ГОСТ 25377-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИГЛЫ ИНЪЕКЦИОННЫЕ МНОГОКРАТНОГО ПРИМЕНЕНИЯ
Технические условия
Needles for injections for repeated use. Specifications
МКС 11.040.55
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-технический центр "МЕДИТЭКС" (ООО "НТЦ "МЕДИТЭКС")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 12 ноября 2015 г. N 82-П)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
(Поправка. ИУС N 11-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 2 декабря 2015 г. N 2101-ст межгосударственный стандарт ГОСТ 25377-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 ВЗАМЕН ГОСТ 25377-82
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 11, 2022 год
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт распространяется на иглы инъекционные многократного применения (далее - иглы), предназначенные для введения различных жидкостей в организм и отсасывания из него различных жидкостей.
Международных аналогов стандарту не существует.
1 Область применения
Настоящий стандарт устанавливает требования к иглам, предназначенным для применения в странах с умеренным и тропическим климатом. Иглы изготавливают в климатическом исполнении УХЛ 4.2 по ГОСТ 15150.
Степень риска применения игл - класс 1 по ГОСТ Р 51609.
Показатели безопасности игл указаны в 3.2.2; 3.2.8; 3.2.9; 3.2.12; 3.2.13; 3.2.17.
Настоящий стандарт не распространяется на трубчатые иглы специального назначения, а также имеющие головку, состоящую из нескольких деталей, и иглы с уникальной формой заточки.
В настоящем стандарте применены термины ГОСТ 25725.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты и/или классификаторы:
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические, неорганические. Общие требования
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические, органические. Методы контроля
ГОСТ 515-77 Бумага упаковочная битумированная и дегтевая. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5959-80 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7933-89 Картон для потребительской тары. Общие технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8828-89 Бумага основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 9142-90 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9569-2006 Бумага парафинированная. Технические условия
ГОСТ 9976-94 Трихлорэтилен технический. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 16337-77 Полиэтилен высокого давления. Технические условия
ГОСТ 16338-85 Полиэтилен низкого давления. Технические условия
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 19126-2007 Инструменты медицинские металлические. Общие технические условия
ГОСТ 20282-86 Полистирол общего назначения. Технические условия
ГОСТ 22967-90 Шприцы медицинские инъекционные многократного применения. Общие технические требования и методы испытаний
ГОСТ 24876-81 Пленки фотометрические черно-белые негативные. Технические условия
ГОСТ 25725-89 Инструменты медицинские. Термины и определения
ГОСТ 26996-86 Полипропилен и сополимеры пропилена. Технические условия
ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
ГОСТ 31508-2012 Изделия медицинские. Классификация в зависимости от потенциального риска применения. Общие требования
3 Основные нормативные положения
3.1 Типы, основные параметры и размеры
3.1.1 В зависимости от размеров присоединительного конуса иглы изготовляют следующих типов:
- тип 1 с конусностью 6:100 - для шприцев типа "Луер"; | ||
- тип 2 с конусностью 10:100 | " | "Рекорд". |
3.1.2 В зависимости от угла заточки иглы изготовляют в следующих исполнениях:
- с длинным срезом;
- со средним срезом С;
- с коротким срезом К.
3.1.3 Иглы должны иметь трехгранное острие со следующими углами заточки:
- (12±2)° - для исполнения с длинным срезом; | ||
- (15±2)° | " | со средним срезом; |
- (18±2)° | " | с коротким срезом. |
3.1.4 Основные размеры игл должны соответствовать значениям, указанным в рядах диаметров и длин на рисунке 1 и в таблице 1:
- диаметры, мм: 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,5;
- длины, мм: 10; 16; 20; 25; 40; 50; 60; 70; 80; 90; 100; 120; 140; 150; 200.
