ГОСТ Р 55143-2012/ISO/TR 3834-6:2007
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Требования к качеству выполнения сварки плавлением металлических материалов
Часть 6
Руководство по внедрению ИСО 3834
Quality requirements for fusion welding of metallic materials. Part 6. Guidelines on implementing ИСО 3834
ОКС 25.160.01*
______________
* По данным официального сайта Росстандарт
ОКС 25.160.40. - .
Дата введения 2014-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГАУ "НУЦСК" при МГТУ им.Н.Э.Баумана) и Национальным агентством контроля сварки (НАКС) на основе собственного перевода на русский язык англоязычной версии документа, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2012 г. N 1013-ст
4 Настоящий стандарт идентичен международному документу ISO/TR 3834-6:2007* "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 6. Руководство по внедрению ИСО 3834" ("Quality requirements for fusion welding of metallic materials - Part 6: Guidelines on implementing ISO 3834", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Июнь 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
ИСО/ТО 3834-6 разработан ИСО/ТК 44 "Сварка и родственные процессы", Подкомитетом 10 "Унификация требований в области сварки металлов".
Серия стандартов ИСО 3834 (далее - ИСО 3834) состоит из следующих частей, объединенных под общим названием "Требования к качеству выполнения сварки плавлением металлических материалов":
- часть 1. Критерии выбора соответствующего уровня требований к качеству;
- часть 2. Всесторонние требования к качеству;
- часть 3. Стандартные требования к качеству;
- часть 4. Элементарные требования к качеству;
- часть 5. Документы, требования которых нужно удовлетворять для того, чтобы подтвердить соответствие требованиям ИСО 3834-2, ИСО 3834-3 или ИСО 3834-4;
- часть 6. Руководство по внедрению ИСО 3834 (Технический отчет).
Сварка является специальным процессом, так как качество сварных соединений не может быть подтверждено только посредством испытания. Качество сварного шва должно создаваться в продукте, а не быть результатом испытания. Это означает, что сварка обычно требует постоянного контроля или применения специальных процедур, или того и другого. ИСО 3834 регламентирует требования к качеству при сварке и разработан для того, чтобы регламентировать необходимый контроль и требуемые процедуры.
ИСО 3834 не является стандартом системы менеджмента качества, которая заменяет ИСО 9001, но она является вспомогательным инструментом в случае применения изготовителем ИСО 9001. В этом случае требования должны быть отражены в соответствующих сертификатах и документации. Вместе с тем ИСО 3834 может применяться независимо от ИСО 9001.
ИСО 3834 распространяется на сварку плавлением металлических материалов, и его применение не зависит от типов изготавливаемого продукта. Принципы и многие подробно изложенные требования тем не менее применимы и для других сварочных процессов и для родственных сварке процессов.
Одной из целей ИСО 3834 является установление требований в области сварки так, чтобы заказчики или контролирующие (надзирающие) органы или лица не были вынуждены делать это самостоятельно. Ссылки на конкретную часть ИСО 3834 должно быть достаточно, чтобы продемонстрировать способность изготовителя управлять сварочной деятельностью для конкретного типа выполняемой работы. Эта концепция действует также для комитетов, отвечающих за разработку стандартов на продукцию.
Ссылка на ИСО 3834 не требует обязательной оценки третьей стороной или сертификации. Однако такая оценка или сертификация независимыми органами становятся тенденцией в коммерческих отношениях, и стандарт является основой как для этих целей, так и для тех изготовителей, которые применяют его для подтверждения возможностей своего сварочного производства.
1 Область применения
Настоящий стандарт содержит руководящие указания по обеспечению требований, регламентированных в других частях ГОСТ Р ИСО 3834, и предназначен для того, чтобы помочь изготовителям и потребителям выбрать соответствующую часть ГОСТ Р ИСО 3834, содержащую необходимый уровень требований к качеству сварки. Выбор необходимого уровня требований к качеству сварки основывается на знании изготовителем и потребителем стандарта ГОСТ Р ИСО 3834 в целом.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 3834-1:2005, Quality requirements for fusion welding of metallic materials - Part 1: Criteria for the selection of the appropriate level of quality requirements (Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований к качеству)
ISO 3834-2, Quality requirements for fusion welding of metallic materials - Part 2: Comprehensive quality requirements (Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству)
ISO 3834-3, Quality requirements for fusion welding of metallic materials - Part 3: Standard quality requirements (Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству)
ISO 3834-4, Quality requirements for fusion welding of metallic materials - Part 4: Elementary quality requirements (Требования к качеству выполнения сварки плавлением металлических материалов. Часть 4. Элементарные требования к качеству)
ISO 3834-5, Quality requirements for fusion welding of metallic materials - Part 5: Documents with which it is necessary to conform to claim conformity to the quality requirements of ISO 3834-2, ISO 3834-3 or ISO 3834-4 (Требования к качеству выполнения сварки плавлением металлических материалов. Часть 5. Документы, требования которых нужно удовлетворять для того, чтобы подтвердить соответствие требованиям ИСО 3834-2, ИСО 3834-3 или ИСО 3834-4)
3 Сокращения
В настоящем стандарте применены следующие сокращения:
IWE - международный инженер по сварке;
IWS - международный специалист по сварке;
IWT - международный технолог по сварке;
NDT - неразрушающее испытание;
PWHT - термообработка после сварки;
pWPS - предварительные технические требования к процедуре сварки;
WI - рабочая инструкция;
WPQR - протокол аттестации процедуры сварки;
WPS - технические требования к процедуре сварки.
4 Применение ИСО 3834
4.1 Общие положения
ИСО 3834-1 устанавливает критерии для выбора соответствующего уровня требований к качеству и применения ИСО 3834 в целом. Представленные ниже разделы устанавливают различные способы выбора изготовителем соответствующего уровня требований к качеству сварки или применения ГОСТ Р ИСО 3834 в целом.
