ГОСТ 10222-81
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШЕВЕРЫ ДИСКОВЫЕ МЕЛКОМОДУЛЬНЫЕ
Технические условия
Fine - module disk shaving cutters.
Technical conditions
ОКП 39 2430
Дата введения 1982-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ:
Д.И.Семенченко, А.Н.Шевченко, Н.И.Минаева, Г.С.Сулакова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.01.81 N 250
3. Срок проверки 1996 год, периодичность проверки 5 лет
4. ВЗАМЕН ГОСТ 10222-62
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 8.051-81 | 4.2 |
ГОСТ 1050-88 | 4.1 |
ГОСТ 2789-73 | 2.5 |
ГОСТ 2999-75 | 4.3 |
ГОСТ 4543-71 | 4.1 |
ГОСТ 9013-59 | 4.3 |
ГОСТ 9178-81 | Приложение 1 |
ГОСТ 9587-81 | Вводная часть |
ГОСТ 10387-81 | 4.2 |
ГОСТ 13281-93 | 4.1 |
ГОСТ 18088-83 | 2.13, 5 |
ГОСТ 19265-73 | 2.2 |
ГОСТ 20799-88 | 4.1 |
ГОСТ 23677-79 | 4.3 |
ГОСТ 23726-79 | 3.1 |
ГОСТ 25706-83 | 4.4 |
6. Проверен в 1991 году. Ограничение срока действия снято Постановлением Госстандарта СССР от 19.11.91 N 1759
7. ПЕРЕИЗДАНИЕ (март 1996 года) с Изменениями N 1, 2, 3, утвержденными в августе 1994* года, в апреле 1987 года, в ноябре 1991 года (ИУС 12-84*, ИУС 7-87, ИУС 2-92)
________________
* Текст соответствует оригиналу. - Примечание "КОДЕКС".
Настоящий стандарт распространяется на дисковые мелкомодульные шеверы для обработки цилиндрических зубчатых колес с исходным контуром по ГОСТ 9587.
Требования стандарта в части разд.1, 2, 4, 5 и п.3.2 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 3).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Шеверы мелкомодульные должны изготовляться с номинальным делительным диаметром 85 мм, с углом наклона винтовой линии зубьев на делительном цилиндре 10°, правые и левые, классов точности А и В.
1.2. Основные размеры шеверов должны соответствовать указанным на чертеже и в табл.1.
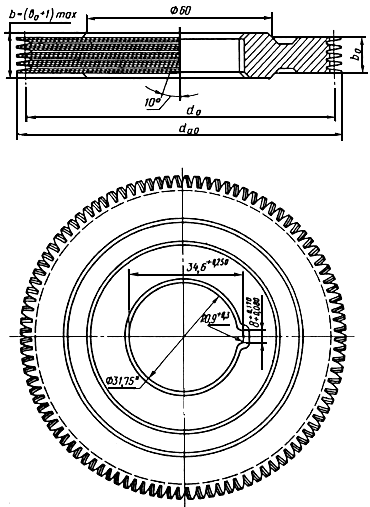
________________
* Допускается выполнять диаметр отверстия 31,743 мм.
Таблица 1
Размеры в мм
Шевер | Модуль | Число зубьев | Делительный диаметр | Основной диаметр | ||||||
Правый | Левый | Ряд | ||||||||
Обозначение | При- меняе- мость | Обозначение | При- меняе- мость | 1 | 2 | |||||
2570-0551 | 2570-0552 | 0,20 | 438 | 89,39 | 88,951 | 83,435 | 11 | |||
2570-0553 | 2570-0554 | 0,22 | 396 | 88,95 | 88,464 | 82,978 | ||||
2570-0555 | 2570-0556 | 0,25 | 348 | 88,89 | 88,342 | 82,864 | ||||
2570-0557 | 2570-0558 | 0,28 | 312 | 89,32 | 88,708 | 83,207 | ||||
2570-0561 | 2570-0562 | 0,30 | 292 | 89,61 | 88,951 | 83,435 | ||||
2570-0563 | 2570-0564 | 0,35 | 246 | 88,20 | 87,428 | 82,007 | ||||
2570-0565 | 2570-0566 | 0,40 | 212 | 86,99 | 86,108 | 80,768 | ||||
2570-0567 | 2570-0568 | 0,45 | 192 | 88,72 | 87,733 | 82,292 | ||||
2570-0571 | 2570-0572 | 0,50 | 172 | 88,43 | 87,327 | 81,912 | ||||
2570-0573 | 2570-0574 | 0,55 | 154 | 87,22 | 86,007 | 80,673 | ||||
2570-0575 | 2570-0576 | 0,60 | 146 | 90,27 | 88,951 | 83,435 | ||||
2570-0577 | 2570-0578 | 0,70 | 122 | 88,26 | 86,717 | 81,340 | ||||
2570-0581 | 2570-0582 | 0,80 | 106 | 87,87 | 86,108 | 80,768 | 15 | |||
2570-0583 | 2570-0584 | 0,90 | 94 | 87,88 | 85,905 | 80,578 | ||||
Примечание. Шеверы по 1-му ряду модулей являются предпочтительными для применения.