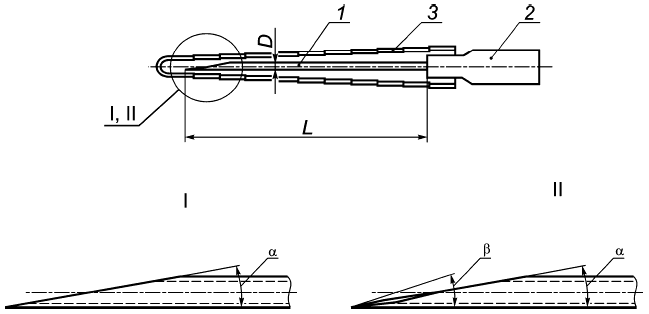
1 - трубка; 2 - головка; 3 - защитный элемент
Рисунок 1
Таблица 1
Вид | Угол заточки (предельное отклонение ±2°) | |
I | 15° | - |
II | 12° | 22° |
II | 18° | 30° |
3.1.5 По требованию заказчика допускается изготовлять иглы с размерами, отличающимися от указанных в п.3.1.4.
3.1.6 Присоединительные размеры конической части головки иглы должны соответствовать ГОСТ 22967.
3.1.7 Толщина стенки трубки и диаметры мандренов должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах
Диаметр трубки | Диаметр мандрена, не менее | Толщина стенки* |
До 0,4 | 0,10 | 0,13 |
0,5 | 0,18 | |
0,6 | 0,25 | 0,16 |
0,7 | 0,30 | |
0,8 | 0,40 | 0,17 |
0,9 | 0,48 | |
1,0 | 0,50 | |
1,1 | 0,58 | 0,22 |
1,2 | 0,70 | |
1,6 | 0,80 | 0,27 |
1,8 | 1,00 | |
2,0 | 1,00 | 0,31 |
2,2 | 1,50 | |
2,5 | 1,75 | 0,33 |
* Размеры для справок | ||
3.1.8 Условное обозначение иглы должно включать: обозначение типа иглы; наружный диаметр трубки; длину трубки; исполнение (для игл со средним и коротким срезом); обозначение настоящего стандарта.
Примеры
1 Условное обозначение иглы инъекционной типа 1 к шприцам типа "Луер", диаметром 0,6 мм, длиной 40 мм, с длинным срезом:
Игла инъекционная 1-0,6х40 ГОСТ 25377.
2 То же, к шприцам типа "Рекорд", диаметром 0,6 мм, длиной 40 мм, со средним срезом:
Игла инъекционная 2-0,6х40С ГОСТ 25377.
3 То же, к шприцам типа "Рекорд", диаметром 0,6 мм, длиной 40 мм с коротким срезом:
Игла инъекционная 2-0,6х40К, ГОСТ 25377.
3.2 Технические требования
3.2.1 Иглы следует изготовлять в соответствии с требованиями ГОСТ 19126 и настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.2.2 Иглы должны быть коррозионно-стойкими и кислотостойкими.
3.2.3 Детали игл должны быть изготовлены из следующих материалов:
- сталь марки 12Х18Н10Т по ГОСТ 5632 - трубка иглы;
- латунь марок ЛС59-1 и Л63 по ГОСТ 15527 или полиэтилен низкого давления марок 277-73; 20908-044; 21008-075 по ГОСТ 16338, или полипропилен марок 21060-16 по ГОСТ 26996 - головка иглы;
- полиэтилен низкого давления марок 277-73; 20908-044; 21008-075 по ГОСТ 16338 или полиэтилен высокого давления марок 10703-020; 10803-020; 15803-020; 17703-010 по ГОСТ 16337 или полипропилен марок 21060-16 по ГОСТ 26996 - защитный элемент;
- сталь марки 12Х18Н9Т по ГОСТ 5632 - мандрен;
- клей эпоксидный марки ВМК-24 по [1]*.
________________
* См. раздел Библиография. - .
Примечание - Допускается использование других отечественных и импортных материалов, обеспечивающих выполнение требований настоящего стандарта и имеющих разрешение соответствующего национального уполномоченного органа.
3.2.4 Наружные поверхности игл и мандренов должны быть гладкими, без царапин, трещин, раковин, забоин, выкрошенных мест, заусенцев и расслоений.
На трубке иглы не допускается разнооттеночность от электролитического снятия заусенцев на длине более 15 мм от головки.
