покрытии которого содержится большая доля целлюлозы.
2.4.5 электрод с контролируемым содержанием водорода (hydrogen controlled electrode): Электрод покрытый (2.4.1), при правильном использовании которого содержание диффузионного водорода в наплавленном металле меньше определенного уровня.
2.4.6 электрод рутиловый (rutile electrode): Электрод покрытый (2.4.1), в покрытии которого содержится большая доля двуокиси титана.
2.4.7 электрод с железным порошком в покрытии (iron powder electrode): Электрод покрытый (2.4.1), в покрытии которого содержится большая доля железного порошка для достижения эффективности наплавки (2.3.22) не менее 100%.
2.4.8 электрод высокоэффективный (high efficiency electrode): Электрод с железным порошком в покрытии (2.4.7) с эффективностью наплавки (2.3.22) более 125%.
2.4.9 электрод проволочный (wire electrode): Плавящийся электрод в виде проволоки.
2.4.10 электрод проволочный сплошной (solid wire electrode): Электрод проволочный (2.4.9) сплошного сечения.
2.4.11 электрод трубчатый (tubular cored electrode): Электрод проволочный (2.4.9) в виде трубки.
2.4.12 электрод трубчатый с флюсом (flux cored electrode): Электрод трубчатый (2.4.11), содержащий флюс.
2.4.13 электрод трубчатый с металлическим порошком (metal cored electrode): Электрод трубчатый (2.4.11), содержащий металлический порошок.
2.4.14 электрод ленточный (strip electrode): Плавящийся электрод в виде ленты.
2.4.15 электрод ленточный сплошного сечения (solid strip electrode): Электрод ленточный (2.4.14) сплошного сечения.
2.4.16 электрод ленточный порошковый (полый) (cored strip electrode): Электрод ленточный (2.4.14) с внутренней полостью.
2.4.17 проволока сплошного сечения (solid wire): Присадочная проволока сплошного сечения, не являющаяся частью электрической цепи.
2.4.18 пруток порошковый (трубчатый) (tubular cored rod): Присадочный пруток в форме трубки, не являющийся частью электрической цепи.
2.4.19 проволока порошковая (трубчатая) (tubular cored wire): Присадочная проволока в форме трубки, не являющаяся частью электрической цепи.
2.4.20 электрод неплавящийся (non-consumable electrode): Электрод, который не плавится в процессе сварки.
2.4.21 огарок (stub end, stub): Остаток электрода или присадочного прутка после сварки, который не может быть использован.
2.5 Характеристики сварочного источника питания
2.5.1 статическая характеристика (static characteristic): Зависимость между напряжением и током на выходных зажимах сварочного источника питания при обычной нагрузке.
2.5.2 динамическая характеристика (dynamic characteristic): Зависимость между основными параметрами сварочного источника питания при мгновенном изменении одного из параметров.
2.5.3 падающая характеристика (drooping characteristic): Внешняя статическая характеристика (2.5.1) сварочного источника питания с отрицательным наклоном не менее 7 В/100 А в нормальном диапазоне сварки.
2.5.4 жесткая характеристика (flat characteristic, constant voltage characteristic): Внешняя статическая характеристика (2.5.1) источника сварочного тока, которая в нормальном диапазоне сварки такова, что при увеличении тока напряжение либо уменьшается менее чем на 7 В/100 А, либо увеличивается менее чем на 10 В/100 А.
2.5.5 напряжение холостого хода (no-load voltage, open-circuit voltage): Напряжение между выходными зажимами сварочного источника питания при разрыве внешней сварочной цепи, исключая какое-либо напряжение зажигания дуги или стабилизации дуги.
2.6 Сварочное оборудование
2.6.1 цанга (collet): Устройство для зажима неплавящегося электрода (2.4.20) в сварочной горелке.
2.6.2 токоподводящий наконечник (contact tip, contact tube): Сменная деталь в передней части горелки для подвода сварочного тока (2.2.8) и направления проволочного электрода (2.4.9).