1.3. Размеры профиля зубьев в нормальном сечении и назначение шеверов указаны в приложении 1.
1.4. Размеры канавок, образующих режущие кромки зубьев шеверов, указаны в приложении 2.
Пример условного обозначения шевера с модулем 0,50 мм, класса А, правый:
Шевер 2570-0571 А ГОСТ 10222-81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шеверы должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Шеверы должны изготовляться из быстрорежущей стали марок по ГОСТ 19265. Допускается изготовление шеверов из других марок быстрорежущей стали, обеспечивающих стойкость шеверов в соответствии с требованиями настоящего стандарта.
2.3. Твердость шеверов 63...66 HRC (800...905 HV). Твердость режущей части шеверов, изготовленных из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более, должна быть 64...66 HRC
(833...905 HV).
2.2, 2.3. (Измененная редакция, Изм. N 1, 2).
2.4. На всех поверхностях шеверов не должно быть трещин, заусенцев, выкрошенных мест, забоин и следов коррозии.
Внешний вид шевера, предназначенного на экспорт, должен соответствовать контрольному образцу, утвержденному внешнеторговой организацией.
2.5. Параметры шероховатости поверхностей шеверов по ГОСТ 2789 должны быть, мкм, не более:
боковых поверхностей зубьев |
| |||
опорной торцовой поверхности |
| |||
поверхности посадочного отверстия |
| |||
боковых поверхностей стружечных канавок |
| |||
остальных поверхностей |
| |||
Допускается выполнять шероховатость поверхности посадочного отверстия для шеверов класса точности В 0,40 мкм.
2.6. Предельные отклонения размера шеверов не должны быть более:
16.
2.7. Допуски и предельные отклонения по нормам точности шеверов должны соответствовать величинам, указанным в табл.2.
Таблица 2
Показатели точности | Обозначение допусков и предельных отклонений | Класс точности | Допуски |
1. Отклонение диаметра посадочного отверстия
| А | +5 | |
В | +5 | ||
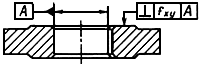
2. Отклонение перпендикулярности торцовой поверхности к поверхности посадочного отверстия
Измеряется на радиусе 25 мм | А | 5 | |
В | 5 | ||
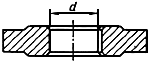
3. Отклонение от параллельности торцовых поверхностей
| А | 5 | |
В | 5 | ||
4. Отклонение диаметра окружности вершин | А | ±160 | |
В | ±200 | ||
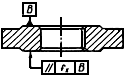
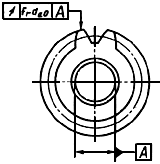
5. Биение окружности вершин зубьев относительно оси отверстия
| А | 10 | |
В | |||
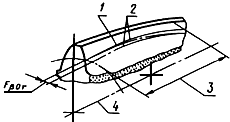
6. Погрешность направления зуба Расстояние между ближайшими друг к другу номинальными делительными линиями зуба в торцовом сечении, между которыми размещается действительная линия зуба, соответствующая рабочей ширине зубчатого венца шевера
1 - действительная делительная линия зуба; 2 - номинальные делительные линии зуба; 3 - ширина зубчатого венца шевера; 4 - рабочая ось шевера | А | 6 | |
В | 8 | ||
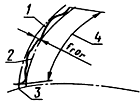
7. Погрешность профиля зуба Расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями зуба, между которыми размещается действительный торцовый активный профиль зуба шевера
1 - действительный торцовый активный профиль зуба; 2 - номинальные торцовые профили зуба; 3 - основная окружность; 4 - границы активного профиля зуба | А | 4 | |
В | 5 | ||
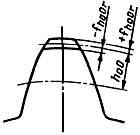
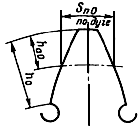
8. Отклонение высоты головки зуба Разность между действительной и номинальной высотой головки зуба
| А | ±10 | |
В | ±15 | ||