3.2.5 Головка иглы должна быть без острых кромок, трещин и заусенцев.
3.2.6 Мандрен должен свободно входить в канал иглы. Концы мандрена должны выступать из иглы не менее чем на 5 мм.
3.2.7 Радиус кривизны мандренов должен соответствовать указанному в таблице 3.
Таблица 3
В миллиметрах
Диаметр мандрена | Радиус кривизны мандрена, не менее |
До 0,40 | 30 |
От 0,50 до 0,80 включ. | 50 |
1,00 и более | 80 |
3.2.8 Внутренняя поверхность игл должна быть чистой, без окалины, следов коррозии и механических загрязнений.
3.2.9 Трубка иглы должна быть упругой, прочной, жесткой и прямолинейной. Отклонение от прямолинейности должно быть не более 0,18 мм на длине 50 мм.
3.2.10 Конец трубки игл должен быть острым, без заусенцев. Усилия прокола не должны превышать указанных в таблице 4.
Таблица 4
Диаметр иглы, мм | Усилие прокола магнитной ленты, Н, не более | Усилие прокола полиэтиленовой пленки, Н, не более |
0,4 | 0,35 | 0,70 |
0,5 | 0,40 | 0,80 |
0,6 | 0,45 | 0,90 |
0,7 | 1,00 | |
0,8 | 0,49 | 1,20 |
0,9 | 1,30 | |
1,0 | 1,40 | |
1,1 | 1,50 | |
1,2 | 1,60 | |
1,4 | 0,68 | 1,80 |
1,6 | 2,00 | |
1,8 | 0,75 | 2,20 |
2,0 | 0,75 | 2,40 |
2,2 | 0.80 | 2,60 |
2,5 | 0,85 | 2,80 |
3.2.11 На головке, в месте ее соединения с трубкой, допускаются следы от обжимного инструмента, видимые невооруженным глазом.
3.2.12 Соединение трубки с головкой должно быть прочным и выдерживать нагрузки, указанные в таблице 5.
3.2.13 Соединение трубки с головкой иглы и соединение конуса головки с наконечником шприца должны быть герметичными. В месте соединения трубки с головкой просачивание воды не допускается.
В месте соединения трубки с головкой иглы не должно быть уменьшения диаметра трубки.
Таблица 5
Диаметр трубки, мм | Осевая нагрузка, Н, не менее |
От 0,4 до 0,5 включ. | 25 |
0,6 | 35 |
0,7 | 41 |
0,8 | 45 |
0,9 | 55 |
1,0 | 55 |
От 1,1 до 1,6 включ. | 70 |
От 1,8 до 2,5 включ. | 80 |
3.2.14 Оси трубки и головки должны совпадать. Отклонение от концентричности трубки и головки должно быть не более 0,2 мм. Максимальное допускаемое отклонение оси трубки от оси головки 3°.
3.2.15 Параметр шероховатости по ГОСТ 2789 наружной поверхности трубок игл диаметром (0,4-2,5) мм - Ra0,16 мкм.
Параметр шероховатости поверхности заточки - Ra0,63 мкм. Шероховатость остальных поверхностей - по конструкторской документации, утвержденной в установленном порядке.
3.2.16 На наружной поверхности головки из латуни должно быть гальваническое покрытие в соответствии с требованиями ГОСТ 9.301.
3.2.17 Иглы должны быть устойчивы к циклу обработки, состоящему из дезинфекции, предстерилизационной очистки, стерилизации в соответствии с требованиями действующих нормативных документов, а именно стерилизация паровым методом (водяной насыщенный пар под избыточным давлением):
- номинальное давление пара в стерилизационной камере (0,21±0,01) МПа;
- температура стерилизации (134±1)°С;
- время стерилизационной выдержки (5±1) мин.
3.2.18 Иглы в упаковке должны быть стойкими к механическим воздействиям при транспортировании.
3.2.19 Полный установленный ресурс должен быть не менее 30 проколов с последующей санитарной обработкой, состоящей из дезинфекции, предстерилизационной очистки и стерилизации после каждого прокола.