2.6.3 сварочный пистолет (welding gun, gun): Горелка с рукояткой, расположенной почти перпендикулярно по отношению к корпусу горелки.
2.6.4 электрододержатель (electrode holder): Инструмент для зажима, направления и подключения покрытого электрода (2.4.1) к сварочной цепи при электрической изоляции сварщика или сварочного оператора.
2.6.5 сварочная головка (welding head): Узел сварочной машины или робота со встроенной сварочной горелкой.
2.6.6 плазменная горелка (plasma torch): Сварочная горелка с неплавящимся электродом (2.4.20) и плазмообразующим соплом для создания сжатой плазменной дуги.
2.6.7 сварочный выпрямитель (welding rectifier): Источник питания для дуговой сварки (2.6.12), состоящий из неподвижного преобразователя переменного тока в сварочный постоянный ток.
2.6.8 сварочный преобразователь (welding converter): Источник питания для дуговой сварки (2.6.12), состоящий из электрического двигателя и сварочного генератора (2.6.10).
2.6.9 трансформатор для дуговой сварки (arc welding transformer): Трансформатор, предназначенный для питания сварочной дуги.
2.6.10 сварочный генератор (welding generator): Генератор, предназначенный для питания одной или нескольких сварочных дуг.
2.6.11 сварочный агрегат с двигателем (engine driven welding power source): Сварочный источник для дуговой сварки (2.6.12), состоящий из двигателя и сварочного генератора (2.6.10).
2.6.12 источник питания для дуговой сварки (arc welding power source): Оборудование для подачи тока и напряжения с характеристиками, отвечающими требованиям к выполнению дуговой сварки и родственных процессов.
2.6.13 сварочный источник питания с падающей характеристикой (drooping characteristic welding power source): Источник питания для дуговой сварки (2.6.12) с падающей характеристикой (2.5.3).
2.6.14 сварочный источник питания с жесткой характеристикой (constant-voltage welding power source): Источник питания для дуговой сварки (2.6.12) с жесткой характеристикой (2.5.4).
2.6.15 пенал (quiver): Портативная тара для сохранения покрытых электродов (2.4.1) сухими.
Приложение А
(справочное)
Алфавитный указатель терминов на английском языке с переводом на французский и немецкий языки
Английский термин | Номер пункта | Французский перевод | Немецкий перевод |
А | |||
Acid electrode | 2.4.2 |
|
|
Arc blow | 2.3.16 | Soufflage | Blaswirkung |
Arc length | 2.3.12 | Longueur de I'arc |
|
Arc spot welding | 2.1.4 | Soudage |
|
Arc time | 2.3.13 | Temps d'arc | Lichtbogenbrennzeit |
Arc voltage | 2.3.10 | Tension | Lichtbogenspannung |
Arc welding power source | 2.6.12 | Source de courant de soudage |
|
Arc welding transformer | 2.6.9 | Transformateur de soudage |
|
Arcing time | См. Arc time (2.3.13) | ||
В | |||
Backhand welding | См. Pull technique (2.2.2) | ||
Basic electrode | 2.4.3 |
|
|
С | |||
Cellulosic electrode | 2.4.4 |