4.2 Стандарты на продукцию
Если в стандартах на продукцию предусмотрен контроль сварки плавлением, для организации сварочного производства следует применять ГОСТ Р ИСО 3834.
К стандартам на продукцию, предусматривающим применение ИСО 3834, относятся ЕН 1090, ЕН 12732, ЕН 12952, ЕН 13445 и ЕН 15085.
4.3 Заказчики и потребители
Заказчики и потребители сварной продукции могут устанавливать в контракте или договоре требование о необходимости подтверждения изготовителя требованиям ИСО 3834.
4.4 Системы менеджмента качества по ИСО 9001
Поскольку ИСО 9001 не содержит специальных требований к сварочному производству, необходимо применять ИСО 3834-2, ИСО 3834-3 и ИСО 3834-4.
4.5 Другие системы менеджмента качества, отличные от ИСО 9001
Изготовители сварной продукции, имеющие отличные от ИСО 9001 системы менеджмента качества, не содержащие специальных требований к сварочному производству, должны применять ИСО 3834-2, ИСО 3834-3 и ИСО 3834-4.
4.6 Изготовители
Если изготовители желают подтвердить свою компетентность при выполнении сварки плавлением, они должны применять соответствующую часть ИСО 3834.
5 Введение требований ИСО 3834 в стандарты на продукцию
Важной группой пользователей ИСО 3834 являются комитеты по стандартизации, которые разрабатывают стандарты на продукцию на международном, региональном и национальном уровнях. ИСО 3834-2, ИСО 3834-3 и ИСО 3834-4 устанавливают уровни требований к качеству сварки плавлением. Комитеты, разрабатывающие стандарты на продукцию, должны выбирать часть или части ИСО 3834, которые содержат соответствующие требования к качеству изготавливаемой продукции, с учетом критериев выбора, установленных ИСО 3834-1:2005, раздел 5. Каждая часть ИСО 3834 содержит полный комплекс требований к качеству. Дополнительные требования к качеству сварки могут быть установлены при наличии веских оснований. В случае сомнения в необходимости установления или устанавливаемых дополнительных требованиях рекомендуется консультация с ИСО/ТС 44/SC 10.
Если продукция изготавливается с применением сварки, комитет по стандартизации может регламентировать применяемые в производстве документы или выбрать их из перечня документов ИСО, перечисленных в ИСО 3834-5. Комитет по стандартизации также должен определить соответствующие стандарты, регламентирующие требования к качеству, подлежащие к применению. Если в серии стандартов, перечисленных в ИСО 3834-5, содержатся требования к уровню качества, например для квалификации (аттестации) сварочных процедур, комитету по стандартизации достаточно выбрать наиболее приемлемый. Создание таблиц, связывающих части ИСО 3834 с требованиями к уровням качества (с учетом или без учета иных стандартов по качеству, таких как ИСО 9001), помимо приведенных в ИСО 3834, категорически не рекомендуется.
6 Применение иных документов совместно с ИСО 3834
Полное соответствие ИСО 3834-2, ИСО 3834-3 и ИСО 3834-4 может быть достигнуто применением документов, приведенных в ИСО 3834-5, либо применением иных документов, содержащих эквивалентные технические условия.
Стандарты, которые не содержат эквивалентных технических условий, могут применяться, если на них есть ссылки в применяемых изготовителем стандартах на продукцию.
Стандарты на продукцию, соблюдение требований которых подтверждено результатами эксплуатации, могут применяться изготовителем совместно с ИСО 3834. Если изготовитель обосновывает свое соответствие ИСО 3834 стандартами на продукцию, то ответственность за применение стандартов, не содержащих эквивалентных технических условий, не зависимо от того, имеются ли на них ссылки или их требования включены в стандарт на продукцию, лежит на изготовителе. В случае применения технических условий, отличных от установленных в документах ИСО, приведенных в ИСО 3834-5, ответственность за подтверждение эквивалентности технических условий полностью лежит на изготовителе. Сертификаты, оформленные по результатам оценки независимым органом по сертификации, или декларации соответствия изготовителя любой части ИСО 3834 должны содержать перечень применяемых изготовителем документов и содержать или ссылаться на доказательства эквивалентности технических условий.
7 Документация и системы менеджмента качества
7.1 Документация
Любая система управления нуждается в документации. Термин "документация" включает в себя целый ряд различных типов документов, таких как процедуры, отчеты, инструкции и сертификаты (см. таблицу 1).
Таблица 1 - Примеры различных типов сварочно-технических документов
Тип документа | Описание | Примеры для координатора сварки |
Процедура | Описание связанной со сваркой деятельности | Должностная инструкция (задачи, ответственность и полномочия) координатора сварки |
Отчет | Отчеты о связанной со сваркой деятельности | Протокол аттестации процедуры сварки (WPQR) |
Инструкция | Описание связанных со сваркой операций | Технические требования к процедуре сварки (WPS) |
Сертификат | Верификация связанных со сваркой операций | Квалификационный сертификат (аттестационное удостоверение) сварщика |
| ||
ИСО 3834-2, ИСО 3834-3 и ИСО 3834-4 требуют оформления определенных документов. В приложении А даны примеры типовых документов, которые могут использоваться изготовителями.
7.2 Система менеджмента качества
ИСО 3834 не требует обязательного применения системы менеджмента качества. Однако ИСО 3834-1:2005, раздел 6, определяет элементы, которые могут учитываться как дополнение к ИСО 3834 при внедрении системы менеджмента качества. Наиболее важным из них является управление документацией, и изготовитель должен внедрить процедуру контроля документов, обеспечивающую:
- анализ и актуализацию по мере необходимости и повторное официальное одобрение документов;
- идентификацию пользователей документами;
- наличие соответствующих версий документов в местах их применения;
- изъятие из пользования недействующих документов;
- архивирование записей для обеспечения их сохранности и возможности повторного обращения к ним;
- сохранность документов от уничтожения без оснований.