Полный средний ресурс должен быть не менее 50 проколов с последующей санитарной обработкой после каждого прокола.
Примечание - Полный средний ресурс - срок службы иглы до достижения предельного состояния, определяемого увеличением усилия прокола, выражается в количестве проколов. Полный установленный ресурс - суммарная наработка иглы, выражаемая в количестве проколов, после которой эксплуатацию иглы рекомендуется прекратить.
За критерий предельного состояния принимают увеличение усилия прокола, указанного в таблице 4, на 10%.
3.2.20 Укомплектованность игл мандренами должна составлять не менее 50% общего числа игл.
3.3 Правила приемки
3.3.1 Иглы должны подвергаться приемо-сдаточным, периодическим и типовым испытаниям.
3.3.2 Приемо-сдаточным испытаниям подвергают иглы на соответствие требованиям, указанным в таблице 6.
Таблица 6
Контролируемые параметры | Номер пункта | AQL, % | Вид дефектного изделия | |
технических требований | методов испытаний | |||
1 Чистота внутренней поверхности | 3.2.8 | 3.4.7 | 1,5 | Изделие со значительным дефектом |
2 Острота конца трубки иглы | 3.2.10 | 3.4.9 | 1,5 | То же |
3 Упругость трубки | 3.2.9 | 3.4.8 | 1,5 | " |
4 Прочность соединения трубки с головкой | 3.2.12 | 3.4.10 | 1,5 | " |
5 Герметичность соединения | 3.2.13 | 3.4.11 | 1,5 | " |
6 Шероховатость поверхности | 3.2.15 | 3.4.12 | 1,5 | " |
7 Устойчивость к коррозии | 3.2.2 | 3.4.3 | 1,5 | " |
8 Разница в оттенках | 3.2.4 | 3.4.2 | 4,0 | Изделие с малозначительным дефектом |
9 Радиус кривизны мандрена | 3.2.7 | 3.4.2 | 4,0 | То же |
10 Отклонение от концентричности трубки и головки | 3.2.14 | 3.4.2 | 4,0 | " |
11 Внешний вид | 3.2.4; | 3.4.6 | 4,0 | " |
Приемо-сдаточные испытания проводят статистическим контролем по ГОСТ Р ИСО 2859-1:
- тип плана контроля - одноступенчатый;
- вид контроля - нормальный;
- уровень контроля - II (общий).
Отбор выборки проводят из полностью сформированной и предъявленной на контроль партии.
За партию принимают изделия, предъявленные для контроля по одному сопроводительному документу.
Контролируемые параметры, приемочные уровни дефектности (AQL) и виды дефектных изделий приведены в таблице 6.
Партию считают соответствующей установленным требованиям, если для каждого вида дефектных изделий (таблица 6) найденное число дефектных единиц в выборке меньше или равно приемочному числу.
Партию считают не соответствующей установленным требованиям и направляют на сплошной контроль, если для любого из видов дефектных изделий число дефектных единиц в выборке равно или больше браковочного числа.
Проверку маркировки и комплектности проводят на 3-х первичных упаковках от партии.
Если в результате контроля будет установлено несоответствие изделий хотя бы одному требованию раздела 3.5 и п.3.2.20, то результаты испытаний считаются неудовлетворительными и должны быть проведены повторные испытания удвоенного количества изделий. При наличии дефектов в повторной выборке всю партию считают не выдержавшей испытания.
3.3.3 При периодических испытаниях, проводимых не реже раза в год, из числа прошедших приемо-сдаточные испытания проверяют на соответствие всем требованиям настоящего стандарта не менее 5 игл каждого типоразмера.
3.3.4 Если при периодических испытаниях будет обнаружено несоответствие игл хотя бы одному требованию настоящего стандарта, испытаниям подвергают удвоенное число игл, взятых от той же партии. Результаты повторных испытаний являются окончательными.