9. Разность шагов Наибольшая разность между двумя отклонениями шагов по одной окружности, близкой к делительной, в сечении, перпендикулярном оси вращения шевера | А | 3 | |
В | 4 | ||
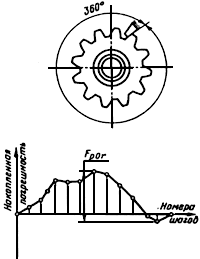
10. Накопленная погрешность Наибольшая алгебраическая разность значений накопленных погрешностей в пределах оборота шевера
| А | 12 | |
В | 18 | ||
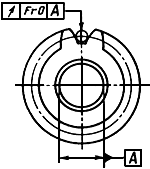
11. Радиальное биение зубчатого венца относительно оси отверстия Разность действительных предельных положений исходного контура в пределах оборота шевера
| А | 10 | |
В | 14 |
Примечание. Допускается на одном из торцов шевера на длине не более 2 мм технологическое уменьшение толщины зуба до 12 мкм.
2.8. Допуски цилиндричности и круглости посадочного отверстия должны быть не более половины допуска на диаметр отверстия.
Примечания:
1. Допускаются завалы краев на каждой из сторон отверстия, выходящие за пределы допускаемых отклонений, суммарной длиной не более 25% от общей длины отверстия.
2. Допускается разбивание отверстия у шпоночного паза на центральном угле 20° от оси симметрии паза в обе стороны.
3. По согласованию между изготовителем и потребителем допускается изготавливать шеверы с допуском цилиндричности посадочного отверстия в пределах допуска на диаметр отверстия.
2.9. Неуказанные предельные отклонения диаметра буртиков - h16, остальные - ![]() .
.
2.10. Средний период стойкости шеверов должен быть не менее 1000 мин, 95%-ный период стойкости - не менее 500 мин при условиях испытаний, приведенных в разд.4.
Критерием затупления шеверов является снижение норм точности шевенгуемых колес по профилю или колебанию измерительного межосевого расстояния на одном зубе и (или) увеличение параметра шероховатости профиля поверхности зубьев по отношению к требованиям, предъявляемым к зубчатым колесам.
(Введен дополнительно, Изм. N 2).
(Измененная редакция, Изм. N 3).
2.11. На опорной поверхности каждого шевера должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение шевера (последние 4 цифры);
модуль нормальный;
число зубьев;
угол профиля;
номинальный делительный диаметр;
угол наклона линии зуба;
направление винтовой линии зуба (только в случае левого направления);
класс точности;
марка стали (допускаются буквы HSS, а для марок стали, содержащих кобальт, буквы HSS Со);
год выпуска.
2.12. Каждый шевер должен иметь паспорт с указанием всех отклонений точностных параметров.
2.13. Транспортная маркировка, маркировка потребительской тары и упаковка - по ГОСТ 18088.
2.11-2.13. (Введены дополнительно, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 23726.
3.2. Испытания на средний период стойкости следует проводить один раз в три года, на 95%-ный период стойкости - один раз в два года, не менее чем на трех шеверах.
(Измененная редакция, Изм. N 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания шеверов должны проводиться на зубошевинговальных станках, соответствующих установленным для них нормам точности и жесткости по ГОСТ 13281.
Шеверы должны испытываться на образцах из стали 45 по ГОСТ 1050 твердостью 170...207 НВ с числом зубьев не менее 20 и шириной не менее 10 мм.
Образцы заготовок, предназначенные для испытания шеверов, должны быть выполнены с точностью, на одну степень ниже точности колес, согласно рекомендуемому назначению шеверов.
Шеверы испытывают обработкой образцов с припуском по толщине зуба (на обе стороны) равным (0,1...0,12) .
В качестве смазочно-охлаждающей жидкости должно применяться масло индустриальное 20А по ГОСТ 20799.