Некоторые отчеты, создаваемые как часть этой системы, должны периодически актуализироваться. К ним относятся отчеты о калибровке/валидации и квалификации (аттестации) сварщиков.
Изготовители, внедрившие систему менеджмента качества по ИСО 9001, должны иметь документированную систему, включающую элементы, содержащиеся в ИСО 3834-1:2005, раздел 6.
Эффективность системы управления сварочным производством в большой степени зависит от участия в нем высшего руководства предприятия и его роли при проведении надзора и от осуществления действий при выявлении несоответствий. Проведение анализа со стороны руководства и внутреннего аудита обеспечивает участие руководства в системе управления сварочным производством, позволяет осуществлять надзор и принимать меры по устранению несоответствий. На рисунке 1 показана модель системы управления сварочным производством, содержащая перечень действий, направленных на обеспечение эффективности системы управления сварочным производством.
|
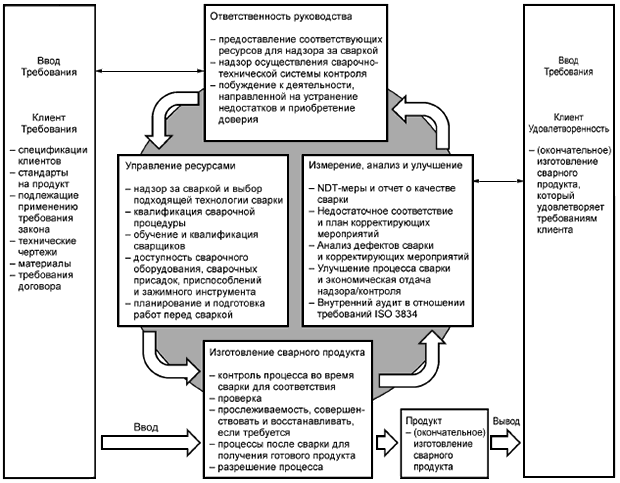
Рисунок 1 - Модель системы управления сварочным производством
8 Выбор уровня требований к качеству
ИСО 3834 устанавливает три уровня требований к качеству, которые могут быть включены в стандарты на продукцию, своды правил и договоры или выбраны изготовителем. Уровень требований выбирают в зависимости от вида изготавливаемой продукции, условий ее эксплуатации, номенклатуры и области применения. В ИСО 3834-1 указано, что стандарт может применяться как в условиях сварки в цехе, так и/или на открытых (монтажных) площадках. При выборе соответствующего уровня требований следует руководствоваться следующими критериями:
a) степень опасности продукции;
b) сложность изготовления;
c) номенклатура изготавливаемой продукции;
d) используемые материалы;
e) риск возникновения дефектов, связанных с металлургическими процессами;
f) степень влияния дефектов изготовления, например смещения, деформации или дефекты сварного шва, на работоспособность и технические характеристики продукции.
В стандартах на продукцию, требующих подтверждения соответствия ИСО 3834, к наиболее важным при выборе уровня требований относят степень опасности продукции и наличие динамических нагрузок в процессе эксплуатации.
Стандартный уровень требований к качеству подходит для широкого диапазона продукции, к которой предъявляются обычные требования по безопасности и которая может подвергаться динамической нагрузке. Такая продукция изготавливается из обычных материалов с известной свариваемостью и документированием мер, применяемым для обеспечения механических характеристик и предотвращения дефектов. К продукции, имеющей ограниченные требования к безопасности и подвергающейся умеренным статическим нагрузкам с минимальными динамическими составляющими, обычно предъявляют элементарный уровень требований к качеству.
Если предъявляются высокие требования к безопасности продукции, работающей при высоких статической и динамической нагрузках и изготовленной из материалов, используемых для высоконагруженных конструкций, следует устанавливать всесторонний уровень требований к качеству. При изготовлении новых видов продукции, применении новых технологических процессов сварки также устанавливают всесторонний уровень требований к качеству вместо стандартного.
Не представляется возможным установить соответствие между определенными частями ИСО 3834 и конкретными видами продукции. Это обусловлено различной сложностью конструктивного исполнения применяемыми материалами и сложностью процессов производства для разных видов продукции. Ответственность за выбор соответствующего уровня требований возлагается на технические комитеты по стандартизации, разрабатывающие стандарты на продукцию, или потребителей, или изготовителей конкретных видов или группы продукции.
Последовательность действий при установлении требований к качеству сварки приведена на рисунке 2.
В ИСО 3834-1 указано, что если подтверждено соответствие сварочного производства определенному уровню качества, то производство соответствует и более низким уровням качества. Таким образом, изготовитель, который подтвердил соответствие ИСО 3834-2, соответствует также и ИСО 3834-3 и ИСО 3834-4. Это имеет значение для изготовителя, выпускающего большую номенклатуру продукции, часть которой может соответствовать всесторонним требованиям к качеству, а другая - стандартным или элементарным требованиям к качеству. Изготовитель может применять всесторонние требования к качеству продукции, к которой применим этот уровень, и стандартный или элементарный уровни требований к качеству для иной продукции.