|
|
Collet | 2.6.1 | Pince |
|
Constant voltage characteristic | См. Flat characteristic (2.5.4) | ||
Constant-voltage welding power source | 2.6.14 | Source de courant de soudage |
|
Contact electrode | 2.2.13 |
| Kontaktelektrode |
Contact tip | 2.6.2 | Tube-contact | Stromkontaktrohr |
Contact tip distance | 2.3.20 | Distance tube-contact/point de soudage | Kontaktrohrabstand |
Contact tube | См. Contact tip (2.6.2) | ||
Contact tube distance | См. Contact tip distance (2.3.20) | ||
Cored strip electrode | 2.4.16 |
|
|
Covered electrode | 2.4.1 |
|
|
D | |||
Deposition coefficient | 2.3.21 | Coefficient de depot | Abschmelzkoeffizient |
Deposition efficiency | 2.3.22 | Rendement global effectif | Abschmelzfaktor |
Dip transfer | 2.3.4 | Transfert par courts-circuits |
|
Drooping characteristic | 2.5.3 |
| Fallende Kennlinie |
Drooping characteristic welding power source | 2.6.13 | Source de courant de soudage |
|
Droplet transfer | См. Metal transfer (2.3.1) | ||
Droplet transfer frequency | См. Particle transfer frequency (2.3.5) | ||
Duty cycle | 2.3.15 | Facteur de marche | Einschaltdauer |
Duty factor | См. Duty cycle (2.3.15) | ||
Dynamic characteristic | 2.5.2 |
| Dynamische Kennlinie |
E | |||
Effective electrode efficiency | 2.3.23 | Rendement effectif d'une | Effektive Ausbringung |
Electrode angle | 2.2.10 | Angle d'inclinaison de | Elektrodenanstellwinkel; |
Electrode extension | 2.3.19 | Longueur de fil libre | Freies Drahtelektrodenende |
Electrode holder | 2.6.4 |
| Stabelektrodenhalter |
Electrode pick-up | 2.3.26 | Encrassement de | Anlegierung an der Elektrode |
Engine driven welding power source | 2.6.11 | Groupe |
|
F | |||
Flat characteristic | 2.5.4 |
| Flach fallende |
Flux cored electrode | 2.4.12 | Fil |
|
Forehand welding | См. Push technique (2.2.1) | ||
G | |||
Globular transfer | 2.3.2 | Transfert globulaire |
|
Gun | См. Welding gun (2.6.3) | ||
H | |||
High efficiency electrode | 2.4.8 |
| Hochleistungselektrode |
Hydrogen controlled electrode | 2.4.5 |
| Wasserstoffkontrollierte |
I | |||
Iron powder electrode | 2.4.7 | Electrode | Eisenpulver-Stabelektrode |
М | |||
Magnetic arc blow | См. Arc blow (2.3.16) | ||
Main arc | 2.3.6 | Arc principal | Hauptlichtbogen |
Metal cored electrode | 2.4.13 | Fil |
|
Metal transfer | 2.3.1 | Transfert de |
|
Microplasma arc welding | 2.1.7 | Soudage microplasma | Mikroplasmaschwei |
MIG spot welding | 2.1.5 | Soudage MIG par points |
|
N | |||
Narrow gap welding | 2.1.8 | Soudage sur chanfrein |
|
No-load voltage | 2.5.5 | Tension | Leerlaufspannung |
Nominal electrode efficiency | 2.3.24 | Rendement nominal d'une | Nennausbringung |
Non-consumable electrode | 2.4.20 |
| Nicht abschmelzende Elektrode |
Non-transferred arc | 2.3.9 | Arc non | Nicht |
О | |||
Open-circuit voltage | См. No-load voltage (2.5.5) | ||