Испытания шеверов должны проводиться на следующих режимах:
продольная подача, мм/об | 0,1-0,2 | |||
радиальная подача, мм/ход | 0,01-0,02 | |||
скорость шевера окружная, м/мин | 80. | |||
(Измененная редакция, Изм. N 2).
4.1.1. Испытания на средний и 95%-ный периоды стойкости проводят на шевере одного из модулей, указанных в табл.1.
Приемочное значение среднего периода стойкости должно быть не менее 1100 мин, установленного периода стойкости - не менее 550 мин.
4.1.2. Испытания шеверов на работоспособность следует проводить в течение 5 мин. После испытаний режущая часть шеверов не должна иметь выкрошенных мест и шеверы должны быть пригодны для дальнейшей работы.
4.1.1, 4.1.2. (Введены дополнительно, Изм. N 2).
4.2. Параметры шевера проверяют средствами контроля, имеющими погрешность не более:
а) при измерении линейных размеров - значений, установленных ГОСТ 8.051;
б) при контроле формы и расположения поверхностей - не более 25% от величины допуска на проверяемые параметры;
в) при контроле по п.2.7 (показатели точности 6-11) на специальных приборах - значений погрешностей, установленных для аналогичных приборов класса А ГОСТ 10387.
4.3. Твердость режущей части шеверов проверяют твердомером Роквелла по ГОСТ 9013 или Виккерса по ГОСТ 23677.
4.4. Шероховатости поверхностей шеверов (п.2.5) контролируют осмотром с применением лупы ЛП-1-4 по ГОСТ 25706 и сравнением с образцовыми инструментами, поверхности которых имеют предельные значения параметров шероховатости.
(Измененная редакция, Изм. N 2).
4.5. Внешний вид шеверов проверяют визуально.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088
(Измененная редакция, Изм. N 3).
Разд.6. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РАЗМЕРЫ ПРОФИЛЯ ЗУБЬЕВ ШЕВЕРОВ В НОРМАЛЬНОМ СЕЧЕНИИ
И НАЗНАЧЕНИЕ ШЕВЕРОВ
1. Размеры профиля зубьев в нормальном сечении должны соответствовать указанным на чертеже и в таблице.
мм
Модуль | ||||
Ряд 1 | Ряд 2 | |||
0,20 | 0,490 | 0,220 | 0,314 | |
0,22 | 0,539 | 0,242 | 0,346 | |
0,25 | 0,612 | 0,275 | 0,393 | |
0,28 | 0,686 | 0,308 | 0,440 | |
0,30 | 0,735 | 0,330 | 0,471 | |
0,35 | 0,857 | 0,385 | 0,550 | |
0,40 | 0,980 | 0,440 | 0,628 | |
0,45 | 1,102 | 0,495 | 0,707 | |
0,50 | 1,225 | 0,550 | 0,785 | |
0,55 | 1,347 | 0,605 | 0,864 | |
0,60 | 1,470 | 0,660 | 0,942 | |
0,70 | 1,715 | 0,770 | 1,100 | |
0,80 | 1,960 | 0,880 | 1,257 | |
0,90 | 2,205 | 0,990 | 1,414 | |
2. Рекомендуемое назначение шеверов класса А - для нарезания колес 6-й степени точности, класса В - для нарезания колес 7-й степени точности по ГОСТ 9178.
ПРИЛОЖЕНИЕ 2
Справочное
РАЗМЕРЫ КАНАВОК, ОБРАЗУЮЩИХ РЕЖУЩИЕ КРОМКИ ЗУБЬЕВ ШЕВЕРОВ
Исполнение 1
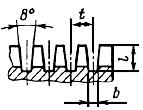
Исполнение 2
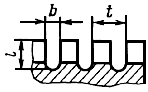
Размеры в мм
Число канавок | ||||
От 0,2 до 0,28 | 1,4 | 1,0 | 0,7 | 6 |
Св. 0,28 до 0,5 | 1,7 | 1,5 | 5 | |
Св. 0,5 до 0,7 | 2,0 | 0,6 | ||
0,8 | 2,1 | 2,5 | 0,7 | 6 |
0,9 | 3,0 | 0,6 |
ПРИЛОЖЕНИЕ 3 (Исключено, Изм. N 2).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1996
{kind=link}