|
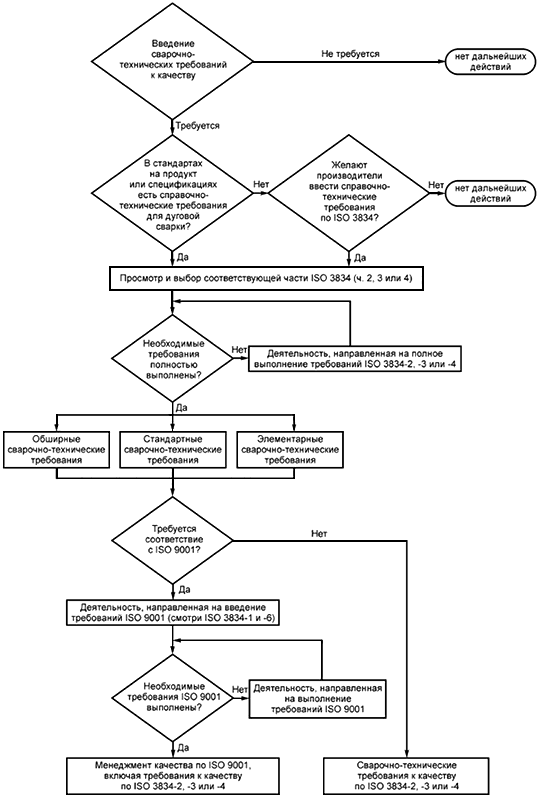
Рисунок 2 - Последовательность действий при установлении требований к качеству сварки
9 Внедрение в производство
9.1 Общее руководство по внедрению
9.1.1 Общие принципы
ИСО 3834 устанавливает требования к множеству различных видов деятельности, в частности к:
a) общему управлению изготовителем процессом сварки как специальным процессом;
b) производственным технологическим инструкциям (например, инструкции на технологический процесс сварки для ИСО 3834-2 и ИСО 3834-3);
c) подтверждению компетентности персонала, его профессиональной подготовке, опыту и навыкам (например, квалификация, аттестация сварщиков).
Нижеследующие положения относятся к организации изготовителя, интеграции с ИСО 9001 и конкретным элементам управления.
9.1.2 Внедрение
Многие изготовители применяют требования как к процедурам и инструкциям для производства, так и требования к документированию компетенции персонала, его профессиональной подготовке, опыту и навыкам. Для таких изготовителей применение ИСО 3834 не приводит к большим изменениям в управлении производством или затратам. Для некоторых изготовителей это может означать важное изменение по следующим причинам:
a) внедрение ИСО 3834 совпадает с переходом к применению новых национальных или международных стандартов на продукцию, который может потребовать проведения аттестационных испытаний сварщиков и технологических процессов сварки, обучение или прием на работу персонала, координирующего сварку, для создания необходимой базы знаний для различных видов изготавливаемой продукции;
b) требование потребителей подтверждения соответствия ИСО 3834 от изготовителей, которые ранее применяли значительно отличающиеся требования;
c) наличие национальных или региональных требований подтверждения соответствия изготовителей ИСО 3834 в специальных секторах промышленности для получения разрешения на применение продукции в этой стране или в этом регионе. Такие требования могут стать причиной существенных изменений по сравнению с прежней практикой.
Если такие действия необходимы, следует отметить, что ИСО 3834 отражает хорошую практику изготовления продукции, для которой сварка является важным производственным процессом. Соответствие ИСО 3834 дает уверенность изготовителю и потребителю, что продукция будет изготовлена должным образом и не подвергнется преждевременному разрушению в процессе эксплуатации по причине некачественного изготовления при условии соответствующего технического контроля и обслуживания.
9.1.3 Управление сваркой
Так как сварка является специальным процессом и последствия некачественной сварки могут быть критичными, необходимо обеспечить соответствующее управление, чтобы гарантировать, что сварка выполнена надлежащим образом и требуемые проверки изготавливаемой продукции проведены полностью. Управление включает в себя:
- верификацию сварочных процедур и профессионализм сварочного персонала;
- наличие, исправность и техническое обслуживание оборудования;
- идентификацию требований к продукции;
- условия передачи работ в субподряд;
- уровень производственного планирования;
- хранение и обращение основных металлов и сварочных материалов;
- методы и проведение контроля;
- идентификацию и прослеживаемость продукции и проведения работ;
- исправление несоответствия продукции;
- объем и хранение записей, подтверждающих качество.
Управление сваркой должно регламентировать объекты и методы контроля (при необходимости посредством ссылок на одну или несколько процедур или стандартов), распределение задач и обязанностей, а также регламентировать процедуру фиксации и документирования отдельных аспектов системы управления.
9.1.4 Производственный процесс
9.1.4.1 Техническая документация
ИСО 3834 определяет ряд технических инструкций, процедур, технических требований и записей в целях обеспечения эффективности системы управления сваркой. Производственная деятельность, требующая наличия технической документации, приведена в ИСО 3834-1:2005, приложение А. Если деятельность выходит за пределы указанной, например термическая обработка после сварки (PWHT), допускается не включать ее в систему управления.
Примеры документации, применяемой изготовителем в системе управления, приведены в приложении А.
9.1.4.2 Аттестация процедуры сварки
Технические требования и аттестация процедуры сварки приведены в ИСО 15607 и ИСО 15609 и содержат пять общих методов, основывающихся на:
- испытанных сварочных материалах (ИСО 15610);
- предыдущем опыте сварки (ИСО 15611);
- стандартных сварочных процедурах (ИСО 15612);
- предпроизводственном испытании сварки (ИСО 15613);
- испытании процедуры сварки (ИСО 15614).
Если стандарт на продукцию не регламентирует применяемый метод по ИСО 15610-ИСО 15614, то он должен быть регламентирован условиями договора.
Если проводится испытание сварки (испытание процедуры сварки или испытание перед началом производства), результаты должны вноситься в протокол аттестации процедуры сварки (WPQR). Документация, оформляемая при аттестации процедуры сварки, приведена в таблице 2.
Таблица 2 - Документация, оформляемая при аттестации процедуры сварки
Задача | ИСО 3834-2 | ИСО 3834-3 | ИСО 3834-4 |
Предварительное планирование квалификации | pWPS | pWPS | Рабочая инструкция |
Квалификация | WPQR | WPQR | Документация не требуется |
Инструкция по сварке | WPS | WPS | Рабочая инструкция |
Рабочая инструкция (WI) | WPS или подробная WI (на выбор) | WPS или подробная WI (на выбор) | Устная инструкция или WI |
Документирование процесса | Отчет о производстве (на выбор, обычно не требуется) | Не соответствует действительности | Не соответствует действительности |
| |||
Если применяются стандартные процедуры сварки (смотри ИСО 15612), предварительное планирование аттестации процедур сварки не требуется.