3.3.4.1 Проверка требований 3.2.19 должна проводиться не реже раза в три года. Полный средний ресурс следует проверять методом одноступенчатого контроля:
- приемочный уровень вероятности P(t)=0,8;
- браковочный уровень вероятности P(t)=0,5;
- риск изготовителя =0,2;
- риск потребителя =0,2;
- объем выборки n=8;
- число предельных состояний =2;
- полный установленный ресурс следует проверять при n=5; =0.
3.3.5 Типовые испытания проводят при внесении изменений в технологию изготовления, влияющих на технические характеристики: проверяют не менее 5 игл каждого типоразмера.
3.4 Методы испытаний
3.4.1 Испытания игл следует проводить в нормальных климатических условиях по ГОСТ 15150.
3.4.2 Проверку размеров игл на соответствие 3.1.3-3.1.7; 3.2.4 в части размера расположения разницы оттенков по длине трубки и 3.2.7, 3.2.9 в части прямолинейности, 3.2.14 в части концентричности проводят универсальными измерительными инструментами и приборами, обеспечивающими требуемую точность измерений.
3.4.3 Проверку коррозионностойкости и кислотостойкости (3.2.2) следует проводить следующим образом:
иглы погружают в 10-процентный раствор лимонной кислоты при температуре (20±5)°C, выдерживают в нем 5 ч и промывают дистиллированной водой, затем кипятят в дистиллированной воде 30 мин. После кипячения выдерживают в дистиллированной воде 24 ч, затем иглы вынимают из воды, высушивают испарением и осматривают. На иглах не должно быть следов коррозии.
3.4.4 Проверку используемого при изготовлении игл материала (3.2.3) следует проводить по паспортам и сертификатам завода-изготовителя и результатам входного контроля.
3.4.5 Проверку внешнего вида игл (3.2.5) проводят с помощью лупы 8-кратного увеличения.
3.4.6 Проверку внешнего вида игл (3.2.4; 3.2.6, 3.2.11, 3.2.20) проводят визуально.
3.4.7 Проверку чистоты внутренней поверхности игл (3.2.8) проводят шприцеванием раствора глицерина с дистиллированной водой (1:1) в объеме 1 мл на фильтровальную бумагу. В результате фильтрации жидкости на бумаге не должно быть следов загрязнения.
3.4.8 Проверку упругости трубки (3.2.9) проводят следующим образом. Головку иглы прочно насаживают на наконечник измерительного устройства. Нулевую отметку шкалы, расположенную перпендикулярно к оси трубки, совмещают с концом острия трубки. Концу трубки задают перемещение (рисунок 2) в направлении, перпендикулярном к оси трубки (изгиб), на расчетное значение а (в миллиметрах), которое определяют по формуле (1):
![]() , (1)
, (1)
где L - длина трубки, мм;
D - наружный диаметр трубки, мм.
Испытания проводят в обе стороны от оси симметрии трубки. После окончания испытания вершина острия иглы должна совпадать с нулевой отметкой шкалы:
допустимое отклонение - ±0,7 мм. Испытаниям на упругость подвергают иглы наружным диаметром менее 2 мм, если соотношение L/D30.
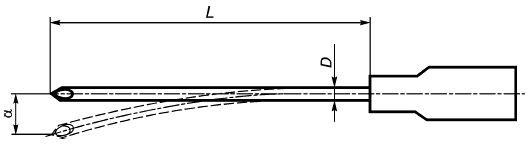
Рисунок 2
Проверку прочности трубки (3.2.9) проводят следующим образом. Конец иглы жестко закрепляют. На расстоянии, указанном в таблице 7, прикладывают такое усилие, чтобы игла согнулась в одной плоскости на угол ±25°. После 25 циклов приложения усилия в противоположных направлениях проверяют иглу на наличие излома.
Проверку жесткости трубки (3.2.9) проводят путем приложения усилия к ее середине. При этом игла должна быть помещена на две опоры. Расстояние между опорами, нагрузка и максимальное отклонение от оси не должны превышать указанных в таблице 8.
