ГОСТ 11188-82
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ С НАТЯГАМИ
Допуски на резьбу
Taps for metric interference thread.
Tolerances for threads
ОКП 39 1311
Дата введения 1984-01-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
Н.И.Минаева, Л.Е.Мельникова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А.Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14 декабря 1982 г. N 4727
1. Настоящий стандарт распространяется на метчики, предназначенные для нарезания метрических резьб с натягами по ГОСТ 4608-81.
2. Предельные отклонения резьбы метчика должны отсчитываться от линии номинального профиля резьбы и должны соответствовать указанным на черт.1 и в таблице.
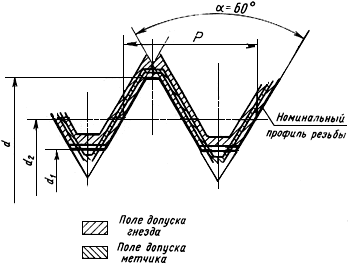
Черт.1
Размеры в мм
Шаг резьбы | Номинальный диаметр резьбы | Наружный диаметр | Средний диаметр | Внутренний диаметр | Допустимые отклонения | ||||
с крупным шагом | с мелким шагом | Предельные отклонения | |||||||
| нижн. | верхн. | нижн. | верхн. | нижн. | верхн. | |||
0,80 | 5 | - | +0,043 | +0,080 | +0,005 | +0,015 | Неограни- ченные | -0,030 | ±30' |
1,00 | 6 | 8 | +0,054 | +0,092 | +0,006 | +0,017 | -0,032 | ||
1,25 | 8 | 10 | +0,068 | +0,108 | +0,006 | +0,018 | -0,034 | ±25' | |
- | 12 | +0,007 | +0,019 | ||||||
1,50 | 10 | 12-22 | +0,081 | +0,125 | +0,007 | +0,020 | -0,037 | ||
1,75 | 12 | - | +0,095 | +0,142 | +0,008 | +0,022 | -0,039 | ±20' | |
2,00 | 14; 16 | 18-22 | +0,108 | +0,156 | +0,008 | +0,022 | -0,040 | ||
- | 24-33 | +0,009 | +0,023 | ||||||
2,50 | 18-22 | - | +0,135 | +0,186 | +0,009 | +0,024 | -0,043 | ||
3,00 | 24; 27 | 36-45 | +0,162 | +0,217 | +0,011 | +0,027 | -0,046 | ||
3. Основание впадины (дно) профиля резьбы метчика изготавливают как прямолинейным, так и с закруглением углов. Радиус закругления углов может доходить до линии наименьшего внутреннего диаметра гнезда по ГОСТ 4608-81 (см. черт.2).
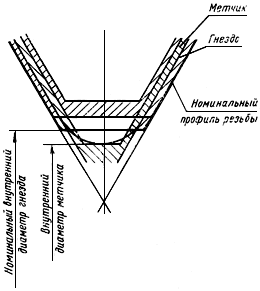
Черт.2
Текст документа сверен по:
М.: Издательство стандартов, 1983
{kind=link}