9.1.4.3 Другие процессы
Принципы аттестации других производственных процессов в значительной мере сопоставимы с аттестацией технологических процессов сварки. Общие методы, указанные в 9.1.4.2, могут также применяться для иных производственных процессов, связанных со сварочным производством.
Примеры документации для других процессов представлены ниже.
- Неразрушающее испытание
Неразрушающее испытание (NDT) сварных швов часто регламентируется стандартами на продукцию. Обычная практика представляет собой использование стандартных методик испытаний для применяемого NDT-метода, подготовленного на основании соответствующих стандартов на NDT. Протокол неразрушающих испытаний должен содержать подробные результаты испытаний и оценку сварного шва. Этот отчет содержит обычно данные о критических параметрах NDT, использованных при испытании.
- Термическая обработка после сварки
Ситуация для термической обработки после сварки (PWHT) аналогична описанной выше для NDT. Необходимо наличие технологического процесса термической обработки и протокола с параметрами режима термической обработки. Требования к качеству для термообработки содержатся в ИСО/TR 17663.
- Термическая резка
Утвержденный технологический процесс для термической резки как правило не требуется, так как обычно полагаются на навыки и квалификацию оператора. Однако он может потребоваться в некоторых случаях, таких как резка чувствительного к нагреву материала, для которой имеется лишь ограниченный практический опыт, или если имеет место риск появления зон повышенной твердости на кромке реза, которые могут оказать отрицательное воздействие на конечный продукт.
9.2 Организация
Термин "изготовитель" широко используется как обозначение организации, которая берет на себя ответственность за координацию сварочных работ. Как правило, управление сварочным производством в пределах одной организации осуществляется группой людей под контролем группы координаторов по сварке (как регламентировано в ИСО 14731). Под "организацией" в этом контексте, но не всегда, понимается юридическое лицо. Некоторые типичные ситуации представлены в таблице 3.
Таблица 3 - Организация и задачи
Ситуация | Примечания |
Крупная корпорация, состоящая из некоторого количества предприятий, которое в каждом случае имеет группу координаторов по сварке, ответственную перед руководством соответствующего предприятия или фабрики | Возможно, но ИСО 3834 должна вводиться для каждого предприятия или каждой фабрики независимо друг от друга. Каждое предприятие или каждая фабрика должны рассматривать другие предприятия или фабрики как субпоставщиков/субподрядчиков |
Крупная корпорация, состоящая из некоторого количества предприятий, контролируется одной единственной группой координаторов по сварке, которые подчиняются общему руководству | Общее внедрение для всех предприятий возможно. Каждому предприятию, которое осуществляет сварочные работы не под контролем корпорации, запрещено поставлять сварную продукцию на предприятия, которые внедрили ИСО 3834 |
Изготовитель (генподрядчик) требует, чтобы субподрядчик работал под его контролем по ИСО 3834 | Возможно, но только если ответственный координатор по сварке изготовителя (генподрядчика) имеет право и средства для эффективного контроля сварочного производства субподрядчиков |
Технология сварки, аттестованная, например, по нормам серии ИСО 15614, на одном предприятии, может применяться на различных предприятиях того же изготовителя, если изготовителем осуществляется общая система контроля по ИСО 3834, включая тот же самый персонал по координации сварочных работ.
Все организации, которые не соответствуют вышеописанному требованию, в рамках ИСО 3834 определяются как "субподрядчик". Если субподрядчик не соответствует ИСО 3834, изготовитель должен гарантировать выполнение соответствующих требований для каждого отдельного контракта.
10 Интерпретация отдельных разделов ИСО 3834
10.1 Анализ требований контракта и технических требований
Изготовитель должен показать возможность соблюдения требований соответствующей части ИСО 3834, например, предоставлением комплексного контрольного перечня технических требований или посредством документированного протокола заседания по контракту или совещания по техническим требованиям. Указанное требование нельзя рассматривать как исчерпывающее; необходимо учитывать условия, относящиеся к конкретному контракту или к конструктивным требованиям.
Главная задача состоит в том, чтобы гарантировать, что изготовитель понимает технические требования и продукция может быть изготовлена в соответствии с контрактом.
Для выполнения установленных требований должна быть предусмотрена координация сварочной деятельности в соответствии с ИСО 14731.
10.2 Передача в субподряд
Изготовитель должен гарантировать, что любая связанная со сваркой деятельность, которая передается в субподряд, включая сварку, NDT, надзор, термообработку, техническое обслуживание оборудования и калибровку, соответствует требованиям контракта и подтверждается координатором по сварке, несущим ответственность в этой области.
Субподрядчики, которые выполняют сварку или оказывают вспомогательные услуги, могут соответствовать тому же или более высокому уровню требований по ИСО 3834, чем изготовитель. В зависимости от условий передачи на субподряд оказываемых услуг или изготавливаемой продукции допустим более низкий уровень.
Не всегда возможна передача на субподряд организациям, которые соответствуют какому-либо уровню по ИСО 3834. Изготовитель несет ответственность за то, что сварка или связанные с ней процессы правильно контролируются в соответствии с ИСО 3834. При этом может потребоваться проведение аудита субподрядчиков, включая наличие аттестованных сварщиков и технологических процессов сварки. Если изготовитель имеет соответствующие технические требования к процедуре сварки, может оказаться целесообразным предложить их субподрядчикам и контролировать их применение. Возможна организация приемки продукции совместно с представителем изготовителя. Субподрядчики, оказывающие такие услуги, как PWHT, NDT или контроль, могут проходить аудит, если они не провели соответствующую сертификацию своей деятельности в указанных областях. Обширная проверка и контроль могут потребоваться в случае выявления при первичном аудите значительных несоответствий.