Таблица 7
В миллиметрах
Диаметр иглы | Расстояние между жесткой опорой и точкой приложения сгибающего усилия |
0,4 | 10,0 |
0,5 | 10,0 |
0,6 | 15,0 |
0,7 | 17,5 |
0,8 | 20,0 |
0,9 | 25,0 |
1,0 | 25,0 |
1,1 | 27,5 |
1,2 | 30,0 |
1,4 | 32,0 |
1,6 | 34,0 |
1,8 | 36,0 |
2,0 | 38,0 |
2,2 | 40,0 |
2,5 | 40,0 |
Таблица 8
Диаметр иглы, мм | Расстояние между опорами, мм | Нагрузка, Н | Максимальное отклонение, мм |
0,4 | 10,0 | 6,0 | 0,54 |
0,5 | 10,0 | 7,0 | 0,38 |
0,6 | 12,5 | 15,0 | 0,59 |
0,7 | 15,0 | 15,0 | 0,61 |
0,8 | 15,0 | 15,0 | 0,41 |
0,9 | 17,5 | 15,5 | 0,48 |
1,0 | 17,5 | 15,5 | 0,48 |
1,1 | 25,0 | 20,0 | 0,84 |
1,2 | 25,0 | 20,0 | 0,45 |
1,4 | 28,0 | 20,0 | 0,50 |
1,6 | 28,0 | 20,0 | 0,50 |
1,8 | 30,0 | 25,0 | 0,45 |
2,0 | 30,0 | 27,0 | 0,65 |
2,5 | 32,0 | 27,0 | 0,65 |
3.4.9 Проверку остроты трубки игл (3.2.10) проводят проколом магнитной ленты А 4411-6Б или А 4409-6Б по нормативно-технической документации или полиэтиленовой пленки толщиной 0,150 мм по ГОСТ 10354 с постоянной скоростью подачи игл в процессе прокола (40±10) мм/мин. Магнитная лента и полиэтиленовая пленка должны быть закреплены в рамке. Допускается погрешность измерения ±0,025 Н (±2,5 гс). Максимальное усилие прокола не должно превышать значений величин, указанных в таблице 4.
Испытание конца иглы на отсутствие заусенцев следует проводить уколом в вату. После укола на конце иглы не должно быть ватных волокон.
3.4.10 Проверку прочности соединения трубки с головкой (3.2.12) проводят на приспособлении с динамометром приложением непрерывной аксиальной статической нагрузки натяжения в направлении их разъединения. Значения испытательной нагрузки в зависимости от диаметра иглы приведены в таблице 5. Длительность приложения нагрузки - 1 с. За это время трубка не должна сдвигаться в головке иглы.
3.4.11 Проверку игл на отсутствие уменьшения диаметра трубки (3.2.13) следует проводить мерным мандреном, указанным в таблице 2. При этом мандрен должен свободно проходить через канал иглы. Герметичность соединения трубки с головкой и конуса головки с наконечником шприца (3.2.13) проверяют следующим образом.
Конец иглы герметично заглушают, головку насаживают на образцовый конус, изготовленный по чертежам, утвержденным в установленном порядке, к которому подведена вода. Под давлением 0,150 МПа (1,5 атм.) в месте соединения трубки с головкой просачивание воды не допускается. В месте соединения головки с образцовым конусом не допускается образование капли, спадающей за время менее 10 с.
3.4.12 Шероховатость наружной поверхности (3.2.15) проверяют по ГОСТ 19126.
3.4.13 Покрытие наружной поверхности головки (3.2.16) проверяют по ГОСТ 9.302.
3.4.14 Испытание на устойчивость к средствам дезинфекции, предстерилизационной очистки и стерилизации (3.2.17) в соответствии с требованиями действующих нормативных документов.
3.4.15 Устойчивость к механическим воздействиям при транспортировании (3.2.18) проверяют на стенде с ускорением 3g при числе колебаний от 120 до 180 в минуту в течение 1 ч. После испытаний иглы должны соответствовать требованиям 3.2.10; целостность упаковки при этом не должна быть нарушена.
3.4.16 Проверку требований 3.2.19 следует проводить путем прокалывания фотографической пленки толщиной от 0,15 до 0,20 мм по ГОСТ 24876 и санитарной обработкой.