Overall weld metal recovery | 2.3.25 | Rendement global | Gesamtausbringung |
P | |||
Particle transfer frequency | 2.3.5 |
|
|
Pilot arc | 2.3.7 | Arc pilote | Pilotlichtbogen; |
Plasma torch | 2.6.6 | Torche plasma | Plasmaschweissbrenner |
Protrusion | 2.3.27 |
|
|
Pull technique | 2.2.2 | Soudage en tirant; soudage | Schleppendes |
Pulse duration | См. Pulse time (2.3.14) | ||
Pulse time | 2.3.14 |
| Impulszeit |
Pulsed MAG welding | 2.1.1 | Soudage MAG |
|
Pulsed MIG welding | 2.1.2 | Soudage MIG |
|
Pulsed TIG welding | 2.1.3 | Soudage TIG |
|
Push technique | 2.2.1 | Soudage en poussant; soudage | Stechendes |
Q | |||
Quiver | 2.6.15 | Carquois |
|
R | |||
Rutile electrode | 2.4.6 |
|
|
S | |||
Short circuiting transfer | См. Dip transfer (2.3.4) | ||
Solid strip electrode | 2.4.15 |
| Massivbandelektrode |
Solid wire | 2.4.17 | Fil plein | Massivdraht |
Solid wire electrode | 2.4.10 |
| Massivdrahtelektrode |
Spray transfer | 2.3.3 | Transfert par | Feintropfiger |
Stand-off distance | 2.3.17 | Distance buse/ |
|
Static characteristic | 2.5.1 |
| Statische Kennlinie |
Stick electrode | См. Covered electrode (2.4.1) | ||
Stickout | 2.3.18 | Longueur terminale du fil; stickout | Freie |
Striking voltage | 2.3.11 | Tension |
|
Strip electrode | 2.4.14 |
| Bandelektrode |
Stub | См. Stub end (2.4.21) | ||
Stub end | 2.4.21 | Chute | Elektrodenrest |
T | |||
TIG spot welding | 2.1.6 | Soudage TIG par points |
|
Torch angle | См. Electrode angle (2.2.10) | ||
Transferred arc | 2.3.8 | Arc |
|
Travel angle | 2.2.11 | Angle de | (no German term) |
Tubular cored electrode | 2.4.11 | Fil |
|
Tubular cored rod | 2.4.18 | Baguette tubulaire fourr |
|
Tubular cored wire | 2.4.19 | Fil tubulaire |
|
W | |||
Weave bead | 2.2.7 | Passe large | Pendelraupe |
Weaving | 2.2.3 | Balayage | Pendeln; pendelndes |
Weaving amplitude | 2.2.5 | Amplitude de balayage | Pendelausschlag |
Weaving frequency | 2.2.6 |
| Pendelfrequenz |
Weaving width | 2.2.4 | Largeur de balayage | Pendelbreite |
Welding converter | 2.6.8 | Convertisseur de soudage |
|
Welding current | 2.2.8 |
|
|
Welding generator | 2.6.10 |
|
|
Welding gun | 2.6.3 | Pistolet |
|
Welding head | 2.6.5 |
|
|
Welding rectifier | 2.6.7 | Redresseur de soudage |
|
Wire electrode | 2.4.9 |
| Drahtelekrode |
Wire feed rate | 2.2.12 | Vitesse de | Drahtvorschubgeschwindigkeit |
Wire feed speed | См. Wire feed rate (2.2.12) | ||
Work angle | 2.2.9 | Angle d'inclinaison |
|
Приложение В
(справочное)
Алфавитный указатель терминов, относящихся к дуговой сварке и определенных в ИСО 857-1:1998 и ISO/TR 25901:2007, но не включенных в настоящий стандарт
Термины из ISO/TR 25901:2007 и ИСО 857-1:1998, не включенные в настоящий стандарт, приведены ниже, если они устарели, сокращены или вошли в другие части ISO/TR 25901.