Если требованиями контракта или закона установлена необходимость соответствия конкретной части ИСО 3834, субподрядчики должны соответствовать требуемому или более высокому уровню. Однако если требуется соответствие ИСО 3834-2 или ИСО 3834-3, к выполнению работ может быть привлечен субподрядчик, соответствующий требованиям ИСО 3834-4 для изготовления простых сварных конструкций. При этом может потребоваться согласование с потребителем или уполномоченным органом.
При отсутствии договорных или законодательных требований изготовитель по собственной инициативе должен обеспечить соответствие субподрядчика требуемому уровню по ИСО 3834 или принять меры, обеспечивающие осуществление должного контроля за выполняемыми работами.
10.3 Координация в сварке
10.3.1 Общие положения
Координация в сварке согласно ИСО 14731 рассматривается как управление и выполнение производственной и технической деятельности по контролю сварки. Следует отметить, что координация в сварке обычно выполняется различными категориями персонала, многие из которых не относятся к сварочному технологическому персоналу. Необходимо выделить следующие аспекты:
a) крупные организации, выполняющие обширные и сложные сварочные работы, как правило, имеют несколько работников, которые заняты исключительно управлением сваркой. Эти работники занимают должности инженера по сварке или технолога по сварке с занятостью в течение полного рабочего дня координацией в сварке;
b) в малых организациях подобные обязанности могут быть переданы работникам, занимающим иные должности (например, начальник производства или бригадир) и выполняющим другие задачи в дополнение к координации в сварке (совмещающие обязанности координатора в сварке);
c) некоторые виды деятельности, связанные с координацией в сварке, типичными примерами которой являются хранение сварочных материалов и обращение с ними, обслуживание и калибровка оборудования, могут передаваться работникам, занимающим должности, не имеющие отношение к сварке. Такие работники обычно привлекаются для выполнения немногих специальных задач координации в сварке;
d) некоторые изготовители возлагают ответственность за выполнение определенных работ на сварщиков или операторов. В таких случаях изготовитель должен гарантировать, что сварщики и операторы обладают необходимыми знаниями и компетенцией;
е) управление деятельностью по контролю и испытаниям, которые также относятся к деятельности по координации в сварке, обычно осуществляют специалисты, занимающие должности: контролер сварки, инженер по неразрушающему контролю, руководитель отдела качества. На мелких предприятиях такую деятельность может осуществлять мастер или иной персонал.
10.3.2 Координатор по сварке
ИСО 3834-2 и ИСО 3834-3 требуют применения ИСО 14731, который устанавливает требования к персоналу и является взаимосвязанным стандартом. В рамках системы каждая связанная с контролем деятельность, например контроль (технического) обслуживания сварочного оборудования, осуществляется одним или несколькими сотрудниками, обычно постоянно работающими в штате изготовителя. ИСО 3834 содержит требования для каждого элемента управления сваркой. При распределении этих задач и ответственностей изготовитель должен:
a) установить раздельные элементы контроля и подготовить перечни со всеми задачами и обязанностями и указанием ответственных;
b) проверить все представленные в перечне задачи и обязанности, чтобы установить, все ли действия, которые содержатся в ИСО 14731, были включены в систему управления и должным образом закреплены за исполнителями;
c) установить критерии компетенции с точки зрения квалификации, опыта и подготовки для каждой должности координаторов в сварке;
d) подтвердить компетентность специалистов, назначенных на должности координаторов в сварке, на основании их опыта, образования и (или) квалификации в соответствии с предписанными обязанностями.
Следует отметить, что необходимая квалификация координатора в сварке определяется его задачами и обязанностями, установленными изготовителем в его организационной структуре.
ИСО 14731 использует понятие "ответственный координатор по сварке", чтобы (документально) засвидетельствовать одного сотрудника или нескольких, которые обладают требуемым уровнем технических знаний для спектра изготавливаемых продуктов. Все изготовители должны как минимум назвать одного координатора по сварке. Ожидается, что "ответственным координатором по сварке" является сотрудник, представленный изготовителем и обладающий компетенцией для принятия решений и подписания документов, оказывающих влияние на качество продукта. Ответственный координатор по сварке несет общую ответственность за надзор за сварочно-технической деятельностью и может принимать решения, когда сварка выполняется некорректно.
ИСО 14731:2006, приложение А, дает ссылку на систему обучения, созданную международным Институтом сварки (MW). Данная система рекомендует клиентам и ведомствам рассматривать ответственного координатора по сварке, имеющего соответствующий диплом, как "квалифицированного по определению". Эта ссылка на MW-образование и диплом должна быть для клиентов и ведомств действительной без проверки. ИСО 14731:2006, приложение А, не мешает изготовителю ссылаться на другие квалификации для ответственных координаторов по сварке. Но от изготовителя ожидается подтверждение соответствия альтернативных квалификаций для заказчиков и начальства.
10.3.3 Взаимодействие между знаниями по надзору за сваркой по ИСО 14731 и уровнями качества по ИСО 3834
ИСО 14731 содержит два типа знаний и опыта, которые требуются от координатора по сварке:
a) общие технические знания;
b) специальные технические знания по сварке и родственным процессам, которые относятся к предназначенным задачам.
Дополнительно эта норма содержит три уровня технических знаний для координаторов по сварке:
- обширные технические знания;
- специальные технические знания;
- базовые технические знания.
ИСО 3834 регламентирует три уровня требований к качеству при сварке. Три уровня в ИСО 14731 и ИСО 3834 для некоторых, но не для всех требований, взаимосвязаны.