Продолжительность испытаний при контроле полного установленного ресурса и полного среднего ресурса равна заданному в 3.2.19.
Контроль параметров, определяющих предельное состояние, - через каждые 10 проколов.
Иглы считают выдержавшими испытания на надежность, если число игл, достигших предельного состояния d.
3.4.17 Соосность трубки и головки (3.2.14) проверяют следующим образом: головка иглы устанавливается на образцовый конус испытательного устройства (рисунок 3), оси головки и трубки должны быть параллельны линии градусной шкалы, которая проходит через 0°. Допускаемое отклонение 3°.
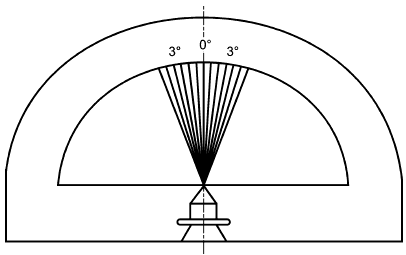
Рисунок 3
3.5 Маркировка, упаковка, транспортирование и хранение
3.5.1 Маркировка, упаковка, транспортирование и хранение игл по ГОСТ 19126 и требованиям настоящего стандарта.
3.5.2 Перед упаковкой иглы должны быть промыты дистиллированной водой по ГОСТ 6709 или трихлорэтиленом по ГОСТ 9976 и просушены или промыты этиловым спиртом по ГОСТ 17299.
3.5.3 Иглы по 10 шт. должны быть уложены в гнезда коробок, изготовленных из картона по ГОСТ 7933 или пластмассы по ГОСТ 20282, в контурную ячейковую упаковку или полиэтиленовый пакет.
3.5.4 Иглы в потребительской таре и мандрены, завернутые в парафинированную бумагу по ГОСТ 9569 или связанные в пучки проволокой из стали 12Х18Н10 по ГОСТ 5632, должны быть уложены в групповую тару, изготовленную из коробочного картона марки А или Б по ГОСТ 7933. Допускается иглы в потребительской таре завертывать в оберточную бумагу по ГОСТ 8273 в пачки.
3.5.5 Упаковка игл должна исключать возможность вскрытия ее без нарушения целостности.
3.5.6 На потребительской и групповой таре должны быть указаны:
- наименование или товарный знак завода-изготовителя;
- наименование и условное обозначение игл;
- число игл;
- штамп ОТК (только на групповой таре);
- обозначение настоящего стандарта для изделий;
- дата выпуска (месяц и год) только на групповой таре.
3.5.7 Для транспортирования иглы в групповой таре должны быть уложены в ящики из гофрированного картона по ГОСТ 9142 или в фанерные ящики по ГОСТ 5959, или в дощатые ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой по ГОСТ 515 или по ГОСТ 8828. При укладке иглы в контурную ячейковую упаковку допускается ящики из гофрированного картона и фанеры не выкладывать изнутри упаковочной бумагой.
3.5.8 В каждый ящик должен быть вложен упаковочный лист с указанием наименования игл и их числа в упаковке, а также условного номера упаковщика, даты упаковывания и обозначения настоящего стандарта.
3.5.9 На внешней поверхности ящика должны быть нанесены манипуляционные знаки по ГОСТ 14192.
3.5.10 Масса брутто должна быть не более 50 кг.
3.5.11 Иглы транспортируют всеми видами транспорта, в крытых транспортных средствах, в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
3.5.12 Условия транспортирования должны соответствовать группе 5 (ОЖ-4), условия хранения - по группе 1 (Л) по ГОСТ 15150.
3.6 Гарантии изготовителя
3.6.1 Изготовитель гарантирует соответствие игл требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения.
Гарантийный срок эксплуатации игл - 6 мес со дня ввода их в эксплуатацию при гарантийной наработке не более 33 инъекций.
Библиография
[1] ТУ 2252-025-07610776-2000* Клей эпоксидный марки ВМК-24
________________
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - .
УДК 615.47:006.354 | МКС 11.040.55 |
Ключевые слова: государственная закупка, медицинское изделие, иглы инъекционные многократного применения | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}