Термин | Определение | Источник | Номер |
Д | |||
Двухэлектродная сварка | См. ИСО 857-1:1998, таблица 3 (количество электродов - два)
1 - изделие; 2 - дуга; 3 - электрод; 4 - источник питания | ИСО 857-1:1998 | 8.2 |
М | |||
Многоэлектродная сварка | См. ИСО 857-1:1998, таблица 3 (количество электродов больше трех) | ИСО 857-1:1998 | 8.4 |
О | |||
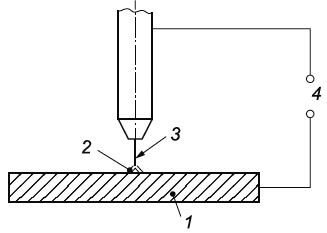
Одноэлектродная сварка | См. ИСО 857-1:1998, таблица 3 (количество электродов - один)
1 - изделие; 2 - дуга; 3 - электрод; 4 - источник питания | ИСО 857-1:1998 | 8.1 |
П | |||
Погонная энергия |
| ИСО 857-1:1998 | 5.2.21 |
С | |||
Сварка несколькими электродами, смещенными вдоль направления сварки | См. ИСО 857-1:1998, таблица 4 (расположение присадочных металлов или неплавящихся электродов: более двух электродов, смещенных вдоль направления сварки) | ИСО 857-1:1998 | 9.4 |
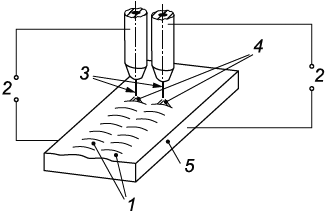
Сварка параллельными электродами | См. ИСО 857-1:1998, таблица 4 (расположение присадочных металлов или неплавящихся электродов: на одной линии, под прямым углом к направлению сварки)
1 - сварной шов; 2 - источник питания; 3 - электрод; 4 - дуга; 5 - изделие | ИСО 857-1:1998 | 9.1 |
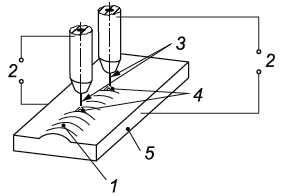
Сварка электродами с продольным и поперечным взаимным смещением | См. ИСО 857-1:1998, таблица 4 (расположение присадочного металла или неплавящихся электродов: рядом, с продольным и поперечным взаимным смещением в направлении сварки)
| ИСО 857-1:1998 | 9.2 |
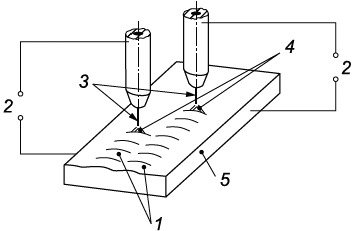
Сварка тандемом | См. ИСО 857-1:1998, таблица 4 (расположение присадочных металлов или неплавящихся электродов: два электрода, расположенных один за другим в направлении сварки)
1 - сварной шов; 2 - источник питания; 3 - электрод; 4 - дуга; 5 - изделие | ИСО 857-1:1998 | 9.3 |
Т | |||
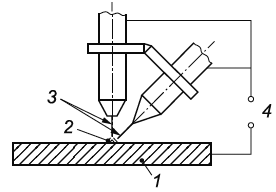
Трехэлектродная сварка | См. ИСО 857-1:1998, таблица 3 (количество электродов - три)
1 - изделие; 2 - присадочный металл; 3 - сварочная головка; 4 - источник питания | ИСО 857-1:1998 | 8.3 |
Э | |||
Эффективный КПД процесса нагрева |
| ИСО 857-1:1998 | 5.2.23 |

Библиография
[1] | ISO 6520-1 | Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением) |
[2] | ISO 6520-2 | Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 2: Welding with pressure (Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением) |
[3] | ISO 14917 | Thermal spraying - Terminology, classification (Термическое напыление. Термины, классификация) |
[4] | ISO 15296 | Gas welding equipment - Vocabulary - Terms used for gas welding equipment (Оборудование для газовой сварки. Словарь. Термины, применяемые для оборудования для газовой сварки) |
[5] | ISO 17658 | Welding - Imperfections in oxyfuel flame cuts, laser beam cuts and plasma cuts - Terminology (Сварка. Дефекты реза при кислородной, лазерной и плазменной резке. Термины) |
[6] | ISO 17677-1 | Resistance welding - Vocabulary - Part 1: Spot, projection and seam welding (Контактная сварка. Словарь. Часть 1. Точечная, рельефная и шовная сварка) |
[7] | ISO 25239-1 | Friction stir welding - Aluminium - Part 1: Vocabulary (Сварка трением с перемешиванием. Алюминий. Часть 1. Словарь) |
[8] | IEC 60050-851 | International electrotechnical vocabulary - Part 851: Electric welding (Международный электротехнический словарь. Часть 851. Электросварка) |
УДК 621.791:006.354 | ОКС 01.040.25 |
Ключевые слова: дуговая сварка, термины, словарь | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}