Представленные ниже пункты являются существенными для степени взаимосвязи:
a) техническая многоплановость сварочно-технических операций, особенно свариваемость основных металлов;
b) многоплановость применяемого при сварке оборудования (оборудование, такое как приборы с цифровым управлением и сварочные автоматы с дистанционным управлением, может требовать большего контроля производства, чем при ручной электродуговой сварке);
c) объем производства (массовое производство требует точного планирования и контроля производства, чтобы минимизировать затраты);
d) оценочные группы (большее количество при контроле наличия поверхностных и объемных дефектов, а также более строгие критерии допустимости требуют более строгого контроля во избежание излишнего ремонта или непринятия).
Таблица 4 показывает взаимосвязи, когда имеет значение только один из факторов. Нужно отметить, что многие изготовители должны учитывать более одного фактора, если регламентирована требуемая квалификация и опыт координаторов по сварке. Таблица представляет подлежащие соблюдению основные положения. Дополнительно рекомендуется, чтобы координаторы по сварке обладали достаточным производственным опытом.
Таблица 4 - Взаимосвязь между ИСО 3834 и ИСО 14731
Решающий фактор | Требования к координаторам по сварке |
Техническая многоплановость сварочно-технической деятельности | Уровни непосредственно взаимосвязаны: |
Многоплановость используемого при сварке оборудования | Нет взаимосвязи, ИСО 14731 базиса может быть достаточной |
Объемы производства | Нет взаимосвязи, ИСО 14731 базиса может быть достаточной |
| |
Нужно отметить, что требования к образованию и длительность учебного курса для диплома Международного инженера-специалиста по сварке (IWE) строже, чем для диплома Международного технолога по сварке (IWT) и такая же разница между дипломом Международного технолога по сварке (IWT) и дипломом Международного специалиста по сварке (IWS). Для IWE требуется университетское образование или сопоставимое с ним, поэтому изготовители выбирают квалификацию IWE вместо более низких уровней квалификации для обоих, ИСО 3834-2 и ИСО 3834-3.
В определяющих стандартах на продукт должны указываться уровни знаний ответственной надзирающей за сваркой персоны. В таких случаях эти требования должны быть изготовителем выполнены. Как бы то ни было, ИСО 14731 позволяет передавать надзор за сваркой в субподряд, но ответственность за соответствие с ИСО 14731 несет изготовитель.
10.4 Оборудование
ИСО 3834 требует составления перечня важнейшего оборудования и установок и поддержания актуальности этого перечня. За оборудованием и установками должен осуществляться надзор, чтобы гарантировать, что их можно использовать при изготовлении соответствующего продукта.
Ожидается, что изготовителем будет осуществлена система для идентификации, контроля, технического обслуживания и калибровки (если уместно) всего производственного оборудования, включая обозначенных сотрудников, несущих ответственность за эти действия, и детализированные мероприятия по предотвращению использования дефектного оборудования в производстве.
10.5 Сварочно-техническая деятельность
Изготовители посредством наличия планов и других документов (чертежей, инструкций и спецификаций и т.д.) должны уметь показать, как может достигаться и поддерживаться соблюдение требований для комплексного производства, NDT и других сопряженных видов деятельности.
10.6 Хранение основных металлов
Изготовитель должен создать систему для хранения основных металлов вне зависимости от того, приобретены ли они или предоставлены клиентом, включая компоненты, которые должны входить в конечный продукт. Ожидается, что методы и системы специфицированы.
10.7 Калибровка и валидация
Калибровка и валидация являются очень часто используемыми понятиями, но не всегда должным образом истолковываются. Принципы содержатся в ИСО 17662.
Калибровка представляет собой процесс, при котором элемент оборудования регулярно проверяется в сравнении с измерительными эталонами, точность которых относительно соответствия с истинным результатом измерения известна. Вместе с тем точность инструмента может быть определена посредством проверки относительно заданного уровня погрешности.
С другой стороны, валидация в связи с измерительным устройством представляет собой процесс подтверждения того, что данный результат измерения является удовлетворительным. Это может достигаться посредством применения калиброванного инструмента или измерительного эталона, чтобы доказать, что инструмент при испытании дал удовлетворительный результат, базируясь на показаниях инструментов и результатах измерения инструментов.
Калибровка сварочного оборудования обычно требуется только тогда, когда качество/стабильность (повторяемости) сварных швов зависит от точной и повторяемой настройки параметров, таких как сила тока, напряжение, скорость сварки, расход газа, характеристика импульса и т.д. Как бы там ни было, если источник тока не имеет калиброванных показаний для силы тока и напряжения, изготовитель должен обладать калиброванным инструментом, который может использоваться для подтверждения того, что сварочные параметры (сила тока и напряжение) удовлетворяют требованиям WPS или рабочей инструкции.
В то время как в число подвергаемого калибровке и валидации оборудования включается оборудование для термообработки после сварки и для контроля условий хранений электродов, оборудование для контроля и испытания, такое как NDT-приборы и устройства для испытания давлением, не включается. В качестве общего правила действует то, что приборы для проверки и измерения всегда калибруются.
Обычно калибровка и валидация требуются также для устройств для измерения температуры, например для термообработки, для NDT-приборов и устройства для испытания давлением. Некоторые измерительные приборы для измерения размеров, например раздвижные штангенциркули, микрометры, должны калиброваться, если сам продукт требует этого уровня точности.
Следовательно, клещевой амперметр, который используется для проверки силы сварочного тока в кабеле, в тех случаях применения, когда сила тока настраивается в соответствии с дефинированными установочными заданными параметрами или с помощью амперметра в приборе, должен подвергаться валидации, чтобы показать, что индикации устройства являются удовлетворительными. В других случаях, когда клещевой амперметр используется как индикация для настройки правильной силы тока на приборе по инструкции по сварке, клещевой амперметр должен быть верифицирован, чтобы гарантировать, что достигнут правильный уровень силы тока. В этом случае проверка точности индикаций прибора не проводится. В этом смысле верификация не соответствует процессу калибровки или валидации, так как это только удостоверение того, достигнут ли заданный уровень силы тока.
Нужно отметить, что при новых сварочных процессах и при новых источниках сварочного тока, например при ручной электродуговой сварке импульсным током, трудно или невозможно контролировать вышеперечисленное без точных измерительных приборов и достаточно точных инструментов. Механизированные сварочные операции нуждаются в точном контроле подвода тепла и обуславливают необходимость в точных инструментах.
Изготовитель должен регламентировать и регистрировать, какой прибор должен быть калиброван, и хранить протоколы этих калибровок.
10.8 Маркировка и прослеживаемость
ИСО 3834 не всегда требует маркировки и прослеживаемости. Если изготовитель заключил договор или стоит перед заключением договора, при котором требуется прослеживаемость, должна быть применена соответствующая инструкция.
Такая инструкция не должна вызывать никакой путаницы с содержаниями договоров, при которых не требуется обратной прослеживаемости.
Если требуется прослеживаемость сварочных присадок, ожидается, что различные партии, которые применяются при сварке, регистрируются, но не требуется фиксировать положение различных партий допущенных сварочных присадок при многослойных соединениях.
11 Оценка и сертификация
ИСО 3834 не требует оценки или сертификации. Изготовитель может под свою ответственность заявлять о соответствии с какой-либо частью ИСО 3834. В качестве элемента этого заявления изготовитель должен подробно назвать нормы, которые применялись при предусмотренных контролях. Если в ИСО 3834-5 содержатся названные ИСО-документы, достаточно простой ссылки на ИСО 3834-5. Это может быть обычным применением ИСО 3834. Как бы там ни было, ИСО 3834 может использоваться для того, чтобы оценить изготовителя со стороны клиентов (вторая сторона) или со стороны сертифицирующего учреждения (третья сторона).
Приложение А
(справочное)
Примеры документов для контроля родственных сварке процессов
Таблица А.1 содержит документы, которые могут использоваться изготовителем для контроля связанной со сваркой деятельности.
Номера относятся к соответствующим разделам в соответствующих частях ИСО 3834.
Таблица А.1 - Примеры документов для контроля родственных сварке процессов
ИСО 3834-2, ИСО 3834-3 и | Требуемые документы | Типовые протоколы/отчеты |
5 Проверка требований и техническая проверка: | Документ, который показывает, как изготовитель осуществляет проверку требований и техническую проверку. Составленные отчеты могут быть представлены в форме комплексного контрольного перечня с примечаниями или в форме отчета о результатах проведенной проверки | Контрольные перечни для проверки требований |
6 Передача в субподряд, например: | Документ, который разъясняет, как передаваемые в субподряд операции, если они должны быть выполнены с помощью сварки, соответствуют требованиям договора, включая то, как оцениваются и проверяются субподрядчики | Отчет об оценке субподрядчиков/ субпоставщиков |
7 Сварочно-технический персонал: | Документация по обучению, оценке и присвоению наименования персоналу | Удостоверения об испытании сварщиков и операторов |
- квалификация сварщиков и операторов; |
| Отчеты о квалификации и полномочиях координаторов сварки |
8 Персонал для контроля и испытания: | Документация по обучению, оценке и присвоению наименования персоналу | Сертификаты NDT-персонала |
9 Оборудование: | Документ для идентификации, контроля, (технического) обслуживания и калибровки (если уместно) всего производственного и контрольно-измерительного оборудования | Перечень существенного оборудования |
10 Сварочно-техническая и родственная деятельность: | Документ для планирования и контроля производственной деятельности | Чертежи и эскизы WPQR |
11 Сварочные присадки: | Документ для хранения, идентификации и применения сварочных присадок, а также для обращения с ними (для их обработки) | Удостоверения об испытании сварочных присадок |
12 Основные металлы: | Документ для хранения основных металлов, включая продвижение работ и предполагаемую отгрузку/отправку готового продукта | Удостоверения об испытании основных металлов |
13 Термообработка после сварки: | Включена в документированный процесс для планирования производства и контроля производственной деятельности | Протоколы термообработки |
14 Контроль и испытания при сварке: | Включены в документированный процесс для планирования производства и контроля производственной деятельности | Отчеты о контроле измерений |
15 Недостаточное соответствие и корректирующие меры: | Документ для идентификации и ликвидации всех состояний, которые могли бы неблагоприятно повлиять на качество продукта или производственного процесса | Отчеты о недостаточном соответствии |
16 Калибровка и валидация измерений, испытаний и испытательного оборудования: | Включены в документированный процесс для идентификации, контроля, технического обслуживания и калибровки (если уместно) всего производственного оборудования и контрольно-измерительных установок | Протоколы калибровочных и валидационных испытаний |
17 Маркировка и прослеживаемость: | Документ для обеспечения идентификации и прослеживаемости сварочно-технической деятельности (при необходимости) | Отчеты о прослеживаемости (если требуется) |
18 Отчеты по качеству: | Включены в документ для контроля документов | Как перечислено выше |
| ||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 3834-1:2005 | IDT | ГОСТ Р ИСО 3834-1-2007 "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований" |
ISO 3834-2 | IDT | ГОСТ Р ИСО 3834-2-2007 "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству" |
ISO 3834-3 | IDT | ГОСТ Р ИСО 3834-3-2007 "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству" |
ISO 3834-4 | IDT | ГОСТ Р ИСО 3834-4-2007 "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 4. Элементарные требования к качеству" |
ISO 3834-5 | IDT | ГОСТ Р ИСО 3834-5-2010 "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 5. Документы, требования которых нужно удовлетворять для того, чтобы подтвердить соответствие требованиям ИСО 3834-2, ИСО 3834-3 или ИСО 3834-4" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | ||
УДК 621.791.053:006.354 | ОКС 25.160.01 | |
Ключевые слова: требования к качеству, уровень качества, сварка плавлением | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}